
Abstract
The minimum quantity lubrication + nanofluid technique has proven to be feasible in machining processes, since it has shown potential for improvements through its lubri-refrigeration and heat removal characteristics, beyond increase the surface quality workpiece surface, while minimizing diametrical wheel wear. Also, the nanofluids are associated with decreasing the grinding power corroborates for process efficiency. In this way, this work evaluates the combination of the MQL + nanofluid (MQL + Nano) technique and compares its results with the cutting fluid abundant application (Flood) technique, traditional MQL and MQL associated with wheel cleaning jet (MQL + WCJ). Accordingly, the process output variables were analyzed: surface roughness (Ra), roundness error, diametral wheel wear, optical microscopy and microhardness from the workpiece ground surface, grinding power, specific energy grinding, acoustic emission, cutting fluid viscosity and transmission electron microscopy of the TiO2 nanoparticle used. The techniques applied in this work did not cause microstructural alteration in the workpieces, proving that the lubri-refrigeration methods are efficient. Even though the cutting fluid viscosity decreased by about 60% with the addition of TiO2 nanoparticles and the application of the MQL + Nano technique proved to be efficient in comparison to the traditional MQL, the MQL + WCJ application presented the best results among the alternative lubri-refrigeration techniques. Thereby, the MQL + WCJ corroborated to a better workpiece surface quality, while presented the lower diametrical wheel wear, surface roughness and roundness error values, contributing to the minimization of the industrial residues and cooperating with the environment and health of the worker.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Due to the increasing demand for solutions that are less aggressive to the environment and economically more efficient to the production processes, alternative forms of lubri-refrigeration have been studied continuously to minimize the environmental impacts caused by cutting fluid application by flood technique [1]. In machining applications with defined cutting geometry, the minimum quantity lubrication (MQL) technique has been used more frequently. However, in undefined cutting geometry processes, such as grinding for example, the technique still lacks development, because the high heat generation caused by the process and the need to combine excellent finishing characteristics (less than 1.6 μm) and precision (IT3-IT6) for the ground workpiece becomes difficult to apply the MQL [2, 3]. The cutting fluid applied by the MQL technique has good lubricating properties but has a limited refrigeration capacity, becoming inefficient for the removal of heat from the cutting interface [4].
There are some different characteristics between the grinding process and the other machining process with defined cutting geometry because during the grinding process, the plastic deformations and friction generation occur through the contact of the countless cutting edge abrasive grains, generating an enormous amount of heat which is dissipated with higher intensity to the workpiece [5, 6]. Although some abrasive grains have excellent heat conduction properties, it is still minimal when compared to process heat generation. Thus, this process needs to be aided by the lubri-refrigeration system aiming to remove the highest amount of heat from the cutting interface [7].
A deficiency in the cutting fluid application can result in thermal damage to the workpiece, being characterized by thermal expansion in the material due to the temperature gradient generated during the process, because the heat tends to increase according to the increase of depth of cut, i.e., when the grinding wheel no longer removes material from the workpiece, its inside is hotter than its surface since the de surface is being refrigerated [3, 8]. Due to the fact the convective refrigeration of the surface is happening, it increases the chances of residual tensile stresses due to the volumetric expansion that can occur by the phase transformation of the material [8, 9]. Besides, poor lubri-refrigeration can cause a temperature rise in the cutting interface, causing cracking, microstructural alteration, and form deviations, also intensify the abrasive grain and bond wear [3].
Nevertheless, the MQL application in grinding has emerged as an alternative to reducing the use of cutting fluid in abundance to achieve cleaner production, because this technique promotes more efficient lubri-refrigeration, as air jets carrying oil droplets penetrate directly into the cutting zone, thereby, when the MQL is efficiently applied at the same tangential velocity of the grinding wheel, intensifying the application of the cutting fluid so that it is injected integrally in the wheel-workpiece contact [10].
According to Oliveira et al. [11], MQL has the advantages that after machining, the work environment and tools are less impregnated with cutting fluid, becoming the cleaning easier, contributing to lowering costs, also the fact that workpiece is not entirely covered by fluid, visual monitoring is possible.
When the grinding wheel comes into contact with the workpiece and begins to remove material, abundant lubri-refrigeration is responsible for maintaining the chip in lamellar shape (ductile chip) while simultaneously the high flow rate of cutting fluid corroborates to wash the wheel cutting surface. However, when lubri-refrigeration by MQL occurs, the refrigeration deficiency causes the formation of spheroidal chips that adhere more easily to the pores of the grinding wheel, creating a layer of chips joined similarly to flash-butt-welding [12, 13]. This phenomenon causes the clogging of the pores, becoming the grinding wheel-less aggressive. Thus, there are increases in the incidence of plowing and rubbing on the workpiece surface, intensifying the form deviations by cutting inefficiency while increasing the heat generation in the process [14].
Also, the MQL can provide extra oxygen, leading to the formation of a layer of oxide protection between the chip and the tool. When this layer has elements of Fe, Mn, Si to Al, it acts as a diffusion barrier, leading to the improvement of tool life [15]. Besides that, Maruda et al. [16] describe in their study that the tribofilm is the most responsible to the lubrication. On the other hand, when the MQL cutting fluid is diluted in water, it becomes more efficient because the droplets upon reaching the hot surface of the interface wheel-workpiece corroborate so that the lubricating oil spreads across the surface before the water. In this model, it is expected that the water droplets will carry and spread the lubricant through the surface, helping to remove heat from the phase transformation of the water [17]. Maruda et al. [18] conclude in your paper that the droplet diameter is most influenced by the compressed air flow and the droplets smaller than 5 μm are not harmful to the employees. Figure 1 shows the morphology and how the MQL drop spreads on the surface of the wheel.

The concept of oil-water in machining with MQL. Adapted Ekinovic et al. [17]
At the beginning of the cutting operation, the tools wear out quickly and lose a significant part of their life, being essential to reduce the initial tool wear. The MQL technique decreases tool wear since the cutting fluid is sprayed and hence can achieve the interface between the cutting tool and the workpiece more efficiently. Therefore, the tool wear tends to decrease with the increasing quantity of pulverized cutting fluid while the higher flow rate of the mixture of compressed air and cutting fluid will be able to provide a more significant reduction in the workpiece surface roughness [19].
Although the use of MQL in grinding is promising, studies of Javaroni et al. [1] evidenced that the grinding using MQL presented the worst surface roughness values when compared with the flooding technique. However, Lopes et al. [20], Rodriguez et al. [13] and Oliveira et al. [11] showed to be a promising application of the MQL technique in the grinding, since simultaneously to the Wheel Cleaning Jet (WCJ) system.
According to Lopes et al. [20], the WCJ consists of a compressed air nozzle position towards the cutting surface of the grinding wheel, in which its aim is to perform the removal of the adhered chips on the wheel cutting surface. Wojtewicz et al. [21] conclude that the MQL with molybdenum disulfide and graphite-based micro fluids produce the lowest clogging in the grinding wheel. In this sense, Maruda et al. [22] showed that the size of MQL droplets impacts the lubricant ability of the method. In the studies of Oliveira et al. [11] and Lopes et al. [20], it was observed that the ideal angle for this application and the angle of 30° is the ideal for greater efficiency of the process was evidenced. Bianchi et al. [23] explain that the implementation of the WCJ at this angle is capable of minimizing the clogging intensified by the MQL; this system corroborates to maintain the aggressiveness of the abrasive grains, reducing the heat generation and the workpiece form deviations.
Other aspects related to the application of lubri-refrigeration by the MQL technique has been based on a new class of cutting fluids from the mixture with nanoparticles. This mixture forms the nanofluids, which are liquid suspensions containing particles smaller than 100 nm, whose order of magnitude and thermal conductivity are more significant than the base fluids [24]. In this way, the nanofluids show better stability, rheological properties and thermal conductivity [25]. Saidur et al. [26] and Kakaç et al. [27] produced a review about nanofluid applications and their heart conductivity, respectively, and they explain that the excellent thermal conductivity can be an essential factor in improving the performance of the cutting fluid under various applications.
Xia et al. [28] studied the application of nanoparticles with oil-water fluids in 304 stainless steel hot rolling. The authors observed that the use of nanofluids could effectively reduce the tangential force during the operation and improve the surface quality of the workpiece compared to the emulsion applied by the flooding technique (oil-water). The tangential force and surface roughness initially decrease, to reach the minimum value for a fraction of nanoparticles, which can increase when the mass fraction of nanoparticles increases.
So, the nanoparticles can enter the contact area and produce a reduction effect of the friction coefficient, once the mass fraction of the TiO2 nanoparticles exceeds 1.5%. However, the surplus nanoparticles do not reach the contacting, because the oil film in that region is very thin, and the workpiece surface is smooth, causing difficulties for the nanoparticles to enter the oil film and in the valleys on the surface of the workpiece, with intense contact between them, resulting in an increase in the coefficient of friction [29].
Wang et al. [30] studied the use of lubri-refrigeration with Al2O3 nanoparticles and noted that they have excellent anti-scratch performance. From this, it would be able to improve the lubrication of the grinding zone and significantly reduce tangential cutting force. Beyond, they could also lessen the tangential cutting force by increasing the anti-pressure ability of lubricating oil films as well as their thermal conductivity. Moreover, with the continuous addition of nanoparticles, they can penetrate the pores of the workpiece surface and initiate a cutting action with the subsequent nanoparticles, thereby forming a shear film [31]. The nanoparticle lubrification mechanism is related to particle deformation/fracture and can result in the formation of an extremely thin lubricant film, which significantly reduces direct friction between the wheel-workpiece interfaces [32].
Different mass fractions of nanoparticles form different physical properties of nanofluids, which are manifested mainly by viscosity and surface tension of [33, 34]. Zhang et al. [35] studied the use of MoS2 nanoparticles in MQL jet flow. According to the authors, the viscosity and surface tension of the nanofluid droplets are the two main factors that influence the lubricating properties of the nanofluids applied in the MQL in the grinding. Rudyak e Krasnolutskii [36] studying the importance of nanofluid viscosity explains that the viscosity of nanofluids increases as the proportion of nanoparticles in the cutting fluid is increased and may also be altered by the size of the nanoparticle. Zhang et al. [37] studied the influence of nanoparticle concentration in MQL lubricating ability, and they describe that the surface roughness increases gradually as the mass fraction of nanoparticles increases. This phenomenon is since the viscosity of nanofluids is the primary influence factor on the surface roughness, which is positively related to the concentration of nanoparticles. The contact angle between the nanofluid and the workpiece expands, thus narrowing the wet area of the nanofluids.
Consequently, part of the workpiece area becomes dry during grinding, increasing the surface roughness while increasing the concentration of nanoparticles. This phenomenon reveals that MQL with nanofluid increases machining precision because the nanoparticles perform a type of abrasiveness in the grinding zone [37]. Figure 2 shows the abrasiveness mechanism that can be compared to micro-machining.

Mechanism of “micro-machining” caused by nanoparticles [37]
The nanoparticles serve as spherical bearings around the workpiece, the chip and the grinding wheel, which becomes grinding with MQL and nanofluid a technique with better lubrication condition compared to grinding with MQL and pure water, for example [30].
For that reason, this work aims to analyze and compare the results obtained in the hardened steel external cylindrical plunge grinding using cubic boron nitride wheel through flood technique (flood), MQL, MQL mixture with TiO2 nanoparticle (MQL + Nano) and MQL simultaneously with wheel cleaning jet (MQL + WCJ). The analyses were carried out under three different feed rates (0.25, 0.50 and 0.75 mm/min), in which they tried to show the differences in the application of each technique in the surface roughness (Ra), roundness error, diametral wheel wear, optical microscopy and microhardness from the workpiece ground surface, grinding power, specific energy grinding, acoustic emission, cutting fluid viscosity and transmission electron microscopy of the TiO2 nanoparticles.
2 Experimental setup
The tests were carried out in an external cylindrical plunge grinding machine manufactured by Sulmecânica, model RUAP515H equipped with a computerized numerical command (CNC) produced by Fagor.
For the study, a CBN (cubic boron nitride) grinding wheel with a vitrified bond and specification SBN151Q12VR2 manufactured by Nikkon-Saint Gobain, with dimensions of 350 mm (external diameter) × 127 mm (internal diameter) × 15 mm (cutting width), was used.
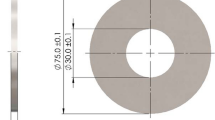
Figure 3 shows the workpiece used in the tests. They were made of AISI 4340 hardened steel, quenching and tempering, in a ring shape with 58 ± 0.1 mm (external diameter), 30 ± 0.1 mm (internal diameter) and 4.5 ± 0.1 mm (width), with a hardness of approximately 54 ± 2 HRC.

Dimension workpiece prior and after grinding process
During the grinding process, a 6-s spark-out time was used. A total of 1961.53 mm3 of workpiece material was removed through 50 plunge cycles with the removal of 0.1 mm per cycle, conferring a final external diameter of 53 mm.
The minimum quantity lubrification equipment was an ITW Chemical Products, model Accu Lube 79053D. This equipment allows adjustment of the volume of lubricant/air separately, employing a needle-type register, atomizing it at constant airflow pressure of approximately 0.7 MPa. For its operation, an air compressor with a flow rate capacity of 850 L/min, produced by Schulz Compressors, model MSV 30, was used.
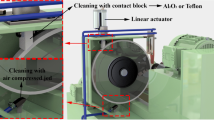
The wheel surface cleaning system was performed using a Schulz Compressor air compressor, model MSV 40, with a flow rate capacity of 1132 L/min. The application of compressed air jet occurred under pressure of 0.8 MPa and angle of incidence of 30° concerning the tool holder axis wheel. The nozzle was developed exclusively for application in grinding and used in the studies of Rodriguez et al. [13], Lopes et al. [20] and Bianchi et al. [2] ensuring homogeneity along the width of the cutting surface. The setup of the grinding machine, together with the positioning of the MQL nozzles and wheel cleaning jet (WCJ), can be seen in Fig. 4.

Experimental setup for a schematic of grinding machine together MQL nozzle, wheel cleaning jet system and workpiece positioning and b schematic of wheel cleaning jet nozzle position with its application angle of 30°
Wheel and workpiece rotation of 1793 rpm (32.85 m/s) and 163 rpm (0.65 m/s), respectively, were used. Rotation values provided a ratio of 11: 1, i.e., 11 wheel revolutions to one of the workpiece, minimizing the effects of runout wheel on the production of workpiece lobes, reducing the roundness error values [38]. Three feed rates (0.25, 0.50 and 0.75 mm/min) with specific material removal rate of 0.72, 1.45 and 2.17 mm3/s were used.
High heat generation in the grinding process is one of the main factors responsible for microstructural alterations and workpiece form deviation. Therefore, it was used as the conventional lubri-refrigeration (flood technique), controlled from flowrate control produced by Contech, model DMY-2030. The flowrate of 17 L/min and application pressure of 0.1 MPa were established applied at the same peripheral velocity of the grinding wheel. The cutting fluid ITW Chemical Products, model Rocol Ultracut 370, semi-synthetic, with a concentration of 3% oil and 97% water (1:32 emulsion) was used. The MQL tests were performed using a specific cutting fluid for application under a minimal quantity lubrification, also produced by ITW Chemical Products, model Rocol Biocut 9000.
For the nanofluid test, nanoparticles of TiO2 in the anatase phase at a concentration of 5% (m/m) were used [37, 39, 40]. The preparation was carried out from the commercial TiO2 produced by Sigma-Aldrich. Each 12 g of this precursor was mixed with 120 mL of a NaOH 10 M solution. This mixture was maintained at 110 °C for 6 h in a polytetrafluoroethylene beaker at ambient pressure using a glycerin bath and heating mantle for temperature maintenance. After the alkaline chemical treatment, the mixture was washed with distilled water alternately to neutral pH and then dried in an oven at 250 °C for 24 h at a heating rate of 10 °C/min. Soon after, these nanoparticles were added to the cutting fluid in the proportion of 5 %wt.
The additional parameters used during the grinding process of the workpieces under different conditions are shown in Table 1. These input parameters used in the tests were determined based on the results obtained by Bianchi et al. [14], Javaroni et al. [1], Sato et al. [41] and Rodriguez et al. [42] and based on preliminary testing in order to optimize definitive testing.
The surface roughness (Ra) and the diametrical wheel wear were measured using a Taylor Hobson, Surtronic 3+ model, under Gaussian filter. For such, a cut-off length of 0.25 mm and an evaluation length (ln) of 1.25 mm were adopted. The surface roughness measurements were made equidistant at spacing 36°, and at each point, ten measurements were taken. The diametrical wheel wear was made from the indirect measurement method [3], whose worn wheel profile is printed on a soft material cylinder. In this way, a cylinder of dimensions of 120 mm (length) × 30 mm (diameter), made of AISI 1020 soft steel (90 ± 2 HRB-192 ± 40 HV) was ground with a feed rate of 0.25 mm/min and total depth of cut of 1 mm (total volume removed from 880.43 mm3–10 passes of 0.1 mm per pass) and spark-out of 6 s. The unevenness between the worn and non-worn regions of the grinding wheel was measured through the Taylor Hobson TalyMap profile measurement software. The setup for printing the profile as well as its profile is shown in Fig. 5.

Experimental setup for a schematic of grinding process for printing wear profile, b measurement schematic of the printing worn profile, and c worn profile measured by equipment
The roundness error measurement was made by a Taylor Hobson, model Talyrond 31C, with a precision of 0.02 μm. The mean value between the peaks and valleys was measured from the least square method, i.e., by calculating the quadratic sum of the radial distances from the distance of the reference circle, in which the value is assimilated to the smallest deviation value concerning the center. Therefore, all the workpieces were measured in three different points of the ground surface. Once in each position, five measurements were made for more excellent statistical reliability.
The nanoparticles were put in a carbon-coated copper sample holder and characterized from a transmission electron microscope, produced by Jeon, model JEM2100 LaB6 200 kV, which can be seen in Fig. 6.

Transmission electron microscopy of the TiO2 nanoparticles before being applied in cutting fluid
The measurement of power consumed during the process was performed by measuring the voltage (V) and current (A) of the electric motor that drives the wheel shaft. For acquisition and processing data, a Curvopower module aided by Hall effect sensors to convert the electrical consumption value of the engine was used. The system was connected to a PCI-6035EDAQ card with 16-bit resolution and maximum acquisition frequency of 200 kS/s. Both boards were produced by National Instruments. Assisted by an encoder Hohner, model 1012-0312-1800, it was possible to measure in real-time the wheel peripheral velocity and calculate, together with the power consumed value, the specific energy grinding. To acquire the acoustic emission signal, a Sensis DM42 module connected to a BNC2110 acquisition board was used. Thus, it was possible to obtain the RMS signal.
The microhardness data was obtained using a hardness testing machine HM-200 series from Mitutoyo. The tests followed ASTM E140 regulations using load of 300 g provided.
Aiming to analyze microstructure alterations of the workpiece due to the grinding process, an optical microscope produced by Olympus, Model BX51 on the magnification of 1000× was used. Before the optical microscopy analysis, the samples were polished and embedded in bakelite, undergoing a chemical attack with Nital 2%. Confocal microscopy was used to perform a 3D mapping of the ground surface, which was performed using an Olympus LEXT, model OLS4100 on 1000× magnification.
3 Results and discussion
In this section, the mentioned output parameters will be explored and analyzed in each test performed with the variations of the lubri-refrigeration technique.
3.1 3.1.Surface roughness
Figure 7 shows the average surface roughness for each lubri-refrigerant grinding method. In this sense, roughness values less than 1.6 μm are satisfactory for most grinding part applications [14]. Note that the conventional method resulted in the best roughness for the feed rates 0.25, 0.5 and 0.75 mm/min, with the mean values of 0.23, 0.34 and 0.47 μm, respectively, which are well below the maximum tolerable value for grinding. Furthermore, looking at Fig. 7, the MQL method was responsible for the highest roughness values in this work, which are 1.02, 1.35 and 1.68 μm for the three feed rates, respectively. However, the use of nanoparticles reduced roughness by 21%, 16% and 18% compared to traditional MQL for the three feed rate conditions, respectively, which shows a significant improvement in the surface quality of the produced workpiece, which can be seen in Fig. 7. In addition, adding WCJ to MQL accounted for a 59%, 56% and 57% improvement in average roughness over traditional MQL for the three feed rate conditions, respectively, substantially approximating the MQL result + WCJ with the conventional method, which can be seen in Fig. 7.

Surface roughness (Ra) for the different lubri-refrigeration techniques
Rodriguez et al. [13] observed in his work that surface roughness increases while the temperature of the cutting zone increases, as the higher temperature generates greater workpiece deformation during cutting and facilitates chip adhesion on the workpiece and grinding wheel. In addition, as concluded by Silva et al. [43], lubrication of the cutting zone influences rubbing and plowing, which are responsible for increasing surface micro deformations during contact of the abrasive grain with the workpiece [43]. Finally, the clogging covers the cutting face of the grinding wheel, reducing its cutting capacity, and causes the particles to rub against the workpiece [1, 11, 14]. In this way, clogging significantly impairs the surface roughness. Therefore, the excellent lubri-refrigerant capacity of the conventional method coupled with the efficient removal of the chips generated, reducing the clogging, justify the best surface roughness result for the three feed rates of this work.
The result observed in Fig. 7 with the traditional MQL method is a product of its low cooling capacity and high clogging of the grinding wheel. Compressed air and cutting fluid droplets, which make up traditional MQL, efficiently penetrate the air layer around the grinding wheel, reducing waste, but do not properly cool the cutting zone due to the low thermal conductivity of air and oil pure from MQL [20, 43, 44]. Thus, this deficiency in MQL cooling increases cutting temperature, which in turn increases grinding wheel wear and material ductility, further deforming it during cutting. In addition, the compressed air does not remove part of the chips generated during grinding, which accumulates in the porosity of the grinding wheel and reduces its cutting capacity and surface quality of the workpiece [14]. Therefore, it is noteworthy that MQL’s excellent lubricating capacity was not sufficient to prevent worsening of surface roughness. In this way, the sum of these problems justifies the higher roughness values in this work using the traditional MQL. However, MQL remained below the acceptable limit for two feed rate conditions, which can be seen in Fig. 7, supporting its applicability as an alternative method even with a performance inferior to the conventional technique.
The addition of nanoparticles to MQL produced a significant improvement in the surface roughness parameter, which can be seen in Fig. 7. This can be justified by the fact that nanoparticles increase the thermal conductivity of MQL, which softens the temperature increase during grinding and thus reduces the impact of temperature on the surface quality of the workpiece [26, 30, 39]. In addition, nanoparticles roll between the grinding wheel and the workpiece surface, which is called the third body effect [26, 27]. This effect coupled with MQL’s excellent lubricity greatly reduces friction at the wheel-workpiece interface, which improves the surface quality of the workpiece. Nanoparticles also cut the material for its hardness and thus cause the polishing effect of the part, which improves its surface roughness. Thus, the higher cooling capacity, the reduction of friction and the polishing effect justify the improvement in the average roughness with MQL + nanoparticles in this work.
In WCJ, compressed air is directed to the cutting surface of the grinding wheel, removing part of the clogging [13]. Combining this technique with MQL produced an impressive reduction in average surface roughness, bringing these results closer to those found with the conventional method. Thus, WCJ significantly reduced the clogging of the grinding wheel, which increased the cutting ability of the grinding wheel and reduced the number of particles scratching the workpiece during grinding, justifying the results found in this work.
3.2 Roundness error
The results obtained in this work of this parameter are shown in Fig. 8. Comparing the results for the three feed rates (0.25, 0.5 and 0.75 mm / min), the application of the conventional method obtained the best unemployment (2.23, 3.0, 3.74 μm, respectively). Still in this sense, MQL had the worst roundness error results (4.32, 4.86 and 5.48 μm, respectively). Using MQL with nanoparticles reduced roundness error by 16, 12 and 11% for the three machining conditions, respectively, compared to traditional MQL. Moreover, the improvement of the results with the application of MQL + WCJ was 26, 24 and 22%, respectively, compared to the traditional MQL results. Thus, additional methods to MQL showed significant improvements in both surface roughness and roundness error, enhancing the use of these techniques as an alternative to the conventional method with abundant cutting fluid.

Roundness error for the different lubri-refrigeration techniques
As in surface roughness, cutting temperature has a great influence on roundness error. A higher cutting temperature increases the ductility of the material, causing uneven thermal deformations in the workpiece and increasing the chip length, which impairs the geometric accuracy of the workpiece and intensifies the clogging of the grinding wheel, respectively [14]. Added to this, the increase of the clogging deforms the cutting surface of the wheel [6]. Thus, the deformation of the workpiece and the cutting surface of the grinding wheel coupled with the higher clogging increase the roundness error, impairing the quality of the manufactured workpieces. Therefore, the results obtained with the application of the conventional method for this parameter are justified in view of its ability to soften the cutting temperature and reduce the clogging by removing part of the chips generated.
The low cooling capacity and high clogging generated by traditional MQL are responsible for the largest roundness errors obtained in this work. However, the increase in thermal conductivity, reducing the cutting temperature and the polishing effect resulting from the union of MQL with nanoparticles produced significant improvement in roundness. In addition, associating MQL with WCJ reduced the clogging of the grinding wheel, increasing the cutting capacity and precision, which provided the closest approximation of the roundness error results obtained with the conventional method. Thus, the excellent roundness error results obtained with the alternative lubri-refrigerant methods drive the use of these techniques, which would bring savings and greater sustainability to the grinding.
3.3 Diametrical wheel wear
Based on the values shown in Fig. 9, the grinding wheel wear values for the feed rate conditions of 0.25, 0.5 and 0.75 mm/min are 4.1, 5.2 and 7.0 μm for the conventional method, respectively, and 8.9, 12.2 and 14.8 μm for the traditional MQL method, respectively. In addition, it is noteworthy that the application of nanoparticles with MQL caused a reduction of 20, 20 and 18%, respectively, in grinding wheel wear compared to traditional MQL. Also in this sense, MQL + WCJ showed the largest reduction of wear compared to traditional MQL: 42, 41 and 41%, respectively, showing an incredible difference in results and a close proximity to the results obtained with the conventional method.

Diametrical wheel wear for the different lubri-refrigeration techniques
A high cutting temperature reduces the grinding time of abrasive grains and decreases bonder strength, which accelerates grinding wheel wear during machining [40, 45]. In addition, clogging reduces the cutting ability of the grinding wheel surface, causing the need to increase the number of dressings and thus reducing grinding wheel life. However, the conventional method mitigates the aforementioned problems through the good lubri-refrigerant capacity and excellent ability to remove the chips generated from the cutting zone, justifying the results found in this work.
The problems encountered with inefficient cooling and intensification of clogging are the causes of MQL producing the greatest wear in this work. However, as also seen in surface roughness and roundness error, the increased cooling capacity obtained by joining MQL with nanoparticles, increasing the period that the abrasive grain remains sharp and softens bond fracture relative to traditional MQL, which significantly reduces grinding wheel wear. In addition, the reduction of the clogging with the MQL + WCJ technique produced better wear results than those found with MQL + nanoparticles and close to those obtained with the conventional method.
3.4 Grinding power
The results of this parameter are shown in Fig. 10. In this sense, the application of the conventional lubri-refrigerant method resulted in 270, 325 and 390 W of cutting power (for feed rates 0.25, 0.50 and 0.75 mm/min, respectively). In the case of traditional MQL, the power values were 370, 465 and 530 W (for feed rates 0.25, 0.50 and 0.75 mm/min, respectively). In addition, it is noteworthy that nanoparticle MQL reduced cutting power by 10, 17 and 15% (for feed rates 0.25, 0.50 and 0.75 mm/min, respectively) compared to traditional MQL. On the other hand, MQL + WCJ produced excellent results which reduced power by 24, 29 and 24% (for feed rates 0.25, 0.50 and 0.75 mm/min, respectively) compared to traditional MQL, approaching of the performance of the conventional method in this parameter.

Grinding power for the different lubri-refrigeration techniques
Silva et al. [43] report in their work that wheel-workpiece interface lubrication reduces rubbing and plowing, which directly impact cutting power. In addition, clogging of the grinding wheel intensifies scratching of the workpiece surface and reduces the cutting ability of the grinding wheel, which necessitates increased cutting power to fulfill the grinding operation. On the other hand, according to Bianchi et al. [14], increasing the cutting temperature increases the ductility of the material, which reduces the cutting power required to grinding the material. In this work, it was observed that the lubricating capacity and chip removal capacity of the conventional method kept the required cutting power low while its refrigerating capacity did not significantly increase the cutting power, which kept this method as the most efficient relative to the cutting power parameter.
The traditional MQL method produced the worst cutting power results. A point to note is the rehbinder effect on MQL. In this effect, the atomized fluid generated in MQL enters the micro surface protrusions, preventing them closing during machining and becoming stress accumulation points, reducing the effort required to cut the material [46, 47]. However, the excellent lubricating capacity of traditional MQL added to the rehbinder effect was not sufficient to soften the increase in cutting power due to the larger clogging of the grinding wheel with this technique, which justifies the results obtained in this work.
The use of MQL with nanoparticles reduced the cutting power required as the reduction of friction by the scrolling effect of nanoparticles on the cutting interface (third body effect) coupled with excellent MQL lubrication and the rehbinder effect significantly decreased the power to grinding the material. In addition, the application of MQL + WCJ surpassed the results obtained with MQL + nanoparticles and approached the performance of the conventional method for this parameter. In this sense, the reduction in grinding of the grinding wheel by WCJ was the main responsible for the result found in this work.
3.5 Specific energy grinding
As can be seen from Fig. 11, the specific energy values for the feed rates of 0.25, 0.50 and 0.75 mm/min for the conventional method are 5.50, 3.40 and 2.65 J/mm3, respectively, and for the MQL method are 7.60, 4.80 and 3.65 J/mm3, respectively. In addition, the MQL + nanoparticle lubricant coolant technique reduced the specific energy by 11, 17 and 16% (for feed rates 0.25, 0.50 and 0.75 mm/min, respectively) compared to traditional MQL. WCJ in conjunction with MQL reduced specific grinding energy by 24, 28 and 23% (for feed rates 0.25, 0.50 and 0.75 mm/min, respectively) compared to traditional MQL.

Specific energy grinding for the different lubri-refrigeration techniques
This output parameter is directly proportional to the cutting power and inversely proportional to the amount of material withdrawn [48]. Thus, increasing the feed rate increases the amount of material removed during cutting, which in turn reduces the specific grinding energy, corroborating the results found in this work.
The conventional method was responsible for the lower cutting power under all conditions of this work for its excellent lubricating capacity, as this reduced rubbing and plowing, and its ability to remove chips from the cutting zone, reducing clogging and thus the scratching of the surface of the workpiece.
As observed in the cutting power, the low flow capacity of the chips generated and the intensification of the clogging were the main factors that influenced the traditional MQL’s worst specific energy results in relation to the other applied methods. In addition, the third body effect, the excellent lubrication and the rehbinder effect added to MQL + nanoparticles improved the specific grinding energy. MQL + WCJ has alleviated the problem of traditional MQL clogging, greatly improving the results of the specific energy in this work. The above facts show that the alternative methods studied substantially extend the application of MQL in the industry, which can benefit the costs and sustainability of production.
3.6 Optical microscopy and microhardness
Rodrigues et al. [13] and Fernandes et al. [49] report in their work that a high shear temperature may cause changes in the microstructural components of the material and burning, which change the material behavior and impair its performance [9, 50, 51]. In addition, grinding is one of the last processes applied in workpiece manufacturing. Thus, the part has a high added value when it comes to grinding and any error that changes the quality and properties of the workpieces generates a high cost to correct it.
Figure 12 shows the optical microscopy of a workpiece section, which has been selected for process severity and the highest tendency for thermal damage. In the case of this work, the workpieces submitted to the feed rate 0.75 mm/min for each lubricant method were used in this test. The micrograph shows that the conventional, MQL, MQL + nanoparticles and MQL + WCJ methods kept the grinding temperature below the temperature required for thermal damage to the workpiece. Thus, this test supports the applicability of alternative methods in the industry, since these methods preserved the integrity of the material.

Optical microscopy from ground surface under more severe feed rate (0.75 mm/min) for a flood technique, b MQL, c MQL + Nano and d MQL + WCJ
Figure 13 shows the microhardness of the workpieces. Thus, there was no significant change in material hardness for all lubri-refrigerant methods analyzed, which shows that no thermal damage occurred during grinding. Thus, this assay is consistent with microscopy, helping to maintain that the use of MQL, MQL + nanoparticles and MQL + WCJ preserves the microstructural integrity of the material as the conventional method.

Vickers microhardness value from ground surface for different lubri-refrigeration techniques
4 Conclusions
The analysis of the results obtained in the external cylindrical plunge grinding of AISI 4340 hardened steel under conventional, traditional MQL, MQL + nanoparticle and MQL + WCJ lubri-refrigerant methods at the feed rates 0.25, 0.50 and 0.75 m/min yielded the following conclusions:
The conventional method surpassed the other methods analyzed in this work in all output parameters. However, its social and environmental impact and its cost of operation are negative points to its use, going against the sustainable mindset of the current industry.
The traditional MQL method had the worst performance compared to the other techniques analyzed. This is justified by its inefficient cooling and low ability to remove generated chips, which increases the amount of stickiness. However, it was possible to achieve a good surface finish without thermal damage to the part. Thus, the increased sustainability that MQL brings added the possibility of producing grinding workpieces that supply the quality demand of the current industry support the applicability of this technique as an alternative to the conventional method.
Using nanoparticles in conjunction with MQL has improved all output parameters analyzed. This was due to the increased thermal conductivity of this method, softening the high temperature produced by traditional MQL. In addition, nanoparticles remove a small amount of material and roll on the wheel-workpiece interface (third body effect), resulting in a polishing effect and reduced friction in the cutting zone, respectively. Therefore, MQL + nanoparticles are a sustainable method that has better performance and applicability than traditional MQL.
Cleaning the cutting surface of the grinding wheel with compressed air (WCJ) significantly reduced clogging of the grinding wheel, which is one of the major bottlenecks in MQL application. Thus, MQL + WCJ produced the best results among the alternative methods studied. In addition, its results were substantially like those produced with the conventional method, proving to be an excellent sustainable alternative and able to meet current industrial demand
Thus, traditional MQL is inferior to all the methods analyzed in this work. Using nanoparticles in MQL has improved the results of this lubri-refrigerant technique, which may extend the applicability of MQL. However, the addition of WCJ yielded better results than the addition of nanoparticles to MQL, showing that joining WCJ to MQL is the best alternative to the conventional method. Finally, the conventional method has surpassed all alternative methods, but the application of abundant cutting fluid makes this method unsustainable, which enhances the use of MQL as a lubri-refrigerant method given its good results combined with its sustainability.
References
Javaroni RL, Lopes JC, Sato BK, Sanchez LEA, Mello HJ, Aguiar PR, Bianchi EC (2019) Minimum quantity of lubrication (MQL) as an eco-friendly alternative to the cutting fluids in advanced ceramics grinding. Int J Adv Manuf Technol 103:2809–2819. https://doi.org/10.1007/s00170-019-03697-z
Bianchi EC, Rodriguez RL, Hildebrandt RA et al (2018) Plunge cylindrical grinding with the minimum quantity lubrication coolant technique assisted with wheel cleaning system. Int J Adv Manuf Technol 95:2907–2916. https://doi.org/10.1007/s00170-017-1396-5
Malkin S, Guo C (2008) Grinding technology: theory and applications of machining with abrasives, 2a edn. Industrial Press Inc, New York
Silva LR, Catai RE, Fusse RY, Aguiar PR (2005) Study on the behavior of the minimum quantity lubricant - MQL technique under different lubricating and cooling conditions when grinding ABNT 4340 steel. XXVII
Lopes JC, de Martini FL, Domingues BB et al (2019) Effect of CBN grain friability in hardened steel plunge grinding. Int J Adv Manuf Technol 103:1567–1577. https://doi.org/10.1007/s00170-019-03654-w
de Martini FL, Lopes JC, Volpato RS et al (2018) Comparative analysis of two CBN grinding wheels performance in nodular cast iron plunge grinding. Int J Adv Manuf Technol 98:237–249. https://doi.org/10.1007/s00170-018-2133-4
de Mello HJ, de Mello DR, Rodriguez RL et al (2018) Contribution to cylindrical grinding of interrupted surfaces of hardened steel with medium grit wheel. Int J Adv Manuf Technol 95:4049–4057. https://doi.org/10.1007/s00170-017-1552-y
da Silva LR, Bianchi EC, Fusse RY et al (2007) Analysis of surface integrity for minimum quantity lubricant—MQL in grinding. Int J Mach Tools Manuf 47:412–418. https://doi.org/10.1016/j.ijmachtools.2006.03.015
Hadad M, Sharbati A (2016) Thermal aspects of environmentally friendly-MQL grinding process. Procedia CIRP 40:509–515. https://doi.org/10.1016/j.procir.2016.01.125
Obikawa T, Takemura Y, Akiyama Y et al (2009) Microscopic phase-dependent residual stresses in the machined surface layer of two-phase alloy. J Mater Process Technol 209:4496–4501. https://doi.org/10.1016/j.jmatprotec.2008.10.039
de Jesus Oliveira D, Guermandi LG, Bianchi EC et al (2012) Improving minimum quantity lubrication in CBN grinding using compressed air wheel cleaning. J Mater Process Technol 212:2559–2568. https://doi.org/10.1016/j.jmatprotec.2012.05.019
Rowe WB Principles of Modern Grinding Technology Principles of Modern Grinding Technology Second Edition
Rodriguez RL, Lopes JC, Hildebrandt RA et al (2019) Evaluation of grinding process using simultaneously MQL technique and cleaning jet on grinding wheel surface. J Mater Process Technol 271:357–367. https://doi.org/10.1016/j.jmatprotec.2019.03.019
Bianchi EC, Sato BK, Sales AR, Lopes JC, Mello HJ, Angelo Sanchez LE, Diniz AE, Aguiar PR (2018) Evaluating the effect of the compressed air wheel cleaning in grinding the AISI 4340 steel with CBN and MQL with water. Int J Adv Manuf Technol 95:2855–2864. https://doi.org/10.1007/s00170-017-1433-4
Tunc LT, Gu Y, Burke MG (2016) Effects of minimal quantity lubrication (MQL) on surface integrity in robotic milling of austenitic stainless steel. Procedia CIRP 45:215–218. https://doi.org/10.1016/j.procir.2016.02.337
Maruda RW, Krolczyk GM, Wojciechowski S, Zak K, Habrat W, Nieslony P (2018) Effects of extreme pressure and anti-wear additives on surface topography and tool wear during MQCL turning of AISI 1045 steel. J Mech Sci Technol 32:1585–1591. https://doi.org/10.1007/s12206-018-0313-7
Ekinovic S, Prcanovic H, Begovic E (2015) Investigation of influence of MQL machining parameters on cutting forces during MQL turning of carbon steel St52-3. Procedia Eng 132:608–614. https://doi.org/10.1016/j.proeng.2015.12.538
(2015) Research on emulsion mist generation in the conditions of minimum quantity cooling lubrication (MQCL). Teh Vjesn - Tech Gaz 22. https://doi.org/10.17559/TV-20140423221850
Uysal A, Demiren F, Altan E (2015) Applying minimum quantity lubrication (MQL) method on milling of martensitic stainless steel by using Nano Mos2 reinforced vegetable cutting fluid. Procedia - Soc Behav Sci 195:2742–2747. https://doi.org/10.1016/j.sbspro.2015.06.384
Lopes JC, Ventura CEH, de Fernandes LM et al (2019) Application of a wheel cleaning system during grinding of alumina with minimum quantity lubrication. Int J Adv Manuf Technol 102:333–341. https://doi.org/10.1007/s00170-018-3174-4
Wojtewicz M, Nadolny K, Kapłonek W, Rokosz K, Matýsek D, Ungureanu M (2019) Experimental studies using minimum quantity cooling (MQC) with molybdenum disulfide and graphite-based microfluids in grinding of Inconel® alloy 718. Int J Adv Manuf Technol 101:637–661. https://doi.org/10.1007/s00170-018-2935-4
Maruda RW, Krolczyk GM, Feldshtein E et al (2016) A study on droplets sizes, their distribution and heat exchange for minimum quantity cooling lubrication (MQCL). Int J Mach Tools Manuf 100:81–92. https://doi.org/10.1016/j.ijmachtools.2015.10.008
Bianchi EC, Rodriguez RL, Hildebrandt RA et al (2019) Application of the auxiliary wheel cleaning jet in the plunge cylindrical grinding with minimum quantity lubrication technique under various flow rates. Proc Inst Mech Eng Part B J Eng Manuf 233:1144–1156. https://doi.org/10.1177/0954405418774599
Jia D, Li C, Zhang Y, Yang M, Zhang X, Li R, Ji H (2019) Experimental evaluation of surface topographies of NMQL grinding ZrO2 ceramics combining multiangle ultrasonic vibration. Int J Adv Manuf Technol 100:457–473. https://doi.org/10.1007/s00170-018-2718-y
Daungthongsuk W, Wongwises S (2007) A critical review of convective heat transfer of nanofluids. Renew Sust Energ Rev 11:797–817. https://doi.org/10.1016/j.rser.2005.06.005
Saidur R, Leong KY, Mohammad HA (2011) A review on applications and challenges of nanofluids. Renew Sust Energ Rev 15:1646–1668. https://doi.org/10.1016/j.rser.2010.11.035
Kakaç S, Pramuanjaroenkij A (2009) Review of convective heat transfer enhancement with nanofluids. Int J Heat Mass Transf 52:3187–3196. https://doi.org/10.1016/j.ijheatmasstransfer.2009.02.006
Xia W, Zhao J, Wu H et al (2017) Effects of oil-in-water based nanolubricant containing TiO2 nanoparticles in hot rolling of 304 stainless steel. Procedia Eng 207:1385–1390. https://doi.org/10.1016/j.proeng.2017.10.901
Nguyen CT, Desgranges F, Roy G et al (2007) Temperature and particle-size dependent viscosity data for water-based nanofluids – hysteresis phenomenon. Int J Heat Fluid Flow 28:1492–1506. https://doi.org/10.1016/j.ijheatfluidflow.2007.02.004
Wang Y, Li C, Zhang Y et al (2017) Experimental evaluation on tribological performance of the wheel/workpiece interface in minimum quantity lubrication grinding with different concentrations of Al2O3 nanofluids. J Clean Prod 142:3571–3583. https://doi.org/10.1016/j.jclepro.2016.10.110
Dai W, Kheireddin B, Gao H, Liang H (2016) Tribology international roles of nanoparticles in oil lubrication $. Tribiology Int 102:88–98. https://doi.org/10.1016/j.triboint.2016.05.020
Gu Y, Zhao X, Liu Y, Lv Y (2014, 2014) Preparation and tribological properties of dual-coated TiO2 nanoparticles as water-based lubricant additives. J Nanomater. https://doi.org/10.1155/2014/785680
Yang G, Zhang Z, Zhang S et al (2013) Synthesis and characterization of highly stable dispersions of copper nanoparticles by a novel one-pot method. Mater Res Bull 48:1716–1719. https://doi.org/10.1016/j.materresbull.2013.01.025
Debnath S, Reddy MM, Yi QS (2014) Environmental friendly cutting fl uids and cooling techniques in machining : a review. J Clean Prod 83:33–47. https://doi.org/10.1016/j.jclepro.2014.07.071
Zhang YB, Li C, Dongzhou J, et al (2016) Experimental evaluation of MoS2 nanoparticles in jet MQL grinding with different types of vegetable oil as base oil
Rudyak VY, Krasnolutskii SL (2014) Dependence of the viscosity of nanofluids on nanoparticle size and material. Phys Lett A 378:1845–1849. https://doi.org/10.1016/j.physleta.2014.04.060
Zhang Y, Li C, Jia D et al (2016) Experimental study on the effect of nanoparticle concentration on the lubricating property of nanofluids for MQL grinding of Ni-based alloy. J Mater Process Technol 232:100–115. https://doi.org/10.1016/j.jmatprotec.2016.01.031
King RI, Hahn RS, Devereux OF (2009) Handbook of modern grinding technology. J Eng Mater Technol. https://doi.org/10.1115/1.3225989
Dai W, Kheireddin B, Gao H, Liang H (2016) Roles of nanoparticles in oil lubrication. Tribol Int 102:88–98. https://doi.org/10.1016/J.TRIBOINT.2016.05.020
Sinha MK, Madarkar R, Ghosh S, Rao PV (2017) Application of eco-friendly nanofluids during grinding of Inconel 718 through small quantity lubrication. J Clean Prod 141:1359–1375. https://doi.org/10.1016/j.jclepro.2016.09.212
Sato BK, Rodriguez RL, Talon AG, Lopes JC, Mello HJ, Aguiar PR, Bianchi EC (2019) Grinding performance of AISI D6 steel using CBN wheel vitrified and resinoid bonded. Int J Adv Manuf Technol 105:2167–2182. https://doi.org/10.1007/s00170-019-04407-5
Rodriguez RL, Lopes JC, Mancini SD, Ângelo Sanchez LE, Almeida Varasquim FMF, Volpato RS, Mello HJ, Aguiar PR, Bianchi EC (2019) Contribution for minimization the usage of cutting fluids in CFRP grinding. Int J Adv Manuf Technol 103:487–497. https://doi.org/10.1007/s00170-019-03529-0
Silva LR, Corrêa ECS, Brandão JR, de Ávila RF (2013) Environmentally friendly manufacturing: behavior analysis of minimum quantity of lubricant - MQL in grinding process. J Clean Prod. https://doi.org/10.1016/j.jclepro.2013.01.033
Benedicto E, Carou D, Rubio EM (2017) Technical, economic and environmental review of the lubrication/cooling systems used in machining processes. Procedia Eng 184:99–116. https://doi.org/10.1016/j.proeng.2017.04.075
Reddy PP, Ghosh A (2014) Effect of cryogenic cooling on spindle power and G-ratio in grinding of hardened bearing steel. Procedia Mater Sci 5:2622–2628. https://doi.org/10.1016/j.mspro.2014.07.523
Chaudhari A, Soh ZY, Wang H, Kumar AS (2018) Rehbinder effect in ultraprecision machining of ductile materials. Int J Mach Tools Manuf 133:47–60. https://doi.org/10.1016/j.ijmachtools.2018.05.009
Hadad MJ, Emami M, Sadeghi MH et al (2010) An investigation on surface grinding of AISI 4140 hardened steel using minimum quantity lubrication-MQL technique. Int J Mater Form 3:241–251
Zhang D, Li C, Zhang Y et al (2015) Experimental research on the energy ratio coefficient and specific grinding energy in nanoparticle jet MQL grinding. Int J Adv Manuf Technol 78:1275–1288. https://doi.org/10.1007/s00170-014-6722-6
de Martini FL, Lopes JC, Ribeiro FSF et al (2019) Thermal model for surface grinding application. Int J Adv Manuf Technol 104:2783–2793. https://doi.org/10.1007/s00170-019-04101-6
Brinksmeier E, Meyer D, Huesmann-Cordes AG, Herrmann C (2015) Metalworking fluids - mechanisms and performance. CIRP Ann - Manuf Technol 64:605–628. https://doi.org/10.1016/j.cirp.2015.05.003
Sinha MK, Setti D, Ghosh S, Venkateswara Rao P (2016) An investigation on surface burn during grinding of Inconel 718. J Manuf Process 21:124–133. https://doi.org/10.1016/j.jmapro.2015.12.004
Acknowledgements
The authors thank companies Nikkon Ferramentas de Corte Ltda-Saint Gobain Group for providing the grinding wheel and ITW Chemical Products for the donation of cutting fluids. The authors thank everyone who support the research and opportunity for scientific and technological development.
Funding
The São Paulo Research Foundation (FAPESP–grant number 2016/23910-0, 2017/19209-8 and 2018/22661-2), Coordination for the Improvement of Higher Level Education Personnel (CAPES) and National Council for Scientific and Technological Development (CNPq) financially supported this research.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interests
The authors declare that they have no conflict of interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Lopes, J.C., Garcia, M.V., Volpato, R.S. et al. Application of MQL technique using TiO2 nanoparticles compared to MQL simultaneous to the grinding wheel cleaning jet. Int J Adv Manuf Technol 106, 2205–2218 (2020). https://doi.org/10.1007/s00170-019-04760-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04760-5