
Abstract
Biodiesel production is a fast-growing industry. Biodiesel is obtained through transesterification of different kinds of oils with methanol. This process results in a formation of substantial amounts (up to 10% of a total product mass) of the by-product fraction that mainly contains glycerol but also some toxic contaminations (spent catalyst, salts after neutralization, residual methanol, methyl esters, and free fatty acids), and that is therefore called crude glycerol. Efficient utilization of this fraction is imperative to the sustainability of the biodiesel industry. This review describes different methods of valorization of the crude glycerol fraction with the focus on biotechnological processes conducted by yeasts. In particular, production of organic acids, polyols, ethanol, microbial oil, carotenoids, γ-decalactone, sophorolipids, heterologous proteins, and biomass is discussed.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others
Keywords
- Biodiesel
- Crude glycerol
- Yarrowia lipolytica
- Pichia pastoris
- Oleaginous yeasts
- Citric acid
- Erythritol
- SCO
- Ethanol
- Carotenoids
12.1 Biodiesel as an Emerging Sustainable Biofuel
Global warming (caused by increased carbon dioxide emissions), environmental pollution, and the threat of exhaustion of world resources of fossil fuels are some of the many concerns that had arisen in twentieth century and followed humanity into the new millennium. The 2030 Agenda for Sustainable Development, adopted by all United Nations Member States in 2015, is a call for action to fight major global issues. At its heart are the 17 Sustainable Development Goals, among them goal #7 (ensure access to affordable, reliable, sustainable and modern energy for all) and goal #13 (take urgent action to combat climate change and its impacts) (https://sustainabledevelopment.un.org/?menu=1300).
Search for “green”, renewable energy resources that can be used instead of fossil fuels brought to humankind attention among others such options as biogas, bioethanol, and biodiesel. These biofuels are produced from renewable biological material and after combustion generate an acceptable level of emissions gases (Quispe et al. 2013).
Biodiesel is a liquid biofuel obtained by transesterification (Fig. 12.1) of triglycerides from vegetable oils or animal fats with an alcohol (Fukuda et al. 2001). Biodiesel can be used in diesel engines alone or blended with diesel oil.

Biodiesel production by transesterification of triglycerides from vegetable oils with methanol. (Adapted from Smirnov et al. 2018)
First vegetable oil-powered engine was produced by the French company Otto and presented at the Paris Exhibition in 1900. Rudolph Diesel also experimented with castor oil and animal oils as a possible fuel for locomotive engines (Radley 2016). But due to the success of petroleum and diesel oil as the cheap fuels, these studies did not gain further attention until early 1980 when the study with the sunflower oil was conducted in South Africa prompted by diesel oil embargo (Ma and Hanna 1999) and the National Program of Vegetable Oils for Energy Purposes (PRO-OIL) started to gain momentum in Brazil. But vegetable oils contain, besides triacylglycerols, some additional compounds (free fatty acids, phospholipids, sterols, etc.) that complicate its direct usage as a fuel for engines (Kegl 2008). These problems can be overcome with the chemical modifications of vegetable oil, such as cracking, esterification, and transesterification. The process of fatty acids transesterification was developed to obtain a mixture of long-chain monoalkylic esters (biodiesel). In Europe, biodiesel is produced on an industrial scale since 1992 (Quispe et al. 2013). Stimulated by tax exemptions and other governmental incentives, world’s biodiesel production increases every year and is expected to reach 110,000 ML in 2020 (Rodrigues et al. 2017).
Such drastic increase in production was supported by the fact that biodiesel fuel has a lot of advantages over the petroleum and diesel oil: it has a higher flash point and flammability point which ensures safer storage, loading/unloading, and handling of this material by the drivers and operators (Knothe et al. 2005); it degrades more rapidly than diesel fuel, minimizing the environmental consequences in case of accidental spills; after combustion, it produces less emissions of contaminants (carbon monoxide, particulate matter, polycyclic aromatic hydrocarbons, aldehydes, carcinogenic substances) and has no jeopardy due to emissions of sulfur dioxide (SO2); and it has good lubricating properties (Romano and Sorichetti 2011). Unfortunately, there are several aspects in which biodiesel is inferior to petroleum diesel: it has the lower calorific value, which causes slightly higher fuel consumption; it has slightly higher emissions of nitrous oxide; it is less stable than diesel fuel and therefore it has short shelf life (up to 6 months); and in pure form, it may degrade equipment made from plastic or natural rubber; it may dissolve the deposits of sediments from diesel fuel in storage tanks and fuel lines and flushed them into the car engine (Romano and Sorichetti 2011). Also, biodiesel has a high freezing point – at low temperatures, it tends to quickly lose fluidity that may lead to clogging of filters and damage to the starting system of the engine (Munoz et al. 2012). Biodiesel exhibits more corrosive behavior than diesel oil due to the following factors: it is more hygroscopic and captured water can itself act on the corrosion or cause the hydrolysis of biodiesel or promote microbial growth; the presence of impurities like methanol, free glycerol, free fatty acid, and catalyst residues (Na and K) also promotes metallic corrosion; and biodiesel dissolves more metallic parts than diesel due to its good lubricity, and these trace metals in solution enhance biodiesel degradation and therefore corrosion (Haseeb et al. 2011; Singh et al. 2012). The intensity of biodiesel self-oxidation and its corrosive behavior depends on the amount of the double bonds in unsaturated fatty acids, so the oils with high concentrations of polyunsaturated fatty acids are undesirable for biodiesel production (Borsato et al. 2012). All mentioned disadvantages are significantly reduced when biodiesel is used in blends with diesel fuel (Romano and Sorichetti 2011). Blends with diesel fuel are designated as “B∗,” where “∗” is the number reflecting the percentage of biodiesel in the blend. For example, “B2” indicates a blend with 2% biodiesel and 98% petroleum diesel (Romano and Sorichetti 2011). In Brazil, government initiates increase in biodiesel percentage in the blends almost every year. For example, in 2008, all diesel blends sold had to be at least B3; in 2009, B4; and in 2010, B5 (Mota et al. 2009). B20, a mixture of 20% biodiesel and 80% diesel, is scheduled for introduction in 2020 (Pousa et al. 2007).
Theoretically, biodiesel can be produced from any source containing oil, but not all sources produce biodiesel that complies with strict international standards for the quality fuel. The most commonly used vegetable oils are rapeseed (in European Union), soybean (in United States of America, Brazil, Argentina), palm (in Asian and Central American countries), and sunflower oils (Romano and Sorichetti 2011) (Fig. 12.2). Latest advantages in bioengineering even allowed the obtaining of oilseed crops with high content of specific fatty acids (e.g., high omega-7 monounsaturated fatty acid), which improved ignition quality and oxidative stability of produced biodiesel (Beaudoin et al. 2014). But there are some issues in using oilseed plants: for their cultivation, productive agricultural lands are used that can be otherwise exploited to obtain more food. That’s why attempts have been made to produce biodiesel from nonedible feedstock (second-generation biodiesel). Nonedible, drought-tolerant oil plants (e.g., jojoba, Jatropha) that were grown on nonused land can be considered as such feedstock. Another good example can be waste cooking oil – a residue from cooking process of industries, restaurants, and bars. Although it was shown to be somewhat inferior in comparison with virgin vegetable oils due to the high content of free fatty acids that can be converted to soaps during transesterification process (Thompson and He 2006), after some adjustments (e.g., changing the catalysis from basic to acidic), it can be used for biodiesel production. Finally, very promising source of oils is microalgae which were included in the so-called third-generation biofuels group (Rodrigues et al. 2017). Being fast-growing, autotrophic microorganisms (Yang et al. 2011), they produce 200 more oil per unit of area than the best-performing oil plants (Demirbas 2009).

Feedstock for production of the first-, second-, and third-generation biodiesel
The most common process of biodiesel production is the transesterification (also called alcoholysis) of vegetable oil (or animal fat) with short-chain alcohols, including methanol, ethanol, butanol, and amylic alcohol. This reaction results in the formation of a mixture of esters of the fatty acids and glycerol (Meher et al. 2006). The glycerol layer is denser than the ester one; therefore, it deposits at the bottom of the reactor and can be removed by simple decantation. Methanol (CH3OH) and ethanol (C2H5OH) are the most widely used alcohols for biodiesel production. Most of the production facilities prefer methanol as it offers easier ester phase separation from glycerol, better alcohol recovery, and higher reaction speed (Munoz et al. 2012). Some enterprises consider ethanol route as more ecologically friendly, though in ethanolysis the mixture of esters and glycerol is more stable, complicating the separation and purification of biodiesel fraction (Meher et al. 2006). Important parameter of transesterification reaction is alcohol/oil ration. The stoichiometry of the reaction requires three molecules of alcohol for each molecule of triacylglycerides; however, as the reaction is reversible, excess amount of one of the reagents is required to drive the process to completion. So the most biodiesel facilities use at least 6 to 1 M ratio of methanol to oil. In case of ethanol, molar ratio between 9:1 and 12:1 gave the best results (Sinha et al. 2008). The majority of the excess alcohol (up to 80%) ends up in the crude glycerol fraction after the reaction, so producers tend to recover the alcohol by distillation and reuse it (Miesiac 2003).
Different catalysts can be used for transesterification reaction: basic or acidic, homogeneous or heterogeneous, and chemical or biological. The most commonly used process of biodiesel production driven by basic catalysis is faster than in case of acidic catalysis, and the end product has less corrosive properties (Ma and Hanna 1999). Substances used for basic catalysis are the alkoxides (Schwab et al. 1987) and hydroxides (Aksoy et al. 1990) of sodium or potassium. The alkoxides of alkali cations such as potassium methoxide (CH3ONa) are the most reactive catalysts, but the hydroxides (KOH and NaOH) are more accessible in price, so they are being used more (Munoz et al. 2012). KOH is more expensive than NaOH; however, there is less soap formation using KOH (Fukuda et al. 2001). The excessive amounts of basic catalyst can decrease the acidity index of biodiesel, but it can also cause the formation of soaps, hampering the separation of glycerol from esters. That’s why the base catalysis is preferable when the oils do not contain a lot of water and free fatty acids. In case of high free fatty acids content, a pretreatment by saponification or the acid catalysis for previous esterification of these acids is recommended (Marchetti et al. 2007). Heterogeneous acid catalysts have many advantages: they simultaneously promote alcoholysis of triglycerides and esterification of free fatty acids, reduce the number of needed purification steps, and, as it forms the insoluble phase, give the possibility to recover and reuse the catalyst in a continuous process (Munoz et al. 2012). The biological or enzymatic catalysis is also a very perspective option as it is more specific, does not promote side reactions, and allows the simple recovery of glycerol, the total esterification of free fatty acids, and the use of mild conditions in the process. The main drawbacks of this technology are the high cost of enzyme production, extraction, and purification as well as their instability in solution (Singh and Singh 2010). These problems can be partially resolved by the immobilization of enzymes, which allows their reuse. Many processes of biodiesel production using immobilized lipases have been developed (Shieh et al. 2003).
Although transesterification is the most important step in biodiesel production, additional steps are required to obtain a quality product (Meher et al. 2006). As was already mentioned, the mix of two components (esters and glycerol) should be separated after the completion of the transesterification reaction, and esters fraction should be purified from the excess of catalyst, water, and alcohol.
There are some other technological processes that can be used for biodiesel production, for example, the esterification catalyzed by the sulfonic or sulfuric acids. This reaction is quite slow and requires temperatures above 100 °C for over 3 hours and a large alcohol excess, but the obtained esters yield is very high (99%) (Al-Widyan and Al-Shyoukh 2002; Fukuda et al. 2001).
12.2 Crude Glycerol as a by-Product of Biodiesel Industry
The by-products of biodiesel production are glycerol, biodiesel washing wastewaters, methanol, and solid residues (Varanda et al. 2011). As was already mentioned, glycerol is a major by-product of transesterification reaction that can and has to be removed from biodiesel as it can promote the formation of deposits and sediments, reducing the engine life (Munoz et al. 2012). The fraction which is being removed after the transesterification reaction contains not only glycerol but many other compounds. It is most commonly referred to as crude glycerol. Crude glycerol makes up to 10% of a total product mass, so 1 kg of crude glycerol is produced per 12.6 L of biodiesel (Dobroth et al. 2011). Due to rapid increase in biodiesel production, by 2020, global annual crude glycerol production is expected to reach of 4200 ML (Okoye and Hameed 2016). In fact, the global market is flooded with excessive crude glycerol, which led to a drastic decrease in its price from $400 per ton in 2001 to less than $100 per ton in 2011 (Quispe et al. 2013). Large-scale biodiesel producers refine obtained crude glycerol to a chemically pure substance and sell it to the food, pharmaceutical, or cosmetics industries. However, the process of crude glycerol purification is quite expensive and inaccessible for small- to moderate-scale biodiesel producers (Thompson and He 2006). As more and more crude glycerol is generated, its disposal starts to be a problem. Biodiesel producers together with researchers must seek alternative applications for crude glycerol. Some of them have already been developed – e.g., using crude glycerol as a cheap organic solvent, as a raw feedstock for the production of value-added compound, as building block to biomaterial synthesis, etc. (Yang et al. 2012).
Utilization of unpurified crude glycerol as a feedstock in industrial processes is hampered by the inconsistent nature of this fraction: its content varies strongly, depending on the kind of oil and the process employed for biodiesel synthesis. It can be in liquid or solid (Nanda et al. 2014) state and generally has high pH (above 10) and low density. The main contaminants in crude glycerol are water, ash (mainly originated from the KOH catalyst), calcium, magnesium, phosphorous, sulfur, methanol (or other alcohol that was used for biodiesel production), soaps (products of reaction between free fatty acids from oil and basic catalyst), free fatty acids (FFA), methyl esters of fatty acids (FAME), and glycerides. Glycerides, soaps, FFA, and FAME are sometimes generally named nonglycerol organic matter (NGOM). Methanol can be partially eliminated from crude glycerol fraction by biodiesel producers; that’s why its content varies from 0.5% up to 20–30% when such process did not take place. Glycerol content in crude glycerol samples also differs significantly, ranging from 20 to 80 wt% (Hu et al. 2012a). Thompson and He analyzed 7 types of crude glycerol produced from different feedstock and found out that all of them have more or less similar chemical composition except of the crude glycerol produced from waste cooking oil which had much more soaps and dissolved unreacted glycerides and esters (Thompson and He 2006). In contrast to these findings, when Hansen et al. analyzed 11 crude glycerol samples from different biodiesel plants in Australia, the substantial differences between these samples were demonstrated (Hansen et al. 2009).
The impurities in crude glycerol may significantly affect its implementation in industrial processes. It was shown that soap and methanol inhibit the production of docosahexaenoic acid from crude glycerol by algae (Pyle et al. 2008) and the high content of Na or K can substantially suppress the microbial activity during the anaerobic digestion of crude glycerol for production of biogas (Santibanez et al. 2011). Interestingly, some studies showed that certain impurities in crude glycerol can actually benefit the production of certain compounds such as bio-oil (Xiu et al. 2010) and polyurethane foams (Hu et al. 2012b). It is necessary to analyze the composition of crude glycerol to develop the right way of its application.
12.3 Potential Applications of Crude Glycerol
12.3.1 Crude Glycerol Purification
As was already mentioned, successful utilization of crude glycerol adds to biodiesel industry profitability. The most obvious application of crude glycerol is to refine it to high-purity glycerol which can be used by food, cosmetic, and pharmaceutical industries. Three types of refined glycerol can be distinguished based on their purity: (1) “technical grade” glycerol that can be used as a reagent for chemical synthesis but not in food or pharmacy; (2) United States Pharmacopeia (USP), glycerol appropriate for food and pharmaceutical products; and (3) Food Chemicals Codex (FCC), glycerol appropriate for use in food (Quispe et al. 2013).
The choice of the refining process for crude glycerol should be based on its chemical composition and the desired level of purity of the final product. The typical refining process includes three stages: acidification/neutralization, a vacuum evaporation to remove methanol (or ethanol) and water, and the final refining to achieve high purity. On the first stage, a strong acid (e.g., phosphoric acid, hydrochloric acid, or sulfuric acid) is added followed by neutralization of solution with, for example, NaOH. Several reiterations of these two steps can be performed (Javani et al. 2012). Acid reacts with soaps and convert them into free fatty acids, which results in a formation of a cloudy solution. After settling for some time, this solution separates into three phases: top fatty acid phase, middle phase with glycerol and methanol (or ethanol), and bottom phase with the inorganic salts (Rodrigues et al. 2017). Nanda et al. compared the performance of hydrochloric acid, sulfuric acid, and phosphoric acid in the purification process and found out that phosphoric acid was superior to the others as it provided reduction of the time period required for phases separation, the formed precipitates were found to be easily separated by filtration, and the obtained phosphates could be directly used as a fertilizer and as buffer solution (Nanda et al. 2014).
On the second stage, residual alcohol (methanol or ethanol) is removed by a vacuum distillation that prevents glycerol decomposition caused by higher temperatures. Alcohol is removed in order to be used again in transesterification reaction. But sometimes biodiesel producers even do not perform the recovery of methanol as using new methanol is more cost-effective (Bohon et al. 2011). Obtained after the second stage of purification, glycerol can be used as “technical grade” raw material, whereas the attainment of a “food grade” glycerol requires the third stage of purification. Final purification can be achieved, for example, through ion exchange, activated carbon absorption, or membrane separation technology (MST) (Rodrigues et al. 2017).
The overall process of crude glycerol purification is cumbersome, energy-consuming, and expensive, thus prohibitive for small- and average-scale producers who must develop other feasible uses for this feedstock.
12.3.2 Production of Heat and Energy from Crude Glycerol
At present, more than 2000 uses for glycerol are known, but most of them require purified glycerol (Quispe et al. 2013). Potential applications for nonpurified crude glycerol are heat and energy production (e.g., by combustion, production of H2 or syngas through steam reforming, production of electricity with microbial fuel cells, production of biomethane by anaerobic digestion), implementation as an addition to a compost or an animal feed, and thermochemical or biological conversions for value-added products (Claude 1999).
Renewable energy can be produced from crude glycerol by means of thermochemical (e.g., pyrolysis and gasification) or biological processes (e.g., biological fuel cells, hydrogen generation, and anaerobic digestion) (Plácido and Capareda 2016).
Johnson and Taconi reported that the combustion of crude glycerol is a viable strategy for its disposal, though not for the large producers of biodiesel (Johnson and Taconi 2007). The heat of combustion of the crude glycerol obtained after transesterification of first-use vegetable oils is higher than that of pure glycerol (Lide 1999), and for crude glycerol obtained from waste cooking oil, this value is even higher (Thompson and He 2006). Co-combustion of the crude glycerol with other biomass may proffer good results (Thompson and He 2006). But still crude glycerol is considered to be cheap, low-quality fuel due to its drawbacks: relatively low heating value, high self-ignition temperature, and high emissions and salt content. Also, crude glycerol combustion causes the formation of highly toxic acrolein, though its emission can be brought to the acceptable levels (Rodrigues et al. 2017). Therefore, it is better to process crude glycerol in order to obtain more valued fuels – e.g., hydrogen or biomethane.
Hydrogen can be produced from glycerol through thermochemical or biological reactions. Examples of thermochemical reactions are pyrolysis and gasification, steam reforming (Sánchez et al. 2010), supercritical water reforming (Byrd et al. 2008), or aqueous phase reforming (Tuza et al. 2014).
Pyrolysis is a process of chemically decomposing organic materials at elevated temperatures (>300 °C) in the absence of oxygen and, typically, under pressure. This process results in a formation of a gas phase (syngas, the mixture of hydrogen and carbon monoxide), liquid phase (bio-oil), and a solid phase (biochar). In several studies, crude glycerol was used as an auxiliary compound to pyrolyze different types of feedstocks (swine manure, lignite, olive kernel, corn straw, etc.), and the addition of crude glycerol has been found to increase hydrogen and light hydrocarbons concentrations in syngas and the quality of bio-oil (Cheng et al. 2014; Delgado et al. 2013; Manara and Zabaniotou 2013; Skoulou et al. 2012). These observations reveal the possibility to use crude glycerol as a co-substrate for pyrolysis at the thermal conversion plant which can use other agricultural residues of biodiesel production (plants’ stems, leafs, pressed seeds, etc.) as main substrate (Plácido and Capareda 2016).
Glycerol steam reforming (GSR) provides a possibility to produce high amounts of hydrogen using existing steam reforming units. But direct application of crude glycerol as a feedstock for steam reforming arises some issues connected with difficulties in purification of the formed hydrogen and the high deposition of carbon and coke during the process which eventually leads to catalyst inactivation (Rodrigues et al. 2017).
Biological processes that can be employed for hydrogen production from glycerol are dark fermentation and photofermentation (Ghosh et al. 2012b; Rossi et al. 2011). Dark fermentation is performed by anaerobic or facultative anaerobic microorganisms such as Enterobacter aerogenes (Sarma et al. 2013), Escherichia coli (Gonzalez et al. 2008), Klebsiella sp. (Chookaew et al. 2014), and Clostridium pasteurianum (Lo et al. 2013). The efficiency of this process can be improved by modifying the microorganisms using selection (Varrone et al. 2013) or genetic engineering (Gonzalez et al. 2008), by determining the optimal composition of the culture media and the optimal reactor conditions (Ngo et al. 2011), and by reducing the inhibitor (e.g., methanol and saponified free fatty acids) concentrations (Sarma et al. 2014).
Photofermentation is the process of hydrogen production from organic feedstock (usually, organic acids) in the presence of light. Certain purple non-sulfur photosynthetic bacteria can directly transform glycerol into bio-hydrogen (Ghosh et al. 2012a; Sabourin-Provost and Hallenbeck 2009). For example, this process can be efficiently carried out by bacterium Rhodopseudomonas palustris (Ghosh et al. 2012a), which can use also crude glycerol although its growth is inhibited by saponified free fatty acids from this feedstock (Pott et al. 2013). Alleviation of this inhibition can be achieved by the pH adjustment and the precipitation of saponified free fatty acids with calcium salts (Pott et al. 2014).
Biogas (mixture of methane, carbon dioxide, and other gases) can be generated in the process called anaerobic digestion, during which microorganisms break down biodegradable material in the absence of oxygen. Crude glycerol could be employed as the main (Hutnan et al. 2013) or an additional carbon source (Siles Lopez et al. 2009) during anaerobic digestion. Crude glycerol has been co-digested with waste compounds such as sewage sludge, manure, and food wastes, which has improved the methane yield from these raw materials (Alvarez et al. 2010; Nartker et al. 2014). This implies that crude glycerol can be sold to anaerobic digestion plants or the biodiesel producers can equip their facilities with anaerobic digestion reactors to process crude glycerol together with the other organic wastes left from their main activity (Plácido and Capareda 2016).
Also, it was shown that crude glycerol can be used as substrate for microbial fuel cells, which produce electricity (Feng et al. 2011).
12.3.3 Using Crude Glycerol in Agriculture
It has been suggested that crude glycerol can be composted (Brown 2007) and used in fertilizers or as an animal feed supplement (Chung et al. 2007).
It was attempted to add crude glycerol to the ration of dairy cows (Chung et al. 2007; DeFrain et al. 2004), pigs (Kijora et al. 1995), broiler chickens (Cerrate et al. 2006), and laying hens (Lammers et al. 2008). Thompson and He showed that crude glycerol obtained from the first-use oil samples can be used as a source of carbohydrates whereas the crude glycerol from waste cooking oil can be used as a fat supplement in animal feed (Thompson and He 2006). At the same time, scientists express concerns about crude glycerol implementation as an animal food additive as there is no information about long-term impact of impurities present in crude glycerol (e.g., methanol).
12.3.4 Production of Chemical Compounds from Crude Glycerol
Glycerol can be used as a building block for production of chemical compounds through thermochemical or biological processes. Some of this processes can employ crude glycerol as well, although impurities in crude glycerol often cause undesirable side reactions, products of which as well as impurities themselves contaminate end product. Here, we will recount a few compounds that can be obtained from glycerol and then concentrate our attention on the possible implementation of crude glycerol as a feedstock for bioconversion using yeasts.
Crude glycerol can be thermochemically converted into propylene glycol (Chiu et al. 2006; Dasari et al. 2005), acetol (Chiu et al. 2006), biopolyols and polyurethane foams (Hu et al. 2012b; Luo et al. 2013), acrolein (Cheng et al. 2013), etc. Hydrothermal electrolysis of crude glycerol in alkaline biodiesel wastewater at high temperatures and pressures produces lactic acid (Yuksel et al. 2011). Crude glycerol can be used for glycerolysis of castor oil methyl esters to achieve monoglycerides and diglycerides which can be used in the plastic industries (Echeverri et al. 2013). Glycerol carbonate can be produced from crude glycerol through transesterification with dimethyl carbonate (Plácido and Capareda 2016). It is a valuable compound that can be used for production of polyesters, polycarbonates, polyurethanes, polyamides, surfactants, lubricating oils, cosmetics, and electrolytic carriers in lithium ion batteries (Ochoa-Gómez et al. 2009; Okoye and Hameed 2016) and as a substitute for ethylene or propylene carbonate. Also crude glycerol can be converted to mono-, di-, and triacetylesthers in the process of acetylation via esterification (Dosuna-Rodríguez and Gaigneaux 2012; Gonçalves et al. 2008). Triacetin (triacetylated glycerol esther) can be used in the cosmetic, pharmaceutical, tobacco, and food industries or as a fuel additive. Mono- and diacetin have uses as cryogenics and as feedstocks for the production of biodegradable polyesters (Rodrigues et al. 2017).
But not all processes that use glycerol as a building block can successfully employ crude glycerol. For example, when succinic acid-based polyesters were synthesized using crude glycerol, they didn’t show rubbery behavior at room conditions due to incorporation of impurities from the glycerol source to the polymer backbone, whereas polymers synthesized from pure or “technical grade” glycerol possessed desired properties (Valerio et al. 2015).
Biological crude glycerol transformation has several advantages compared to chemical conversion. It is more specific in terms of produced products, has higher tolerance to impurity, and is more environmentally friendly (Clomburg and Gonzalez 2013). There are a number of microorganisms which can metabolize glycerol, such as representatives of the genera Escherichia, Klebsiella, Enterobacter, Gluconobacter, Clostridium, Candida, Aspergillus, etc. (Solomon et al. 1995). Though when impurities in crude glycerol reach high concentrations, they can inhibit growth of the microorganisms. For example, the salts, methanol, and fatty acids present in crude glycerol were reported to inhibit C. pasteurianum growth (Venkataramanan et al. 2012), and the fermentation behavior of the bacteria was only restored when fatty acids were removed by acid precipitation. Similarly, crude glycerol was found to significantly inhibit growth and production of 1,3-propanediol by Citrobacter freundii due to the high concentrations of free fatty acids and free methyl esters (Anand and Saxena 2012).
Conversion of crude glycerol by microorganisms can be used for the production of the wide range of chemicals: oxalic and docosahexaenoic acid (Ethier et al. 2011), polyhydroxyalkanoate (PHA) and polyhydroxybutyrate (PHB) (Dobroth et al. 2011), 1,3-propanediol (Casali et al. 2012), 2,3-butanediol (Biebl et al. 1998), dihydroxyacetone (Liu et al. 2013b), surfactants (Sousa et al. 2012), eicosahexanoic acid (Athalye et al. 2009), ethanol (Oh et al. 2011), glyceric acid (De Ley and Frateur 1970), n-butanol (Jensen et al. 2012), propanoic acid (Bertleff et al. 2005), trehalose (Ohtake and Wang 2011), single-cell oil (Chatzifragkou et al. 2011; Garlapati et al. 2016), amino acids (Meiswinkel et al. 2013), organic solvent-tolerant lipase (Volpato et al. 2008), lignoceric acid (Habe et al. 2008), and many others. Despite such impressive list of compounds that can be produced from crude glycerol, at present, an industrial process using crude glycerol does not exist, mainly due to the high cost of product recovery (Plácido and Capareda 2016). We can almost apply for this situation a paraphrased old industry proverb about lignin: “You can make anything out of crude glycerol, except money.” Hopefully, with the improvement of technologies of crude glycerol conversion, they would be finally industrialized.
12.4 Crude Glycerol as a Feedstock for Biotechnological Processes Using Yeasts
12.4.1 Glycerol Intake and Conversion by Yeasts
12.4.1.1 Transport of Glycerol Through the Plasma Membrane
Since glycerol is fairly common in the environment, it is not surprising that many yeasts can use it as a source of carbon and energy. For that glycerol should be first transported inside the yeast cell. The molecular mechanisms of glycerol movement through the plasma membrane were best investigated in the yeast Saccharomyces cerevisiae, for other yeasts information on this subject is fragmentary. Previously, it was deemed that glycerol is able to penetrate S. cerevisiae membrane by diffusion (Gancedo et al. 1968; Heredia et al. 1968), passive transport through the channel formed by protein Fps1 (Luyten et al. 1995; Sutherland et al. 1997), and active transport through the channels formed by proteins Gup1 and Gup2 (Holst et al. 2000). It all turned out to be not the case as it was discovered that glycerol is imported through the glycerol/H+-symporter Stl1 (Ferreira et al. 2005). The deletion of the STL1 gene completely abolished the active transport of glycerol, and the corresponding deletion strain of S. cerevisiae was incapable of growing on glycerol as the sole source of carbon nutrition. Similar H+ and Na+-glycerol symporters have been described for the halotolerant yeast Debaryomyces hansenii (Lucas et al. 1990), Pichia sorbitophila (Lages and Lucas 1995), and Zygosaccharomyces rouxii (van Zyl et al. 1990).
In many non-Saccharomyces yeasts, glycerol import into the cells may actually be performed by facilitated diffusion through the membrane facilitator proteins – homologues of Fps1 protein. For example, it has been established (Liu et al. 2013a) that expression of the FPS2 gene from yeast Pachysolen tannophilus in S. cerevisiae complements the deletion of the STL1 gene, whereas the expression of its own FPS1 gene does not provide growth restoration on glycerol. The same effect was achieved by expression of the homologues of the FPS1 gene from different types of nonconventional yeasts (Candida jadinii, Pichia pastoris[sometimes referred to as Komagataella pastoris or Komagataella phaffii], and Yarrowia lipolytica) in S. cerevisiae stl1Δ mutant (Klein et al. 2016). This high level of growth persists even after deletion of the STL1 gene (Klein et al., 2016). However, in order to finally confirm the role of these transporters in the glycerol import, scientists should perform their deletion and overexpression in the yeast species from which they originate.
12.4.1.2 Ways of Catabolism of Glycerol in Yeast
Catabolism of glycerol in the yeast cells is carried out through glycerol-3-phosphate (phosphorylation pathway) or dihydroxyacetone (oxidative pathway of glycerol utilization) (Fig. 12.3). Obtained in this process, dihydroxyacetone phosphate can either be included into the central metabolism through conversion to glyceraldehyde-3-phosphate under the action of a triose phosphate isomerase or may be a substrate for the synthesis of lipids. The conversion of glycerol through glycerol-3-phosphate is catalyzed by the enzymes glycerol kinase and FAD-dependent glycerol-3-phosphate dehydrogenase. In S. cerevisiae, glycerol kinase is encoded by the gene GUT1 (GlycerolUpTake) (Pavlik et al. 1993; Sprague and Cronan 1977), and glycerol-3-phosphate dehydrogenase is encoded by the gene GUT2 (Ronnow and Kielland-Brandt 1993). This pathway seems to be the only way of glycerol conversion in S. cerevisiae as gut1Δ and gut2Δ mutants are incapable to utilize glycerol (Sprague and Cronan 1977). This pathway also has been identified in many other yeasts, such as D. hansenii (Adler et al. 1985), Z. rouxii (Pribylova et al. 2007), and Candida glycerinogenes (Wang et al. 2000).

Glycerol metabolism and ethanol production in S. cerevisiae. Abbreviations: G-6-P glucose-6-phosphate, F-6-P fructose-6-phosphate, F-1,6-P fructose-1,6-biphosphate, DHAP dihydroxyacetone phosphate, DHA dihydroxyacetone, GAP glyceraldehyde-3-phosphate, Gly-3-P glycerol-3-phosphate, 1,3-P-glyc 1,3-phosphoglycerate, PEP phosphoenolpyruvate, Ac-CoA acetyl coenzyme A, TCA tricarboxylic acid cycle, Tpi1 triose phosphate isomerase, Adh1-5 alcohol dehydrogenases, Pdc1,5,6 pyruvate decarboxylases, Ald3 aldehyde dehydrogenase, Gpd1, Gpd2 cytosolic glycerol-3-phosphate dehydrogenases, Gpp1, Gpp2 glycerol-3-phosphate phosphatases, Gut1 glycerol kinase, Gut2 glycerol-3-phosphate dehydrogenase, Gcy1 glycerol dehydrogenase, Dak1, Dak2 dihydroxyacetone kinase, Hxt, Stl1, Fps1 membrane transporters (Semkiv et al. 2017)
But many other yeast species convert glycerol through dihydroxyacetone. The first step in this pathway is the oxidation of glycerol to dihydroxyacetone with glycerol dehydrogenase, which is encoded by the gene GCY1. The second step is the phosphorylation of dihydroxyacetone to dihydroxyacetone phosphate with dihydroxyacetone kinase, which is encoded by genes DAK1 and DAK2. The mentioned genes are present in the S. cerevisiae genome (Jung et al. 2012; Norbeck and Blomberg 1997), but the corresponding enzymes are rather involved in regulation of the concentration of glycerol during hyperosmotic stress (Blomberg 2000), than in glycerol utilization as a carbon source. At the same time, in other yeasts, this pathway is more important.
There is not much information available about the role of one or another pathway of glycerol utilization in particular yeast species. Tani and Yamada divided the studied yeast species into three groups: (1) yeast that converts glycerol through glycerol-3-phosphate (e.g., Candida boidinii), (2) yeast that converts glycerol through dihydroxyacetone (e.g., Hansenula ofunaensis), and (3) yeast that can use both pathways (e.g., Candida valida) (Tani and Yamada 1987). However, these observations were based on the presence of certain enzymes activities, and not on the analysis of the deletion mutants, and therefore cannot be considered as a final proof. Convincing evidence of the predominant function of the dihydroxyacetone pathway of glycerol utilization was obtained after analysis of Schizosaccharomyces pombe mutant with the deletion of the gene GLD1 which encodes glycerol dehydrogenase (Matsuzawa et al. 2010).
It must be mentioned that most strains of the conventional yeast S. cerevisiae exhibit rather poor growth on the medium containing glycerol as a sole carbon source (Swinnen et al. 2013). Some other yeasts grow on glycerol much better. For example, when the ability of 42 different types of yeast to grow on glycerol was tested, Pichia jadinii and Pichia anomala revealed the highest growth rate – about three-fold higher than in S. cerevisiae (Lages et al. 1999). Also nonconventional yeasts Y. lipolytica, P. pastoris, and P. tannophilus have good ability to grow on glycerol, so pure and crude glycerol can be used as a feedstock for biotechnological processes which employ these yeasts (Klein et al. 2017).
12.4.2 Bioconversion of Crude Glycerol to Value-Added Compounds by Yeasts
12.4.2.1 Production of Organic Acids
Citric (CA) and Isocitric (ICA) Acids
Crude glycerol can be used as a feedstock for the production of organic acids, in particular, citric acid (CA) and isocitric acid (ICA). Being tricarboxylic acid (TCA) cycle intermediates, both these acids play a central role in metabolism of aerobic organisms and can be produced in excessive amounts and excreted by certain fungi, bacteria, and yeasts in specific growth conditions (Fig. 12.4). CA is of interest for many industrial applications due to its nontoxic, acidulant, buffering, and chelating properties (Rzechonek et al. 2019). For example, CA is used as an acidity regulator, preservative, and flavor enhancer in the food and beverage industry, as an antioxidant or a buffering system for improving stability of pharmaceuticals, as a detergent component in dishwasher cleaners, and as a cross-linker in the production of biodegradable polymers in cosmetic, metallurgy, textile, and other industries (Karaffa and Kubicek 2003). Annual world CA production exceeded two million tons in 2015, growing at 3–5% per year (Ciriminna et al. 2017).

CA, ICA, PA, KGA, and SA production in Y. lipolytica. Modified from (Gao et al. 2016a). PDH pyruvate dehydrogenase, CS citrate synthase, ACO aconitase, IDH isocitrate dehydrogenase, α-KGDH α-ketoglutarate dehydrogenase, SCS succinyl-CoA synthetase, SDH succinic dehydrogenase, FUM fumarase, MDH malate dehydrogenase, PYC pyruvate carboxylase, ICL isocitrate lyase, MS malate synthase
For the first time, CA was isolated from citrus fruits. Currently, it is commercially produced by fermentation of beet or cane molasses as well as glucose syrup by the mycelial fungus Aspergillus niger (Karaffa and Kubicek 2003). This method offers high product yield but has several disadvantages: molasses need to be treated with toxic ferrocyanides to remove the excess of trace elements which are harmful to A. niger, production is associated with the accumulation of significant amounts of heavy metal-contaminated wastewater and solid waste gypsum (about 16 tons waste/ton CA), possible substrate spectrum for A. niger is quite narrow, etc. (Kamzolova et al. 2015). That is why during the last decades, some yeast species have been considered as a substitute of A. niger for CA production. These yeasts have broader substrate range, lower sensitivity to heavy metals and oxygen limitations, and CA yield comparable to A. niger (Kamzolova et al. 2011). In particular, some yeast species can use pure and crude glycerol as a carbon substrate for CA production.
When forty yeast species were tested concerning their growth in crude and commercial glycerol, four yeast strains (Lindnera saturnus UFLA CES-Y677, Y. lipolytica UFLA CM-Y9.4, Rhodotorula glutinis NCYC 2439, and Cryptococcus curvatus NCYC 476) were found to be able to grow in these conditions, and among them, Y. lipolytica had shown the highest level of glycerol intake (Souza et al. 2014).
When organic acids formation was tested for 66 yeast strains of different genera (Candida, Pichia, Saccharomyces, Torulopsis, and Yarrowia) in the medium containing pure glycerol as a carbon source, 41 strains belonging mainly to species Y. lipolytica produced acids in contrast to 25 strains of the genera Debaryomyces, Candida, Pichia, Saccharomyces, and Torulopsis (Kamzolova et al. 2011). All in all, Y. lipolytica seems to be one of the best candidates for crude or pure glycerol conversion to CA (and other valuable compounds; see next paragraphs).
Y. lipolytica is widely known for its ability to produce lipids (Groenewald et al. 2014), polyols, and organic acids (Kamzolova et al. 2015; Rymowicz et al. 2010) from the wide range of substrates, including unspecific carbon sources such as fatty acids, alkanes, plant oils, fats, waste cooking oil, or crude glycerol (Mironczuk et al. 2016). In particular, crude glycerol is easily utilized by the yeast Y. lipolytica despite its highly contaminated nature (Papanikolaou et al. 2002a).
Y. lipolytica is able to secrete high amounts of intermediate organic acids, such as pyruvic, citric, isocitric, or 2-oxoglutaric acids, into the medium under the conditions of excessive amounts of carbon source and limited amounts of some of the other growth factors (e.g., N-source, thiamine, or by the mineral salt components P, S, or Mg). Nitrogen limitation causes the secretion of CA and ICA mixture (Holz et al. 2009). Secretion of ICA was previously considered to be undesirable side process of CA production with Y. lipolytica due to the fact that ICA has an inferior buffer capacity and chelating ability compared to CA, and the crystallization of CA during the purification process is disturbed by ICA contaminations >5% (Forster et al. 2007). Therefore, previously, researchers mainly aimed to decrease ICA production (Finogenova et al. 2002; Forster et al. 2007). But recently, the development of the reliable method of CA/ICA separation via methyl esterification has risen the interest in ICA production (Heretsch et al. 2008). ICA is much more expensive compared to CA and can be used as a chiral building block for chemical synthesis of complex natural products; as a useful pharmaceutical, food, and beverage additive; and in cosmetics and detergents (Heretsch et al. 2008). Also, monopotassium salt of ICA has been used in several biochemical analyses (assays of aconitate hydratase, NAD-isocitrate dehydrogenase, NADP-isocitrate dehydrogenase, isocitrate lyase) (Kamzolova et al. 2011). Due to this emerging areas of ICA application, researchers started to consider the switch of the CA/ICA ratio toward the ICA production to be a favorable outcome (Holz et al. 2009; Rzechonek et al. 2019).
The CA/ICA ratio formed by Y. lipolytica mainly depends on the substrate, cultivation conditions (air saturation, intracellular iron and zinc content, etc.), and the strain used (Forster et al. 2007). Wild-type strains secrete mainly CA and about 8–16% ICA on carbohydrates or glycerol as sole carbon source and approximately 50–65% CA and 35–50% ICA on the gluconeogenetic substrates alkanes and the renewable triglycerides, ethanol or acetate (Finogenova et al. 2005). Interestingly, when crude glycerol was used for Y. lipolytica fermentation, CA/ICA pattern was shifted more toward ICA in comparison with the fermentation on the medium with pure glycerol as carbon source (Kamzolova et al. 2011; Rzechonek et al. 2019). This may be caused by the contaminants present in crude glycerol, e.g., free fatty acids.
Y. lipolytica utilizes glycerol through glycerol-3-phosphate (phosphorylation pathway) (Makri et al. 2010), and activities of enzymes connected with oxidative pathway of glycerol utilization were not detected (Morgunov et al. 2013). Therefore, during assimilation of glycerol from the cultivation medium, Y. lipolytica cells possess high activities of glycerol kinase, NAD-dependent glycerol-3-phosphate dehydrogenase, and (in some Y. lipolytica strains) FAD-dependent glycerol-3-phosphate dehydrogenase (Morgunov et al. 2004). During assimilation of the crude glycerol, induction of glyoxylate cycle enzymes isocitrate lyase and malate synthase was also observed. This induction was probably associated with the active assimilation of fatty acids from glycerol-containing wastes (Morgunov et al. 2013). Glycerol kinase activity in Y. lipolytica cells was found to be affected by pH and salt presence – low pH or high amounts of salts in the cultivation medium inhibit glycerol kinase and decrease overall velocity of glycerol assimilation (Tomaszewska et al. 2014a).
As was already mentioned, CA production by Y. lipolytica requires specific cultivation conditions. Acid formation does not occur in the exponential growth phase but is very active in the stationary growth phase (Kamzolova et al. 2015). Yeast growth limitation has to be achieved through the restriction of mineral components in the medium, such as nitrogen, phosphorus, sulfur, or magnesium (Imandi et al. 2008). It was shown that when yeast growth was limited with phosphorus or sulfur, a significant amount of ICA was produced; therefore, nitrogen limitation is more preferable for CA production (Kamzolova et al. 2011). Optimal pH for CA production in Y. lipolytica is 4.5–6.5. Lower pH triggers polyols synthesis (Egermeier et al. 2017) although recombinant Y. lipolytica with overexpression of the genes GUT1 (encoding glycerol kinase) and GUT2 (encoding glycerol-3-phosphate dehydrogenase) were shown to be able to produce CA at pH 3 (Rzechonek et al. 2019). The optimal temperature for CA production is about 28 °C, and the optimal dissolved oxygen concentration (pO2) 50% (of air saturation) (Morgunov et al. 2013). Less active aeration during the process causes an undesirable decrease in the activity of some mitochondrial enzymes (citrate synthase, aconitase, malate dehydrogenase, and NADP-dependent isocitrate dehydrogenase) involved in the synthesis of CA (Kamzolova et al. 2011). Addition of exogenous CA in a moderate amount at early stage of CA production stimulates the biosynthesis of endogenous CA by the yeast cells (Kamzolova et al. 2015). Different studies report either increase (Morgunov et al. 2013) or decrease (Kamzolova et al. 2011) in CA production when crude glycerol was used as carbon source instead of a pure glycerol. Also, crude glycerol may enable either increase in yeast growth due to the presence of contaminants that can be used as nutritional elements by yeasts or (in higher concentrations) growth inhibition due to high concentration of toxic compounds (Souza et al. 2014). Besides optimization of the culture conditions, over the years, Y. lipolytica mutants with improved CA production or modified CA/ICA ratio were obtained by UV irradiation combined with negative selection on acetate-containing medium, selection on fluoroacetate, genetic engineering, etc. (Forster et al. 2007; Holz et al. 2009; Morgunov et al. 2013; Tomaszewska et al. 2014a).
Also, ability to produce high amounts of CA from crude glycerol under nitrogen-limiting conditions has been shown for some Candida species, such as strains Candida parapsilosis ATCC 7330 and Candida guilliermondii ATCC 9058 (West 2013). Unfortunately, despite all these developments, there is no large industrial process of CA production with yeasts at present, although there are indications for recent process developments using Y. lipolytica (Fickers et al. 2005).
Pyruvic Acid
Besides CA and ICA, Y. lipolytica can excrete pyruvic acid (PA) and α-ketoglutaric acid (KGA) under the conditions of excessive amounts of carbon source and limited amounts of thiamine in the cultivation medium. Y. lipolytica is a thiamine-auxotrophic yeast due to the inability to synthesize the pyrimidine structure of the thiamine molecule (Yin et al. 2012). When thiamine in the cultivation medium is depleted, activities of thiamine-dependent enzymes (pyruvate dehydrogenase, transketolase, α-ketoglutarate dehydrogenase) start to decrease, blocking the conversion of the corresponding substrates (Fig. 12.4). Big disadvantage of this process is the simultaneous production of PA and KGA because these acids are similar in physical and chemical properties which make the procedure of their separation quite tricky. That is why if production is directed toward PA, researches try to decrease the accumulation of KGA by Y. lipolytica and vice versa.
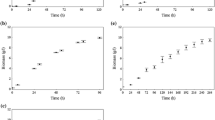
PA is used as a diet supplementary (Stanko et al. 1992) for the production of L-tryptophan (Nakazawa et al. 1972), L-tyrosine, and 3,4-dihydroxyphenyl alanine (Yamada et al. 1972) and as a substrate for enzyme activities assays in biochemistry and medicine. PA can be produced by chemical process or with the help of certain bacteria, basidiomycetes, or yeasts (Morgunov et al. 2004). For example, extensively studied PA producer is yeast Candida glabrata (former Torulopsis glabrata), selected strain of which is able to produce 67.8 g/L of PA from glucose (Yonehara and Miyata 1994). Y. lipolytica was found to produce PA not only from glucose but also from glycerol. When 18 strains of the genera Candida and Yarrowia were tested for their ability to produce PA using glucose or glycerol as carbon sources, seven efficient PA producers were identified, and Y. lipolytica strain 374/4 was the best among them (Morgunov et al. 2004). It produced 1.6-fold higher amount of PA in glycerol-containing medium than in case of the medium with glucose. Also, amount of accumulated KGA was 4 times lower than that of PA. In glycerol-containing medium with 2 μg/L of thiamine strain Y. lipolytica 374/4 accumulated 61.3 g/L of PA by the 78th hour of cultivation. It was confirmed that activities of thiamine-dependent enzymes, such as transketolase, pyruvate dehydrogenase, and α-ketoglutarate dehydrogenase, decreased substantially after the transition of yeast cells from the exponential growth phase to growth retardation phase caused by the exhaustion of thiamine in the medium.
The overexpression of the genes encoding α-ketoglutarate dehydrogenase complex is another possible approach to further increase the production of PA and restrict the accumulation of KGA in Y. lipolytica (Holz et al. 2011).
However, mentioned experiments with PA production by Y. lipolytica were performed in the defined medium with the addition of pure glycerol. When yeast was grown in complex polypeptone-containing medium, no PA production was observed, probably due to high thiamine content in this medium (Yonehara and Miyata 1994). To our knowledge, no attempts have been made to produce PA from crude glycerol, but it was successfully used for the production of KGA (Otto et al. 2012).
α-Ketoglutaric Acid
The α-ketoglutaric acid (KGA) is used as a dietary supplement, in the agrochemical and pharmaceutical industries, as a building block for the synthesis of heterocycles and elastomers, etc. (Sauer et al. 2008). Currently, KGA is synthesized chemically from diethyl succinate and diethyl oxalate or by transamination of glyoxylic acid with sodium glutamate and a copper catalyst (Otto et al. 2011), but these methods are ecologically harmful. KGA production via microbial fermentation has a potential to be more profitable and environmentally friendly. KGA can be produced by bacteria Pseudomonas fluorescens, Serratia marcescens, Bacillus ssp., Corynebacterium glutamicum, and Arthrobacter paraffineus or by yeasts Candida ssp., Pichia ssp., C. glabrata, and Y. lipolytica (Otto et al. 2011). Most studies on KGA production by yeasts concentrate on the last two species.
KGA production by these yeasts is triggered by the thiamine limitation and excess of carbon source and accompanied by the production of PA as a major by-product and fumarate, malate, and succinate as minor by-products (Otto et al. 2012). However, when n-alkanes, plant oils, fatty acids, or their derivatives are used as substrates for KGA production, PA is not accumulating due to the fact that substrate is degraded via acetyl-CoA omitting pyruvate (Finogenova et al. 2005).
KGA production from pure and crude glycerol is accompanied by PA accumulation, which needs to be minimized. In an attempt to decrease the by-product yield during KGA production from crude glycerol by Y. lipolytica, Otto et al. constructed recombinant Y. lipolytica strains with the overexpression of gene FUM1 (encoding fumarase), PYC1 (encoding pyruvate carboxylase), or both mentioned genes (Otto et al. 2012). Multicopy integration of the gene FUM1 into Y. lipolytica genome caused a significant reduction of the production of PA, fumarate, and malate during crude glycerol conversion to KGA. In contrast, the overexpression of PYC1 gene or both genes FUM1 and PYC1 caused an increased accumulation of the mentioned by-products (Otto et al. 2012). Besides that, the production of KGA decreased in the strain with the PYC1 gene overexpression in comparison to the initial Y. lipolytica strain. Interestingly, in other study, overexpression of the heterologous pyruvate carboxylase genes ScPYC1 from S. cerevisiae and RoPYC2 from Rhizopus oryzae in Y. lipolytica strain WSH-Z06 caused the increase of KGA yields by 24.5 and 35.3% and the decrease of PA yields by 51.9 and 69.8%, respectively (Yin et al. 2012). In a 3-L fermenter, the recombinant strain with RoPYC2 gene overexpression produced the highest amount of KGA – 62.5 g/L with a decrease in PA yield from 35.2 to 13.5 g/L (Yin et al. 2012).
The optimal pH for KGA production is around 3.5; therefore, a two-stage pH control strategy was developed for KGA synthesis from crude glycerol in the bioreactor. For the beginning of cultivation, pH was set on 5.0 and aeration rate at 50% (growth phase). Then for the KGA production phase, pH was reduced to 3.8 and pO2 to 10% (Otto et al. 2012). At the beginning of production phase, large amounts of by-product PA were synthesized, but as the glycerol in the medium was exhausted, cells started to reuptake PA and converted it to KGA. PA reduction in the engineered yeasts with overexpression of heterologous gene-encoding pyruvate carboxylase (ScPYC1or RoPYC2) was much faster than those in the initial Y. lipolytica strain WSH-Z06 (Yin et al. 2012).
Similar effect – decreased PA and increased KGA concentrations – was achieved for KGA and PA producing yeast C. glabrata by stimulation of pyruvate carboxylase activity by the increased supply of its cofactor biotin (Zhang et al. 2009).
Also KGA/PA ratio was increased in the recombinant C. glabrata strain with the overexpression of heterologous gene PDC1 (encoding pyruvate decarboxylase) from S. cerevisiae (Zhang et al. 2009). Further improvement in KGA production is possible by modifying the activities of NAD- and NADP-dependent isocitrate dehydrogenases (catalyzes the oxidation of isocitrate to KGA) and the mitochondrial α-ketoglutarate dehydrogenase complex (catalyzes the oxidative decarboxylation of KGA to succinyl-CoA) (Otto et al. 2012).
Succinic Acid
Succinic acid (SA) can be used as a precursor of many important chemicals in surfactant, food, and pharmaceutical industries (Yan et al. 2014). The US Department of Energy has listed SA among the top twelve potential bio-generated chemical building blocks for the future (White et al. 2004).
Currently, SA is mainly produced by petroleum-based chemical process, but efforts are made to implement bio-based methods of SA production from sustainable feedstock (Mazière et al. 2017). Many SA producers were found among bacteria (Sanchez et al. 2005), e.g., Actinobacillus succinogenes and A. succiniciproducens. Basfia succiniciproducens has been shown to convert crude glycerol to SA (Scholten et al. 2009). Yeasts are also considered as SA producers owing to their tolerance to high acidity. Glycerol is considered as one of the most promising feedstock for commercially feasible SA production (Tan et al. 2014).
It comes as no surprise that Y. lipolytica was proposed as a potential SA producer from crude glycerol. But wild-type strains of Y. lipolytica almost did not accumulate SA during cultivation. Previously, production of KGA by Y. lipolytica was combined with subsequent decarboxylation of KGA by hydrogen peroxide to obtain SA (Kamzolova et al. 2009).
To obtain Y. lipolytica strain directly producing SA, Gao et al. decided to block (Fig. 12.4) further SA metabolism in TCA cycle (Gao et al. 2016a). The succinate dehydrogenase complex oxidizes SA to fumaric acid with the simultaneous reduction of the ubiquinone to ubiquinol (Cecchini 2003). This complex consists of five subunits (SDH1–5), among them SDH1 and SDH2 are catalytic subunits, SDH3 and SDH4 perform a role of molecular anchors, and SDH5 is required for SDH complex stability and activity (Oyedotun and Lemire 2004). In the study of Gao et al., the gene-encoding SDH5 subunit (Ylsdh5) was deleted in Y. lipolytica strain Po1f to obtain recombinant strain PGC01003. This strain demonstrated a weak growth in glucose-containing medium in contrast to the sdh1 or sdh2 deletion strains which have been shown to lose their ability to grow in glucose (Yuzbashev et al. 2010). PGC01003 indeed accumulated and secreted enhanced amounts of SA. It also accumulated substantial amounts of acetic acid (approximately 6 g/L) due to the emerged imbalance between glycolysis and TCA cycle. When the cultivation media and conditions were optimized, strain PGC01003 produced 43 g/of SA from crude glycerol during batch cultivation and 160 g/L of SA during fed-batch cultivation (Gao et al. 2016a).
Using in situ fibrous bed bioreactor (isFBB) under the optimal conditions (20 g sugarcane bagasse as immobilization material, 120 g/L crude glycerol as carbon source, and 4 L min−1 of aeration rate), SA production by PGC01003 was increased to 53.6 g/L during batch cultivation and 209.7 g/L during fed-batch cultivation. Methanol was shown to inhibit the cell growth and SA production under described conditions when its initial concentration was more than 5 g/L (Li et al. 2018a). Obtained Y. lipolytica strain and developed isFBB have a great potential for industrial implementation.
Lactic Acid
Due to its chemical properties, lactic acid (LA) is of interest for many industrial applications, e.g., food, pharmaceutical, leather, textile, and chemical industries (Datta and Henry 2006). Also, L- and D-optical isomers of LA are the components used for the production of biodegradable polylactic acid that can be used in automobile, packaging, and cosmetic industries (Abdel-Rahman et al. 2013).
LA can be produced by homo- and heterofermentative lactic acid bacteria, fungi (e.g., genus Rhizopus), yeasts (Saccharomyces and Kluyveromyces genera), and microalgae (e.g., Scenedesmus obliquus) (Abdel-Rahman et al. 2013). Developed industrial processes use carbohydrates as a substrate for LA production. There have been reported bacteria and fungi with the efficient LA production from glycerol as a sole carbon source (Mazumdar et al. 2013; Vodnar et al. 2013). For example, the fungus R. oryzae was able to produce about 48 g/L of LA from 75 g/L of crude glycerol supplemented with lucerne green juice (Vodnar et al. 2013).
Yeasts are perspective microorganisms for LA production as they are robust, resistant to low pHs, and widely used for industrial bioprocesses (Sauer et al. 2010). The methylotrophic yeast P. pastoris can be used for crude glycerol conversion, as it efficiently utilizes glycerol and methanol as carbon sources and it is resistant to enhanced methanol concentrations (Looser et al. 2015). P. pastoris even accumulates more biomass when crude glycerol is used as a carbon source in comparison to the growth on the medium with pure glycerol (Anastacio et al. 2014).
When de Lima et al. had expressed the gene LDH encoding lactate dehydrogenase from Bos taurus under the control of the strong constitutive promoter GAP1 in P. pastoris, obtained recombinant strains produced only 10% of the theoretically possible LA amount (de Lima et al. 2016). Therefore, they additionally overexpressed in this strain heterologous gene-encoding LA transporter Jen1p from S. cerevisiae or homologous gene-encoding putative LA transporter PAS which was identified by amino acid sequence similarity with Jen1p. Performance of the obtained recombinant strains was evaluated in fed-batch fermentation which was composed of two phases. First phase of cellular growth was carried out under sufficient oxygen supply followed by LA production stage accompanied with a single-pulse addition of 4% crude glycerol and hypoxia conditions. Under such conditions, the strain containing homologous PAS transporter showed the highest LA yield of approximately 0.7 g/g of glycerol. Simultaneously, acetic acid formation by this strain was reduced by half. In conclusion, recombinant P. pastoris strain with LDH and PAS overexpression can be used for efficient LA production from crude glycerol in two-phase fed-batch fermentation (de Lima et al. 2016).
12.4.2.2 Production of Erythritol and Other Polyols
Erythritol
Polyols are noncyclic hydrogenated carbohydrates which can be used as low caloric sweeteners in food and beverages industry (Park et al. 2016). Such compounds as erythritol, glycerol, ribitol, arabitol, mannitol, xylitol, and sorbitol belong to this group. Chemical method of polyols production (catalytic hydrogenation of sugars under high temperature and pressure) is not very efficient, so production of polyols is chiefly carried out by microbial conversion of carbohydrates (Park et al. 2016). For the first time, production of polyols was observed by Röhr during citric acid fermentation by A. niger (Röhr et al. 1983). In yeasts, polyols chiefly play role of osmolytes, which protect yeast cells against osmotic stress, but they are also produced during yeasts growth under normal conditions (Kayingo et al. 2001).
Erythritol is one of the most important polyols, whose production by microorganisms is being extensively studied. Erythritol is a four-carbon polyol with no optical activity. It occurs naturally in alcoholic beverages, in mushrooms, and as a component of fruits such as pears, melons, and grapes (Bernt et al. 1996). Erythritol exhibits about 70% of the relative sweetness of sucrose, but its caloric value is very low and the majority of consumed compound is quickly excreted, so it is considered to be “zero-calorie sweetener” (Rzechonek et al. 2018). Also, erythritol is safe for diabetic patients, has no carcinogenic or teratogenic potential (Bernt et al. 1996), and does not contribute to tooth decay (Rzechonek et al. 2018). In fact, it was even suggested to prevent dental caries (Hashino et al. 2013) and improve endothelial function in patients with type II diabetes (Flint et al. 2014). However, as in the case of other polyols, the excessive consumption of erythritol may cause a laxative effect (Oku and Nakamura 2007). Due to its positive properties, erythritol ought to be widely used in food and pharmaceutics, but its application is somewhat restricted by its relatively high retail price.
Among the microorganisms capable of overproducing erythritol, there are osmophilic yeasts from the genera Pichia, Zygopichia, Candida, Debaryomyces, Moniliella, Torula, Torulopsis, Trigonopsis, Trichosporon, Trichosporonoides, Pseudozyma, and Ustilago (Jeya et al. 2009; Moon et al. 2010), some fungi and lactic acid bacteria (Veiga-Da-Cunha et al. 1992), etc. The mechanism of erythritol formation in osmophilic yeasts is not completely identified. It possibly proceeds through transketolase (TK) reaction between fructose-6-phosphate and glyceraldehyde-3-phosphate. Obtained in this reaction, erythrose-4-phosphate and xylulose-5-phosphate could be dephosphorylated and reduced to erythritol and arabitol as verified in C. magnoliae (Park et al. 2005). The gene-encoding enzyme responsible for erythrose-4 phosphate dephosphorylation has not yet been identified (Rzechonek et al. 2018). Erythrose is reduced to erythritol by NADPH-dependent enzyme erythrose reductase (ER) (Lee et al. 2010). ER has been identified and described in a few yeasts, such as Moniliella megachiliensis (Kobayashi et al. 2013), Candida magnoliae (Lee et al. 2010), and Y. lipolytica (Janek et al. 2017). TK and ER activities in some yeasts are strongly influenced by the presence of NaCl (Park et al. 2011; Sawada et al. 2009). On the whole, changes in osmotic pressure (caused by high-sugar concentration or salt addition) induce erythritol accumulation in yeast cells. Other factors that influence erythritol biosynthesis are pH and temperature of medium, type of substrate and its concentration, sources of nitrogen and phosphorus, and additional factors such as chloride, copper, and manganese ions (Jeya et al. 2009; Tomaszewska et al. 2014a).
Aureobasidium sp., Pseudozyma tsukubaensis (Tomaszewska et al. 2014a), Moniliella pollinis, M. megachiliensis, and recently also Y. lipolytica (Rzechonek et al. 2018) were implemented for industrial erythritol production. On the industrial scale, erythritol is predominantly obtained from glucose derived from wheat or cornstarch hydrolysates (Moon et al. 2010). Glycerol has been previously reported as not suitable for erythritol biosynthesis (Jeya et al. 2009), but soon it was found that yeast Y. lipolytica produced erythritol in the cultivation medium with glycerol as the sole carbon source at pH 3.0 even better than in the medium with glucose (Rymowicz et al. 2009). Even in the medium containing both glucose and glycerol, Y. lipolytica first utilizes glycerol (Papanikolaou et al. 2002b). As was already mentioned, Y. lipolytica produces mainly CA during glycerol fermentation at pH 4.5–6.5; however, at pH 3.0, CA concentration is very low as polyols production (Fig. 12.5) starts to prevail (Tomaszewska et al. 2014a). Low pH value during erythritol biosynthesis is an advantage, because it protects the culture against bacterial contamination and thereby supports the development of continuous fermentation procedures (Tomaszewska et al. 2012). Erythritol production from glycerol in Y. lipolytica is also stimulated by salt addition as it increases activities of TK and ER. Moreover, the presence of salt in the medium improved not only erythritol yield but also the selectivity of biosynthesis, decreasing the amount of by-product polyols. Crude glycerol contains salt contamination, which can additionally induce erythritol production. For example, notable increase in erythritol yield was observed for the Y. lipolytica strain Wratislavia K1 when crude glycerol was used instead of pure glycerol as carbon source for erythritol production (Tomaszewska et al. 2014a). Glycerol itself generates higher osmotic stress than glucose which is beneficial to erythritol production (Yang et al. 2016). Another advantage of glycerol as a substrate for erythritol production is the composition of by-products after fermentation. When sugars are used as a substrate, glycerol occurs as one of the main by-products of erythritol production, which is quite difficult to separate from erythritol (Rzechonek et al. 2018). When glycerol is used as carbon source, it can be completely depleted from the cultivation medium and the presence of other by-products may be reduced as well (Mironczuk et al. 2014; Mironczuk et al. 2015; Rymowicz et al. 2009). Therefore, using glycerol and especially cheap crude glycerol as a substrate could ensure cost-effective erythritol production by Y. lipolytica.

Hypothetical pathways of glycerol conversion into polyols in Y. lipolytica (Tomaszewska et al. 2014a). 1 glycerol kinase, 2 glycerol-3-P dehydrogenase, 3 mannitol dehydrogenase, 4 hexokinase, 5 mannitol-1-P dehydrogenase, 6 mannitol-1-phosphatase, 7 transketolase, 8 transaldolase, 9 arabitol dehydrogenase, 10 erythrose reductase
Erythritol synthesis from glycerol could be improved in several directions: (a) optimization of the cultural medium composition, (b) optimization of fermentation setup, and (c) modification of the Y. lipolytica strains used in the biosynthesis by mutagenesis or genetic engineering.
When artificial neural network model and genetic algorithm were used to predict the optimal medium composition to maximize erythritol production from crude glycerol, it was found out that medium with 232.39 g/L crude glycerol, 1.57 g/L urea, and 31.03 g/L NaCl led to predictive maximum erythritol concentration of 110.7 g/L (Yang et al. 2016). In real experiment in such conditions, Y. lipolytica strain A16 produced 109.2 g/L of erythritol, which is approximately 2 times higher than the usual values obtained in batch fermentations (40 to 60 g/L) (Rywinska et al. 2015; Yang et al. 2016). Also it was found out that erythritol production can be improved by medium supplementation with Mn2+ (25 mg/L), Cu2+ (2.5 mg/L) (Tomaszewska et al. 2014b), thiamine, yeast extract (Rywinska et al. 2015), and surfactant Span 20 (Rakicka et al. 2016b).
In respect of the fermentation setup, improved productivity is obtained in fed-batch systems where the amount of substrate is renewed at least once or, sometimes, a few times (Rymowicz et al. 2009; Rywinska et al. 2015; Tomaszewska et al. 2014b; Yang et al. 2014a).
Another modification is repeated fed-batch cultures (RBC). In this system, after consumption of the substrate, fermentation medium is separated into a concentrated fraction of microorganisms and another fraction enriched with the fermentation product. Later, fresh substrate is added to the microorganism fraction and another cycle of the production begins. This may be repeated one or several times (Mironczuk et al. 2014). In such system, after replacing 30% of the working volume several times, researchers were able to obtain 224 g/L of erythritol with a 0.78 g/g product yield from pure glycerol (Rzechonek et al. 2018). In the RBC with crude glycerol, the average erythritol concentration oscillated from 81.3 to 180.8 g/L during the course of fermentation (Mironczuk et al. 2014). In the continuous fermentation performed in a chemostat, erythritol production from pure glycerol was 103.4 g/L with a productivity of 1.12 g/L h and a yield of 0.52 g/g. When crude glycerol was used as a substrate, these values were lower – 81.9 g/L of erythritol with productivity of 0.9 g/L h and yield of 0.4 g/g (Rakicka et al. 2016a).
Several modified Y. lipolytica strains with improved erythritol production were obtained. For example, Y. lipolytica strain Wratislavia K1 was isolated by two-stage selection: first, acetate-negative mutant incapable of growth on acetate as the sole carbon and energy source was isolated after exposure to UV irradiation, and then the most productive strain was isolated in the course of continuous citric acid production from glucose in nitrogen-limited chemostat at a dilution rate of 0.016 h−1 (Tomaszewska et al. 2014a). Strain Wratislavia K1 produced the highest amounts of erythritol among other acetate-negative mutants, probably due to its inability to reutilize this polyol. Rymowicz et al. reported that using crude glycerol (300 g/L) in a fed-batch system with Y. lipolytica Wratislavia K1 resulted in a production of 170 g/L of erythritol with a yield of 0.56 g/g and productivity of 1.0 g/L/h (Rymowicz et al. 2009).
Later, the strain Wratislavia K1 was genetically modified by overexpression of the native gene GUT1 and S. cerevisiae gene SUC2 gene (encoding sucrose hydrolyzing enzyme invertase). The obtained recombinant strain possessed ability to utilize sucrose and to assimilate glycerol faster than the initial strain (Rakicka et al. 2017). This strain was tested in two-stage fermentation: first, abundant biomass was accumulated during growth in the medium containing industrial raw molasses as a sole carbon source; then, stage of polyols production started after the addition of 4% NaCl and 150 g/L of crude glycerol. In such conditions, recombinant strain produced 100.65 g/L of polyols, with productivity of 1.09 g/L/h and yield of 0.67 g/g. This way, efficient polyol production from inexpensive raw materials was achieved (Rakicka et al. 2017).
Genes encoding the two first enzymes of glycerol assimilation (GUT1 and GUT2) have been overexpressed in Y. lipolytica strain A101. Overexpression of GUT2 gene did not improve erythritol production, and overexpression of GUT1 gene or co-overexpression of both genes caused a 24% or 35% increase in erythritol productivity, respectively (Mironczuk et al. 2016).
Also attempt has been made to hinder erythritol reutilization by Y. lipolytica. For that, the gene EYK1 encoding erythrulose kinase was identified and deleted in Y. lipolytica. Obtained recombinant strain was unable to use erythritol as a carbon source and revealed 26% improvement in erythritol productivity (Carly et al. 2017).
Another osmotolerant yeast, M. megachiliensis, has been found to be able to utilize nonrefined glycerol waste derived from palm oil or beef tallow and convert it to erythritol. When 200 g/L of crude glycerol was used as a carbon source for M. megachiliensis fermentation, the yield of erythritol was approximately 60% (Kobayashi et al. 2015).
Mannitol
Mannitol is a six-carbon polyol that can be used in the food, pharmaceutical, and medical industries. It has similar characteristics to other polyols: sweet taste; low caloric value; naturally found in fruits, vegetables, and mushrooms; etc. (Khan et al. 2009). Mannitol is industrially produced by catalytic hydrogenation of fructose and glucose mixture at high temperature and pressure, which requires a high purity of substrates. Microbial production of mannitol (Fig. 12.5) is an appealing alternative (Saha and Racine 2011). Mannitol can be produced by yeasts C. magnoliae, C. zeylanoides, the fungi Aspergillus, and bacteria, especially lactic acid bacteria (Saha and Racine 2011). Fructose- and glucose-containing media have been found to be the most suitable for the production of mannitol. Osmophilic yeast C. magnoliae has been shown to produce 209 g/L of mannitol from fructose/glucose mixture with an impressive yield of 83% (Song et al. 2002). C. magnoliae was reported to produce 213 g/L of mannitol from similar substrate in fed-batch fermentation (Lee et al. 2003). Fructose/glucose medium supplementation with Ca2+ and Cu2+ further increased the production of mannitol with C. magnoliae strain HH-01 reaching 223 g/L (Lee et al. 2007b).
There is not much information about mannitol production from glycerol. Mannitol is a major by-product during glycerol conversion to erythritol by Y. lipolytica. Some strains of Y. lipolytica produce mannitol as the only polyol in nitrogen-limited conditions. For example, Y. lipolytica LFMB strain 19 produced 19.4 g/L of mannitol from 90 g/L of glycerol (Chatzifragkou et al. 2011). When several Y. lipolytica were analyzed, strains A UV’1 and A-15 were found to be able to produce significant amounts (up to 27.6 g/L) of mannitol (Tomaszewska et al. 2012). NaCl salt addition to the medium improves erythritol biosynthesis and simultaneously inhibits mannitol formation by these strains. In the fed-batch process, the A UV’1 strain produced 91.6 g/L erythritol and 38.1 g/L mannitol from pure glycerol as a carbon source (Tomaszewska et al. 2012).
The resting cells of yeast C. magnoliae were found to be able to produce exclusively mannitol (up to 51 g/L) from pure glycerol. Mannitol yield in this process was as high as 50% (Khan et al. 2009).
Arabitol
Arabitol is a five-carbon polyol that can be used in similar manner as erythritol and mannitol, that is, as a natural sweetener, a dental caries reducer, and a sugar substitute for diabetic patients (Gare 2002). Besides usual polyols’ properties, arabitol can be transformed into several groups of chemicals like its enantiomer xylitol, arabonic/arabinoic acid, etc. (White et al. 2004).
Arabitol can be produced by osmophilic yeast species such as Debaryomyces, Candida, Pichia, Wickerhamomyces (Hansenula), and Saccharomycopsis (Endomycopsis) (Fig. 12.5) (Koganti et al. 2011). When 214 yeast strains, many osmotolerant, were analyzed in regard to their ability to produce arabitol from glycerol, the genera Debaryomyces and Geotrichum had the largest numbers of strains that produced noticeable amounts (≥5 g/L) of polyols from glycerol. Debaryomyces strains tended to produce predominantly arabitol, whereas Geotrichum strains produced arabitol and mannitol. Strain D. hansenii SBP-1 was chosen for further studies as it produced high amounts of arabitol and the minimum of non-arabitol polyols. The best conditions for arabitol production from glycerol with this strain were temperature 30 °C, initial glycerol concentration 150 g/L, high content of dissolved oxygen, and presence of glucose or xylose. Addition of sorbitol or NaCl salt, on the other hand, inhibited arabitol production (Koganti et al. 2011).
Another important natural sweetener, xylitol, can be produced by bioconversion of xylose. Glycerol was successfully used as a co-substrate during xylitol production from xylose or sugarcane bagasse hemicellulosic hydrolysate by yeasts S. cerevisiae (Kogje and Ghosalkar 2017), C. guilliermondii (Arruda et al. 2015), or Candida tropicalis (Ko et al. 2006).
12.4.2.3 Production of Ethanol
Bioethanol produced from sustainable carbohydrate feedstock can be used as a petrol’s substitute or additive in order to alleviate environmental pollution. So-called “first-generation” bioethanol is produced from sugarcane, corn, or sugar beets. Considerable efforts have been made toward the development of profitable technology for “second-generation” ethanol production from lignocellulosic feedstock (Kurylenko et al. 2016). However, application of raw cellulosic material requires its complicated and costly physicochemical pretreatment and enzymatic hydrolysis (Li et al. 2018b). That is why crude glycerol is being considered as an inexpensive feedstock that may not need any pretreatment prior to the start of alcoholic fermentation. The cost of ethanol production from glycerol was estimated to be almost 40% lower compared with production from corn-derived sugars (Yazdani and Gonzalez 2007).
But, as in the most microorganisms glycerol utilization occurs through respiratory metabolism, there have been few reports on microbial conversion of glycerol to ethanol by use of wild-type strains (Yazdani and Gonzalez 2007). In particular, Paenibacillus macerans (Gupta et al. 2009) and E. aerogenes (Ito et al. 2005) were reported to produce ethanol under anaerobic conditions from pure or crude glycerol, respectively. An engineered E. coli strain with overexpression of genes involved in the fermentative pathway of glycerol utilization produced 21 g/L of ethanol from 60 g/L of pure glycerol under microaerobic conditions (Durnin et al. 2009). An engineered Klebsiella pneumoniae strain has been shown to achieve 25 g/L ethanol on crude glycerol (Oh et al. 2011).
As ethanol production is the redox-neutral process and biomass accumulation is accompanied with NAD+ reduction to NADH(H+), in anaerobic conditions, cells need some way to consume excessive NADH(H+). That is why bacteria during glycerol fermentation under anaerobic conditions usually produce also by-products (mainly 1,2-propanediol) that can serve as an electron sink. But the newly isolated bacteria, identified as nonpathogenic Kluyvera cryocrescens, was able to convert biodiesel-derived crude glycerol to ethanol without 1,2-propanediol production (Choi et al. 2011). It was assumed that some impurities from crude glycerol played the role of external electron acceptor for K. cryocrescens in this process. When glycerol fermentation was performed in the presence of limited oxygen, K. cryocrescens revealed even higher ethanol productivity and yield than under strict anaerobic condition. It produced up to 27 g/L ethanol from crude glycerol under microaerobic batch fermentation (Choi et al. 2011).
However, ethanol-producing bacteria possess drawbacks: they are susceptible to phagolysis, to high ethanol concentrations, and to toxic compounds in crude glycerol; they may be pathogenic. Yeasts are more robust in terms of ethanol production in industrial setup.
As was already mentioned, catabolism of glycerol in the yeast cells is carried out through glycerol-3-phosphate or dihydroxyacetone. Some researchers considered these pathways to be respiratory and fermentative route of glycerol metabolism, respectively (though without solid justification) (Hong et al. 2010; Yu et al. 2010). That is why mainly genes coding for glycerol dehydrogenase (Gcy) and dihydroxyacetone kinase (Dak) were overexpressed with the aim to improve glycerol conversion to ethanol in yeasts.
Ethanol is produced from pyruvate via pyruvate decarboxylation to acetaldehyde, followed by the reduction of acetaldehyde to form ethanol (Fig. 12.3). These two reactions are catalyzed by the enzymes pyruvate decarboxylase (Pdc) and alcohol dehydrogenase (Adh), respectively. The PDC and ADH genes expression levels strongly affect ethanol yield during alcoholic fermentation (Nikel et al. 2010). Distinctive traits of Pdc and Adh enzymes in baker’s yeast S. cerevisiae render them to be one of the best ethanol producer. S. cerevisiae prefers fermentative metabolism of glucose over respiratory metabolism almost in all conditions except when the yeast cultures grow under high oxygen supply and very low glucose concentration in the cultivation medium (van Hoek et al. 1998).
Unfortunately, S. cerevisiae poorly grows on glycerol if no growth-supporting supplements (such as amino acids and nucleic bases) are added (Swinnen et al. 2013). The growth of S. cerevisiae on glycerol may be improved by evolutionary adaptation (Ochoa-Estopier et al. 2011), expression of heterologous glycerol transporters (Klein et al. 2016), etc.
Several rounds of metabolic engineering were performed in order to improve ethanol production from glycerol by S. cerevisiae (Yu et al. 2012; Yu et al. 2010). First, by overexpression of the genes encoding glycerol dehydrogenase, dihydroxyacetone kinase, and presumable glycerol uptake protein Gup1 (whose role in glycerol transport was later disproved), the overall ethanol production was enhanced by 3.4-fold and reached 2.4 g/L (Yu et al. 2010). Later, genes GPD2 (coding glycerol-3-phosphate dehydrogenase involved in glycerol synthesis de novo) and FPS1 (coding for glycerol facilitator involved in glycerol export from S. cerevisiae cells) were deleted causing further increase of ethanol production to 4.4 g/L. Finally, overexpression of pyruvate decarboxylase and alcohol dehydrogenase genes allowed to obtain recombinant S. cerevisiae strain which accumulated 5.4 g/L of ethanol from glycerol (Yu et al. 2012).
Methylotrophic thermotolerant yeast Ogataea (Hansenula) polymorpha was suggested to be a better choice for crude glycerol conversion to ethanol as it is less susceptible to the toxic effects of methanol and heavy metals which may be present in crude glycerol. To improve production of ethanol from glycerol, O. polymorpha strain DL1 (currently reclassified as Ogataea parapolymorpha (Suh and Zhou 2010)) was engineered to express genes encoding pyruvate decarboxylase (pdc) and alcohol dehydrogenase II (adhB) from Zymomonas mobilis under the control of the glyceraldehyde-3-phosphate dehydrogenase (GAPDH) promoter. Corresponding strain produced 2.74 g/L of ethanol from glycerol which was 3.3-fold higher in comparison with the parental strain DL1. Further, genes encoding glycerol dehydrogenase (dhaD) and dihydroxyacetone kinase (dhaKLM) from K. pneumoniae were expressed in this strain, which resulted in production of 3.1 g/L ethanol in obtained recombinant strain (Hong et al. 2010).
Overexpression of homologous gene ADH1 on the base of DL1 adh1Δ strain did not result in increase of ethanol production from glycerol (Suwannarangsee et al. 2010). However, simultaneous overexpression of the genes PDC1 and ADH1 in O. polymorpha strain NCYC495 led to the increase in ethanol production from glycerol. Obtained recombinant strain produced up to 5.0 g/L of ethanol from glycerol under the increased to 45 °C fermentation temperature (Kata et al. 2016). Further improvement of this strain was achieved by overexpression of genes involved either in oxidative or phosphorylative pathway of glycerol catabolism, as well as heterologous gene coding for glycerol transporter FPS1 from P. pastoris. The resultant strains produced up to 10.7 g/L of ethanol from pure glycerol; however, during the fermentation of crude glycerol, ethanol production reached only up to 3.6 g/L of ethanol, probably due to inhibitory influence of impurities in crude glycerol (Semkiv et al., accepted).
Recently, the new species P. tannophilus has been isolated as a yeast organism capable of effective fermenting xylose to ethanol (Kurtzman 1983). It was reported that P. tannophilus could accumulate 4 g/L ethanol on glycerol under aerobic growth (Maleszka et al. 1982). P. tannophilus strain CBS4044 produced 17.5 g/L of ethanol from 5% (v/v) crude glycerol in bioreactor set to 450 rpm and 0.05 L/min airflow. During fed-batch fermentation, ethanol accumulation had reached 28.1 g/L (Liu et al. 2012). Also high fermentation efficiency (up to 90% yield of ethanol relative to the theoretical limit) has been shown for poly(vinyl alcohol) cryogel-immobilized cells of P. tannophilus strain Y-475 (Stepanov and Efremenko 2017).
The impurities (ash, methanol, salts, etc.) and variability of crude glycerol were not found to have negative effect on the viability and ethanol production of P. tannophilus (Liu et al. 2012). But it was shown that P. tannophilus ceased to grow when ethanol was added to the cultivation medium in concentration 40 g/L (Zhao et al. 2010). The ethanol tolerance of P. tannophilus needs to be improved, e.g., through adaptive evolution or UV mutagenesis and selection for more ethanol-tolerant strains (Watanabe et al. 2011). But overall, P. tannophilus is a robust microorganism which can be easily adapted for ethanol production from nonrefined crude glycerol feedstock.
To conclude, several attempts have been made to produce ethanol from glycerol using microbial fermentation, and in most cases, pure glycerol was used as substrate (Durnin et al. 2009; Gupta et al. 2009; Hong et al. 2010; Kata et al. 2016; Suwannarangsee et al. 2010; Yu et al. 2012; Yu et al. 2010).
12.4.2.4 Microbial Oil (Lipids or Triacylglycerol) and Lipase Production
Perhaps the most interesting and well-studied sphere of potential crude glycerol implementation is the production of microbial oil, which can be used as an alternative to vegetable oil in biodiesel industry. As was already mentioned, vegetable oils are the main raw materials for biodiesel production (Fig. 12.2). The cost of the oils accounts for 70–85% of the total biodiesel production cost (Miao and Wu 2006). Traditional oil-rich crops are cultivated using arable lands which triggers “food versus fuel” debate. Attempts are constantly being made to find new cheap, renewable, and nonedible feedstock for biodiesel production. A very promising potential alternative is represented by microbial lipids, also referred to as single-cell oils (SCO) (Khot et al. 2012). SCO can be used for the production of “third-generation” biodiesel and other oleochemicals (e.g., surfactants, lubricants) or as a source of valuable polyunsaturated fatty acids, which cannot be synthesized by mammals (Biermann et al. 2011; Fakas et al. 2006). SCO can be obtained from oleaginous microorganisms that accumulate substantial quantities of lipids in their cells (20–70% of dry cell weight) (Saenge et al. 2011). Oleaginous species were found among bacteria, yeast, filamentous fungi, and microalgae. Microalgae are the most intensively studied among them. Huge advantage of these organisms is the autotrophic nutrition type: They are able to utilize and sequester carbon dioxide from the atmosphere; therefore, they do not need any additional carbon source (Miao and Wu 2006). Lipid content in oleaginous marine algae cells varies from 20 to 50% (w/w) with fatty acids (FA) composition similar to vegetable oils, and they present higher yields per square meter of used lands than palm oil (Chisti 2007). However, in comparison to bacteria and yeasts, algae require larger acreages to cultivation and a continuous source of light to promote photosynthesis. Besides, they have longer cultivation period and lower biomass and lipids yield than, for example, oleaginous yeasts.
Of the known yeasts species, 3–10% belong to the oleaginous yeasts, including representatives of the genera Yarrowia, Candida, Rhodotorula, Rhodosporidium, Cryptococcus, Sporidiobolus, Kodamaea, Pseudozyma, Trichosporon, and Lipomyces (Ageitos et al. 2011). Many oleaginous yeast species were isolated from soil (Saenge et al. 2011) and plant surfaces (Clément-Mathieu et al. 2008). Yeasts accumulate lipids not only as constituents of the membrane but also in the form of triacylglycerols within intracellular lipid bodies (Fig. 12.6). They have similar FA content to that of many plant oils and exhibit shorter life cycle and higher growth rate and lipids production than microalgae (Li et al. 2008). Yeasts can be easily grown in bioreactor independently of location, climate, and season and harvested within a few days. Type and quantity of produced lipids can be customized by adjustment of cultivation medium composition or by metabolic engineering of yeast strains (Blazeck et al. 2014).

Hypothetical pathway of glycerol conversion into lipids in oleaginous yeasts. Modified from (McNeil and Stuart 2018). Components of the TCA cycle designated as in Fig. 12.4. Key enzymes shown in red: MAE malic enzyme, MDH malate dehydrogenase, ACL ATP citrate lyase, ACC acetyl-CoA carboxylase, FAS fatty acid synthetase. Metabolites: LPA lysophosphatidic acid, PA phosphatidic acid, DAG diacylglycerol, TAG triacylglycerol, Ma-CoA malonyl-CoA
Despite all these advantages, yeast oil production is still limited to the lab scale due to its high cost (Koutinas et al. 2014). As heterotrophic organisms, yeasts need a carbon source for biomass and lipids production. The use of a low-cost carbon feedstock is an important step toward the feasible SCO production with yeasts. Many possible options of raw material were suggested over the years, such as cane molasses, fish meal wastewater, rice straw hydrolysate (Liu et al. 2016), spent yeast from brewery industry wastewater, sludge (Zhang et al. 2017), whey, wastewaters of animal fat treatment (Papanikolaou et al. 2002a), etc. Some of these applications not only provide a raw material with almost zero cost but also help to solve the problem of wastes disposal.
Many oleaginous yeasts are able to use glycerol as carbon source; hence, crude glycerol could also be used as a cheap feedstock for SCO production. Zhang et al. found that crude glycerol conversion to biodiesel is a process with a positive energy balance (Zhang et al. 2016). The maximum theoretical lipid yield is 0.3 g lipids/g glycerol since 32 moles of glycerol are used to produce 1 mole of triglyceride (Yang et al. 2014b); real yield is, of course, much lower and depends on many factors.
One of the most important factors is C/N ratio. Lipid accumulation in oleaginous yeasts is mainly triggered when carbon excess in the environment is associated with nitrogen limitation (André et al. 2009). A high C/N ratio enhances lipid accumulation, whereas biomass production is favored by a low C/N ratio (Saenge et al. 2011). For example, when Lipomyces starkeyi strain DSM 70295 was cultivated in the medium with C/N ratio of 150, obtained lipid content was 68% of dry cell weight (DCW), whereas with a C/N ratio of 60, a lipid content was only 40% (Angerbauer et al. 2008). This phenomenon is explained by the fact that nitrogen limitation activates the enzyme AMP-deaminase, which starts to degrade the mitochondrial AMP in order to release NH4+ ions. The decrease of AMP inhibits the enzyme isocitrate dehydrogenase, blocking the TCA cycle and promoting the accumulation of acetyl-CoA which is subsequently used for the synthesis of fatty acids (Beopoulos et al. 2011).
It is also important to consider the type of used nitrogen source. Organic nitrogen sources, such as peptone or yeast extract, were shown to be more beneficial for cell growth and lipid accumulation by some yeast (Trichosporon cutaneum, Trichosporon fermentans, Trichosporonoides spathulata, R. glutinis), whereas for other yeast strains (Cryptococcus albidus var. albidus and Y. lipolytica QU21) inorganic nitrogen sources, such as NH4Cl and (NH4)2SO4, were preferable (Cheirsilp et al. 2011; Liu et al. 2016; Poli et al. 2014).
Other factors that can positively influence lipid accumulation were a controlled pH regime (Chen et al. 2018a; Manowattana et al. 2018; Saenge et al. 2011), lower dissolved oxygen level (Manowattana et al. 2018; Yen and Zhang 2011), and addition of inorganic salts such as sodium, calcium, potassium, or magnesium salt (Saenge et al. 2011) or organic acids such as acetic, succinic, or citric acid (Manowattana et al. 2018).
There are varied observations considering influence of impurities from crude glycerol on growth and lipids accumulation in oleaginous yeasts. Some studies reported that not all batches of crude glycerol are appropriate substrates for SCO production (Dobrowolski et al. 2016; Qiao et al. 2015). Others had found that impurities can positively affect cells growth and certain metabolite production (Chatzifragkou and Papanikolaou 2012; Signori et al. 2016). Gao et al. had found that addition of methyl oleate, sodium oleate, and NaCl impurities increased lipid production by oleaginous yeast Rhodosporidium toruloides 32489, whereas methanol had a negative effect on lipids accumulation, and the net effect of all studied compounds was positive (Gao et al. 2016b). The negative effect of methanol on the cell growth was also reported on T. fermentans, T. cutaneum (Liu et al. 2016), L. starkeyi (Liu et al. 2017), etc. However, Chen et al. used methanol in concentration 1.4% (w/v) to assist the lipid production with oleaginous yeast Trichosporon oleaginosus cultivated under non-sterilize conditions (Chen et al. 2018b). Overall, impurities from crude glycerol start to have a negative impact on yeast growth and lipids accumulation if their level exceeds certain threshold which is strain-specific. Yeast strain adaptation to stressful conditions can be one of the possible strategies for dealing with inhibitor problems (Shen et al. 2011). Other strategy is to develop proper cultivation methodology to avoid the growth inhibition by substrate (Signori et al. 2016). In this respect, fed-batch fermentation (when substrate is fed to the reactor through multiple steps) is proved to be superior to the batch fermentation. Fed-batch strategy allowed Koutinas et al. to obtain and achieve very high lipids accumulation: biomass concentration of 185 g/L with the 76% lipid content and lipid productivity of 1 g/L/h (Koutinas et al. 2014).
Yeast cells start to accumulate lipids in the growth phase, and this process intensifies after nitrogen depletion, so lipid content reaches its maximum value in the early stationary phase (Beopoulos et al. 2008). But later, lipids can be degraded into free FA, so well-timed biomass harvest is essential to maximize lipids content. It was suggested that lipid turnover can be repressed in double limited media (Papanikolaou et al. 2004), for example, in media with a very low concentration of nitrogen and magnesium (Bellou et al. 2016). Dynamics of lipids accumulation can also be modified by changing the initial yeast inoculum age (Kuttiraja et al. 2016).
FA content is the important characteristic of the SCO as a potential biodiesel feedstock. FA composition (i.e., the chain length and degree of unsaturation) of lipids influences the quality of biodiesel (Pinzi et al. 2009). Higher saturated fatty acid content promotes increase in viscosity, density, and melting point of the produced biodiesel. On the other hand, polyunsaturated fatty esters have low cetane number and reduced oxidative stability, which is also undesirable for a diesel fuel (Knothe 2008). Therefore, the best raw materials for biodiesel production are rich in monounsaturated fatty acids such as oleic acid. It was reported that yeast oil similarly to palm oil and Jatropha oil have the highest percentages of monounsaturated FA, which makes it perspective source for biodiesel production (Liang et al. 2010). The difference in fatty acid content among samples of yeast oils may occur due to the type of substrate that was used, culture conditions, and the age of the cells (Fakas et al. 2009).
The most common FA in oleaginous yeast are palmitic (C16:0), palmitoleic (C16:1), stearic (C18:0), oleic (C18:1), and linoleic acid (C18:2) that account for over 90% of the total FA content (Signori et al. 2016). Some studies report that using crude glycerol as a substrate for lipids production increases the content of the oleic acid (Ramirez-Castrillon et al. 2017; Signori et al. 2016) or linoleic acid (Spier et al. 2015). In particular, R. glutinis produces high amounts of linoleic acid when glycerol or, especially, crude glycerol is used as a carbon source (Easterling et al. 2009; Yen et al. 2012). As a polyunsaturated FA, linoleic acid is not very desirable for biodiesel production, but it is considered as a nutritionally essential fatty acid ω6. Other cultivation conditions can also influence the FA content: treatment of the oleaginous red yeast Sporidiobolus pararoseus KM281507 with intense light or supplementation of the medium with 1.5% olive oil increases the unsaturated FA content in this yeast (Chaiyaso and Manowattana 2018), Y. lipolytica goes through significant alteration of FA composition during the transition to the citric acid formation phase (Kamzolova et al. 2011), etc. Moreover, FA content is species- and even strain-dependent. The high monounsaturated FA content of crude lipids in oleaginous yeasts provides the possibility of the yeast oil use as a biodiesel feedstock in cold-climate countries.
The most extensively studied oleaginous yeasts are Y. lipolytica (Papanikolaou and Aggelis 2002), R. toruloides (Shen et al. 2013), and R. glutinis (Chi et al. 2011). Of these, Y. lipolytica is able to grow on various substrates, and it is regarded as the model organism to understand the lipid synthesis (Beopoulos et al. 2009). Initially, Y. lipolytica was considered to be able to accumulate significant lipid amounts only when fatty materials were employed as substrate (Papanikolaou et al. 2007). But later, it turned out that Y. lipolytica can use virtually any substrate for lipids production, including pure and crude glycerol. For example, Y. lipolytica strain UFLA CM-Y9.4 that was selected for its ability to grow in 30% crude glycerol accumulated 63.4% of lipids (w/w) in this conditions (Souza et al. 2014). Other Y. lipolytica strain, SKY7, under optimal cultivation conditions (initial glycerol concentration 112.5 g/L, C/N molar ratio of 100, and with 5% v/v inoculum supplementation) accumulated lipids to the concentration of 43.8% w/w with a biomass yield of 14.8 g/L (Kuttiraja et al. 2016). In some processes, employing Y. lipolytica crude glycerol was used as co-substrate: strain JMY4086 accumulated 31% lipids of CDW (cell dry weight) using molasses and crude glycerol (Rakicka et al. 2015), and strain TISTR 5151 accumulated 68% lipids of CDW on decanter effluent from palm oil mill supplemented with crude glycerol (Louhasakul and Cheirsilp 2013).
The major fatty acid in the lipids produced with Y lipolytica is oleic acid (C18:1); palmitic (C16:0) and linoleic (C18:2) acids are also detected in high quantities (Makri et al. 2010; Poli et al. 2014). However, the level of SCO production in Y. lipolytica is moderate: wild-type strain usually accumulates no more than 30% CDW as neutral lipids (Munch et al. 2015). As was already mentioned, in stationary phase, Y. lipolytica starts to produce other important compounds (citric acid, acetic acid, mannitol) and, at the same time, partially degrades accumulated lipids (Papanikolaou et al. 2013). Therefore, it could be advantageous to use alternate oleaginous yeast species for the SCO production without side products.
Several studies aimed to find the strain with the best ability to convert crude or pure glycerol into SCO. When 12 different yeast strains were analyzed using crude glycerol as the main carbon source, Lipomyces lipofer NRRL Y-1155 stood out above the other strains, achieving 9.48 g/l biomass, 57.64% lipid content, and 5.46 g/l lipid production (Spier et al. 2015). When 33 yeasts strains belonging to 19 species were screened for the ability to grow and produce intracellular lipids in a pure glycerol-based medium, Candida freyschussii ATCC 18737 was selected. During cultivation with continuous feeding of crude glycerol at the rate of 5.5 g/L/h, it produced 28 g/L of lipids with volumetric productivity of 0.28 g/L/h (Raimondi et al. 2014). Two-step selection revealed 23 oleaginous yeasts among 387 yeast strains. These strains belonged to the species Candida silvae, Kodamaea ohmeri, Meyerozyma caribbica, Pichia manshurica, Cryptococcus cf. podzolicus, Cryptococcus laurentii, Rhodosporidium fluviale, Rhodotorula taiwanensis and Sporidiobolus ruineniae. R. fluviale DMKU-RK253 accumulated the highest quantity of lipids – 65.2% of CDW by shaking flask cultivation in crude glycerol (Polburee et al. 2015). When Nile red (a red phenoxazine dye, which selectively stains lipophilic substances) was used for a high-throughput screening, yeast Meyerozyma (Pichia) guilliermondii BI281A was selected. It was able to produce lipids with 74% monounsaturated FA content in the medium with crude glycerol from a biodiesel refinery (Ramirez-Castrillon et al. 2017). Strain TYC-2187 was isolated from wild grapes and identified as Pseudozyma sp. After 48 h of growth in the medium with 80 g/L crude glycerol and 10 g/L yeast extract as nitrogen source, it produced 15.7 g/L of lipids (Takakuwa et al. 2013). Probably the highest lipids content (up to 74% of CDW) was obtained for R. toruloides AS2.1389 in the medium with 50 g/L of crude glycerol (Xu et al. 2012). Other oleaginous yeast species with good ability to convert glycerol into SCO are R. toruloides DSM 4444, L. starkeyi DSM 70295 and T. oleaginosus (previously C. curvatus) DSM 70022 (Signori et al. 2016), T. fermentans CICC 1368 and T. cutaneum AS 2.0571 (Liu et al. 2016), Wickerhamomyces anomalus CCMA 0358 and Cryptococcus humicola CCMA 0346 (Souza et al. 2017), and Rhodosporidium babjevae and Rhodosporidium diobovatum (Munch et al. 2015). Yu et al. even made the attempt to produce triacylglycerol from glycerol with genetically modified non-oleaginous yeast S. cerevisiae with overexpression of genes encoding glycerol kinase (GUT1), diacylglycerol acyltransferase (DGA1), and phospholipid diacylglycerol acyltransferase (LRO1). Although lipids production in engineered strain increased in comparison with the WT strain, it still produced very low amounts of lipids – only 23.0 mg/L (Yu et al. 2013).
Crude glycerol was also used as co-substrate together with other substances that play role of the nitrogen source. For example, it was used in lipid production with such oleaginous yeasts and additional substrates: R. glutinis and waste solution collected from the brewing company (called thin stillage) (Yen et al. 2012), T. oleaginosus and corn steep liquor with recycled de-oiled yeast autolysate (Thiru et al. 2011), R. glutinis and rapeseed meal (Uckun Kiran et al. 2013), or sunflower meal (Leiva-Candia et al. 2015). The last process allows for simultaneous utilization of different waste materials obtained over the course of biodiesel production.
Glycerol could be used both as carbon source for the production of microbiological lipase or as a substrate for mono-, di-, and triacylglycerol production with this enzyme. For example, crude glycerol was used as a starting material for production of valuable mono-, di-, and triacylglycerol using commercial lipase from Candida sp. The optimum conditions for acylglycerol production were a glycerol to fatty acid molar ratio of 6:1, 100 mg of lipase with the reaction temperature and time of 40 °C and 24 h, respectively (Binhayeeding et al. 2017).
Lipases are now scarcely used as feed enzymes. Their wider use as feed additives could be beneficial for animal nutrition as hydrolysis of lipids increases their energy value and improves nutrient use efficiency (Magdouli et al. 2017). Wild-type strain of Y. lipolytica produces lipase, and its secretion is known to be induced by the presence of triacylglycerols and fatty acids in the cultivation medium (Benjamin and Pandey 1996). Lee et al. reported that Y. lipolytica strain NRRL Y-2178 is capable of alkaline lipase synthesis when glycerol is used as a carbon source (Lee et al. 2007a). Researchers had shown that microbiological lipase production from glycerol is only possible when one or more inducers of lipase synthesis (such as olive oil, waste cooking oil) are added to the medium (Fabiszewska et al. 2014; Goncalves et al. 2013).
When crude glycerol and crustacean waste and olive oil were used for the lipase production with Y. lipolytica, the obtained lipase activity was 38 U/mL (Magdouli et al. 2017).
To conclude, crude glycerol could be used together with other waste materials for the production of SCO and lipase with oleaginous yeasts.
12.4.2.5 Production of Other Compounds
Carotenoids
Carotenoids are the naturally occurring pigments responsible for the bright red, yellow, or orange hues in many vegetables and fruits, some microorganisms, and animals. Carotenoids are precursor of vitamin A (Johnson and Schroeder 1996) and hormones (Vershinin 1999) and have photoprotective, antioxidant, and immunostimulating properties (Johnson and Schroeder 1996; Moline et al. 2009; Vershinin 1999). Carotenoids are widely used in medicine and in cosmetic, food, and feed industries. They can be synthesized chemically or by carotenoids accumulating microorganisms. Few of such microorganisms are already used for carotenoids production at the industrial scale, e.g., Phaffia rhodozyma (new designation Xanthophyllomyces dendrorhous) and Haematococcus pluvialis are used for astaxanthin production and Blakeslea trispora for β-carotene production (Dufosse 2006).
Already mentioned red oleaginous yeasts are one of the high potential natural carotenoids sources. In particular, carotenoids are produced by yeasts of the genera Rhodosporidium, Rhodotorula, Sporobolomyces, Sporidiobolus, and Xanthophyllomyces (Frengova and Beshkova 2009). Crude glycerol is appealing cheap substrate for carotenoids production with these yeasts.
When eighteen yeasts belonging to the species Rhodotorula cresolica, R. glutinis, Rhodotorula mucilaginosa, Rhodosporidium paludigenum, R. toruloides, Sporobolomyces coprosmae, Sporobolomyces ruberrimus, Sporidiobolus salmonicolor, and Sporobolomyces oryzicola were analyzed regarding their ability to grow in glycerol-containing medium, strains R. glutinis C2.5t1, R. mucilaginosa DBVPG 6094, R. mucilaginosa C71t0, S. oryzicola CBS 7228, and R. paludigenum CBS 6566 fully utilized glycerol within the first 48 h of fermentation (Cutzu et al. 2013). Surprisingly, carotenoids yields were higher in the medium with glycerol than in the medium with glucose as a sole carbon source, although glucose is a preferred carbon source for red yeasts (Cutzu et al. 2013; Taccari et al. 2012). Among selected strains, R. glutinis C2.5t1 showed the highest level of β-carotene production from glycerol; therefore, it was subjected to UV mutagenesis to further improve its production efficiency. Among the obtained mutants, one yellow-colored strain 400A15 produced 280% higher amounts of β-carotene at the expense of torulene and torularhodin production. After optimization of the medium composition, total carotenoids accumulation by the mutant 400A15 has reached 14.07 ± 1.45 mg/L (Cutzu et al. 2013).
Other research reports carotenoids production of 135.25 mg/L by R. glutinis strain TISTR 5159 in fed-batch fermentation in a stirred tank bioreactor under optimized conditions (pH controlled at 6.0, aeration rate at 2 vvm, glycerol concentration of 9.5%, and C/N ratio of 85) (Saenge et al. 2011). Also, glycerol was exploited as a carbon source for astaxanthin production with P. rhodozyma (Kusdiyantini et al. 1998) and torularhodin and β-carotene production by S. ruberrimus (Razani et al. 2007).
One of the highest carotenoids yields was reported for the strain S. pararoseus KM281507, which produced 109.75 ± 0.21 mg/L of β-carotene and 151.00 ± 2.71 mg/L of total carotenoids under optimized conditions in the airlift bioreactor (Manowattana et al. 2018). Researchers have found that β-carotene and total carotenoids production by this strain increased during cultivation under the uncontrolled pH regime (with pH gradually decreasing from 5.63 to 2.72) in contrast to controlled pH cultivation which augmented biomass and lipids production. Light can also improve carotenogenesis by oleaginous red yeast, as carotenoids protect yeast cells from light-induced cell damage (Mata-Gomez et al. 2014). Other factors that can positively influence carotenoids production were the high aeration rate and dissolved oxygen level (Manowattana et al. 2018), addition of the organic acids (e.g., acetic, succinic, and citric acid, which are the source of acetyl-CoA that is the precursor of carotenoids biosynthesis), and addition of olive oil or Tween 60 (Chaiyaso and Manowattana 2018). Impurities in crude glycerol, such as salts and methanol, can inhibit biomass accumulation and carotenoids production by red oleaginous yeasts. That’s why very high initial concentration of crude glycerol in the medium should be avoided (Chaiyaso and Manowattana 2018).
γ-Decalactone
The flavor compounds are commonly used in the food, cosmetic, and pharmaceutical industries. They can be produced by chemical synthesis or extracted from plants. Both these processes have disadvantages: chemical production is a complicated multistep process that can result in generation of undesirable racemic mixtures of compounds (Longo and Sanromán 2006), whereas plant extraction does not provide acceptable product yield and cost-efficiency. These factors increase the appeal of microbial fermentation as a cheap and ecological way of the flavor compounds’ production (Romero-Guido et al. 2011). Among the important aroma producers are yeasts Sporobolomyces, Pichia, Candida, Rhodotorula, and Yarrowia (Braga and Belo 2016).
Lactones are the flavor chemicals with a characteristic “fruity” aroma. Among these compounds, γ-decalactone (with an aroma of peach) is the most widely produced (Pereira de Andrade et al. 2017). The microbial γ-decalactone production occurs mostly through peroxisomal β-oxidation of ricinoleic acid, which is the major constituent (80%) of castor oil. Crude glycerol is being considered as an alternative source for γ-decalactone production. Widely studied yeast Y. lipolytica as well as not so extensively studied yeast L. saturnus were tested regarding their ability to produce γ-decalactone from castor oil or crude glycerol (Pereira de Andrade et al. 2017; Soares et al. 2017). The yeast L. saturnus has been recently shown to produce isoamyl acetate (banana flavor) by isoamyl alcohol biotransformation in beet molasses (Yilmaztekin and Tay 2013). Although Y. lipolytica strain CCMA 0242 efficiently produced γ-decalactone from castor oil, it produced negligible amounts of γ-decalactone (2.5 mg/L) from crude glycerol. Therefore, crude glycerol showed no potential as a substrate for the production of aroma by Y. lipolytica CCMA 0242 (Pereira de Andrade et al. 2017). On the contrary, L. saturnus strain CCMA 0243 produced 5.8 g/L of γ-decalactone after 120 hr. of cultivation in the medium with 10% of crude glycerol, which was 2.7 times more γ-decalactone than it produced from 10% castor oil. Therefore, crude glycerol is a prospective substrate for γ-decalactone production by L. saturnus CCMA 0243 (Soares et al. 2017).
Sophorolipids
Biosurfactants (BS) are surface-active compounds produced by microorganisms from sustainable feedstock, which are used as emulsifiers and detergents (Kitamoto et al. 2002). Sophorolipids (SL) are the glycolipid BSs which consist of a hydrophobic fatty acid tail and a hydrophilic carbohydrate head, sophorose. SL are produced from glucose and/or hydrophobic materials including vegetable oils, fatty acids, FAMEs, and alkanes by yeasts Starmerella bombicola (Ashby et al. 2006), Candida apicola (Hommel et al. 1994), Wickerhamiella domercqiae (Chen et al. 2006), Candida batistae (Konishi et al. 2008), etc. S. (Candida) bombicola is considered to be the conventional SL-producing yeast. It was shown that S. bombicola produces insignificant amounts of SL during fermentation on pure glycerol, but the use of the biodiesel coproduct steam (which comprised 40% glycerol, 34% hexane-soluble substrates, and 26% water) as feedstock increased the SL yield to 60 g/L (Ashby and Solaiman 2010).
New strain ZM1502 was isolated from withered leaves by its ability to produce BS from glycerol, and it was identified as Candida floricola. It produced only acid-form SLs, whereas S. bombicola produces mainly lactone-form SLs with small amounts of acid-form SLs (Konishi et al. 2017). The absence of the lactone forms in the metabolites of C. floricola is likely due to lack of a specific lactone esterase. C. floricola strains ZM1502 and CBS 7290 produced more than 3.5 g/L acid-form SLs from 20% glycerol. These results suggest that C. floricola could be used for selective production of acid-form SLs (which are in some aspects superior to lactone-form SLs) from crude glycerol (Konishi et al. 2017).
Heterologous Proteins
The methylotrophic yeast P. pastoris has many traits which make it a remarkable host for heterologous protein production, among them being the following: (1) similarly to bacteria, P. pastoris grows fast and can be easily subjected to genetic manipulations; (2) it has the subcellular machinery that provides characteristic eukaryotic posttranslational modifications, such as proteolytic processing, glycosylation, folding, and disulfide bond formation; (3) it is more inclined to respiratory rather than fermentative metabolism, even at high-biomass level, which allows its growth to high cellular concentration on defined minimal medium and prevents the accumulation of unfavorable secondary metabolites as acetic acid and ethanol; (4) P. pastoris secretes very low levels of native proteins; therefore, secreted recombinant protein usually comprises the majority of the total protein in the medium, which greatly facilitates its purification; (5) P. pastoris is a GRAS (generally recognized as safe) organism; and (6) it has strong constitutive or inducible promoters which provide efficient expression of heterologous genes (Cereghino et al. 2002; Cereghino and Cregg 2000; Cregg et al. 2000). In particular, there are two efficient promoters which are commonly used for foreign gene expression in P. pastoris: strong constitutive promoter of glyceraldehyde-3-phosphate dehydrogenase gene (GAP1) (Jiang et al. 2012) and methanol-inducible promoter from the alcohol oxidase I gene (AOX1) that is strongly repressed in the presence of glucose and glycerol but induced over 1000-fold with methanol as the sole carbon source (Macauley-Patrick et al. 2005).
P. pastoris consumes glycerol very efficiently due to the presence of four genes coding for glycerol transporters which provide high, specific glycerol uptake rates (Mattanovich et al. 2009). That is why glycerol is often used as a carbon source in P. pastoris fermentations. Untreated crude glycerol can substitute analytical glycerol in this process as P. pastoris is able to tolerate and use methanol and its growth is not inhibited by free fatty acids (Anastacio et al. 2014).
Heterologous protein production with crude glycerol as a carbon source can consist of one or two stages. When pGAP1 promoter is used for heterologous gene expression, protein is synthesized in a single step at the same time with biomass accumulation, in crude glycerol-containing medium. This is the faster way; however, some studies have indicated that constitutive expression of recombinant proteins could generate cytotoxic effects in P. pastoris (Cereghino and Cregg 2000; Macauley-Patrick et al. 2005). If the recombinant yeast strains had the heterologous gene under the control of the inducible pAOX1 promoter, a two-stage process is employed: first, biomass is produced in the complex medium with crude glycerol, and then heterologous gene production is carried out in minimal medium with methanol addition (Anastacio et al. 2014). While the former medium containing rich nutritional supplements supported high growth of yeast before induction, the latter medium ensured easier purification of the secreted protein (Aoki et al. 2003).
Crude glycerol was used as a carbon source for one- or two-stage production of the following heterologous proteins: phytase (Tang et al. 2009), recombinant human erythropoietin (Çelik et al. 2008), bovine chymosin (Noseda et al. 2014; Noseda et al. 2016), cysteine proteinase (NsCys) of northern shrimp Pandalus borealis (Aoki et al. 2003), highly thermostable β-mannanase (ReTMan26) from a thermophilic Bacillus subtilis (TBS2) (Luo et al. 2018), α-amylase (Anastacio et al. 2014), etc.
In some of these cases, impurities from crude glycerol, such as 0.2% and 0.3% (w/v) soap (Luo et al. 2018) or NaCl, KCl, and K2SO4 salts (Anastacio et al. 2014), were found to inhibit P. pastoris growth and heterologous protein production, necessitating the corresponding adjustments of crude glycerol concentration in the medium. But overall, it can be concluded that crude glycerol without any purification steps may be directly used as carbon source for protein production in P. pastoris (Anastacio et al. 2014).
Amino Acids-Rich Biomass
Yeast biomass itself is a valuable product as it can be used as a nutrient-rich additive for animal feeding. Important parameters that influence nutritional value of fodder yeasts are protein content (with recommended level of 40–52%), the content of essential amino acids (EAA), the amount of polyunsaturated fatty acids (PUFA), and the content of calcium, magnesium, copper, iron, zinc, etc. (Boze et al. 2008).
It has been shown that crude glycerol can be used for fodder yeast production by Y. lipolytica with good yield and productivity (Juszczyk and Rymowicz 2009). The European Feed Manufacturers’ Federation authorized the sale of Y. lipolytica fodder yeast produced from crude glycerol.
Juszczyk et al. among 21 Y. lipolytica strains isolated from different environments selected strain S6 with the highest level of biomass accumulation on glycerol (Juszczyk et al. 2013). This strain was used for production of yeast biomass in bioreactor (pH 3.5) with pure glycerol or crude glycerol (in concentration 25 g/L) as a carbon source. Volumetric biomass production was 11.7 g/L from pure glycerol and 12.3 g/L from crude glycerol. Yeast biomass obtained on crude glycerol was characterized by higher content of proteins (42–45%), essential amino acids (45.4 g/100 g of protein), and ash (i.e., K, Na, Mg, Ca, Cu, Zn) in comparison with the biomass obtained on pure glycerol. All biomass samples were characterized by high content of unsaturated fatty acids. Sample from crude glycerol contained higher amounts of lysine, threonine, and phenylalanine/tyrosine than the FAO/WHO standard of whole egg. However, the amount of sulfuric amino acids (methionine and cysteine) in strain S6 biomass was much lower than in the whole egg, which decreased its nutritional value. Therefore, biomass of strain S6 might be suitable for fodder production when compiled with cereals, which are known to contain high levels of sulfuric amino acids but low amounts of lysine, isoleucine, and threonine. In conclusion, crude glycerol is superior to pure glycerol as a carbon source in respect of produced Y. lipolytica biomass amount and content (Juszczyk et al. 2013).
12.5 Conclusions
Biodiesel industry produces huge amounts of contaminated crude glycerol as a by-product. Nowadays, in some countries, crude glycerol is treated as industrial wastewater or simply incinerated, undermining the right of biodiesel to be called “green fuel.” This review describes different possible applications of crude glycerol in yeast biotechnology (some of them are summarized in Table 12.1), among which crude glycerol conversion to the new portions of biodiesel is, perhaps, the most inventive and feasible. But none of these methods has been implemented at large scale yet, so this sphere needs further development.
References
Abdel-Rahman MA, Tashiro Y, Sonomoto K (2013) Recent advances in lactic acid production by microbial fermentation processes. Biotechnol Adv 31:877–902. https://doi.org/10.1016/j.biotechadv.2013.04.002
Adler L, Blomberg A, Nilsson A (1985) Glycerol metabolism and osmoregulation in the salt-tolerant yeast Debaryomyces hansenii. J Bacteriol 162:300–306
Ageitos JM, Vallejo JA, Veiga-Crespo P, Villa TG (2011) Oily yeasts as oleaginous cell factories. Appl Microbiol Biotechnol 90:1219–1227. https://doi.org/10.1007/s00253-011-3200-z
Aksoy HA, Becerik I, Karaosmanoglu F, Yatmaz HC, Civelekoglu H (1990) Utilization prospects of Turkish raisin seed oil as an alternative engine fuel. Fuel 69:600–603
Alvarez JA, Otero L, Lema JM (2010) A methodology for optimising feed composition for anaerobic co-digestion of agro-industrial wastes. Bioresour Technol 101:1153–1158. https://doi.org/10.1016/j.biortech.2009.09.061
Al-Widyan MI, Al-Shyoukh AO (2002) Experimental evaluation of the transesterification of waste palm oil into biodiesel. Bioresour Technol 85:253–256
Anand P, Saxena RK (2012) A comparative study of solvent-assisted pretreatment of biodiesel derived crude glycerol on growth and 1,3-propanediol production from Citrobacter freundii. New Biotechnol 29:199–205. https://doi.org/10.1016/j.nbt.2011.05.010
Anastacio GS, Santos KO, Suarez PA, Torres FA, De Marco JL, Parachin NS (2014) Utilization of glycerin byproduct derived from soybean oil biodiesel as a carbon source for heterologous protein production in Pichia pastoris. Bioresour Technol 152:505–510. https://doi.org/10.1016/j.biortech.2013.11.042
André A et al (2009) Biotechnological conversions of bio-diesel-derived crude glycerol by Yarrowia lipolytica strains. Eng Life Sci 9:468–478. https://doi.org/10.1002/elsc.200900063
Angerbauer C, Siebenhofer M, Mittelbach M, Guebitz GM (2008) Conversion of sewage sludge into lipids by Lipomyces starkeyi for biodiesel production. Bioresour Technol 99:3051–3056. https://doi.org/10.1016/j.biortech.2007.06.045
Aoki H, Nazmul Ahsan M, Watabe S (2003) Heterologous expression in Pichia pastoris and single-step purification of a cysteine proteinase from northern shrimp. Protein Expr Purif 31:213–221
Arruda PV, Hernández AF, Felipe MGA (2015) Glycerol use as strategy to improve xylitol production from sugarcane bagasse hemicellulosic hydrolysate. Eur Intl J Sci Technol 4:93–104
Ashby RD, Solaiman DK (2010) The influence of increasing media methanol concentration on sophorolipid biosynthesis from glycerol-based feedstocks. Biotechnol Lett 32:1429–1437. https://doi.org/10.1007/s10529-010-0310-0
Ashby RD, Solaiman DK, Foglia TA (2006) The use of fatty acid esters to enhance free acid sophorolipid synthesis. Biotechnol Lett 28:253–260. https://doi.org/10.1007/s10529-005-5527-y
Athalye SK, Garcia RA, Wen Z (2009) Use of biodiesel-derived crude glycerol for producing eicosapentaenoic acid (EPA) by the fungus Pythium irregulare. J Agric Food Chem 57:2739–2744. https://doi.org/10.1021/jf803922w
Beaudoin F, Sayanova O, Haslam RP, Bancroft I, Napier JA (2014) Oleaginous crops as integrated production platforms for food, feed, fuel and renewable industrial feedstock. OCL 21:D606
Bellou S, Triantaphyllidou IE, Mizerakis P, Aggelis G (2016) High lipid accumulation in Yarrowia lipolytica cultivated under double limitation of nitrogen and magnesium. J Biotechnol 234:116–126. https://doi.org/10.1016/j.jbiotec.2016.08.001
Benjamin S, Pandey A (1996) Optimization of liquid media for lipase production by Candida rugosa. Bioresour Technol 55:167–170
Beopoulos A et al (2008) Control of lipid accumulation in the yeast Yarrowia lipolytica. Appl Environ Microbiol 74:7779–7789. https://doi.org/10.1128/AEM.01412-08
Beopoulos A, Chardot T, Nicaud JM (2009) Yarrowia lipolytica: a model and a tool to understand the mechanisms implicated in lipid accumulation. Biochimie 91:692–696. https://doi.org/10.1016/j.biochi.2009.02.004
Beopoulos A, Nicaud JM, Gaillardin C (2011) An overview of lipid metabolism in yeasts and its impact on biotechnological processes. Appl Microbiol Biotechnol 90:1193–1206. https://doi.org/10.1007/s00253-011-3212-8
Bernt WO, Borzelleca JF, Flamm G, Munro IC (1996) Erythritol: a review of biological and toxicological studies regulatory toxicology and pharmacology. RTP 24:S191–S197. https://doi.org/10.1006/rtph.1996.0098
Bertleff W, Roeper M, Sava X (2005) Carbonylation. In: Ullmann's encyclopedia of industrial chemistry. Wiley-VCH, Weinheim. doi:https://doi.org/10.1002/14356007.a05_217
Biebl H, Zeng AP, Menzel K, Deckwer WD (1998) Fermentation of glycerol to 1,3-propanediol and 2,3-butanediol by Klebsiella pneumoniae. Appl Microbiol Biotechnol 50:24–29
Biermann U, Bornscheuer U, Meier MAR, Metzger JO, Schäfer HJ (2011) Oils and fats as renewable raw materials in chemistry. Angew Chem Int Ed 50:3854–3871. https://doi.org/10.1002/anie.201002767
Binhayeeding N, Klomklao S, Sangkharak K (2017) Utilization of waste glycerol from biodiesel process as a substrate for mono-, Di-, and triacylglycerol production. Energy Procedia 138:895–900
Blazeck J et al (2014) Harnessing Yarrowia lipolytica lipogenesis to create a platform for lipid and biofuel production. Nat Commun 5:3131. https://doi.org/10.1038/ncomms4131
Blomberg A (2000) Metabolic surprises in Saccharomyces cerevisiae during adaptation to saline conditions: questions, some answers and a model. FEMS Microbiol Lett 182:1–8
Bohon MD, Metzger BA, Linak WP, King CJ, Roberts WL (2011) Glycerol combustion and emissions. Proc Combust Inst 33:2717–2724
Borsato D, Maia ECR, Dall’Antonia LH, da Silva HC, Pereira JL (2012) Kinetics of oxidation of biodiesel from soybean oil mixed with TBHQ: determination of storage time. Química Nova 35:733–737
Boze H, Moulin G, Galzy P (2008) Production of microbial biomass. In: Rehm HJ, Reed G (eds) Biotechnology: enzymes, biomass, food and feed, vol 9, 2nd edn. Wiley-VCH Verlag GmbH, Weinheim. https://doi.org/10.1002/9783527620920.ch5
Braga A, Belo I (2016) Biotechnological production of gamma-decalactone, a peach like aroma, by Yarrowia lipolytica. World J Microbiol Biotechnol 32:169. https://doi.org/10.1007/s11274-016-2116-2
Brown R (2007) Biodiesel co-product markets in Wyoming. International center for appropriate & sustainable technology, Lakewood
Byrd AJ, Pant KK, Gupta RB (2008) Hydrogen production from glycerol by reforming in supercritical water over Ru/Al2O3 catalyst. Fuel 87:2956–2960
Carly F, Gamboa-Melendez H, Vandermies M, Damblon C, Nicaud JM, Fickers P (2017) Identification and characterization of EYK1, a key gene for erythritol catabolism in Yarrowia lipolytica. Appl Microbiol Biotechnol 101:6587–6596. https://doi.org/10.1007/s00253-017-8361-y
Casali S, Gungormusler M, Bertin L, Fava F, Azbar N (2012) Development of a biofilm technology for the production of 1,3-propanediol (1,3-PDO) from crude glycerol. Biochem Eng J 64:84–90
Cecchini G (2003) Function and structure of complex II of the respiratory chain. Annu Rev Biochem 72:77–109. https://doi.org/10.1146/annurev.biochem.72.121801.161700
Çelik E, Ozbay N, Oktar N, Çalık P (2008) Use of biodiesel byproduct crude glycerol as the carbon source for fermentation processes by recombinant Pichia pastoris. Ind Eng Chem Res 47:2985–2990. https://doi.org/10.1021/ie071613o
Cereghino JL, Cregg JM (2000) Heterologous protein expression in the methylotrophic yeast Pichia pastoris. FEMS Microbiol Rev 24:45–66. https://doi.org/10.1111/j.1574-6976.2000.tb00532.x
Cereghino GP, Cereghino JL, Ilgen C, Cregg JM (2002) Production of recombinant proteins in fermenter cultures of the yeast Pichia pastoris. Curr Opin Biotechnol 13:329–332
Cerrate S, Yan F, Wang Z, Coto C, Sacakli P, Waldroupand PW (2006) Evaluation of glycerine from biodiesel production as a feed ingredient for broilers. Int J Poult Sci 5:1001–1007
Chaiyaso T, Manowattana A (2018) Enhancement of carotenoids and lipids production by oleaginous red yeast Sporidiobolus pararoseus KM281507. Prep Biochem Biotechnol 48:13–23. https://doi.org/10.1080/10826068.2017.1381620
Chatzifragkou A, Papanikolaou S (2012) Effect of impurities in biodiesel-derived waste glycerol on the performance and feasibility of biotechnological processes. Appl Microbiol Biotechnol 95:13–27. https://doi.org/10.1007/s00253-012-4111-3
Chatzifragkou A et al (2011) Biotechnological conversions of biodiesel derived waste glycerol by yeast and fungal species. Energy 36:1097–1108
Cheirsilp B, Suwannarat W, Niyomdecha R (2011) Mixed culture of oleaginous yeast Rhodotorula glutinis and microalga Chlorella vulgaris for lipid production from industrial wastes and its use as biodiesel feedstock. New Biotechnol 28:362–368. https://doi.org/10.1016/j.nbt.2011.01.004
Chen J, Song X, Zhang H, Qu Y (2006) Production, sturucture elucidation and anticancer properties of sophololipid from Wickerhamiella domercqiae. Enzym Microb Technol 39:501–506
Chen J, Zhang X, Drogui P, Tyagi RD (2018a) The pH-based fed-batch for lipid production from Trichosporon oleaginosus with crude glycerol. Bioresour Technol 259:237–243. https://doi.org/10.1016/j.biortech.2018.03.045
Chen J, Zhang X, Tyagi RD, Drogui P (2018b) Utilization of methanol in crude glycerol to assist lipid production in non-sterilized fermentation from Trichosporon oleaginosus. Bioresour Technol 253:8–15. https://doi.org/10.1016/j.biortech.2018.01.008
Cheng L, Liu L, Ye XP (2013) Acrolein production from crude glycerol in sub- and super-critical water. J Am Oil Chem Soc 90:601–610. https://doi.org/10.1007/s11746-012-2189-5
Cheng D, Wang L, Shahbazi A, Xiu S, Zhang B (2014) Characterization of the physical and chemical properties of the distillate fractions of crude bio-oil produced by the glycerol-assisted liquefaction of swine manure. Fuel 130:251–256
Chi Z, Zheng Y, Jiang A, Chen S (2011) Lipid production by culturing oleaginous yeast and algae with food waste and municipal wastewater in an integrated process. Appl Biochem Biotechnol 165:442–453. https://doi.org/10.1007/s12010-011-9263-6
Chisti Y (2007) Biodiesel from microalgae. Biotechnol Adv 25:294–306. https://doi.org/10.1016/j.biotechadv.2007.02.001
Chiu CW, Dasari MA, Sutterlin WR, Suppes GJ (2006) Removal of residual catalyst from simulated biodiesel's crude glycerol for glycerol hydrogenolysis to propylene glycol. Ind Eng Chem Res 45:791–795
Choi WJ, Hartono MR, Chan WH, Yeo SS (2011) Ethanol production from biodiesel-derived crude glycerol by newly isolated Kluyvera cryocrescens. Appl Microbiol Biotechnol 89:1255–1264. https://doi.org/10.1007/s00253-010-3076-3
Chookaew T, Prasertsan P, Ren ZJ (2014) Two-stage conversion of crude glycerol to energy using dark fermentation linked with microbial fuel cell or microbial electrolysis cell. New Biotechnol 31:179–184. https://doi.org/10.1016/j.nbt.2013.12.004
Chung YH, Rico DE, Martinez CM, Cassidy TW, Noirot V, Ames A, Varga GA (2007) Effects of feeding dry glycerin to early postpartum Holstein dairy cows on lactational performance and metabolic profiles. J Dairy Sci 90:5682–5691. https://doi.org/10.3168/jds.2007-0426
Ciriminna R, Meneguzzo F, Delisi R, Pagliaro M (2017) Citric acid: emerging applications of key biotechnology industrial product. Chem Cent J 11:22. https://doi.org/10.1186/s13065-017-0251-y
Claude S (1999) Research of new outlets for glycerol—recent developments in France. Lipid Sci Technol 101:101–104
Clément-Mathieu G, Chain F, Marchand G, Bélanger R (2008) Leaf and powdery mildew colonization by glycolipid-producing Pseudozyma species. Fungal Ecol 1:69–77
Clomburg JM, Gonzalez R (2013) Anaerobic fermentation of glycerol: a platform for renewable fuels and chemicals. Trends Biotechnol 31:20–28. https://doi.org/10.1016/j.tibtech.2012.10.006
Cregg JM, Cereghino JL, Shi J, Higgins DR (2000) Recombinant protein expression in Pichia pastoris. Mol Biotechnol 16:23–52. https://doi.org/10.1385/MB:16:1:23
Cutzu R et al (2013) From crude glycerol to carotenoids by using a Rhodotorula glutinis mutant. World J Microbiol Biotechnol 29:1009–1017. https://doi.org/10.1007/s11274-013-1264-x
Dasari MA, Kiatsimkul PP, Sutterlin WR, Suppes GJ (2005) Lowpressure hydrogenolysis of glycerol to propylene glycol. Appl Catal a-General 281:225–231
Datta R, Henry M (2006) Lactic acid: recent advances in products, processes and technologies – a review. J Chem Technol Biotechnol 81:1119–1129. https://doi.org/10.1002/jctb.1486
De Ley J, Frateur J (1970) The status of the generic name Gluconobacter. Int J Syst Bacteriol 20:83–95
de Lima PB et al (2016) Novel homologous lactate transporter improves L-lactic acid production from glycerol in recombinant strains of Pichia pastoris. Microb Cell Factories 15:158. https://doi.org/10.1186/s12934-016-0557-9
DeFrain JM, Hippen AR, Kalscheur KF, Jardon PW (2004) Feeding glycerol to transition dairy cows: effects on blood metabolites and lactation performance. J Dairy Sci 87:4195–4206. https://doi.org/10.3168/jds.S0022-0302(04)73564-X
Delgado R, Rosas JG, Gómez N, Martínez O, Sanchez ME, Cara J (2013) Energy valorisation of crude glycerol and corn straw by means of slow co-pyrolysis: production and characterisation of gas, char and bio-oil. Fuel 112:31–37. https://doi.org/10.1016/j.fuel.2013.05.005
Demirbas A (2009) Fuels from biomass. In: Biohydrogen: For future engine fuel demands. Springer, London, pp 43–59. https://doi.org/10.1007/978-1-84882-511-6_2
Dobroth ZT, Hu S, Coats ER, McDonald AG (2011) Polyhydroxybutyrate synthesis on biodiesel wastewater using mixed microbial consortia. Bioresour Technol 102:3352–3359. https://doi.org/10.1016/j.biortech.2010.11.053
Dobrowolski A, Mitula P, Rymowicz W, Mironczuk AM (2016) Efficient conversion of crude glycerol from various industrial wastes into single cell oil by yeast Yarrowia lipolytica. Bioresour Technol 207:237–243. https://doi.org/10.1016/j.biortech.2016.02.039
Dosuna-Rodríguez I, Gaigneaux EM (2012) Glycerol acetylation catalysed by ion exchange resins. Catal Today 195:14–21
Dufosse L (2006) Microbial production of food grade pigments. Food Technol Biotechnol 44:313–321
Durnin G, Clomburg J, Yeates Z, Alvarez PJ, Zygourakis K, Campbell P, Gonzalez R (2009) Understanding and harnessing the microaerobic metabolism of glycerol in Escherichia coli. Biotechnol Bioeng 103:148–161. https://doi.org/10.1002/bit.22246
Easterling ER, French WT, Hernandez R, Licha M (2009) The effect of glycerol as a sole and secondary substrate on the growth and fatty acid composition of Rhodotorula glutinis. Bioresour Technol 100:356–361. https://doi.org/10.1016/j.biortech.2008.05.030
Echeverri DA, Perez WA, Rios LA (2013) Synthesis of maleated-castor oil glycerides from biodiesel-derived crude glycerol. Ind Crop Prod 49:299–303
Egermeier M, Russmayer H, Sauer M, Marx H (2017) Metabolic flexibility of Yarrowia lipolytica growing on glycerol. Front Microbiol 8:49. https://doi.org/10.3389/fmicb.2017.00049
Ethier S, Woisard K, Vaughan D, Wen Z (2011) Continuous culture of the microalgae Schizochytrium limacinum on biodiesel-derived crude glycerol for producing docosahexaenoic acid. Bioresour Technol 102:88–93. https://doi.org/10.1016/j.biortech.2010.05.021
Fabiszewska AU, Stolarzewicz I, Zamojska W, Białecka-Florjańczyk E (2014) Carbon sources influencing profile of lipases produced by yeast Yarrowia lipolytica. Appl Biochem Microbiol 50:404–441
Fakas S, Papanikolaou S, Galiotou-Panayotou M, Komaitis M, Aggelis G (2006) Lipids of Cunninghamella echinulata with emphasis to gamma-linolenic acid distribution among lipid classes. Appl Microbiol Biotechnol 73:676–683. https://doi.org/10.1007/s00253-006-0506-3
Fakas S, Papanikolaou S, Batsos A, Galiotou-Panayotou M, Mallouchos A, Aggelis G (2009) Evaluating renewable carbon sources as substrates for single cell oil production by Cunninghamella echinulata and Mortierella isabellina. Biomass Bioenergy 33(4):573–580. https://doi.org/10.1016/j.biombioe.2008.09.006
Feng Y, Yang Q, Wang X, Liu Y, Lee H, Ren N (2011) Treatment of biodiesel production wastes with simultaneous electricity generation using a single-chamber microbial fuel cell. Bioresour Technol 102:411–415. https://doi.org/10.1016/j.biortech.2010.05.059
Ferreira C et al (2005) A member of the sugar transporter family, Stl1p is the glycerol/H+ symporter in Saccharomyces cerevisiae. Mol Biol Cell 16:2068–2076. https://doi.org/10.1091/mbc.E04-10-0884
Fickers P, Benetti PH, Wache Y, Marty A, Mauersberger S, Smit MS, Nicaud JM (2005) Hydrophobic substrate utilisation by the yeast Yarrowia lipolytica, and its potential applications. FEMS Yeast Res 5:527–543. https://doi.org/10.1016/j.femsyr.2004.09.004
Finogenova TV et al (2002) Biosynthesis of citric and isocitric acids from ethanol by mutant Yarrowia lipolytica N 1 under continuous cultivation. Appl Microbiol Biotechnol 59:493–500. https://doi.org/10.1007/s00253-002-1022-8
Finogenova TV, Morgunov IG, Kamzolova SV, Cherniavskaia OG (2005) Organic acid production by the yeast Yarrowia lipolytica (a review). Prikl Biokhim Mikrobiol 41:478–486
Flint N et al (2014) Effects of erythritol on endothelial function in patients with type 2 diabetes mellitus: a pilot study. Acta Diabetol 51:513–516. https://doi.org/10.1007/s00592-013-0534-2
Forster A, Jacobs K, Juretzek T, Mauersberger S, Barth G (2007) Overexpression of the ICL1 gene changes the product ratio of citric acid production by Yarrowia lipolytica. Appl Microbiol Biotechnol 77:861–869. https://doi.org/10.1007/s00253-007-1205-4
Frengova GI, Beshkova DM (2009) Carotenoids from Rhodotorula and Phaffia: yeasts of biotechnological importance. J Ind Microbiol Biotechnol 36:163–180. https://doi.org/10.1007/s10295-008-0492-9
Fukuda H, Kondo A, Noda H (2001) Biodiesel fuel production by transesterification of oils. J Biosci Bioeng 92:405–416
Gancedo C, Gancedo JM, Sols A (1968) Glycerol metabolism in yeasts. Pathways of utilization and production. Eur J Biochem 5:165–172
Gao C et al (2016a) Robust succinic acid production from crude glycerol using engineered Yarrowia lipolytica. Biotechnol Biofuels 9:179. https://doi.org/10.1186/s13068-016-0597-8
Gao Z, Ma Y, Wang Q, Zhang M, Wang J, Liu Y (2016b) Effect of crude glycerol impurities on lipid preparation by Rhodosporidium toruloides yeast 32489. Bioresour Technol 218:373–379. https://doi.org/10.1016/j.biortech.2016.06.088
Gare F (2002) The sweet miracle of xylitol. Basic Health Publications, North Bergen
Garlapati VK, Shankar U, Budhiraja A (2016) Bioconversion technologies of crude glycerol to value added industrial products. Biotechnol Rep 9:9–14. https://doi.org/10.1016/j.btre.2015.11.002
Ghosh D, Sobro IF, Hallenbeck PC (2012a) Stoichiometric conversion of biodiesel derived crude glycerol to hydrogen: response surface methodology study of the effects of light intensity and crude glycerol and glutamate concentration. Bioresour Technol 106:154–160. https://doi.org/10.1016/j.biortech.2011.12.021
Ghosh D, Tourigny A, Hallenbeck PC (2012b) Near stoichiometric reforming of biodiesel derived crude glycerol to hydrogen by photofermentation. Int J Hydrog Energy 37:2273–2277
Gonçalves VLC, Pinto BP, Silva JC, Mota CJA (2008) Acetylation of glycerol catalyzed by different solid acids. Catal Today 133-135:673–677
Goncalves FAG, Colen G, Takahashi JA (2013) Optimization of cultivation conditions for extracellular lipase production by Yarrowia lipolytica using response surface method. Afr J Biotechnol 12:2270–2278
Gonzalez R, Murarka A, Dharmadi Y, Yazdani SS (2008) A new model for the anaerobic fermentation of glycerol in enteric bacteria: trunk and auxiliary pathways in Escherichia coli. Metab Eng 10:234–245. https://doi.org/10.1016/j.ymben.2008.05.001
Groenewald M, Boekhout T, Neuveglise C, Gaillardin C, van Dijck PW, Wyss M (2014) Yarrowia lipolytica: safety assessment of an oleaginous yeast with a great industrial potential. Crit Rev Microbiol 40:187–206. https://doi.org/10.3109/1040841X.2013.770386
Gupta A, Murarka A, Campbell P, Gonzalez R (2009) Anaerobic fermentation of glycerol in Paenibacillus macerans: metabolic pathways and environmental determinants. Appl Environ Microbiol 75:5871–5883. https://doi.org/10.1128/AEM.01246-09
Habe H, Morita T, Sakaki K, Kitamoto D (2008) Isolation and characterization of thermotolerant fungi producing lignoceric acid from glycerol. J Oleo Sci 57:251–255
Hansen CF, Hernandez A, Mullan BP, Moore K, Trezona-Murray M, King RH, Pluske JR (2009) A chemical analysis of samples of crude glycerol from the production of biodiesel in Australia, and the effects of feeding crude glycerol to growing-finishing pigs on performance, plasma metabolites and meat quality at slaughter. Anim Product Sci 49:154–161
Haseeb ASMA, Fazal MA, Jahirul MI, Masjuki HH (2011) Compatibility of automotive materials in biodiesel: a review. Fuel 90:922–931
Hashino E, Kuboniwa M, Alghamdi SA, Yamaguchi M, Yamamoto R, Cho H, Amano A (2013) Erythritol alters microstructure and metabolomic profiles of biofilm composed of Streptococcus gordonii and Porphyromonas gingivalis. Mol Oral Microbiol 28:435–451. https://doi.org/10.1111/omi.12037
Heredia CF, Sols A, DelaFuente G (1968) Specificity of the constitutive hexose transport in yeast. Eur J Biochem 5:321–329
Heretsch P, Thomas F, Aurich A, Krautscheid H, Sicker D, Giannis A (2008) Syntheses with a chiral building block from the citric acid cycle: (2R,3S)-isocitric acid by fermentation of sunflower oil. Angew Chem 47:1958–1960. https://doi.org/10.1002/anie.200705000
Holst B, Lunde C, Lages F, Oliveira R, Lucas C, Kielland-Brandt MC (2000) GUP1 and its close homologue GUP2, encoding multimembrane-spanning proteins involved in active glycerol uptake in Saccharomyces cerevisiae. Mol Microbiol 37:108–124
Holz M, Forster A, Mauersberger S, Barth G (2009) Aconitase overexpression changes the product ratio of citric acid production by Yarrowia lipolytica. Appl Microbiol Biotechnol 81:1087–1096. https://doi.org/10.1007/s00253-008-1725-6
Holz M et al (2011) Overexpression of alpha-ketoglutarate dehydrogenase in Yarrowia lipolytica and its effect on production of organic acids. Appl Microbiol Biotechnol 89:1519–1526. https://doi.org/10.1007/s00253-010-2957-9
Hommel RK, Weber L, Weiss A, Himmelireich U, Rilke O, Kleber H-P (1994) Production of sophorose lipid by Candida (Torulopsis) apicola grown on glucose. J Biotechnol 33:147–155
Hong WK, Kim CH, Heo SY, Luo LH, Oh BR, Seo JW (2010) Enhanced production of ethanol from glycerol by engineered Hansenula polymorpha expressing pyruvate decarboxylase and aldehyde dehydrogenase genes from Zymomonas mobilis. Biotechnol Lett 32:1077–1082. https://doi.org/10.1007/s10529-010-0259-z
Hu S, Luo X, Wan C, Li Y (2012a) Characterization of crude glycerol from biodiesel plants. J Agric Food Chem 60:5915–5921. https://doi.org/10.1021/jf3008629
Hu S, Wan C, Li Y (2012b) Production and characterization of biopolyols and polyurethane foams from crude glycerol based liquefaction of soybean straw. Bioresour Technol 103:227–233. https://doi.org/10.1016/j.biortech.2011.09.125
Hutnan M, Kolesarova N, Bodik I, Czolderova M (2013) Long-term monodigestion of crude glycerol in a UASB reactor. Bioresour Technol 130:88–96. https://doi.org/10.1016/j.biortech.2012.12.003
Imandi SB, Bandaru VV, Somalanka SR, Bandaru SR, Garapati HR (2008) Application of statistical experimental designs for the optimization of medium constituents for the production of citric acid from pineapple waste. Bioresour Technol 99:4445–4450. https://doi.org/10.1016/j.biortech.2007.08.071
Ito T, Nakashimada Y, Senba K, Matsui T, Nishio N (2005) Hydrogen and ethanol production from glycerol-containing wastes discharged after biodiesel manufacturing process. J Biosci Bioeng 100:260–265. https://doi.org/10.1263/jbb.100.260
Janek T, Dobrowolski A, Biegalska A, Mironczuk AM (2017) Characterization of erythrose reductase from Yarrowia lipolytica and its influence on erythritol synthesis. Microb Cell Factories 16:118. https://doi.org/10.1186/s12934-017-0733-6
Javani A, Hasheminejad M, Tahvildari K, Tabatabaei M (2012) High quality potassium phosphate production through step-by-step glycerol purification: a strategy to economize biodiesel production. Bioresour Technol 104:788–790. https://doi.org/10.1016/j.biortech.2011.09.134
Jensen TO, Kvist T, Mikkelsen MJ, Christensen PV, Westermann P (2012) Fermentation of crude glycerol from biodiesel production by Clostridium pasteurianum. J Ind Microbiol Biotechnol 39:709–717. https://doi.org/10.1007/s10295-011-1077-6
Jeya M et al (2009) Isolation of a novel high erythritol-producing Pseudozyma tsukubaensis and scale-up of erythritol fermentation to industrial level. Appl Microbiol Biotechnol 83:225–231. https://doi.org/10.1007/s00253-009-1871-5
Jiang XP, Yin ML, Chen P, Yang Q (2012) Constitutive expression, purification and characterization of bovine prochymosin in Pichia pastoris GS115. World J Microbiol Biotechnol 28:2087–2093. https://doi.org/10.1007/s11274-012-1012-7
Johnson EA, Schroeder WA (1996) Microbial carotenoids. Adv Biochem Eng Biotechnol 53:119–178
Johnson DT, Taconi KA (2007) The glycerin glut: options for the value-added conversion of crude glycerol resulting from biodiesel production. Environ Prog 26:338–348
Jung JY, Kim TY, Ng CY, Oh MK (2012) Characterization of GCY1 in Saccharomyces cerevisiae by metabolic profiling. J Appl Microbiol 113:1468–1478. https://doi.org/10.1111/jam.12013
Juszczyk P, Rymowicz W (2009) Characterization of microbial biomass production from glycerin waste by various yeast strains. In: Aggelis G (ed) Microbial conversions of raw glycerol. Nova Science Publishers, New York, pp 125–135
Juszczyk P, Tomaszewska L, Kita A, Rymowicz W (2013) Biomass production by novel strains of Yarrowia lipolytica using raw glycerol, derived from biodiesel production. Bioresour Technol 137:124–131. https://doi.org/10.1016/j.biortech.2013.03.010
Kamzolova SV, Yusupova AI, Vinokurova NG, Fedotcheva NI, Kondrashova MN, Finogenova TV, Morgunov IG (2009) Chemically assisted microbial production of succinic acid by the yeast Yarrowia lipolytica grown on ethanol. Appl Microbiol Biotechnol 83:1027–1034. https://doi.org/10.1007/s00253-009-1948-1
Kamzolova SV, Fatykhova AR, Dedyukhina EG, Anastassiadis SG, Golovchenko NP, Morgunov IG (2011) Citric acid production by yeast grown on glycerol-containing waste from Biodiesel Industry. Food Technol Biotechnol 49:65–74
Kamzolova SV, Vinokurova NG, Lunina JN, Zelenkova NF, Morgunov IG (2015) Production of technical-grade sodium citrate from glycerol-containing biodiesel waste by Yarrowia lipolytica. Bioresour Technol 193:250–255. https://doi.org/10.1016/j.biortech.2015.06.092
Karaffa L, Kubicek CP (2003) Aspergillus niger citric acid accumulation: do we understand this well working black box? Appl Microbiol Biotechnol 61:189–196. https://doi.org/10.1007/s00253-002-1201-7
Kata I, Semkiv MV, Ruchala J, Dmytruk KV, Sibirny AA (2016) Overexpression of the genes PDC1 and ADH1 activates glycerol conversion to ethanol in the thermotolerant yeast Ogataea (Hansenula) polymorpha. Yeast 33:471–478. https://doi.org/10.1002/yea.3175
Kayingo G, Kilian SG, Prior BA (2001) Conservation and release of osmolytes by yeasts during hypo-osmotic stress. Arch Microbiol 177:29–35. https://doi.org/10.1007/s00203-001-0358-2
Kegl B (2008) Effects of biodiesel on emissions of a bus diesel engine. Bioresour Technol 99:863–873. https://doi.org/10.1016/j.biortech.2007.01.021
Khan A, Bhide A, Gadre R (2009) Mannitol production from glycerol by resting cells of Candida magnoliae. Bioresour Technol 100:4911–4913. https://doi.org/10.1016/j.biortech.2009.04.048
Khot M, Kamat S, Zinjarde S, Pant A, Chopade B, Ravikumar A (2012) Single cell oil of oleaginous fungi from the tropical mangrove wetlands as a potential feedstock for biodiesel. Microb Cell Factories 11:71. https://doi.org/10.1186/1475-2859-11-71
Kijora C, Bergner H, Kupsch RD, Hagemann L (1995) Glycerol as a feed component in fattening pigs. Archiv fur Tierernahrung 47:345–360
Kitamoto D, Isoda H, Nakahara T (2002) Functions and potential applications of glycolipid biosurfactants--from energy-saving materials to gene delivery carriers. J Biosci Bioeng 94:187–201
Klein M, Islam Z-u, Knudsen PB, Carrillo M, Swinnen S, Workman M, Nevoigt E (2016) The expression of glycerol facilitators from various yeast species improves growth on glycerol of Saccharomyces cerevisiae. Metabolic Eng Commun 3:252–257. https://doi.org/10.1016/j.meteno.2016.09.001
Klein M, Swinnen S, Thevelein JM, Nevoigt E (2017) Glycerol metabolism and transport in yeast and fungi: established knowledge and ambiguities. Environ Microbiol 19:878–893. https://doi.org/10.1111/1462-2920.13617
Knothe G (2008) “Designer” Biodiesel: optimizing fatty ester composition to improve fuel properties. Energy Fuels 22:1358–1364 doi:https://doi.org/10.1021/ef700639e
Knothe G, van Gerpen J, Krahl J (2005) The biodiesel handbook. AOCS Press, Champaign
Ko BS, Kim J, Kim JH (2006) Production of xylitol from D-xylose by a xylitol dehydrogenase gene-disrupted mutant of Candida tropicalis. Appl Environ Microbiol 72:4207–4213. https://doi.org/10.1128/AEM.02699-05
Kobayashi Y, Yoshida J, Iwata H, Koyama Y, Kato J, Ogihara J, Kasumi T (2013) Gene expression and function involved in polyol biosynthesis of Trichosporonoides megachiliensis under hyper-osmotic stress. J Biosci Bioeng 115:645–650. https://doi.org/10.1016/j.jbiosc.2012.12.004
Kobayashi Y, Iwata H, Mizushima D, Ogihara J, Kasumi T (2015) Erythritol production by Moniliella megachiliensis using nonrefined glycerol waste as carbon source. Lett Appl Microbiol 60:475–480. https://doi.org/10.1111/lam.12391
Koganti S, Kuo TM, Kurtzman CP, Smith N, Ju LK (2011) Production of arabitol from glycerol: strain screening and study of factors affecting production yield. Appl Microbiol Biotechnol 90:257–267. https://doi.org/10.1007/s00253-010-3015-3
Kogje AB, Ghosalkar A (2017) Xylitol production by genetically modified industrial strain of Saccharomyces cerevisiae using glycerol as co-substrate. J Ind Microbiol Biotechnol 44:961–971. https://doi.org/10.1007/s10295-017-1914-3
Konishi M, Fukuoka T, Morita T, Imura T, Kitamoto D (2008) Production of new types of sophorolipids by Candida batistae. J Oleo Sci 57:359–369
Konishi M, Morita T, Fukuoka T, Imura T, Uemura S, Iwabuchi H, Kitamoto D (2017) Selective production of acid-form Sophorolipids from glycerol by Candida floricola. J Oleo Sci 66:1365–1373. https://doi.org/10.5650/jos.ess17116
Koutinas AA, Chatzifragkou A, Kopsahelis N, Papanikolaou S, Kookos I (2014) Design and techno-economic evaluation of microbial oil production as a renewable resource for biodiesel and oleochemical production. Fuel 116:566–577
Kurtzman CP (1983) Biology and physiology of the D-xylose fermenting yeast Pachysolen tannophilus. Pentoses and Lignin 27:73–83
Kurylenko O et al (2016) New approaches for improving the production of the 1st and 2nd generation ethanol by yeast. Acta Biochim Pol 63:31–38. https://doi.org/10.18388/abp.2015_1156
Kusdiyantini E, Gaudin P, Goma G, Blanc PJ (1998) Growth kinetics and astaxanthin production of Phaffia rhodozyma on glycerol as a carbon source during batch fermentation. Biotechnol Lett 20:929–934. https://doi.org/10.1023/a:1005445808265
Kuttiraja M, Douha A, Valero JR, Tyagi RD (2016) Elucidating the effect of glycerol concentration and C/N ratio on lipid production using Yarrowia lipolytica SKY7. Appl Biochem Biotechnol 180:1586–1600. https://doi.org/10.1007/s12010-016-2189-2
Lages F, Lucas C (1995) Characterization of a glycerol/H+ symport in the halotolerant yeast Pichia sorbitophila. Yeast 11:111–119. https://doi.org/10.1002/yea.320110203
Lages F, Silva-Graca M, Lucas C (1999) Active glycerol uptake is a mechanism underlying halotolerance in yeasts: a study of 42 species. Microbiology 145(Pt 9):2577–2585. https://doi.org/10.1099/00221287-145-9-2577
Lammers PJ et al (2008) Nitrogen-corrected apparent metabolizable energy value of crude glycerol for laying hens. Poult Sci 87:104–107. https://doi.org/10.3382/ps.2007-00255
Lee JK, Koo BS, Kim SY, Hyun HH (2003) Purification and characterization of a novel mannitol dehydrogenase from a newly isolated strain of Candida magnoliae. Appl Environ Microbiol 69:4438–4447
Lee GH, Bae JH, Suh MJ, Kim IH, Hou CT, Kim HR (2007a) New finding and optimal production of a novel extracellular alkaline lipase from Yarrowia lipolytica NRRL Y-2178. J Microbiol Biotechnol 17:1054–1057
Lee JK, Oh DK, Song HY, Kim IW (2007b) Ca2+ and Cu2+ supplementation increases mannitol production by Candida magnoliae. Biotechnol Lett 29:291–294. https://doi.org/10.1007/s10529-006-9230-4
Lee DH, Lee YJ, Ryu YW, Seo JH (2010) Molecular cloning and biochemical characterization of a novel erythrose reductase from Candida magnoliae JH110. Microb Cell Factories 9:43. https://doi.org/10.1186/1475-2859-9-43
Leiva-Candia DE, Tsakona S, Kopsahelis N, Garcia IL, Papanikolaou S, Dorado MP, Koutinas AA (2015) Biorefining of by-product streams from sunflower-based biodiesel production plants for integrated synthesis of microbial oil and value-added co-products. Bioresour Technol 190:57–65. https://doi.org/10.1016/j.biortech.2015.03.114
Li Q, Du W, Liu D (2008) Perspectives of microbial oils for biodiesel production. Appl Microbiol Biotechnol 80:749–756. https://doi.org/10.1007/s00253-008-1625-9
Li C, Gao S, Yang X, Lin CSK (2018a) Green and sustainable succinic acid production from crude glycerol by engineered Yarrowia lipolytica via agricultural residue based in situ fibrous bed bioreactor. Bioresour Technol 249:612–619. https://doi.org/10.1016/j.biortech.2017.10.011
Li J, Lu M, Guo X, Zhang H, Li Y, Han L (2018b) Insights into the improvement of alkaline hydrogen peroxide (AHP) pretreatment on the enzymatic hydrolysis of corn Stover: chemical and microstructural analyses. Bioresour Technol 265:1–7. https://doi.org/10.1016/j.biortech.2018.05.082
Liang Y, Cui Y, Trushenski J, Blackburn JW (2010) Converting crude glycerol derived from yellow grease to lipids through yeast fermentation. Bioresour Technol 101:7581–7586. https://doi.org/10.1016/j.biortech.2010.04.061
Lide DR (1999) Handbook of chemistry and physics. 80th edn. CRC Press, Boca Raton
Liu X, Jensen PR, Workman M (2012) Bioconversion of crude glycerol feedstocks into ethanol by Pachysolen tannophilus. Bioresour Technol 104:579–586. https://doi.org/10.1016/j.biortech.2011.10.065
Liu X, Mortensen UH, Workman M (2013a) Expression and functional studies of genes involved in transport and metabolism of glycerol in Pachysolen tannophilus. Microb Cell Factories 12:27. https://doi.org/10.1186/1475-2859-12-27
Liu YP, Sun Y, Tan C, Li H, Zheng XJ, Jin KQ, Wang G (2013b) Efficient production of dihydroxyacetone from biodiesel-derived crude glycerol by newly isolated Gluconobacter frateurii. Bioresour Technol 142:384–389. https://doi.org/10.1016/j.biortech.2013.05.055
Liu LP, Hu Y, Lou WY, Li N, Wu H, Zong MH (2016) Use of crude glycerol as sole carbon source for microbial lipid production by oleaginous yeasts. Appl Biochem Biotechnol. https://doi.org/10.1007/s12010-016-2340-0
Liu L, Zong M, Hu Y, Li N, Lou W, Wu H (2017) Efficient microbial oil production on crude glycerol by Lipomyces starkeyi AS 2.1560 and its kinetics. Process Biochem 58:230–238
Lo Y, Chen X, Huang C (2013) Dark fermentative hydrogen production with crude glycerol from biodiesel industry using indigenous hydrogen-producing bacteria. Int J Hydrog Energy 38:15815–15822
Longo MA, Sanromán MA (2006) Production of food aroma compounds: microbial and enzymatic methodologies. Food Technol Biotechnol 44:335–353
Looser V et al (2015) Cultivation strategies to enhance productivity of Pichia pastoris: a review. Biotechnol Adv 33:1177–1193. https://doi.org/10.1016/j.biotechadv.2015.05.008
Louhasakul Y, Cheirsilp B (2013) Industrial waste utilization for low-cost production of raw material oil through microbial fermentation. Appl Biochem Biotechnol 169:110–122. https://doi.org/10.1007/s12010-012-9965-4
Lucas C, Da Costa M, van Uden N (1990) Osmoregulatory active sodium-glycerol cotransport in the Halotolerant yeast Debaryomyces hansenii. Yeast 6:187–191
Luo X, Hu S, Zhang X, Li Y (2013) Thermochemical conversion of crude glycerol to biopolyols for the production of polyurethane foams. Bioresour Technol 139:323–329. https://doi.org/10.1016/j.biortech.2013.04.011
Luo Z, Miao J, Luo W, Li G, Du Y, Yu X (2018) Crude glycerol from biodiesel as a carbon source for production of a recombinant highly thermostable beta-mannanase by Pichia pastoris. Biotechnol Lett 40:135–141. https://doi.org/10.1007/s10529-017-2451-x
Luyten K, Albertyn J, Skibbe WF, Prior BA, Ramos J, Thevelein JM, Hohmann S (1995) Fps1, a yeast member of the MIP family of channel proteins, is a facilitator for glycerol uptake and efflux and is inactive under osmotic stress. EMBO J 14:1360–1371
Ma F, Hanna MA (1999) Biodiesel production: a review. Bioresour Technol 70:1–15
Macauley-Patrick S, Fazenda ML, McNeil B, Harvey LM (2005) Heterologous protein production using the Pichia pastoris expression system. Yeast 22:249–270. https://doi.org/10.1002/yea.1208
Magdouli S, Guedri T, Tarek R, Brar SK, Blais JF (2017) Valorization of raw glycerol and crustacean waste into value added products by Yarrowia lipolytica. Bioresour Technol 243:57–68. https://doi.org/10.1016/j.biortech.2017.06.074
Makri A, Fakas S, Aggelis G (2010) Metabolic activities of biotechnological interest in Yarrowia lipolytica grown on glycerol in repeated batch cultures. Bioresour Technol 101:2351–2358. https://doi.org/10.1016/j.biortech.2009.11.024
Maleszka R, Wang P, Schneider H (1982) Ethanol production from D-galactose and glycerol by Pachysolen tannophilus. Enzym Microb Technol 4:349–352
Manara P, Zabaniotou A (2013) Co-pyrolysis of biodiesel-derived glycerol with Greek lignite: a laboratory study. J Anal Appl Pyrolysis 100:166–172
Manowattana A, Techapun C, Watanabe M, Chaiyaso T (2018) Bioconversion of biodiesel-derived crude glycerol into lipids and carotenoids by an oleaginous red yeast Sporidiobolus pararoseus KM281507 in an airlift bioreactor. J Biosci Bioeng 125:59–66. https://doi.org/10.1016/j.jbiosc.2017.07.014
Marchetti JM, Miguel VU, Errazu AF (2007) Possible methods for biodiesel production. Renew Sust Energ Rev 11:1300–1311
Mata-Gomez LC, Montanez JC, Mendez-Zavala A, Aguilar CN (2014) Biotechnological production of carotenoids by yeasts: an overview. Microb Cell Factories 13:12. https://doi.org/10.1186/1475-2859-13-12
Matsuzawa T, Ohashi T, Hosomi A, Tanaka N, Tohda H, Takegawa K (2010) The gld1+ gene encoding glycerol dehydrogenase is required for glycerol metabolism in Schizosaccharomyces pombe. Appl Microbiol Biotechnol 87:715–727. https://doi.org/10.1007/s00253-010-2586-3
Mattanovich D et al (2009) Genome, secretome and glucose transport highlight unique features of the protein production host Pichia pastoris. Microb Cell Factories 8:29. https://doi.org/10.1186/1475-2859-8-29
Mazière A, Prinsen P, García A, Luque R, Len C (2017) A review of progress in (bio)catalytic routes from/to renewable succinic acid. Biofuels Bioprod Biorefin 11:908–931. https://doi.org/10.1002/bbb.1785
Mazumdar S, Blankschien MD, Clomburg JM, Gonzalez R (2013) Efficient synthesis of L-lactic acid from glycerol by metabolically engineered Escherichia coli. Microb Cell Factories 12:7. https://doi.org/10.1186/1475-2859-12-7
McNeil BA, Stuart DT (2018) Lipomyces starkeyi: an emerging cell factory for production of lipids, oleochemicals and biotechnology applications. World J Microbiol Biotechnol 34:147. https://doi.org/10.1007/s11274-018-2532-6
Meher LC, Vidya Sagar D, Naik SN (2006) Technical aspects of biodiesel production by transesterification – a review. Renew Sust Energ Rev 10:248–268
Meiswinkel TM, Rittmann D, Lindner SN, Wendisch VF (2013) Crude glycerol-based production of amino acids and putrescine by Corynebacterium glutamicum. Bioresour Technol 145:254–258. https://doi.org/10.1016/j.biortech.2013.02.053
Miao X, Wu Q (2006) Biodiesel production from heterotrophic microalgal oil. Bioresour Technol 97:841–846. https://doi.org/10.1016/j.biortech.2005.04.008
Miesiac I (2003) Methods for utilization of the glycerine fraction from methanolysis of rape oil. Przemysl Chemiczny 42:1045–1047
Mironczuk AM, Furgala J, Rakicka M, Rymowicz W (2014) Enhanced production of erythritol by Yarrowia lipolytica on glycerol in repeated batch cultures. J Ind Microbiol Biotechnol 41:57–64. https://doi.org/10.1007/s10295-013-1380-5
Mironczuk AM, Rakicka M, Biegalska A, Rymowicz W, Dobrowolski A (2015) A two-stage fermentation process of erythritol production by yeast Y. lipolytica from molasses and glycerol. Bioresour Technol 198:445–455. https://doi.org/10.1016/j.biortech.2015.09.008
Mironczuk AM, Rzechonek DA, Biegalska A, Rakicka M, Dobrowolski A (2016) A novel strain of Yarrowia lipolytica as a platform for value-added product synthesis from glycerol. Biotechnol Biofuels 9:180. https://doi.org/10.1186/s13068-016-0593-z
Moline M, Libkind D, Dieguez Mdel C, van Broock M (2009) Photoprotective role of carotenoids in yeasts: response to UV-B of pigmented and naturally-occurring albino strains. J Photochem Photobiol B 95:156–161. https://doi.org/10.1016/j.jphotobiol.2009.02.006
Moon HJ, Jeya M, Kim IW, Lee JK (2010) Biotechnological production of erythritol and its applications. Appl Microbiol Biotechnol 86:1017–1025. https://doi.org/10.1007/s00253-010-2496-4
Morgunov IG, Kamzolova SV, Perevoznikova OA, Shishkanova NV, Finogenova TV (2004) Pyruvic acid production by a thiamine auxotroph of Yarrowia lipolytica. Process Biochem 39:1469–1474. https://doi.org/10.1016/S0032-9592(03)00259-0
Morgunov IG, Kamzolova SV, Lunina JN (2013) The citric acid production from raw glycerol by Yarrowia lipolytica yeast and its regulation. Appl Microbiol Biotechnol 97:7387–7397. https://doi.org/10.1007/s00253-013-5054-z
Mota CJA, Pinto BP, Lyra JT (2009) Obtenção de ésteres de glicerol para uso como aditivos a combustível. Paper presented at the III Congresso da rede brasileira de biodiesel, Brasília, DF,
Munch G, Sestric R, Sparling R, Levin DB, Cicek N (2015) Lipid production in the under-characterized oleaginous yeasts, Rhodosporidium babjevae and Rhodosporidium diobovatum, from biodiesel-derived waste glycerol. Bioresour Technol 185:49–55. https://doi.org/10.1016/j.biortech.2015.02.051
Munoz RAA, Fernandes DM, Santos DQ, Barbosa TGG, Sousa RMF (2012) Biodiesel: production, characterization, metallic corrosion and analytical methods for contaminants. In: Fang Z (ed) Biodiesel. IntechOpen doi:https://doi.org/10.5772/53655
Nakazawa H, Enei H, Okumura S, Yamada H (1972) Synthesis of L-tryptophan from pyruvate. Agric Biol Chem 32:2528–2532
Nanda MR, Yuan Z, Qin W, Poirier MA, Chunbao X (2014) Purification of crude glycerol using acidification: effects of acid types and product. Character Austin J Chem Eng 1:1004
Nartker S, Ammerman M, Aurandt J, Stogsdil M, Hayden O, Antle C (2014) Increasing biogas production from sewage sludge anaerobic co-digestion process by adding crude glycerol from biodiesel industry. Waste Manag 34:2567–2571. https://doi.org/10.1016/j.wasman.2014.08.017
Ngo TA, Kim M, Sim SJ (2011) High-yield biohydrogen production from biodiesel manufacturing waste by Thermotoga neapolitana. Int J Hydrog Energy 36:5836–5842
Nikel PI, Ramirez MC, Pettinari MJ, Mendez BS, Galvagno MA (2010) Ethanol synthesis from glycerol by Escherichia coli redox mutants expressing adhE from Leuconostoc mesenteroides. J Appl Microbiol 109:492–504. https://doi.org/10.1111/j.1365-2672.2010.04668.x
Norbeck J, Blomberg A (1997) Metabolic and regulatory changes associated with growth of Saccharomyces cerevisiae in 1.4 M NaCl. evidence for osmotic induction of glycerol dissimilation via the dihydroxyacetone pathway. J Biol Chem 272:5544–5554
Noseda DG, Blasco M, Recupero M, Galvagno MA (2014) Bioprocess and downstream optimization of recombinant bovine chymosin B in Pichia (Komagataella) pastoris under methanol-inducible AOXI promoter. Protein Expr Purif 104:85–91. https://doi.org/10.1016/j.pep.2014.09.014
Noseda DG, Recupero M, Blasco M, Bozzo J, Galvagno MA (2016) Production in stirred-tank bioreactor of recombinant bovine chymosin B by a high-level expression transformant clone of Pichia pastoris. Protein Expr Purif 123:112–121. https://doi.org/10.1016/j.pep.2016.03.008
Ochoa-Estopier A, Lesage J, Gorret N, Guillouet SE (2011) Kinetic analysis of a Saccharomyces cerevisiae strain adapted for improved growth on glycerol: implications for the development of yeast bioprocesses on glycerol. Bioresour Technol 102:1521–1527. https://doi.org/10.1016/j.biortech.2010.08.003
Ochoa-Gómez JR et al (2009) Synthesis of glycerol carbonate from glycerol and dimethyl carbonate by transesterification: catalyst screening and reaction optimization. Appl Catal A Gen 366:315–324. https://doi.org/10.1016/j.apcata.2009.07.020
Oh BR et al (2011) Efficient production of ethanol from crude glycerol by a Klebsiella pneumoniae mutant strain. Bioresour Technol 102:3918–3922. https://doi.org/10.1016/j.biortech.2010.12.007
Ohtake S, Wang YJ (2011) Trehalose: current use and future applications. J Pharm Sci 100:2020–2053. https://doi.org/10.1002/jps.22458
Okoye PU, Hameed BH (2016) Review on recent progress in catalytic carboxylation and acetylation of glycerol as a byproduct of biodiesel production. Renew Sust Energ Rev 53:558–574
Oku T, Nakamura S (2007) Threshold for transitory diarrhea induced by ingestion of xylitol and lactitol in young male and female adults. J Nutr Sci Vitaminol 53:13–20
Otto C, Yovkova V, Barth G (2011) Overproduction and secretion of alpha-ketoglutaric acid by microorganisms. Appl Microbiol Biotechnol 92:689–695. https://doi.org/10.1007/s00253-011-3597-4
Otto C, Yovkova V, Aurich A, Mauersberger S, Barth G (2012) Variation of the by-product spectrum during alpha-ketoglutaric acid production from raw glycerol by overexpression of fumarase and pyruvate carboxylase genes in Yarrowia lipolytica. Appl Microbiol Biotechnol 95:905–917. https://doi.org/10.1007/s00253-012-4085-1
Oyedotun KS, Lemire BD (2004) The quaternary structure of the Saccharomyces cerevisiae succinate dehydrogenase. Homology modeling, cofactor docking, and molecular dynamics simulation studies. J Biol Chem 279:9424–9431. https://doi.org/10.1074/jbc.M311876200
Papanikolaou S, Aggelis G (2002) Lipid production by Yarrowia lipolytica growing on industrial glycerol in a single-stage continuous culture. Bioresour Technol 82:43–49
Papanikolaou S, Chevalot I, Komaitis M, Marc I, Aggelis G (2002a) Single cell oil production by Yarrowia lipolytica growing on an industrial derivative of animal fat in batch cultures. Appl Microbiol Biotechnol 58:308–312. https://doi.org/10.1007/s00253-001-0897-0
Papanikolaou S, Muniglia L, Chevalot I, Aggelis G, Marc I (2002b) Yarrowia lipolytica as a potential producer of citric acid from raw glycerol. J Appl Microbiol 92:737–744
Papanikolaou S, Sarantou S, Komaitis M, Aggelis G (2004) Repression of reserve lipid turnover in Cunninghamella echinulata and Mortierella isabellina cultivated in multiple-limited media. J Appl Microbiol 97:867–875. https://doi.org/10.1111/j.1365-2672.2004.02376.x
Papanikolaou S, Chevalot I, Galiotou-Panayotou M, Komaitis M, Marc I, Aggelis G (2007) Industrial derivative of tallow: a promising renewable substrate for microbial lipid, single-cell protein and lipase production by Yarrowia lipolytica. Electron J Biotechnol 10:425–435
Papanikolaou S, Beopoulos A, Koletti A, Thevenieau F, Koutinas AA, Nicaud JM, Aggelis G (2013) Importance of the methyl-citrate cycle on glycerol metabolism in the yeast Yarrowia lipolytica. J Biotechnol 168:303–314
Park YC, Lee DY, Lee DH, Kim HJ, Ryu YW, Seo JH (2005) Proteomics and physiology of erythritol-producing strains. J Chromatogr B, Analyt Technol Biomed Life Sci 815:251–260 doi:https://doi.org/10.1016/j.jchromb.2004.10.065
Park EH, Lee HY, Ryu YW, Seo JH, Kim MD (2011) Role of osmotic and salt stress in the expression of erythrose reductase in Candida magnoliae. J Microbiol Biotechnol 21:1064–1068
Park YC, Oh EJ, Jo JH, Jin YS, Seo JH (2016) Recent advances in biological production of sugar alcohols. Curr Opin Biotechnol 37:105–113. https://doi.org/10.1016/j.copbio.2015.11.006
Pavlik P, Simon M, Schuster T, Ruis H (1993) The glycerol kinase (GUT1) gene of Saccharomyces cerevisiae: cloning and characterization. Curr Genet 24:21–25
Pereira de Andrade D, Carvalho BF, Schwan RF, Dias DR (2017) Production of gamma-Decalactone by yeast strains under different conditions. Food Technol Biotechnol 55:225–230. https://doi.org/10.17113/ftb.55.02.17.5009
Pinzi S, Garcia IL, Lopez-Gimenez FJ, Luque de Castro MD, Dorado G, Dorado MP (2009) The ideal vegetable oil-based biodiesel composition: a review of social, economical and technical implications. Energy Fuel 23:2325–2341. https://doi.org/10.1021/ef801098a
Plácido J, Capareda S (2016) Conversion of residues and by-products from the biodiesel industry into value-added products. Bioresour Bioproc 3:23. https://doi.org/10.1186/s40643-016-0100-1
Polburee P, Yongmanitchai W, Lertwattanasakul N, Ohashi T, Fujiyama K, Limtong S (2015) Characterization of oleaginous yeasts accumulating high levels of lipid when cultivated in glycerol and their potential for lipid production from biodiesel-derived crude glycerol. Fungal Biol 119:1194–1204. https://doi.org/10.1016/j.funbio.2015.09.002
Poli JS, da Silva MA, Siqueira EP, Pasa VM, Rosa CA, Valente P (2014) Microbial lipid produced by Yarrowia lipolytica QU21 using industrial waste: a potential feedstock for biodiesel production. Bioresour Technol 161:320–326. https://doi.org/10.1016/j.biortech.2014.03.083
Pott RW, Howe CJ, Dennis JS (2013) Photofermentation of crude glycerol from biodiesel using Rhodopseudomonas palustris: comparison with organic acids and the identification of inhibitory compounds. Bioresour Technol 130:725–730. https://doi.org/10.1016/j.biortech.2012.11.126
Pott RW, Howe CJ, Dennis JS (2014) The purification of crude glycerol derived from biodiesel manufacture and its use as a substrate by Rhodopseudomonas palustris to produce hydrogen. Bioresour Technol 152:464–470. https://doi.org/10.1016/j.biortech.2013.10.094
Pousa GPAG, Santos ALF, Suarez PAZ (2007) History and policy of biodiesel in Brazil. Energy Policy 35:5393–5398
Pribylova L, de Montigny J, Sychrova H (2007) Osmoresistant yeast Zygosaccharomyces rouxii: the two most studied wild-type strains (ATCC 2623 and ATCC 42981) differ in osmotolerance and glycerol metabolism. Yeast 24:171–180. https://doi.org/10.1002/yea.1470
Pyle DJ, Garcia RA, Wen Z (2008) Producing docosahexaenoic acid (DHA)-rich algae from biodiesel-derived crude glycerol: effects of impurities on DHA production and algal biomass composition. J Agric Food Chem 56:3933–3939. https://doi.org/10.1021/jf800602s
Qiao K et al (2015) Engineering lipid overproduction in the oleaginous yeast Yarrowia lipolytica. Metab Eng 29:56–65. https://doi.org/10.1016/j.ymben.2015.02.005
Quispe CAG, Coronado CJR, Carvalho JA Jr (2013) Glycerol: production, consumption, prices, characterization and new trends in combustion. Renew Sust Energ Rev 27:475–493. https://doi.org/10.1016/j.rser.2013.06.017
Radley S (2016) Biodiesel - Feedstocks, production and applications. Scitus Academics LLC
Raimondi S, Rossi M, Leonardi A, Bianchi MM, Rinaldi T, Amaretti A (2014) Getting lipids from glycerol: new perspectives on biotechnological exploitation of Candida freyschussii. Microb Cell Factories 13:83. https://doi.org/10.1186/1475-2859-13-83
Rakicka M, Lazar Z, Dulermo T, Fickers P, Nicaud JM (2015) Lipid production by the oleaginous yeast Yarrowia lipolytica using industrial by-products under different culture conditions. Biotechnol Biofuels 8:104. https://doi.org/10.1186/s13068-015-0286-z
Rakicka M, Rukowicz B, Rywinska A, Lazar Z, Rymowicz W (2016a) Technology of efficient continuous erythritol production from glycerol. J Clean Prod 139:905–913
Rakicka M, Rywinska A, Cybulski K, Rymowicz W (2016b) Enhanced production of erythritol and mannitol by Yarrowia lipolytica in media containing surfactants. Brazilian J Microbiol 47:417–423. https://doi.org/10.1016/j.bjm.2016.01.011
Rakicka M, Biegalska A, Rymowicz W, Dobrowolski A, Mironczuk AM (2017) Polyol production from waste materials by genetically modified Yarrowia lipolytica. Bioresour Technol 243:393–399. https://doi.org/10.1016/j.biortech.2017.06.137
Ramirez-Castrillon M et al (2017) The oleaginous yeast Meyerozyma guilliermondii BI281A as a new potential biodiesel feedstock: selection and lipid production optimization. Front Microbiol 8:1776. https://doi.org/10.3389/fmicb.2017.01776
Razani SH, Mousavi SM, Yeganeh HM, Marc I (2007) Fatty acid and carotenoid production by Sporobolomyces ruberrimus when using technical glycerol and ammonium sulfate. J Microbiol Biotechnol 17:1591–1597
Rodrigues A, Bordado JC, RGd S (2017) Upgrading the glycerol from biodiesel production as a source of energy carriers and chemicals—a technological review for three chemical pathways. Energies 10:1817
Röhr M, Kubicek CP, Zehentgruber O, Orthofer R (1983) A balance of oxygen and carbon conversion rates during pilot plant citric acid fermentation by Aspergillus Niger. Intl J Microbiol 1:19–25
Romano SD, Sorichetti PA (2011) Introduction to biodiesel production. In: Romano SD, Sorichetti PA (eds) Dielectric spectroscopy in biodiesel production and characterization. Springer, London
Romero-Guido C et al (2011) Biochemistry of lactone formation in yeast and fungi and its utilisation for the production of flavour and fragrance compounds. Appl Microbiol Biotechnol 89:535–547. https://doi.org/10.1007/s00253-010-2945-0
Ronnow B, Kielland-Brandt MC (1993) GUT2, a gene for mitochondrial glycerol 3-phosphate dehydrogenase of Saccharomyces cerevisiae. Yeast 9:1121–1130. https://doi.org/10.1002/yea.320091013
Rossi DM, da Costa JB, de Souza EA, Peralba MCR, Samios D, Ayub MAZ (2011) Comparison of different pretreatment methods for hydrogen production using environmental microbial consortia on residual glycerol from biodiesel. Int J Hydrog Energy 36:4814–4819
Rymowicz W, Rywinska A, Marcinkiewicz M (2009) High-yield production of erythritol from raw glycerol in fed-batch cultures of Yarrowia lipolytica. Biotechnol Lett 31:377–380. https://doi.org/10.1007/s10529-008-9884-1
Rymowicz W, Fatykhova AR, Kamzolova SV, Rywinska A, Morgunov IG (2010) Citric acid production from glycerol-containing waste of biodiesel industry by Yarrowia lipolytica in batch, repeated batch, and cell recycle regimes. Appl Microbiol Biotechnol 87:971–979. https://doi.org/10.1007/s00253-010-2561-z
Rywinska A, Marcinkiewicz M, Cibis E, Rymowicz W (2015) Optimization of medium composition for erythritol production from glycerol by Yarrowia lipolytica using response surface methodology. Prep Biochem Biotechnol 45:515–529. https://doi.org/10.1080/10826068.2014.940966
Rzechonek DA, Dobrowolski A, Rymowicz W, Mironczuk AM (2018) Recent advances in biological production of erythritol. Crit Rev Biotechnol 38:620–633. https://doi.org/10.1080/07388551.2017.1380598
Rzechonek DA, Dobrowolski A, Rymowicz W, Mironczuk AM (2019) Aseptic production of citric and isocitric acid from crude glycerol by genetically modified Yarrowia lipolytica. Bioresour Technol 271:340–344. https://doi.org/10.1016/j.biortech.2018.09.118
Sabourin-Provost G, Hallenbeck PC (2009) High yield conversion of a crude glycerol fraction from biodiesel production to hydrogen by photofermentation. Bioresour Technol 100:3513–3517. https://doi.org/10.1016/j.biortech.2009.03.027
Saenge C, Cheirsilp B, Suksaroge TT, Bourtoom T (2011) Potential use of oleaginous red yeast Rhodotorula glutinis for the bioconversion of crude glycerol from biodiesel plant to lipids and carotenoids. Process Biochem 46:210–218
Saha BC, Racine FM (2011) Biotechnological production of mannitol and its applications. Appl Microbiol Biotechnol 89:879–891. https://doi.org/10.1007/s00253-010-2979-3
Sanchez AM, Bennett GN, San KY (2005) Novel pathway engineering design of the anaerobic central metabolic pathway in Escherichia coli to increase succinate yield and productivity. Metab Eng 7:229–239. https://doi.org/10.1016/j.ymben.2005.03.001
Sánchez EA, D’Angelo MA, Comelli RA (2010) Hydrogen production from glycerol on Ni/Al2O3 catalyst. Int J Hydr Energy 35:5902–5907
Santibanez C, Teresa Varnero M, Bustamante M (2011) Residual glycerol from biodiesel manufacturing, waste or potential source of bioenergy: a review. Chilean J Agricult Res 71:469–475
Sarma SJ et al (2013) Evaluation of different supplementary nutrients for enhanced biohydrogen production by Enterobacter aerogenes NRRL B 407 using waste derived crude glycerol. Int J Hydrog Energy 38:15815–15822
Sarma SJ, Brar SK, Le Bihan Y, Buelna G, Soccol CR (2014) Mitigation of the inhibitory effect of soap by magnesium salt treatment of crude glycerol – a novel approach for enhanced biohydrogen production from the biodiesel industry waste. Bioresour Technol 151:49–53. https://doi.org/10.1016/j.biortech.2013.10.042
Sauer M, Porro D, Mattanovich D, Branduardi P (2008) Microbial production of organic acids: expanding the markets. Trends Biotechnol 26:100–108. https://doi.org/10.1016/j.tibtech.2007.11.006
Sauer M, Porro D, Mattanovich D, Branduardi P (2010) 16 years research on lactic acid production with yeast – ready for the market? Biotechnol Genet Eng Rev 27:229–256
Sawada K, Taki A, Yamakawa T, Seki M (2009) Key role for transketolase activity in erythritol production by Trichosporonoides megachiliensis SN-G42. J Biosci Bioeng 108:385–390. https://doi.org/10.1016/j.jbiosc.2009.05.008
Scholten E, Renz T, Thomas J (2009) Continuous cultivation approach for fermentative succinic acid production from crude glycerol by Basfia succiniciproducens DD1. Biotechnol Lett 31:1947–1951. https://doi.org/10.1007/s10529-009-0104-4
Schwab AW, Bagby MO, Freedman B (1987) Preparation and properties of diesel fuels from vegetable oils. Fuel 66:1372–1378
Semkiv MV, Dmytruk KV, Abbas CA, Sibirny AA (2017) Biotechnology of Glycerol Production and Conversion in Yeasts. In: Sibirny AA (ed) Biotechnology of yeasts and filamentous fungi. Springer, Cham, pp 117–148
Shen T, Junyong Z, Xiushan Y (2011) Evaluation of an adapted inhibitor-tolerant yeast strain for ethanol production from combined hydrolysate of softwood. Appl Energy 88:1792–1796
Shen H, Gong Z, Yang X, Jin G, Bai F, Zhao ZK (2013) Kinetics of continuous cultivation of the oleaginous yeast Rhodosporidium toruloides. J Biotechnol 168:85–89. https://doi.org/10.1016/j.jbiotec.2013.08.010
Shieh CJ, Liao HF, Lee CC (2003) Optimization of lipase-catalyzed biodiesel by response surface methodology. Bioresour Technol 88:103–106
Signori L, Ami D, Posteri R, Giuzzi A, Mereghetti P, Porro D, Branduardi P (2016) Assessing an effective feeding strategy to optimize crude glycerol utilization as sustainable carbon source for lipid accumulation in oleaginous yeasts. Microb Cell Factories 15:75. https://doi.org/10.1186/s12934-016-0467-x
Siles Lopez JA, Martin Santos Mde L, Chica Perez AF, Martin Martin A (2009) Anaerobic digestion of glycerol derived from biodiesel manufacturing. Bioresour Technol 100:5609–5615. https://doi.org/10.1016/j.biortech.2009.06.017
Singh SP, Singh D (2010) Biodiesel production through the use of different sources and characterization of oils and their esters as the substitute of diesel: a review. Renew Sust Energ Rev 14:200–216
Singh B, Korstad J, Sharma YC (2012) A critical review on corrosion of compression ignition (CI) engine parts by biodiesel and biodiesel blends and its inhibition. Renew Sust Energ Rev 16:3401–3408
Sinha S, Agarwal AK, Garg S (2008) Biodiesel development from rice bran oil: Transesterification process optimization and fuel characterization. Energy Convers Manag 49:1248–1257. https://doi.org/10.1016/jenconman200708010
Skoulou V, Manara P, Zabaniotou A (2012) H2 enriched fuels from co-pyrolysis of crude glycerol with biomass. J Anal Appl Pyrolysis 97:198–204
Smirnov AA, Selishcheva SA, Yakovlev VA (2018) Acetalization catalysts for synthesis of valuable oxygenated fuel additives from glycerol. Catalysts 8:595
Soares GPA, Souza KST, Vilela LF, Schwan RF, Dias DR (2017) Gamma-decalactone production by Yarrowia lipolytica and Lindnera saturnus in crude glycerol. Prep Biochem Biotechnol 47:633–637. https://doi.org/10.1080/10826068.2017.1286601
Solomon BO, Zeng AP, Biebl H, Schlieker H, Posten C, Deckwer WD (1995) Comparison of the energetic efficiencies of hydrogen and oxychemicals formation in Klebsiella pneumoniae and Clostridium butyricum during anaerobic growth on glycerol. J Biotechnol 39:107–117
Song KH, Lee JK, Song JY, Hong SG, Baek H, Kim SY, Hyun HH (2002) Production of mannitol by a novel strain of Candida magnoliae. Biotechnol Lett 24(1):9–12
Sousa M, Melo VM, Rodrigues S, Sant'ana HB, Goncalves LR (2012) Screening of biosurfactant-producing Bacillus strains using glycerol from the biodiesel synthesis as main carbon source. Bioprocess Biosyst Eng 35:897–906. https://doi.org/10.1007/s00449-011-0674-0
Souza KS, Schwan RF, Dias DR (2014) Lipid and citric acid production by wild yeasts grown in glycerol. J Microbiol Biotechnol 24:497–506
Souza KS, Ramos CL, Schwan RF, Dias DR (2017) Lipid production by yeasts grown on crude glycerol from biodiesel industry. Prep Biochem Biotechnol 47:357–363. https://doi.org/10.1080/10826068.2016.1244689
Spier F, Buffon JG, Burkert CA (2015) Bioconversion of raw glycerol generated from the synthesis of biodiesel by different oleaginous yeasts: lipid content and fatty acid profile of biomass. Indian J Microbiol 55:415–422. https://doi.org/10.1007/s12088-015-0533-9
Sprague GF, Cronan JE (1977) Isolation and characterization of Saccharomyces cerevisiae mutants defective in glycerol catabolism. J Bacteriol 129:1335–1342
Stanko RT, Tietze DL, Arch JE (1992) Body composition, energy utilization, and nitrogen metabolism with a severely restricted diet supplemented with dihydroxyacetone and pyruvate. Am J Clin Nutr 55:771–776. https://doi.org/10.1093/ajcn/55.4.771
Stepanov N, Efremenko E (2017) Immobilised cells of Pachysolen tannophilus yeast for ethanol production from crude glycerol. New Biotechnol 34:54–58. https://doi.org/10.1016/j.nbt.2016.05.002
Suh SO, Zhou JJ (2010) Methylotrophic yeasts near Ogataea (Hansenula) polymorpha: a proposal of Ogataea angusta comb. nov. and Candida parapolymorpha sp. nov. FEMS Yeast Res 10:631–638. https://doi.org/10.1111/j.1567-1364.2010.00634.x
Sutherland FC et al (1997) Characteristics of Fps1-dependent and -independent glycerol transport in Saccharomyces cerevisiae. J Bacteriol 179:7790–7795
Suwannarangsee S et al (2010) Characterization of alcohol dehydrogenase 1 of the thermotolerant methylotrophic yeast Hansenula polymorpha. Appl Microbiol Biotechnol 88:497–507. https://doi.org/10.1007/s00253-010-2752-7
Swinnen S, Klein M, Carrillo M, McInnes J, Nguyen HT, Nevoigt E (2013) Re-evaluation of glycerol utilization in Saccharomyces cerevisiae: characterization of an isolate that grows on glycerol without supporting supplements. Biotechnol Biofuels 6:157. https://doi.org/10.1186/1754-6834-6-157
Taccari M, Canonico L, Comitini F, Mannazzu I, Ciani M (2012) Screening of yeasts for growth on crude glycerol and optimization of biomass production. Bioresour Technol 110:488–495. https://doi.org/10.1016/j.biortech.2012.01.109
Takakuwa N, Nagahama S, Matsumura H, Kinoshita M, Ohnishi M (2013) Efficient conversion of crude glycerol into triacylglycerol by the yeast Pseudozyma sp. TYC-2187 for biodiesel production. J Oleo Sci 62:605–612
Tan JP, Md Jahim J, Wu TY, Harun S, Kim BH, Mohammad AW (2014) Insight into biomass as a renewable carbon source for the production of succinic acid and the factors affecting the metabolic flux toward higher succinate yield. Indust Eng Chem Res 53:16123–16134. https://doi.org/10.1021/ie502178j
Tang S, Boehme L, Lam H, Zhang Z (2009) Pichia pastoris fermentation for phytase production using crude glycerol from biodiesel production as the sole carbon source. Biochem Eng J 43:157–162
Tani Y, Yamada K (1987) Glycerol metabolism in Methylotrophic yeasts. Agric Biol Chem 51:1927–1933. https://doi.org/10.1080/00021369.1987.10868322
Thiru M, Sankh S, Rangaswamy V (2011) Process for biodiesel production from Cryptococcus curvatus. Bioresour Technol 102:10436–10440. https://doi.org/10.1016/j.biortech.2011.08.102
Thompson JC, He BB (2006) Characterization of crude glycerol from biodiesel production from multiple feedstocks. Appl Eng Agric 22:261–265
Tomaszewska L, Rywinska A, Gladkowski W (2012) Production of erythritol and mannitol by Yarrowia lipolytica yeast in media containing glycerol. J Ind Microbiol Biotechnol 39:1333–1343. https://doi.org/10.1007/s10295-012-1145-6
Tomaszewska L, Rakicka M, Rymowicz W, Rywinska A (2014a) A comparative study on glycerol metabolism to erythritol and citric acid in Yarrowia lipolytica yeast cells. FEMS Yeast Res 14:966–976. https://doi.org/10.1111/1567-1364.12184
Tomaszewska L, Rymowicz W, Rywinska A (2014b) Mineral supplementation increases erythrose reductase activity in erythritol biosynthesis from glycerol by Yarrowia lipolytica. Appl Biochem Biotechnol 172:3069–3078. https://doi.org/10.1007/s12010-014-0745-1
Tuza P, Manfro RL, Ribeiro NFP, Souza MMVM (2014) Production of renewable hydrogen by aqueous-phase reforming of glycerol over Ni-Cu catalysts derived from hydrotalcite precursors. Prog Sustain Energy Technol Gener Renew Energy 1:413–426
Uckun Kiran E, Trzcinski A, Webb C (2013) Microbial oil produced from biodiesel by-products could enhance overall production. Bioresour Technol 129:650–654. https://doi.org/10.1016/j.biortech.2012.11.152
Valerio O, Horvath T, Pond C, Misra M, Mohanty A (2015) Improved utilization of crude glycerol from biodiesel industries: synthesis and characterization of sustainable biobased polyesters. Ind Crop Prod 78:141–147
van Hoek P, Flikweert MT, van der Aart QJ, Steensma HY, van Dijken JP, Pronk JT (1998) Effects of pyruvate decarboxylase overproduction on flux distribution at the pyruvate branch point in Saccharomyces cerevisiae. Appl Environ Microbiol 64:2133–2140
van Zyl PJ, Kilian SG, Prior BA (1990) The role of an active transport mechanism in glycerol accumulation during osmoregulation by Zygosaccharomyces rouxii. Appl Microbiol Biotechnol 34:231–235
Varanda MG, Pinto G, Martins F (2011) Life cycle analysis of biodiesel production. Fuel Process Technol 92:1087–1094
Varrone C et al (2013) Enrichment of activated sludge for enhanced hydrogen production from crude glycerol. Int J Hydrog Energy 38:1319–1331
Veiga-Da-Cunha M, Firme P, Romao MV, Santos H (1992) Application of C nuclear magnetic resonance to elucidate the unexpected biosynthesis of erythritol by Leuconostoc oenos. Appl Environ Microbiol 58:2271–2279
Venkataramanan KP, Boatman JJ, Kurniawan Y, Taconi KA, Bothun GD, Scholz C (2012) Impact of impurities in biodiesel-derived crude glycerol on the fermentation by Clostridium pasteurianum ATCC 6013. Appl Microbiol Biotechnol 93:1325–1335. https://doi.org/10.1007/s00253-011-3766-5
Vershinin A (1999) Biological functions of carotenoids--diversity and evolution. Biofactors 10:99–104
Vodnar DC, Dulf FV, Pop OL, Socaciu C (2013) L (+)-lactic acid production by pellet-form Rhizopus oryzae NRRL 395 on biodiesel crude glycerol. Microb Cell Factories 12:92. https://doi.org/10.1186/1475-2859-12-92
Volpato G, Rodrigues RC, Heck JX, Ayub MAZ (2008) Production of organic solvent tolerant lipase by Staphylococcus caseolyticus EX17 using raw glycerol as substrate. J Chem Technol Biotechnol 83:821–828. https://doi.org/10.1002/jctb.1875
Wang Z, Zhuge J, Cao Y, Chen J, Fang H (2000) The key enzymes of metabolisms of glycerol in Candida glycerolgenesis. Wei sheng wu xue bao = Acta microbiologica Sinica 40:180–187
Watanabe T, Watanabe I, Yamamoto M, Ando A, Nakamura T (2011) A UV-induced mutant of Pichia stipitis with increased ethanol production from xylose and selection of a spontaneous mutant with increased ethanol tolerance. Bioresour Technol 102:1844–1848. https://doi.org/10.1016/j.biortech.2010.09.087
West TP (2013) Citric acid production by Candida species grown on a soy-based crude glycerol. Prep Biochem Biotechnol 43:601–611. https://doi.org/10.1080/10826068.2012.762929
White J et al. (2004) Top value added chemicals from biomass: results of screening for potential candidates from sugars and synthesis gas, vol 1. U.S. Department of Energy [Office of] Energy Efficiency and Renewable Energy, Washington, DC
Xiu S, Shahbazi A, Shirley V, Mims MR, Wallace CW (2010) Effectiveness and mechanisms of crude glycerol on the biofuel production from swine manure through hydrothermal pyrolysis. J Anal Appl Pyrolysis 87:194–198
Xu J, Zhao X, Wang W, Du W, Liu D (2012) Microbial conversion of biodiesel byproduct glycerol to triacylglycerols by oleaginous yeast Rhodosporidium toruloides and the individual effect of some impurities on lipid production. Biochem Eng J 65:30–36
Yamada H, Kumagai H, Kashima N, Torii H, Enei H, Okumura S (1972) Synthesis of L-tyrosine from pyruvate, ammonia and phenol by crystalline tyrosine phenol lyase. Biochem Biophys Res Commun 46:370–374
Yan Q, Zheng P, Dong JJ, Sun ZH (2014) A fibrous bed bioreactor to improve the productivity of succinic acid by Actinobacillus succinogenes. J Chem Technol Biotechnol 89(11):1760–1766. https://doi.org/10.1002/jctb.4257
Yang J, Xu M, Zhang X, Hu Q, Sommerfeld M, Chen Y (2011) Life-cycle analysis on biodiesel production from microalgae: water footprint and nutrients balance. Bioresour Technol 102:159–165. https://doi.org/10.1016/j.biortech.2010.07.017
Yang F, Hanna MA, Sun R (2012) Value-added uses for crude glycerol – a byproduct of biodiesel production. Biotechnol Biofuels 5:13. https://doi.org/10.1186/1754-6834-5-13
Yang LB, Zhan XB, Zheng ZY, Wu JR, Gao MJ, Lin CC (2014a) A novel osmotic pressure control fed-batch fermentation strategy for improvement of erythritol production by Yarrowia lipolytica from glycerol. Bioresour Technol 151:120–127. https://doi.org/10.1016/j.biortech.2013.10.031
Yang X, Jin G, Gong Z, Shen H, Bai F, Zhao ZK (2014b) Recycling biodiesel-derived glycerol by the oleaginous yeast Rhodosporidium toruloides Y4 through the two-stage lipid production process. Biochem Eng J 91:86–91
Yang LB, Zhan XB, Zhu L, Gao MJ, Lin CC (2016) Optimization of a low-cost hyperosmotic medium and establishing the fermentation kinetics of erythritol production by Yarrowia lipolytica from crude glycerol. Prep Biochem Biotechnol 46:376–383. https://doi.org/10.1080/10826068.2015.1045604
Yazdani SS, Gonzalez R (2007) Anaerobic fermentation of glycerol: a path to economic viability for the biofuels industry. Curr Opin Biotechnol 18:213–219. https://doi.org/10.1016/j.copbio.2007.05.002
Yen HW, Zhang Z (2011) Effects of dissolved oxygen level on cell growth and total lipid accumulation in the cultivation of Rhodotorula glutinis. J Biosci Bioeng 112:71–74. https://doi.org/10.1016/j.jbiosc.2011.03.013
Yen HW, Yang YC, Yu YH (2012) Using crude glycerol and thin stillage for the production of microbial lipids through the cultivation of Rhodotorula glutinis. J Biosci Bioeng 114:453–456. https://doi.org/10.1016/j.jbiosc.2012.04.022
Yilmaztekin M, Tay S (2013) Enhanced production of isoamyl acetate via biotransformation with Lindnera saturnus by in situ product removal with macroporous adsorption resins. Paper presented at the 4th European yeast flavour workshop
Yin X, Madzak C, Du G, Zhou J, Chen J (2012) Enhanced alpha-ketoglutaric acid production in Yarrowia lipolytica WSH-Z06 by regulation of the pyruvate carboxylation pathway. Appl Microbiol Biotechnol 96:1527–1537. https://doi.org/10.1007/s00253-012-4192-z
Yonehara T, Miyata R (1994) Fermentative production of pyruvate from glucose by Torulopsis glabrata. J Ferment Bioeng 78:155–159
Yu KO, Kim SW, Han SO (2010) Engineering of glycerol utilization pathway for ethanol production by Saccharomyces cerevisiae. Bioresour Technol 101:4157–4161. https://doi.org/10.1016/j.biortech.2010.01.066
Yu KO, Jung J, Ramzi AB, Kim SW, Park C, Han SO (2012) Improvement of ethanol yield from glycerol via conversion of pyruvate to ethanol in metabolically engineered Saccharomyces cerevisiae. Appl Biochem Biotechnol 166:856–865. https://doi.org/10.1007/s12010-011-9475-9
Yu KO, Jung J, Ramzi AB, Choe SH, Kim SW, Park C, Han SO (2013) Development of a Saccharomyces cerevisiae strain for increasing the accumulation of triacylglycerol as a microbial oil feedstock for biodiesel production using glycerol as a substrate. Biotechnol Bioeng 110:343–347. https://doi.org/10.1002/bit.24623
Yuksel A, Sasaki M, Goto M (2011) A new green technology: hydrothermal electrolysis for the treatment of biodiesel wastewater. Res Chem Intermed 37:131–143. https://doi.org/10.1007/s11164-011-0260-8
Yuzbashev TV et al (2010) Production of succinic acid at low pH by a recombinant strain of the aerobic yeast Yarrowia lipolytica. Biotechnol Bioeng 107:673–682. https://doi.org/10.1002/bit.22859
Zhang D, Liang N, Shi Z, Liu L, Chen J, Du G (2009) Enhancement of α-ketoglutarate production in Torulopsis glabrata: redistribution of carbon flux from pyruvate to α-ketoglutarate. Biotechnol Bioprocess Eng 14:134–139. https://doi.org/10.1007/s12257-008-0169-2
Zhang X, Yan S, Tyagi RD, Surampalli RY, Valero JR (2016) Energy balance of biofuel production from biological conversion of crude glycerol. J Environ Manag 170:169–176. https://doi.org/10.1016/j.jenvman.2015.09.031
Zhang X, Chen J, Yan S, Tyagi RD, Surampalli RY, Li J (2017) Lipid production for biodiesel from sludge and crude glycerol. Water Environ Res 89:424–439 doi:https://doi.org/10.2175/106143017X14839994523424
Zhao L, Yu J, Zhang X, Tan T (2010) The ethanol tolerance of Pachysolen tannophilus in fermentation on xylose. Appl Biochem Biotechnol 160:378–385. https://doi.org/10.1007/s12010-008-8308-y
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Semkiv, M., Sibirny, A. (2019). Yeasts for Bioconversion of Crude Glycerol to High-Value Chemicals. In: Sibirny, A. (eds) Non-conventional Yeasts: from Basic Research to Application. Springer, Cham. https://doi.org/10.1007/978-3-030-21110-3_12
Download citation
DOI: https://doi.org/10.1007/978-3-030-21110-3_12
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-21109-7
Online ISBN: 978-3-030-21110-3
eBook Packages: Biomedical and Life SciencesBiomedical and Life Sciences (R0)