
Abstract
Continuous urge for generation of complex intricate features on harder and tougher materials with close dimensional tolerance and superior surface quality has led to the development of non-traditional machining (NTM) processes. Unlike the conventional machining processes, the NTM processes employ energy in various forms or their combinations for removal of material from the workpiece. As these processes are quite capital-intensive, their performance needs to be optimized. In this direction, applications of various multi-criteria decision making (MCDM) techniques have already become popular. This paper provides a comprehensive review of the present literature on the applications of MCDM techniques for parametric optimization of NTM processes. Among all the NTM processes, electrochemical machining (ECM), electrical discharge machining (EDM), wire electrical discharge machining (WEDM), abrasive water jet machining (AWJM), laser beam machining (LBM), ultrasonic machining (USM), and plasma arc machining (PAM) are considered in this paper due to their widespread acceptance in modern manufacturing industries. The essence of all the reviewed articles would help the process engineers in identifying the most suitable experimental design plan, work material, process parameters and responses, MCDM tools, criteria weight measurement techniques, and hybrid models for parametric optimization of NTM processes. Future directions are also included to explore the feasibility of newer MCDM tools to have more pragmatic solutions.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
In conventional machining processes, material is usually removed by shearing action where the shear force is provided by a single- or multi-point cutting tool kept in contact with the workpiece. In those processes, tool material is required to be harder than the workpiece for smooth cutting action. But, there are certain machining situations wherein the conventional machining processes cannot be able to deliver the required degree of dimensional accuracy or sometimes they cannot even machine certain materials. For example, long holes with small diameters are difficult to generate by the conventional drilling operation because of a potential buckling due to high slenderness ratio of the drill bit (Youssef and El-Hofy 2020). It is also a well-known fact that an increase in work material hardness reduces the economic cutting capability of the conventional machining processes. The advanced engineering materials, like ferrous alloys, titanium, nickel, aluminum, cobalt and their alloys, Nimonics, ceramics, composites, etc. possess some typical mechanical properties, such as high strength-to-weight ratio, excessive hardness, high toughness, high strength temperature resistance, etc. which make them unsuitable to be machined by the conventional material removal processes (El-Hofy 2005). These materials have already found wide-ranging applications in diverse technologically advanced industries, like aerospace, nuclear, defence, automobile, etc. To fulfill such requirements, newer material removal processes have been developed in the form of NTM processes which can be commercially utilized to machine different hard-to-cut materials. Unlike the conventional machining processes, they employ energy in the form of thermal, chemical, electrical, mechanical or a combination of them to remove material from the workpiece (Pandey and Shan 1980). In these processes, the tool does not make any direct contact with the workpiece and mechanism of material removal is not necessarily shearing. They are favored because of their capability to provide excellent surface finish with higher dimensional accuracy, minimum tool wear, and possibility of automation, miniaturization, etc. They are now being successfully employed to machine and fabricate micro as well as nano-components (Bhattacharyya and Doloi 2020). But, these processes also have some disadvantages, like higher initial setup cost and energy consumption, requirement of skilled manpower, low MRR, not suitable for bulk production, etc.
In today’s highly competitive manufacturing environment, process optimization plays a key role in reducing manufacturing cost, achieving better product quality, enhancing process performance with reduction of human error, and promoting consistent operation. It also helps in reducing the operator’s/machinist’s involvement and dependency of the data handbooks in identifying the optimal set of process parameters. Lack of awareness of the optimal intermix of various process parameters may lead to several machining inconsistencies. As the machining processes involve multiple conflicting objectives (like maximization of MRR and minimization of SR, maximization of machining rate and minimization of energy consumption, etc.), it is always preferred to deploy multi-objective optimization techniques which can identify the most suitable combinations of the process parameters resulting in simultaneous optimization of the responses under consideration.
Like other machining processes, in NTM processes, attainment of the desired response values is also significantly influenced by the proper setting or tuning of the considered input parameters. An improperly selected parametric combination may lead to consequences, like short circuit, workpiece deformation, damage of tool, etc. Bhattacharyya and Sorkhel (1999) pointed out that in an ECM process, the target values of MRR and OC could only be achieved at an optimal combination of electrolyte concentration, applied voltage, inter-electrode gap and electrolyte flow rate. On the other hand, Muthuramalingam and Mohan (2015) studied the effects of pulse shape and discharge energy on attaining the most desirable values of MRR, SR, and EWR in an EDM process. Many of the NTM processes are capital-intensive, consume high specific energy, have extremely low MRR, and high tooling and operating cost. Hence, for efficient deployment of these processes and explore their maximum machining performance, careful selection of the corresponding input parameters has become essential. Involvement of large number of input parameters and conflicting responses, and their possible interactions also make parametric optimization of the NTM processes more complex.
The MCDM techniques are those mathematical tools which help in identifying the best alternative from a set of feasible solutions in the presence of conflicting criteria. They have already become popular among the decision making community due to their simplicity and uncomplicated computational steps. Application of any of the MCDM techniques requires a decision matrix having a set of alternatives and evaluation criteria. An experimental design plan with different parametric combinations and responses for any of the machining processes closely resembles a decision matrix. Thus, MCDM techniques have appeared to be viable tools in solving parametric optimization problems of diverse machining processes (Sidhu et al. 2018; Asjad and Talib 2018). The present literature is flooded with successful applications of different MCDM techniques in determining the optimal intermixes of various NTM process parameters leading to better response values. In this paper, more than 200 research articles (most of them have been published during the last 10 years) on parametric optimization of ECM, EDM, WEDM, AWJM, LBM, PAM, and USM processes (due to their wide acceptability in modern-day manufacturing industries) using MCDM tools are critically analyzed in succinct tabular forms. Special attention is provided on identification of the experimental design plan deployed, material machined, process parameters and responses considered, and MCDM tool employed. Attempts are also put forward to extract information with respect to integration of those MCDM tools with other mathematical techniques (criteria weight measurement, fuzzy theory, etc.). This review paper would be an asset to the machinists as well as researchers for optimization of NTM processes. The essence of this paper would help the process engineers/machine operators in first searching out the most suitable design plan before any real-time experiment based on the number of NTM parameters and their operating levels. It would guide in selecting the appropriate work material to be machined focusing on the requirements of the present-day manufacturing industries. For each NTM process, the most significant input parameters affecting the responses under consideration can be identified and the relevant quality characteristics of the machined components can be shortlisted fulfilling the requirements of all the stakeholders. It would help in providing guidance with respect to employment of suitable techniques for quantitatively estimating the importance of the responses and optimization of the NTM processes. This paper is structured as follows: Section 2 briefly describes the working principles of some of the NTM processes adopted by the past researchers for their parametric optimization. Section 3 presents a concise review of the most popular MCDM techniques. Reviews on the applications of different MCDM methods for parametric optimization of the considered NTM processes are presented in succinct tabular forms in Sect. 4. Outcomes of this review paper are summarized in Sect. 5 and conclusions are drawn in Sect. 6 along with the future directions.
2 Classification of NTM processes
As already mentioned, the NTM processes employ different energies in their direct forms or their combinations for material removal. Thus, it is always advisable to classify them based on the source of energy, i.e. mechanical, thermal, chemical and electrochemical, and hybrid, as shown in Fig. 1. Mechanical processes involve erosion of work material using a high velocity stream of fluid or abrasive particles. In thermal processes, electrical energy is converted into thermal energy which is responsible for material removal from the workpiece by vaporization or fusion. Chemical processes utilize chemicals to act as etchants for material removal while other portions of the workpiece are covered by a suitable mask, whereas, electrochemical dissolution of the workpiece leads to material removal in ECM processes. In hybrid processes, two or more NTM processes are synergically combined with an aim to achieve better machining performance than their constituent processes. For example, AJM and WJM processes are combined together to develop AWJM process where a water jet mixed with abrasive particles is injected at an extremely high speed on to the workpiece surface leading to material removal due to mechanical actions of both water and abrasives.

Classification of NTM processes
2.1 ECM process
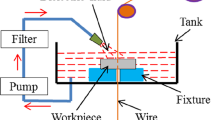
The basic principle of material removal in ECM is same as the process of electrolysis. Here, the tool acts as a cathode and the workpiece acts as an anode. Low voltage high current DC flows through them through an electrolyte solution which flows between the inter-electrode gap (Yuan et al. 2021). Material removal takes place as a result of anode losing ions which are carried away by the pressurized electrolyte. During the machining operation, the tool is guided towards the workpiece without touching it. Due to electrolytic action, material is dissolved from the workpiece with the tool forming the desired shape on the workpiece surface. The machined feature would be an exact mirror image of the tool. This process is widely employed in aerospace, automotive and medical equipment industries because of its high level of accuracy. The main benefit of this process is high MRR as well as precision machining of only electrically conductive materials. During ECM, the workpiece is not subjected to any kind of thermal and mechanical stresses which is considered as one of the deciding factors to choose ECM over the other NTM processes.
2.2 EDM process
The material removal mechanism of EDM process is based on the principle of thermo-electric phenomenon where the electrical energy is converted into thermal energy. A series of sparks is thus generated yielding high temperature resulting in melting and vaporization of the work material (Ho and Newman 2003). The evaporated metal and some portion of the molten material are then flushed away from the machining zone by a dielectric fluid. In this process, both the tool and the workpiece should be electrically conductive, and a minimum gap needs to be maintained between them. It is one of the most popular NTM processes being widely employed by the aerospace, automotive, mold, and tool and die making industries. This process is mainly utilized to machine hard conductive materials which are quite difficult to machine using the conventional machining processes with high dimensional accuracy and excellent surface finish (Hasçalık and Çaydaş 2007).
2.3 WEDM process
The working principle of WEDM process is quite similar to that of EDM process with respect to material removal mechanism. In this process, a thin strand of wire, typically made of brass, is continuously fed through the workpiece which is entirely submerged in a dielectric fluid (Xu 2012). The wire is automatically supplied from a spool, and is guided by two wire guides held at the top and bottom of the workpiece to keep the wire in tension. The movements of these guides are regulated by a computer numerical control mechanism. Unlike EDM, in WEDM process, the wire acts as an electrode and the material removal takes place due to generation of sparks. The dielectric fluid used in WEDM helps to rinse out the debris from the machining zone. This process can cut materials as thick as 300 mm, and is capable of generating intricate geometries on diverse hard and difficult-to-machine materials, like MMCs, carbides, ceramics, etc. (Alduroobi et al. 2020). Due to high precision in cutting, it is widely used in tool and die making, aerospace, and automotive industries (Shivade and Shinde 2014).
2.4 AWJM process
The AWJM is one of the hybrid machining processes, combining the material removal principles of both AJM and WJM processes. It is a cold machining process in which abrasives are proportionately mixed with water to perform the material removal operation by plastic deformation, erosion, and fracture of the workpiece. In this process, the available pressure energy of water is transformed into kinetic energy by allowing it to pass through a small nozzle to perform the required machining operation. Some portion of the impulsive force of water is also transferred as kinetic energy to the abrasive particles, thereby rapidly increasing their velocity to help in material removal (Muthuramalingam et al. 2018). Besides being a carrier for the abrasives, water also acts as a cooling agent and flushes away the eroded particles from the machining zone. It also prevents the abrasives from spreading away after exit from the nozzle. Besides machining SS, MMCs, titanium, Inconel, brass, etc., it is extremely suitable for non-conductive materials, which have found large applications in automotive, nuclear, aerospace, oil, medical, and construction industries (Azmir et al. 2009).
2.5 LBM process
In LBM process, material removal takes place using thermal energy through melting, vaporization, and degradation of chemical bonds of the work material. A high energy density laser beam (e.g. CO2, Nd:YAG, etc.) is focused on the workpiece surface in a very narrow area by a lens which is subsequently absorbed by the work material to be transformed into a molten, vaporized or chemically changed state due to impingement of photons into the workpiece. A flow of high pressure assist gas jet then helps to eject the transformed material from the machining zone (Meijer 2004). Due to its various unique characteristics, like no tool wear, no built-up edge formation, no residual stress, no vibration, etc., laser cutting process is capable of machining a wide range of engineering materials (metals and non-metals), having high brittleness, and low thermal diffusivity and conductivity properties. This process is being effectively employed for cutting, drilling, marking, welding, grooving, and micro-machining operations (Shivakoti et al. 2021).
2.6 PAM process
This NTM process was primarily developed in the mid 1950s to cut SS and aluminum alloys. Plasma is the fourth and the most highly energized state of matter (Xu et al. 2002). In this process, an inert gas is blown with high speed out from a nozzle and at the same time, electric arc is generated through the gas to the workpiece surface leading to formation of plasma. The high-temperature plasma arc has sufficient energy to melt or vaporize the surface being cut and move very fast to flow the molten metal away from the cutting zone (Patel et al. 2018). As compared to LBM process, PAM has a larger spot size, making it suitable in the milling process. It has the advantages to cut non-conductive materials, less maintenance cost and can be easily automated. It has been extremely popular in shipbuilding and process technology industries.
2.7 USM process
It is an example of mechanical type of NTM process, mainly employed to machine hard and brittle materials. The material removal process consists of a shaped tool, high frequency mechanical vibrator, and abrasive slurry. The tool is prepared according to the preferred shape to be generated on the workpiece surface (Thoe et al. 1998). The tool is mounted on a tool cone which usually vibrates with a frequency of 20 kHz and amplitude of 0.013–0.1 mm on the work surface. The material is removed from the workpiece through hammering of abrasive particles on the work surface with the help of the vibrating tool. As the tool vibrates in the downward stoke, it hits the abrasive particles which as a result attain kinetic energy and strike the workpiece surface with higher force sufficient enough for material erosion and removal. Due to erosion of material in small quantities, it has very low MRR (Kumar 2013), but it is capable of generating intricate holes/cavities on brittle and hard materials with excellent surface finish.
3 MCDM techniques
In this section, for description of the MCDM techniques mainly applied by the past researchers for parametric optimization of different NTM processes, the decision problem is stated as an m × n matrix, called the decision/evaluation matrix, where m and n denote the number of alternatives and number of criteria, respectively. In manufacturing environment, the design plan deployed for conducting the experiments resembles a typical decision matrix, with each row representing an alternative experimental trial (combination of different settings of the input parameters) and each column symbolizing a criterion (response/process output). Almost all the MCDM methods have two common initial steps, i.e. (a) normalization of the decision matrix to assure that all of its elements are on a non-dimensional and similar scale, and (b) development of the corresponding weighted normalized decision matrix. This weight normalized decision matrix is formulated after multiplying the elements of the normalized decision matrix by the criteria weights. Thus, the weight (relative importance) assigned to each criterion under consideration plays an important role in arriving at the final decision. However, it should be noted that some MCDM methods have in-built criteria weight calculation step, while for most of the MCDM techniques, criteria weights are externally provided. After these two steps, each MCDM method adopts its inherent algorithm to compute a ‘performance score’, which is essentially a non-dimensional number that allows unbiased comparison of the candidate alternatives on a single scale. Based on the considered algorithm and operational procedure, the MCDM methods can be broadly categorized as elemental approaches, pair-wise comparison-based approaches, unique synthesizing approaches, distance-based approaches, dominance-based approaches and outranking approaches. Elementary methods aim in reducing the intricate decision making problem into singular basis for selection of an alternative. In pair-wise comparison approaches, all the criteria are first pair-wise compared to evaluate their weights. Thereafter, the alternatives are pair-wise compared with respect to each of the criteria to estimate their relative performance. The relative performance of the alternatives and criteria weights are finally aggregated together to rank the alternatives. Unique synthesizing approaches employ some special mathematical and analytical techniques in the modeling and execution phase. Distance-based approaches depend on ideal, anti-ideal, and reference points to derive a preference order of the alternatives. In dominance-based approaches, the degree by which one alternative dominates another alternative or is being dominated by other alternative with respect to a particular criterion is calculated. These dominance degrees are aggregated together to aid in final ranking of the alternatives. The outranking approaches employ a series of pair-wise comparisons of the alternatives with respect to each criterion to frame an outranking relation indicating the degree of dominance of one alternative over the other. Most of the MCDM methods seek to maximize this performance score, i.e. a higher value corresponds to a better solution. However, a very few MCDM methods, like VIKOR work on the minimization philosophy, where a lower value of the performance score corresponds to a better solution. It is worthwhile to mention here that the term ‘performance score’ is considered in a more generic way and the actual terminology for each method is explained in Table 1.
It has already been mentioned that assignment of relative weights to the criteria (responses in case of NTM processes) significantly influences the solution of any of the MCDM methods with respect to the ranking of the alternatives. These weights can be allotted to the responses in different ways, e.g. equal, subjective, objective or combination of subjective and objective weights. To ease out the calculation steps involved in MCDM, the decision makers usually prefer to assign equal importance to all the criteria. The AHP is a popular subjective method of weight calculation based on pair-wise comparison of criteria. But, it is occasionally influenced by the judgments of the decision makers, has a strict hierarchical structure (the criteria are independent) and suffers from the problem of rank reversal. The past researchers also employed entropy, SDV, and CRITIC methods as effective objective tools while assigning relative importance to different responses during experiments. All these methods estimate the criteria weights based on randomness of the data itself. Entropy method (Kumar et al. 2021) calculates the weights using the information content in the criteria values of the alternatives. This uncertain information (entropy) is computed using probability theory. If a criterion has the same value for each of the alternatives, it would not provide any information to differentiate the alternatives. On the other hand, a criterion with varying values for the alternatives has high information content, being more capable in comparing the alternatives. The SDV method estimates the standard deviation for each criterion and its normalized value is treated as the criterion weight. On the other hand, in CRITIC method (Diakoulaki et al. 1995), criteria weights depend on the standard deviations of the normalized criteria values and correlation coefficients between all pairs of the considered criteria. The details of different criteria weight measurement techniques can be available in Chakraborty et al. (2023).
4 Parametric optimization of NTM processes using MCDM techniques
4.1 ECM process
In ECM process, electrolytic dissolution is responsible for removal of material from the workpiece and the machined component would be a mirror copy of the tool (electrode). The dissolved material is rinsed out from the machining zone with the help of pressurized electrolyte flow. Low voltage high current DC is applied between the electrode and workpiece resulting in anodic dissolution. During material removal, the tool is guided towards the workpiece without making a direct contact. Bhattacharyya and Sorkhel (1999) observed that while keeping other parameters constant, MRR would increase nonlinearly with increasing values of electrolyte concentration, electrolyte flow rate, and applied voltage. However, their higher values had detrimental effects on OC. It can be revealed from Table 2 that the past researchers thus mainly considered applied voltage, electrolyte concentration and its flow rate, feed rate, inter-electrode gap, duty cycle (pulse-on time + pulse-off time), duty ratio (pulse-on time/duty cycle), etc. as the predominant ECM parameters affecting the responses. It is noticed from this table that almost all the ECM experiments were conducted based on Taguchi’s OAs. Selection of an appropriate OA principally depends of the number of input parameters and their operating levels. With respect to work materials machined, ECM operations were mainly performed on those materials (like various grades of steel and SS, titanium and aluminum alloys, Inconel, Hastelloy, Al MMCs, etc.) which are usually difficult-to-cut by the conventional machining processes. The performance (productivity) of any of the machining processes is measured with respect to MRR and surface quality of the machined components is evaluated using Ra value. Besides measuring MRR and Ra for an ECM process while machining EN 31 steel material, Das et al. (2014a) also determined values of Rq, Rsk, Rku, and Rsm as the other surface characteristics. But, the correlations between those surface characteristics were not explored. It is worthwhile to mention here that some of those surface properties may be correlated. The optimal settings of electrolyte concentration, feed rate, voltage, and inter-electrode gap were later determined using GRA technique. During any of the NTM operations, quality of the machined holes is usually measured with respect to ROC which is the difference between hole diameter and electrode diameter, divided by two. On the other hand, while generating cavities, pockets, channels, etc., OC is treated as the metric for dimensional deviation. Circularity, cylindricity, perpendicularity, delamination, taper angle, etc., were also considered by the past researchers for measuring hole quality during ECM operation.
Table 2 unveils that almost all the past researchers applied either GRA or TOPSIS for optimization of the ECM processes. The popularity of these MCDM techniques may be due to their extremely simple and easily understandable calculation steps. Khan and Maity (2016a), and Chandrasekhar and Prasad (2020), respectively, employed MOORA and VIKOR methods for the same purpose. Soundarrajan and Thanigaivelan (2018) contrasted the multi-objective optimization performance of TOPSIS and GRA methods, and concluded that GRA would be a more preferred technique achieving 35.24% improvement in the preference grade as compared to 17.54% improvement attained in TOPSIS. On the other hand, Krishnan et al. (2020) interestingly noticed that the applications of both VIKOR and TOPSIS methods would provide the same combination of voltage, duty ratio, feed rate, electrolyte concentration, and tool rotational speed for achieving improved values of MRR, Ra, and taper angle. With respect to the relative importance assigned to the responses, the past researchers mostly preferred to allocate equal weights simply to reduce the computational burden. Chandrasekhar and Prasad (2020) estimated those weights employing entropy method, whereas, Singh et al. (2015) and Agrawal et al. (2018) applied PCA technique for the same purpose. The PCA is a powerful mathematical tool for data dimensionality reduction, and estimation of the proportionate contribution of the responses in decision making based on eigenvector and eigenvalues.
To resolve the ambiguity during allocation of relative weights to the responses, Mohanty et al. (2015) integrated fuzzy theory with TOPSIS in an attempt to identify the optimal intermix of voltage, feed rate and electrolyte concentration while achieving the most desired MRR and Ra values. Trapezoidal fuzzy numbers were assigned to both the responses to determine their significance. Santhi et al. (2013) first performed ECM experiments using a CCD plan, and applied DFA to transform both the MRR and Ra values into a global knit quality index. Fuzzy set theory along with trapezoidal membership function was later utilized to convert the input parameters and responses into fuzzy scales. Finally, TOPSIS was adopted to optimize the considered process based on the closeness coefficients. Chakraborty et al. (2018) proposed the application of grey-fuzzy logic approach as an effective multi-objective optimization tool for an ECM process. Besides identifying the optimal parametric combination, it also helped in developing simple ‘If–Then’ rules to investigate the effects of feed rate, voltage, electrolyte concentration and reinforcement content on MRR, ROC, and Ra. It was noticed that the proposed approach would outperform TOPSIS with respect to the predicted values of grey-fuzzy relational grade.
4.2 EDM process
Among all the NTM processes, EDM is the most important one, extensively used in various modern-day industries, mainly for making tools and dies. It is a thermo-electric process where material removal takes place under high frequency controlled pulses generated in the dielectric fluid between the tool and workpiece. A plasma channel developed in the spark gap is maintained between the tool and workpiece. Continuous bombardment of ions and electrons, raising the temperature around 8000°-12,000 °C in the small gap, causes vaporization and erosion of the work material. Although it has extremely low MRR, but it can machine components with satisfactory surface finish. As it is a thermo-electric process, tool (electrode) wear, formation of HAZ, white (recast) layer, surface crack, residual stress, change in the micro-structural properties of the workpiece, etc., are inevitable which adversely affect the geometrical accuracy of the machined components. Table 2 presents some of the recent research works carried out on optimization of the EDM processes.
It can be revealed from Table 2 that most of the past researchers adopted Taguchi’s OA for conducting the experiments; and preferred to machine various grades of steel and SS, aluminum MMCs, aluminum, Nimonic, titanium and their alloys, ceramic composites, Inconel, etc., due to their poor machinability properties, but having immense potentialities as advanced engineering materials. Pulse-on time, pulse-off time, discharge current, gap voltage, flushing pressure of the dielectric, etc., as the process parameters; and MRR, Ra, EWR/TWR/tool wear ratio, surface crack density, white layer thickness, micro-hardness, etc., as the responses were treated with maximum importance during EDM operations. Although GRA and TOPSIS were the two most popular approaches for EDM process optimization, but the applications of other MCDM tools, like SAW, WPM, WASPAS, MOORA, VIKOR, PROMETHEE, ARAS, COPRAS and similarity index method were also occasionally found.
Sivapirakasam et al. (2011), Senthil et al. (2014), Tiwary et al. (2014), Dewangan et al. (2015a), Roy and Dutta (2019), and Viswanth et al. (2020) intergated TOPSIS with fuzzy set theory for assigning relative importance to the responses under uncertain environment, and later optimized the EDM processes under consideration. On the other hand, Dewangan et al. (2015b), and Singh and Sharma (2018) proposed the combined application of GRA and fuzzy logic to frame ‘If–Then’ clauses to study the influences of various EDM parameters on the responses leading to process optimization. Singh and Sharma (2018) also employed ANFIS as a prediction tool to envisage the response values for an EDM process. Using DoE, Chakraborty et al. (2019) developed TOPSIS-based metamodels to optimize the performance of an EDM process. Huu (2020) estimated the subjective criteria weights using AHP and applied similarity index method as a multi-objective optimization tool for a powder-mixed EDM process. Similarly, while machining ceramic composites, Chaudhury and Samantaray (2020) first determined the relative importance of the responses using WPCA approach, and later optimized the EDM process using MOORA method.
Some of the researchers also endeavored to integrate metaheuristic algorithms with MCDM techniques for optimization of the EDM processes. Prabhu and Vinayagam (2016) first applied TOPSIS to identify the best combination of pulse current, pulse duration, and pulse voltage during EDM of AISI D2 tool steel material, and later validated the derived solutions with the help of developed regression equations which were subsequently solved using GA technique. Based on a CCD plan with 20 experiments, Sharma et al. (2020) developed two second-order polynomial equations for electrical discharge drilling rate and EWR. The GRA technique was employed to calculate the corresponding grey relational grades for all the experimental trials which were again employed to formulate a regression model. Finally, TLBO algorithm was utilized to solve the developed model to identify the optimal intermix of EDM process parameters. Shastri and Mohanty (2021) developed a regression model correlating the net outranking flow of PROMETHEE and EDM process parameters which was subsequently optimized with the help of CSA. A combination of discharge current = 3 A, voltage = 60 V, pulse-on time = 100 µs, duty factor = 85% and copper electrode would provide the optimal values of the responses under consideration.
Despite its several advantages, EDM is a hazardous process, releasing large amount of harmful solid and liquid wastes along with expulsion of toxic gases, thus polluting the environment (Sivapirakasam et al. 2011). These harmful and toxic substances may cause severe health hazards due to inward breath, ingestion or skin contact. Nowadays, green-EDM has emerged out as a suitable alternative of EDM process with minimum use of dielectric fluid, energy consumption, and emission of toxic gases. Sivapirakasam et al. (2011) optimized a green-EDM process using TOPSIS while machining high carbon high chromium (HCHCr) tool steel material. Using the same dataset of Sivapirakasam et al. (2011), Jagadish (2015, 2016) employed GRA technique to determine the ideal settings of pulse duration, peak current, flushing pressure, and dielectric level to minimize the hazardous effects of EDM process along with minimum tool wear and process energy (Table 3). The corresponding criteria weights were calculated using entropy method and PCA, respectively. While developing a causal diagram for a green-EDM process, Das and Chakraborty (2020a) applied DEMATEL to segregate all the responses into corresponding cause and effect groups, and optimized the process using SIR method. It was observed that the adopted approach would provide better results as compared to TOPSIS and same results as grey-AHP method.
4.3 WEDM process
Unlike EDM process, a thin wire (usually made of brass, tungsten or molybdenum with diameter 0.05–0.30 mm) is utilized in WEDM as an electrode to convert electrical energy into thermal energy to cut intricate 2- and 3-dimensional profiles on various harder and tougher materials due to spark erosion (Rao et al. 2020). In this process, material is eroded ahead of the wire, and there is no direct contact between the wire and workpiece. Due to high accuracy level and good surface finish, it has found its major applications in manufacturing of extrusion dies, stamping dies and prototype components. Pulse-on time, pulse-off time, discharge current, gap voltage, pulse frequency, wire feed rate, wire tension, dielectric pressure, etc., are the main input parameters for this process. On the other hand, besides MRR and Ra, KW is treated as the most important measure of dimensional deviation of the machined components. Its value is estimated after adding the wire diameter to 2 × ‘wire-workpiece gap distance’ (Selvam and Kumar 2017). While machining Hastelloy-C-276 work material using a brass wire, Selvam and Kumar (2017) observed that KW would increase with increasing values of pulse-on time and pulse-off time, whereas, higher values of pulse current, gap voltage, and wire tension would result in lower KW.
A concise review of different MCDM methods applied by the past researchers for optimizing WEDM processes is presented in Table 4. Gauri and Chakraborty (2010) adopted four multi-objective optimization techniques in the form of GRA, MRSN, WSN, and VIKOR, and concluded that WSN would supersede others in optimizing the WEDM process. Azhiri et al. (2014) and Kumar et al. (2019b) determined the optimal combinations of the WEDM process parameters using GRA technique, and later employed ANFIS models to accurately predict the corresponding responses. Similarly, besides process optimization, the applications of fuzzy logic in studying the relationships between WEDM process parameters and responses can be found in Majumder and Maity (2018a, b), Das et al. (2019), Guha et al. (2021). Majumder and Maity (2018a, b) also deployed GRNN as a predictive tool for the responses during WEDM of Nitinol shape memory alloy. Diyaley et al. (2017) optimized a WEDM process using PSI and TOPSIS methods, and noticed that both the MCDM techniques would provide the same combination of pulse-on time, pulse-off time, servo voltage, and wire tension. Similarly, Patel and Maniya (2019) applied MOORA, GRA, TOPSIS, ARAS, and OCRA methods for parametric optimization of a WEDM process, and observed that those preference ranking methods would lead to varied intermixes of the input parameters for different aluminum MMCs.
Reddy and Reddy (2018) and Sen et al. (2021), respectively, adopted neutrosophic fuzzy number and trapezoidal interval type-2 fuzzy number for criteria weight measurement under uncertain environment, and pointed out that their integration with MCDM techniques would provide more pragmatic solutions. For a WEDM process, Kumar and Narasimhamu (2020) first employed TOPSIS to compute the closeness coefficients of all the experimental trials which were subsequently utilized to formulate a regression equation. The GWO was finally applied to optimize the developed equation along with determination of the optimal settings of pulse-on time, pulse-off time, wire feed rate, and water pressure. Tudu et al. (2021) presented the application of WASPAS and MOGA techniques for optimizing a WEDM process, and observed that both the approaches would provide almost comparable results for MRR and Ra.
4.4 AWJM process
The AWJM is a hybrid NTM process in which the working principles of AJM and WJM are synergically integrated to remove material mainly from brittle materials (glass and ceramics). In this process, abrasive particles, like SiC, B4C, etc., proportionately mixed with water, are passed through a small nozzle and ejected on to the workpiece surface causing removal of material due to erosive action. Thus, various features of the abrasive as well as nozzle, like abrasive grain size, abrasive flow rate, water pressure, nozzle diameter, stand-off distance, etc., play significant roles in attaining the desired properties of the work materials. From Table 5, which presents a literature survey on optimization of AWJM processes using MCDM techniques, it can be noticed that most of the researchers utilized this process for machining of ceramics and composite materials.
Tozan (2011) and Yuvaraj and Pradeep Kumar (2018) considered the application of fuzzy theory along with the MCDM techniques while assigning relative importance to the responses under consideration. It was concluded that the integrated approach could effectively resolve the ambiguity and uncertainty involved in the group decision making scenario. Deris et al. (2013) hybridized GRA and SVM to develop a predictive model for an AWJM process. It was postulated that the proposed model would provide better results as compared to GRA which was only applied to identify the significant process parameters affecting the responses. Rao et al. (2019) optimized the input parameters of an AWJM process using Jaya algorithm and its posteriori version. It was observed that the derived optimal solutions would outperform those as obtained by other metaheuristics, like particle swarm optimization, CSA, simulated annealing, firefly algorithm, blackhole algorithm, and bio-geography-based optimization techniques. Finally, PROMETHEE was implemented to single out the best solution from the set of the Pareto-optimal solutions developed using the multi-objective version of Jaya algorithm. In a recent paper, Das and Chakraborty (2021) integrated grey correlational method with EDAS to solve the parametric optimization problem of an AWJM process.
4.5 LBM process
The LBM process employs a high intensity laser beam, focused on to the workpiece surface to a very small spot with the help of a lens. Due to extremely high temperature at the narrow zone on the surface, material removal takes place through melting and/or vaporization of the work material, leaving a crater on the incident area of the beam. The molten material is blown away from the machining zone with the help of air, oxygen, nitrogen or argon, which also helps in minimizing the HAZ. It has several advantages, like higher cutting speed, high degree of flexibility and automation, lower level of noise, etc. Micro-holes with better KW, smaller HAZ and accurate cut edge profile can be easily generated using this process. It can also machine brittle materials.
Based on the working principle of this process, it can be revealed that the researchers should be interested to control dimensional accuracy of the machined components while setting the optimal values of laser beam power, pulse width, pulse frequency, focus position, cutting speed, and pressure and flow rate of the assist gas during LBM operation. While assigning relative importance to the considered responses using suitable linguistic variables, Priyadarshini et al. (2017), and Biswas et al. (2019) combined fuzzy theory with TOPSIS for parametric optimization of LBM processes. In the similar direction, fuzzy logic was hybridized with GRA to frame fuzzy rules to investigate the effects of varying LBM process parameters on the responses and also to search out the ideal settings of those parameters (Priyadarshini et al. 2015; Joshi and Sharma 2018; Das et al. 2018). Madic et al. (2016) first applied AHP to determine weights of KW, Ra, and perpendicularity, and later optimized an LBM process using WASPAS and OCRA methods. The applications of both the MCDM approaches had identified the same parametric intermix of the said process. The same research group also applied PSI method to optimize an LBM process (Madić et al. 2017). Sivaprasad and Haq (2019) and Das and Chakraborty (2020b), respectively, employed similarity index and SIR methods to determine the ideal combinations of different input parameters leading to optimization of LBM processes. While machining Kevlar-29 and Basalt materials using LBM process, Gautam and Mishra (2019) applied GRA to compute the grey relational grades of all the experimental trials which were subsequently utilized to develop a nonlinear model taking into account the considered process parameters. Finally, GA was employed to solve the model along with determination of the optimal parametric intermix. Integrating FEM and ANN, Mishra and Yadava (2013) developed a prediction model for a laser beam percussion drilling process. At first, FEM-based thermal models for the process were developed, considering temperature-dependent thermal properties, optical properties and phase change phenomena of aluminum. The ANN was then trained using the input and output data based on the FEM model. Finally, the said process was optimized using GRA and PCA techniques. The adopted multi-objective optimization tool was able to maximize MRR with reduced values of taper angle and HAZ. A concise review on the applications of MCDM methods for optimizing LBM processes is provided in Table 6.
4.6 USM process
During USM operation, material is removed from the workpiece surface with the help of low amplitude and high frequency vibration of a tool in the presence of abrasive particles. The material removal takes place due to abrasion of the abrasive-loaded liquid slurry circulating between the workpiece and the tool vibrating perpendicular to the workpiece at an ultrasonic frequency. It differs from the other NTM processes as minimum amount of heat is generated during the machining operation. It can also effectively machine brittle materials. To expedite the performance of USM process, type, size of the abrasive and its concentration, power rating, abrasive flow rate, etc., are identified to play important roles.
Chakravorty et al. (2013) applied four techniques, i.e. GRA, WSN, MRSN, and UT for simultaneous optimization of MRR, Ra, and TWR during machining of cobalt-based superalloy and tungsten carbide work materials. It was noticed that WSN having simple computational steps would provide the best intermix of the considered USM parameters. The relative importance of MRR, TWR, and OC was first estimated by Bania et al. (2021a) using CRITIC method, and EDAS method as an MCDM tool was later adopted to optimize the USM process. Similarly, Bania et al. (2021b) determined weights of the responses using CRITIC, and adopted TODIM method to search out the best combination of abrasive flow rate, power rating, abrasive grit size, and slurry concentration which would simultaneously maximize MRR, and minimize TWR and OC. Table 7 enlists the MCDM techniques adopted by the past researchers for optimizing USM processes.
4.7 PAM process
In PAM process, material is removed by directing a high velocity jet of high-temperature ionized gas on to the workpiece, causing melting and vaporization of the material. This ionized gas is known as plasma. It can effectively machine thick hard and brittle materials, and has a faster machining rate while providing good dimensional accuracy. The applications of different MCDM techniques for parametric optimization of PAM processes are presented in Table 8.
Maity and Bagal (2015) integrated GRA with PCA to study the effects of current, voltage, feed rate, and torch height while optimizing MRR, Ra, dross, kerf and chamfer during machining of AISI 316 SS work material using PAM process. Hamdy et al. (2019) first determined the relative importance of Ra, MRR, kerf taper, and dross using SDV method. The MOORA method was later adopted to convert the multiple responses into a single performance index which was subsequently modelled using GA. The derived solutions would help in studying the effects of PAM parameters on the responses and determining the ideal parametric intermix of the said process.
5 Summary
This paper reviews more than 200 research articles mainly published during the last ten years on the applications of different MCDM techniques for optimizing ECM, EDM, WEDM, AWJM, LBM, USM, and PAM processes. It can be revealed from Fig. 2 that EDM and WEDM processes contribute 32.2% and 25.7%, respectively, to the total number of articles reviewed. The immense popularity of these two NTM processes may be due to their potentiality to generate complex and intricate shape features on various conductive and non-conductive advanced engineering materials used in modern-day automobile, molding, tool and die making industries. This review paper also extracts valuable information with respect to the design plans deployed for conducting the required experiments, materials machined, process parameters and responses considered, and MCDM methods applied for optimizing the said NTM processes. Figure 3 exhibits that among different experimental design plans, L9 (27.7%), L18 (16.0%) and L27 (31.6%) are maximally considered while conducting experiments leading to optimization of the NTM processes. Perhaps the main reason for huge popularity of OAs (L9, L18, L27, etc.) lies in their simplicity. The OAs, which are developed with a fraction of full factorial array, maintain independency between various factors evaluated. They are also extremely potent tools for pilot analysis as the number of factors evaluated can often be increased without increasing the number of tests to be carried out. For example, considering a three-level design, an L9 OA can be employed for constructing a DoE of 2, 3, and 4 number of factors. Thus, they can be effectively utilized to study machining characteristics of the NTM processes with minimum number of experimental trials. Figure 3 also reveals that CCD (12.1%) and BBD (2.2%) plans are also employed mainly to develop the corresponding metametals correlating the NTM process parameters and responses.

NTM processes considered for parametric optimization

Experimental design plans deployed for parametric optimization of the NTM processes
From Fig. 4, which shows various work materials machined by the NTM processes, it can be unveiled that different grades of steel and SS, aluminum, Nimonic, and titanium and their alloys, Inconel, MMCs and ceramics are maximally machined due to their wide-ranging industrial applications. These harder and tougher materials with poor machinability properties cannot be machined by the conventional material removal processes. Besides these work materials, different ceramic-based composites, WC alloy, hardfacing materials, polymer composites, etc. are also machined which are combined together in ‘Others’ category in Fig. 4. With respect to the input parameters, applied voltage, feed rate, inter-electrode gap, electrolyte concentration, and its flow rate for ECM process; pulse-on time, pulse-off time, discharge voltage and current, dielectric type, and its flushing pressure for EDM process; and pulse-on time, pulse-off time, peak current, wire feed rate and tension for WEDM process are mainly treated with utmost importance by the researchers. On the other hand, abrasive size and its flow rate, traverse speed, and stand-off distance; laser power, cutting speed, focus position, and assist gas pressure; power rating, abrasive slurry material, size, concentration and flow rate, and feed rate; and arc current, torch height, cutting speed, and arc gas pressure are considered as the main input parameters for AWJM, LBM, USM, and PAM processes, respectively.

Types of work materials machined using the NTM processes
It can be noticed from Fig. 5 that MRR has the maximum importance among the researchers as the response, followed by SR (consisting of Ra, Rku, Rq, Rsk, Rsm, and Rz), kerf characteristics and EWR. As the primary objective of any of the machining processes is to remove material from a given workpiece, MRR is always treated as the main metric to quantify production rate and machining efficiency. To reduce friction, heat generation, consumption of energy, material loss due to wear, degradation of metallurgical properties, etc., it is always desired to have a smooth machined surface which is often defined by various surface characteristics (mainly in the form of Ra value). During generating intricate shape geometries on various work materials using WEDM, AWJM, LBM, and PAM processes, dimension deviations are usually characterized by different kerf features (KW, kerf deviation, and kerf taper angle). Furthermore, EWR represents tool (electrode) wear during the machining operation which is proportional to more tool consumption leading to higher machining cost.

Responses considered during optimization of the NTM processes
Figure 6 reveals that GRA (51.30%) and TOPSIS (29.57%) are the two most popular MCDM tools deployed by the researchers for optimizing of the considered NTM processes. The extreme popularity of GRA lies in its simple calculation steps, ability to deal with incomplete information and in-built criteria weight estimation. In this method, after translating the performance scores of all the candidate alternatives into a comparability sequence, a reference sequence is framed. The difference between the reference sequence and every comparability sequence is then estimated in terms of grey relational grade which is finally employed to rank the alternatives. The TOPSIS identifies the best alternative which is positioned nearest to the ideal solution and farthest from the anti-ideal solution. Besides GRA and TOPSIS, applications of other MCDM tools, like MOORA, VIKOR, WASPAS, AHP, SAW, ARAS, EDAS, SIR, PSI, PROMETHEE, OCRA, COPRAS, etc., are also found for optimizing the NTM processes. It is also observed that in most of the cases, equal weights are assigned to the criteria (responses) mainly to ease out the related calculation steps. When it is required to allocate objective weights to the responses, entropy method, CRITIC and PCA are occasionally applied. Fuzzy set theory, fuzzy logic, neutrosophic fuzzy set and interval type-2 fuzzy number are also integrated with many of the MCDM techniques to resolve the problem of subjective weight allocation to the responses under uncertain decision making environment. Based on the calculated performance scores of the MCDM tools, attempts are also put forward to develop the corresponding metamodels which are subsequently solved using different metaheuristics, like GA, GWO, CSA, TLBO, etc., leading to determination of the optimal combinations of the NTM process parameters in continuous solution space.

MCDM tools employed for parametric optimization of the NTM processes
6 Conclusions
This review of research articles published on parametric optimization of ECM, EDM, WEDM, AWJM, LBM, USM, and PAM processes using different MCDM tools draws the following conclusions:
-
(a)
Among the experimental design plans, the researchers preferred Taguchi’s L9 (27.7%), L18 (16.0%), and L27 (31.6%) OAs mainly due to their easier calculation steps and availability of user-friendly software (like MINITAB, Design Expert, etc.). They are also capable of dealing with both quantitative and qualitative input parameters and responses.
-
(b)
The harder, tougher, and brittle materials having poor machinability properties are usually machined employing the NTM processes with generation of complex and intricate shape features with minimum dimensional deviation and satisfactory surface finish.
-
(c)
The MRR is the most important response (66.96%), followed by SR (64.78%), kerf characteristics (32.17%), and EWR (29.57%).
-
(d)
Among the MCDM tools, GRA has found maximum applications (51.30%), followed by TOPSIS (29.57%) for optimizing the considered NTM processes.
-
(e)
To ease out the computational steps, equal importance is usually allocated to the responses.
-
(f)
The applications of fuzzy set theory and its different variants are sometimes found while assigning subjective weights to the responses under uncertain decision making environment.
This review paper also proposes the following future research directions:
-
(a)
The application potentialities of MCDM techniques for optimization of other NTM processes, like AJM, WJM, electrochemical discharge machining, electrochemical grinding, electrochemical honing, etc., need to be explored.
-
(b)
More emphasis needs to be focused on the applications of CCD/BBD-like design plans to identify the optimal parametric combinations of the NTM processes in continuous solution space.
-
(c)
The interaction effects between the NTM process parameters may be explored with subsequent development of the corresponding linear graphs related to different OAs.
-
(d)
In GRA, influences of the changing values of the distinguishing coefficient on the derived optimal solutions should be investigated.
-
(e)
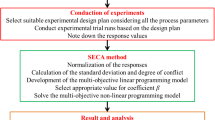
More preference should be provided on criteria weight determination using objective methods. In this direction, application of simultaneous estimation of criteria and alternatives (SECA) method is highly recommended.
-
(f)
Other new but yet to be popular MCDM tools, like CoCoSo, MABAC, MARCOS, compromise ranking of alternatives from distance to ideal solution (CRADIS), etc., can be employed to derive the optimal intermixes of the NTM process parameters.
-
(g)
It should be interesting to study the effects of changing criteria weights on the optimal parametric settings through sensitivity analysis (Mukhametzyanov and Pamučar 2018).
-
(h)
The MCDM tools can be effectively hybridized with various metaheuristic algorithms leading to optimization of NTM processes.
-
(i)
Development of a decision support system is highly demanded to alleviate the calculation steps of MCDM tools which would guide the concerned process engineers in identifying the most suitable parametric combinations with the help of a graphical user interface (Chakraborty and Kumar 2021).
The limitations of this review paper are as follows. Applications of MCDM tools for optimization of ECM, EDM, WEDM, AWJM, LBM, USM, and PAM processes are only considered in this paper. Further review may be conducted to highlight the applications of MCDM tools for optimizing other NTM processes, like electrochemical discharge machining, electrochemical grinding, AJM, WJM, electron beam machining, chemical machining, etc. Metaheuristics-based optimization of various NTM processes may be a topic of another review work. It also does not endeavor to extract values of the optimal settings as well as achieved response values of the NTM processes. Extraction of this information would greatly help the process engineers in conducting the pilot runs to study the significant effects of the input parameters on the responses.
Abbreviations
- AHP:
-
Analytic hierarchy process
- AJM:
-
Abrasive jet machining
- ANFIS:
-
Adaptive neuro fuzzy inference system
- ANN:
-
Artificial neural network
- ARAS:
-
Additive ratio assessment
- AWJM:
-
Abrasive water jet machining
- BBD:
-
Box–Behnken design
- CCD:
-
Central composite design
- CoCoSo:
-
Combined compromise solution
- CODAS:
-
Combinative distance-based assessment
- COPRAS:
-
Complex proportional assessment
- CRITIC:
-
Criteria importance through intercriteria correlation
- CSA:
-
Cuckoo search algorithm
- DEMATEL:
-
Decision making trial and evaluation laboratory
- DFA:
-
Desirability function approach
- DoE:
-
Design of experiments
- ECM:
-
Electro-chemical machining
- EDAS:
-
Evaluation based on distance from average solution
- EDM:
-
Electrical discharge machining
- EWR:
-
Electrode wear rate
- FEM:
-
Finite element method
- GA:
-
Genetic algorithm
- GRA:
-
Grey relational analysis
- GRNN:
-
General regression neural network
- GWO:
-
Grey wolf optimizer
- HAZ:
-
Heat affected zone
- KW:
-
Kerf width
- LBM:
-
Laser beam machining
- MABAC:
-
Multi-attributive border approximation area comparison
- MARCOS:
-
Measurement alternatives and ranking according to compromise solution
- MCDM:
-
Multi-criteria decision making
- MMC:
-
Metal matrix composite
- MOGA:
-
Multi-objective genetic algorithm
- MOORA:
-
Multi-objective optimization on the basis of ratio analysis
- MRR:
-
Material removal rate
- MRSN:
-
Multiple response signal-to-noise
- NTM:
-
Non-traditional machining
- OA:
-
Orthogonal array
- OC:
-
Overcut
- OCRA:
-
Operational competitiveness rating analysis
- PAM:
-
Plasma arc machining
- PCA:
-
Principal component analysis
- PROMETHEE:
-
Preference ranking organization method for enrichment evaluation
- PSI:
-
Preference selection index
- Ra:
-
Average surface roughness
- Rku:
-
Kurtosis of surface roughness distribution
- ROC:
-
Radial overcut
- ROV:
-
Range of value
- Rq:
-
Root-mean-square roughness
- Rsk:
-
Skewness of surface roughness distribution
- Rsm:
-
Mean width of profile elements
- Rz:
-
Ten-point surface roughness
- SAW:
-
Simple additive weighting
- SDV:
-
Standard deviation
- SIR:
-
Superiority inferiority ranking
- SR:
-
Surface roughness
- SS:
-
Stainless steel
- SVM:
-
Support vector machine
- TLBO:
-
Teaching–learning-based optimization
- TODIM:
-
TOmada de Decisao Interativa Multicriterio
- TOPSIS:
-
Technique for order of preference by similarity to ideal solution
- TWR:
-
Tool wear rate
- USM:
-
Ultrasonic machining
- UT:
-
Utility theory
- VIKOR:
-
VlseKriterijumska Optimizacija I Kompromisno Resenje
- WASPAS:
-
Weighted aggregated sum product assessment
- WEDM:
-
Wire electrical discharge machining
- WJM:
-
Water jet machining
- WPCA:
-
Weighted principal component analysis
- WPM:
-
Weighted product method
- WSM:
-
Weighted sum method
- WSN:
-
Weighted signal-to-noise
References
Abhilash PM, Chakradhar D (2022) Multi-response optimization of wire EDM of Inconel 718 using a hybrid entropy weighted GRA-TOPSIS method. Process Integr Optim Sustain, vol 6. Boca Raton, pp 61–72
Adalarasan R, Santhanakumar M, Rajmohan M (2015) Optimization of laser cutting parameters for Al6061/SiCp/Al2O3 composite using grey based response surface methodology (GRSM). Measurement, vol 73. New York, pp 596–606
Agrawal S, Agrawal S, Kasdekar DK (2018) Optimization of MRR and electrolyte coating thickness of ECM parameters using PCA based GRA. Mater Today Proc, vol 5. New Delhi, pp 18956–18965
Alduroobi AAA, Ubaid AM, Tawfiq MA, Elias RR (2020) Wire EDM process optimization for machining AISI 1045 steel by use of Taguchi method, artificial neural network and analysis of variances. Int J Syst Assur Eng Manag, vol 11. Massachusetts, pp 1314–1338
Anand Babu K, Venkataramaiah P (2015) Multi-response optimization in wire electrical discharge machining (WEDM) of Al6061/SiCp composite using hybrid approach. J Manuf Sci Prod 15:327–338
Ananthakumar K, Rajamani D, Balasubramanian E, Davim JP (2019) Measurement and optimization of multi-response characteristics in plasma arc cutting of Monel 400™ using RSM and TOPSIS. Measurement 135:725–737
Asjad M, Talib F (2018) Selection of machining parameters using integrated MCDM techniques. Int J Adv Oper Manag 10(2):109–129
Azhiri RB, Teimouri R, Baboly MG, Leseman Z (2014) Application of Taguchi, ANFIS and grey relational analysis for studying, modeling and optimization of wire EDM process while using gaseous media. Int J Adv Manuf Technol 71:279–295
Azmir MA, Ahsan AK, Rahmah A (2009) Effect of abrasive water jet machining parameters on aramid fibre reinforced plastics composite. Int J Mater Form 2:37–44
Banerjee B, Mondal K, Adhikary S, Paul SN, Pramanik S, Chatterjee S (2022) Optimization of process parameters in ultrasonic machining using integrated AHP-TOPSIS method. Mater Today Proc. https://doi.org/10.1016/j.matpr.2022.02.419
Bania A, Zindani D, Maity SR (2021a) Optimization of ultrasonic machining (USM) parameters on micro hole drilling of graphene oxide/pineapple leaf filler reinforced epoxy hybrid composite using evaluation based on distance from average solution (EDAS) method. Mater Today Proc 46:9089–9091
Bania A, Maity SR (2021b) Identification of parameters for ultrasonic machining (USM) on drilling of graphene oxide/pineapple leaf filler-reinforced epoxy hybrid composite using TODIM method. In: Pandey K et al (eds) Recent advances in mechanical engineering. Springer, Singapore, pp 361–366
Behzadian M, Otaghsara SK, Yazdani M, Ignatius J (2012) A state-of the-art survey of TOPSIS applications. Expert Syst Appl 39:13051–13069
Bhattacharjee B, Biswas N, Rai RN, Choudhuri K, Saha A, Das A, Sinha A (2022) Stir cast Al-Cu-SiCp metal matrix composites: effect of SiC particles on the mechanical properties and optimization of EDM process parameters. J Inst Eng Ser D. https://doi.org/10.1007/s40033-022-00352-y
Bhattacharyya B, Doloi B (2020) Modern machining technology: advanced, hybrid, micro machining and super finishing technology. Elsevier, USA
Bhattacharyya B, Sorkhel SK (1999) Investigation for controlled electrochemical machining through response surface methodology-based approach. J Mater Process Technol 86:200–207
Bhaumik M, Maity KP (2016) Multi-response optimization by using the hybrid technique in electro discharge machining of AISI 304. Int J Eng Res Afr 26:68–75
Bhosale SB, Bhowmik S, Ray A (2021) Evaluation of machinability and recast layer analysis of ferrous clay composite through electric discharge machining process. Arab J Sci Eng. https://doi.org/10.1007/s13369-021-06337-5
Bhowmik S, Jagadish GK (2019a) Modeling and optimization of electrical discharge machining process. In: Bhowmik S et al (eds) Modeling and optimization of advanced manufacturing processes. Springer, Switzerland, pp 15–28
Bhowmik S, Jagadish GK (2019b) Modeling and optimization of abrasive water jet machining process. In: Bhowmik S et al (eds) Modeling and optimization of advanced manufacturing processes. Springer, Switzerland, pp 29–44
Bhowmik S, Jagadish, Gupta K (2019) Modeling and optimization of ultrasonic machining process. In: S Bhowmik et al (eds) Modeling and optimization of advanced manufacturing processes. Springer, pp 45–57
Bhuyan RK, Routara BC (2016) Optimization the machining parameters by using VIKOR and entropy weight method during EDM process of Al-18% SiCp metal matrix composite. Decis Sci Lett 5:269–282
Bhuyan RK, Parida AK, Routara BC (2014) Application of the entropy weight and TOPSIS method on Al-12% SiC metal matrix composite during EDM. Int J Manuf Mater Mech Eng 4(4):49–63
Biswas JH, Jagadish RA (2019) Experimental investigation and optimisation of ultrasonic machining parameters on zirconia composite. Int J Mach Mach Mater 21(1/2):115–137
Biswas R, Das MC, Bhattacharyya S, Kuar AS, Mitra S (2019) Selection of Nd:YAG laser beam micro-drilling parameters using multicriteria decision making methods. Opt Laser Technol 119:105596
Biswas S, Singh Y, Mukherjee M, Datta S, Barman S, Raja M (2022) Design of multi-material model for wire electro-discharge machining of SS304 and SS316 using machine learning and MCDM techniques. Arab J Sci Eng. https://doi.org/10.1007/s13369-022-06757-x
Bobbili R, Madhu V, Gogia AK (2015) Multi response optimization of wire-EDM process parameters of ballistic grade aluminium alloy. Eng Sci Technol 18:720–726
Brans JP, Vincke P (1985) A preference ranking organization method. Manag Sci 31(6):647–656
Brauers WKM, Zavadskas EK, Peldschus F, Turskis Z (2008) Multi-objective decision-making for road design. Transport 23:183–193
Çaydaş U, Hasçalık A (2008) Use of the grey relational analysis to determine optimum laser cutting parameters with multi-performance characteristics. Opt Laser Technol 40:987–994
Chakraborty S, Kumar V (2021) Development of an intelligent decision model for non-traditional machining processes. Decis Mak Appl Manag Eng 4(1):194–214
Chakraborty S, Zavadskas (2014) Applications of WASPAS method in manufacturing decision making. Informatica 25(1):1–20
Chakraborty S, Bhattacharyya O, Zavadskas EK, Antucheviciene J (2015) Application of WASPAS method as an optimization tool in non-traditional machining processes. Inf Technol Control 44(1):77–88
Chakraborty S, Das PP, Kumar V (2018) Application of grey-fuzzy logic technique for parametric optimization of non-traditional machining processes. Grey Syst Theory Appl 8(1):46–68
Chakraborty S, Chatterjee P, Das PP (2019) A DoE-TOPSIS method-based meta-model for parametric optimization of non-traditional machining processes. J Model Manag 14(2):430–455
Chakraborty S, Chatterjee P, Das PP (2023) Multi-criteria decision making methods in manufacturing environment: models and applications. CRC Press, India
Chakradhar D, Venu Gopal A (2011) Multi-objective optimization of electrochemical machining of EN31 steel by grey relational analysis. Int J Model Optim 1(2):113–117
Chakravorty R, Gauri SK, Chakraborty S (2013) Optimization of multiple responses of ultrasonic machining (USM) process: a comparative study. Int J Ind Eng Comput 4:285–296
Chandrasekhar S, Prasad NBV (2020) Multi-response optimization of electrochemical machining parameters in the micro-drilling of AA6061-TiB2 in situ composites using the Entropy-VIKOR method. Proc Inst Mech Eng Part B J Eng Manuf 234(10):1311–1322
Chaturvedi V, Singh D (2015) Multi response optimization of process parameters of abrasive water jet machining for stainless steel AISI 304 using VIKOR approach coupled with signal to noise ratio methodology. J Adv Manuf Syst 14:107–121
Chaudhary T, Siddiquee AN, Chanda AK, Ahmad S, Badruddin IA, Khan ZA (2021) Multiple response optimization of dimensional accuracy of Nimonic alloy miniature gear machined on wire Edm using entropy Topsis and pareto anova. Comput Model Eng Sci 126(1):241–259
Chaudhury P, Samantaray S (2020) Multi-optimization of process parameters for machining of a non-conductive SiC ceramic composite by non-conventional machining method. Manuf Rev 7:32
Chengal Reddy V, Gowd GH, Deva Kumar MLS (2020) Parametric optimization of laser micro milling process parameters of Hastelloy C276 using TOPSIS method. Int J Res Eng Appl Manag 6(6):11–16
Chiang K-T, Chang F-P (2006) Optimization of the WEDM process of particle-reinforced material with multiple performance characteristics using grey relational analysis. J Mater Process Technol 180:96–101
Das PP, Chakraborty S (2020a) Parametric analysis of a green electrical discharge machining process using DEMATEL and SIR methods. Opsearch 57:513–540
Das PP, Chakraborty S (2020b) Application of superiority and inferiority multi-criteria ranking method for parametric optimization of laser cutting processes. Process Integr Optim Sustain 4:409–427
Das PP, Chakraborty S (2021) Application of grey correlation-based EDAS method for parametric optimization of non-traditional machining processes. Sci Iran 29(2):864–882
Das MK, Kumar K, Barman TK, Sahoo P (2014a) Optimization of surface roughness and MRR in electrochemical machining of EN31 tool steel using grey-Taguchi approach. Proc Mater Sci 6:729–740
Das MK, Kumar K, Barman TK, Sahoo P (2014b) Optimization of process parameters in plasma arc cutting of EN 31 steel based on MRR and multiple roughness characteristics using grey relational analysis. Proc Mater Sci 5:1550–1559
Das PP, Kumar S, Singh Y, Das D, Sinha AK (2018) Multi-objective optimization of Nd:YAG laser cutting of nickel-based superalloy sheet using grey-fuzzy approach. Mater Sci Eng 377:012196
Das PP, Diyaley S, Chakraborty S, Ghadai RK (2019) Multi-objective optimization of wire electro discharge machining (WEDM) process parameters using grey-fuzzy approach. Period Polytech Mech Eng 63:16–25
Datta S, Mahapatra SS (2010) Modeling, simulation and parametric optimization of wire EDM process using response surface methodology coupled with grey-Taguchi technique. Int J Eng Sci Technol 2(5):162–183
Debnath S, Ghosh S (2021) Experimental investigation of electro discharge machining process by AHP-MOORA technique. J Ind Eng Decis Mak 2(1):1–7
Deris AM, Zain AM, Sallehuddin R (2013) Hybrid GR-SVM for prediction of surface roughness in abrasive water jet machining. Meccanica 48:1937–1945
Dewangan S, Gangopadhyay S, Biswas CK (2015a) Study of surface integrity and dimensional accuracy in EDM using fuzzy TOPSIS and sensitivity analysis. Measurement 63:364–376
Dewangan S, Gangopadhyay S, Biswas CK (2015b) Multi-response optimization of surface integrity characteristics of EDM process using grey-fuzzy logic-based hybrid approach. Eng Sci Technol 18:361–368
Diakoulaki D, Mavrotas G, Papayannakis L (1995) Determining objective weights in multiple criteria problems: the CRITIC method. Comput Oper Res 22(1):763–770
Diyaley S, Shilal P, Shivakoti I, Ghadai RK, Kalita K (2017) PSI and TOPSIS based selection of process parameters in WEDM. Period Polytech Mech Eng 61:255–260
Donaivi A, Eskandarzade A, Abdi A, Totonchi A (2008) Empirical modeling of EDM parameters using grey relational analysis. Asian J Sci Res 1(5):502–509
Durairaj D, Sudharsun D, Swamynathan N (2013) Analysis of process parameters in wire EDM with stainless steel using single objective Taguchi method and multi objective grey relational grade. Proc Eng 64:868–877
El-Hofy HAG (2005) Advanced machining processes: nontraditional and hybrid machining processes. McGraw Hill, USA
Fuse K, Dalsaniya A, Modi D, Vora J, Pimenov DY, Giasin K, Prajapati P, Chaudhari R, Wojciechowski S (2021) Integration of fuzzy AHP and fuzzy TOPSIS methods for wire electric discharge machining of titanium (Ti6Al4V) alloy using RSM. Materials 14:7408
Gadakh VS (2012) Parametric optimization of wire electrical discharge machining using TOPSIS method. Adv Prod Eng Manag 7(3):157–164
Gauri SK, Chakraborty S (2010) A study on the performance of some multi-response optimisation methods for WEDM processes. Int J Adv Manuf Technol 49:155–166
Gautam GD, Mishra DR (2019) Evaluation of geometrical quality characteristics in pulsed Nd:YAG laser cutting of Kevlar-29/Basalt fiber reinforced hybrid composite using grey relational analysis based on genetic algorithm. FME Trans 47:560–575
Geethapriyan T, Kalaichelvan K, Muthuramalingam T (2016) Multi performance optimization of electrochemical micro-machining process surface related parameters on machining Inconel 718 using Taguchi-grey relational analysis. La Metallurgia Italiana 4:13–19
Geethapriyan T, Kalaichelvan K, Muthuramalingam T, Rajadurai A (2018) Performance analysis of process parameters on machining α-β titanium alloy in electrochemical micromachining process. Proc Inst Mech Eng Part B J Eng Manuf 232(9):1577–1589
Geethapriyan T, Muthuramalingam T, Kalaichelvan K (2019) Influence of process parameters on machinability of Inconel 718 by electrochemical micromachining process using TOPSIS technique. Arab J Sci Eng 44:7945–7955
Ghorabaee MK, Zavadskas EK, Turskis Z, Antucheviene J (2016) A new combinative distance-based assessment (CODAS) method for multi-criteria decision-making. Econ Comput Econ Cybern Stud Res 50(3):25–44
Ghosh D, Doloi B, Das PK (2015) Parametric analysis and optimisation on abrasive water jet cutting of silicon nitride ceramics. Int J Precis Technol 5(3/4):294–311
Gobinath R, Hariharan P (2018) Influence of process parameters in electrochemical micromachining of Hatelloy using TOPSIS technique. J Balkan Tribol Assoc 24:796–806
Gomes LFAM, Rangel LAD (2009) An application of the TODIM method to the multicriteria rental evaluation of residential properties. Eur J Oper Res 193(1):204–211
Goswami A, Kumar J (2014) Investigation of surface integrity, material removal rate and wire wear ratio for WEDM of Nimonic 80A alloy using GRA and Taguchi method. Eng Sci Technol 17:173–184
Guha S, Das PP, Routara BC (2021) Parametric optimization of wire electric discharge machining on AISI4140 alloy steel using regression analysis and grey-fuzzy approach. Mater Today Proc 46:4734–4740
Gutturthi HK, Chinta NSK (2018) Multi-response parametric optimization of abrasive water jet machining on Inconel-601 by using grey relational analysis. J Emerg Technol Innov Res 5(12):410–419
Hamdy A, Fattouh M, Abaas S, Masoud R (2019) Multi-objective optimization of plasma arc cutting process using MOORA combined with GA. Eng Res J 42(3):219–230
Hanif M, Ahmad W, Hussain S, Jahanzaib M, Shah AH (2019) Investigating the effects of electric discharge machining parameters on material removal rate and surface roughness on AISI D2 steel using RSM-GRA integrated approach. Int J Adv Manuf Technol 101:1255–1265
Harish I, Patro S, Srinivasa Rao P (2020) Parametric optimization of machining parameters by using coated copper wire electrode on wire electric discharge machining. Int J Mech Prod Eng Res Dev 10(3):1485–1498
Hasçalık A, Çaydaş U (2007) Electrical discharge machining of titanium alloy (Ti-6Al-4V). Appl Surf Sci 253:9007–9016
Hema P, Ganesan R (2020) Experimental investigations on SS 304 alloy using plasma arc machining. SN Appl Sci 2:1–16
Ho KH, Newman ST (2003) State of the art electrical discharge machining (EDM). Int J Mach Tools Manuf 43:1287–1300
Huo J, Liu S, Wang Y, Muthuramalingam T, Pi VN (2019) Influence of process factors on surface measures on electrical discharge machined stainless steel using TOPSIS. Mater Res Express 6:086507
Huu P-N (2020) Multi-objective optimization in titanium powder mixed electrical discharge machining process parameters for die steels. Alex Eng J 59:4063–4079
Huu PN, Tien LB, Duc QT, Van DP, Xuan CN, Van TN, Duc LN, Jamil M, Khan AM (2019) Multi-objective optimization of process parameter in EDM using low-frequency vibration of workpiece assigned for SKD61. Sādhanā 44:211
Jagadish RA (2015) Multi-objective optimization of green EDM: an integrated theory. J Inst Engineers (india) Ser C 96:41–47
Jagadish RA (2016) Optimization of process parameters of green electrical discharge machining using principal component analysis (PCA). Int J Adv Manuf Technol 87:1299–1311
Jangra K, Grover S, Aggarwal A (2012) Optimization of multi machining characteristics in WEDM of WC-5.3%Co composite using integrated approach of Taguchi, GRA and entropy method. Front Mech Eng 7(3):288–299
Joshi P, Sharma A (2018) Simultaneous optimization of kerf taper and heat affected zone in Nd-YAG laser cutting of Al 6061–T6 sheet using hybrid approach of grey relational analysis and fuzzy logic. Precis Eng 54:302–313
Jung JH, Kwon WT (2010) Optimization of EDM process for multiple performance characteristics using Taguchi method and grey relational analysis. J Mech Sci Technol 24(5):1083–1090
Kaklauskas A, Zavadskas EK, Raslanas S, Ginevicius R, Komka A, Malinauskas P (2006) Selection of low e-windows in retrofit of public buildings by applying multiple criteria method COPRAS: a Lithuanian case. Energy Build 38:454–462
Kalayarasan M, Murali M (2016) Optimization of process parameters in EDM using Taguchi Taguchi method with grey relational analysis and TOPSIS for ceramic composites. Int J Eng Res Afr 22:83–93
Kalirasu S, Rajini N, Rajesh S, Jappes JW, Karuppasamy K (2017) AWJM Performance of jute/polyester composite using MOORA and analytical models. Mater Manuf Process 32:1730–1739
Kannan VS, Lenin K, Navneethakrishnan P (2020) Machining parameters optimization in laser beam machining for micro elliptical profiles using TOPSIS method. Mater Today Proc 21:727–730
Kasdekar DK, Parashar V (2015) MADM approach for optimization of multiple responses in EDM of En-353 steel. Int J Adv Sci Technol 83:59–70
Kataria R, Kumar J, Pabla BS (2016) Experimental investigation and optimization of machining characteristics in ultrasonic machining of WC-Co composite using GRA method. Mater Manuf Process 31(5):685–693
Kavimani V, Prakash KS, Thankachan T (2019) Multi-objective optimization in WEDM process of graphene-SiC-magnesium composite through hybrid techniques. Measurement 145:335–349
Keshavarz GM, Zavadskas EK, Olfat L, Turskis Z (2015) Multi-criteria inventory classification using a new method of evaluation based on distance from average solution (EDAS). Informatica 26(3):435–451
Khan A, Maity K (2016a) Parametric optimization of some non-conventional machining processes using MOORA method. Int J Eng Res Afr 20:19–40
Khan A, Maity K (2016b) Application of MCDM-based TOPSIS method for the optimization of multi quality characteristics of modern manufacturing processes. Int J Eng Res Afr 23:33–51
Khan ZA, Siddiquee AN, Khan NZ, Khan U, Quadir GA (2014) Multi response optimization of wire electrical discharge machining process parameters using Taguchi based grey relational analysis. Proc Mater Sci 6:1683–1695
Khanna R, Kumar A, Garg MP, Singh A, Sharma N (2015) Multiple performance characteristics optimization for Al 7075 on electric discharge drilling by Taguchi grey relational theory. J Ind Eng Int 11:459–472
Kibria G, Doloi B, Bhattacharyya B (2013) Experimental investigation and multi-objective optimization of Nd: YAG laser micro-turning process of alumina ceramic using orthogonal array and grey relational analysis. Opt Laser Technol 48:16–27
Krishnan JN, Deepak J, Hariharan P (2020) Multi-response optimization of electrochemical micromachining on masked SS304. Eng Res Express 2:015041
Kumar J (2013) Ultrasonic machining—a comprehensive review. Mach Sci Technol 17(3):325–379
Kumar S, Dhanabalan S (2019) Selection of WEDM parameters to measure the performance and productivity of die steel grade D3 using GRA and fuzzy logic system. Grey Syst Theory Appl 9(3):336–355
Kumar VS, Kumar PM (2014) Optimization of cryogenic cooled EDM process parameters using grey relational analysis. J Mech Sci Technol 28(9):3777–3784
Kumar VAG, Narasimhamu KL (2020a) Multi-objective optimization in WEDM of Inconel 750 alloy: application of TOPSIS embedded grey wolf optimizer. In: Venkata Rao R, Taler J (eds) Advanced engineering optimization through intelligent techniques. Springer, Singapore, pp 231–240
Kumar A, Rai RN (2019) Optimisation of EDM process parameters for AA7050-10 (wt)% B4C composite through ARAS, grey and Taguchi technique. Int J Mater Prod Technol 59:102–120
Kumar SS, Uthayakumar M, Kumaran ST, Parameswaran P, Mohandas E (2014) Electrical discharge machining of Al (6351)-5% SiC-10% B4C hybrid composite: a grey relational approach. Model Simul Eng Article ID 426718:7
Kumar A, Soota T, Kumar J (2018) Optimisation of wire-cut EDM process parameter by grey-based response surface methodology. J Ind Eng Int 14(4):821–829
Kumar A, Hussain SA, Rai RN (2019a) Optimization by AHP-ARAS of EDM process parameters on machining AA7050-10%B4C composite. In: Shanker K et al (eds) Advances in industrial and production engineering. Springer, Singapore, pp 285–296
Kumar S, Dhanabalan S, Narayanan CS (2019b) Application of ANFIS and GRA for multi-objective optimization of optimal wire-EDM parameters while machining Ti-6Al-4V alloy. SN Appl Sci 1:298
Kumar V, Das PP, Chakraborty S (2020b) Grey-fuzzy method-based parametric analysis of abrasive water jet machining on GFRP composites. Sadhana 45:106
Kumar R, Singh S, Bilga PS, Jatin SJ, Singh S, Scutaru M-L, Pruncu CI (2021) Revealing the benefits of entropy weights method for multi-objective optimization in machining operations: a critical review. J Mater Res Technol 10:1471–1492
Kumar J, Soota T, Rajput SK (2022) Optimization and measurement of kerf width and surface roughness of AISI 316L. Forces Mech 6:100071
Lal S, Kumar S, Khan ZA, Siddiquee AN (2015) Multi-response optimization of wire electrical discharge machining process parameters for Al7075/Al2O3/SiC hybrid composite using Taguchi-based grey relational analysis. Proc Inst Mech Eng Part B J Eng Manuf 229(2):229–237
Lin JL, Lin CL (2002) The use of the orthogonal array with grey relational analysis to optimize the electrical discharge machining process with multiple performance characteristics. Int J Mach Tools Manuf 42:237–244
Lin MY, Tsao CC, Huang HH, Wu CY, Hsu CY (2015) Use of the grey-Taguchi method to optimise the micro-electrical discharge machining (micro-EDM) of Ti-6Al-4V alloy. Int J Comput Integr Manuf 28(6):569–576
Madić M, Petković D, Radovanović M (2014) GRA approach for multi-objective optimization of laser cutting. U.P.B. Sci Bull Ser D 76(4):79–90
Madić M, Radovanović M, Petković D, Nedić B (2015a) Multi-criteria analysis of laser cut surface characteristics in CO2 laser cutting of stainless steel. Tribol Ind 37(2):236–243
Madić M, Radovanović M, Coteata M, Janković P, Petković D (2015b) Multi-objective optimization of laser cutting using ROV-based Taguchi methodology. Appl Mech Mater 809–810:405–410
Madić M, Radovanović M, Manić M (2016) Application of the ROV method for the selection of cutting fluids. Decis Sci Lett 5(2):245–254
Madić M, Antucheviciene J, Radovanović M, Petković D (2017) Determination of laser cutting process conditions using the preference selection index method. Opt Laser Technol 89:214–220
Madic M, Antucheviciene J, Radovanovic M, Petkovic D (2016) Determination of manufacturing process conditions by using MCDM methods: application in laser cutting. Eng Econ 27(2):144–150
Maity KP, Bagal DK (2015) Effect of process parameters on cut quality of stainless steel of plasma arc cutting using hybrid approach. Int J Adv Manuf Technol 78:161–175
Majumder H, Maity K (2017) Optimization of machining condition in WEDM for titanium grade 6 using MOORA coupled with PCA—a multivariate hybrid approach. J Adv Manuf Syst 16:81–99
Majumder H, Maity K (2018a) Application of GRNN and multivariate hybrid approach to predict and optimize WEDM responses for Ni-Ti shape memory alloy. Appl Soft Comput 70:665–679
Majumder H, Maity K (2018b) Prediction and optimization of surface roughness and micro-hardness using grnn and MOORA-fuzzy-a MCDM approach for nitinol in WEDM. Measurement 118:1–13
Majumder H, Paul TR, Dey V, Dutta P, Saha A (2017) Use of PCA-grey analysis and RSM to model cutting time and surface finish of Inconel 800 during wire electro discharge cutting. Measurement 107:19–30
Majumder H, Mishra SK, Sahu AN, Bavche AL, Valekar M, Padaseti BK (2020) Application of MOORA to optimize WEDM process parameters: a multi-criteria decision making approach. In: Gunjan VK et al (eds) System reliability, quality control, safety, maintenance and management. Springer, Singapore, pp 73–78
Manikandan N, Kumanan S, Sathiyanarayanan C (2015) Multi response optimization of electrochemical drilling of titanium Ti6Al4V alloy using Taguchi based grey relational analysis. Indian J Eng Mater 22:153–160
Manikandan N, Kumanan S, Sathiyanarayanan C (2017) Multiple performance optimization of electrochemical drilling of Inconel 625 using Taguchi based grey relational analysis. Eng Sci Technol 20:662–671
Maniraj S, Thanigaivelan R (2019) Optimization of electrochemical micromachining process parameters for machining of AMCs with different % compositions of GGBS using Taguchi and TOPSIS methods. Trans Indian Inst Met 72:3057–3066
Manivannan R, Kumar P (2016) Multi-response optimization of micro-EDM process parameters on AISI304 steel using TOPSIS. J Mech Sci Technol 30:137–144
Manivannan R, Pradeep Kumar M (2017) Multi-attribute decision-making of cryogenically cooled micro-EDM drilling process parameters using TOPSIS method. Mater Manuf Process 32:209–215
Maniya K, Bhatt MG (2010) A selection of material using a novel type decision-making method: preference selection index method. Mater Des 31:1785–1789
Mathew B, Benkim BJ (2014) Multiple process parameter optimization of WEDM on AISI304 using Taguchi grey relational analysis. Proc Mater Sci 5:1613–1622
Meena VK, Azad MS (2012) Grey relational analysis of micro-EDM machining of Ti-6Al-4V alloy. Mater Manuf Process 27:973–977
Meena VK, Azad MS, Singh S, Singh N (2017) Micro-EDM multiple parameter optimization for Cp titanium. Int J Adv Manuf Technol 89:897–904
Meijer J (2004) Laser beam machining (LBM), state of the art and new opportunities. J Mater Process Technol 149:2–17
Mhatre MS, Sapkal SU, Pawade RS (2014) Electro discharge machining characteristics of Ti-6Al-4V alloy: a grey relational optimization. Proc Mater Sci 5:2014–2022
Miller DW, Starr MK (1969) Executive decisions and operations research. Prentice-Hall Inc, Englewood Cliffs
Mishra S, Yadava V (2013) Modeling and optimization of laser beam percussion drilling of thin aluminum sheet. Opt Laser Technol 48:461–474
Mishra DR, Bajaj A, Bisht R (2020a) Optimization of multiple kerf quality characteristics for cutting operation on carbon-basalt-Kevlar29 hybrid composite material using pulsed Nd: YAG laser using GRA. CIRP J Manuf Sci Technol 30:174–183
Mishra DR, Gautam GD, Prakash D, Bajaj A, Sharma A, Bisht R, Gupta S (2020b) Optimization of kerf deviations in pulsed Nd:YAG laser cutting of hybrid composite laminate using GRA. FME Trans 48:109–116
Mohanty A, Talla G, Dewangan S, Gangopadhyay S (2015) Microstructural investigation and multi response optimisation using fuzzy-TOPSIS during the electrochemical machining of Inconel 825. Int J Precis Technol 5:201–216
Mohapatra K, Sahoo S (2018) A multi objective optimization of gear cutting in WEDM of Inconel 718 using TOPSIS method. Decis Sci Lett 7:157–170
Mouliprasanth B, Lakshmanan N, Hariharan P (2019) Multiresponse optimization of electrochemical micro-machining process parameters of micro-dimple using TOPSIS approach. In: Shunmugam MS, Kanthababu M (eds) Advances in micro and nano manufacturing and surface engineering. Springer, Singapore, pp 115–127
Muhamedagic K, Begic-Hajdarevic D, Pasic M, Cekic A (2018) Optimization of process parameters in plasma arc cutting using TOPSIS method. In: Proceedings of the 29th DAAAM international symposium, Austria, pp 202–209
Mukhametzyanov I, Pamučar D (2018) A sensitivity analysis in MCDM problems: a statistical approach. Decis Mak Appl Manag Eng 1(2):51–80
Muniappan A, Sriram M, Thiagarajan C, Bharathi Raja G, Shaafi T (2018) Optimization of WEDM process parameters on machining of AZ91 magnesium alloy using MOORA method. Mater Sci Eng 390:012107
Muthuramalingam T, Mohan B (2013) Taguchi-grey relational based multi response optimization of electrical process parameters in electrical discharge machining. Indian J Eng Mater Sci 20:471–475
Muthuramalingam T, Mohan B (2014) Application of Taguchi-grey multi responses optimization on process parameters in electro erosion. Measurement 58:495–502
Muthuramalingam T, Mohan B (2015) A review on influence of electrical process parameters in EDM process. Arch Civ Mech Eng 15:87–94
Muthuramalingam T, Vasanth S, Vinothkumar P, Geethapriyan T, Rabik MM (2018) Multi criteria decision making of abrasive flow oriented process parameters in abrasive water jet machining using Taguchi-DEAR methodology. SILICON 10:2015–2021
Naresh Babu M, Muthukrishnan N (2015) Investigation of multiple process parameters in abrasive water jet machining of tiles. J Chin Inst Eng 38:692–700
Natarajan N, Arunachalam RM (2011) Optimization of micro-EDM with multiple performance characteristics using Taguchi method and grey relational analysis. J Sci Ind Res 70:500–505
Nayak BB, Mahapatra SS (2013) Multi-response optimization of WEDM process parameters using the AHP and TOPSIS method. Int J Theor Appl Res Mech Eng 2(3):109–115
Nguyen PH, Banh TL, Mashood KA, Tran DQ, Pham VD (2020) Application of TGRA-based optimisation for machinability of high-chromium tool steel in the EDM process. Arab J Sci Eng 45:5555–5562
Opricovic S, Tzeng GH (2004) Compromise solution by MCDM methods: a comparative analysis of VIKOR and TOPSIS. Eur J Oper Res 156(2):445–455
Pamučar D, Ćirović G (2015) The selection of transport and handling resources in logistics centers using multi-attributive border approximation area comparison (MABAC). Expert Syst Appl 42:3016–3028
Panda SN, Bagal DK, Pattanaik AK, Patnaik D, Barua A, Jeet S, Parida B, Naik B (2020) Comparative evaluation for studying the parametric influences on quality of electrode using Taguchi method coupled with MOORA, DFA, and TOPSIS method for electrochemical machining. In: Parwani AK, Ramkumar PL (eds) Recent advances in mechanical infrastructure. Springer, Singapore, pp 115–129
Pandey PC, Shan HS (1980) Modern machining processes. McGraw Hill, India
Pandiyan GK, Prabaharan T, James DJD, Sivalingam V (2022) Machinability analysis and optimization of electrical discharge machining in AA6061-T6/15wt.% SiC composite by the multi-criteria decision-making approach. J Mater Eng Perform 31:3741–3752
Parkan C, Wu M-L (1997) On the equivalence of operational performance measurement and multiple attribute decision making. Int J Prod Res 35:2963–2988
Parthiban K, Duraiselvam M, Manivannan R (2018) TOPSIS based parametric optimization of laser micro-drilling of TBC coated nickel based superalloy. Opt Laser Technol 102:32–39
Patel JD, Maniya KD (2018) Use of multi criteria decision making method for selection of wire cut electrical discharge machining process. Int J Pure Appl Math 118(20):383–389
Patel JD, Maniya KD (2019) WEDM process parameter selection using preference ranking method: a comparative study. Int J Manuf Res 14:118–144
Patel P, Nakum B, Abhishek K, Rakesh Kumar V (2018) Machining performance optimization during plasma arc cutting of AISI D2 steel: application of FIS, nonlinear regression and JAYA optimization algorithm. J Braz Soc Mech Sci Eng 40:240
Patel RK, Pradhan MK (2019) Process parameters optimization of electrical discharge machining of Al7075/SiC/WS2 by using MCDM. In: Narayanan RG et al (eds) Advances in computational methods in manufacturing. Springer, Singapore, pp 329–336
Patel GCM, Jagadish KRS, Swamy Naidu NV (2020) Optimization of abrasive water jet machining for green composites using multi-variant hybrid techniques. In: Gupta K, Gupta MK (eds) Optimization of manufacturing processes. Springer, Switzerland, pp 129–162
Paul TR, Saha A, Majumder H, Dey V, Dutta P (2019) Multi-objective optimization of some correlated process parameters in EDM of Inconel 800 using a hybrid approach. J Braz Soc Mech Sci Eng 41:300
Payal H, Maheshwari S, Bharti PS (2019) Parametric optimization of EDM process for Inconel 825 using GRA and PCA approach. J Inf Optim Sci 40(2):291–307
Pillai HP, Sampath SC, Elumalai R, Hariharan S, Natarajan Y (2017) Influence of process parameters on electrochemical micromachining of Nimonic 75 alloy. In: ASME international mechanical engineering congress and exposition, Florida, pp 1–8
Prabhu S, Vinayagam BK (2016) Multireponse optimization of EDM process with nanofluids using TOPSIS method and genetic algorithm. Arch Mech Eng LXIII(1):45–71
Pradeep N, Sundaram KS, Kumar MP (2019) Multi-response optimization of electrochemical micromachining parameters for SS304 using polymer graphite electrode with NaNO3 electrolyte based on TOPSIS technique. J Braz Soc Mech Sci Eng 41:323
Pradhan MK (2013) Estimating the effect of process parameters on MRR, TWR and radial overcut of EDMed AISI D2 tool steel by RSM and GRA coupled with PCA. Int J Adv Manuf Technol 68:591–605
Pradhan MK (2018) Optimisation of EDM process for MRR, TWR and radial overcut of D2 steel: a hybrid RSM-GRA and entropy weight-based TOPSIS approach. Int J Ind Syst Eng 29:273–302
Pragadish N, Pradeep Kumar M (2016) Optimization of dry EDM process parameters using grey relational analysis. Arab J Sci Eng 41:4383–4390
Prajapati RK, Patel CN (2019) Review and optimization of process parameter of abrasive water jet machine using multi criteria decision making method on aluminium 5083. Int J Technol Res Eng 7(2):6103–6109
Priyadarshini M, Pal K (2016) Multi-objective optimisation of EDM process using hybrid Taguchi-based methodologies for Ti-6Al-4V alloy. Int J Manuf Res 11(2):144–166
Priyadarshini M, Pattnaik SK, Mishra D, Panda S, Dhalmahapatra K (2015) Multi characteristics optimization of laser drilling process parameter using grey fuzzy reasoning method. Mater Today Proc 2:1518–1532
Priyadarshini M, Tripathy PP, Mishra D, Panda S (2017) Multi characteristics optimization of laser drilling process parameter using fuzzy-TOPSIS method. Mater Today Proc 4:8538–8547
Raghuraman S, Thiruppathi K, Panneerselvam T, Santosh S (2013) Optimization of EDM parameters using Taguchi method and grey relational analysis for mild steel IS 2026. Int J Innov Res Sci Eng Technol 2(7):3095–3104
Raj SON, Prabhu S (2017) Analysis of multi objective optimisation using TOPSIS method in EDM process with CNT infused copper electrode. Int J Mach Mach Mater 19(1):76–94
Rajyalakshmi G, Venkata Ramaiah P (2013) Multiple process parameter optimization of wire electrical discharge machining on Inconel 825 using Taguchi grey relational analysis. Int J Adv Manuf Technol 69:1249–1262
Ram Prasad AV, Ramji K, Kolli M, Vamsi Krishna G (2019) Multi-response optimization of machining process parameters for wire electrical discharge machining of lead-induced Ti-6Al-4V alloy using AHP-TOPSIS method. J Adv Manuf Syst 18:213–236
Ramamurthy A, Sivaramakrishnan R, Muthuramalingam T (2015) Taguchi-grey computation methodology for optimum multiple performance measures on machining titanium alloy in WEDM process. Indian J Eng Mater Sci 22:181–186
Rao MS, Venkaiah N (2018) Multi-response optimisation for MRR and Ra in WEDM process of Nimonic-263 super alloy. Int J Mater Prod Technol 56:187–206
Rao R, Yadava V (2009) Multi-objective optimization of Nd:YAG laser cutting of thin superalloy sheet using grey relational analysis with entropy measurement. Opt Laser Technol 41:922–930
Rao RV, Rai DP, Balic J (2019) Multi-objective optimization of abrasive waterjet machining process using Jaya algorithm and PROMETHEE Method. J Intell Manuf 30:2101–2127
Rao KV, Raju LR, Kumar CK (2020) Modeling of kerf width and surface roughness in wire cut electric discharge machining of Ti-6Al-4V. Proc Inst Mech Eng Part E J Process Mech Eng 234(6):533–542
Reddy YR, Reddy BCM (2018) Optimization of WEDM parameters for super Ni-718 using neutrosophic sets and TOPSIS Method. J Innov Mech Eng 1(1):13–19
Reddy PV, Kumar GS, Kumar VS (2020) Multi-response optimization in machining Inconel-625 by abrasive water jet machining process using WASPAS and MOORA. Arab J Sci Eng 45:9843–9857
Renangi S, Dara S, Bathina S (2015) Multi objective optimization of process parameters in plasma arc cutting of SS 420 using grey-Taguchi analysis. Int J Adv Eng Res Sci 2(11):46–52
Roy T, Dutta RK (2019) Integrated fuzzy AHP and fuzzy TOPSIS methods for multi-objective optimization of electro discharge machining process. Soft Comput 23:5053–5063
Saaty TL (1980) The analytic hierarchy process. McGraw-Hill Company, New York
Saedon JB, Jaafar N, Yahaya MA, Saad NH, Kasim MS (2014) Multi-objective optimization of titanium alloy through orthogonal array and grey relational analysis in WEDM. Proc Technol 15:832–840
Safari H, Khanmohammadi E, Hafezamini A, Ahangari SS (2013) A new technique for multi criteria decision making based on modified similarity method. Middle-East J Sci Res 14(5):712–719
Saha A, Mondal SC (2016) Multi-objective optimization in WEDM process of nanostructured hardfacing materials through hybrid techniques. Measurement 94:46–59
Sahoo SK, Naik SS, Rana J (2019) Optimisation of WEDM process parameters during machining of HCHCr steel using TOPSIS method. Int J Process Manag Benchmark 9:216–231
Samson RM, Rajak S, Kannan TD, Sampreet KR (2020) Optimization of process parameters in abrasive water jet machining of Inconel 718 using VIKOR method. J Inst Engineers (india) Series C 101:579–585
Santhanakumar M, Adalarasan R, Rajmohan M (2015) Experimental modelling and analysis in abrasive waterjet cutting of ceramic tiles using grey-based response surface methodology. Arab J Sci Eng 40:3299–3311
Santhanakumar M, Adalarasan R, Rajmohan M (2016) Parameter design for cut surface characteristics in abrasive waterjet cutting of Al/SiC/Al2O3 composite using grey theory based RSM. J Mech Sci Technol 30(1):371–379
Santhanakumar M, Adalarasan R, Raj SS, Rajmohan M (2017) An integrated approach of TOPSIS and response surface methodology for optimising the micro WEDM parameters. Int J Oper Res 28:18–34
Santhi M, Ravikumar R, Jeyapaul R (2013) Optimization of process parameters in electro chemical machining (ECM) using DFA-fuzzy set theory-TOPSIS for titanium alloy. Multidiscip Model Mater Struct 9(2):243–255
Satyanarayana B, Srikar G (2014) Optimization of abrasive water jet machining process parameters using Taguchi grey relational analysis (TGRA). Int J Mech Prod Eng 2(9):82–87
Selvam MP, Kumar PR (2017) Optimization kerf width and surface roughness in wirecut electrical discharge machining using brass wire. Mech Mech Eng 21(1):37–45
Selvarajan L, Sathiya Narayanan C, Jeyapaul R (2015) Optimization of process parameters to improve form and orientation tolerances in EDM of MoSi2-SiC composites. Mater Manuf Process 30(8):954–960
Selvarajan L, Sathiya Narayanan C, Jeya Paul R (2016) Optimization of EDM parameters on machining Si3N4-TiN composite for improving circularity, cylindricity, and perpendicularity. Mater Manuf Process 31(4):405–412
Sen B, Hussain SAI, Gupta AD, Gupta MK, Pimenov DY, Mikołajczyk T (2021) Application of type-2 fuzzy AHP-ARAS for selecting optimal WEDM parameters. Metals 11:42
Senthil P, Vinodh S, Singh AK (2014) Parametric optimisation of EDM on Al-Cu/TiB2 in-situ metal matrix composites using TOPSIS method. Int J Mach Mach Mater 16:80–94
Sharma N, Ahuja N, Goyal R, Rohilla V (2020) Parametric optimization of EDD using RSM-Grey-TLBO-based MCDM approach for commercially pure titanium. Grey Syst Theory Appl 10(2):231–245
Sharsar R, Ghosh S, Mandal MC, Ray A (2021) Optimum experimental setup of EDM using entropy coupled MCDM techniques. In: Tyagi M et al (eds) Optimization methods in engineering. Springer, Singapore, pp 549–566
Shastri RK, Mohanty CP (2021) Sustainable electrical discharge machining of Nimonic C263 superalloy. Arab J Sci Eng 46:7273–7293
Shivade AS, Shinde VD (2014) Multi-objective optimization in WEDM of D3 tool steel using integrated approach of Taguchi method & grey relational analysis. J Ind Eng Int 10:149–162
Shivakoti I, Kalita K, Kibria G, Sharma A, Pradhan BB, Ghadai RK (2021) Parametric analysis and multi response optimization of laser surface texturing of titanium super alloy. J Braz Soc Mech Sci Eng 43:1–15
Sidhu SS, Bains PS, Yazdani M, Zolfaniab (2018) Application of MCDM techniques on nonconcentional machining of composites. In: Sidhu SS et al (eds) Futuristic composites, materials horizons: from nature to nanomaterials. Springer Nature, Singapore, pp 127–144
Singaravel B, Prasad SD, Shekar KC, Rao KM, Reddy GG (2020) Optimization of process parameters using hybrid Taguchi and VIKOR method in electrical discharge machining process. In: Venkata Rao R, Taler J (eds) Advanced engineering optimization through intelligent techniques. Springer, Singapore, pp 527–536
Singh D, Chaturvedi V (2014) Investigation of optimal processing condition for abrasive water jet machining for stainless steel AISI 304 using grey relational analysis coupled with S/N ratio. Appl Mech Mater 592–594:438–443
Singh J, Sharma RK (2018) Multi-objective optimization of green powder-mixed electrical discharge machining of tungsten carbide alloy. Proc Inst Mech Eng C J Mech Eng Sci 232(16):2774–2786
Singh S, Yeh MF (2012) Optimization of abrasive powder mixed EDM of aluminum matrix composites with multiple responses using gray relational analysis. J Mater Eng Perform 21(4):481–491
Singh PN, Raghukandan K, Pai BC (2004) Optimization by grey relational analysis of EDM parameters on machining Al-10%SiCP composites. J Mater Process Technol 155–156:1658–1661
Singh A, Anandita S, Gangopadhyay S (2015) Microstructural analysis and multiresponse optimization during ECM of Inconel 825 using hybrid approach. Mater Manuf Process 30(7):842–851
Sivapirakasam SP, Mathew J, Surianarayanan M (2011) Multi-attribute decision making for green electrical discharge machining. Expert Syst Appl 38:8370–8374
Sivaprasad PV, Haq NA (2019) An entropy-Deng’s similarity-based technique for modeling and optimization of process variables for laser micro drilling of alloy-X. J Sci Ind Res 78:223–230
Somashekhar KP, Mathew J, Ramachandran N (2011) Multi-objective optimization of micro wire electric discharge machining parameters using grey relational analysis with Taguchi method. Proc Inst Mech Eng 225:1742–1753
Soundarrajan M, Thanigaivelan R (2018) Investigation on electrochemical micromachining (ECMM) of copper inorganic material using UV heated electrolyte. Russ J Appl Chem 91:1805–1813
Sreenivasulu R, Rao CS (2013) Design of experiments based grey relational analysis in various machining processes—a review. Res J Eng Sci 2(1):21–26
Sreeraj P, Kumaran ST, Kumar SS, Uthayakumar M, Pethuraj M (2022) Application of MCDM based hybrid optimization of WEDM process parameters. Mater Today Proc 50:1186–1192
Srikanth R, Singaravel B, Vinod P, Aravind S, Subodh D (2021) Optimization of process parameters in electric discharge machining process of Ti-6Al-4V alloy using hybrid Taguchi based MOORA method. IOP Conf Ser Mater Sci Eng 1057:012064
Srinivasan VP, Palani PK, Dhayananthan S, Gopi S, Balamurugan S, Venkatesh SM (2021) A multi criteria decision making (MCDM) based on TOPSIS and RSM for process improvement in electrical discharge machining of silicon nitride-titanium nitride ceramic composites. Mater Today Proc 45:1319–1327
Stević Ž, Pamučar D, Puška A, Chatterjee P (2020) Sustainable supplier selection in healthcare industries using a new MCDM method: measurement of alternatives and ranking according to COmpromise solution (MARCOS). Comput Ind Eng 140:106231
Talla G, Sahoo DK, Gangopadhyay S, Biswas CK (2015) Modeling and multi-objective optimization of powder mixed electric discharge machining process of aluminum/alumina metal matrix composite. Eng Sci Technol 18:369–373
Tang L, Du YT (2014) Experimental study on green electrical discharge machining in tap water of Ti-6Al-4V and parameters optimization. Int J Adv Manuf Technol 70:469–475
Thangaraj M, Annamalai R, Moiduddin K, Alkindi M, Ramalingam S, Alghamdi O (2020) Enhancing the surface quality of micro titanium alloy specimen in WEDM process by adopting TGRA-based optimization. Materials 13:1440
Thanigaivelan R, Arunachalam R (2013) Optimization of process parameters on machining rate and overcut in electrochemical micromachining using grey relational analysis. J Sci Ind Res 72:36–42
Thejasree P, Binoj JS, Manikandan N, Krishnamachary PC, Raju R, Palanisamy D (2021) Multi objective optimization of wire electrical discharge machining on Inconel 718 using Taguchi grey relational analysis. Mater Today Proc 39:230–235
Thoe TB, Aspinwall DK, Wise MLH (1998) Review on ultrasonic machining. Int J Mach Tools Manuf 38(4):239–255
Tiwari M, Mausam K, Sharma K, Singh RP (2014) Investigating the optimal combination of process parameters for EDM by using a grey relational analysis. Proc Mater Sci 5:1736–1744
Tiwary AP, Pradhan BB, Bhattacharyya B (2014) Application of multi-criteria decision making methods for selection of micro-EDM process parameters. Adv Manuf 2:251–258
Tozan H (2011) Fuzzy AHP based decision support system for technology selection in abrasive water jet cutting processes. Tehnički Vjesnik Technical Gazette 18:187–191
Tripathy S, Tripathy DK (2016) Multi-attribute optimization of machining process parameters in powder mixed electro-discharge machining using TOPSIS and grey relational analysis. Eng Sci Technol 19:62–70
Tripathy S, Tripathy DK (2017) Multi-response optimization of machining process parameters for powder mixed electro-discharge machining of H-11 die steel using grey relational analysis and topsis. Mach Sci Technol 21:362–384
Tudu JJ, Panda SN, Kumar P (2021) A comparative evaluation of process parameter optimization of wire cut electric discharge machining of Ti-6Al-4V using WASPAS and metaheuristic methods. Psychol Educ 58(1):5860–5863
Viswanth VS, Ramanujam R, Rajyalakshmi G (2020) Performance study of eco-friendly dielectric in EDM of AISI 2507 super duplex steel using Taguchi-fuzzy TOPSIS approach. Int J Prod Qual Manag 29:518–541
Xu X (2001) The SIR method: a superiority and inferiority ranking method for multiple criteria decision making. Eur J Oper Res 131:587–602
Xu CS (2012) Working principle and performance of wire electrical discharge machining. Adv Mater Res 507:180–183
Xu WJ, Fang JC, Lu YS (2002) Study on ceramic cutting by plasma arc. J Mater Process Technol 129:152–156
Yazdani M, Zarate P, Zavadskas EK, Turskis Z (2019) A combined compromise solution (CoCoSo) method for multi-criteria decision-making problems. Manag Decis 57:2501–2519
Youssef H, El-Hofy HAG (2020) Machining technology and operations. CRC Press, USA
Yuan CJ, Bakar ASHA, Roslan MN, Cheng CW, Rosekhizam MNSM, Ghani JA, Wahid Z (2021) Electrochemical machining (ECM) and its recent development. Jurnal Tribologi 28:20–31
Yuvaraj N, Pradeep Kumar M (2015) Multiresponse optimization of abrasive water jet cutting process parameters using TOPSIS approach. Mater Manuf Process 30:882–889
Yuvaraj N, Pradeep Kumar M (2018) Optimisation of abrasive water jet cutting process parameters for AA5083-H32 aluminium alloy using fuzzy TOPSIS method. Int J Mach Mach Mater 20:118–140
Zavadskas EK, Turskis Z (2010) A new additive ratio assessment (ARAS) method in multicriteria decision-making. Technol Econ Dev Econ 16(2):159–172
Zavadskas EK, Turskis Z, Antucheviciene J, Zakarevicius A (2012) Optimization of weighted aggregated sum product assessment. Electron Electr Eng 122(6):3–6
Zeng Y-P, Lin C-L, Dai H-M, Lin Y-C, Hung J-C (2021) Multi-performance optimization in electrical discharge machining of Al2O3 ceramics using Taguchi base AHP weighted TOPSIS method. Processes 9:1647
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kalita, K., Chakraborty, S., Ghadai, R.K. et al. Parametric optimization of non-traditional machining processes using multi-criteria decision making techniques: literature review and future directions. Multiscale and Multidiscip. Model. Exp. and Des. 6, 1–40 (2023). https://doi.org/10.1007/s41939-022-00128-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s41939-022-00128-7