
Abstract
Conventional lubrication systems are used in grinding operations to reduce friction and defects produced during machining. Mineral-based oils, commonly used as conventional lubricants, were observed to produce greenhouse wastes that are hazardous to the environment. The minimum quantity lubrication (MQL) system, an eco-friendly, economical, and less hazardous lubrication technique, is affirmed to be an efficient substitute for these conventional lubricants. Nevertheless, the pure vegetable and synthetic oils used in MQL systems have lower tribological and thermal evacuation properties compared to conventional lubricants. Many adjustments and improvements have been introduced into the MQL system such as the introduction of nanofluids, cryogenic air, ionic fluids, and electrostatic atomization. This study aims to come up with an extensive review and analytical assessment of the trends and developments of the MQL system in grinding operations. Firstly, the different advances ranging from fluid types, additives, and redesigns of the MQL systems are discussed. Likewise, the results obtained from using different types of lubricants and nanofluids in the MQL system were discussed. Moreover, a detailed comparative assessment of the grinding performances between the MQL systems, dry grinding, and conventional lubrication was provided. It was found that the nanofluid MQL system produced 60% lower surface roughness and reduced the grinding forces by 30% compared to flood cooling systems. Lastly, the area of focus for research on grinding with MQL system for future advancements was proposed. The various advancements include the introduction of nanofluid varieties and the overall modification of the grinding system.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Reports by the Industrial Development Report in 2018 indicate that excessive usage of lubricant in manufacturing processes is a major concern to the environment [1]. The early twenty-first century witnessed a major swing of international economic capacity for advanced manufacturing industries. This is due to the development of the Asian giants into a major manufacturing hub. Nonetheless, the advancement recorded in manufacturing processes led to increased emission of greenhouse gases and environmental pollution. Similarly, previous reports have indicated that China is the world’s major manufacturing hub and is closely accompanied by the USA, Japan, and India [2]. Moreover, this surge in manufacturing is found to generate excessive unwanted wastes [3,4,5]. Hence, industries were placed under strict regulations to reduce their utilization of lubricants and to develop eco-friendly means of disposing of the used lubricants.
Machining, a major aspect of the manufacturing process, has been extensively used to produce various components for different applications. It is a reliable method of producing engineering components with desired shapes, sizes, and surface finish. During machining, almost 99% of the energy expended arises from the interaction between the tool and the workpiece material. This energy is often lost in the form of heat, which eventually causes high temperature at the contact region. This unwanted phenomenon has been found to be detrimental to the surface integrity of the work material and tool life [6].
The grinding process is a machining method that is classified under high-precision machining. The process has been found to achieve high-precision processing of numerous soft, hard, or super-hard materials [7]. Studies have shown that the surface texture and precision obtained in the grinding process are 10 times better than those obtained in turning, drilling, and milling. Also, in the grinding process, different types of workpiece materials exhibit distinct material removal processes such as brittle, plastic deformation, crack propagation, and brittle material removal [8,9,10]. Moreover, the relatively high speed and complexity of motion existing in the process were found to involve excessive rubbing, plowing, and cutting, which expend a considerable amount of energy [11]. For example, in the grinding of metallic materials, several thermal damages were observed on the material’s surface, and they include surface oxidation, burning, macro-/micro-cracks, phase transformation, and tensile/residual stresses [12].
In the surface grinding process, the material removal mechanism involves shearing actions by the randomly arranged abrasive grits of a grinding wheel. Since the abrasive grits are randomly arranged and the rake angle of most of the abrasive grits is sometimes negative, the abrasive grits often times produce a negative energy consumption per unit of material removed. Also, the surface grinding process has been found to expend the highest energy consumption per unit of material removed, as compared to the other machining processes [13]. This phenomenon was found to cause degradation of the surface quality and precision of the workpiece, in addition to excessive degradation of the grinding wheels [14, 15]. Hence, effective heat evacuation and proper lubrication are essential for optimum machining performance [13].
Green material processing is aimed at reducing the production of harmful substances and improving the efficiency of machining processes. Due to increasingly strict legislation intended at controlling health hazards and environmental pollution, there are calls for limiting the number of lubricants in machining processes. This makes it essential to develop an economical and efficient lubrication technique for the machining processes. Furthermore, the main setback associated with the grinding process often arises from the kind of lubrication system employed in the process. The lubrication method used in the grinding process can be classified as either traditional or non-traditional categories. The non-conventional methods have been observed to be eco-friendly and reduce the generation of greenhouse wastes. Studies have shown that by reducing the consumption of lubricants, the efficiency of the machining process can be greatly improved. Likewise, since the lubricants constitute about 18% of total machining costs (see Fig. 1), reducing their usage will yield a great reduction to machining costs [16, 17].

Distribution of costs of lubrication in machining processes [12]
Studies have that in order to evaluate machining costs in lubrication/cooling systems, different categories of costs should be included, from the initial raw material cost to the final disposal costs. Therefore, raw material costs, fluid consumption, equipment costs, tool costs, and disposal costs are all part of the total expenditure in a manufacturing process. Moreover, costs for cleaning the final part and chip removal are also considered because they are time-consuming and often times costly [15]. Table 1 shows a comparison of costs involved in different lubrication/cooling systems. As can be seen, the MQL system is capable of achieving even better lubrication performance compared to the conventional flood cooling system.
Nevertheless, the quality of cutting fluid deteriorates with use and time. Also, some studies have indicated that the flood cooling method may fail to effectively dissipate the heat generated in the grinding zone due to low pressure and flow rate. This debility is due to the ineffective lubricant penetration and high hydrodynamic pressure prevalent in the grinding region. Furthermore, the cost of grinding fluid, filtering, and waste disposal of the lubricants is even higher than the tool costs and also constitutes a great part of the total cost [21, 22].
Cutting fluids are utilized in grinding processes to improve the workpiece surface quality, tool life, and productivity. Although the traditional lubricants and coolants were found to achieve better grinding efficiency, they also have unwanted consequences on the environment and human health [23]. Furthermore, disposing of the used lubricants often involved high costs. According to the reported statistics of Marksberry and Jawahir [24], the annual global consumption of mineral oil-based lubricants in 2008 was about 2.423 billion liters, and about 52% of this quantity was consumed in machining processes [25]. This made scientists to introduce the non-traditional lubricants in the machining process. The non-traditional lubricants are nontoxic and mostly biodegradable lubricants. The biodegradable lubricants (containing vegetable oils) have been found to enhance lubrication and cooling capabilities, which makes them suitable as a replacement for the hazardous mineral oil-based lubricants [26]. Therefore, the green machining will involve decreasing the cost and unwanted effects. Several greener (non-traditional) methods have been regarded as substitute candidates for the unhealthy (traditional) lubricants. The alternative lubrication system is eco-friendly and classified as a non-traditional lubrication system (see Fig. 2). They include dry grinding, MQL, NMQL, EMQL, and CC lubrication systems [6, 27,28,29,30,31].

Cooling and lubrication techniques applicable in grinding operations
The standards presented by ISO 14000 generally aim to protect the environment using socioeconomic methods. This involves stiff regulations for industries based on five fundamentals which include water pollution, land pollution, waste management, air pollution, and conservation of natural resources. Consequently, an efficient lubrication system is demanded to simultaneously reduce the pollutions and consumption of coolants and improve the overall machining productivity [32]. Two lubrication methods have been developed to reduce cooling costs and environmental hazards, i.e., dry and MQL. Although the dry condition can effectively reduce the volume of consumed lubricant, the absence of cutting fluid makes it insufficient for cooling and lubrication of the grinding zone. The insufficient lubrication found in the dry grinding process leads to excessive tool wears, low machining accuracy, extra high grinding temperature, and many other defects [33]. Hence, the MQL system was considered the more sustainable lubrication process among the green methods, and its capacity conforms with to the aims of the ISO 4000 standard [34].
The MQL technique has many technological and economic advantages in grinding operations. It can improve grinding performance in terms of surface integrity, grinding forces, and G-ratio. On the other hand, MQL is an eco-friendly and economical technique because of the small consumption of cutting fluids [35]. The MQL system is a cost-efficient method because it achieves more than 15% of savings compared to the flood cooling method. In terms of sustainability in manufacturing, the MQL system can be incorporated with biodegradable and highly stable cutting fluids such as vegetable-based oils and synthetic esters, making it to be environmentally friendly and non-hazardous [5].
The MQL technique utilizes high-pressured air to atomize an infinitesimal amount of grinding fluid which is then sprayed onward into the grinding region via a nozzle. The atomized fluid is expected to provide a combined effect of both a coolant and lubricant [36]. According to the literatures, the MQL technique has many scientific benefits, especially in the grinding of super-hard materials due to its effectiveness in terms of lubrication. Consequently, overall improvement of surface roughness and G-ratio and reducing the grinding forces and friction coefficient have been reported in grinding using MQL systems. In addition, the MQL technique reduces the consumption of lubricant by up to 10,000 times when compared to the conventional lubricants [37].
Many researchers have investigated the MQL technique in grinding soft and hard steels. It was reported that in the case of hard steels, the MQL technique results in the improvement of surface roughness as well as decreasing both the grinding forces and friction coefficient [38, 39]. Despite its lubrication-related advantages, the MQL technique is associated with serious problems such as extreme hydrodynamic pressure, clogging of chips/debris, and austere machining temperatures. These severe thermal deformations obtained in the MQL system are the limitation to its industrial application [40].
Effective application of the MQL technique in processes with high frictional impacts, such as the grinding process, requires lubricants with improved tribological characteristics to facilitate large thermo-mechanical effects on the process [38, 41, 42]. Similarly, there have been efforts to improve the performance of the MQL system by introducing cryogenic air and nanofluids into the MQL process, thereby achieving state-of-the-art and green manufacturing techniques. Compared to the traditional dry grinding modes, the CA was found to considerably lower the temperature and frictional forces but increase the service life of the grinding wheel. Consequently, studies have shown that proper lubrication makes the abrasive particles to retain their sharpness, thereby improving the final workpiece surface quality. The CA technology was found to perform poorly in terms of enhancing the efficiency and surface quality during machining. However, its main advantage is the superior cooling capacity and environmental friendliness [43]. Previous studies have shown that a newly improved lubrication system called cryogenic nanofluid MQL (CNMQL) can be formed by combining the nanofluid MQL (NMQL) system with cryogenic air cooling (CC) simultaneously. The CNMQL system was found to achieve better lubrication and cooling performances compared to other conventional and non-conventional systems [43, 44].
Hadad et al. [41] studied the temperature and energy expended during grinding hardened steel using vitrified Al2O3 and resin bond CBN wheels in the MQL process. They have reported that the MQL technique recorded a maximum grinding temperature of 110 °C for the CBN wheel, 130 °C during dry grinding, and 50 °C in flood cooling. Li et al. [45] have also confirmed the thermal problem of pure MQL and have investigated nanofluid MQL grinding to overcome the poor heat transfer of MQL cooling. Shen et al. [46] have shown the effectiveness of MQL in providing lubrication. However, the efficiency of MQL in removing heat from the grinding zone was poor, even though many researchers have made many propositions to increase the fluid supply in the MQL process so as to improve heat evacuation [47]. Saberi et al. [48] used a vortex tube to overcome the cooling limitations during the grinding of CK45 soft steel. They found that when compressed cold air was used in the MQL process, it results to a substantial decrease of lateral forces and the coefficient of friction from the grinding process compared to dry and conventional fluid cooling. Moreover, Barczak et al. [37] explained that the pure MQL is unsuitable for machining very hard materials.
Furthermore, the utilization of nanofluids has been observed as an efficient way of increasing the performance of the MQL system. The nanofluid-based MQL have the potentials of improving the cooling and lubrication capacity of the MQL system. Studies have shown that the nanoparticles increase the heat transfer coefficient and lubricity of lubricating fluids [49,50,51]. The nanofluid MQL system had been used to reduce grinding forces [52]. The thermal conductivity of MQL fluid also intensifies with the help of the nanoparticles which are characterized by high thermal conductivities, and a high surface-to-volume ratio [53].
Studies have shown that the thermal conductivity of a multi-walled carbon nanotube (MWCNT) is significantly higher in comparison to that of many other nanoparticles [54]. However, the Al2O3 nanoparticle was observed to have the best lubrication effect compared to the other commonly available nanoparticles. Furthermore, Cho et al. [55] reported that the nanofluid forms a thin tribofilm which served as a mechanism for decreasing wear, frictional, and thermal resistances. Generally, the previous studies have shown that the hierarchy of lubrication performance for nanofluids is ZrO2 < CNTs < ND < MoS2 < SiO2 < Al2O3 [56].
Many scholars are currently studying various kinds of nanoparticles as lubricating additives to lubricants for the grinding process. Setti et al. [57] demonstrated that the tangential force and grinding zone temperature decrease when these nanofluids are utilized. Similarly, Li et al. [58] studied the grinding process with experiments conducted using Ni-based alloy with different nanofluids in the MQL system. It was found that the CNT nanofluid presented the lowest grinding temperature among the investigated nanofluids due to its highest heat transfer coefficient. Similarly, studies have shown that the grinding forces and surface roughness decreased significantly when SiO2 nanofluid was used in the MQL grinding of advanced materials [9, 50]. Moreover, due to their good lubrication and heat-conducting performance and feasible market price, Al2O3 and MoS2 nanoparticles have been found to show superior lubrication performances in grinding operations [59, 60]. In addition, Wang et al. [59] investigated the performance of the MQL process during the grinding of Inconel 718 using six different types of nanofluids. They also found that both Al2O3 and MoS2 nanofluids were more suitable as lubricants for machining the alloy material.
Mao et al. [53] conducted investigations using four different lubrication conditions, namely, dry, flood, pure MQL, and Al2O3-based MQL nanofluid. They explained that the best workpiece surface quality was obtained when using the Al2O3-based nanofluid. More so, Lee et al. [60] investigated the performances of ND and Al2O3 nanofluids in the MQL grinding process. Their experimental results showed that the MQL nanofluid can effectively reduce grinding forces and enhance surface quality. Shen et al. [46] studied the grinding forces and wheel wear while machining with MoS2, diamond, and Al2O3 nanofluids in the MQL system. They reported a significant reduction of grinding forces and wheel wear as a result of using the nanofluids. Kalita et al. [21] reported that when grinding experiments were performed using MoS2-based nanofluids, there was a resultant increase in the machining efficiency. It was reported that the MoS2 nanofluid exhibits excellent tribological behavior due to its physicochemical characteristics, texture, and crystalline nature. Furthermore, studies on the effect of dry, flood cooling, and MQL during grinding experiments on soft and hard steel materials were conducted by previous researcher. It was explained that the MQL system can significantly decrease the grinding forces and friction coefficient [38, 61].
Another improvement employed for the grinding of advanced engineering materials, apart from the lubrication process, involves modifying the grinding process itself. This gave rise to the utilization of ultrasonic vibrations in the grinding process, whereby periodic high-frequency oscillations are introduced onto the workpiece material during the grinding operations [62, 63]. The ultrasonication was observed to produce variations in the cutting length, impact pressure, contact time, and chip sizes. Molaie et al. [64] reported the effect of simultaneously applying both vibration assistance and nanofluid MQL system in the grinding of hardened AISI52100 work material. They realized that this combination produced a much higher reduction in the grinding forces and surface roughness compared to the traditional grinding systems. Further investigations by numerous researchers corroborate these findings [10, 22, 65, 66].
Additionally, many changes have been inculcated into the grinding to improve the overall machining performance. Figure 3 gives a detailed illustration of the grinding process, the main output variables measure, modifications, and process variables of grinding with MQL systems.

Summary of investigations on grinding with MQL
Recently, many researchers are exploring the use of hybrid nanoparticles (multiple) to form the nanofluids for the MQL process. The hybrid nanofluid was found to possess superior heat dissipation potentials than the single nanoparticle nanofluids. For instance, by combining MWCNT and Al2O3 nanoparticles, thereby producing a hybrid MWCNT/Al2O3 nanofluid, the lubrication and cooling performance of the hybridized lubricant were found to be much improved [46, 56].
Essa et al. [67] studied the tribological performance of hybridized WS2 and ZnO nanoparticles. It was found that the hybridized WS2/ZnO nanofluid presents a superb lubrication behavior compared to the individual WS2 and ZnO nanofluids. Furthermore, the hybrid mixture was observed to produce excellent physicochemical behavior associated with the individual nanoparticles at different temperatures. Also, Jiao et al. [68] reported that 0.5 wt.% nanofluid concentration of Al2O3/SiO2 nanofluids created a film that aids rolling actions between the contact surfaces. Additionally, Song et al. [69] investigated the lubricity of single and hybrid nanofluids formed from graphene and MoS2. A significant improvement in tribological behavior was observed when the hybrid lubricant was used compared to the single nanoparticle-based lubricants. Zhang et al. [70] reported that when hybrid Al2O3/SiC nanofluid was used in grinding with a mix ratio of 2:1, there was a significant reduction of roughness, grinding forces, and overall increase in the grinding performances.
Figure 4 illustrates the main research goals and impediments associated with the grinding process as discussed in this work. The list of limitations associated with the conventional systems that are its major limitations was also listed. It can be seen that there are many environmental and engineering concerns that require urgent attention regarding the non-conventional lubrication systems. The overall performance of the MQL system in grinding has been evaluated based on these concerns.

Structural overview of the review work based on lubrication systems in the grinding process
Conclusively, many reviews have been presented by previous researchers about the effect of applying MQL systems to various traditional machining techniques such as grinding [71,72,73], milling [74], turning [6], and drilling [75]. However, the existing reviews that have been published did not explore the aspects concerning the single, double, and multiple nanoparticles in the nanofluid MQL for the grinding process. Also, the reviews seem to lack comprehensive explanations about the main responses relating to the MQL grinding operations. In this work, a comprehensive review of the effects of introducing NMQL in the grinding of advanced engineering materials has been provided. Additionally, an in-depth explanation of the major modifications introduced to the lubrication methods during the grinding operations was also provided. The main steps involved in preparing and stabilizing the nanofluid used in the MQL system were also explained. Likewise, this review reports the effects of nanofluid MQL produced using single, hybrid, and multiple nanoparticles on the grinding performances. A detailed illustration of the development and trends undergone by the MQL system in grinding is shown in Fig. 5.

Development and trends in grinding using the MQL system
The structure of this review paper is such that Section 1 provides an in-depth background introduction and the major research works conducted using the MQL system in grinding operations. Furthermore, a bibliometric analysis of the research involving the MQL system in grinding operations was provided. Section 2 is focused on the results from the pure MQL grinding process, the tribological behaviors of base fluids, and some additives often used in the lubrication process. Section 3 gives the recent advancements observed in lubrication systems used for grinding operations. Section 4 explains the various delivery mediums used in the MQL system. Section 5 analyzes the different types of nanofluids used in grinding and the comparative performance of single and hybrid nanofluids. Section 6 gives a brief explanation of the popular methods of preparing the nanofluids used in the MQL grinding process. Section 7 reviews the different performance outcomes of the MQL grinding operations. Section 8 discusses the setbacks encountered and the main limitations that have hindered the extensive applicability of MQL systems in industrial applications. Section 9 provides a conclusive summary of the review work and recommendations for future directions. Finally, the list of references used in this review work was provided.
1.1 Bibliometric analysis
This section of the review work is aimed at revealing the ongoing activities regarding the enhancement of grinding operations with MQL systems. As explained earlier, the MQL system has many advantages and also setbacks. Osman et al. [76] studied the various improvements encountered by the MQL system during the machining of titanium alloys. In contrast, this work is focused on the performance of the MQL system during the grinding of different materials. Also, this review analyzes the modifications and progresses recorded in the MQL system. The data obtained in this study extends from different published articles across several databases such as Science Direct, Google Scholar, Scopus, and Web of Science.
The bibliometric analysis consists of publications obtained by a full systemic search of keywords like “grinding,” “minimum quantity lubrication,” “MQL,” and “nanofluids” all over the Scopus database (www.scopus.com). The search was conducted on the 4th of April 2023, and various categories of data were obtained, i.e., patents, articles, review papers, and conference proceedings. The result analysis focused mainly on the most prominent authors, originating countries, types of publications, and annual distribution of articles. Moreover, in this section of the paper, we have provided the various distributions of leading researchers, article-originating countries, types of published papers, and annual output regarding the MQL grinding system. Figure 6a shows the most prominent authors from which the literatures were obtained, whereby the analyzed authors have at least 5 articles that were found in the Scopus database. Moreover, the highest number of articles recorded by a single author in this area of research is 31 articles. In addition, Fig. 6b shows the results obtained for the types of publications. From the figure, it can be seen that there is a substantial increase in the number of papers published which are mainly focused on optimizing and improving the MQL system. The year 2018 shows the highest amount of increase in papers published. However, research outputs after 2021 show a decreasing trend, possibly due to the impact of the coronavirus disease (COVID-19) lockdown and closures. However, with most institutions reopened in early 2023, a rise in the number of published works is expected onward. Research articles constitute about 81.72%, while conference papers consist of about 11.83%. Furthermore, review papers are about 5.38% whilst conference reviews consist of about 1.08% of the total literatures (see Fig. 6c). Finally, Fig. 6d shows that most of the originating literatures come from China, which is then followed by India, USA, and Iran. In terms of citations, it was observed that articles published between the years 2012 and 2017 have amassed a much higher amount of citations compared to others.

Bibliometric analysis. a Numbers of articles published by leading authors. b Number of papers published per year. c Types of publications. d Originating countries of literature
Notwithstanding its numerous benefits, the MQL system has witnessed increased application in different machining processes due to its lubrication advantages outweighing its setbacks. An extended search across other databases indicates a greater number of published works in this area. Hence, an extended search across Science Direct, Elsevier, Springer Link, and Google Scholar databases produced numerous published articles concerning the progress recorded in grinding operations using MQL systems.
A summary of the major articles published regarding the grinding of different materials using the MQL systems is provided in Table 2. The summary entails the main workpiece material, grinding wheel, contents of the nanofluid used, the base fluid of the nanofluid, and the main findings from these papers.
2 Pure MQL process
This section concisely analyzes the various articles published related to the performance of the MQL system in the grinding process. From the previous section, it can be seen that the most active period in this area of research is in the last 10 years (2013–2023). Hence, there is a need to provide a comprehensive overview of the developments achieved over the evolution period of this lubrication technology. The main research activities in regard to the investigations on MQL grinding showed that researchers focused mainly on evaluating the effect of different process parameters which include surface quality, grinding forces, grinding temperatures, coefficient of friction, grinding force ratio, wheel wear, wheel loading, residual stress, and specific grinding energy.
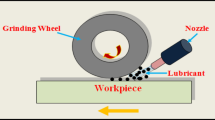
The MQL process involves the use of atomized mists of the lubricant which is then sprayed through a nozzle with highly pressurized air, at a rate of 10–200 ml/h into the grinding zone [127, 128]. A schematic illustration of the MQL system used in surface grinding is shown in Fig. 7. The MQL system has been ascertained to be an eco-friendly lubrication method characterized by infinitesimal fluid consumption compared to the conventional flood lubrication method [129]. As stated in Section 1, notwithstanding the various advantages of the MQL technique, the process is yet associated with extreme thermal limitations due to inadequate evacuation of the heat produced around the grinding region. This drawback is the main hindrance to the widespread application of the MQL in industrial operations. Furthermore, researchers have found that the use of nanofluids instead of the pure oil or fluids alone as the MQL lubricant can provide significant improvements to grinding responses [130].

Schematic of MQL grinding experimental setup
Benedicto et al. [18] explained that the total amount expended on lubricants in the automotive industry equaled about 16–18% of the total manufacturing expenses. Moreover, researchers at Ford Motor Company stated that the MQL helped attain above 15% of savings over 10 years [131]. The MQL process is reported to be a cost-effective substitute for traditional lubrication systems, because it involves evaporation, convective thermal exchanges, and the formation of lubricating tribofilms in the grinding zone [5]. More so, recent reports have shown that compared to conventional grinding systems, the MQL system can cut the machining costs and greenhouse emissions by more than 90% and 67% respectively [132]. Additionally, studies have shown that the MQL system has been successfully applied in various grinding investigations [37, 41, 45, 50, 52, 58, 61, 65, 80, 111, 118, 133,134,135]. The MQL process was reported to inflict less sub-surface damage, achieve high material removal, and have low wheel wear due to its outstanding lubricity [22, 96, 136, 137]. Most of the results obtained in recent research showed a great lubrication capacity of the MQL system, which eliminates the conflicting report produced earlier by Lee et al. [138], whence it was reported that the MQL system is not suitable for grinding operations.
A recent overview of the improvements in the MQL process was presented by Hamran et al. [5]. They reported that an improved design on the MQL mode of lubricant delivery should be the main focus for future researchers. This is a result of the observation that most of the modifications done so far on the MQL system do not produce substantial improvements to the overall performance in grinding operations.
A sustainable technique of fluid system used in enhancing the performance of MQL systems is presented in Fig. 8. It can be seen that there is an open area of research that involve investigations on the effect of combining cryogenic cooling and EMQL with nanofluid MQL systems. Further mixed design could be produced by combining cryogenic air and nanofluids in the MQL system with an in-process wheel cleaning system that uses cleaning fluids so as to simultaneously enhance the wheel life and workpiece surface quality.

Classifications of fluids used in the MQL system
The MQL lubricant is often applied either as pure oil or an oil emulsion in water to perform the cooling and lubrication action in the grinding zone [76]. Recently, the use of vegetable oils and synthetic esters became more famous with researchers as the MQL fluid, due to the excellent biodegradability of these fluids [75]. Khan et al. [139] explained that these oils have higher pressure absorbing properties, lower mist created, less vaporization, and, subsequently, better material removal rates. Hence, vegetable-based oil and synthetic esters, being non-toxic and highly biodegradable, are currently more popular among researchers for MQL grinding operations [75].
Investigations by Emami et al. [78] on several lubricants show that the MQL process significantly lowers the grinding forces, specific grinding energy, and roughness. Furthermore, it was found that when vegetable oils were used as the MQL fluid, the overall grinding performance was better as compared to mineral oils, hydrocracked oil, and synthetic oils. Guo et al. [121] studied the effect of mixing castor oil with different types of vegetable oils. They observed that the 1:1 mixing ratio of castor oil and soybean oils was the best during MQL grinding exhibiting far superior cooling and lubrication. Also, Mao et al. [140] observed the thermal behavior and heat transfer mechanism around the grinding zone during MQL surface grinding. They classified the grinding zone into four sections based on the heat transfer properties at each point in the grinding zone. Their work also produced a mathematical model for the coefficient of thermal exchange in the grinding zone.
Hafenbraedle and Malkin [141] reported lower wheel wear and energy when MQL was used in the grinding process compared to conventional flood lubrication. In another study by Khan et al. [137], experimental analysis was conducted on the grinding of AISI D2 steel with an MQL system. It was found that the MQL system has superior better machining performance compared to dry and flood cooling systems. They further reported that the results obtained were consistent for grinding operations conducted on different alloys. It was established that synthetic ester oils when used as the MQL base fluid outperforms the vegetable oils.
Oliviera et al. [142] studied the effect of MQL on the grinding of tempered steel with a CBN wheel. They found that the MQL is a better alternative to the conventional lubricants due to less wheel wear, lower edge chippings, and improved surface quality. Li and Lin [143] studied the effect of MQL on micro-grinding experiments. They found that the MQL system performs wonderfully well with less damage and increased accuracy. Balan et al. [100] studied the effect of the MQL process during the grinding of Inconel 751 alloy. It was reported that when the air pressure of the MQL was increased, it led to an eventual reduction of the surface roughness and grinding forces. This positive effect was reported to be a result of efficient fluid delivery and effective lubrication in the grinding zone. Hadad et al. [35] analyzed the MQL process during the grinding of 100-Cr-6. They also reported a significant decrease in surface roughness on the work material as compared to when conventional lubrication was used.
Furthermore, regarding steel materials, many previous researchers have conducted experimental investigations by grinding of different categories of steel with an MQL system. For instance, Rabiei et al. [38] explained that the application of MQL during grinding hardened steel enhances the material removal process. Silva et al. [119] found that during cylindrical grinding of steel, the MQL system produced excellent lubrication actions by improving the surface quality and tool life, whilst reducing the grinding forces and residual stress. Further studies on investigations performed on different grades of steel (i.e., steel grades 100Cr6 and 42CrMo4) under MQL grinding indicate that the MQL process caused a significant decrease in both grinding forces and surface roughness [61]. Tawakoli et al. [95] studied the main parameters affecting the MQL system applied to the surface grinding of Ti-6Al-4V. They reported that the optimum machining performance settings are nozzle inclination angle of 10°–20°, flow rate of 50ml/h, and air pressure of 4 Bar. Similarly, Lopes et al. [144] analyzed the effect of using different mixed ratios of MQL oil and water as the lubricant for the cylindrical grinding of alumina ceramic material. They reported that the mixed fluid MQL system caused a lower surface roughness and tool wear. This achievement was credited to the in-process cleansing and debris evacuation offered by the water. Ghosh et al. [117] performed an analysis of the MQL process by grinding hardened steel using Alumina grinding wheel and MWCNT in aerosol as the lubricant. They found that the MWCNT-based nanofluid considerably reduced the force ratio (Ft/Fn). A lower specific grinding energy was also reported compared to when pure aerosol and pure oil were used as the lubricant.
Despite the MQL system being associated with many benefits, it is yet characterized by serious setbacks such as the infliction of severe hydro-dynamic stress, debris aggregations, and exceptionally high temperature. This limitation was the main hindrance to the extensive applicability of the MQL system in industrial applications [41, 145]. Reports by Iqbal et al. [146] gave insight about the ineffectiveness of MQL systems in grinding operations. They explained that the oil droplets from the MQL system were associated with ineffective cooling and poor lubrication effects. Their report indicated that the MQL system led to poor workpiece surface quality and severe degradation of the grinding wheels. Hence, it was concluded that there was a need for replacing the pure oils with nanofluids in the MQL system.
3 Recent advancements in the MQL system
The use of nanofluids in MQL systems as lubricants in grinding operations has seen increased usage. The formation of nanofluid-based lubricants involves the dispersion of nanoparticles into base fluids such as paraffin, oil, water, or glycol in other to enhance the heat evacuation and tribological properties of the lubricants. The nanofluids are a novel group of specially manufactured fluids that exhibit many unique characteristics which include higher heat conduction, good heat evacuation, and lubricity compared to the traditional pure base fluids [53]. The nanoparticles are produced mainly from oxides, carbides, nitrides, ceramics, and metals. Commonly used nanoparticles in the grinding process include Al2O3, SiC, SiO2, CuO, TiO2, Graphene, ZnO, and MoS2. Moreover, other commonly used nanoparticles for nanofluid in machining are copper, silver, single-walled CNTs, double-walled CNT, and multi-walled CNTs. Every one of these nanoparticles offers a different kind of individual benefit to the nanofluid lubricant according to its molecular structures and chemical behaviors. Hence, the nanofluids used in the grinding process are produced based on the specific characteristic of the nanoparticles such as tribology and thermal characteristics [147]. Figure 9 shows the most used nanoparticles in the grinding of advance engineering materials. As seen, the carbon-based nanofluid is the most popular consisting of about 35% of all the nanoparticles reported. This observation can be attributed to its cheapness, availability, and superior lubrication performance.

Popular nanoparticles used during machining as reported in previous research works [148]
The use of nanofluids instead of pure-based fluid was a great step towards achieving extensive industrial application of the MQL systems. Furthermore, researchers have indicated that the hierarchy of nanoparticles based on tribological performances in ascending order is ZrO2 < CNTs < Diamond < MoS2 < SiO2 < Al2O3 [22, 149, 150].
Studies by Wang et al. [59] focused on evaluating the tribological interactions around grounding zones during the MQL grinding process. The nanofluid sprayed during MQL grinding was observed to form a thin layer of film from the lubricant along the contact zone during the grinding operations. The creation of a thin tribofilm in the grinding zone was found to improve both lubrication and anti-wear behaviors. Kalita et al. [21] studied varying concentrations of MoS2-based nanofluid during MQL grinding of cast iron. They found that at a nanofluid concentration of 8%, there was a significant reduction of the grinding temperature and tool wear. Lee et al. [138] analyzed the performance of paraffin oil-based diamond and Al2O3 nanofluids during micro-grinding of tool steel (SK-41C). It was reported that the nanofluid from the MQL is highly effective in decreasing grinding forces and improving the surface quality compared to other lubricants. Similarly, the nanoparticle size and percentage concentration of nanofluids were observed to have a great impact on the machining performance of the micro-grinding process. Lee et al. [151] performed experimental analysis to determine the thermal behavior of micro-grinding using MQL systems. They found that the sub-surface damages were greatly decreased due to the effect of using a nanofluid-based MQL system. Further assessment of the ester oil-based nanofluids in the MQL process was conducted by combining two nanoparticles, i.e., CNT and MoS2 nanoparticles. The performance of the MQL grinding operations using hybrid nanoparticles (CNT/ MoS2) was compared with flood cooling and pure ester oils. It was found that the hybrid nanofluid outperforms the Flood cooling and achieved similar results with pure ester oils in terms of the specific grinding energy and heat-induced damages [90]. This shows that the hybrid nanofluids have superior lubrication capacity than traditional lubricants and pure oils.
Additionally, Setti et al. [25] studied water-based nanofluid MQL grinding of the Ti-6Al-4V workpiece. It was observed that the water-based Al2O3 nanofluid lubricants decreased the grinding forces and surface roughness. There is also another modified form of the MQL which combines the use of oil and emulsion in the MQL system respectively for lubrication and cooling purposes. This method has shown to also be a promising improvement for the grinding operations [32]. Recently, more investigations are being conducted on the effect of using cold air in the MQL process [13]. This technique was later improved to become cryogenic cooling in MQL systems.
Many modifications have been introduced into the MQL system in other to address its limitations. Researchers introduced an eco-friendly technique of using cryogenic air to deliver the nanofluid into the grinding zone during the MQL process. The cryogenic MQL systems offer many benefits such as low cost, lower carbon emission, superior cooling, and lubrication [43]. Other types of advancement recorded in the MQL system include redesigning the mixing chamber of the MQL system, optimized nozzle designs, and use of ionic fluids [5].
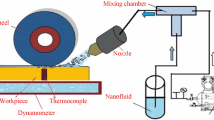
Furthermore, Jia et al. [65] presented a major modification to surface grinding by applying 2D ultrasonic vibrations on the workpiece material during grinding with an MQL system. As shown in Fig. 10, the double horizontal ultrasonic vibrations were found to produce a highly improved surface quality compared to the traditional grinding process. This indicates superior lubrication actions and better machining performance of the MQL system in the grinding operations. This finding agrees with previous researchers that the process of improving machining efficiency can be achieved by either modifying the lubrication method and/or the machining system.

Grinding with 2D ultrasonic vibrations [65]
Paul and Chattopadhyay [152] reported a steady decrease in residual stress during machining with cryogenic coolants. The cryogenic nanofluid MQL process involves using cryogenic air to propel the MQL nanofluid into the grinding region, thereby achieving efficient heat evacuation and improved tribology. The cryogenic MQL nanofluid was found to achieve lower frictional forces and temperatures at the contact point of the grinding wheel/workpiece interactions. Hereafter, the nanofluid-cryogenic MQL system was found to also improve the surface quality and grinding efficiency [43]. Saberi et al. [48] studied, numerically, the thermal evacuation process of the cryogenic nanofluid-MQL process. It was found that combining both cryogenic cooling and nanofluid MQL systems has superior thermal and tribological performance than the individual processes, i.e., cryogenic cooling, and MQL system. The report also concluded that higher MQL nanofluid ejection pressure led to a resultant decrease in the convectional heat transfer coefficient [13].
The cryogenic nanofluid MQL system involves the utilization of cryo-gases (temperature below −150 °C) or sub-zero liquids containing nanofluids ejected in atomized forms through a nozzle into the grinding zones [34]. Busch et al. [153] studied the tribology and thermal behavior during the machining of high-grade alloys. They found that the aerosol-based lubricant when supplied using CO2 gas provides efficient lubrication. Besides, a combined nanofluid-based MQL system and N2 or CO2 gases were found to perform excellently compared to traditional lubrications. It was observed that the cryo-based MQL nanofluids help to eliminate craters that would have been formed if traditional lubrication methods were used [154]. Additionally, it has been reported that cryogenic-based lubricants have superior machining performance compared to traditional lubrication methods [155, 156]. Moreover, researchers have also reported that a high viscosity and wider ejection angle of the cryo-nanofluid jets cause a significant increase of tribological performances [43]. Furthermore, it was found that during the grinding of Ti6Al4V alloy using a carbide ceramic-bonded (SiC) grinding wheel, the cryogenic nanofluids in MQL system produced the lowest specific tangential and normal grinding forces [32, 157].
Recently, a major overhaul of the MQL systems has seen the rise of using electrostatic spray technology to improve the performance and applicability of the MQL process. Some researchers have focused on eradicating the deleterious effect of oil mists by using only water as the ejection fluid in the MQL process. Huang et al. [27] showed that the electrostatic MQL (EMQL) can be used to electrify water droplets immediately after atomizing the nanofluids inside the MQL machine. This process was observed to cause a significant improvement of the fluid delivery into the contact zone and the resultant adsorption of the charged droplets of the nanofluids onto the work surfaces. The EMQL was also found to enhance the effectiveness of the nanofluid during grinding operations and, consequently, reduce the excessive mists released into the surrounding environment. Furthermore, Xu et al. [20] studied grinding forces, grinding ratio, surface roughness, and temperatures of steel materials during EMQL machining. They investigated the effect of the charge voltage on grinding performance. They observed that the EMQL process at 4 kV voltage is capable of reducing the grinding forces but intensifies the grinding ratio and surface quality by 24.8% as compared to the ordinary MQL system. This remarkable lubrication performance was ascribed to the effective delivery of the nanofluids into the grinding region, thereby reducing friction and grinding temperatures. Nevertheless, many other researchers hypothesized that there occur some dislodgement of molecules on the microstructural surface of the workpiece material due to the effects of the EMQL technique [158].
Figure 11 illustrates the functionality of the EMQL setup. The EMQL equipment functions such that the grinding fluid can be constantly propelled into the grinding zone at 10–200ml/h. The supply pipes of the nanofluid and air are connected at the confluence plate chamber which has one exit pipe that transports the atomized fluid. A high-voltage electrostatic electrode is inserted along the exit pipe of the confluence plate. This is the region where the grinding fluid is charged and ejected through the nozzle into the grinding region [159].

Schematic diagram of EMQL equipment [159]
A summary of the advances recorded in the grinding process using MQL systems is shown in Fig. 12. As illustrated in the figure, the period from 2015 to 2019 was observed to be the most active time of research being conducted on MQL systems in grinding. The diagram entails previous studies and trends for future directions of research and development of the MQL system.

Advances in grinding using the MQL system
4 Fluids used in MQL systems
Subtractive manufacturing processes are still the most popular methods of manufacturing various multidimensional products/components for numerous engineering applications. Moreover, the twenty-first century has seen many inventions toward perfecting these manufacturing techniques. A major step towards achieving sustainable manufacturing involves proposing alternative machining fluids to the existing hazardous mineral-based lubricants. The mineral-based fluids have been affirmed to have adverse effects on the operators’ health and also environmental consequences. Established theories for sustainable manufacturing are used to identify and evaluate the main causes of these setbacks through the socioeconomic and environmental perspectives [25, 160]. Furthermore, research outputs from recent articles have shown that vegetable oil-based lubricants are preferable in grinding operations. This is due to the sustainability of the oil source and eco-friendliness. The unique chemical structure and features of vegetable oil make them highly suitable for cooling and lubrication purposes in grinding operations. These advantages of vegetable oil-based lubricants make them to gain more popularity in other manufacturing industries [161].
Table 3 shows the main advantages and setbacks relating to the eco-friendliness of the vegetable oils compared to other conventional lubricants. When the vegetable oil was used in the MQL system, it was found that there are some forms of oxidation occurring compared to when water was utilized in the system. This oxidation process was observed to create water, carbon dioxide, and methane around the contact region. Furthermore, the vegetable oils were found to be characterized by low stability at elevated humidity and temperatures resulting in major setbacks in cooling and tribological performances [162]. Nevertheless, the application of vegetable oil in MQL systems has many advantages such as their ability to be broken down into eco-friendly elements by micro-organisms thereby guaranteeing environmental sustainability. Hence, it can be concluded that the overall benefits of vegetable oil-based lubricants surpass its harmfulness [18, 163].
Reports from previous researchers indicate that the use of ester oils during MQL grinding of 16MnCr5 steel material causes a significant reduction of the tangential and normal grinding forces and improves the surface roughness by more than 50% [165]. Sadeghi et al. [78] studied the effect of vegetable and synthetic ester oils during MQL grinding of Ti–6Al–4V workpiece. They found that pure synthetic ester oil performs better than pure vegetable oils in grinding operations. Most of the previous research on the MQL process have focused mainly on comparison between the performances of neat vegetable oils with existing mineral oils. However, in-depth analysis and comparisons between the water-based and oil-based MQL process have not been deeply deliberated on. Moreover, the majority of the previous findings have indicated that water has a superior cooling ability in grinding operations [160]. Nonetheless, many other research outcomes have indicated an excellent lubrication performance of vegetable oils in MQL systems [104, 166].
The improved lubricity of the vegetable oil-based nanofluids is often credited to the tribofilms formed from COOH and –COOR functional groups found in fatty acids and triglycerides within the vegetable oils [34]. This finding corroborates the reports of Siniawski et al. [167] where it was indicated that the presence of around 80–95% fatty acids in vegetable oil influences lubrication performance. Kalita et al. [168] studied the influence of MoS2 oil-based nanofluids during the grinding of cast iron and EN 24 steel. They observed that the nanofluid MQL process increases the grinding efficiency via the reduction of grinding energy, frictional coefficient, and wheel degradation. A major finding was presented that vegetable oils were best for steel while mineral-based lubricants were better lubricants for cast iron.
Figure 13 illustrates the molecular structure of the polar fatty acids present inside the triglyceride configuration that assists in anti-wear properties [169]. The strong lubrication film that is developed along the surface of the workpiece and grinding wheel is the main cause of the reduction in frictional forces and wheel defects [13, 161, 170]. The vegetable oils are characterized by low toxicity and high flash points and are eco-friendly. This has made them to be suitable alternative lubricants in different manufacturing industries [13].

Molecular structure of rapeseed oil [169]
In general, the performance of vegetable oil-based lubricants in the MQL system can be enhanced and used for industrial purposes by the addition of nanoparticles, which are used in minute quantities such that their negative effect on the operators’ health and environment are minimized. Table 4 gives a comparison between the physical properties of water with the different kinds of vegetable oils that are frequently used in machining processes.
Researchers have utilized water-based nanofluids in the MQL grinding of cast iron and compared the results with dry, wet, and MQL techniques. It was found that nanofluids achieved lower grinding forces, higher surface quality, and G-ratio. Conversely, fewer types of research have been reported on the application of water-based nanofluids as compared to oil-based nanofluids [171]. Applying water in nanofluid-based MQL grinding has shown desirable enhancements to surface roughness, a decrease in grinding forces, and an enhancement of G-ratio compared to ordinary pure water [83]. Studies carried out on wheel life span and tribology of wet, dry, and MQL grinding of cast iron using water-based TiO2 nanofluid [171]. They reported that TiO2 nanofluid was able to efficiently improve the tribology of the grinding process. The water-based nanofluids were recommended as an alternative to conventional machining fluids [172].
In the last 10 years, water-based nanofluids saw increased utilization in grinding due to their improved performance resulting from the introduction of nanoparticles [173, 174]. The water-based nanofluid was found to assimilate the excellent cooling and cleansing ability of water with the tribological performance of the nanoparticles. The use of water-based nano lubricants led to the improvement of the surface quality and reduced friction and wheel wear [175].
5 Nanofluid in MQL grinding
Studies have shown that due to the excessive production of greenhouse wastes during machining, it is necessary to find a safer and environmentally friendly alternative to the conventional lubrication systems. In addition, global environmental laws (i.e., ISO 14000 or Green Round) have stressed the importance of utilizing only environmentally friendly techniques during machining. As such, the nanofluids have been considered by researchers as a possible replacement for the traditional machining fluids [176]. Presented by Choi [177, 178], the nanofluids were found to be capable of producing effective heat evacuation as compared to traditional grinding fluids [74, 179]. Because of this desirable heat transfer characteristic, scientists became curious of hybridizing the MQL system with the nanofluids. Previous reports have indicated that the average heat transfer increase due to the nanofluids is between 15 and 40% [180]. Furthermore, Esfe et al. [181], in their early works, proposed the idea of hybrid nanofluids aimed at improving the tribological and rheological performances. They explained that utilization of various nanoparticles in base fluids such as oil, water, and other types of traditional fluids could help to reduce the costs and enhance machining performance.
The main aim of producing nanofluids is to enhance thermophysical interactions at boundary regions of materials in contact. The thermophysical properties might include heat conduction capacity, viscosity, rate of diffusion, and frictional coefficient [182]. Studies have shown that nanofluids can adequately lower the grinding forces, enhance heat removal, improve surface quality, reduce the use of toxic machining fluids, and increase the life span of the grinding wheel [6]. Figure 14 illustrates the mechanism of lubrication and the anelastic behavior of the tribofilms formed from these nanofluids during grinding operations.

Lubrication mechanism by nanofluid [92]
There have been many studies conducted by researchers over the last decades towards achieving extensive application of nanofluids in various fields such as manufacturing, transport, microelectronics, nuclear, solar collectors, and biomedical [183]. Conversely, the major setback in nanofluid technology involves the existence of settling/sedimentation of the nanoparticles after some time [184]. Consequently, application of the nanofluid in the MQL system has been reported to achieve superior process performance than ordinary MQL system, mineral-based lubricants, and pure cryogenic lubrication [127].
5.1 Analysis of grinding performance in single nanoparticle nanofluid
A single nanoparticle nanofluid is usually produced by dispersing only one type of nanoparticle into a base fluid [185]. Nanofluids are mostly degradable and used in minute quantity, making them preferable in MQL systems. The nanofluid is mostly selected based on the excellent antifriction properties of the fluid compared to water and pure base oils. The nanofluids are also regarded as environmental-friendly, resource-saving, energy-efficient, and sustainable grinding lubricants [8, 176]. It has been reported that many factors do affect the properties and behavior of the nanofluids. These factors include the nanofluid concentration, method of production, scattering technique, characteristics of the base fluid, rate of settlement/agglomeration, shape, type, and heat-bearing capacity of the nanoparticles [186, 187]. The production method, morphology, crystalline nature, dimension, and concentration in the base fluids are also reported as key factors that influence the lubrication performance of a nanofluid.
Reports from previous researchers have shown the tribological behavior and heat-carrying capability of the base fluids are greatly improved with the suspension of nanoparticles in these base fluids [81]. Correspondingly, the level of heat transfer in the nanofluid depends on the number of nanoparticles and the thermal conductivity of the nanomaterial. For instance, metallic oxide nanoparticles such as Al2O3, SiC, CuO, MgO, ZnO, and TiO2 are optimal when high thermal conductivity is required. Likewise, when high resistance is desired, it is advisable to select water-based graphene oxide nanoplatelets than water-based MWCNTs [160]. The nanofluids were also reported to exhibit good tribology at elevated temperatures making them suitable for a variety of machining applications [32].
Yu and Xie [188] found that the single graphene oxide nanoparticle produced improved wear and friction actions. Shen et al. [83] showed that CNTs were capable of improving lubrication performances due to their high strength and structure. However, this performance is often limited to hard materials only. Furthermore, due to the spherical nature of MoS2 nanoparticles, they were observed to form thin tribofilms which causes reduced friction around the contact zone. Meanwhile, MoS2 nanoparticles possess high surface activity and can be easily adsorbed onto another surface [83].
Hosseini et al. [189] investigated the effects by using single nanoparticles in a nanofluid-based MQL process. They performed grinding of Tungsten carbide grade YG8 using MoS2, graphite, and Al2O3 nanofluid. The nanoparticles were suspended in two different base oils, i.e., paraffin and sunflower oil. They explained that utmost care should be used in selecting a nanofluid as the lubricant for any given material. Kalita et al. [21] reported a decrease of 48–55% and 45–50%, respectively, for rates of wheel wear and grinding efficiency. Moreover, Prabhu and Vinayagam [87] stated that CNT-based nanofluids help to decrease the micro-cracks formed from grinding operations with conventional lubricants.
Zhang et al. [81] reported the wonderful performance of MoS2 nanofluid during grinding with varieties of vegetable oils. It was reported that when palm oil was used as the base fluid of the MoS2 nanofluid, the best lubrication performance was observed. Lee et al. [115] explained that finer particle sizes of the nanoparticles produce better surface quality and lower grinding forces. Similarly, reports have shown that the dimension of the nanoparticles affects the tribological performances and thermal behavior of nanofluids [190].
Mao et al. [191] during grinding of AISI52100 with dry, flood cooling, and Al2O3 nanofluid in MQL found that the water-based Al2O3 nanofluid presents the least surface deformations. Similar results were reported by authors [192, 193]. Besides, Jia et al. [194] investigated the performance of MoS2 suspended in based nanofluid in a mixture oil of soybean/castor during grinding experiments. It was found that the optimal nanofluid concentration was 8 wt% for the MoS2 nanofluid. Additionally, Jia et al. [135] explained that the optimal nozzle inclination angle, air ejection pressure, and nozzle distance from the grinding wheel are 15°, 6 bar, and 10 mm, respectively. Haghighi et al. [120] studied the performance of single nanoparticles of CNT and CuO suspended in rapeseed oil. They found that the optimum nanoparticle concentration was 3wt% in the base oil. At this concentration, it was observed that the surface quality of the work material improves by 14% and 7% for CNT and CuO nanofluids respectively.
Kumar et al. [195] studied MQL grinding of silicon nitride using WS2 and MoS2 nanofluids. They reported in their work that the nanofluids significantly increase the grinding performance by improving surface quality. The nanofluids were also reported to decrease the grinding forces and sub-surface damages. Sinha et al. [106] evaluated the performance of ZnO and Ag nanoparticles in water-based nanofluid during the grinding of Inconel 718 superalloy. Their result indicates a significant reduction of grinding forces and frictional coefficient, whereas the surface quality was greatly improved. Moreover, ZnO nanofluid was found to give the best machining performance in terms of lubrication and temperature reduction compared to Ag based nanofluid. This is mainly attributed to the distribution of the nanofluid on the contact surface and the formation of lubricating film especially at elevated temperatures. Further studies by Singh et al [79] also reported that graphene suspended in canola oil when used in MQL grinding results in 16.9%, 22.1%, 33.83%, and 15.1% reduction of Ra, Fn, specific energy, and frictional coefficient, respectively, compared to conventional flood cooling process.
Cui et al. [196] explained that graphene nanofluid causes a great reduction of the COF MQL grinding of titanium alloy. Singh et al. [107] studied the grinding of Ti6Al4V-ELI alloy using MQL with graphene in canola oil nanofluid. They observed that the optimum nanofluid concentration is 1.5 wt%. It was also reported that the 3D structured nanoparticles performed better in terms of lubrication than the 2D ones. The hierarchy of lubrication performance was reported as MoS2 < graphite < graphene. Lastly, Dambatta et al. [9] reported that SiO2 nanofluid, when used during the grinding of silicon nitride (Si3N4) ceramic with an MQL system, helps to lower the grinding forces and surface roughness.
5.2 Analysis of grinding performance in hybrid nanoparticles nanofluid
Numerous scholars have presented different results based on experimentations, using different types of hybridized nanofluid in the MQL grinding operations. However, there has not been a compiled summary of the works conducted in the literatures about the performance of hybrid nanofluids in MQL grinding processes. Recent studies have shown that SiO2/CuFe2O4-based nanofluid produced using water/ethylene glycol led to better machining performance. The nanofluids were proven to influence the elasto-hydro-dynamic effect which is found to enhance lubricity during contact [176, 197, 198].
Previous reports from researchers have shown that the hybrid nanofluids have tremendous machining benefits, especially in improving the heat removal from the contact zones [199]. The traditional method of developing hybrid nanofluids involves either dispersing each of the separate single nanoparticles or by just sintering the hybridized nanoparticle [200]. Table 5 shows some examples of hybridized nanoparticles that are often used in machining and tribological investigations.
Further reports by Zhang et al. [81, 92] utilized a mixture of MoS2 and CNT nanofluids in MQL grinding of nickel-based alloy. Their study mostly focused on the surface integrity of the work materials and found that the hybrid nanoparticles provide perfect lubrication in the grinding zone. Also, the optimum nanofluid concentration of the mixed MoS2/CNT nanofluid for the best surface quality is 6 wt%. Zhang et al. [92] explained that the MoS2-CNT-based nanofluid when used in the MQL process presents a lower grinding force ratio, specific grinding energy, and surface roughness as compared to when single nanoparticles were used individually. Similar findings were reported by Xianpeng et al. [70] when they investigated the performance of Al2O3/SiC nanofluid applied in the MQL process. In addition, researchers have shown that a hybridized MoS2/WS2 nanofluid when utilized in MQL grinding causes significant reductions of about 39% in grinding energy and 27% of the grinding forces. Moreover, as compared to flood grinding, when the hybrid MoS2/WS2 nanofluid was used in MQL, it causes a reduction of 86% and 41% in chipping depths and surface deformation respectively [202, 203]. Similarly, Rabiei et al. [22] explained that the hybrid MWCNTs/Al2O3 nanofluid in MQL grinding helps to lessen the COF by 24.6% and 46.2% reduction of the grinding forces compared to the dry grinding technique, whereas MWCNT and Al2O3 nanofluids were respectively able to achieve 16.4% and 18.3% reduction in the friction coefficient. Besides, it was also reported that the MWCNTs/Al2O3 nanofluid produced a 46.2% reduction in tangential grinding force, whereas during axial grinding, the single MWCNT and Al2O3 nanofluids reduced grinding force by 36.5% and 42.3%, respectively. The mentioned findings indicate that hybrid nanofluids performed much better than mono-based nanofluids. Zhang et al. [204], in their quest to obtain an optimum mixing ratio for hybrid nanofluids, explained that a 30:70 mixing ratio for Al2O3/SiC nanofluid was optimal as a result of the difference in the properties of each individual nanoparticle. This is because the 30:70 mix ratio of the Al2O3/SiC nanofluid presented superior material removal, work material surface integrity, and lower grinding forces.
Studies have shown that the hybrid nanofluids exhibit excellent thermophysical properties which are not found in the monotype nanofluids. Higher thermal conductivity was reported to exist in hybrid nanofluid compared to the monotype ones [205]. Kumar et al. [201] studied the effect of single and hybrid nanofluids on the grinding forces, grinding energy, surface quality, and sub-surface deformations during the grinding of Si3N4 ceramics. They found that the deformation depth was reduced by 41%, and the surface quality of the Si3N4 workpiece material improved by 86% due to the excellent lubricity of the MoS2/WS2 hybrid nanofluid as compared to when flood cooling was employed. Kalita et al. [168] also showed that during MQL grinding, the COF of MoS2/Al2O3 suspended in soybean oil is superior to those obtained when grinding was performed with monotype MoS2 and Al2O3 nanofluids in lubrication capacity. Hence, the hybrid nanofluid was affirmed to produce better lubrication than the single nanoparticle nanofluids during machining operations.
In addition, Lv et al. [206] studied the MQL process using a hybrid water-based nanofluid from GO/SiO2 nanoparticles. They reported that the water-based GO/SiO2 and MQL systems considerably decrease the coefficient of friction. It was also reported that the performance of the water-based lubricants was at par with the vegetable oil-based MQL system. The improvement from the hybrid nanofluid could be credited to the creation of a layer film which helps in decreasing friction. This was an invaluable observation considering the lower environmental hazard produced by the water-based lubricants.
According to the preceding review, hybrid nanofluids have superior performance compared to single nanoparticle nanofluids. However, the major limitation of the applicability of the hybrid nanofluids is that there have been limited studies done on confirming the optimum mixing ratio of each nanofluid.
6 Production of nanofluid
Nanofluids are produced by the suspension of minute quantity (in grams) of nanoparticles in selected base fluids (i.e., water, ethylene glycol, and oil). The average dimension of the nanoparticles is 100 nm or lower [207]. Preparation, homogenization, and stabilization of the nanofluids are paramount to their applicability in various engineering applications [184]. A nanofluid needs to undergo various stages of investigation before its inherent utilization as a lubricant in any manufacturing process.
Studying the various ways of synthesizing the nanofluids is an important step towards obtaining a stabilized mixture that does not settle or agglomerate under severe conditions or after a given period. The settling or agglomeration of the nanoparticles is seriously undesired in machining because it inhibits effective lubrication performance. Furthermore, the heat transfer properties of a nanofluid were found to depend on the method used to manufacture it [32].
Currently, there are two predominant methods often used to synthesize the nanolubricants. They are the one-step and two-step techniques shown in Fig. 15. A combination of steps is outlined by previous researchers for analyzing the nanofluids including SEM, TEM, XRD, FT-IR, DLS, and TGA. The SEM and TEM analyses help to give an idea about the microstructural morphology of the nanoparticles. The XRD analysis gives the crystalline structure of the nanofluid. The FT-IR process is used to obtain the total composition of each nanoparticle in the nanofluid. DLS analysis provides data on the average size of dispersion, whereas the TGA is used to determine the thermal properties of the fluid. Nevertheless, findings have shown that researchers often apply other different methods for their characterizations and analysis depending on how it suits a specific application [32].

Techniques involved in investigating the characterization of nanofluids [32]
The procedure of the single-step technique is illustrated in Fig. 16. It is a magnetic sputtering process that involves simultaneously preparing and mixing the nanoparticle in a base fluid. Most of the time, a highly stabilized and uniformly dispersed nanofluid is produced using the one-step method. However, the major limitation of this process is that it is very expensive, and this acts as the main hindrance to its industrial application [208]. Furthermore, few scientists have demonstrated that the one-step method can be used to produce hybrid nanofluids [209, 210].

One-step production method of nanofluids [182]
Furthermore, considering the hybrid nanofluids, the scientists explained that the most preferred technique for synthesizing these nanolubricants is the two-step method. A breakdown of preparation methods involved in the production of the nanolubricants is given in Table 6 [210].
The two-step method which is often more economical has seen more acceptance in industries due to the superior lubrication performance of nanofluids produced using it compared to those manufactured using the one-step method [202, 210,211,212]. The two-step method of nanofluid production firstly involves obtaining the nanoparticles (by preparation or using commercially available ones) and then stabilizing them in the base fluid. The mixture is then homogenized using ultrasonic disruption, magnetic stirrer, ball milling, high-tech mixers, etc. [213, 214]. The two-step method is highly economical and is currently applicable in large-scale productions of nanofluids. Nevertheless, the two-step method has a major limitation which is the coagulation of the nanoparticles. Researchers have recently shown that using surfactants can overcome this constraint. A detailed illustration of the two-step process of producing nanofluids is shown in Fig. 17 [207].

Two-step production method of nanofluids [207]
7 Performance evaluation in the MQL grinding process
Different engineering materials have seen limited applicability in various fields due to the severity of cutting/machining them. This difficulty is the main reason why ceramic and superalloys are often referred to as difficult-to-cut materials. An enormous magnitude of grinding forces is required in material removal, which in turn causes many deformations such as micro-cracks and edge chippings [78]. Studies have shown that hybrid machining processes have been used to overcome some of these machining limitations, especially with improved lubrication systems [215]. The main parameters that are analyzed during grinding with MQL systems from previous works are shown in Fig. 18. They include the grinding forces, surface quality, grinding temperature, coefficient of friction, grinding ratio, wheel wear/loading, specific grinding energy, and residual stresses [7, 10, 38, 71, 92, 215, 216]. A comprehensive review of the effect of MQL and grinding parameters on different grinding responses is provided in this section.

Output variables in the grinding process
7.1 Effects of MQL on surface quality
The grinding process is mostly used to achieve a better surface finish in materials, and it is often referred to as finish machining [81]. Zhang et al. [92] explained that the surface quality of a groundwork material can be used to evaluate the grinding performances. Similar to other machining methods, the surface roughness, Ra, is often used to evaluate the surface quality of a work material. It has been reported that during MQL grinding experiments, a lower Ra represents higher surface smoothness. Uneven material removal mechanism is the major source surface roughness of ground materials. The whole material removal process involves continuous breakages, crack instigation and propagations, plastic removal, and plowing in both ductile and brittle materials. In hard materials, the brittle fracture involves the generation of continuous craters along the grinding path, creating cracks along the grain trajectory (i.e., lateral and median cracks). The lateral crack is the main participant of the material removal process, whereas the median cracks are solely responsible for sub-surface defects on the workpiece [10, 217]. Moreover, the ductile removal mechanism of the grinding process occurs when the amount of energy needed to pluck off a piece of the work material by each grain on the grinding wheel is just sufficient to remove a pierce materials’ microstructure [218]. Similarly, Bifano et al. explained that in ductile removal mechanisms, when the energy that is required to remove a unit material is small enough, then the ductile removal mechanism can become a plastic flow [219]. Findings from the previous works have indicated that achieving plastic flow in material removal can effect significant reduction of the surface roughness and sub-surface defects on a work material.
Early research on MQL grinding indicates that the use of synthetic oil in the MQL process produced a better surface finish compared to ordinary vegetable oils [98]. Reports by Mao et al. [85] during MQL grinding of the hardened steel indicated that the MQL system enhances the surface quality similar to flood grinding. However, the pure MQL using only base oils or synthetic oils was found to be more suitable for machining soft materials. And nanofluids are needed in the MQL system to achieve improved surface quality when the work material involved is hard (i.e., ceramics and super alloys) [6, 37].
Virdi et al. [129] further explained that surface roughness is a means of representing surface quality quantitatively. Figure 19 shows the surface roughness obtained using different lubrication methods. It was observed that the surface roughness quality of the Inconel alloy was better when the nanofluid MQL system was utilized as compared to flood cooling and pure MQL. The superior surface finish obtained by the MQL system was attributed to the positive lubrication provided by the nanoparticles in the mixed nanofluid. Furthermore, the nanofluid produced from sunflower oil with 0.5 wt% nanoparticles was found to give the best surface roughness and can be said to produce better lubrication activity.

Surface roughness of Inconel alloy under different lubrication conditions [129]
Zhang et al. [92] showed that CNT and MoS2 nanofluids help to significantly increase surface quality in grinding with MQL systems. As shown in Fig. 20, the hybrid nanofluid produced lower surface roughness compared to the single nanoparticle nanofluids. The CNT oil-based nanofluid was found to produce the lowest roughness values among the three nanofluids investigated. The lowest surface roughness values were attained during grinding with hybrid MoS2-CNT nanofluid, and this was credited to the physical interactions of MoS2 and CNT nanoparticles in the nanofluid.

Surface roughness of nickel-based alloy material machined using single and hybrid nanofluids in MQL grinding [92]
Furthermore, Mao et al. [86] showed that the inclination angle, direction of spray, and distance of the MQL spray nozzle significantly affect the efficiency of the grinding process. It was reported that when the nozzle was inclined at an angle, the process efficiency was higher (see Fig. 21). In addition, the air pressure was understood to be a critical parameter for the efficient delivery of nanofluid by the MQL system into the contact zone. It was reported that the grinding forces, surface roughness, and temperature were lowered when the air pressure was high. Shorter spray distance between the nozzle and the grinding wheel was also observed to be optimum.

Comparison of surface roughness of MQL machined workpiece at different spray distances and air ejection pressure [86]
Correspondingly, Tawakolli et al. [95] explained that during the grinding of hardened steel, in addition to the nozzle inclination angle, the direction of spray also has a great influence on the surface roughness of the machined parts. As shown in Fig. 22, measurements made at wheel speeds of 30 m/s and 45 m/s indicated that spraying at angular inclination toward the grinding wheel (instead of directly into the grinding zone) produces the lowest surface roughness on the steel workpiece material.

Surface roughness of 100Cr6 hardened steel from different wheel speeds and spray directions [95]
Lee et al. [220] explained that grinding using nanodiamond nanoparticles in the MQL system can produce a decrease of about 64% of surface roughness compared to those obtained from dry grinding. Similarly, Jia et al. [194] reported that the surface roughness obtained during MQL grinding of nickel alloy using MoS2 suspended in mixed soybean/castor oil was 0.325 μm. However, in the case of nanodiamond particles, when the sizes of nanoparticle were larger than 30 nm, the surface roughness deteriorated considerably. This shows that smaller nano-sized particles in the nanofluid achieved better surface quality. Similar observation was reported by Mao et al. [53]. Further reports have shown that Al2O3 nanoparticles are more effective compared to diamond nanoparticles in terms of decreasing the surface roughness in grinding operations using MQL systems. This can be attributed to the lower hardness of the Al2O3 compared to the diamond nanoparticles.
Meanwhile, it has also been reported that the sizes of each nanoparticle exert a higher impact on the achieved surface quality during grinding with MQL than the nanofluid concentration [194]. Generally, it was observed that small-sized nanoparticles produce better surface quality in the MQL grinding process. According to Lee et al. [138], as shown in Fig. 23, the optimum nanofluid concentration and dimension of 2 wt% and 30 nm, respectively, produce a smoother surface from MQL grinding using nanodiamond and Al2O3 nanofluids.

Surface roughness measurement of tool steel from grinding with MQL nanofluids: a ND and b Al203 [138]
During a study on micro grinding, Li and Lin [143] observed that the MQL technique can improve the wheel life span by threefold as compared to the dry grinding process. Similarly, Tawakoli et al. [61], concluded that the MQL process using oil as base oil produced superior surface quality compared to the water-based and the conventional cooling process. Furthermore, an optimized nozzle position of 80 mm away from the grinding zone was found to produce the best surface finish.
In addition, Balan et al. [85] also reported that the MQL process has better machining performance compared to conventional flood cooling. Moreover, an optimum ejection pressure of 2 Bar was recommended. Further studies by Barczak et al. [37] compared the grinding performances of flood cooling and MQL system during the machining of EN8, M2, and EN31 workpieces. It was found that the MQL system produced better surface quality and has low grinding power and smaller specific grinding forces. Nevertheless, the main limitation that was reported is that the initial cost of mounting the MQL system onto the grinding machine is expensive.
Recent investigations by Li et al. [89] have shown that graphene-based nanofluids can be used in the MQL process during grinding to reduce the surface deformations on the workpiece and defects on the grinding wheels. Figure 24 shows the SEM images of the ground surfaces from six different lubrication conditions. It can be seen that the surface integrity of the ground TC4 alloy material improved significantly when ground with the graphene-based nanofluid. Machining with the MQL nanofluid helped to remove many surface defects such as adhesion, grinding burns, and furrows. An optimum nanofluid concentration of 0.1 wt% was observed and reported. The improvement in surface integrity was attributed to the graphene nanoparticles effecting improve lubrication and cooling phenomenon. This observation validates the surface roughness measurements, whereby the 0.1% nanofluid concentration was found to achieve the lowest surface roughness value of 0.35 μm.

Images of ground TC4 alloy obtained from dry, pure MQL, and graphene-based MQL conditions [89]
Hosseini et al. [189] illustrate in Fig. 25 that each lubrication technique used during the grinding operation produces different categories of surface quality on the workpiece material. In Fig. 25a, it can be seen that the surface quality of the YG8 tungsten carbide workpiece obtained during dry grinding has many deformations such as micro-fractures, micro craters, and discontinuity in chip removal modes. These defects are attributed to poor lubrication and other heat-induced deformations. Conversely, in Fig. 25b, the SEM micrograph from the traditional flood cooling samples shows improved lubrication and surface quality compared to dry grinding. The work material was found to be characterized by fractures, microchips fixed onto the surface, grinding ridges, and poor surface quality. However, when Pure MQL with vegetable oil was used as the lubricant as shown in Fig. 25c, a relative reduction of micro-fractures, formation of craters, and other surface deformations was observed. The best surface quality was obtained when MQL was incorporated with mineral oils as shown in Fig. 25d. However, the mineral oils are often classified as hazardous to workers and the environment [189]. Hence, grinding using the MQL system with eco-friendly oils is recommended.

SEM images of YG8 tungsten carbide from grinding experiments using a dry, b flood cooling, c MQL with vegetable oil, and d MQL with mineral oil [189]
Further studies on different cooling and lubrication conditions have indicated the superiority of nanofluid MQL compared to other systems such as the dry grinding, flood cooling, and pure MQL. Precisely, it has been found that dry grinding and pure MQL are characterized by several types of defects like burning, pits, and furrows. These deformations were absent on workpiece materials machined using the nanofluid-based MQL systems. As shown in Fig. 26, the surface quality of the nanofluid MQL systems has smaller and shallower furrows, which are often times not obvious [221].

Surface quality of carbide workpiece: (a) dry grinding, (b) flood cooling, (c) pure MQL, and (d) nanofluid MQL [221]
Similarly, reports from Zhang et al. [43] after applying cryogenic cooling as an alternative medium of MQL nanofluid delivery into the grinding zone indicate that both the surface roughness and surface defects are reduced significantly. Figure 27 shows the surface micrographs and roughness values obtained during the grinding of the Ti-6Al-4V workpiece using a nanofluid formed from Al2O3 in synthesized lipids. It was found that the ordinary cryogenic cooling system produced the worst lubrication actions with an average surface roughness of 0.535 μm. Moreover, it was also reported that the nanofluid MQL using ordinary air as a delivery medium produced an improvement of 20.4% in surface roughness compared to the ordinary cryogenic cooling. The air and nanofluid MQL process was found to have an average surface roughness (Ra) of 0.426 μm. Besides, the nanofluid MQL when combined with cryogenic air was found to produce the best surface quality on the work material with average surface roughness (Ra) of 0.375 μm indicating about 30% reduction compared to the ordinary cryogenic cooling system. The only noticeable surface deformation observed from this lubrication system is the scale-like adhesion of nanoparticles (see Fig. 27).

Surface micrographs and roughness values of Ti-6Al-4V during normal nanofluid MQL and cryogenic lubrication [43]
Jia et al. [65] showed that the 45° inclination of double horizontal ultrasonic vibrations when applied during MQL grinding produced excellent surface quality and machining performance. They further explained that the chip adhesion on the surface of the work material was decreased significantly compared to the dry grinding process. In Fig. 28, it can also be seen that roughness Ra decreased significantly by the introduction of double 2D ultrasonic vibrations at 0° and 45° along the grinding wheel trajectory. Moreover, the 2D ultrasonic vibrations were found to reduce the surface roughness (Ra) by 39.8%.

Surface quality measured by introduction of 2D ultrasonic vibrations during nanofluid MQL grinding [65].
Wang et al. [8] reported that nanofluid in MQL could bring about positive changes during grinding operations. During the grinding of different materials such as Inconel 718, cast iron, and 1045 steel, they observed that there were clear differences between the workpieces machined with pure palm oils and those machined with MoS2- and Al2O3-based nanofluids. The samples from pure palm oil lubrication were observed to have machining defects like deep furrows and adherence of microchips. However, during the MQL grinding with Al2O3-based nanofluids, it was reported that there is the absence of major surface defects like furrows or microcracks (see Fig. 29). This indicates insufficient cooling and lubrication in the palm oil samples [8]. It was concluded that the overall effectiveness of each nanofluid depends on the hardness of the machined work material. The MoS2 can be seen to perform better in softer materials while the Al2O3 nanofluid is suitable for harder materials.

SEM images of work materials from MQL grinding [8]
Additionally, previous studies have shown that a mixture of two vegetable oils can be used to improve the lubrication performance of the MQL system. Figure 30 shows the SEM images of the work material obtained under different lubrication conditions. As highlighted in Fig. 30a, grinding with pure castor oil produced deformations like pores, ridges, and excess material re-deposition. When palm oil was added to the castor oil, the surface quality of the machined components was observed to improve significantly (See Fig. 29b), whereas the castor/maize oil mixture inflicted intense furrows and ridge patterns on the workpiece materials (see Fig. 30d). A mixture of castor/soybean oil was found to produce surface configurations without plows and wrinkles (see Fig. 30c). Lastly, the magnitudes of surface roughness obtained for each lubrication condition were presented in Fig. 30e. As can be seen, the castor/palm oil mixture has the lowest surface roughness values, thereby corroborating findings from the results of the SEM images [121].

SEM images of ground samples using MQL and mixed synthetic/vegetable oils: a pure castor, b mixed castor/palm, c mixed castor/soybean, d mixed castor/maize oil, and e measured Ra values [121]
Zhang et al. [81] in an attempt to optimize the mixing ratios of hybrid nanofluids performed grinding experiments using CNT and MoS2-based nanofluids. In terms of surface roughness, it was reported that the optimum CNT/MoS2 nanoparticle mix ratio is 1:2. In Fig. 31, it could be seen that a surface roughness of 0.294 μm was obtained with a 1:2 CNT/MoS2 hybrid mixture. This shows that the hybrid nanofluid provides an improvement of 38.9% and 13% compared to single CNT and MoS2 nanofluids, respectively.

Workpiece surface roughness (Ra) [81]
Furthermore, there have been reports of using an in-process cleaning mechanism to improve the grinding process with MQL systems. Reports by Javaroni et al. [122] show that the in-process wheel cleaning technique can increase the efficiency of the MQL grinding process considerably. It was reported that the wheel wear was reduced by 27%, surface roughness by 31%, and the grinding power by 74%. However, the findings explained that conventional flood cooling outperforms the MQL process using pure oils. As illustrated in Fig. 32, the MQL grinding with jet cleaning technique produced the lowest values of surface roughness from the grinding experiments.

Surface roughness evaluation: a raw sample, b flood cooling, c MQL, d MQL + cryogenic air, e MQL + cryogenic air + wheel cleaning, f MQL + wheel cleaning, and g values of average surface roughness [122]
7.2 Effects of MQL on grinding force
Nanofluids have been reported to have better lubrication performance as a result of the creation of tribofilms and high-pressure absorption in a grinding process. As a result of the superior load-bearing capacity of the nanoparticles and improved sliding effect provided by the nanofluid tribofilms, the grinding forces have been found to reduce considerably [138]. Also, it was observed that smaller-sized nanoparticles achieved a better reduction of the tangential grinding forces [53]. Moreover, Kalita et al. [21] found that there is a 50% reduction of G-ratio and grinding energy when MQL was applied to the grinding of advanced materials. Besides, Manimaran et al. [116] also found that when LN2 cryogenic gas was used in the MQL system, it lowered the grinding forces by 32%. Also, Cao et al. [222] reported a 41% reduction of grinding forces by the application of ultrasonic vibrations in grinding of Inconel superalloys.
Lee et al. [138] reported that the effective reduction of grinding forces occurs mostly during the first few grinding passes during grinding with nanofluid MQL systems. Furthermore, harder nanoparticles tend to produce more reduction of the grinding forces. For instance, diamond nanoparticles were found to reduce grinding forces better than Al2O3 nanoparticles. Additionally, reports have indicated that higher nanoparticle concentration and smaller-sized nanoparticles produced a higher reduction in the grinding forces.
Sui et al. [221] reported that there is a significant reduction of 40.9% in the specific normal grinding force compared to the nanofluid MQL system. Likewise, about 20.9% reduction of specific tangential grinding forces was observed when the nanofluid MQL was utilized compared to the dry grinding process. As shown in Fig. 33, it could be seen that the nanofluid MQL process has an overall better grinding performance compared to dry, flood cooling, and pure MQL processes.

Grinding forces obtained from different lubrication methods [221]
Furthermore, Kumar et al. [201] studied the performances of the MQL system with single and hybrid-based nanofluids during the grinding of Si3N4 ceramic material. Their report indicates a significant improvement in machining performances by MoS2/WS2 hybridized nanofluid. It was reported that hybrid nanofluid could produce about a 40% reduction of normal and tangential grinding forces compared to conventional lubricants. In addition, Zhang et al. [81] explained that hybrid nanoparticles when used to produce a nanofluid lubricant can help reduce the grinding forces. As shown in Fig. 34, it can be seen that MoS2 when used alone to form the nanofluid affects a much lower reduction of the grinding forces. Moreover, it was found that each mix ratio of the hybrid nanofluid causes a different effect on the grinding forces. For instance, when the mix ratio was 1:2 for CNT/MoS2, the normal grinding force was 89.75N, whereas when the mixing ratio was reversed to 2:1 for CNT/MoS2, the normal grinding force increased to 91.28N. However, this trend was observed to be reversed regarding the tangential grinding forces. The tangential forces were found to have a higher magnitude of 29.84 N from the 1:2 mix ratio of CNT/MoS2, whereas it is 25.17 N when the mix ratio of the CNT/MoS2 nanofluid was 2:1. This confirms that each nanoparticle separately contributes to the overall lubrication actions, and the effects observed depend on the physical properties of the nanoparticle used.

Grinding forces measured from machining with different CNTs/MoS2 mixing ratios [81]
Singh et al. [79] stated that neat vegetable oils in comparison with conventional synthetic fluids caused lower grinding forces. However, an attempt was made by Guo et al. [121] to mix synthetic oils with vegetable oils for MQL systems. As shown in Fig. 35, a mixture of castor/soybean oil was found to produce the highest reduction of grinding forces during MQL grinding with mixed synthetic and vegetable oils.

Specific grinding force measured during grinding with mixed oils [121]
Generally, studies have shown that the superior performance of the nanofluid MQL system during grinding operations can be attributed to the improved lubricity contributed by the acting nanoparticles and base fluid used. Moreover, incorporating multiple nanoparticles in the form of a hybrid nanofluid is capable of providing superior lubrication performances, due to the individual contributions from each nanoparticle present in the nanofluid. In the subsequent section, this work will examine the major findings from previous researchers regarding the effects of the MQL system on normal and tangential grinding forces obtained during grinding operations.
7.2.1 Normal grinding force
Normal grinding force is referred to as force exerted due to grit puncturing action on the workpiece materials. Reports have shown that the normal grinding forces obtained from dry grinding are the highest during operations. Poor lubrication action is explained that the main source of high normal forces during grinding operations, and also due to a lack of proper heat evacuation technique. The high normal forces arise from high grinding temperatures which cause increased plowing actions, blunting of the grinding wheel, and grit cutting edges [192, 223]. However, studies have shown that proper lubricant delivery into the grinding zone and heat evacuation is capable of reducing the normal grinding forces significantly. Similarly, when nanofluids are used in the MQL system, the lubricant tends to create a tribofilm that is characterized by high shear strengths. This then allows for smoother sliding actions, which in turn help to decrease the normal grinding force. Furthermore, hybrid nanofluids have been found to produce lower normal grinding forces. For example, during grinding with hybridized MWCNTs/Al2O3 nanofluid, it was observed that the MWCNTs/Al2O3 nanofluid reduced the normal grinding forces by 43.1% compared to dry grinding. Furthermore, introducing ultrasonic vibrations onto the work material during MQL grinding operations with MWCNTs/Al2O3 nanofluid was found to further reduce the normal grinding force by 47.1% [145].
Hosseini et al. [189] performed experimental investigations on MQL grinding aimed at optimizing the concentration of nanofluids for grinding performances. The analysis was conducted using graphite, MoS2, and Al2O3 nanoparticles. The results for normal grinding forces obtained during the investigation are presented in Fig. 36. It was reported that 3% nanofluid concentration for MoS2 was the optimized concentration, because it produced the highest reduction of about 46.99% in normal grinding forces. The superior performance of the MoS2 nanofluids was attributed to the spherical structure of the MoS2 nanoparticles and the excellent thermal stability of the MoS2 nanoparticle at higher pressure. Furthermore, the MoS2 nanofluid was found to create a thin tribofilm along the grinding region, which causes a significant reduction of the grinding forces. These findings corroborate the explanations of Dai et al. [224] on how nanofluids produced rolling actions.

Specific normal grinding force in dry, flood, mineral oil, MQL with pure vegetable oils and nanofluid MQL system [189]
Previous investigations by Lee et al. [138] on MQL micro-grinding using diamond and Al2O3 dispersed in paraffin nanofluids showed that the Al2O3 nanofluid produced lower normal grinding forces compared to ND. Furthermore, they explained that nanoparticle types, dimension, and nanofluid concentration were the main variables that affect the overall outcome of the micro-grinding process. The 30 nm and 4% nanofluid concentrations were observed to produce lower normal grinding forces in both ND and Al2O3 nanofluids. In Fig. 37, it was illustrated that the magnitude of normal grinding forces increases geometrically after every grinding pass. During grinding with Al2O3 nanofluid, the normal grinding was found to be 0.02 N/mm in the first pass, which then rises to over 1.02 Nm in the 20th grinding pass. Similarly, during grinding with nanodiamond, the sample ground with 30 nm and 4% concentration diamond nanofluid was found to have the initial normal grinding force of 0.02 N/mm in the first pass to about 1.2 N/mm in the 20th grinding pass. This finding can be explained by the occurrence of the dulling phenomenon of the wheel grits after a number of grinding passes.

Normal grinding forces during nanofluid MQL grinding with a ND and b Al2O3 [138]
Singh et al. [79] compared the performance of canola oil, olive oil, and sunflower with synthetic grinding fluids. They conducted the grinding experiments with different lubricants using graphite nanofluid in the MQL system. It was reported that the nanofluids produced lower normal grinding forces compared to the conventional synthetic fluid. An optimum nanofluid concentration of 1.5 wt% of graphene nanofluid was obtained for the vegetable oils (see Fig. 38). Moreover, the sunflower oil was found to have the lowest normal grinding force and, therefore, recommended as the optimum machining oil.

Measured normal grinding force from different lubrication conditions [79].
In addition, Ghosh et al. [117] further confirmed that during grinding operations with MQL systems, the specific normal force was found to immensely deteriorate after the 12th to 15th grinding pass. This is indicative of the acute and expeditious dulling of the grains on the grinding wheel. It was reported that the nanofluid-based MQL system maintained an average magnitude of the normal force and prevented its escalation by providing proper lubrication actions. In Fig. 39, it can be seen that the MQL system with MWCNT nanofluid outperforms the flood cooling and dry grinding systems. The excellent lubrication of the MWCNT nanofluid was attributed to the formation of thin tribo-film on the grinding wheel’s surface. This film was found to stick onto the wheels’ surface and cover the bond material.

Normal grinding force measured from different lubrication methods against the cumulative material removal [117]
7.2.2 Tangential grinding force
The tangential grinding force comprises 3 main mechanisms, they include rubbing forces, plowing forces, and cutting forces. Previous investigations by Lee et al. [60] showed that the Al2O3 nanofluid produced lower normal grinding forces compared to ND. Furthermore, it was explained that the nanoparticle type, dimension, and concentration of nanofluid were the main variables that affect the overall outcome of the micro-grinding process. The 30 nm particle size and 4% nanofluid concentration were observed to produce lower normal grinding forces in both diamond and Al2O3 nanofluids.
In Fig. 40, it was illustrated that the magnitude of normal grinding forces increased geometrically after every grinding pass. For instance in Al2O3 nanofluid, the specific tangential grinding force of the optimal sample was found to be 0.01 N/mm in the first pass to over 0.34 N/mm in the 20th grinding pass. Similarly, during grinding with nanodiamond, the sample ground with 30 nm and 4% concentration diamond nanofluid was found to have the initial normal grinding force of 0.02 N/mm in the first pass to about 0.38 N/mm in the 20th grinding pass. This finding also confirms the occurrence of the dulling phenomenon of the wheel grits with an increase in grinding passes, due to higher specific energy for material removal.

Measured grinding forces tangential direction in the cases of a diamond and b Al2O3 [138]
Experimental analysis conducted by Hosseini et al. [189] found that higher nanofluid concentration produced the lowest tangential grinding forces during MQL grinding. Samples of ground with 3% MoS2 nanofluid were found to have the smallest tangential grinding forces, indicating smoother sliding action along the feed direction. However, it was reported that the overall performance of the nanofluid MQL system using mineral oils was better compared to when vegetable oils were used.
Zhang et al. [14] explained that palm oil-based nanofluids produced the lowest tangential grinding forces compared to other types of vegetable oils during MQL grinding of nickel-based alloy. It was reported that the palm oil nanofluid achieved about a 29.4% reduction of tangential grinding forces compared to the conventional lubrication. Furthermore, Molaie et al. [64] reported that MoS2 nanofluid when used in the MQL process can achieve up to 49% reduction of tangential forces. Moreover, it was reported that paraffin oil exhibits a better machining performance compared to other vegetable oils. This observation agrees with the findings of Sadeghi et al. [98].
Further studies by Maimaran et al. [116] focused on investigating the differences between traditional lubricants and cryogenic ones. It was reported that the reduction of tangential forces caused by the cryogenic coolants was much higher than when dry and conventional lubricants were used. Notwithstanding, the tangential force was reported to have a directly proportional relation with the grinding depth irrespective of the type of lubricant utilized.
Further studies by Mao et al. [86] on the effect of MQL spray directions showed that the tangential grinding force was minimal when the nozzle was set at an inclined angle in the direction of the grinding wheel. As shown in Fig. 41, the specific tangential grinding force was reduced by 26% when the nozzle was placed at an angular inclination towards the grinding wheel. However, the value of specific tangential forces obtained from the conventional lubricants was observed to be the lowest.

Specific tangential grinding forces measured under different lubrication conditions [86]
Kumar et al. [117] studied the outcomes of grinding operations using CNT nanofluid in minimum quantity lubrication with CNT-based nanofluid. They found that the CNT nanofluid in MQL led to a significant reduction of tangential grinding force as a result of improved lubrication capacity. Figure 42 illustrates the results obtained from different concentrations of MWCNT nanofluids in dry and flood-cooling lubrication. It was also reported that the reduction of tangential grinding forces also caused a considerable reduction of total grinding power and overall heat generated. Moreover, results indicate that a combination of nanofluid characteristics and a high flow rate can produce more reduction of the specific tangential force.

Specific tangential grinding force at different lubricant flow rates [117]
Wang et al. [59] investigated the lubrication performance of various types of palm oil-based nanofluids during grinding operations with the MQL system. The obtained result shown in Fig. 43 indicates that a higher nanofluid behaves differently after a number of grinding passes have been conducted. The best among the investigated nanofluids (MoS2, SiO2, CNTs, Al2O3, ZrO2, and nanodiamond) was found to be the ND, because even after 60 grinding passes, there was not much difference between initial and final tangential force recorded. This result shows that the ND nanofluid is suitable for grinding operations due to its ability to maintain the lubrication effect, after many grinding passes. The equivalent hardness of the nanoparticle in the nanofluid can be seen to play an important role in its reliability.

Specific tangential grinding forces measured from different lubrication conditions [59].
Furthermore, results from grinding operations show that the MQL process using hybrid nanofluids of MWCNTs and Al2O3 nanofluids can be used successfully as lubricant in machining processes. It was found that hybridized MWCNTs/Al2O3 nanofluid decreased the tangential grinding force by 46.2% as compared to the dry grinding process. Besides, the Al2O3 nanofluid was found to have better lubrication capacity than the MWCNTs nanofluid because they reduced the tangential forces by 42.3% and 36.5% respectively. Moreover, it was also reported that the application of ultrasonic vibrations onto the workpiece during MQL grinding operations decreased the tangential grinding forces considerably. The combination of UAG with nanofluid MQL recorded the minimum tangential grinding forces. Research result shows that combining the UAG with MQL nanofluid produced an effective reduction of 42.3%, 53.8%, and 61.5% in tangential forces from MWCNTs, Al2O3, and hybridized MWCNTs/Al2O3 nanofluids respectively [145].
7.3 Effects Of MQL on grinding temperature
Temperature is an important machining condition whose in-depth understanding is critical to enhancing the overall material removal and grinding efficiency. Temperature is frequently utilized for the evaluation of a lubricant’s performance during machining. Studies have shown that inadequate heat evacuation from the grinding zone causes intense surface/subsurface deformations on the work material [225]. The high amount of heat generated during grinding operations if not properly evacuated from the grinding zone can cause grinding burns and severe cracks on the workpiece and wheel [142, 221, 226]. Hence, by effectively decreasing the temperature during grinding operations, the overall efficiency of the process can be improved considerably [21].
Figure 44 illustrates the technique of obtaining the temperature from grinding operations. The temperature was observed to mainly occur from the accumulated heat flux along the grinding path. The total heat flux is defined by Sinha et al. [106] in Eq. 1.

Illustration of measuring grinding temperature [93]
where
I t is the tangential force, Vc is the velocity of the grinding wheel, b is the thickness of the grinding wheel, and lc contact length of the grit path on the work material.
In surface grinding, the contact length (lc) and grinding time (tg) of a single grain can be obtained using Eqs. 2 and 3, respectively [106].
where ds is the diameter of the grinding wheel and ae is the depth of cut.
Kalita et al. [84] and Alberts et al. [82], respectively, reported the exceptional performances of MoS2 and graphite nanofluids in grinding operations. It was found that the nanofluids exhibit high lubrication capacity and effectively reduce the temperature during grinding operations. Also, MWCNT and CNT-based nanofluids were found to reduce differently thermally induced deformations [105, 117].
Studies have shown that the amount of heat transfer activity during machining with nanofluid mainly depends on the thermal conductivity of the utilized nanoparticles. For instance, metallic oxides (such as Al2O3, CuO, TiO2, ZnO, and MgO) are characterized by high thermal conductivities. This makes them suitable for high-temperature lubrications [129, 207, 227]. Likewise, it was reported that when the nanofluid concentrations were between 1 and 5 vol%, about 20–30% improvements in thermal conductivity were observed as compared to pure base fluids [228]. Previous studies have shown that when the concentration of graphene in canola, sunflower, and olive oils was raised from 0.5% to 2.5 wt%, the effective thermal conductivity was increased by 18%. This shows that the nanoparticles can be used to effectively conduct and evacuate the heat generated in the grinding zones [79, 229]. Nevertheless, Mao et al. [53] reported that the size of nanoparticles does not affect the grinding temperatures, and it was concluded that the heat transfer performance of a nanofluid during grinding operations depends mainly on the thermal conductivity of the nanoparticle.
Zhang et al. [93] investigated the effect of MoS2 nanofluid MQL on grinding temperature using different types of lubrication methods. As illustrated in Fig. 45, the MQL process with palm oil-based MoS2 nanofluid recorded the least peak grinding temperature of about 124.1 °C. The results obtained substantiate the findings of Sui et. al. [221] where it was confirmed that nanofluids can cause reductions in grinding temperature by 62% compared to dry grinding. Finally, the nanofluid-based MQL system was found to produce lower grinding temperatures than the pure oils, conventional coolants, and dry grinding.

Maximum grinding temperatures measured in different lubrication conditions [93]
Furthermore, researchers have indicated that the process of reformulation of vegetable oils with surfactants can be used to improve the tribological characteristics of the vegetable oils. Investigations by Li et al. [58] show that the heat transfer capacity of palm oil-based nanofluids can be improved significantly by the additives introduced into the palm oils. It was reported that the grinding temperature per unit distance along the wheel trajectory was decreased considerably by the palm oil-based CNT nanofluid (see Fig. 46). The remarkable performance of the CNT-based nanofluids was attributed to both the high thermal conductivity of the CNT nanoparticles, and due to effective heat evacuation from the grinding region. In addition, Shabgard et al. [126] indicated that the grinding temperatures can be reduced by using an MQL system with CuO nanofluids. The report indicated that the CuO-based nanofluids have superior heat evacuation from grinding regions compared to pure base oils. Hence, the effect of nanofluids in heat evacuation during grinding is apparent.

Grinding temperatures measure in different nanofluids [58]
Previous reports have shown that the overall efficiency of grinding operations can be increased by effective lubrication and heat evacuation from the grinding zone. The utilization of nanofluids in the MQL system was capable of creating a thin lubrication film which is stable even at extreme machining temperatures [35]. Figure 47 illustrates the result obtained during the grinding of TC4 alloy using dry grinding, pure MQL, and nano-graphene-based MQL system. The results show that the grinding temperature was significantly reduced when the nano-graphene-based MQL was utilized. Moreover, an optimum nanofluid concentration of 0.1 wt% was also reported for nano-graphene in the Accu-Lube LB2000 cutting fluid. Moreover, the MQL process was observed to enhance the effective flushing of the debris from the grinding region, thereby reducing friction significantly and improving lubrication action. The observation agrees with the results of the authors [82, 230].

Grinding temperatures recorded in grinding with dry, pure LB2000 in MQL and graphene-based MQL [89]
Similarly, Rabiei et al. [22] studied the performance of MWCNT, Al2O3, and hybrid MWCNT/ Al2O3 nanofluids during ultrasonic-assisted grinding. It was reported that the MWCNT exhibits superior heat evacuation capacity while the Al2O3 nanofluid exhibits better lubrication performance. This finding corroborates the results of Li et al. [58] and Lee et al. [151]. Additionally, it was reported that an advanced grinding process mechanism that combines the UAG system with hybrid MQL systems reduced the grinding temperature by about 56.3% compared to the dry grinding process. Accordingly, Rabiei et al. [145] further stated that the utilization of nanofluid MQL and ultrasonic vibrations during of grinding of hardened 100Cr6 steel material led to a significant reduction of the heat generated in the grinding region. It was reported that for different material removal rates, the Al2O3-based nanofluids exhibit the best lubrication performance compared to other nanofluids such as NiO, CuO, TiO2, MWCNT, and SiO2. Additionally, the Al2O3 nanofluid was reported to reduce grinding temperatures considerably during the grinding of AISI52100 steels [231]. Correspondingly, during the grinding of hardened steel (EN31), it was found that pure MQL had a higher grinding temperature of more than 20% compared to the flood cooling method [6].
Guo et al. [121] investigated the effect of mixed vegetable oils on grinding temperature during machining operations with MQL systems. Their work combined castor oil with different vegetable oils (i.e., maize, palm, soybean, rapeseed, sunflower, and peanut). It was found that during MQL grinding of nickel-based alloy, the maize/castor vegetable oil mixture produced the lowest grinding temperature of 100.7 °C (see Fig. 48). The low temperatures recorded in both soybean/castor and maize/castor oils were credited to the high viscosity of the fluid mixture. Moreover, a thick lubrication film was observed to have been formed by the maize/castor mixture along the grinding interface which in turn causes better grinding performance.

Grinding temperature of vegetable oils mixed with castor oil [121]
Recent studies have shown that researchers are using cryogenic air as an alternative to ordinary air in the MQL process. Figure 49 shows the temperature measured from grinding operations during cryogenic nanofluid MQL and ordinary nanofluid MQL systems. It was illustrated that the cooling and heat evacuation process during grinding experiments was improved by the cryogenic nanofluid MQL system by about 28% as compared to ordinary nanofluid MQL systems. Furthermore, it was observed that the cryogenic nanofluid MQL process is characterized by the formation of stable oil films on the wheel surface [43].

Grinding temperatures measured during grinding with nanofluid MQL systems with/without cryogenic air [43]
7.4 Effects of MQL on the coefficient of friction
The coefficient of friction (COF) is also a major performance indicator of the grinding process, which is often used to relate the interaction occurring around the grinding region [232]. It is also used to show the level of lubrication action that is happening around the contact area. A high magnitude of the frictional coefficient indicates that the ground material is hard, lubrication action is poor, and material removal rate is low. Studies have shown that the nanofluid MQL process is capable of reducing the coefficient of friction during grinding by 30%, 51.16%, and 27.59% compared to pure MQL, dry, and conventional cooling, respectively [233]. Moreover, Zhang et al. [234] reported that the nanofluid MQL system causes a reduction of the COF by 25%, 12%, and 35% as compared to flood cooling, pure MQL, and dry grinding, respectively (see illustration in Fig. 50).

Friction coefficient measured in different lubrication systems [234]
Zhang et al. [93] also explained that utilizing nanofluids during MQL machining causes a reduction of the COF compared to pure MQL and conventional lubricants. Moreover, among the three types of oil-based nanofluids studied (i.e., palm oil-based, rapeseed oil-based, and soybean oil), it was reported that the palm oil nanofluid performs best with COF, μ = 0.258. Conventional flood cooling was found to proffer produce the lowest μ = 0.256. Similar findings were reported by authors [14, 81], whereby it was shown that the 2% nanofluid concentration produced a COF, μ = 0.3. In contrast, Li et al. [89] observed that the optimum nanofluid concentration for minimal frictional coefficient was 0.1%. Further investigation on the performance of the MQL system showed that during MQL grinding, an increase in nanofluid concentration from 2 to 6 wt% produced a reduction of 16% in the COF. However, a different trend was noticed when the nanofluid concentration was increased beyond 6%, whereby the COF was found to increase rapidly [81].
Singh et al. [79] performed grinding experiments on Ti–6Al–4V–ELI material using MQL with different oil types and nano-graphene as a lubricant. It was stated that the canola oil nanofluid produced the minimum COF (at 1.5% concentration). The canola oil was observed to perform better lubrication compared to the conventional lubricants and other oil-based lubricants (i.e., olive oil and sunflower oil). Furthermore, Sui et al. [221] explained that nanofluid NMQL produced the lowest friction coefficient during the grinding of cemented carbide with MQL systems. Similarly, Kogovsek and Kalin [235] found that nanofluids of MoS2, MWCNT, WS2, and graphite have good tribological properties. Moreover, it was elucidated that the MoS2 and WS2 nanofluids decreased the COF by 55–60% and 35–40%, respectively. The overall reduction in COF was more obvious when MoS2 was utilized. Moreover, Cui et al. [196] reported improved friction coefficient during MQL grinding of titanium alloy using palm oil and different nanoparticle types (i.e., graphene, MoS2, MoO3, and HBN).
Recent studies have shown that a hybrid of multiple nanoparticles can be used to improve machining performances. The main reason for using the multiple nanoparticles to produce the nanofluids is to allow the individual nanoparticles to compensate for the different properties that they lack individually. For instance, Kalita et al. [168] performed grinding experiments using dry grinding, flood cooling, soybean oil-based MQL, and hybrid MoS2/Al2O3 in soybean oil. The friction coefficient was found to be lower in the hybrid nanofluid lubrication system.
Most reports from previous studies have shown that the use of alternative gas as delivery fluid in the MQL process can achieve better performance than dry air. Reports by Zhang et al. [43] indicate that utilizing cryogenic air to supply the nanofluid into the grinding regions helped to reduce the COF by 7.7% compared to when ordinary air was used. Similarly, the application of ultrasonic vibrations on the workpiece during the nanofluid MQL process was also found to decrease the friction coefficient by 27.3% [145].
7.5 Effects of MQL on grinding force ratio
Rowe et al. [147] explained that the magnitude of the grinding force ratio usually lies between 0.2 and 0.7, and this can be obtained by taking the ratio of tangential force Ft and normal forces Fn. Values of force ratio cannot be used to directly explain the whole situation in the grinding process. However, because higher values of Ft indicate better material removal and high efficiency, a high force ratio is often desired in the grinding process. Basically, when the force ratio is near or lower than 0.2, it indicates adequate lubrication in the grinding process occurring due to high sharpness of the grits [92]. Generally, the force ratio (Ft/Fn) depends mainly on different grinding parameters which include the lubrication technique, type of lubricant, wheel type, grit arrangement, grit type, and workpiece properties [236, 237].
Furthermore, Shen et al. [46] investigated the performance of the MQL system during grinding and compared it with responses from dry and flood cooling methods. They studied the MQL system with water based diamond and Al2O3 nanofluids. The report elucidated that the force ratio is simply the blending of abrasion material removal and chafing conditions on the wheel/workpiece material. Reports have shown that the force ratio can be improved significantly with higher nanofluid concentration in MQL systems. It was also concluded that the MQL with Al2O3 nanofluids have higher force ratios and better grinding efficiency compared to dry, wet, and diamond nanofluids. In another study, it was reported that when the nanofluid concentration was high, the soybean oil nanofluid exhibits the lowest force ratio compared to flood cooling, synthetic oil, and paraffin oils [83].
Zhang et al. [92] found that pure MQL systems have high values of force ratio compared to nanofluid MQL systems. This confirms that the tribological characteristics of the nanoparticles contribute significantly to lubrication in MQL systems. This finding confirmed the hypothesis of Jia et al. [104] where it was explained that the nanolubricants can function like ball bearings, forming tribo-films, thereby preventing wheel wears. Seyedzavvar et al. [125] explained that graphite nanofluids when used in MQL systems for grinding operations can cause up to 18.12% reduction of the grinding force ratio compared conventional flood lubrication systems. Furthermore, Shabgard et al. [126] performed grinding experiments of AISI 1045 steel with vitrified bond alumina grinding wheel. They showed that MQL system with 0.15 vol.% of CuO nanofluids was more effective in terms of reducing the grinding force ratio as compared to graphite nanofluids. It was also reported that the higher feed rate and depth of cut caused an increase in the tangential grinding force and the force ratios, which conforms with the results of Kalita et al. [168]. Additionally, Ghosh et al. [117] found that MWCNT-based nanofluid was able of decreasing the grinding force ratio at higher grinding depths. This is because the MWCNT-based nanofluid was able to maintain its lubricity even at higher number of grinding depths.
Finally, Jia et al. [194] explained that the grinding force ratio obtained from nano lubricants formed with mixed base oils was slightly lower than those from single oil types. It was reported that a mixture of soybean/castor oils when used in the MQL system produced the minimum force ratio compared to rapeseed/castor, palm/castor, and maize/castor oils.
7.6 Effects Of MQL on G-ratio
G ratio is used to measure the degree of degradation of the grinding wheel during grinding operations objectively. Intense abrasion wears and dulling of sharpness during grinding operations have been found to reduce the lifespan of grinding wheels. Theoretically, the G-ratio refers to the ratio of workpiece material removed (Vs) to the amount of wear found on the grinding wheel (Vw). Higher values of the G-ratio indicate extensive wheel life; therefore, high magnitudes of the G-ratio are more desirable in grinding operations. The G-ratio of a grinding process is mathematically represented in Eq. 4 [83, 238].
G-ratio can be obtained mathematically as given by Kalita et al. [239] in Eq. 4.
Dm is the grinding wheel diameter, ΔR is the wear on a grinding wheel, b is the grinding wheel width, Vi volumetric wear of grinding wheel, and Vf is the volume of material removal from the workpiece.
Shen et al. [83] studied the grinding performance of MoS2 nanofluid in the MQL system containing CANMIST, soybean, and paraffin oils. The results obtained show that the MoS2 nanofluid decreased the gliding friction and also increased the G-ratio. Also, it was observed that the tool life was improved by 46%. A similar report was put forward by Ghosh et al. [117] explaining that MQL with MWCNT nanofluid at 500 ml/h ejection rate produced up to 62% rise in G-ratio compared to dry grinding. The increase in G-ratio by NMQL systems indicates a considerable reduction of grain and bond breakages on the grinding wheel. However, Javaroni et al. [240] found that this trend is different in ceramic materials. The G-ratio was found to be very low with simultaneous occurrence of intense wheel degradation due to the super hardness of the ceramic materials. Likewise, Adibi et al. [241] studied the G-ratio during the grinding of C/SiC composite material when using a metallic bonded diamond wheel and MQL system. They found that in comparison with the dry grinding process, the MQL process improved the G-ratio by 115.38%, whereas the conventional lubricants were found to improve the G-ratio by 100%. It was concluded that MQL system was more effective than the conventional lubrication techniques in grinding operations.
Wu et al. [233] showed that during grinding operations, the G-ratio measured in nanofluid MQL was much higher than in pure MQL, dry, and flood cooling systems. It was found that the G-ratio obtained during nanofluid-based MQL grinding is 6.52 compared to 0.71 measured in the dry grinding process. This indicates that there is low wheel degradation and high material removal rate in the nanofluid MQL grinding operations. The result is in agreement with the findings of authors [221].
Virdi et al. [242] also found that a higher value of G-ratio was recorded at high concentrations of nanofluids (>1.5 wt.%). However, the grinding performance was observed to be poor at nanofluid concentrations beyond 2 wt.%. This finding agrees with the results of authors [56, 83, 129]. Furthermore, Virdi et al. [129] studied the grinding of Inconel-718 alloy using conventional flood cooling, pure MQL, and MQL with CuO nanofluid. It was reported that the nanofluids formed a thin tribofilm in the grinding zone and caused easier sliding of the wheel. Also, a high nozzle ejection pressure was found to prevent clogging and thermal defects on the work material. The conventional flood cooling method was reported to produce a higher G-ratio compared to the pure rice bran and sunflower oils. But at 1% nanofluid concentration of sunflower, it was observed that the MQL had the highest value of G-ratio of 1.509. Similar findings were reported by the authors [59, 121, 243].
In another study conducted by Rodriguez et al. [244], it was found that combining both in-process cleaning and pure MQL grinding together produces about 63% increase in the G-ratio compared to when the pure MQL was used. The flood cooling technique was reported to have the highest G-ratio compared to pure MQL, but the hybrid of the wheel cleaning and MQL at 120 mL/h produced a higher G-ratio among all the lubrication conditions.
Studies have shown that the use of cryogenic fluids during grinding can also improve the G-ratio, material removal and extend wheel durability. Cryogenic cooling involves the use of fluids such as liquid nitrogen, carbon dioxide, and argon that are sprayed into the grinding zone to provide both cooling and lubrication [245]. Reddy et al. [246] explained that using LN2 in MQL grinding operations increased the wheel life and the overall G-ratio compared to the flood cooling process. The excellent performance of the LN2 lubricant was attributed to superior cooling capacity and higher bonding strength occurring on the wheel due to the low temperatures. In addition, Reddy et al. [247] reported that using MQL with cryogenic liquid Nitrogen (LN2) during grinding causes a great increase in wheel life compared to dry grinding and flood cooling systems. The cryogenic liquid was found to decrease grain dulling, breakages, and plucking out, thereby improving grinding efficiency.
de Moraes et al. [248] studied the performances in three different lubrication systems (i.e., cryogenic air, MQL, and flood cooling). The experimental investigation was done by grinding of an AISI 4340 steel workpiece with an aluminum oxide wheel. The result from the findings is shown in Fig. 51, and it indicates that a G-ratio of 118.53 was achieved obtained from the combined MQL and cryogenic cooling systems. The high value of G-Ratio was attributed to the effective lubrication found in the combined system, excellent cleaning of the grinding wheel, and the efficient debris/chip evacuation. Similarly, in another study by Daniel et al. [132], using the MQL and cryogenic coolants, a high G-ratio of 194.96 was reported.

Comparison of G-ratio obtained in different cooling and lubrication systems [248]
7.7 Effects of MQL on specific grinding energy
Specific grinding energy (U) is defined as the energy consumed when a unit volume of work material is removed during a grinding operation [249]. The specific grinding energy is often explained to be an accumulation of cutting, plowing, and abrasion energies that occur during the grinding operations. The cutting and plowing forces are beneficial for material removal during grinding. Conversely, the abrasion energy was found to be detrimental to the efficiency of the grinding process and caused extreme thermal defects [250]. Hence, obtaining and understanding the effects of specific energy are essential. Studies have shown that the specific grinding energy depends on the type of lubricant utilized in the grinding operations [93]. A lower value of specific grinding energy indicates a small amount of energy expended per unit material removed. The specific grinding energy (U), which can also be defined as the grinding power needed to remove a unit volume of material, is given in Eq. 5 [43].
where P is the energy expended during grinding (J), Qw is the material removal rate (mm3/s), Vs is the wheel speed (m/s), Vw is the feed rate (mm/s), ap is the depth of cut (mm), and b is the grinding width (mm) [251].
Wu et al. [252] found that MQL nanofluids when used in grinding can produce up to 58.51% reduction in specific grinding energy compared to the dry grinding process. Zhang et al. [14] studied the different types of energy expended during grinding of 45 steel using dry, flood cooling, and MQL with/without MoS2 nanofluid as the lubricants. It was found that palm oil-based nanofluids expended the minimum grinding energy, which is attributed to the creation of highly saturated oily films in the grinding zone. Furthermore, an average plowing and cutting energy of 5.11 J/mm3 and 1.77 J/mm3, respectively, was obtained in the grinding operations. Likewise, Ibrahim et al. [253] reported that the use of graphene nanoplatelets suspended in palm oil reduced the specific grinding energy by 90.2% and 80.25% compared to dry and flood cooling, respectively.
Singh et al. [79] reported that the specific grinding energy expended from MQL systems was lower than those from the traditional flood cooling process. In addition, the MQL system with graphene nanoparticles suspended in canola oil presented the highest reduction in energy expended during grinding operations, compared to olive and sunflower oil nanofluids. In addition, graphene nanoplatelets at 0.1% nanofluid concentration were found to reduce the specific grinding energy by 67.4% compared to the dry grinding process [89]. Also, it has been reported that MWCNT nanofluid can be used in MQL system during the grinding process to decrease the specific grinding energy and, subsequently, improve the material removal [117]. Virdi et al. [129] reported that CuO-based nanofluids also cause significant reduction to the specific grinding energy during grinding of N-Cr alloy. The higher nanofluid concentration was reported to expend the lowest energy.
Wang et al. [149] compared the performance of different vegetable oils such as soya, earthnut, corn, rapeseed, hemp, palm, ramie, and helianthus oils with castor oil in grinding operations. It was reported that the castor oil had the minimum specific grinding energy which was 49.4% lower than the conventional flood cooling technique. Moreover, among the vegetable oils, the palm oil was observed to effect the maximum reduction in the grinding energy by 45.71%. Likewise, Guo et al. [121] explained that the mixture of soybean/castor oil produced the minimum grinding energy compared to other mixed oils (i.e., palm/castor, maize/castor, rapeseed/castor, and peanut/castor). Moreover, it was reported that compared to the pure castor, oil the specific grinding energy obtained during grinding with castor mixed with oils like rapeseed, maize, and sunflower was lower by 19.34%, 21.66%, and 19.63%, respectively.
Additionally, it has been shown that combining cryogenic cooling with nanofluid based MQL during grinding operations can also further reduce in specific grinding energy from grinding operations. The hybridized process of cryogenic cooling and nanofluid MQL has been found to decrease the grinding energy by 12.3% and 69.1% compared to nanofluid MQL with air and ordinary cryogenic cooling, respectively.
Furthermore, recent works have shown that application of hybrid nanofluids during grinding operations achieved much higher reduction of specific grinding energy. Studies by Kumar et al. [201] during the grinding of Si3N4 ceramic material reported that MoS2/WS2 nanofluid reduced specific grinding energy by 39% compared to traditional water based fluids.
7.8 Effects of MQL on residual stress
Residual stress induced during grinding operations is vital to the final property of the work material. It affects behaviors such as surface and sub-surface integrity, fatigue/wear/corrosion resistances, and dependability. The residual stress of a machined component was found to affect many other mechanical and dynamic characteristics [234]. Similarly, the residual stress found in most ground materials was found to occur according to the properties of the workpiece such as mechanical deformations, heat resistances, and phase transformation [254,255,256,257,258].
Many works have been done investigating the residual stresses that are induced on work materials in grinding operations. For instance, Zhang et al. [259] studied the effect of grinding parameters (feed rate, spindle speed, and grit size) on the residual stress. Also, Wang et al. [260] studied the characteristics of the grinding wheel on the residual stress. They all observed that harder grinding wheels inflict lower amount of residual stress on the workpiece. Sun et al. [256] stated that the mechanical stress produced by individual grains on the grinding wheel causes alternating kinds of compressive stress, which can be measured up to 0.2 mm beneath the ground surface. Furthermore, it was found that the thermal relaxation creates a tensile stress which measures up to about 0.3 mm beneath the ground surface. An illustration of this phenomenon is given in Fig. 52.

Illustration of thermal-induced stress during grinding operations [256]
Previous studies have shown that the flow rate of the lubricant during grinding operations constitutes the main effect on both the grinding forces and residual stress. Ding et al. [261] studied the grinding of steel material using a CBN grinding wheel and MQL system. They found that the grinding forces (i.e., Ft and Fn) each produced different types of compressive residual stress. The results show that a higher MQL flow rate produced lower compressive stress, perhaps due to efficient and effective fluid delivery. Moreover, the trends in behavior were found to be similar. The tangential residual stress was found to increase as the wheel speed was raised from 20 to 30 m/s. However, the compressive stress was observed to decrease drastically at wheel speeds above 30 m/s. This reduction can be attributed to the increase in centrifugal force around the grinding which reduces the lubricant delivery into the grinding zone. Hence, in order to overcome this centrifugal air barrier, Shao et al. [94] suggested that the air ejection pressure of the MQL system be increased correspondingly. Additionally, as illustrated in Fig. 53, it was reported that the lubricant flow rate has a directly proportional relationship with the grinding residual stress.

Effect of flow rate on residual stress during MQL grinding. a Tangential residual stress. b Normal residual stress [261]
Studies by de Silva et al. [262] reported that the predominant residual stress obtained in MQL grinding operations is the compressive residual stress. In their work, they investigated the effect of flood cooling and MQL system on the residual stress found in workpieces, during the grinding of AISI 4340 steel with an alumina wheel. Three flood cooling lubricants were produced using mixed (1:1 mixing ratio of mineral oil and soybean oil), integral (mineral oil), and synthetic (1:30 mix ratio of mineral oil/water). The result of compressive stress shown in Fig. 54 shows that the integral and mixed lubricants produced the maximum stresses compared to the synthetic lubricants. More so, researchers have explained that sometimes the compressive residual stress is often useful on the work material because they reduce the formation and propagation of microcracks, thus improving surface integrity. The synthetic lubricant was recommended as the optimum lubricant because it produces the minimum stress, is less toxic, and is also biodegradable. This substantiates the findings of the authors [263, 264]. The performance of the oil-based MQL system was observed to be similar to that of the synthetic lubricants.

Residual stress for the different cutting fluids [262]
Previous investigations have shown that during the grinding operations, the MQL system is effective in reducing friction and heat evacuation from the grinding zone. Similarly, it has been reported that in the MQL system, the most prominent stress found is the much desired compressive stress, unlike in dry grinding where tensile stress is prominent [94, 117]. Moreover, Shao et al. [255] explained that the high temperature obtained during MQL grinding produces more tensile stress on the workpiece. Furthermore, it has been found that the depth of cut and table feed rate are the two most vital grinding parameters that affect the magnitude of the residual stress found in a groundwork material [265]. Further reports have shown that the residual stress obtained from grinding operations is mainly affected by the grinding forces, temperature, and the lubricant type [266, 267].
Studies have shown that nanofluids can help to hinder the occurrence of residual stresses and reduce surface defects from MQL grinding operations [268]. More so, Zhang et al. [234] found that during MQL grinding, the maximum residual stress occurs mainly at 3 μm beneath the ground surface (see Fig. 55). But Shao et al. [255] report that the depth of the maximum residual stress layer can reach up to 5 μm. Finally, it was reported that in general, the MQL system produced lower magnitude residual stress values compared to conventional lubrication systems [269].

Depth of residual stress measured in workpiece machined using different lubrication systems [234].
Additionally, studies have been done to determine the effect of the grinding wheel topology on the residual stress induced during grinding operations [270]. It was also explained that the negative consequences from residual stress can be reduced significantly through modification of machining technology. Further, the studies indicate that compared to CBN grinding wheels, the alumina-based wheels produced lower residual stress from grinding operations. In MQL grinding, the highest residual compressive stress measured when grinding with alumina wheel is −376 MPa, whereas in flood cooling, the residual stress measured was −160 MPa. Moreover, by comparing the two wheels used, it was found that the CBN wheel inflicted higher residual compressive stress values in both flood cooling and MQL conditions [271].
8 Limitations of grinding using MQL process
The main limitations and setbacks associated with the MQL system can be classified under are hazards (operators and environment), lubrication/cooling performance, and sustainability [5]. As shown in Fig. 56, the MQL is associated with some hazards that affect the machine operators, due to the production of excessive mists in the machining environment. These misty oils, when inhaled can cause severe breathing problems and itching of the operators’ eyes. Similarly, another limitation involve poor lubrication and cooling performance found in the MQL process, especially when the pure vegetable oils were used.

Limitations in MQL technique
The main problem of the MQL system is the saturation of the machining environment with oil mists which are detrimental to the operators’ health. Similarly, the suspended nanoparticles can be carcinogenic when absorbed through human skin or inhaled. In addition, the disposal of the sludge from the machining environment needs a complex post processing and filtration system to avoid negative environmental implications. Furthermore, there have been conflicting reports about the lubrication performance of MQL systems; the majority results indicate its superior lubrication performance compared to conventional lubricants. However, reports have shown that the main drawback encountered in the MQL systems is inadequate heat evacuation from the grinding zone. The MQL process was observed to inflict thermal-induced deformations on the work materials and excessive degradation of the grinding wheels. Besides, there have been reports of dulling of the grinding wheel and grinding zone clogging, which is caused by accumulation of the non-evacuated debris. This unwanted situation causes the heat around the grinding zone to rise up to elevated levels, causing damage to the wheel and work material. Additionally, grinding with MQL was observed to cause the infliction of severe hydro-dynamic stress and exceptionally high temperatures. In terms of environmental friendliness, the MQL system was improved by utilization of vegetable-based oils instead of industrial-based synthetic oil. The vegetable oils were found to be greatly biodegradable and inexpensive. However, these oils were found to have very poor lubricity and thermal adsorption capability. Likewise, the vegetable oils are highly susceptive to oxidation and hydrolysis. Hence, researchers introduced nanoparticles into the vegetable oils to achieve improved lubrication performance of the vegetable oils in the MQL system. The developed fluids often referred to as nanofluids were observed to have improved thermochemical properties which were suitable for machining different engineering materials. Many works have been conducted on the performance of these nanofluids in the MQL process. The results show overwhelming improvements in lubrication and machining performance by nanofluid MQL system compared to conventional lubrication techniques. Nevertheless, the main drawback of the nanofluid system was found to be the settling or agglomeration of the nanoparticles and the overall production cost. The nanoparticles are also carcinogenic and harmful to both environment and the machine operators [207, 272].
The use of hybrid nanofluids has also been studied during machining with MQL systems. The findings have shown significant improvement in machining performance courtesy of the improved tribology of the hybrid nanofluids. However, limited literatures are available that explain the optimization of both the composition and concentration of the hybrid nanofluids for optimum machining performance. In addition, another limitation found in the MQL system is the deflection of sprayed nanofluid droplets by the centrifugal forces formed around the grinding wheel. The high speed of the wheel creates air pocket which exerts an outward force in which the nanofluid droplets have to overcome to reach the wheel surface and grinding zone. This is a major limitation that needs to be investigated in other to understand the percentage of nanofluids reaching the grinding zone. Also, in depth analysis and optimization of the air ejection pressure to counter this force are required.
According to previous researchers, the enhancement method that is aimed at improving the performances of the MQL system can be divided into three sections. The first method will involve optimizing the production and composition of the nanofluids; secondly, the use of gases with improved thermal evacuation characteristics; and lastly, the modification of the MQL system. The improvements in the MQL system relate to the nozzle design, additional lubricant supply via multiple nozzles, utilization of electrostatic atomization, and enhanced fluid mixing chamber. An illustration of the developmental stages involved in MQL systems is shown in Fig. 57.

Stages of improvements in the MQL system used for grinding engineering materials
9 Conclusion and recommendations
This work is a complete review of the progress recorded on the MQL system in grinding operations. The contents include a bibliometric analysis of the published articles and a review on the different fluids used in MQL systems. Moreover, a comprehensive review of machining performances during grinding operations with the MQL system from numerous kinds of literature have been provided. It was found that the frequent parameters often investigated in the grinding operations using MQL systems include grinding forces, surface quality, grinding temperature, coefficient of friction, grinding ratio, specific grinding energy, and residual stresses.
Furthermore, the numerous advances recorded in the MQL system from its inception to date were also discussed succinctly. From the references analyzed, it can be seen that the most active period of utilizing the MQL system in grinding operations and the most advancements were recorded from 2008 to 2023. Moreover, various advances in MQL technology were deliberated on, and the overall process efficiency and its sustainability were reviewed. Accordingly, the general findings of this review work are summarized as follows:
-
The MQL system is an eco-friendly lubrication that shows superior grinding performance in different categories of materials.
-
The overall performance of the MQL system is superior to dry grinding and traditional lubrication methods.
-
The work materials involved in grinding using the MQL systems were found to have severe hydro-dynamic stress. The process also involved intense debris aggregations and very high machining temperatures.
-
The MQL system so far has seen advancement up to the utilization of nanofluids and cryogenic air as lubricant and fluid transporting medium.
-
The MQL nanofluids were found to create a thin tribofilm that has high shear strengths and effectively reduces friction, grinding forces, and wear.
-
The introduction of cryogenic air into the MQL system has effectively reduced the grinding temperatures and surface defects.
-
The grinding performances were found to be enhanced by the utilization of multiple nanoparticles (hybrid nanofluid) as the lubricant of the MQL process.
-
Similarly, water-based lubricants are used in a modified MQL system called electrostatic MQL system (EMQL). The water-based EMQL system was found to be an environmental friendlier alternative for the oil-based lubricants, but the results indicate that it exhibits a comparatively lower machining performance than the ordinary MQL system.
-
The main setback of the MQL system during grinding is the lack of heat and debris evacuation from the contact region. The literatures show that simultaneously optimizing the nozzle angle and diameter will effect an efficient delivery of the lubricants into the grinding region from the MQL system.
-
Further investigations are needed to analyze the overall machining performance of the MQL system.
-
Lastly, the application of ionic and magnetic fluids in MQL system has not been extensively explored.
Abbreviations
- CFL:
-
Conventional flood lubricant
- MQL:
-
Minimum quantity lubrication
- U :
-
Specific grinding energy
- NMQL:
-
Nano-biolubricant minimum quantity lubrication
- CC:
-
Cryogenic cooling
- Fn:
-
Normal grinding force
- Ft:
-
Tangential grinding force
- Ra:
-
Surface roughness
- CMQL:
-
Cryogenic minimum quantity lubrication
- ND:
-
Nano-diamond
- TEM:
-
Transmission electron microscopy
- FT-IR:
-
Fourier transform infrared spectroscopy
- TGA:
-
Thermogravimetric analysis
- CoF:
-
Coefficient of friction
- UAG:
-
Ultrasonic assisted grinding
- CBN:
-
Cubic boron nitride
- Ft/Fn:
-
Force ratio
- SEM:
-
Scanning electron microscope
- CNT:
-
Carbon nanotubes
- MWCNT:
-
Multi-walled carbon nanotubes
- ISO:
-
International organization for standardization
- 2D:
-
Two dimensional
- MRR:
-
Material removal rate
- XRD:
-
X-ray diffraction
- DLS:
-
Dynamic light scattering
- LN2:
-
Liquefied nitrogen
References
UNIDR (2018) Demand for manufacturing: driving inclusive and sustainable industrial development. United Nations Industrial Development Reports
UNIDR (2022) Industrial development report-the future of industrialization in a post-pandemic world. United Nations Industrial Development Organization
Pereira O, Rodríguez A, Barreiro J, Fernández-Abia AI, de Lacalle LNL (2017) Nozzle design for combined use of MQL and cryogenic gas in machining. Int J Precis Eng Manuf-Green Technol 4:87–95
Paul S, Ghosh A An experimental evaluation of solid lubricant based nanofluids in small quantity cooling and lubrication during grinding. In: Materials Science Forum 2017. Trans Tech Publ
Hamran NN, Ghani J, Ramli R, Haron CC (2020) A review on recent development of minimum quantity lubrication for sustainable machining. J Clean Prod 268:122165
Sharma AK, Tiwari AK, Dixit AR (2016) Effects of minimum quantity lubrication (MQL) in machining processes using conventional and nanofluid based cutting fluids: a comprehensive review. J Clean Prod 127:1–18
Zhou S, Wang D, Wu S, Gu G, Dong G, An Q, Guo H, Li C (2023) Minimum quantity lubrication machining nickel base alloy: a comprehensive review. Int J Adv Manuf Technol:1–39
Wang Y, Li C, Zhang Y, Yang M, Li B, Dong L, Wang J (2018) Processing characteristics of vegetable oil-based nanofluid MQL for grinding different workpiece materials. Int J Precis Eng Manuf-Green Technol 5:327–339
Dambatta YS, Sayuti M, Sarhan AA, Hamdi M, Manladan S, Reddy M (2019) Tribological performance of SiO2-based nanofluids in minimum quantity lubrication grinding of Si3N4 ceramic. J Manuf Process 41:135–147
Dambatta YS, Sarhan AA, Sayuti M, Hamdi M (2017) Ultrasonic assisted grinding of advanced materials for biomedical and aerospace applications—a review. Int J Adv Manuf Technol 92:3825–3858
Ding W, Zhang L, Li Z, Zhu Y, Su H, Xu J (2017) Review on grinding-induced residual stresses in metallic materials. Int J Adv Manuf Technol 88:2939–2968
Sanchez J, Pombo I, Alberdi R, Izquierdo B, Ortega N, Plaza S, Martinez-Toledano J (2010) Machining evaluation of a hybrid MQL-CO2 grinding technology. J Clean Prod 18(18):1840–1849
Wickramasinghe K, Sasahara H, Abd Rahim E, Perera G (2021) Recent advances on high performance machining of aerospace materials and composites using vegetable oil-based metal working fluids. J Clean Prod 310:127459
Zhang Y, Li C, Jia D, Zhang D, Zhang X (2015) Experimental evaluation of MoS2 nanoparticles in jet MQL grinding with different types of vegetable oil as base oil. J Clean Prod 87:930–940
Guo S, Li C, Zhang Y, Yang M, Jia D, Zhang X, Liu G, Li R, Bing Z, Ji H (2018) Analysis of volume ratio of castor/soybean oil mixture on minimum quantity lubrication grinding performance and microstructure evaluation by fractal dimension. Ind Crops Prod 111:494–505
Byers JP (2016) Metalworking fluids. Crc Press
Weinert K, Inasaki I, Sutherland JW, Wakabayashi T (2004) Dry machining and minimum quantity lubrication. CIRP Ann 53(2):511–537
Benedicto E, Carou D, Rubio E (2017) Technical, economic and environmental review of the lubrication/cooling systems used in machining processes. Proc Eng 184:99–116
Boubekri N, Shaikh V, Foster PR (2010) A technology enabler for green machining: minimum quantity lubrication (MQL). J Manuf Technol Manag 21(5):556–566
Xu X, Feng B, Huang S, Luan Z, Niu C, Lin J, Hu X (2019) Capillary penetration mechanism and machining characteristics of lubricant droplets in electrostatic minimum quantity lubrication (EMQL) grinding. J Manuf Process 45:571–578
Kalita P, Malshe AP, Kumar SA, Yoganath V, Gurumurthy T (2012) Study of specific energy and friction coefficient in minimum quantity lubrication grinding using oil-based nanolubricants. J Manuf Process 14(2):160–166
Rabiei F, Rahimi AR, Hadad MJ, Saberi A (2017) Experimental evaluation of coolant-lubricant properties of nanofluids in ultrasonic assistant MQL grinding. Int J Adv Manuf Technol 93:3935–3953
Tu HX, Jun G, Hien BT, Hung LX, Tung LA, Pi VN (2018) Determining optimum parameters of cutting fluid in external grinding of 9CrSi steel using Taguchi technique. SSRG Int J Mech Eng 5(6):1–5
Marksberry P, Jawahir I (2008) A comprehensive tool-wear/tool-life performance model in the evaluation of NDM (near dry machining) for sustainable manufacturing. Int J Mach Tools Manuf 48(7-8):878–886
Setti D, Ghosh S, Rao PV (2012) Application of nano cutting fluid under minimum quantity lubrication (MQL) technique to improve grinding of Ti–6Al–4V alloy. Int J Mech Mechatron Eng 6(10):2107–2111
Gupta MK, Sood P (2017) Machining comparison of aerospace materials considering minimum quantity cutting fluid: a clean and green approach. Proc Inst Mech Eng Part C: J Mech Eng Sci 231(8):1445–1464
Huang S, Lv T, Wang M, Xu X (2018) Effects of machining and oil mist parameters on electrostatic minimum quantity lubrication–EMQL turning process. Int J Precis Eng Manuf-Green Technol 5:317–326
Aoyama T (2002) Development of a mixture supply system for machining with minimal quantity lubrication. CIRP Ann 51(1):289–292
Brinksmeier E, Walter A, Janssen R, Diersen P (1999) Aspects of cooling lubrication reduction in machining advanced materials. Proc Inst Mech Eng Part B: J Eng Manuf 213(8):769–778
Klocke F, Eisenblätter G (1997) Dry cutting. Cirp Ann 46(2):519–526
Cui X, Li C, Yang M, Liu M, Gao T, Wang X, Said Z, Sharma S, Zhang Y (2023) Enhanced grindability and mechanism in the magnetic traction nanolubricant grinding of Ti-6Al-4 V. Tribol Int 186:108603
Sen B, Mia M, Krolczyk GM, Mandal UK, Mondal SP (2021) Eco-friendly cutting fluids in minimum quantity lubrication assisted machining: a review on the perception of sustainable manufacturing. Int J Precis Eng Manuf-Green Technol 8:249–280
Rao RV (2007) Cutting fluid selection for a given machining application. Decis Making Manuf Environ: Using Graph Theor Fuzzy Multiple Attribute Decis Making Methods:97–114
Sen B, Mia M, Krolczyk GM, Mandal UK, Mondal SP (2021) Eco-friendly cutting fluids in minimum quantity lubrication assisted machining: a review on the perception of sustainable manufacturing. Int J Precis Eng Manuf - Green Technol 8(1):249–280
Rabiei F, Rahimi A, Hadad M, Ashrafijou M (2015) Performance improvement of minimum quantity lubrication (MQL) technique in surface grinding by modeling and optimization. J Clean Prod 86:447–460
Silva LR, Corrêa EC, Brandao JR, de Avila RF (2020) Environmentally friendly manufacturing: behavior analysis of minimum quantity of lubricant-MQL in grinding process. J Clean Prod 256:103287
Barczak L, Batako A, Morgan M (2010) A study of plane surface grinding under minimum quantity lubrication (MQL) conditions. Int J Mach Tools Manuf 50(11):977–985
Rabiei F, Rahimi A, Hadad MJ (2017) Performance improvement of eco-friendly MQL technique by using hybrid nanofluid and ultrasonic-assisted grinding. Int J Adv Manuf Technol 93:1001–1015
Hadad M, Hadi M (2013) An investigation on surface grinding of hardened stainless steel S34700 and aluminum alloy AA6061 using minimum quantity of lubrication (MQL) technique. Int J Adv Manuf Technol 68(9-12):2145–2158
Kalita P (2013) Design and fundamental understanding of minimum quantity lubrication (MQL) assisted grinding using advanced nanolubricants. University of Arkansas
Hadad MJ, Tawakoli T, Sadeghi MH, Sadeghi B (2012) Temperature and energy partition in minimum quantity lubrication-MQL grinding process. Int J Mach Tools Manuf 54:10–17
Hegab H, Kishawy HA (2023) Heat transfer mechanisms of nano-cutting fluids: a comparative performance analysis model. Int J Adv Manuf Technol 124(5-6):1429–1435
Zhang JC, Li CH, Zhang YB, Yang M, Jia DZ, Liu GT, Hou YL, Li RZ, Zhang NQ, Wu QD, Cao HJ (2018) Experimental assessment of an environmentally friendly grinding process using nanofluid minimum quantity lubrication with cryogenic air. J Clean Prod 193:236–248
Mingzheng Liu CL, Yang M, Gao T, Wang X, Cui X, Zhang Y, Said Z, Sharma S (2023) Mechanism and enhanced grindability of cryogenic air combined with biolubricant grinding titanium alloy. Tribol Int 187:108704
Li B, Li C, Zhang Y, Wang Y, Yang M, Jia D, Zhang N, Wu Q, Ding W (2017) Numerical and experimental research on the grinding temperature of minimum quantity lubrication cooling of different workpiece materials using vegetable oil-based nanofluids. Int J Adv Manuf Technol 93(5-8):1971–1988
Shen B, Shih AJ, Tung SC (2008) Application of Nanofluids in Minimum Quantity Lubrication Grinding. Tribol Trans 51(6):730–737
Brinksmeier E, Heinzel C, Wittmann M (1999) Friction, cooling and lubrication in grinding. Cirp Annals 48(2):581–598
Saberi A, Rahimi A, Parsa H, Ashrafijou M, Rabiei F (2016) Improvement of surface grinding process performance of CK45 soft steel by minimum quantity lubrication (MQL) technique using compressed cold air jet from vortex tube. J Clean Prod 131:728–738
Cheng L (2009) Nanofluid heat transfer technologies. Recent Pat Eng 3(1):1–7
Dambatta YS, Sayuti M, Sarhan AA, Hamdi M (2018) Comparative study on the performance of the MQL nanolubricant and conventional flood lubrication techniques during grinding of Si 3 N 4 ceramic. Int J Adv Manuf Technol 96:3959–3976
Yang M, Li C, Luo L, Li R, Long Y (2021) Predictive model of convective heat transfer coefficient in bone micro-grinding using nanofluid aerosol cooling. Int Commun Heat Mass Transfer 125:105317
Dambatta YS, Sayuti M, Sarhan AA, Ab Shukor HB, Derahman NAB, Manladan SM (2019) Prediction of specific grinding forces and surface roughness in machining of AL6061-T6 alloy using ANFIS technique. Ind Lubr Tribol 71(2):309–317
Mao C, Zhang J, Huang Y, Zou H, Huang X, Zhou Z (2013) Investigation on the effect of nanofluid parameters on MQL grinding. Mater Manuf Process 28(4):436–442
Wang Y, Guan J, Wang J, Feng B, Xu X (2021) Electrical conductivity and wettability of nanofluids prepared by nanocomposite of MWCNTs and dialkyl pentasulfide. Curr Nanosci 17(1):151–161
Cho D-H, Kim J-S, Kwon S-H, Lee C, Lee Y-Z (2013) Evaluation of hexagonal boron nitride nano-sheets as a lubricant additive in water. Wear 302(1-2):981–986
Wang Y, Li C, Zhang Y, Yang M, Zhang X, Zhang N, Dai J (2017) Experimental evaluation on tribological performance of the wheel/workpiece interface in minimum quantity lubrication grinding with different concentrations of Al2O3 nanofluids. J Clean Prod 142:3571–3583
Setti D, Sinha MK, Ghosh S, Venkateswara Rao P (2015) Performance evaluation of Ti-6Al-4V grinding using chip formation and coefficient of friction under the influence of nanofluids. Int J Mach Tools Manuf 88:237–248
Li B, Li C, Zhang Y, Wang Y, Jia D, Yang M, Zhang N, Wu Q, Han Z, Sun K (2017) Heat transfer performance of MQL grinding with different nanofluids for Ni-based alloys using vegetable oil. J Clean Prod 154:1–11
Wang Y, Li C, Zhang Y, Li B, Yang M, Zhang X, Guo S, Liu G (2016) Experimental evaluation of the lubrication properties of the wheel/workpiece interface in MQL grinding with different nanofluids. Tribol Int 99:198–210
Lee PH, Nam JS, Li C, Lee SW (2012) An experimental study on micro-grinding process with nanofluid minimum quantity lubrication (MQL). Int J Precis Eng Manuf 13(3):331–338
Tawakoli T, Hadad MJ, Sadeghi MH, Daneshi A, Stöckert S, Rasifard A (2009) An experimental investigation of the effects of workpiece and grinding parameters on minimum quantity lubrication—MQL grinding. Int J Mach Tools Manuf 49(12-13):924–932
Cao Y, Yin J, Ding W, Xu J (2021) Alumina abrasive wheel wear in ultrasonic vibration-assisted creep-feed grinding of Inconel 718 nickel-based superalloy. J Mater Process Technol 297:117241
Cao Y, Zhu Y, Li HN, Wang C, Su H, Yin Z, Ding W (2020) Development and performance of a novel ultrasonic vibration plate sonotrode for grinding. J Manuf Process 57:174–186
Molaie MM, Akbari J, Movahhedy MR (2016) Ultrasonic assisted grinding process with minimum quantity lubrication using oil-based nanofluids. J Clean Prod 129:212–222
Jia D, Li C, Zhang Y, Yang M, Zhang X, Li R, Ji H (2019) Experimental evaluation of surface topographies of NMQL grinding ZrO2 ceramics combining multiangle ultrasonic vibration. Int J Adv Manuf Technol 100(1-4):457–473
Gao T, Zhang X, Li C, Zhang Y, Yang M, Jia D, Ji H, Zhao Y, Li R, Yao P, Zhu L (2020) Surface morphology evaluation of multi-angle 2D ultrasonic vibration integrated with nanofluid minimum quantity lubrication grinding. J Manuf Process 51:44–61
Essa F, Zhang Q, Huang X (2017) Investigation of the effects of mixtures of WS2 and ZnO solid lubricants on the sliding friction and wear of M50 steel against silicon nitride at elevated temperatures. Wear 374:128–141
Jiao D, Zheng S, Wang Y, Guan R, Cao B (2011) The tribology properties of alumina/silica composite nanoparticles as lubricant additives. Appl Surf Sci 257(13):5720–5725
Song W, Yan J, Ji H (2019) Fabrication of GNS/MoS2 composite with different morphology and its tribological performance as a lubricant additive. Appl Surf Sci 469:226–235
Zhang X, Li C, Zhang Y, Jia D, Li B, Wang Y, Yang M, Hou Y, Zhang X (2016) Performances of Al 2 O 3/SiC hybrid nanofluids in minimum-quantity lubrication grinding. Int J Adv Manuf Technol 86:3427–3441
Gupta MK, Khan AM, Song Q, Liu Z, Khalid QS, Jamil M, Kuntoğlu M, Usca ÜA, Sarıkaya M, Pimenov DY (2021) A review on conventional and advanced minimum quantity lubrication approaches on performance measures of grinding process. Int J Adv Manuf Technol 117:729–750
Li C, Wang S, Zhang Q, Jia D (2013) Evaluation of minimum quantity lubrication grinding with nano-particles and recent related patents. Recent Pat Nanotechnol 7(2):167–181
Adibi H, Hatami O, Rezaei SM (2023) Effects of minimum quantity lubrication (MQL) on grinding processes using eco-friendly nanofluids: a review. Adv Mater Process Technol 1–42. https://doi.org/10.1080/2374068X.2023.2198834
Wang X, Song Y, Li C, Zhang Y, Ali HM, Sharma S, Li R, Yang M, Gao T, Liu M (2023) Nanofluids application in machining: a comprehensive review. Int J Adv Manuf Technol 1–52. https://doi.org/10.1007/s00170-022-10767-2
Boswell B, Islam MN, Davies IJ, Ginting Y, Ong AK (2017) A review identifying the effectiveness of minimum quantity lubrication (MQL) during conventional machining. Int J Adv Manuf Technol 92:321–340
Osman KA, Ünver HÖ, Şeker U (2019) Application of minimum quantity lubrication techniques in machining process of titanium alloy for sustainability: a review. Int J Adv Manuf Technol 100:2311–2332
Wang Y, Li C, Zhang Y, Li B, Yang M, Zhang X, Guo S, Liu G, Zhai M (2017) Comparative evaluation of the lubricating properties of vegetable-oil-based nanofluids between frictional test and grinding experiment. J Manuf Process 26:94–104
Emami M, Sadeghi MH, Sarhan AAD, Hasani F (2014) Investigating the minimum quantity lubrication in grinding of Al2O3 engineering ceramic. J Clean Prod 66:632–643
Singh H, Sharma VS, Dogra M (2020) Exploration of graphene assisted vegetables oil based minimum quantity lubrication for surface grinding of TI-6AL-4V-ELI. Tribol Int 144
Li B, Li C, Zhang Y, Wang Y, Yang M, Jia D, Zhang N, Wu Q (2017) Effect of the physical properties of different vegetable oil-based nanofluids on MQLC grinding temperature of Ni-based alloy. Int J Adv Manuf Technol 89(9-12):3459–3474
Zhang Y, Li C, Jia D, Zhang D, Zhang X (2015) Experimental evaluation of the lubrication performance of MoS2/CNT nanofluid for minimal quantity lubrication in Ni-based alloy grinding. Int J Mach Tools Manuf 99:19–33
Alberts M, Kalaitzidou K, Melkote S (2009) An investigation of graphite nanoplatelets as lubricant in grinding. Int J Mach Tools Manuf 49(12-13):966–970
Shen B, Malshe AP, Kalita P, Shih AJ (2008) Performance of novel MoS2 nanoparticles based grinding fluids in minimum quantity lubrication grinding. Trans Namri/SME 36(357):357–364
Kalita P, Malshe AP, Rajurkar KP (2012) Study of tribo-chemical lubricant film formation during application of nanolubricants in minimum quantity lubrication (MQL) grinding. CIRP Ann 61(1):327–330
Mao C, Tang X, Zou H, Huang X, Zhou Z (2012) Investigation of grinding characteristic using nanofluid minimum quantity lubrication. Int J Precis Eng Manuf 13:1745–1752
Mao C, Zou H, Huang X, Zhang J, Zhou Z (2013) The influence of spraying parameters on grinding performance for nanofluid minimum quantity lubrication. Int J Adv Manuf Technol 64(9-12):1791–1799
Prabhu S, Vinayagam B (2010) Nano surface generation of grinding process using carbon nano tubes. Sadhana 35:747–760
Prabhu S, Vinayagam BK (2012) AFM investigation in grinding process with nanofluids using Taguchi analysis. Int J Adv Manuf Technol 60:149–160
Li M, Yu T, Zhang R, Yang L, Ma Z, Li B, Wang X, Wang W, Zhao J (2020) Experimental evaluation of an eco-friendly grinding process combining minimum quantity lubrication and graphene-enhanced plant-oil-based cutting fluid. J Clean Prod 244:118747
Sridharan U, Malkin S (2009) Effect of minimum quantity lubrication (MQL) with nanofluid on grinding behavior and thermal distortion. Trans NAMRI/SME 37:629–636
Vasu V, Kumar KM (2011) Analysis of nanofluids as cutting fluid in grinding EN-31 steel. Nano-Micro Lett 3:209–214
Zhang Y, Li C, Jia D, Li B, Wang Y, Yang M, Hou Y, Zhang X (2016) Experimental study on the effect of nanoparticle concentration on the lubricating property of nanofluids for MQL grinding of Ni-based alloy. J Mater Process Technol 232:100–115
Zhang Y, Li C, Yang M, Jia D, Wang Y, Li B, Hou Y, Zhang N, Wu Q (2016) Experimental evaluation of cooling performance by friction coefficient and specific friction energy in nanofluid minimum quantity lubrication grinding with different types of vegetable oil. J Clean Prod 139:685–705
Shao Y, Fergani O, Ding Z, Li B, Liang SY (2016) Experimental investigation of residual stress in minimum quantity lubrication grinding of AISI 1018 steel. J Manuf Sci Eng 138(1)
Tawakoli T, Hadad M, Sadeghi M (2010) Influence of oil mist parameters on minimum quantity lubrication–MQL grinding process. Int J Mach Tools Manuf 50(6):521–531
Tawakoli T, Hadad M, Sadeghi MH, Daneshi A, Sadeghi B (2011) Minimum quantity lubrication in grinding: effects of abrasive and coolant–lubricant types. J Clean Prod 19(17-18):2088–2099
Morgan M, Barczak L, Batako A (2012) Temperatures in fine grinding with minimum quantity lubrication (MQL). Int J Adv Manuf Technol 60:951–958
Sadeghi M, Haddad M, Tawakoli T, Emami M (2009) Minimal quantity lubrication-MQL in grinding of Ti–6Al–4V titanium alloy. Int J Adv Manuf Technol 44:487–500
Batako AD, Tsiakoumis V (2015) An experimental investigation into resonance dry grinding of hardened steel and nickel alloys with element of MQL. Int J Adv Manuf Technol 77:27–41
Balan A, Vijayaraghavan L, Krishnamurthy R (2013) Minimum quantity lubricated grinding of Inconel 751 alloy. Mater Manuf Process 28(4):430–435
De Oliveira D, Da Silva R, Gelamo R (2019) Influence of multilayer graphene platelet concentration dispersed in semi-synthetic oil on the grinding performance of Inconel 718 alloy under various machining conditions. Wear 426:1371–1383
de Paiva RL, de Souza Ruzzi R, de Oliveira LR, Bandarra Filho EP, Gonçalves Neto LM, Gelamo RV, da Silva RB (2020) Experimental study of the influence of graphene platelets on the performance of grinding of SAE 52100 steel. Int J Adv Manuf Technol 110:1–12
de Souza Ruzzi R, de Paiva RL, Gelamo RV, Machado AR, da Silva RB (2021) Study on grinding of Inconel 625 and 718 alloys with cutting fluid enriched with multilayer graphene platelets. Wear 476:203697
Jia D, Li C, Zhang D, Zhang Y, Zhang X (2014) Experimental verification of nanoparticle jet minimum quantity lubrication effectiveness in grinding. J Nanopart Res 16:1–15
ManojKumar K, Ghosh A (2015) Synthesis of MWCNT nanofluid and evaluation of its potential besides soluble oil as micro cooling-lubrication medium in SQL grinding. Int J Adv Manuf Technol 77:1955–1964
Sinha MK, Madarkar R, Ghosh S, Rao PV (2017) Application of eco-friendly nanofluids during grinding of Inconel 718 through small quantity lubrication. J Clean Prod 141:1359–1375
Singh H, Sharma VS, Singh S, Dogra M (2019) Nanofluids assisted environmental friendly lubricating strategies for the surface grinding of titanium alloy: Ti6Al4V-ELI. J Manufact Process 39:241–249
Gao T, Li C, Jia D, Zhang Y, Yang M, Wang X, Cao H, Li R, Ali HM, Xu X (2020) Surface morphology assessment of CFRP transverse grinding using CNT nanofluid minimum quantity lubrication. J Clean Prod 277:123328
Qu S, Gong Y, Yang Y, Wang W, Liang C, Han B (2020) An investigation of carbon nanofluid minimum quantity lubrication for grinding unidirectional carbon fibre-reinforced ceramic matrix composites. J Clean Prod 249:119353
Peng R, He X, Tong J, Tang X, Wu Y (2021) Application of a tailored eco-friendly nanofluid in pressurized internal-cooling grinding of Inconel 718. J Clean Prod 278:123498
Dambatta YS, Sarhan AAD, Sayuti MBAK, Shukor MHBA (2019) Fuzzy logic method to investigate grinding of alumina ceramic using minimum quantity lubrication. Int J Appl Ceram Technol 16(4):1668–1683
Azami A, Salahshournejad Z, Shakouri E, Sharifi AR, Saraeian P (2023) Influence of nano-minimum quantity lubrication with MoS2 and CuO nanoparticles on cutting forces and surface roughness during grinding of AISI D2 steel. J Manuf Process 87:209–220
Qu S, Yao P, Gong Y, Chu D, Yang Y, Li C, Wang Z, Zhang X, Hou Y (2022) Environmentally friendly grinding of C/SiCs using carbon nanofluid minimum quantity lubrication technology. J Clean Prod 366:132898
Pashmforoush F, Bagherinia RD (2018) Influence of water-based copper nanofluid on wheel loading and surface roughness during grinding of Inconel 738 superalloy. J Clean Prod 178:363–372
Lee PH, Nam TS, Li C, Lee SW (2010) Environmentally-friendly nano-fluid minimum quantity lubrication (MQL) meso-scale grinding process using nano-diamond particles. 2010 Proc Int Conf Manuf Autom, ICMA 2010
Manimaran G, Venkatasamy R (2014) Influence of cryogenic cooling on surface grinding of stainless steel 316. Cryogenics 59:76–83
Ghosh A (2021) On grinding force ratio, specific energy, G-ratio and residual stress in SQCL assisted grinding using aerosol of MWCNT nanofluid. Mach Sci Technol 25(4):585–607
Chakule RR, Chaudhari SS, Talmale PS (2020) Optimization of nanofluid minimum quantity lubrication (NanoMQL) technique for grinding performance using Jaya algorithm. In: Advances in Intelligent Systems and Computing, pp 211–221
da Silva LR, Bianchi EC, Fusse RY, Catai RE, Franca TV, Aguiar PR (2007) Analysis of surface integrity for minimum quantity lubricant—MQL in grinding. Int J Mach Tools Manuf 47(2):412–418
Etemadi Haghighi S, Shakouri E (2022) Evaluation the effect of adding CNT and CuO to the base fluid on the health and surface roughness of Inconel 718 MQL grinding. Modares Mech Eng 22(5):335–345
Guo S, Li C, Zhang Y, Wang Y, Li B, Yang M, Zhang X, Liu G (2017) Experimental evaluation of the lubrication performance of mixtures of castor oil with other vegetable oils in MQL grinding of nickel-based alloy. J Clean Prod 140:1060–1076
Javaroni RL, Lopes JC, Garcia MV, Ribeiro FSF, de Angelo Sanchez LE, de Mello HJ, Aguiar PR, Bianchi EC (2020) Grinding hardened steel using MQL associated with cleaning system and cBN wheel. Int J Adv Manuf Technol 107:2065–2080
Liu G, Li C, Zhang Y, Yang M, Jia D, Zhang X, Guo S, Li R, Zhai H (2018) Process parameter optimization and experimental evaluation for nanofluid MQL in grinding Ti-6Al-4V based on grey relational analysis. Mater Manuf Process 33(9):950–963
Lopes JC, Garcia MV, Volpato RS, de Mello HJ, Ribeiro FSF, de Angelo Sanchez LE, de Oliveira Rocha K, Neto LD, Aguiar PR, Bianchi EC (2020) Application of MQL technique using TiO2 nanoparticles compared to MQL simultaneous to the grinding wheel cleaning jet. Int J Adv Manuf Technol 106(5-6):2205–2218
Seyedzavvar M, Shabgard M, Mohammadpourfard M (2019) Investigation into the performance of eco-friendly graphite nanofluid as lubricant in MQL grinding. Mach Sci Technol 23(4)
Shabgard M, Seyedzavvar M, Mohammadpourfard M (2017) Experimental investigation into lubrication properties and mechanism of vegetable-based CuO nanofluid in MQL grinding. Int J Adv Manuf Technol 92:3807–3823
Said Z, Gupta M, Hegab H, Arora N, Khan AM, Jamil M, Bellos E (2019) A comprehensive review on minimum quantity lubrication (MQL) in machining processes using nano-cutting fluids. Int J Adv Manuf Technol 105(5-6):2057–2086
Emami M, Sadeghi MH, Sarhan A (2013) Minimum quantity lubrication in grinding process of zirconia (ZrO2) engineering ceramic. Int J Min Metall Mech Eng 1(3):1–4
Virdi RL, Chatha SS, Singh H (2022) Processing characteristics of different vegetable oil-based nanofluid MQL for grinding of Ni-Cr alloy. Adv Mater Process Technol 8(1):210–223
Dragičević M (2018) The application of alternative techniques for cooling, flushing and lubrication to improve efficiency of machining processes. Tehnički Vjesnik 25(5):1561–1568
Furness R, Stoll A, Nordstrom G, Martini G, Johnson J, Loch T and Klosinski R (2006) Minimum quantity lubrication (MQL) machining for complex powertrain components. in International Manufacturing Science and Engineering Conference
Daniel DM, Moraes DLD, Garcia MV, Lopes JC, Rodriguez RL, Ribeiro FSF, Sanchez LEDA, Bianchi EC (2023) Application of MQL with cooled air and wheel cleaning jet for greener grinding process. Int J Adv Manuf Technol 125(1-2):435–452
Dambatta YS, Sayuti M, Sarhan AAD, Hamdi M, Manladan SM, Reddy M (2019) Tribological performance of SiO 2 -based nanofluids in minimum quantity lubrication grinding of Si 3 N 4 ceramic. J Manuf Process 41:135–147
Emami M, Sadeghi M, Sarhan AA (2013) Investigating the effects of liquid atomization and delivery parameters of minimum quantity lubrication on the grinding process of Al2O3 engineering ceramics. J Manuf Process 15(3):374–388
Jia D, Li C, Zhang Y, Zhang D, Zhang X (2016) Experimental research on the influence of the jet parameters of minimum quantity lubrication on the lubricating property of Ni-based alloy grinding. Int J Adv Manuf Technol 82(1-4):617–630
Said Z, Gupta M, Hegab H, Arora N, Khan AM, Jamil M, Bellos E (2019) A comprehensive review on minimum quantity lubrication (MQL) in machining processes using nano-cutting fluids. Int J Adv Manuf Technol 105:2057–2086
Khan AM, Jamil M, Mia M, Pimenov DY, Gasiyarov VR, Gupta MK, He N (2018) Multi-objective optimization for grinding of AISI D2 steel with Al2O3 wheel under MQL. Materials 11(11):2269
Lee P-H, Nam JS, Li C, Lee SW (2012) An experimental study on micro-grinding process with nanofluid minimum quantity lubrication (MQL). Int J Precis Eng Manuf 13:331–338
Khan AM, Jamil M, Mia M, He N, Zhao W, Gong L (2020) Sustainability-based performance evaluation of hybrid nanofluid assisted machining: sustainability assessment of hybrid nanofluid assisted machining. J Clean Prod 257
Mao C, Zou H, Huang Y, Zhou Z (2014) Research on heat transfer mechanism in grinding zone for MQL surface grinding. China Mech Eng 25(6):826
Hafenbraedl D, Malkin S (2000) Environmentally-conscious minimum quantity lubrication (MQL) for internal cylindrical grinding. Transactions-North American Manufacturing Research Institution of SME 149–154
de Jesus Oliveira D, Guermandi LG, Bianchi EC, Diniz AE, de Aguiar PR, Canarim RC (2012) Improving minimum quantity lubrication in CBN grinding using compressed air wheel cleaning. J Mater Process Technol 212(12):2559–2568
Li K-M, Lin C-P (2012) Study on minimum quantity lubrication in micro-grinding. Int J Adv Manuf Technol 62:99–105
Lopes JC, Ventura CE, Rodriguez RL, Talon AG, Volpato RS, Sato BK, de Mello HJ, de Aguiar PR, Bianchi EC (2018) Application of minimum quantity lubrication with addition of water in the grinding of alumina. Int J Adv Manuf Technol 97:1951–1959
Rabiei F, Rahimi AR, Hadad MJ (2017) Performance improvement of eco-friendly MQL technique by using hybrid nanofluid and ultrasonic-assisted grinding. Int J Adv Manuf Technol 93(1-4):1001–1015
Iqbal A, Ning H, Khan I, Liang L, Dar NU (2008) Modeling the effects of cutting parameters in MQL-employed finish hard-milling process using D-optimal method. J Mater Process Technol 199(1-3):379–390
Marinescu, I.D., W.B. Rowe, B. Dimitrov, and H. Ohmori, Tribology of abrasive machining processes. 2012: William Andrew
Morshed A, Wu H, Jiang Z (2021) A comprehensive review of water-based nanolubricants. Lubricants 9(9):89
Wang Y, Li C, Zhang Y, Yang M, Li B, Jia D, Hou Y, Mao C (2016) Experimental evaluation of the lubrication properties of the wheel/workpiece interface in minimum quantity lubrication (MQL) grinding using different types of vegetable oils. J Clean Prod 127:487–499
Bai X, Jiang J, Li C, Dong L, Ali HM, Sharma S (2023) Tribological performance of different concentrations of Al2O3 nanofluids on minimum quantity lubrication milling. Chinese J Mech Eng 36(1):1–12
Lee P-H, Lee SW, Lim S-H, Lee S-H, Ko HS, Shin S-W (2015) A study on thermal characteristics of micro-scale grinding process using nanofluid minimum quantity lubrication (MQL). Int J Precis Eng Manuf 16:1899–1909
Paul S, Chattopadhyay A (1995) Effects of cryogenic cooling by liquid nitrogen jet on forces, temperature and surface residual stresses in grinding steels. Cryogenics 35(8):515–523
Busch K, Hochmuth C, Pause B, Stoll A, Wertheim R (2016) Investigation of cooling and lubrication strategies for machining high-temperature alloys. Proc CIRP 41:835–840
Sartori S, Ghiotti A, Bruschi S (2017) Hybrid lubricating/cooling strategies to reduce the tool wear in finishing turning of difficult-to-cut alloys. Wear 376:107–114
Pusavec F, Deshpande A, Yang S, M'Saoubi R, Kopac J, Dillon OW Jr, Jawahir I (2014) Sustainable machining of high temperature Nickel alloy–Inconel 718: part 1–predictive performance models. J Clean Prod 81:255–269
Pusavec F, Deshpande A, Yang S, M'Saoubi R, Kopac J, Dillon OW Jr, Jawahir I (2015) Sustainable machining of high temperature Nickel alloy–Inconel 718: part 2–chip breakability and optimization. J Clean Prod 87:941–952
Zhang J, Li C, Zhang Y, Yang M, Jia D, Hou Y, Li R (2018) Temperature field model and experimental verification on cryogenic air nanofluid minimum quantity lubrication grinding. Int J Adv Manufact Technol 97(1-4):209–228
Jia D, Li C, Liu J, Zhang Y, Yang M, Gao T, Said Z, Sharma S (2023) Prediction model of volume average diameter and analysis of atomization characteristics in electrostatic atomization minimum quantity lubrication. Friction 1–25. https://doi.org/10.1007/s40544-022-0734-2
Lv T, Xu X, Yu A, Hu X (2021) Oil mist concentration and machining characteristics of SiO2 water-based nano-lubricants in electrostatic minimum quantity lubrication-EMQL milling. J Mater Process Technol 290:116964
Wickramasinghe K, Sasahara H, Abd Rahim E, Perera G (2020) Green metalworking fluids for sustainable machining applications: a review. J Clean Prod 257:120552
Mannekote JK, Kailas SV (2012) The effect of oxidation on the tribological performance of few vegetable oils. J Mater Res Technol 1(2):91–95
Erhan SZ, Sharma BK, Perez JM (2006) Oxidation and low temperature stability of vegetable oil-based lubricants. Ind Crops Prod 24(3):292–299
Talib N, Jamaluddin NA, Sheng TK, Kiow LW, Abdullah H, Ahmad S, Saleh A (2021) Tribological study of activated carbon nanoparticle in nonedible nanofluid for machining application. Evergreen 8(2):454–460
Soltani R, Dincer I, Rosen MA (2015) Thermodynamic analysis and performance assessment of an integrated heat pump system for district heating applications. Appl Ther Eng 89:833–842
Brunner G (1998) Grinding with microcrystalline alumina, Dr. University of Hannover, Germany, Eng Dissertation
ManojKumar K, Ghosh A (2015) Synthesis of MWCNT nanofluid and evaluation of its potential besides soluble oil as micro cooling-lubrication medium in SQL grinding. Int J Adv Manuf Technol 77(9-12):1955–1964
Siniawski MT, Saniei N, Adhikari B, Doezema LA (2007) Influence of fatty acid composition on the tribological performance of two vegetable-based lubricants. J Synth Lubr 24(2):101–110
Kalita P, Malshe AP, Jiang W, Shih AJ (2010) Tribological study of nano lubricant integrated soybean oil for minimum quantity lubrication (MQL) grinding. Trans NAMRI/SME 38(313):137–144
Dupain X, Costa DJ, Schaverien CJ, Makkee M, Moulijn JA (2007) Cracking of a rapeseed vegetable oil under realistic FCC conditions. Appl Catal B: Environ 72(1-2):44–61
Lawal SA (2013) A review of application of vegetable oil-based cutting fluids in machining non-ferrous metals. Indian J Sci Technol 6(1)
Gu Y, Zhao X, Liu Y, Lv Y (2014) Preparation and tribological properties of dual-coated TiO2 nanoparticles as water-based lubricant additives. J Nanomater 2014:2–2
Rahman M, Kadirgama K (2014) Performance of water-based zinc oxide nanoparticle coolant during abrasive grinding of ductile cast iron. J Nanopart 2014:7. https://doi.org/10.1155/2014/175896
Huang S, Li X, Yu B, Jiang Z, Huang H (2020) Machining characteristics and mechanism of GO/SiO2 nanoslurries in fixed abrasive lapping. J Mater Process Technol 277:116444
Huang S, He A, Yun J-H, Xu X, Jiang Z, Jiao S, Huang H (2019) Synergistic tribological performance of a water based lubricant using graphene oxide and alumina hybrid nanoparticles as additives. Tribol Int 135:170–180
Wu H, Zhao J, Xia W, Cheng X, He A, Yun JH, Wang L, Huang H, Jiao S, Huang L (2017) Analysis of TiO2 nano-additive water-based lubricants in hot rolling of microalloyed steel. J Manufact Process 27:26–36
Esfe MH, Bahiraei M, Mir A (2020) Application of conventional and hybrid nanofluids in different machining processes: a critical review. Adv Colloid Interface Sci 282:102199
Choi SU, Eastman JA (1995) Enhancing thermal conductivity of fluids with nanoparticles. In: Argonne National Lab.(ANL). Argonne, IL (United States)
Choi S, Singer D, Wang H (1995) Developments and applications of non-Newtonian flows. Asme Fed 66:99–105
Kamyar A, Saidur R, Hasanuzzaman M (2012) Application of computational fluid dynamics (CFD) for nanofluids. Int J Heat Mass Transf 55(15-16):4104–4115
Das SK, Choi SU, Patel HE (2006) Heat transfer in nanofluids—a review. Heat Transf Eng 27(10):3–19
Hemmat Esfe M, Esfandeh S (2019) Rheological behavior of CuO/EG: W (20: 80 v/v) nanofluid from a thermal perspective: experimental study, development of new correlation, and sensitivity analysis. J Therm Anal Calorim 135:61–72
Urmi WT, Rahman M, Kadirgama K, Ramasamy D, Maleque M (2021) An overview on synthesis, stability, opportunities and challenges of nanofluids. Mater Today: Proc 41:30–37
Sundar LS, Hortiguela MJ, Singh MK, Sousa AC (2016) Thermal conductivity and viscosity of water based nanodiamond (ND) nanofluids: an experimental study. Int Commun Heat Mass Transf 76:245–255
Urmi WT, Rahman MM, Kadirgama K, Ramasamy D, Maleque MA (2020) An overview on synthesis, stability, opportunities and challenges of nanofluids. Mater Today: Proc 41:30–37
Khandekar S, Sankar MR, Agnihotri V, Ramkumar J (2012) Nano-cutting fluid for enhancement of metal cutting performance. Mater Manuf Process 27(9):963–967
Tadros T (2012) Electrostatic and steric stabilization of colloidal dispersions. Electric Phenomena Interface Biointerfaces. John Wiley & Sons, Inc, pp 153–172. https://doi.org/10.1002/9781118135440
Lahouij I, Vacher B, Martin J-M, Dassenoy F (2012) IF-MoS2 based lubricants: influence of size, shape and crystal structure. Wear 296(1-2):558–567
Yu W, Xie H (2012) A review on nanofluids: preparation, stability mechanisms, and applications. J Nanomater 2012:1–17
Hosseini SF, Emami M, Sadeghi MH (2018) An experimental investigation on the effects of minimum quantity nano lubricant application in grinding process of Tungsten carbide. J Manuf Process 35:244–253
Gao T, Li C, Yang M, Zhang Y, Jia D, Ding W, Debnath S, Yu T, Said Z, Wang J (2021) Mechanics analysis and predictive force models for the single-diamond grain grinding of carbon fiber reinforced polymers using CNT nano-lubricant. J Mater Process Technol 290:116976
Mao C, Tang X, Zou H, Huang X, Zhou Z (2012) Investigation of grinding characteristic using nanofluid minimum quantity lubrication. Int J Precis Eng Manuf 13(10):1745–1752
Zhang Y, Li C, Ji H, Yang X, Yang M, Jia D, Zhang X, Li R, Wang J (2017) Analysis of grinding mechanics and improved predictive force model based on material-removal and plastic-stacking mechanisms. Int J Mach Tools Manuf 122:81–97
Yang M, Li C, Luo L, Li R, Long Y (2021) Predictive model of convective heat transfer coefficient in bone micro-grinding using nanofluid aerosol cooling. Int Commun Heat Mass Transf 125
Jia D, Li C, Zhang Y, Yang M, Wang Y, Guo S, Cao H (2017) Specific energy and surface roughness of minimum quantity lubrication grinding Ni-based alloy with mixed vegetable oil-based nanofluids. Precis Eng 50:248–262
Kumar A, Ghosh S, Aravindan S (2017) Grinding performance improvement of silicon nitride ceramics by utilizing nanofluids. Ceramics Int 43(16):13411–13421
Cui X, Li C, Zhang Y, Jia D, Zhao Y, Li R, Cao H (2019) Tribological properties under the grinding wheel and workpiece interface by using graphene nanofluid lubricant. Int J Adv Manuf Technol 104:3943–3958
Karimipour A, Bagherzadeh SA, Goodarzi M, Alnaqi AA, Bahiraei M, Safaei MR, Shadloo MS (2018) Synthesized CuFe2O4/SiO2 nanocomposites added to water/EG: evaluation of the thermophysical properties beside sensitivity analysis & EANN. Int J Heat Mass Transf 127:1169–1179
Vishnu AV, Akhil J, Akhil A, Raju B, Praveen C, Pavan A (2017) Experimental investigation on effect of machining parameters of EN353 alloy steel using nano fluids. Int J Adv Res Innov Ideas Educ 2(2):20–27
Sidik NAC, Jamil MM, Japar WMAA, Adamu IM (2017) A review on preparation methods, stability and applications of hybrid nanofluids. Renew Sustain Energy Rev 80:1112–1122
Sajid MU, Ali HM (2018) Thermal conductivity of hybrid nanofluids: a critical review. Int J Heat Mass Transf 126:211–234
Kumar A, Ghosh S, Aravindan S (2019) Experimental investigations on surface grinding of silicon nitride subjected to mono and hybrid nanofluids. Ceram Int 45(14):17447–17466
Hamid K, Azmi W, Nabil M, Mamat R (2017) Improved thermal conductivity of TiO2–SiO2 hybrid nanofluid in ethylene glycol and water mixture. in IOP Conference series: materials science and engineering. IOP Publishing
Kursus M, Liew PJ, Che Sidik NA, Wang J (2022) Recent progress on the application of nanofluids and hybrid nanofluids in machining: a comprehensive review. Int J Adv Manuf Technol 121(3-4):1455–1481
Zhang X, Li C, Zhang Y, Wang Y, Li B, Yang M, Guo S, Liu G, Zhang N (2017) Lubricating property of MQL grinding of Al2O3/SiC mixed nanofluid with different particle sizes and microtopography analysis by cross-correlation. Precis Eng 47:532–545
Kumar DD, Arasu AV (2018) A comprehensive review of preparation, characterization, properties and stability of hybrid nanofluids. Renew Sustain Energy Rev 81:1669–1689
Lv T, Huang S, Hu X, Ma Y, Xu X (2018) Tribological and machining characteristics of a minimum quantity lubrication (MQL) technology using GO/SiO 2 hybrid nanoparticle water-based lubricants as cutting fluids. Int J Adv Manuf Technol 96:2931–2942
Ali ARI, Salam B (2020) A review on nanofluid: preparation, stability, thermophysical properties, heat transfer characteristics and application. SN Appl Sci 2(10):1636
Babu JR, Kumar KK, Rao SS (2017) State-of-art review on hybrid nanofluids. Renew Sustain Energy Rev 77:551–565
Botha SS, Ndungu P, Bladergroen BJ (2011) Physicochemical properties of oil-based nanofluids containing hybrid structures of silver nanoparticles supported on silica. Ind Eng Chem Res 50(6):3071–3077
Junankar AA, Purohit JK, Bhende NV (2022) A review on hybrid nanofluid: current research and sustainable development for turning operation. Int J Environ Sustain Dev 21(1-2):97–115
Wei B, Zou C, Yuan X, Li X (2017) Thermo-physical property evaluation of diathermic oil based hybrid nanofluids for heat transfer applications. Int J Heat Mass Transf 107:281–287
Qing SH, Rashmi W, Khalid M, Gupta T, Nabipoor M, Hajibeigy MT (2017) Thermal conductivity and electrical properties of hybrid SiO2-graphene naphthenic mineral oil nanofluid as potential transformer oil. Mater Res Express 4(1):015504
Bakthavatchalam B, Habib K, Saidur R, Saha BB, Irshad K (2020) Comprehensive study on nanofluid and ionanofluid for heat transfer enhancement: a review on current and future perspective. J Mol Liq 305:112787
Devendiran DK, Amirtham VA (2016) A review on preparation, characterization, properties and applications of nanofluids. Renew Sustain Energy Rev 60:21–40
Rakshit R, Das AK (2019) A review on cutting of industrial ceramic materials. Precis Eng 59:90–109
Chakule RR, Chaudhari SS, Chandratre KV, Patole PB, Talmale PS (2023) Nanofluids, micro-lubrications and machining process optimisations -a review. Manuf Rev 10
Shamray S, Azarhoushang B, Paknejad M, Buechler A (2022) Ductile-brittle transition mechanisms in micro-grinding of silicon nitride. Ceram Int 48(23):34987–34998
Ngoi BKA, Sreejith PS (2000) Ductile regime finish machining - a review. Int J Adv Manuf Technol 16(8):547–550
Bifano, T.G., T.A. Dow, and R.O. Scattergood, Ductile-regime grinding: a new technology for machining brittle materials. 1991
Lee P-H, Nam TS, Li C, Lee SW (2010) Environmentally-friendly nano-fluid minimum quantity lubrication (MQL) meso-scale grinding process using nano-diamond particles. In: 2010 international conference on manufacturing automation. IEEE
Sui M, Li C, Wu W, Yang M, Ali HM, Zhang Y, Jia D, Hou Y, Li R, Cao H (2021) Temperature of grinding carbide with castor oil-based MoS2 nanofluid minimum quantity lubrication. J Therm Sci Eng Appl 13(5)
Cao Y, Ding W, Zhao B, Wen X, Li S, Wang J (2022) Effect of intermittent cutting behavior on the ultrasonic vibration-assisted grinding performance of Inconel718 nickel-based superalloy. Precis Eng 78:248–260
Liu M, Li C, Zhang Y, Yang M, Gao T, Cui X, Wang X, Li H, Said Z, Li R (2023) Analysis of grain tribology and improved grinding temperature model based on discrete heat source. Tribol Int 180:108196
Dai W, Kheireddin B, Gao H, Liang H (2016) Roles of nanoparticles in oil lubrication. Tribol Int 102:88–98
Yang M, Li C, Said Z, Zhang Y, Li R, Debnath S, Ali HM, Gao T, Long Y (2021) Semiempirical heat flux model of hard-brittle bone material in ductile microgrinding. J Manuf Process 71:501–514
Cui X, Li C, Zhang Y, Jia D, Zhao Y, Li R, Cao H (2019) Tribological properties under the grinding wheel and workpiece interface by using graphene nanofluid lubricant. Int J Adv Manuf Technol 104(9-12):3943–3958
Zhou ZY, Di QQ, Liu B, Ma XY, Cai BH (2016) Experimental study on the surface tension of Al2O3-H2O nanofluid. In: Materials Science Forum. Trans Tech Publ
Fan J, Wang L (2011) Review of heat conduction in nanofluids. J Heat Transf 133(4)
Li B, Li C, Zhang Y, Wang Y, Yang M, Jia D, Zhang N, Wu Q (2017) Effect of the physical properties of different vegetable oil-based nanofluids on MQLC grinding temperature of Ni-based alloy. Int J Adv Manuf Technol 89:3459–3474
Virdi RL, Chatha SS, Singh H (2020) Performance evaluation of Inconel 718 under vegetable oils based nanofluids using minimum quantity lubrication grinding. Mater Today: Proc 33:1538–1545
Mao C, Huang Y, Zhou X, Gan H, Zhang J, Zhou Z (2014) The tribological properties of nanofluid used in minimum quantity lubrication grinding. Int J Adv Manuf Technol 71(5-8):1221–1228
Yang M, Li C, Zhang Y, Jia D, Li R, Hou Y, Cao H (2019) Effect of friction coefficient on chip thickness models in ductile-regime grinding of zirconia ceramics. Int J Adv Manuf Technol 102:2617–2632
Wu W, Li C, Yang M, Zhang Y, Jia D, Hou Y, Li R, Cao H, Han Z (2019) Specific energy and G ratio of grinding cemented carbide under different cooling and lubrication conditions. Int J Adv Manuf Technol 105:67–82
Zhang Z, Sui M, Li C, Zhou Z, Liu B, Chen Y, Said Z, Debnath S, Sharma S (2022) Residual stress of grinding cemented carbide using MoS2 nano-lubricant. Int J Adv Manuf Technol 119(9-10):5671–5685
Kogovšek J, Kalin M (2014) Various MoS 2-, WS 2-and C-based micro-and nanoparticles in boundary lubrication. Tribol Lett 53:585–597
Marinescu ID, Hitchiner MP, Uhlmann E, Rowe WB, Inasaki I (2006) Handbook of machining with grinding wheels. Crc Press
Mingzheng L, Changhe L, ZHANG Y, Min Y, Teng G, Xin C, Xiaoming W, Wenhao X, Zongming Z, Bo L (2022) Analysis of grinding mechanics and improved grinding force model based on randomized grain geometric characteristics. Chinese J Aeronaut. https://doi.org/10.1016/j.cja.2022.11.005
Hu M, Gao X, Wang P, Fu Y, Sun J, Weng L, Jiang D, Wang D (2019) Amorphous carbon films in situ formed from PTFE transfer layer in solid lubricated cryogenic turbopump bearings. Tribol Trans 62(4):603–613
Kalita P (2009) Testing of nano-engineered lubricants for minimum quantity lubrication (MQL) grinding: performance testing and fundamental understanding. University of Arkansas
Javaroni R, Lopes J, Sato B, Sanchez L, Mello H, Aguiar P, Bianchi E (2019) Minimum quantity of lubrication (MQL) as an eco-friendly alternative to the cutting fluids in advanced ceramics grinding. Int J Adv Manuf Technol 103:2809–2819
Adibi H, Esmaeili H, Rezaei S (2018) Study on minimum quantity lubrication (MQL) in grinding of carbon fiber-reinforced SiC matrix composites (CMCs). Int J Adv Manuf Technol 95:3753–3767
Virdi RL, Chatha SS, Singh H (2021) Experimental investigations on the tribological and lubrication behaviour of minimum quantity lubrication technique in grinding of Inconel 718 alloy. Tribol Int 153:106581
Virdi RL, Chatha SS, Singh H (2020) Machining performance of Inconel-718 alloy under the influence of nanoparticles based minimum quantity lubrication grinding. J Manuf Process 59:355–365
Rodriguez RL, Lopes JC, Mancini SD, de Ângelo Sanchez LE, de Almeida Varasquim FMF, Volpato RS, de Mello HJ, de Aguiar PR, Bianchi EC (2019) Contribution for minimization the usage of cutting fluids in CFRP grinding. Int J Adv Manuf Technol 103:487–497
Hong SY (2005) Investigation of liquid nitrogen lubrication effect in cryogenic machining. World Tribology Congress
Reddy PP, Ghosh A (2016) Some critical issues in cryo-grinding by a vitrified bonded alumina wheel using liquid nitrogen jet. J Mater Process Technol 229:329–337
Reddy PP, Ghosh A (2014) Effect of cryogenic cooling on spindle power and G-ratio in grinding of hardened bearing steel. Proc Mater Sci 5:2622–2628
de Moraes DL, Lopes JC, Andrioli BV, Moretti GB, da Silva AE, da Silva JMM, Ribeiro FSF, de Aguiar PR, Bianchi EC (2021) Advances in precision manufacturing towards eco-friendly grinding process by applying MQL with cold air compared with cooled wheel cleaning jet. Int J Adv Manuf Technol 113:3329–3342
Alonso U, Ortega N, Sanchez J, Pombo I, Izquierdo B, Plaza S (2015) Hardness control of grind-hardening and finishing grinding by means of area-based specific energy. Int J Mach Tools Manuf 88:24–33
Yang M, Li C, Zhang Y, Jia D, Li R, Hou Y, Cao H, Wang J (2019) Predictive model for minimum chip thickness and size effect in single diamond grain grinding of zirconia ceramics under different lubricating conditions. Ceram Int 45(12):14908–14920
Zhang D, Li C, Jia D, Zhang Y, Zhang X (2015) Specific grinding energy and surface roughness of nanoparticle jet minimum quantity lubrication in grinding. Chinese J Aeronaut 28(2):570–581
Wu W, Li C, Yang M, Zhang Y, Jia D, Hou Y, Li R, Cao H, Han Z (2019) Specific energy and G ratio of grinding cemented carbide under different cooling and lubrication conditions. Int J Adv Manuf Technol 105(1-4):67–82
Ibrahim AMM, Li W, Xiao H, Zeng Z, Ren Y, Alsoufi MS (2020) Energy conservation and environmental sustainability during grinding operation of Ti–6Al–4V alloys via eco-friendly oil/graphene nano additive and Minimum quantity lubrication. Tribol Int 150:106387
Huang X, Ren Y, Wu W, Li T (2019) Research on grind-hardening layer and residual stresses based on variable grinding forces. Int J Adv Manuf Technol 103:1045–1055
Shao Y, Fergani O, Li B, Liang SY (2016) Residual stress modeling in minimum quantity lubrication grinding. Int J Adv Manuf Technol 83:743–751
Sun C, Hong Y, Xiu S, Zhang P (2021) Investigation on the influence of dynamic characteristic on grinding residual stress. Int J Adv Manuf Technol 115(5-6):1853–1875
Zhang Z, Sui M, Li C, Zhou Z, Liu B, Chen Y, Said Z, Debnath S, Sharma S (2021) Residual stress of MoS2 nano-lubricant grinding cemented carbide. Int J Adv Manuf Technol 1:1–15
Miao Q, Ding W, Xu J, Cao L, Wang H, Yin Z, Dai C, Kuang W (2021) Creep feed grinding induced gradient microstructures in the superficial layer of turbine blade root of single crystal nickel-based superalloy. Int J Extreme Manuf 3(4):045102
Zhang Y, Yang X, Yuan S, Zhu J, Wang D (2021) Residual stress of high speed cylindrical grinding of 18CrNiMo7-6 steel. China Mech Eng 32(5):540
Wang R, Zhou K, Yang J, Ding H, Wang W, Guo J, Liu Q (2020) Effects of abrasive material and hardness of grinding wheel on rail grinding behaviors. Wear 454:203332
Ding Z, Sun J, Guo W, Jiang X, Wu C, Liang SY (2021) Thermal analysis of 3J33 grinding under minimum quantity lubrication condition. Int J Precis Eng Manuf-Green Technol 9:1247–1265
da Silva LR, da Silva DA, dos Santos FV, Duarte FJ (2019) Study of 3D parameters and residual stress in grinding of AISI 4340 steel hardened using different cutting fluids. Int J Adv Manuf Technol 100(1-4):895–905
Choi Y (2009) A comparative study of residual stress distribution induced by hard machining versus grinding. Tribol Lett 36:277–284
Hamdi H, Zahouani H, Bergheau J-M (2004) Residual stresses computation in a grinding process. J Mater Process Technol 147(3):277–285
Songyong L, Gang Y, Jiaqiang Z, Xiaohui L (2015) Numerical and experimental studies on grind-hardening cylindrical surface. Int J Adv Manuf Technol 76:487–499
Thampi AD, Prasanth M, Anandu A, Sneha E, Sasidharan B, Rani S (2021) The effect of nanoparticle additives on the tribological properties of various lubricating oils–review. Mater Today: Proc 47:4919–4924
Xiong S, Zhang B, Luo S, Wu H, Zhang Z (2021) Preparation, characterization, and tribological properties of silica-nanoparticle-reinforced BN-co-doped reduced graphene oxide as a multifunctional additive for enhanced lubrication. Friction 9:239–249
Sui M, Zhang N, Li C, Wu W, Zhang Y, Yang M (2020) Theoretical analysis and experiment on temperature field of nanofluid micro-lubrication grinding cemented carbide. Manuf Technol Mach Tool 693(3):81–87
Stachurski W, Krupanek K, Januszewicz B, Rosik R, Wojcik R (2018) An effect of grinding on microhardness and residual stress in 20MnCr5 following single-piece flow low-pressure carburizing. J Mach Eng 18
Soori M, Arezoo B (2022) Minimization of surface roughness and residual stress in grinding operations of Inconel 718. J Mater Eng Perform 1–10. https://doi.org/10.1007/s11665-022-07721-4
Silva L, Bianchi E, Catai R, Fusse R, França T, Aguiar P (2005) Study on the behavior of the minimum quantity lubricant-MQL technique under different lubricating and cooling conditions when grinding ABNT 4340 steel. J Braz Soc Mech Sci Eng 27:192–199
Ali ARI, Salam B (2020) A review on nanofluid: preparation, stability, thermophysical properties, heat transfer characteristics and application. SN Appl Sci 2(10)
Funding
The study was financially supported by the National Key Research and Development Program, China (2020YFB2010500), the National Natural Science Foundation of China (52105457 and 51975305), the Special Fund of Taishan Scholars Project (tsqn202211179), the Youth Talent Promotion Project in Shandong (SDAST2021qt12), and the Natural Science Foundation of Shandong Province, China (ZR2023QE057, ZR2022QE028, ZR2020KE027, and ZR2021QE116).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Dambatta, Y., Li, C., Yang, M. et al. Grinding with minimum quantity lubrication: a comparative assessment. Int J Adv Manuf Technol 128, 955–1014 (2023). https://doi.org/10.1007/s00170-023-11962-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11962-5