
Abstract
Recent developments in material science have concentrated not only on the improvement in mechanical properties, but also on the machinability that was difficult for system profiles. The present research explains the machinability assessment of the part of the sintered powder metallurgy using an electric discharge machining. The ferrous clay matrix preparations are constructed from iron–carbon–copper material and bentonite clay. The selected input parameters for the measurement of machinability are wt. % of clay, current (A), pulse on time (µs) and voltage (V), whereas the electrode wear rate, material removal rate and surface roughness (Ra) are considered as performance features. Results show that the performance parameters have been optimized at three different parametric conditions. Further, to obtain single optimum condition the hybrid GRA-TOPSOS methodology has been implemented for maximum MRR with minimum EWR and low surface roughness. The single optimum condition has been found at 5% clay, current 7 A, voltage 49 V and pulse on time 400 µs. The study of micro-structure and chemical composition of machined surfaces has been carried out using scanning electron microscopy with X-ray diffraction and energy-dispersive spectrometry analysis, respectively. The SEM exposes the less recast layer and micro-cracks during electrical discharge machining of ferrous clay composite.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The favourable combinations of mixing metals and non-metals have key assets in the powder metallurgy (P/M) process. Powder metallurgy composites have been got substantial attention in the present composite domain owing to a high potential in decent strength, stress-free formability, near net shape manufacturing and economical cost compared to traditional alloys which impact on the developing requirement of advanced composites in various industries. The most widely employed ferrous P/M parts have been used for industrial applications such as gears, vehicle parts, marine parts, aviation and power tool components due to improved mechanical properties [1]. The P/M composites are having production steps which implicate the powder preparation, mixing followed by compaction and subsequent sintering at elevated temperature. The result of present investigation has industrial applications for powder metallurgical components. Generally lock and structural parts, automobile parts, machines components, gears, etc. are produced by powder metallurgical components and these required some secondary machining operations like threads, grooves, undercuts, holes, etc. Therefore, machinability study of P/M composites fascinates the attention of many researchers. Many factors like alloying elements, porosity, presence of hard particles and heterogeneous micro-structure cause difficulties in machining of P/M components [2,3,4,5]. The predominant machining operations common in P/M are mainly drilling (30%), turning, tapping and boring (25%), and others (milling, unconventional machining) to a minor extent. So there is a huge chance in the machinability study of powder metallurgy composites using unconventional machining processes. Several machining processes like abrasives and water jet machining, ultrasonic machining, laser machining, etc. have been deliberated for machining of composites in the contemporary centuries [5, 6]. Amongst them, electrical discharge machining (EDM) offers various advantages like no burr production, no force on material hardness, production of complex shapes, etc. In electric discharge machining, the discrete electrical releases (flashes) are generated between the workpiece and tool which lead to erosion of a tiny amount of material from a workpiece surface. [7,8,9]. The major problems have occurred in machining of P/M composites via an EDM process due to thermal conductivity of the workpiece material, porosity, low material rate, poor surface finish, recast layer, micro-cracks, undesirable phase transformations and non-uniform dispersion of atoms. However, many researchers have been continuously striving for the development of machining of advanced materials/composites via an EDM process for various industrial applications [8,9,10,11,12]. In EDM, the machinability of processes has been mainly measured, viz. MRR, EWR and Ra with cost effectiveness. The EDM process parameters like pulse on time, current, gap voltage and pulse off time along with recast layer have a significant effect on performance parameters like MRR, EWR and Ra. To study the parametric contribution, the performance analysis has been studied for composite materials in electric discharge machining using Taguchi’s experimental design and neuro-grey methodology [13,14,15]. Further, some researchers have made an attempt for optimization of EDM process parameters through different techniques like response surface methodology (RSM) [15, 16], desirability-based multi-objective particle swarm optimization [17] central composite design and desirability approach [18], grey relational analysis and TOPSIS [19,20,21,22,23], GRA-PCA [24], ANOVA [25, 26], tool electrode analysis using surface alloying [27], multi-phasic simulation method [28], analysis of surface morphology using SEM [29,30,31], fuzzy TOPSIS [32], RSM and NSGA-II-based optimization [33], genetic algorithm [34], TGRA-based optimization [35]. Few researchers have studied the micro-hardness and effect of dielectric in EDM process and also made comparative analysis using different MCDM techniques [36, 37].
In this context, the machinability analysis of ferrous clay composites has been performed in the EDM process for assessing process parameters. The novelty of the present work lies in the addition of bentonite (organic) clay as a machinability enhancer in ferrous alloy as no one has made such attempt. To evaluate the significance of clay, the analysis of machinability characterizations have been carried out. The selected input parameters are wet. % of bentonite clay (Pc), current (Ip), gap voltage (V) and pulse on time (µs), while the response parameters are electrode wear rate (EWR), material removal rate (MRR) and surface roughness (Ra). A Taguchi method has been applied to interpret an influence of the input variables on the response parameters of the EDM process. The high MRR, less EWR and low Ra have been predicted at different conditions using analysis of variance. Further, GRA-TOPSIS hybrid methodology was employed to accomplish the single optimum machining condition which satisfies the several response parameters in the EDM operation. To explore the influence of process parameters on the recast layer, the machined surface analysis has been carried out with scanning electron microscopy (SEM). Also, X-ray diffraction (XRD and energy-dispersive spectrometry (EDS) analysis has been carried out for the study of chemical composition of ferrous clay composite.
2 Materials and Methods
2.1 Sample Preparation
The sample specimens have been prepared using prealloyed iron powder, having 2% copper, 0.8% graphite 0.3% MnS and balance Fe, [38] in which the bentonite clay (aluminium silicate) has been added to move over a ferrous clay composite. The bentonite clay has been varied from 0 to 5% at the interval of 1%. The ferrous clay composites were prepared at room temperature using a mechanical press and then subsequently sintered for 90 min at 1200 ºC in meticulous N2/H2 (90:10) atmosphere to avoid the rusting [39].
2.2 Experimental Design
The design of experiments encompasses a suitable selection of input factors and their levels. As per literature, based on pilot experimentation and testing machine specifications the parameters have been selected as wt. % of clay (Pc), current (Ip), gap voltage (V) and pulse on time (µs). A mixed 3–6 level Taguchi design method has selected to determine optimum EDM process variables for maximum MRR and minimum EWR to the low Ra. Accordingly, total eighteen experimental trials have been scheduled as per the designated design. Table 1 presents the process variables with their levels and fixed parameters.
2.3 Experimental Procedure
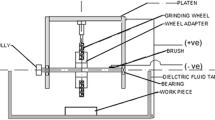
To assess the machinability of ferrous clay composite using EDM process, all experiments were performed as per Taguchi’s L18 array. The experiments have been carried out on an electric discharge machine using ɸ 10 mm copper tool. The experimental arrangement of EDM is demonstrated in Fig. 1.

a Experimental arrangement of EDM. b Enlarged view of machining
The weight of the workpiece and copper tool has been taken before and after each experiment to estimate the MRR and EWR using Eqs. 1 and 2, respectively. The surface roughness of the machined surface has been measured using a surface tester. The measured MRR, EWR and Ra values are presented in Table 2 as response parameters.
where Wb and Wa represent weight of workpiece before and after machining, respectively, T = time of machining.
where Wtb and Wta represent electrode weight before and after machining, respectively, and T = time of machining.
3 Result and Discussion
3.1 Effect of Clay on Mechanical Properties
The effect of bentonite clay on mechanical properties in powder metallurgical composite has been explained as the less porosity has been found with increased weight percentage of clay as clay particles lodge the secondary pores created by liquid phase heating of copper at the grain boundary and clay particles can act as porosity filler. The overall density, hardness and crushing strength of the ferrous clay composite have been found reduced with increased weight percentage of clay [39].
3.2 Process Parameters Contribution
The response parameter data have been analysed using a statistical method. The ANOVA and percentage contribution for process parameters are presented in Table 3. The P value of current is found lowest, i.e. 0.004 which shows most significant factor in machining. Further P values wt. % of clay and pulse on time are lower, respectively. The P value of voltage is more which confirms minor effect on machinability. It is observed that the current (Ip) has more effect on the MRR, EWR and Ra, i.e. 54%, 72% and 66%, respectively. The wt. % of clay has additional influence on MRR (24%) and Ra (20%) compared to EWR (1%). Pulse on time (µs) has nearly the same effect on MRR (19%) and EWR (20%). The voltage (V) has a negligible significant effect on MRR (3%), EWR (7%) and Ra (5%).
3.3 Parameters Interaction Effect
Different parameter interactions are illustrated in Fig. 2. The most of the interactions has been observed at wt. % of clay levels with remaining machining parameters. For current at 5A, the interactions are clubbed together. Similarly, interactions have been observed at 50 V voltage and 500 µs pulse on time which shows strong parameter interactions. For remaining, inputs like current and voltage interactions are found at 50 V for 3A and 5A only. Further, current and voltage with pulse on time, the interactions are observed for 500 µs pulse on time for 3A and 5A and 600 µs pulse on time for 49 V and 50 V.

Parameter interaction effects
3.4 Means Analysis of MRR
The influence of process variables on material removal rate (MRR) is illustrated in Fig. 3. As the clay percentage increases when initially the material removal rate decreases, but after 2% clay MRR increases. The maximum MRR has been achieved at 5% clay. As less clay particles were coming in contact up to 2% clay, the less material removal rate was observed. Further, more clay particles have been released during machining resulting in an increase in MRR. Also, MRR has been increased as current increases and this phenomenon takes place due to thermal conductivity of clay. The more current produces more heat in the cutting zone due to which the material particles melt and vaporize. Finally, as pulse on time increases the MRR decreases due to heat spread through the specimen. To achieve the maximum MRR, 5% clay, 7 A current, 49 V and pulse on time 400 µs have been found beneficial.

Main effects plot for MRR
3.5 Means Analysis of EWR
The effect of process variables on electrode wear rate (EWR) is demonstrated in Fig. 4 It has nearly the same graphical trend as MRR. As the clay percentage increases initially, the electrode wear rate decreases, but after 2% clay EWR increases. At less clay percentage (0%), the generated heat may erode the electrode resulting in high EWR. As a clay percentage increases, the more clay area may come in contact with heat and the generated heat has been utilized for EWR. Further, for small pulses on time, heat may not be transferred to composite but used for more EWR. At more pulse on time, the generated heat may properly transfer to composite results with less EWR. For minimum EWR, 2% clay, 3 A current, 48 V and pulse on time 600 µs have benefitted.

Main effects plot for EWR
3.6 Means Analysis of Ra
The influence of process variables on surface roughness (Ra) is shown in Fig. 5. The current and clay percentage has a major effect on surface roughness. As the current increases, the heat in the machining zone increases. This heat has been utilized to melt and vaporize the metal particles. After vaporization of metal particles, cavity formation takes place. These cavities may be filled with free clay resulting in a decrease in the surface roughness. More current resulted in high surface roughness due to melting and vaporization of metal particles and may be burning of free clay particles. The voltage and pulse on time have comparatively less influence on surface roughness (Ra). For low surface roughness, the 5% clay, 3 A current, 48 V and pulse on time 500 µs have benefitted.

Main effects plot for surface roughness (Ra)
From the above means analysis, it has been found that the current and clay percentage has a significant effect on MRR, EWR and Ra. Therefore, to achieve the maximum MRR, 5% clay, 7 A current, 49 V and pulse on time 400 µs have benefitted, and to obtain less EWR with low Ra, 2% clay, 3 A current, 48 V and pulse on time 600 µs and 5% clay, 3 A current, 48 V and pulse on time 500 µs have benefitted, respectively. This gives a different set of parameters for dissimilar response parameters. Each of these parameters has dissimilar measurement units for the criterion to quantify the performance of the process. Thus, the evaluation of the above performance parameters is not possible considering distinct measurement units. The GRA-TOPSIS methodology recommends a multiple response parametric optimization problem into a single response parameter optimization.
4 GRA-TOPSIS Methodology
In this segment, the GRA-TOPSIS decision-making model was anticipated to achieve a single process parameter optimal condition in the EDM process of ferrous clay composite. The GRA-TOPSIS combined methodology has been projected which involves traditional steps of the primary methods. Initially, the experiments have been carried out as per the design of experiments to generate the decision matrix and then normalization of decision matrix has been performed according to the category of quality features, i.e. the higher the better or the lower the better. The GRC values have been calculated from all the normalized response variables [19,20,21,22]. Then GRC has evaluated for all the response variables as given in Table 4.
Further, the GRC values have been considered in TOPSIS calculations. The standard methodology of the TOPSIS method has been explained by many researchers [22, 23]. The characteristics are: MRR, EWR and Ra. For the anticipated specific problem, MRR is considered as a beneficial characteristic (i.e. higher values), while EWR and Ra are considered as non-beneficial (i.e. smaller values) characteristics. Accordingly, the positive ideal solution (PIS) A + and negative ideal solution (NIS) A- have been calculated [23]. Finally, separation of every substitute from the positive ideal solution and negative ideal solution has been predicated to express the relative closeness of a particular alternative to the ideal solution. The comparative closeness to ideal solution is presented in Table 5.
From this, it has found that the setting of experiment 18 has the highest relative closeness performance index for higher MRR and less EWR with low Ra. Therefore, the process parameters set for experiment 18 have the optimal set of process parameters amongst the eighteen experiments. In other words, the optimum condition for higher MRR and less EWR with low Ra has been found at 5% clay, current 7 A, voltage 49 V and pulse on time 400 µs.
5 Surface Topography
5.1 X-ray diffraction (XRD) and energy-dispersive spectrometry (EDS) analysis
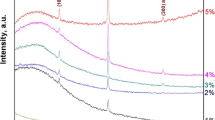
The X-ray diffraction (XRD) analysis of ferrous clay composite has been carried out by Ultima IV X-ray diffractometer, with Cu-Ka radiation operating at 40 kV, 40 mA. The three clamorous and robust echoes at 101 and 300 for 2Ɵ° position which reveals the silicon dioxide, and at 110 for 2Ɵ° position, the aluminium–iron has been observed for ferrous clay composite as shown in Fig. 6. The height of the peak increases with an increase in wt. % of clay. The nearly peak less conditions were observed at no clay condition. This shows the homogeneous mixing of clay in ferrous clay composite.

XRD analysis at different wt. % of clay
The energy-dispersive spectrometry (EDS) analysis has been carried out for study chemical composition of ferrous clay composite. The EDS analysis has been carried out for no clay, minimum clay (1%) and maximum clay (5%) condition which has been demonstrated in Fig. 7 for a, b and c, respectively. Figure 7a represents the EDS analysis of 0% clay sample in which Al and Si percentages have been found absent, while Fig. 7b represents EDS analysis of 1% clay wherein Al and Si percentages has found 1.64% and 1.67%, respectively. The increased Al and Si percentages have been noticed in the EDS analysis of 5% clay as shown in Fig. 7c where it has been observed as 8.05% and 19.93%, respectively.

EDS analysis at different wt. % of clay
5.2 Scanning Electron Microscope (SEM) Analysis
The EDM machined surface of ferrous clay composite has been examined for analysing the influence of wt. % of clay by scanning electron microscopy (SEM). Also, as per ANOVA, as given in Table 3, the current has been found to be the most significant factor which contributes 54%, 72% and 66% for variation in MRR, EWR and Ra, respectively. Hence, the SEM has been carried out for the 0%, 1% and 5% clay samples as no clay, minimum clay and maximum clay percentage samples with combination with three levels of current (Ip), i.e. 3A, 5A and 7A.
Figure 8a, b and c shows the SEM analysis for 0% clay condition for 3A, 5A and 7A current, respectively. Figure 8a depicts some debris particles and micro-cracks on recast or white layer due to the less current. Further, Fig. 8b shows less debris particles as increased current resulted in more recast layers. In Fig. 8a, b, recast layer has observed in layer type formation due to less energy. At last Fig. 8c shows that debris particles and recast layers may get rewelded due increased energy of increased current. The continuous recast layer along with small debris particles is shown in Fig. 8c.

SEM images for 0% clay at different current
Figure 9a, b and c shows the SEM analysis for 1% clay condition for 3A, 5A and 7A current, respectively. Figure 9a depicts micro-holes on the recast layer due to the presence of less clay and less energy due to low current. Further, Fig. 9 (b) shows more gaps in the recast layer due to the presence of clay, but increased current resulted in the formation of the recast layer. At last, Fig. 9c shows that the more recast layer compared to Fig. 9a, b due to increased energy of increased current. In comparison with Fig. 8, in the presence of clay, the recast layer has found to be reduced.

SEM images for 1% clay at different current
Figure 10a, b and c shows the SEM analysis for 5% clay condition for 3A, 5A and 7A current, respectively. Figure 10a depicts a non-uniform recast layer due to the presence of more clay. Further, Fig. 10b shows debris or clay particles in the recast layer but, increased clay percentage resulted in the formation of less recast layer. At last, Fig. 10c demonstrates the negligible recast layer and clay particles may get surrounded by molten metal. This may be possible due to increased energy of increased current. In comparison with Figs. 8, 9, in the presence of clay, the recast layer has found to be more reduced.

SEM images for 5% clay at different current
Therefore, more wet. % of clay resulted in the minimum recast layer formation, which has been favourable for the EDM process of ferrous clay composite.
6 Conclusions
The ferrous clay composite has been machined using the EDM process. The influence of EDM process variables on response parameters has been deliberated. The following conclusions can be exhausted from the above analysis-
-
1.
From statistical analysis, the maximum MRR with less EWR and low Ra have been obtained at different parametric conditions. The maximum MRR at 5% clay, 7 A current, 49 V and pulse on time 400 µs, and less EWR, at 2% clay, 3 A current, 48 V and pulse on time 600 µs and low Ra at 5% clay, 3 A current, 48 V and pulse on time 500 µs have been found pre-eminently.
-
2.
The current has a significant effect on the response parameters which contributes 54%, 72% and 66% for variation in MRR, EWR and Ra, respectively. The wt. % of clay has a second significant effect on MRR and Ra which contributes 24% and 20%, respectively. The wt. % of clay has negligible effect on EWR.
-
3.
Using GRA-TOPSIS multi-objective optimization methodology, the single optimum condition for maximum MRR and less EWR with low Ra has been established at 5% clay, current 3 A, voltage 50 V and pulse on time 400 µs.
-
4.
The X-ray diffraction reveals a homogeneous mixture of clay in ferrous clay composite. The energy-dispersive spectrometry (EDS) analysis shows the increased Al and Si percentages with an increase in wt. % of clay in ferrous clay composite.
-
5.
The SEM analysis illustrates that the addition of clay reduces the recast layer in the EDM process. More recast layers have been observed at no clay condition, while less recast layers have been witnessed at 5% clay condition.
References
Kandavel, T.K.; Chandramouli, R.; Karthikeyan, P.: Influence of alloying elements and density on aqueous corrosion behaviour of some sintered low alloy steels. Mater. Des. 40, 336–342 (2012). https://doi.org/10.1016/j.matdes.2012.03.033
Blais, C.; L’Espérance, G.; Bourgeois, I.: Characterisation of machinability of sintered steels during drilling operations. Powder Metall. (2001). https://doi.org/10.1179/003258901666194
Park, J.; Lee, S.; Kang, S.; Jeon, J.; Lee, S.H.; Kim, H.; Choi, H.: Complex effects of alloy composition and porosity on the phase transformations and mechanical properties of powder metallurgy steels. Powder Technol. 284, 459–466 (2015). https://doi.org/10.1016/j.powtec.2015.07.029
Bhosale, S.B.; Pawade, R.S.; Brahmankar, P.K.: Effect of process parameters on MRR, TWR and surface topography in ultrasonic machining of alumina-zirconia ceramic composite. Ceram. Int. 40, 12831–12836 (2014). https://doi.org/10.1016/j.ceramint.2014.04.137
Tougas, B.; Blais, C.: Ultrasound-assisted drilling of copper and pre-alloyed powder metallurgy steels. Powder Metall. 60, 49–55 (2017). https://doi.org/10.1080/00325899.2016.1273990
Salak, A.; Selecka, M.; Danninger, H.: Machinability of powder metallurgy steels. Cambridge International Science Publishing, Springer (2005)
Ferraris, E.; Reynaerts, D.; Lauwers, B.: Micro-EDM process investigation and comparison performance of Al 3O2 and ZrO2 based ceramic composites. CIRP Ann. - Manuf. Technol. 60, 235–238 (2011). https://doi.org/10.1016/j.cirp.2011.03.131
Mohanty, C.P.; Mahapatra, S.S.; Singh, M.R.: An intelligent approach to optimize the EDM process parameters using utility concept and QPSO algorithm. Eng. Sci. Technol. an Int. J. 20, 552–562 (2017). https://doi.org/10.1016/j.jestch.2016.07.003
Talla, G.; Sahoo, D.K.; Gangopadhyay, S.; Biswas, C.K.: Modeling and multi-objective optimization of powder mixed electric discharge machining process of aluminum/alumina metal matrix composite. Eng. Sci. Technol. an Int. J. 18, 369–373 (2015). https://doi.org/10.1016/j.jestch.2015.01.007
Ugarteche, C.V.; Furlan, K.P.; Vale Pereira Do, R.; Trindade, G.; BinderBinderKlein, R.C.A.N.: Effect of microstructure on the thermal properties of sintered iron-copper composites. Mater. Res. (2015). https://doi.org/10.1590/1516-1439.030915
Bhuyan, R.K.; Mohanty, S.; Routara, B.C.: RSM and Fuzzy logic approaches for predicting the surface roughness during EDM of Al-SiCp MMC. Mater. Today: Proceed. 4(2), 1947–1956 (2017)
Singh Sidhu, S.; Singh Bains, P.: Study of the recast layer of particulate reinforced metal matrix composites machined by EDM. Mater. Today Proc. 4, 3243–3251 (2017). https://doi.org/10.1016/j.matpr.2017.02.210
Surya, V.R.; Kumar, K.M.V.; Keshavamurthy, R.; Ugrasen, G.; Ravindra, H.: Prediction of machining characteristics using artificial neural network in Wire EDM of Al7075 based In-situ composite. Mater. Today Proc. 4, 203–212 (2017). https://doi.org/10.1016/j.matpr.2017.01.014
Gangil, M.; Pradhan, M.K.; Purohit, R.: Review on modelling and optimization of electrical discharge machining process using modern techniques. Mater Today: Proceed. 4, 2048–2057 (2017)
Gopalakannan, S.; Senthilvelan, T.: Application of response surface method on machining of Al-SiC nano-composites. Meas. J. Int. Meas. Confed. (2013). https://doi.org/10.1016/j.measurement.2013.04.036
Dey, A.; Debnath, S.; Pandey, K.M.: Optimization of electrical discharge machining process parameters for Al6061/cenosphere composite using grey-based hybrid approach. Trans. Nonferrous Metals Soc. China 27(5), 998–1010 (2017)
Majumder, A.: Process parameter optimization during EDM of AISI 316 LN stainless steel by using fuzzy based multi-objective PSO. J. Mech. Sci. Technol. (2013). https://doi.org/10.1007/s12206-013-0524-x
Gopalakannan, S.; Senthilvelan, T.: Optimization of machining parameters for EDM operations based on central composite design and desirability approach. J. Mech. Sci. Technol. (2014). https://doi.org/10.1007/s12206-013-1180-x
Manikandan, N.; Kumanan, S.; Sathiyanarayanan, C.: Multiple performance optimization of electrochemical drilling of inconel 625 using taguchi based grey relational analysis. Eng. Sci. Technol. an Int. J. (2017). https://doi.org/10.1016/j.jestch.2016.12.002
Naveen, B.; Anil S, K.M.; Sharma, C.: Optimisation of electrical discharge machining process with CuW powder metallurgy electrode using grey relation theory. J. Mach. Mach. Mater. 9, 103–115 (2011)
Kumar, S.; V., Kumar. M, P.: Optimization of cryogenic cooled EDM process parameters using grey relational analysis. J. Mech. Sci. Technol. (2014). https://doi.org/10.1007/s12206-014-0840-9
Mishra, B.P.; Routara, B.C.: An experimental investigation and optimisation of performance characteristics in EDM of EN-24 alloy steel using Taguchi method and grey relational analysis. Mater. Today: Proceed. 4, 7438–7447 (2017)
Manivannan, R.; Kumar, M.P.: Multi-response optimization of Micro-EDM process parameters on AISI304 steel using TOPSIS. J. Mech. Sci. Technol. (2016). https://doi.org/10.1007/s12206-015-1217-4
Jagadish, R.; A.: Optimization of process parameters of green electrical discharge machining using principal component analysis PCA. Int. J. Adv. Manuf. Technol. (2016). https://doi.org/10.1007/s00170-014-6372-8
Kao, J.Y.; Tsao, C.C.; Wang, S.S.; Hsu, C.Y.: Optimization of the EDM parameters on machining Ti-6Al-4V with multiple quality characteristics. Int. J. Adv. Manuf. Technol. (2010). https://doi.org/10.1007/s00170-009-2208-3
Selvarajan, L.; Sathiya Narayanan, C.; Jeyapaul, R.; Manohar, M.: Optimization of EDM process parameters in machining Si3N4-TiN conductive ceramic composites to improve form and orientation tolerances. Meas. J. Int. Meas. Confed. 92, 114–129 (2016). https://doi.org/10.1016/j.measurement.2016.05.018
Gill, A.S.; Kumar, S.: Surface alloying by powder metallurgy tool electrode using EDM process. Mater. Today Proc. 2, 1723–1730 (2015). https://doi.org/10.1016/j.matpr.2015.07.006
Hackert-Oschätzchen, M.; Paul, R.; Kowalick, M.; Kuhn, D.; Meichsner, G.; Zinecker, M.; Schubert, A.: Characterization of an electrochemical machining process for precise internal geometries by multiphysics simulation. Procedia CIRP. 58, 175–180 (2017). https://doi.org/10.1016/j.procir.2017.04.021
Ashok kumarLaxminarayanaAravindan, U.P.N.: Study of surface morphology on micro machined surfaces of AISI 316 by Die Sinker EDM. Mater. Today Proc. 4, 1285–1292 (2017). https://doi.org/10.1016/j.matpr.2017.01.149
Dewangan, S.; Gangopadhyay, S.; Biswas, C.K.: Study of surface integrity and dimensional accuracy in EDM using Fuzzy TOPSIS and sensitivity analysis. Meas. J. Int. Meas. Confed. (2015). https://doi.org/10.1016/j.measurement.2014.11.025
Lakshmanan, S.; Chinnakutti, P.; Namballa, M.K.; Engineering, M.; MC, a: Optimization of surface roughness using response surface methodology for EN31 tool steel EDM machining. Int. J. Recent Dev. Eng. Technol. 2, 64–71 (2013)
Pattnaik, S.K., Priyadarshini, M., Mahapatra, K.D., Mishra, D., Panda, S. (2015) Multi objective optimization of EDM process parameters using fuzzy TOPSIS method. In: ICIIECS 2015 - 2015 IEEE International Conference on Innovations in Information, Embedded and Communication Systems
Khullar, V.R.; Sharma, N.; Kishore, S.; Sharma, R.: RSM- and NSGA-II-based multiple performance characteristics optimization of EDM parameters for AISI 5160. Arab. J. Sci. Eng. (2017). https://doi.org/10.1007/s13369-016-2399-5
Dilip, D.G.; Panda, S.; Mathew, J.: Characterization and parametric optimization of micro-hole surfaces in Micro-EDM drilling on inconel 718 super alloy using genetic algorithm. Arab. J. Sci. Eng. (2020). https://doi.org/10.1007/s13369-019-04325-4
Nguyen, P.H.; Banh, T.L.; Mashood, K.A.; Tran, D.Q.; Dong Pham, V.; Muthuramalingam, T.; Duc Nguyen, V.; Nguyen, D.T.: Application of TGRA-based optimisation for machinability of high-chromium tool steel in the EDM process. Arab. J. Sci. Eng. (2020). https://doi.org/10.1007/s13369-020-04456-z
Niamat, M.; Sarfraz, S.; Shehab, E.; Ismail, S.O.; Khalid, Q.S.: Experimental characterization of electrical discharge machining of aluminum 6061 T6 alloy using different dielectrics. Arab. J. Sci. Eng. (2019). https://doi.org/10.1007/s13369-019-03987-4
Sindhu, S.S.; Yazdani, M.: Comparative analysis of MCDM techniques for EDM of SiC/A359 composite. Arab. J. Sci. Eng. (2017). https://doi.org/10.1007/s13369-017-2726-5
Bhosale, S.B.; Bhowmik, S.; Ray, A.: Multi criteria decision making for selection of material composition for powder metallurgy process. Mater. Today: Proceed. 5(2), 4615–4620 (2018). https://doi.org/10.1016/j.matpr.2017.12.032
Bhosale, S.B.; Bhowmik, S.; Ray, A.; A.: Experimental analysis and parametric optimization of drilling process for ferrous clay composite using GRA-PCA approach. J. Mate.r Res. Technol. 10, 376–389 (2021). https://doi.org/10.1016/j.jmrt.2020.12.032
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Bhosale, S.B., Bhowmik, S. & Ray, A. Evaluation of Machinability and Recast Layer Analysis of Ferrous Clay Composite through Electric Discharge Machining Process. Arab J Sci Eng 47, 8523–8533 (2022). https://doi.org/10.1007/s13369-021-06337-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13369-021-06337-5