
Abstract
This study has been carried out to assess the impact of electrical discharge machining parameters on the SiC-reinforced aluminum metal matrix composites. The criteria in machining process including electrodes material, current, pulse time, and dielectric medium were diversified to evaluate their effect on material removal rate (MRR), surface roughness (SR), and residual stresses. The residual stresses induced due to subsequent heating and cooling shocks during the electric discharge process are of primary concern while machining process. The magnitude of residual stresses induced on the machined surface was estimated via X-ray diffraction method. The process conditions that influenced the responses were recognized and optimized synchronically using multiple criteria decision-making and statistical techniques. In this study, analytical hierarchy process (AHP) and a multi-objective optimization analysis (MOORA) will solve process condition problem. This approach confers the combination of process parameter settings suitable for the machining of such composites.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others
Keywords
- Residual stresses
- Metal removal rate
- Surface roughness
- Analytical hierarchy process
- Multi-objective optimization based on ratio analysis (MOORA)
1 Introduction
Today, advanced technology needs a material having excellent specific properties and capable of replacing high-cost alloy materials. Such properties are found in a composite material reinforced with whiskers/particles and are explored comprehensively for their applications in different fields of engineering. Such materials are achieved by prudent selection of two or more specific materials, and when they combined, it brings on a synergetic enhancement in properties. Metal matrix composites (MMCs) are categories as the composite materials made up of metal or alloy, which uniformly distribute the external load and form a percolating network to separate the reinforced fibers or particles [1]. These properties of MMCs make them suitable for the wide range of applications in automobile industries such as braking system, piston rods, piston pins, brake disc, etc. [2, 3]. Some problems such as high machining cost and degradation of surface material properties may arise due to the existence of hard ceramic pieces in MMCs; however, geometrical complexity and the reinforcement’s distribution within composite matrix restrain the effectiveness of such machining processes. These constraints can be tackled by adopting such methods, which are capable of achieving the desired workpiece geometry along with minimum damage to the material properties [4, 5]. A method like this used for machining of MMCs is electrical discharge machining (EDM) process. EDM provides a potential manufacturing technique to machine composite materials with an intrinsic geometry besides better productivity, surface finish, and dimensional accuracy. In this technique, a tool electrode machines the material by the series of sparks plasma formed in a dielectric medium and generates a replica of the tool contour. The wide acceptance of this process is due to its capability to machine intricate shapes in hard-to-cut materials with negligible surface damage owing to the absence of physical contact between the tools and work material. However, some defects including cracks, spalling, porosity, residual stresses, and metallurgical transformation may occur on the machined surface and subsurface as a result of subsequent melting and cooling in EDM process [6–8].
Several studies have reported the EDM process aspects of particulate reinforced MMCs. Hocheng et al. [9] analyzed the material eroding rate of SiC/Al and correlation was developed between the spark energy and craters formation on the machined surface. One of the most recognized nonconventional machining techniques has been EDM that is an efficient technique in framing machine materials’ difficulties [10]. Several optimization techniques were employed by various researchers to predict the effects of input process parameters on the MMCs [11, 12].
The role of multicriteria decision-making (MCDM) can be recognized in the optimization of EDM process. Gray relational analysis (GRA) was used to enhance process parameters of EDM while machining Al-10%SiC composites in research done by Singh et al. [13]. Kuriakose and Shunmugam [14] presented the multi-regression method to correlate input and output parameters of wire EDM process; further, these parameters were optimized adopting non-dominated sorting genetic algorithm method. Tzeng and Chen [15] coupled fuzzy-based model with Taguchi method to study the multi-response characteristic of high-speed EDM process. Sidhu et al. [16] applied lexicographic goal programming approach to optimize the EDM parameters, while copper was utilized as a tool electrode in machining MMC. The effects of EDM process parameters on MRR, TWR, and surface integrity have been intensively reported in the literature. However, the residual stresses induced during EDM process are one of the important factors that may affect the service life of machined components. To analyze these residual stresses, a widely accepted X-ray diffraction technique method is explained in detail in the reference [17]. A review of the literature reports several studies that optimize the MRR, TWR, and surface roughness but very limited studies that globally optimize the response parameters including residual stresses MRR and SR for MMCs. Therefore, objectives of the study can be listed here:
-
Influence of the parameters of machining process on the 65 vol% SiC/A356.2 (Sample I, solicited from Ceramic Process System, USA) and 10 vol% SiC-5 vol% quartz/Al composites (Sample II; Prepared by stir casting route [18]).
-
Three response parameters such as MRR, SR, and residual stresses are evaluated using L18 Taguchi’s experimental design.
-
The response parameters are globally optimized using analytical hierarchy process (AHP) and multi-objective optimization based on ration analysis (MOORA) methods. This issue accounts as part of the contribution of this research due to the application of AHP-MOORA with real-world optimization problem.
Application of MCDM tools in the production and manufacturing area is tremendous. AHP is a method, which mostly is applied to weight decision factors and MOORA is a multi-objective method to select the best option. MOORA becomes popular in different research zones. Kalibatas and Turskis [19] to keep the quality of constructions for customers reported a framework for the evaluation of inner climate of new buildings. To help industrial engineering students in their future work career, fuzzy AHP and MOORA have been recommended to deliver optimal solutions [20]. Chakraborty [21] indicated the usage of AHP-MOORA different manufacturing decision problems as robot selection, machine tool, and prototype selections. Fuzzy AHP rather than AHP in uncertain environments is a key. In another study, fuzzy AHP and MOORA methods have been utilized to evaluate Indian technical educations [22].
2 Methodology
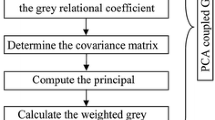
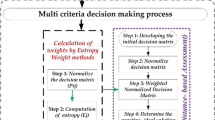
This part of the article introduces two MCDM methods as AHP and MOORA that are implemented in this work for EDM process evaluation (Fig. 1).

Flowchart of AHP and MOORA methodology
2.1 AHP
AHP addresses a quantitative structure of multistage, multicriteria, and multi-person hierarchical problem invented and developed by Saaty [23, 24]. The weights of criteria are obtained by following the below-mentioned steps in AHP methodology [25, 26]:
To obtain the weights of each factor, a goal and main problem must be defined. A hierarchy structure of all the variables and sub-variables based on complexity and level of decision-making is decided from the top to middle followed by the lowest priority. Then, experts should construct (\(n \times n\)) pair-wise judgments tables regarding each level using defined scales in Table 1. Reciprocal automatically is produced based on previous judgments. Now, hierarchical synthesis is performed to weight the eigenvectors and the sum is taken over all weighted eigenvector entries relating to those in the lower level of the hierarchy. Ultimately, to assure the consistency of the process, a logical test must be done. The aforementioned tasks have to be repeated for all the levels.
2.2 MOORA
Multi-objective optimization is the process of considering several criteria (objectives) simultaneously considering predetermined constraints. MOORA [27, 28] allows experts to measure both beneficial and non-beneficial criteria in a process of selecting from a set of alternatives [29, 30]. This method has been implemented in optimization-based studies that are mainly connected to construction management, manufacturing decision-making, and material selection domain [30,31, 32 33]. To solve a typical decision problem using MOORA [19] first, a decision matrix containing alternative information regarding each technical criterion is composed. Further to develop a comparable matrix with similar dimension for all the variables, a normalization process is implemented. As mentioned earlier, the weights of the criteria are achieved using AHP. Therefore, the weighted normalized matrix (WNM) is built by multiplication of normalized matrix and criteria weights. Summations of WNM for benefit and non-benefit criteria are generated which are called overall rating (\(S_{k}^{ + }\)) and (\(S_{k}^{ - }\)), orderly. At the end, subtracting the overall ratings of (\(S_{k}^{ + }\)) and (\(S_{k}^{ - }\)) introduces prioritization of alternatives.
3 Experimental Details
3.1 Material Used in Experiments
The experiments were conducted on the Electrical Discharge Machine (model: SD550 ZNC of OSCARMAX) available in the Machine Tool Lab of the Institute. The workpieces with conventional polarity were machined using commercial grade EDM oil as a dielectric fluid, as well as two other combinations of a dielectric. In the first combination, the EDM oil was mixed with copper powder and in the second combination, the EDM oil was mixed with graphite powder particles. Three electrode materials, namely, (i) copper, (ii) graphite (Particle size 5.0 µm), and (iii) copper–graphite composite (50% Cu, Grade 673, resistivity 2.03 µΩ m) were used for the experimental study.
Three responses were measured after each experiment. The MRR was evaluated using a Chyo (MJ-300) weighing machine with an accuracy of 0.001 g. The surface roughness was measured with the help of Mitutoyo (SJ-400) surface roughness analyzer. The residual stresses induced while machining were measured by X-ray diffraction method on PANalytical’s X’PertPro diffractometer using Cu-Kα1 characteristic X-rays. The diffractometer used in this study was a horizontal, fixed, laboratory-based system, and the maximum 2θ angle accessible was limited to 145°.
3.2 Experimentation
Based on preliminary pilot study, the process parameters that were varied during the experimental study were identified as workpiece material, dielectric medium, tool electrode material, pulse-on time, pulse-off time, and current. All these were listed as control factors and were varied during the study to measure MRR, SR, and residual stresses during various combinations of these factors. The parameters such as open circuit voltage (~135 V) and flushing pressure (0.6 kg/cm2) were kept constant throughout the experimental study. The levels for these factors were chosen on the basis of the pilot study and the settings available on the machine. Table 2 represents the control factors and their levels for experimentation.
Since the factors chosen for study were a combination of two and three levels, a mixed experimental design (L18) developed by Taguchi was used for this study [34]. The Taguchi’s parametric design methodology drastically reduces the number of trials required to gather the necessary data without compromising with the quality of output data using orthogonal designed matrices. L18 denote 18 different trial conditions, which were conducted randomly to eliminate any undesirable bias in the study. The L18 is designed in a way that it accommodates the two-level factor in column 1 and the remaining three-level factors are assigned to other columns. The trial conditions after the assignment of factors to an L18 array are listed in Table 3. From the design matrix, the first column represents the types of workpiece materials used in the study. Thus, the first nine trials represent 65 vol% SiC/A356.2 MMC hereafter represented as Sample I and the remaining nine trials (trial 10–18) represent results for 10 vol% SiC-5 vol.% quartz in aluminum, hereafter referred to as Sample II. The assignment of other factors to remaining columns is listed in Table 3.
The 18 experimental trials with two repetitions were completed as per the Taguchi’s design in a random order. The mean MRR, SR, and residual stress were measured at the end of each trial and are given in the second half of Table 2 under output responses. The MRR was evaluated by the weight difference of workpiece prior and after machining as given by Eq. (1):
where wi = weight of workpiece before machining (mg) and wf = weight after machining (mg) (measured after cleaning the retained dielectric) and T = machining time (min). The SR was measured in terms of an arithmetic mean of absolute values Ra (µm). Each sample was examined at three different locations on the machined surface and was averaged for further analysis.
The residual stresses were evaluated with the help of X-ray diffraction classical procedure. The maximum observed peak diffracted from (422) plane was selected to measure the shift. In the sample, the change d-spacing between the crystallographic plane was clearly analyzed at the highest 2θ angle peak. The relation between d-spacing (Δd) with diffraction peak (Δθ) is given by Eq. (2):
The X-ray data was obtained from built in software. The stresses were calculated by using sin2ψ technique [35, 36], assuming unidirectional stress state. Equation (3) was used to calculate normal the residual stresses:
where parameters, a+ is the average of the lattice strain for positive (Єφψ+) and negative (Єφψ−) value tilt ψ (psi) for the given sample alignment {1/2 S2 = (1 + ν)/E, 1/2 S2}, are the X-ray elastic constants (XECs). The XEC’s values, i.e., (1/2 S2) for Samples I and II, are 6.98 T−1 Pa and 16.84 T−1 Pa, respectively. Equation (4) may be utilized to estimate the shear residual stress for further studied:
The sample calibration for the normal residual stress is represented below.
-
Calibration of residual stress for trial 2 (Sample I):
The machined sample was cut to a size of 25 × 25 mm using wire-cut EDM machine. To prevent alteration of machined surface by the heating of sample preparation process, it was ensured that the cutting edge is far away from the calibration area. The removal of re-solidified metal from surface was done by light etching process results in reduced measurement errors.
Residual stress analysis was performed in the aluminum matrix phase of the machined surface. The analysis was conducted on the isolated diffraction peaks detected at the highest value of 2θ. Figure 2 shows the X-ray spectra for trial 2. From the obtained spectra, the peak selected for residual stress measurement was at approx. 137.23°.

X-ray spectra representing the selected peak for residual stress calibration (trial 2)
Table 4 represents the various parameters for trial 2 to measure residual stress at varying ψ-tilts (positive and negative). For exploring the surface residual stress, the regression equation generated from the plot of a+ versus sin2ψ (Fig. 3) was compared with Eq. (3) [17] as it is illustrated below:

Represents a+ versus sin2ψ plot for trail 2
where \(1/2S_{2} = 6.98\;{\text{T}}^{ - 1}\; {\text{Pa}}\)
Thus, the resulted residual stress induced during trial 2 was 74.6 MPa.
4 Results
4.1 ANOVA for MRR, SR, and Residual Stress
The experimental results obtained for MRR, SR, and residual stresses were examined using analysis of variance (ANOVA) and presented in Table 5. Comparing the data F-values with the F critical at a confidence level of 95%, the significant factors were identified. The higher the F-value, the more is the effect of the parameter on the response.
4.1.1 MRR
Based on ANOVA, current and pulse-on time were recognized as significant factors affecting MRR response. Also, the change in workpiece reinforcement architecture resulted in the significant effect on MRR. The densely packed SiC particulate induced the shielding effect against the spark energy, and hence reduced material erosion. In relative comparison, dielectric, pulse-off time, and electrode material show the least effect on MRR. It was observed that the enhanced pulse-on time and current level increases the spark energy, thus resulting in higher melting or evaporation rate of the workpiece.
4.1.2 SR
Machining factors such as dielectric medium, current, and pulse-on time have shown significant effect on the surface roughness of the machined surface. In addition, the MMCs selected have shown significantly different SR profiles. The roughness enhanced with increase in current level, however, powder mixed dielectric medium improved the surface finish. On increasing, current or pulse-on time leads to the formation of bigger and deeper craters leading to rough machined surface. Addition of powder consistently improved the finish of the machined surface as suspended powder particles resulted in the uniform and widening of the plasma (spark) channel between the electrodes. This reduces the magnitude of impact force resulting in small and shallow craters lowering the surface roughness.
4.1.3 Residual Stress
ANOVA for residual stress shows that pulse-off time, dielectric medium, and current significantly affected the residual stresses. It is observed that pulse-on time showed effects on MRR, SR but had least effect on residual stresses formation. However, pulse-off time contributed significantly to the development of residual stress. The presence of suspended particles in dielectric facilitates easy formation of plasma channel between electrode and the workpiece, and hence, resulted in lower SR and residual stress. The conductivity of suspended particle plays the major role in determining the SR but has no impact in the development of residual stresses. The main effect plots of the three responses are given in Fig. 4. Figure 4 shows the variation in the responses plotted on y-axis with change in parameter settings.

Main effect plots of responses. a Residual stresses, b MRR, c SR
4.2 Implementation of AHP and MOORA in EDM Process
The AHP is a decision-aiding tool that involves defining the goal, quantifying the relative importance (priorities), and attributing the relevance between the criteria [37]. The advantage of this tool is that it combines both qualitative and quantitative parameters. AHP is designed to reflect the way in which decision-maker thinks and chooses the alternatives based on weighted values. It can effectively organize both tangible (objective) and intangible (subjective) factors in a systematic way and provides reliable results using simple calculations [38]. This decision-making tool was applied to solve various problems related to manufacturing, project management, and mining industries [39].
It was observed that extremely different results would have obtained if each single response optimized separately. For example, if MRR is optimized individually it would have resulted in the identification of some parameters of the process that increase MRR (as MRR is a higher the better function). These parameters may not have resulted in reduced SR as roughness was not considered during optimization. The vice versa would have been true if SR was optimized individually. Same thing applies for residual stresses. In order to get a more useful and global optimization result, it is important that all the responses are optimized together. AHP is simply structured and widely used to deal in multiple goal decision-making techniques under certainty, i.e., the data is deterministic [40].
In this step, AHP is applied to identify the weights of three criteria for EDM process. In experimental design layout, nine trials are conducted for each type of MMCs and the orthogonality was maintained by selecting L18 experimental design. In the present design given in Table 2, trials 1–9 are the available alternative for Sample I and trials 10–18 for Sample II. The MMCs used in the present study are used for high-end applications in automobile, aerospace, and electronic industries. Hence, the residual stresses and surface roughness (SR) developed during the EDM process affect the service life of these materials products. Considering the severity of induced residual stress, it was assigned with maximum weight followed by surface roughness and material removal rate. Using assigned weights to residual stress, MRR, and SR, a (3 × 3) weight column matrix shown in Table 6 was established for pair-wise comparison. The comparison was based on the design requirement of the machined component. First, the residual stresses induced during the EDM is the main problem and it needs to be considered more seriously; hence, it was five times important factors as compared to the MRR and two times important than its surface finish. Furthermore, in this problem, we also emphasized the surface finish to avoid the cost of secondary operation, i.e., SR was two times more important than MRR.
The AHP weights assigned are stable as well as consistent (CR > 0). Thus, they were used in MOORA process as the main input to find the favorite trial for both samples. The criteria used were to minimize the residual stress and SR and maximize the MRR. The results of MOORA are shown in Tables 7 and 8.
It was observed that trial 4 is the best alternative for Sample I according to AHP-MOORA method. Also, the second option in this category is trial 2. For Sample II, it is reported that trial 13 and trial 16 can be recommended as the first and second top alternatives.
For the Sample I, the machining performed with graphite tool electrode in the presence of Cu powder mixed with dielectric medium at pulse-off and pulse-on time of 15 and 45 µs, respectively, coupled with current at intermediate setting, i.e., 8 A is the best option for the desired machined surface. For the Sample II, the best machining option reports in the dielectric mixed with graphite powder with a lowest current setting, i.e., 4 A. Thus, for desired machining characteristics, the spark energy (i.e., pulse-on time and current) may be adjusted according to the reinforcement architecture of MMCs. However, for superior surface integrity and higher MRR, the MMCs can be machined with fine-grained graphite electrode at reduced pulse-off time setting in the presence of suspended additive in the dielectric medium, thus resulted in reduced re-solidified layer.
5 Conclusion
The process conditions that affect the three responses, namely, residual stresses, MRR, and SR, are identified for the two different types of MMCs. Current and pulse-on time are the significant parameters affecting MRR and SR of MMCs. The surface finish of the MMCs depends upon the conductivity of suspended powder in the dielectric medium. On the other hand, pulse-off time significantly influenced the induced residual stresses followed by dielectric medium, current, and the electrode material used. The three criteria weights are achieved using AHP methodology that is further adopted by MOORA method to rank process parameters combination for both the MMCs. The optimal conditions for both types of MMCs are identified. The overall process setting for both the samples reveals that machining of MMCs with graphite material electrode at the higher setting of pulse-on time and machining in the presence of suspended particulates dielectric medium gives superior surface integrity with desired MRR. It is witnessed that for the machining of MMCs, the SiC reinforcement architecture in matrix phase significantly affects the current level and dielectric medium selection. The addition of powder in the dielectric medium reduces its insulating strength, thus enhanced the MRR that is reported.
References
Callister WD (2004) Composites. Materials science and engineering an introduction, 6th edn. Wiley, New York, pp 527–560
Ahamed AR, Asokan P, Aravindan S (2009) EDM of hybrid Al–SiCp–B4Cp and Al–SiCp–Glassp MMCs. Int J Adv Manuf Technol 44(5–6):520–528
Bains PS, Sidhu SS, Payal HS (2016) Fabrication and machining of metal matrix composites: a review. Mater Manuf Processes 31(5):553–573
Schachra A, Lenz E (1976) LBM and EDM—a comparison on crack behavior. Ann CIRP 25:121–123
Sidhu SS, Batish A, Kumar S (2014) Study of surface properties in particulate-reinforced metal matrix composites (MMCs) using powder-mixed electrical discharge machining (EDM). Mater Manuf Process 29(1):46–52
Feng X, Wong YS, Hong GS (2016) Characterization and geometric modeling of single and overlapping craters in micro-EDM. Mach Sci Technol Int J 20(1):79–98
Gill AS, Kumar S (2016) Surface roughness and microhardness evaluation for EDM with Cu–Mn powder metallurgy tool. Mater Manuf Processes 31(4):514–521
Pal VK, Choudhury SK (2016) Fabrication and analysis of complex-shape tool for EDM by AWJM process. Adv Mater Process Technol 1(3–4):444–452
Hocheng H, Lei WT, Hsu HS (1997) Preliminary study of material removal in electrical-discharge machining of SiC/Al. J Mater Process Technol 63(1):813–818
Singh PN, Raghukandan K, Pai BC (2004) Optimization by grey relational analysis of EDM parameters on machining Al–10% SiC P composites. J Mater Process Technol 155:1658–1661
Garg RK, Singh KK, Sachdeva A, Sharma VS, Ojha K, Singh S (2010) Review of research work in sinking EDM and WEDM on metal matrix composite materials. Int J Adv Manuf Technol 50(5–8):611–624
Majumder A, Das PK, Majumder A, Debnath M (2014) An approach to optimize the EDM process parameters using desirability-based multi-objective PSO. Prod Manuf Res 2(1):228–240
Singh PN, Raghukandan K, Rathinasabapathi M, Pai BC (2004) Electric discharge machining of Al–10% SiC p as-cast metal matrix composites. J Mater Process Technol 155:1653–1657
Kuriakose S, Shunmugam MS (2005) Multi-objective optimization of wire-electro discharge machining process by non-dominated sorting genetic algorithm. J Mater Process Technol 170(1):133–141
Tzeng YF, Chen FC (2007) Multi-objective optimisation of high-speed electrical discharge machining process using a Taguchi fuzzy-based approach. Mater Des 28(4):1159–1168
Sidhu SS, Batish A, Kumar S (2013) EDM of metal matrix composite for parameter design using lexicographic goal programming. Mater Manuf Processes 28(4):495–500
Withers PJ, Bhadeshia HKDH (2001) Residual stress. Part 1–measurement techniques. Mater Sci Technol 17(4):355–365
Sidhu SS, Batish A, Kumar S (2013) Fabrication and electrical discharge machining of metal–matrix composites: a review. J Reinf Plast Compos 32(17):1310–1320
Kalibatas D, Turskis Z (2008) Multicriteria evaluation of inner climate by using MOORA method. Inf Technol Control 37:79–83
Akkaya G, Turanoğlu B, Öztaş S (2015) An integrated fuzzy AHP and fuzzy MOORA approach to the problem of industrial engineering sector choosing. Expert Syst Appl 42(24):9565–9573
Chakraborty S (2011) Applications of the MOORA method for decision making in manufacturing environment. Int J Adv Manuf Technol 54(9–12):1155–1166
Das MC, Sarkar B, Ray S (2012) Comparative evaluation of Indian technical institutions using fuzzy AHP and MOORA. Int J Multicriteria Decis Making 2(1):74–93
Saaty TL (1977) A scaling method for priorities in hierarchical structures. J Math Psychol 15(3):234–281
Saaty TL (1988) What is the analytic hierarchy process?. Springer, Berlin, pp 109–121
Amiri MP (2010) Project selection for oil-fields development by using the AHP and fuzzy TOPSIS methods. Expert Syst Appl 37(9):6218–6224
Triantaphyllou E (2000) Multi-criteria decision making methods: a comparative study. Springer, US, pp 5–21
Brauers WKM, Zavadskas EK (2006) The MOORA method and its application to privatization in a transition economy. Control Cybern 35(2):445
Zavadskas EK, Turskis Z, Kildienė S (2014) State of art surveys of overviews on MCDM/MADM methods. Technol Econ Dev Econ 20(1):165–179
Balezentis T, Balezentis A (2014) A survey on development and applications of the multi-criteria decision making method MULTIMOORA. J Multi-Criteria Decis Anal 21(3–4):209–222
Stanujkic D (2016) An extension of the ratio system approach of MOORA method for group decision-making based on interval-valued triangular fuzzy numbers. Technol Econ Dev Econ 22(1):122–141
Brauers WKM, Ginevičius R, Podvezko V (2010) Regional development in Lithuania considering multiple objectives by the MOORA method. Technol Econ Dev Econ 16(4):613–640
Karande P, Chakraborty S (2012) Application of multi-objective optimization on the basis of ratio analysis (MOORA) method for materials selection. Mater Des 37:317–324
Lazauskas M et al (2015) Multicriteria assessment of unfinished construction projects. Gradevinar 67(4):319–328
Ross PJ (1998) Taguchi techniques for quality engineering. McGraw Hill Book Company, New York, p 228
Sidhu SS, Batish A, Kumar S (2015) Analysis of residual stresses in particulate reinforced aluminum matrix composite after EDM. J Mater Sci Technol 31(15):1850–1859
Welzel U, Ligot J, Lamparter P, Vermeulen AC, Mittemeijer EJ (2005) Stress analysis of polycrystalline thin films and surface regions by X-ray diffraction. J Appl Crystallogr 38(1):1–29
Saaty TL (2001) Fundamentals of the analytic hierarchy process. Springer, Netherlands, pp 15–35
Al-Harbi KMAS (2001) Application of the AHP in project management. Int J Project Manage 19(1):19–27
Whitaker R (2007) Validation examples of the analytic hierarchy process and analytic network process. Math Comput Model 46(7):840–859
Taha AH (2008) Decision analysis and games. Operation research an introduction, 9th edn. Pearson education, India, pp 503–511
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Sidhu, S.S., Bains, P.S., Yazdani, M., Zolfaniab, S.H. (2018). Application of MCDM Techniques on Nonconventional Machining of Composites. In: Sidhu, S., Bains, P., Zitoune, R., Yazdani, M. (eds) Futuristic Composites . Materials Horizons: From Nature to Nanomaterials. Springer, Singapore. https://doi.org/10.1007/978-981-13-2417-8_6
Download citation
DOI: https://doi.org/10.1007/978-981-13-2417-8_6
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-2416-1
Online ISBN: 978-981-13-2417-8
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)