
Abstract
This paper determines the optimum process parameters of the non-conventional electrical discharge machining. The performance of the EDM machine depends upon the process parameter used. In this analysis, weight percentage, pulse current (Ip), discharge voltage (V), and pulse duration (Ton) are used as process parameters. The optimized output parameters are MRR, TWR, surface roughness, and radial overcut. By using face-centered composite design, nine trials were conducted on the workpiece which is made up of Al7075/SiC/WS2 hybrid composite. The trial results obtained were used in decision-making method correlation coefficient and standard deviation (CCSD) integrated approach. These results give useful information on how to control the machining parameters and accuracy of the components produced from EDM. Decision-making method used is simple, and results obtained are confirmed by conducting confirmation experiments.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
- Electrical discharge machining (EDM)
- Material removal rate (MRR)
- Tool wear rate (TWR)
- Correlation coefficient and standard deviation (CCSD)
1 Introduction
In this article, investigation has been done on the effect of EDM parameters on machining characteristics of EDM machine for Al7075/SiC/WS2 hybrid composite and the Multi-criteria decision-making (MCDM) method, Correlation coefficient and standard deviation (CCSD) integrated approach used for determining the weights of attributes. CCSD can be used in a multi-objective problem in various fields. EDM is a non-conventional manufacturing process, which is widely used to make more precise, accurate, and attractive components in modern manufacturing industries. In this study, the main focus was to increase material removal rate and minimize surface roughness, tool wear rate, and radial overcut for composite. The Al7075/SiC/WS2 hybrid composite has been selected to analyze this optimization method. The various EDM input parameters such as discharge voltage (V), discharge current (Ip), pulse-on time (Ton), and wt% of reinforcement materials have applied to machining of a composite. The machining of particulate metal matrix composites presents a significant challenge since a number of reinforcement materials are significantly harder than the commonly used high-speed steel (HSS) and carbide tools. The reinforcement phase causes rapid abrasive tool wear, and therefore, the widespread usage of particulate metal matrix composites is significantly impeded by their poor machinability and high machining costs. Although often categorized as difficult to machine, MMCs are actually readily machinable. They form short cutting chips and require moderate cutting forces, and the range of machining parameters at which they can be machined is quite wide. However, MMCs are highly abrasive, and tools can wear rapidly.
To avoid these problems, EDM was used due to its non-contact machining characteristic. More optimum machining parameters in EDM machine are optimized to get a desirable magnitude of EDM responses on particulate metal matrix composites.
Even many attempts have been made by the experimenters for the enhancement of the MRR and improvement in accuracy, but association of CCSD method for obtaining optimal setting on EDM of Al7075/SiC/WS2 hybrid composite has never been attempted; thus, in this research, the aforesaid unique combination has been attempted.
2 Literature Review
A significant number of research papers are reviewed to know the approach of yielding optimal EDM performance measures of high MRR, low TWR, and acceptable ROC. This section provides a study of each of the performance measures and the scheme for their enhancement. Roy et al. [1] used dielectric fluid mixed with Al powder and conducted experiment in EDM machine, and to analyze the experimental results, response surface methodology (RSM) is used. The input process parameters used are pulse current, pulse-on time, and concentration of Al powder on kerosene dielectric and found that due to increase in Al powder on dielectric fluid reduced the MRR and increases surface finish. Pradhan and Biswas [2] have implemented successfully by employing RSM and investigated the individual effect of the input parameters on the responses like MRR and surface roughness (Ra). Further, Pradhan and Biswas [3] have explored the effects of Ip, Ton, duty cycle (Tau), and V on various response parameters using two neuro-fuzzy and one neural network model. Mandal et al. [4] used an artificial neural network model and multi-objective optimization approach for obtaining the best process parametric combinations for a better productivity and fine surface finish. Dvivedi et al. [5] used Al6063 SiCp metal matrix composite to check machineability in EDM. They investigated the optimum value of MRR and TWR by considering the input variables Ton, Toff, and Ip. Kanagarajan et al. [6] had investigated the EDM performance of tungsten carbide/cobalt cemented carbide by considering the input parameters such as electrode rotation, Ip, Ton, and flushing pressure. Jaharah et al. [7] found that on machining of tool steel on EDM, MRR increases and TWR decreases with increase in the Ip and Ton. Dhar et al. [8, 9] used Al–4Cu–6Si alloy—10 wt% SiCp composites on EDM machine—to find the effect of Ip, Ton, and V on MRR, TWR, and gap on EDM. To develop the relationship between the machining parameters used a second-order nonlinear mathematical model and found that MRR, TWR, and gap on EDM increase with increase in Ip and Ton.
In past, substantial efforts are carried out to increase output parameters such as MRR, TWR, and accuracy of EDM process. The important issue is to pick the process parameters such as Ip, Tau, Ton, V, flushing pressure, dielectric fluid, and polarity in such a way that increases MRR and accuracy, and simultaneously ROC, TWR, and surface roughness should diminish.
3 Description of the Experiments
The experiments were conducted under various parameter settings of discharge current, pulse-on time, and discharge voltage. The Minitab 18 software was used for Taguchi’s method to modeling alternatives and attributes of EDM parameters. Finally, the soft computing techniques were employed for modeling of MRR, TWR, radial overcut, and Ra.
Calculate the responses of EDM machine
where D1 = right side reading on digital micrometer and D = left side reading on digital micrometer. The Toolmaker microscope was used to calculate ROC. The digital surface roughness meter is used to calculate surface roughness of surface of cavity on composite surface generated by EDM machine (Table 28.1), where 0.75, 1, and 1.5 represent the wt% of WS2 in composite with constant 10 wt% of SiC (Fig. 28.1).

Samples machined on EDM machine
4 Analysis Method
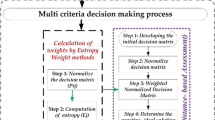
Wang et al. [10] used CCSD multi-criteria decision making method. Suppose there are n decision alternatives A1, …, An to be evaluated in terms of m attributes \(O_{1} ,O_{2} , \ldots ,O_{m}\), it forms a decision matrix which can be represented as X = (xij)n × m where xij is the performance value of Ai with respect to \(O_{j}\). The m attributes can be categorized into two groups: beneficial and non-beneficial. The beneficial attributes are those whose values are always larger the better. The non-beneficial attributes are those whose values are smaller the better. Due to the attributes in different units, the decision matrix X = (xij)n × m needs to be normalized to eliminate its dimensional units. The commonly used normalization method is:
for beneficial attributes
for non-beneficial attributes
\(z_{ij}\) Normalized value of output parameter.
Now remove attribute \(O_{j}\) one by one from the set of attributes one at a time, and see its impact on decision making. When \(O_{j}\) is removed, the overall assessment value of each alternative can be calculated as
The correlation coefficient between the attributes and the score values can be expressed as
where
The attribute given more weightage which have bigger standard deviation value and smaller weightage which have lower standard deviation value in comparison.
From the above calculations, the weights of attributes can be determined as
- R j :
-
Correlation coefficient between the values of Oj.
- σ j :
-
Standard deviation of the values of Oj.
The score of each decision alternative can be determined by
5 Results and Discussion
To get the optimum result of the machining parameters and to reduce the manufacturing cost of composite product, the CCSD method was used to optimization of EDM parameters for machining of hybrid composite (Al7075 + SiC + WS2) and find the rank of alternatives. According to the CCSD integrated approach, the weight of the attributes is 0.2528, 0.2518, 0.2118, and 0.2737 for the attribute MRR, TWR, ROC, and Ra, respectively, which was calculated by using Eq. (28.3).
The overall assessment value of each decision alternative can be computed by
From Table 28.2, values shown are normalized value which was calculated by using Eq. (28.1) for beneficial and Eq. (28.2) for non-beneficial attribute, and score was calculated by using above Eq. (28.4) (Fig. 28.2).

Score of the alternatives
From the above graph, alternative 9 has highest score, so it is best suitable alternative according to MCDM. EDM of hybrid composite Al7075/SiC/WS2 with input value of alternative 9 gives optimum value of output parameters.
6 Conclusion
This study proposes optimization of the EDM input process parameters. CCSD method shows that the alternative 9 is the best alternative. The optimal condition out of the given alternatives determined by the CCSD methods is as follows: pulse current 12 A, pulse-on time 100 μs, weight percentage 1.5, and discharge voltage 100 V. These results will help in reducing the machining cost, error, and time consumption in the machining process and also enhance the surface quality and efficiency. This study gives the optimum input process parameter of EDM to achieve desired MRR, TWR, surface roughness, and radial overcut, in the die sinking of Al7075/SiC/WS2 hybrid composite.
References
Roy, C., Syed, K.H., Kuppan, P.: Machinability of Al/10% SiC/2.5% TiB2 metal matrix composite with powder-mixed electrical discharge machning. Procedia Technol. 25, 1056–1063 (2016)
Pradhan, M.K., Biswas, C.K.: Neuro-fuzzy and neural network-based prediction of various responses in electrical discharge machining of AISI D2 steel. Int. J. Adv. Manuf. Technol. 50(5–8), 591–610 (2010)
Pradhan, M.K., Biswas, C.K.: Investigating the effect of machining parameters on EDMed components a RSM approach. J. Mech. Eng. 7(1), 47–64 (2010)
Mandal, D., Pal, S.K., Saha, P.: Modeling of electrical discharge machining process using back propagation neural network and multi-objective optimization using non-dominating sorting genetic algorithm-II. J. Mater. Process. Technol. 186(1–3), 154–162 (2007)
Dvivedi, A., Kumar, P., Singh, I.: Experimental investigation and optimization in EDM of al 6063 SiCp metal matrix composite. Int. J. Mach. Mach. Mater. 3(3–4), 293–308 (2008)
Kanagarajan, D., Karthikeyan, R., Palani kumar, K., Sivaraj, P.: Influence of process parameters on electric-discharge machining of WC/30%Co composites. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 222(7), 807–815 (2008)
Jaharah, A.G., Liang, C.G., Wahid, S.Z., Ab, R.M., Che, H.C.: Performance of copper electrode in electrical discharge machining (EDM) of AISI H13 harden steel. Int. J. Mech. Mater. Eng. 3(1), 25–29 (2008)
Dhar, S., Purohit, R., Saini, N., Sharma, A., Kumar, G.H.: Mathematical modeling of electric discharge machining of cast Al–4Cu–6Si alloy–10 wt.% SiCP composites. J. Mater. Process. Technol. 194(1–3), 24–29 (2007)
Purohit, R., Krishna, C.M., Rana, R.S., Kumar, V., Patel, K.K.: Optimization of electric discharge machining parameters for Al–3 weight% nano SiCp composites using copper electrode. Trends Ind. Mech. Eng. 105 (2016)
Wang, Y.M., Luo, Y.: Integration of correlations with standard deviations for determining attribute weights in multiple attribute decision making. Math. Comput. Model. 51(1–2), 1–2 (2010)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Patel, R.K., Pradhan, M.K. (2019). Process Parameters Optimization of Electrical Discharge Machining of Al7075/SiC/WS2 by Using MCDM. In: Narayanan, R., Joshi, S., Dixit, U. (eds) Advances in Computational Methods in Manufacturing. Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-32-9072-3_28
Download citation
DOI: https://doi.org/10.1007/978-981-32-9072-3_28
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-32-9071-6
Online ISBN: 978-981-32-9072-3
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)