
Abstract
High production rate of the machining industry is the need of the hour for the industry to meet the demand and improve its profits. However, to meet the need for a high production rate, the machining parameters such as feed, speed, and depth of cut should be kept high. The machining at high parameters results in the generation of high temperatures at the machining zone, which damages the tool as well as the workpiece surface. In order to control this temperature, cutting fluids are used by the machining industry in large amounts. However, these cutting fluids are toxic and the use of these cutting fluids deteriorates the environment and adds to the cost of production. Moreover, the sticker environment regulations for the use of cutting fluids need to be reduced. In order to address this problem, researchers have investigated various cooling lubrication techniques and have concluded that minimum quantity lubrication (MQL) technique can address this problem to a large extent. The present paper includes reviews of various environment-friendly lubrication techniques with a special focus on MQL. The performance of MQL technique in various machining operations such as drilling, milling, turning, etc. has been reviewed with a special focus on grinding operations. Efforts are made to summarize the findings of previous studies. Moreover, technological improvements in the MQL technique by the use of nanoparticles and vegetable oils have also been included. The present paper also highlights the challenges faced in the application of MQL technique and the future scope of the technique.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The term "manufacturing" refers to the method of producing a product. Various manufacturing processes shape metals into useful shapes. Metal machining is the method of removing unnecessary material from a workpiece using a cutting tool in order to achieve the desired form. Machining tools have been around for a long period and have played a vital role in the engineering revolution's progress [1,2,3]. Ingarao et al. [4] stressed that modern industry considers developing manufacturing processes in accordance with cleaner production standards to be a critical problem. These requirements must be met while maintaining production rates, product quality, and avoiding added costs. The developing interest for higher efficiency, item quality, and by and large economy in assembling by machining, especially to address the difficulties tossed by advancement and worldwide expense intensity, demands high material removal rate with longer tool life. However, P. Leskover [5] described that hard material machining produces a lot of heat in the cutting field at high cutting speed. The heat generated at the machining zone raises the cutting temperature, reducing the cutting tool's life. It also has a detrimental influence on the material of the workpiece by creating residual stresses. As a result of these high cutting stresses, micro-cracks form, making the work material more susceptible to oxidation/corrosion [6].
Cutting fluids are the common substance used worldwide in metal machining processes to increase tool life, workpiece size precision, and surface quality. Cutting fluids are the cooling medium that, when applied correctly, can boost efficiency by permitting faster cutting parameters [7]. Major types of cutting fluids used for cooling–lubrication purposes are based on mineral oils. Moreover, chemicals like sulphur, chlorine, phosphorous, etc. are added to these oils to further enhance their lubricating properties. These chemicals are harmful to the environment. Cutting fluids are made from mineral oils that can pollute the atmosphere if improperly treated, causing harm to soil and water supplies. Operators are also affected by the negative effects of cutting fluids on the shop floor, such as skin and respiratory issues. To comply with strict environmental laws, cutting fluids must be treated properly. Many studies have attempted to reduce the use of cutting fluids due to the harmful effects of cutting fluids [8]. Cutting fluids can be more costly than cutting equipment in some machining operations. Any corporation would benefit from a reduction in the use of cutting fluids [9]. The most common technique of applying cutting oils is to flood the cutting area. Cutting fluid consumption is high, normally several litres per min., resulting in substantial increases in disposal costs, handling, and purchase. Cutting fluids are employed to minimize friction by lubrication, which is a tribological phenomenon that occurs at the contact between the contacting pairs in cutting operations. Cutting fluids are often used to dissipate the heat from the machining area. Cutting fluids also help to wash the chips out of the machining environment [10, 11]. Metal working fluids (MWFs) have a lot of benefits, but they also have a lot of disadvantages. The presence of microbial masses, especially endo-toxin, on the shop floor is caused by bacterial growth in cutting fluids. Coolants used in the past were non-biodegradable and contaminated the atmosphere [12].
With sticker regulations in place to protect the environment and workers' health, efforts are made to develop new machining techniques that can increase lubricant tribological efficiency without the use of harmful additives. Researchers looked at alternatives such as dry machining and the minimum quantity lubrication (MQL) technique [13] to establish environmentally friendly cutting fluids [14]. Dry machining, or machining without the use of coolants, is an option for lowering manufacturing costs. In dry machining, the friction between the tool and the workpiece is strong, causing a rise in temperature, which increases tool wear and dimensional inaccuracies. Dry cutting rates are only suitable at low cutting speeds, resulting in a low output rate to extend tool life [15]. Moreover, chip forming, which can lead to oxidation of the machined surface, cannot be washed away. Furthermore, difficult-to-machine materials produce high temperatures in the machining zone, which must be managed. As a result, it is difficult to exclude cutting fluid from certain machining processes [16].
The implementation of minimum quantity lubrication (MQL) systems will mitigate the limitations of dry operations. MQL is defined as a technique in which small quantity of cutting fluid with compressed air is directed to the machining zone, reducing the high flow rates of traditional flood cooling applications [17]. MQL refers to the method of using the smallest amount of lubricant fluid available in a machining operation [18].
Grinding is traditionally regarded as the final machining operation to produce smooth surfaces. For precision machining of the part, no process can compete with grinding [3]. Grinding is an abrasive machining method that removes material by rubbing the abrasive grain against the workpiece [19]. Grinding operations can be classified as surface grinding, cylindrical grinding, chuck type grinding and centre less grinding.
2 Grinding operation
Grinding is one of the vital machining processes in which high heat is produced at the wheel–workpiece interface. Grinding operation is a significant material removal process used in industries, as almost everything that we use needs grinding at some stage during its manufacturing [20]. Grinding is usually regarded as the final stage of operation to produce smooth surfaces. For the precision machining of the part, no process can compete with grinding [3, 21]. Grinding is an abrasive cutting process in which extra material is removed by the interaction of the abrasive grains with the work material [19]. Mostly, in grinding the material is removed in a very small amount during the operation by shear deformation [22, 23]. In ancient times, grinding was the first process that was used by humans. Ancient humans used this technique to make weapons by rubbing two stones with each other. Nowadays, grinding wheels are used instead of stones. The surface grinding process is used to produce the smooth flat surface of the material. It helps in removing the impurities, oxide layer from the surface, imparting a smooth fine surface finish, and bringing the material into its final size and shape before application. The wheel used to remove the material from the workpiece is known as ‘grinding wheel’. It consists of abrasives which are like sharp crystals, and they are held together with the help of a binding material or bond. Grinding wheels are available in a wide range of sizes with many types of grit [7]. Aluminium oxide or silicon carbide abrasives with vitrified or resin bonds are the most commonly used wheels nowadays. The surface grinding process is mainly used to machine very hard materials such as dies steel tools and hardened steel materials. Surface grinder includes the abrasive wheel (tool), reciprocating table, and chuck to hold the workpiece [15]. In this process, the rotating grinding wheel consists of abrasives with a large number of cutting edges of abrasives which removes material from the surface of the material as shown in Fig. 1.

Surface grinding operation
Nowadays, the surface grinding process is used for the following [24]: removing small amount of material from the workpiece and bringing it within the tolerance limit, and to obtain the required surface quality of the workpiece. Moreover, many times, it is used to machine very hard materials which are difficult to machine by some other tool materials like high-speed steel tools (HSS) and carbide cutters. In addition, surface grinding is also widely used for shaping and sharpening the cutting tools [24]. The grinding process can be categorized into two categories according to the amount of material removed: Rough grinding: Rough grinding of material is done when a large amount of unwanted material is removed from the surfaces of the weldments, castings, forgings, etc. Precision grinding: In precision grinding, higher-dimensional accuracy is required, and the material is removed in a very small quantity. Almost every part manufactured on the shop floor required grinding operation for it to be useable [25]. Various elements of grinding tribology are grinding wheel, workpiece, cutting fluid, etc. As shown in Fig. 2, the three significant actions performed by the wheel grains are cutting, ploughing, and rubbing. The thermo-mechanical process occurring at the grinding zone depends upon the tribological relationship between the wheel and the workpiece. These thermo-mechanical processes play an essential role in reducing the friction and temperature of the grinding zone [26]. The high heat dissipation at the grinding zone causes thermal damage to the workpiece at the grinding zone [27]. The grinding process produces a lot of heat, which necessitates a lot of cutting fluids to keep the cutting zone cool [28]. In the grinding process, when the high-speed rotating grinding wheel touches the workpiece, it deforms the material due to shear force and removes the material. Due to friction between the grinding wheel and the workpiece, a large amount of heat is generated. This excessive heat generated may be the prominent reason for decreasing the tool life and the quality of the surface finish of the workpiece. Therefore, it is necessary to use coolant or lubricant to reduce the effect of heat and to control the localized heat generated [29].

Surface grinding tribology
Researchers found that much of the energy is lost during the grinding process in the form of heat produced due to the friction between the workpiece and the spinning grinding wheel, and also concluded that the result of the process is adversely affected by the heat generated. Therefore, to dissipate the localized heat, the need for lubrication arises. Lubricants increase the tool's life and help in minimizing these adverse effects. During lubrication, when the lubricant is applied, it forms a sort of film between the rubbing surfaces, which prevents direct contact between the two mating surfaces. Lubricants to be used during the grinding process must have the following properties [30]: Thermal stability, hydraulic stability, high viscosity index, corrosion prevention, demulsibility, and high resistance to oxidation. Lubrication helps in the grinding operation as follows: reducing the friction between the tool and the workpiece; flushing the chips from the grinding zone; cooling the heating zone; increasing the machining accuracy.
While machining hard materials, lubricants are used to provide cooling in the cutting zone. Cooling techniques generally used in the surface grinding process include traditional flood cooling. A sufficient quantity of the right composition of the fluid is required to deliver at the point of cut or the grinding zone to achieve optimum performance during grinding or machining. It helps in the reduction in friction and cutting forces by making the film of oil on the workpiece surface. In flood cooling, a large amount of coolant is used, approximately in the range of 50–500 L/hr. The use of lubricants in such a heavy and inefficient manner has negative technological, environmental, and economic consequences that must be resolved or reduced in order to achieve energy-efficient and sustainable manufacturing. Many efforts have been made by researchers to develop new techniques that are helpful in the reduction in these harmful cutting fluids [31].
Cutting fluids are impossible to omit in machining processes [7], because cutting fluids are very necessary for improving the life of the instrument, the accuracy of the workpiece's scale, and its surface finish in metal machining processes. Cutting fluids are used for lubrication of the machining zone to minimize friction, which is a tribological phenomenon and happens when the workpiece and instrument are in contact. The heat generated from the cutting zone is also extracted by cooling cutting fluids [10, 11]. Although there are great benefits to the use of cutting fluids, there are some serious disadvantages. The bad effects of cutting fluids, such as skin and breathing problems, affect operators on the shop floor. Cutting fluids can damage soil and water supplies when treated improperly, causing environmental pollution. Cutting fluids must also be carefully treated in order to comply with the strict laws of the workplace. Furthermore, cutting liquids is very expensive. Many researchers have made efforts to minimize the use of cutting fluids due to several negative effects of cutting fluids [8]. Cutting fluids can be more expensive than cutting equipment in some machining operations. Any business would benefit from a reduction in the use of cutting fluids. The most ordinary technique of applying cutting coolants is to flood the tool and workpiece section [9]. Cutting fluid consumption is high, typically several litres per minute, resulting in significant increases in costs for buying, storage, repair, and disposal, as well as environmental and health risks. Typical environmental problems of non-bio-based cutting fluids during machining are presented in Fig. 3 [32].

Environmental problems of non-bio-based cutting fluids during machining [32]
Owing to issues related to the environment and workers’ health, demand for green manufacturing is increasing in the manufacturing industry. Green manufacturing leads to improved working conditions for the operator, along with savings in the purchase of cutting fluids and their disposal [33, 34]. To address the issues related to conventional cooling techniques, the researchers have explored environmentally conscious machining such as dry machining, cryogenic cooling techniques, minimum quantity lubrication (MQL), etc. [35].
3 Environmentally conscious machining
Many problems such as economical, environmental, and health-related issues are associated with the application of cutting fluid in machining process [12]. The increasing awareness for green machining globally and the concern about environmentally friendly machining force the industry to reduce the use of cutting fluid in machining. Therefore, some alternative techniques are suggested by researchers such as dry machining, cryogenic cooling, solid lubricants, and minimum quantity lubrication (MQL) or near dry machining (NDM) to overcome the drawbacks of the conventional machining process. The line diagram of environmentally conscious machining techniques is shown in Fig. 4.

Environmentally conscious machining techniques
3.1 Dry machining
The machining process is carried out without the use of cutting fluids in dry machining. As a result, the issues associated with using a large quantity of cutting fluids in flood cutting are not apparent. Dry machining, on the other hand, has its own set of problems, such as tool overheating. In dry machining, there is a lot of friction between the tool and the workpiece, which raises the cutting zone's temperature, causing abrasion, diffusion, and oxidation [36]. Khettabi et al. [37] also looked at the MQL technique for milling aluminium alloys and concluded that dry machining is better for soft materials. The workpiece is thermally affected by the large amount of heat produced at the cutting zone. Dry machining at low cutting speeds is sufficient, resulting in a low production rate to extend tool life [15]. Also, the chip formation in dry machining/grinding could cause deterioration on the machined surface and is unable to wash away. Moreover, hard-to-machine materials generate high temperatures in the machining zone and need to be controlled. Thus, eliminating cutting fluid in some machining processes is impossible [16]. So another possible way to reduce the use of cutting fluid is cryogenic cooling and Minimum Quantity Lubrication (MQL).
3.2 Cryogenic cooling machining
To boost material machinability and machining performance, companies in the aerospace, automotive, machine tool, cutting tool, and cryogenic industries collaborated to develop cryogenic machining technology [38, 39]. However, owing to the high costs associated with early cryogenic technology, it could not be examined over a large spectrum at first. Cryogenic cooling has been identified as one of the most advantageous methods for material cutting operations because it can significantly improve tool life and surface finish by reducing tool wear and controlling machining temperature at the cutting region [40].
Shokrani et al. [41] suggested a new hybrid cryogenic MQL cooling/lubrication technique for Ti-6Al-4V end milling with coated solid carbide tools. The proposed device was compared to flood, minimum quantity lubrication (MQL), and cryogenic cooling in terms of machinability of Ti-6Al-4V at different cutting speeds. As main machinability matrices, tool life, tool wear, and surface roughness were thoroughly investigated, and a new tool life model based on tool wear was proposed. The modern hybrid cryogenic MQL technique shows a 30 per cent increase in tool life and a 50% increase in efficiency as compared to state-of-the-art flood cooling, according to the study. In another study, Khanna et al. [42] aim to analyse the dry, flood, MQL (minimum quantity lubrication), and cryogenic machining with liquid CO2 in terms of tool wear for the turning tests of 15–5 PH SS. Aside from progressive flank wear, the machining efficiency of various cutting fluid strategies is compared by looking at crater wear, progressive power consumption, surface roughness, micro-hardness, and microstructure of the machined surface and chip. Sustainable cryogenic machining outperforms conventional machining in terms of tool wear, power consumption, and subsurface micro-hardness. In a study by Yıldırım [43], machining efficiency in hard turning processes is compared using nanoadditive-based cutting fluid and cryogenic cooling using liquid nitrogen. As the experiment workpieces, hardened AISI 420 was chosen. To make nanofluid, the cutting oil was mixed with 0.5 per cent graphene nanoplatelet (GnP). The experiment variables were listed as three cutting speeds, three feed rates, and two cooling conditions. The effect of machining conditions on tool–chip interface temperature and tool life is shown in Figs. 5 and 6, respectively.

Effect of machining parameters on tool–chip interface temperature [43]

Effect of cooling conditions and cutting velocity on tool life [43]
The experimental results indicated that cryogenic cooling outperformed nanofluid in terms of tool–chip interface temperature, tool life, tool wear, and chip morphology, while nanofluid outperformed cryogenic cooling in terms of average surface roughness and surface topography. Kaynak et al. [44] investigated the impact of cryogenic cooling on tool wear rate and progressive tool wear by contrasting the recent findings from cryogenic machining with MQL and dry machining performance. The effects of flank wear at the nose, notch wear at the depth of cut boundary, and the machining performance parameters that resulted, such as force components and surface quality of machined samples, were investigated. The results of this study show that cryogenic cooling has a major impact on tool wear rate control and that progressive tool wear in the machining of near shape memory alloys can be significantly reduced. In another study, Sun et al. [45] present the results of a recent machinability study involving cutting forces, surface roughness, and tool wear aimed at improving the machinability of Ti-5553 alloy by using cryogenic machining, and results are compared with those obtained from machining with flood cooling and minimum quantity lubrication (MQL) methods. Cryogenic machining can reduce cutting forces by up to 30% as compared to flood cooling and MQL, as shown in Fig. 7. MQL machining produces better surface roughness because the elevated temperatures allow for greater ductility. When it comes to tool wear, the tool inserts used in cryogenic machining show less nose wear, as shown in Fig. 8. A finite element method (FEM) model based on the updated Johnson–Cook flow stress model is also developed to simulate the cutting forces from cryogenic machining, and the experimental and projected results agree well. While cryogenic cooling has proved to be successful in a variety of machining operations, it does have some limitations and drawbacks [46].

Force comparisons among flood-cooled, MQL and cryogenic machining at the cutting speed of 50 m/min and the feed rates of 0.05, 0.125 and 0.2 mm/rev: a Cutting force; b thrust force [45]

Tool wear images of machining Ti-5553 alloy for flood-cooled, MQL, and cryogenic conditions at cutting speed of 50 m/min and feed rate of 0.125 mm/rev [45]
The main disadvantage of nitrogen is that the components have to be able to cope with low temperatures. After all, there is a risk that parts that move over each other will freeze. With CO2, there’s a high pressure to be coped with, without losing gas in the process. In spite of some great advantages, cryogenic cooling has some limitations which are as follows: To track and regulate the cooling process, extra or additional controlling setup is needed; both the initial and ongoing costs are high; since certain cryogenic fluids, such as liquid nitrogen, are not reusable, they are sometimes impractical and thus uneconomical; when a cryogenic fluid kept at extremely low temperatures comes into direct contact with a workpiece during the machining process, there is a possibility of damages [47].
3.3 Minimum quantity lubrication (MQL) machining
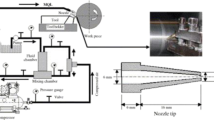
Minimum quantity lubrication is an alternative to flood cooling and dry cutting (MQL). The MQL technique is implemented as a tool that is both environmentally and economically advantageous [48]. MQL is an emerging method in which little quantity of cutting fluid (10–500 ml/h) is employed through high pressurized air at the machining zone. The cutting oil used in MQL provided the requisite cooling–lubrication, and the high-pressure mist effectively removed the chips [49]. MQL can be applied to grinding, turning, milling, drilling, etc. The schematic illustration of the experimental set-up for MQL grinding is shown in Fig. 9.

Schematic illustration of the experimental set-up for MQL grinding [50]
Grinding produces a lot of heat, which necessitates a lot of cutting fluids to keep the temperature at the cutting zone down [28]. Despite the benefits of using cutting fluids as a coolant in grinding, their disadvantages raise concerns about health and environmental risks [29]. Researchers found that during the grinding process most of the energy is wasted in the form of heat which is generated due to the friction between workpiece and rotating grinding wheel and also concluded that the heat generated adversely affects the process outcome. Therefore, need for lubrication arises to dissipate the localized heat. Lubricants help in minimizing these adverse effects and help in increasing tool life and surface finish. During lubrication when the lubricant is applied, it forms a sort of film between the rubbing surfaces, which prevents direct contact between the two mating surfaces. As a result, the cooling and lubrication efficiency of the grinding fluid is a critical technical aspect of the MQL grinding process. Cutting fluids made from vegetables are environmentally friendly and have the same machining efficiency. Bio-based cutting fluids used in the nanofluid MQL device are thought to reduce the health and environmental risks associated with traditional coolants [51]. In a nutshell, for green machining, it is essential to concentrate on bio-based MQL systems.
Various researchers have studied minimum quantity lubrication (MQL) in various machining processes, and the findings indicate that it could mitigate many cutting problems caused by high lubricant use, such as high machining costs and worker health issues [52]. As a result, MQL systems are implemented as an environmentally friendly and cost-effective process [48]. Dhar et al. [53] investigated the impact of lubricant on tool wear and surface roughness when turning AISI 4340 steel. The cutting efficiency of MQL machining was found to be superior to that of dry machining. The MQL jet reduces tool wear and provides a better surface finish, as shown in Figs. 10 and 11, respectively. The application of MQL improved the surface finish primarily by reducing wear and tear at the tool tip.

SEM views of the worn out insert after machining 45 min under a dry, b wet, and c MQL conditions [53]

Surface roughness with progress of machining under dry, wet, and MQL conditions [53]
In another study, MQL turning of brass using a carbide tool was investigated by Gaitonde et al. [54]. ANOVA was used to determine the optimum amount of MQL, as well as the most suitable cutting speed and feed rate, and ANOVA was used to determine the relative significance of parameters. In terms of optimizing the machinability characteristics, ANOVA revealed that the feed rate is the mainly important cutting parameter, followed by cutting speed and MQL parameters. To minimize surface roughness and cutting forces, an optimal MQL of 200 ml/hr, cutting speed of 200 m/min, and feed rate of 0.05 mm per rev were found during experimentation. Sreejith [55] investigated the impact of lubricant environments on various parameters during the turning of aluminium alloy 6061, including dry machining, machining with limited cutting fluid, and machining immersed in cutting fluid. The findings revealed that when machining at a high cutting speed, a very limited amount of cutting fluid can be used, or even dry machining can be used. Maruda et al. [56] examined the effectiveness of the MQL technique and reported that higher content of active compounds in the tribofilm formed in the cutting zone depends upon the size of droplets. In outcome, it beneficially impacts the chip shape. Further tool tip examination revealed that a thin layer of a tribofilm was formed on the wedge surfaces, which resulted in an enhanced machining process [57]. In another study, Sarhan [58] evaluated the MQL technique and reported the reduction in grinding forces during zirconia ceramic grinding as compared to flood cooling. It helps in the reduction in coefficient of friction with an improved surface finish of the workpiece. In another study, Rabiei et al. [59] also explored the grinding of soft and hard steels under different cooling–lubrication systems and reported a reduction in grinding forces and coefficient of friction in both the steels under MQL. Balan et al. [60] ground the Inconel 751 using the MQL technique and found better results in terms of temperature, forces and roughness. Hadad, Hadi [1] evaluated the grinding of AA6061 aluminium and stainless steel under dry, MQL, and flood cooling systems. It was observed that the MQL technique provided better surface quality than flood and dry cooling, as shown in Figs. 12 and 13. During MQL grinding, the lowest surface roughness is achieved, whereas using synthetic ester additives lead to highest surface roughness because of higher chip loading on the grinding wheel and consequently more re-deposited material on the workpiece surface. MQL helps in better lubrication by reducing the friction between tool and material [61]. Moreover, MQL helps in economical benefits, as it reduces the use of lubricants. Hence, MQL technique is a better alternative [62].

Surface morphology of ground stainless steel workpieces with ae = 35 (in micrometres) and Qw ¼ 52.5 (in cubic millimetres per millimetre per minute; magnification, ×700 [1]

Surface morphology of ground aluminium workpieces with ae = 35 (in micrometres) and Qw ¼ 52.5 (in cubic millimetres per millimetre per minute; magnification, ×700 [1]
Huang et al. [63] investigated different spraying parameters to grind hard material under MQL and concluded that surface roughness enhances when the nozzle is placed near to the grinding zone. Further Liu et al. [64] optimized the grinding parameters (wheel speed, workpiece speed, and depth of cut) during machining of Ti-6Al-4V in terms of surface quality and better material removal rate using MQL technique. The optimal surface quality and the better removal efficiency of the workpiece material were achieved when using NFMQL, Vs = 24 m/s, Vw = 44 mm/min and ap = 5 μm. In a separate study, Balan et al. [65] discovered that droplets in the MQL technique help to improve Inconel grinding efficiency by reducing grinding forces and surface roughness. It was concluded that a medium-size (16.3 μm) droplet enhances the grinding output due to a better coalescence phenomenon. In another study, Dhar et al. [66] found that MQL is superior to dry machining because it lowers the cutting zone temperature, lowering cutting forces, and increasing tool life. Using the MQL technique to further cool the machining zone during difficult-to-machine materials is still a challenge.
The cooling ability of the MQL system is critical to its performance. As a result, the task is to improve the heat-carrying ability or thermal conductivity of machining lubricants. Heat-carrying entities can be introduced into lubricants to solve these problems. Nanofluid may be the key to these problems. It is described as a mixture of solid and liquid suspension. These are liquids made by mixing nanosized metal particles into base oil such as water, engine oil, vegetable oils, and so on. Many experiments have shown that suspending nanoparticles into the base oil improves the thermal conductivity of the fluid [67, 68]. Many studies in the past validated the effectiveness of MQL technique, but still, during the machining of hard materials, there is a need to control the temperature of the machining zone. Many researchers have confirmed that the addition of metal-based nanoparticles in the base oil enhanced the heat transfer rate of the base oil [69]. These nanoparticles-based cutting fluids are termed as nanofluids. Previous research studies have reported and found that nanofluid minimum quantity lubrication (NFMQL) technique is an alternative method to dissipate the heat from the cutting zone.
3.4 Nanofluid minimum quantity lubrication (NFMQL) machining
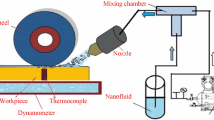
The quest to further improve the efficiency of the MQL technique motivated the researchers to develop Nanofluids. Nanofluids are fluids in which nanoparticles are dispersed in minute quantity to enhance the properties of the base fluid [70]. The supplying principle of the grinding fluid for the NFMQL grinding is shown in Fig. 14.

Schematic diagram of nanofluid mist spray in MQL grinding [71]
Solid particles such as Al2O3, MoS2, CNT, CuO, SiO2, ZrO2, and others are widely used in nanofluids. As these oxides and pure carbon molecules are applied to the base fluid in MQL machining, the fluid's heat-carrying and load-bearing capacity is increased, which improves the machining operation [72]. The heat transfer rate of cutting fluids containing suspended nanoparticles like copper into a base oil improved cooling effects by more than two times [73]. Nanofluid consisting of copper nanoparticles mixed in ethyhlene-glycol exhibits an improved heat transmission rate as compared to either pure ethylene–glycol [69]. Nanofluids' properties make them appealing for cooling and lubricating applications in a variety of industries, especially in manufacturing processes.
Various experiments have shown that suspending nanoparticles of high conductivity solids into a base liquid increases the thermal conductivity of the fluid. [67, 68]. Choi [73] found that dispersing metallic nanoparticles in fluids increases their heat carrying power. These characteristics of nanofluids make them attractive in cooling and lubrication applications in many industries. Hence, many researchers have confirmed that the addition of nanoparticles in the base oil increases the heat transfer rate of the base oil [69, 73, 74]. Nanofluids with a variety of properties are gaining popularity as new fluids for cooling and lubrication. Nanofluids are used in many heat transfer applications such as vehicle cooling, machining, etc. [75]. Similarly, numerous studies have shown that such lubricant additives boost machining outputs, including higher surface quality, longer tool life, lower machining force, and lower specific energy. [30]. Nanoparticles are nitrides, oxides, carbides, etc., and the most commonly used nanoparticles are aluminium oxides, copper oxide, silicon carbide, carbon nanotubes, etc. [76]. Nanoparticles help in enhancing the heat-carrying capacity due to their high surface to volume ratio. This enhancement of thermal conductivity reduces the heat at the machining zone [77, 78]. Nanofluids prepared by adding nanoparticles to base liquids are superior to traditional lubricants [74]. Li et al. [79] put forward the issues and challenges faced by researchers during developments of nanofluid in terms of their preparations and characterization and emphasize that these are to be solved in the near future. The selection of nanofluid steam, synthesis of nanofluids, stability of nanoliquid–solid suspension, thermal conductivity of nanofluids, viscosity of nanofluids, thermal conductivity model for nanofluids, and mechanism of enhanced thermal conductivity of nanofluids are the major problems associated with nanofluids. In a study, Khandekar et al. [80] produced nanocutting fluid by mixing 1 per cent Al2O3 nanoparticles with traditional servo-cut oil and using it to machine AISI 4340 steel with dimensions of 100 mm diameter and 500 mm length. It was discovered that adding 1% Al2O3 nanoparticles to the lubricant improves its wettability. Furthermore, it was discovered that tool wear was reduced, surface roughness was reduced, and cutting forces were reduced by 30–50 per cent. Setti et al. [81] investigated Ti-6Al-4V grinding using a MQL method based on Al2O3 and CuO nanoparticles. The water-based Al2O3 nanofluid was found to boost the grindability of Ti-6Al-4V with a traditional abrasive wheel by lowering friction and temperature, favouring effective grain fracture, ideal chip shape, and effective debris flushing out of the grinding field.
Mao et al. [71] investigated grinding characteristics using a water-based Al2O3 nanofluid-based MQL method. When compared to pure water MQL grinding, water-based Al2O3 nanofluid MQL grinding substantially reduces grinding temperature, reduces grinding forces, improves ground surface morphology, and reduces surface roughness. In contrast with pure water MQL grinding and flood cooling, nanoparticles act as ball bearings around the workpiece, chip, and grinding wheel, reducing tangential forces and improving tribological efficiency, resulting in better lubrication conditions. Sayuti et al. [35] also looked into the tool wear and surface roughness of machining hardened steel AISI 4140 in nanofluid. For testing purposes, an orthogonal array L16 was used. To regulate the temperature, SiO2 nanolubrication was applied to the cutting zone in this study. The results of the experiment were simulated in MATLAB using Mamdani fuzzy logic. With a 0.5 per cent weight nanoparticle concentration in mineral oil, 2 bar air stream strain, and 60° nozzle orientation angles, minimal tool wear was achieved. With a 0.5 per cent weight concentration, low air pressure, and a 30° nozzle orientation angle, the surface finish is improved. In another study, Shen et al. [82] looked into the wear and tribological characteristics of wheels using a nanofluid-based MQL method. The dura bar 100–70-02 ductile iron was ground with a vitreous bond grey aluminium oxide grinding wheel. The normal tangential force was measured along with the temperature of grinding bar using different coolants. Water-based Al2O3 nanofluids were prepared by dispersing 40 nm Al2O3 nanoparticles in the deionized water. Two types of diamond nanofluids were prepared using 1.5 vol% in water to perform grinding. It was observed that grinding forces were reduced using different MQL fluids, and wheel wear was also less under MQL. In a study, Park et al. [61] reported that the traditional MQL system generates irregular droplets along with the distribution of the cutting fluid. The uniform distribution helps in covering the large surface area, which enhances the cooling–lubrication capabilities. It was revealed that the nanoparticle-based MQL technique significantly enhances heat transfer in the grinding zone by increasing the lubricating property in the area [82, 83]. Chatha et al. [84] reported that nanofluid MQL condition was better than dry and conventional cooling conditions during drilling of aluminium in terms of drilling characteristics. Jia et al. [85] conducted the experiments to evaluate the grinding energy, tangential force, and frictional coefficient to verify the lubrication performance of nanoparticles. It was concluded that grinding energy, tangential force, and frictional coefficient were reduced under MoS2 nanoparticles-based grinding of 45 steel compared to dry and flood lubrication. As reported by Tawakoli et al. [86], the lubrication performance of MQL surpasses that of flood grinding during the grinding of 100Cr6, resulting in a reduction in the grinding forces and surface roughness due to high-pressure gas which is flown to the grinding zone to achieve the desire lubrication. Agarwal et al. [87] found that with the addition of nanoparticles heat transfer coefficient enhances which helps in better lubrication and cooling during the machining processes to control the temperature. Antifriction and heat exchange properties of nanoparticles used in nanofluids proved to be beneficial than pure MQL machining [88]. In another study, Singh et al. [89] concluded that graphene-based MQL turning of Ti-6Al-4V had better results compared to dry machining due to high thermal conductivity and shearing behaviour of graphene. Wang et al. [90] concluded that the lubrication properties of the six kinds of nanofluids can be described in the following order: ZrO2 < CNTs < ND < MoS2 < SiO2 < Al2O3. Among these compounds, Al2O3, MoS2, and SiO2 nanoparticles are more appropriate as additives for nanofluids [90]. Jia et al. [85] evaluated MQL grinding of AISI 1045 steel using ZrO2, diamond, and MoS2 nanoparticles. It was reported that MoS2 nanoparticles achieved the optimum lubrication performance, followed by diamond nanoparticles.
Singh et al. [91] also reported a reduction in the tool flank wear with smoother surfaces under nanofluid Minimum Quantity Lubrication (NFMQL) face milling, as shown in Fig. 15.

Tool wear and surface roughness under dry, wet (flood) and NFMQL conditions [91]
Sharma et al. [92] reported that nanoparticles-based cutting fluids in MQL showed a remarkable reduction in the cutting force, power consumption, specific energy, surface roughness, and friction coefficient during different machining operations. Zhang et al. [31] concluded that MQL grinding has an evident advantage over dry and flood lubrication. Khandekar et al. [80] used Al2O3 nanoparticles in the machining of AISI 4340 steel under the MQL technique and reported a reduction in outcome parameters such as cutting forces, roughness, tool wear, and chip thickness compared to the dry and conventional cooling system. Nanofluids enhanced the wettability of the base fluid [93]. Das et al. [94] dispersed a small amount of copper nanoparticles in ethylene glycol and reported an improvement in the thermal conductivity of ethylene glycol by 40–150%. Hence, with the advent of nanofluids, new possibilities have opened to enhance the thermophysical properties of conventional fluids in a required manner. The nanofluid MQL technique is an effective approach to reduce the friction between the two contact surfaces due to the rolling effect of nanoparticles, and their lubrication effect depends upon the base fluid and other machining parameters [83]. Moreover, nanoadditives act as spacers between the workpiece-tool interface and reduce friction, which enhances the tribological properties during different manufacturing processes. Nanofluids have shown better effects on different machining characteristics such as low forces, high surface quality, and low tool wear, etc. [84, 95,96,97,98]. Javaroni et al. [99] also reported that MQL could be an alternative to the conventional cooling system during the grinding of ceramics. Su et al. [2] evaluated the turning of AISI 1045 steel and reported that graphite oil-based nanofluid MQL helps in the reduction in temperature, and cutting forces and thus make the process more effective, as shown in Figs. 16 and 17, respectively.

Variation in cutting temperature with cutting speed for different cooling conditions [2]

Variation in main cutting force with cutting speed for different cooling conditions [2]
In another study, Zhang et al. [100] evaluated different nanofluids during grinding operation and reported better cooling effects under carbon nanotubes-based nanofluid. Li et al. [101] evaluated the milling process for titanium alloy under nanofluid MQL and concluded that graphene additives were useful for improving the milling characteristics. Bai et al. [102] evaluated the performance of Al2O3 and SiO nanoparticles during the milling of Ti-6Al-4V and concluded that nanoparticles improved the lubrication effects and are suitable as environment-friendly additives. Shabgard et al. [103] dispersed different concentrations of CuO nanoparticles in canola oil during grinding of AISI 1045 steel and reported lower tangential forces with a smoother surface as compared to flood cooling. Wang et al. [104] reported that nanofluids exhibit better tribological performance using vegetable oils as the base oils in terms of machining outputs.
In order to make the machining process more ecological, the minimal quantity lubrication has been accepted as a successful near dry application because of its environmentally friendly characteristics. In machining, it is not possible to omit the use of cutting fluids completely, which necessitates to developing an alternative solution to avoid environmental and health damages. In recent years, MQL machining with vegetable oil-based cutting fluids (VBCFs) as the base oil offered favourable results with respect to cost and environment-related problems. It minimizes the health issues created by mineral-based cutting fluids. The use of vegetable oils may allow this mixture to make possible the development of a new generation of cutting fluid, where high performance in machining combined with good environment compatibility could be achieved.
Therefore, there is a need to develop environment-friendly fluids as mineral-based coolants are hazardous for storage and disposal [105]. In recent times, the inclination of many researchers has shifted to vegetable-based cutting fluids [106]. The conventional method of lubrication in machining by using mineral oil-based cutting fluids poses an environmental risk. Since conventional lubricants are often flammable, the contaminant waste that comes from their disposal from the finished product includes dangerous elements such as arsenic, sulphur, chlorine, and zinc [107].
As a consequence, it's important to pay attention to environmentally friendly lubricants and to consider the value of using biodegradable lubricants. As a result, biodegradable cutting fluids must be used instead of mineral-based cutting fluids. Researchers are focusing on environment-friendly cutting fluids. Zareh-Desari, Davoodi [108] reported that vegetable oils enriched with nanoparticles reduce the friction between the tool and workpiece and resulted in better lubricity during metal forming process.
Mao et al. [71] investigated the grinding characteristics of AISI 52100 steel and reported that Al2O3 nanofluid MQL significantly reduced the forces, friction, and temperature. Emami et al. [109] examined the behaviour of Al2O3 nanoparticles using four different oils, viz. synthetic, mineral, hydro-cracked, and vegetable, to evaluate Al2O3-based grinding. It was concluded that vegetable-based MQL grinding is better and environment-friendly as compared to other conditions. To save the environment, researchers are trying to replace conventional non-biodegradable oils.
In terms of the environment and human health, biodegradability is important. Since vegetable oils are biodegradable, they have the ability to be used as cutting fluids. Natural fatty acids found in vegetable oils are less toxic and environmentally friendly. Major components in different vegetable oils are presented in Fig. 18. Vegetable oils have fair environmental properties due to their biodegradable, non-toxic, and sustainable existence. Furthermore, since vegetable oils have desirable lubricity that is equal to or better than mineral-based oils, a high viscosity index, low volatility, and a low cost as compared to synthetic oils, they are increasingly used in manufacturing processes. [109].

Major components in different vegetable oils [110]
3.5 Nanofluid MQL (NFMQL) machining using vegetable oil-based cutting fluids (VBCFs) as the base oil
The mineral-based cutting fluids used during machining may have a negative effect on the operator’s health as the latter can form mist owing to high pressure and temperature. This causes the operator to inhale these particles involuntarily, thereby causing significant health problems. Various skin reactions can also be caused by mist, fumes, smoke, and odours produced during machining. Physical contact with cutting fluid can cause the operators to have dermatological problems. To remove any cutting fluid residue, the machine tool components must be washed, which can take additional time and money. Furthermore, the vast majority of cutting fluids used in machining are petroleum based, and the disposal of petroleum-based cutting fluids pollutes water, air, and soil. Hence, health and environmental needs are to be addressed while machining materials. But conventional lubricants are mineral-based non-biodegradable oils, so with sticker environment regulations need of the hour is to develop environment-friendly lubricants. Yuan et al. [111] tested aluminium alloy in vegetable oil-based nanofluids and discovered that it reduces cutting forces and surface roughness under a variety of machining parameters. As a result, vegetable oils can be used as base oils in nanoparticle-based MQL grinding instead of mineral oils. Therefore, mineral oils can be replaced by vegetable oils as base oils in nanoparticle-based MQL grinding [112]. Nanoparticles have the ability to be added to vegetable oils as additives to improve the grinding process [104]. MQL is a feasible alternative for turning, according to Dhar et al. [66], in terms of tool wear, heat generation, and surface quality. MQL machining with biodegradable oil is possible without sacrificing surface finish, tool life, or cutting strength [113]. Biodegradability is a vital concern for the atmosphere and human health. Since vegetable oils are more biodegradable than mineral, synthetic, and semi-synthetic cutting fluids, they have the ability to be used as cutting fluids. In a study, Sivalingam et al. [114] found that using 0.2 wt% molybdenum disulphide and graphite powder as solid lubricants in vegetable oil during the turning of Inconel-718 resulted in 50–65 per cent less flank wear and 39–51 per cent less surface roughness as compared to conventional cooling. Li et al. [115] looked into the effects of carbon nanotubes in MQLC and found that nanoparticles increased heat transfer rates and vegetable oils helped with lubrication. However, it has been documented that a small amount of cooling lubrication with biodegradable vegetable oil can dramatically improve machinability, including tool life extension and cutting force reduction. As a result, vegetable base oils are also desirable rivals for metal machining applications because they are biodegradable [109].
Vegetable oils are safe for the environment. In MQL machining, lubrication and cooling functions are done by the mist of oil and air, and this can be applied to all machining processes [55, 116, 117]. In a study by Chatha et al. during the drilling of Aluminium alloy, it was observed that vegetable oil-based nanofluid MQL produced low friction and effectively eliminated chips and burrs to enhance the surface quality of the holes and improved the tool life. As reported by Silva [118], MQL grinding under vegetable oil-based MQL significantly reduces the specific energy to a level of flood cooling, during grinding of hardened AISI 4340 steel. Also compared with conventional mineral-based cooling, vegetable oil demonstrated positive outcomes as far as controlling the development of bacterial settlement [119]. As a result, using vegetable oils as the base oil in the nanofluid MQL system will aid in combating this environmental problem [120].
Vegetable oils are attracting the attention of machining researchers in order to save the world. Vegetable oils are cleaner and less expensive [121]. Vegetable oils have natural fatty acids that are biodegradable [122]. Vegetable oils are used as lubricants because of their high flash point, which helps them to withstand high temperatures while also providing good lubrication. The use of a vegetable oil-based nanofluid MQL technique lowered the temperature of the grinding zone and improved cooling and lubrication. [90, 123]. Vegetable oils not only confirms to the environment-friendly manufacturing but also meet the required lubrication properties [124]. Nanoparticles play an essential role in the enhancement of the heat transfer rate of fluids [82]. Hadad, Sadeghi [125] found that adding nanoparticles to a base fluid improves heat transfer. This culminated in the creation of Nanofluids, a new form of fluid. According to Sharma et al. [92], nanofluid MQL is superior to flood cooling and MQL cooling. As a result, nanofluids could lower the temperature in the grinding environment, resulting in improved cooling and lubrication. Metal nanoparticles are primarily used to improve heat transfer rates in terms of pressure, friction, and temperature [126]. Mao et al. [71] found that Al2O3 nanofluid MQL grinding achieved excellent performance. The behaviour of 0.5 per cent CuO, ZnO, and ZrO2 nanoparticles in base fluid was studied by Hernández Battez et al. [127], who found that it had strong tribological properties. When a 2 per cent volume fraction of MoS2 nanoparticles was applied to the base fluid using MQL, low grinding forces and surface roughness were achieved along with the necessary lubrication properties [128]. Fluids based on nanoparticles have proved to be efficient machining fluids. The efficacy of nanofluid MQL has been documented by a number of researchers. Emami et al. [109] investigated Al2O3 nanoparticle behaviour using four different oils: synthetic, mineral, hydro-cracked, and vegetable. It was determined that MQL grinding using vegetable oil is environmentally friendly. To save the environment, researchers are trying to remove conventional non-biodegradable oils.
Zhang et al. [31] investigated the grinding of high-purity alumina with MoS2-dependent nanofluid in various vegetable oils, concluding that palm oil provided the best lubrication effects due to its high viscosity. In the drilling of titanium alloy, Rahim, Sasahara [129] used both vegetable and synthetic ester as a base fluid and concluded that vegetable-based oils are stronger lubricants and can be used instead of synthetic ester. Lawal et al. [130] tested vegetable and mineral oil cutting fluids in turning AISI 4340 steel with coated carbide tools using the Taguchi process. Cutting fluids based on palm oil and cottonseed oil have better heat conductivity and environmental properties, making them better alternatives for machining AISI 4340 steel with coated carbide, according to sources. Zhang et al. [131] investigated the grinding of a mixture of two nanoparticles and found an improvement in performance by using different nanofluid MQL. Wang et al. [132] also demonstrated that different vegetable oils produced excellent results in terms of G-ratio and specific energy during the machining of nickel-based alloy GH4169 as workpiece material. Silva [118] ground AISI 4340 steel with a vegetable-based MQL system and opinioned that it has better cooling–lubrication effects than conventional cooling. In another study, Thottackkad et al. [133] reported enhancement in the tribological properties when CuO nanoparticles were added to coconut oil. Moreover, surface structure of the worn surfaces obtained by SEM demonstrates that the optimum quantity of nanoparticles in the base fluid causes the roughness of the worn pin surface to reduce to a low value after sliding, as shown in Fig. 19.

SEM images of the friction surfaces of the pin [133]
According to Wang et al. [104], the appropriate amount of Al2O3 in vegetable oil-based nanofluids enhances tribological efficiency during surface grinding of a Ni-based alloy. This is because nanoparticles can fill cavities and incomplete spaces between the contacting surfaces, and they can perform various tribological enhancement mechanisms such as mending effect, ball bearing and protective film formation between the tool–workpiece interface, which results in improving the process performance, as shown in Fig. 20a and b. Moreover, nanofluid MQL technique has environmental and economic benefits in industrial applications. The MQL technique is a noticeable and acknowledged economical method in the grinding of various engineering materials. However, MQL's cooling efficiency isn't always regarded as satisfactory [134].

Tribological enhancement mechanisms of nanoparticles during grinding [104]
According to Li et al. [88], nozzle angle plays a significant role in the grinding process, with the pressure at the wedge gap being higher when the angle of the nozzle was 15°. Hadad, Sadeghi [125] concluded that nanofluids enhance the cooling effects at the grinding zone that may lead to better lubricity. Many researchers in their effort demonstrated that vegetable oils can be used as base oils in cutting fluids to achieve good lubrication and cooling in the MQL technique [122, 124, 135]. Lawal et al. [130] evaluated the performance of vegetable oil and mineral oil as lubricants in cutting of AISI 4340 steel. Vegetable oil shows better surface finish values than mineral oil-based lubrication. Zhang et al. [31] looked at how various forms of vegetable oils affected the grinding of 45 steel. This research looked at four different grinding conditions: dry grinding, flood lubrication, MQL, and nanoparticle-based MQL. In MQL grinding and nanoparticle jet MQL grinding, palm oil was found to have a lower coefficient of friction and basic grinding energy than liquid paraffin. Furthermore, when used as a base oil in the nanoparticle jet MQL condition, palm oil had a low coefficient of friction and specific grinding energy. Soybean oil viscosity is increased when MoS2 nanoparticles are included. High viscosity can provide a strong lubricating property, and increasing the nanoparticle concentration can improve that property. Although the nanoparticle concentration has the best range (6%), excessive MoS2 nanoparticles can cause nanoparticle agglomeration, which reduces the lubrication property. In the experiment, the optimum concentration of nanoparticle MoS2 was found to be 6%. Vegetable oil can act as cutting fluid and nanoparticles helps in reducing the coefficient of friction [31]. Wang et al. [104] evaluated seven vegetable oils as MQL lubricants. Results showed that vegetable oil-based lubricants achieved lower grinding ratio and wheel wear than flood cooling. Wang et al. [132] evaluated nanofluid-based MQL with palm oil as base oil. It was concluded that nanofluid MQL with vegetable oil as base oil exhibited excellent tribological performance.
4 Machining of difficult-to-cut materials (DCM)
Machining hard materials in an environmentally friendly manner have always been a challenge, and researchers are trying to address it. Despite the efforts of various authors [136, 137] to improve the cutting of difficult-to-cut alloys (inconel, nimonics, and so on), the machining of these materials remains a challenge due to the high temperature produced at the cutting zone. Moreover, the amount of mineral oil-based cutting fluids used in the MQL technique is small; the use of these mineral oils as base fluids would have a substantial environmental effect due to their toxic nature. Because of their excellent lubrication properties and environmental friendliness, vegetable oils may be used as base oils in the MQL technique [106]. Despite the authors' efforts to improve the machining efficiency of hard materials, due to their excellent mechanical properties, temperature control in the cutting zone remains a big challenge. Researchers have used mineral oil-based cutting oils as the base oil in previous studies to investigate the machining performance of these difficult-to-cut alloys using a standard technique called flood cooling. There are only a few studies that looked at machining these alloys using an environmentally friendly MQL technique with vegetable oil-based cutting fluids as the base oil. Furthermore, the nanofluid MQL technique with vegetable oils as the base oil has not been used to investigate the grinding of these (inconel 718, nimonic, etc.) alloys.
According to the literature review with regard to environment regulations, a study should concentrate on green manufacturing methods. Some of the solutions include dry machining, MQL, and bio-based nanofluid MQL. Dry machining has drawbacks because it generates a lot of heat during the process. Cutting fluid consumption is reduced by MQL, but cutting fluid toxicity remains a concern. Cutting fluids made from vegetables are environmentally friendly and have the same machining efficiency as flood cooling. Bio-based cutting fluids used in the nanofluid MQL device are thought to reduce the health and environmental risks associated with traditional coolants. In a nutshell, bio-based MQL systems must be prioritized for green machining.
5 Challenges and future trends
MQL technology has a great potential to perform well in the experimental endeavour, despite that fact the long-term potential for industrial operation remains unanswered. This issue might be solved when more work will be accomplished in industries for large-scale production. But, some of the major challenges and gaps in the previous literature propose these gaps as the future scope of the study.
Investigation of toxicity of nanoparticles and ionic liquids is an essential task to increase the application of MQL technology in the near future. Study of the droplet dynamics of MQL base fluid will be a new research dimension. Here, the thermal analysis needs to be incorporated with sustainability analysis for green manufacturing technology. Furthermore, considering the potential of nanofluids in MQL, more studies are required to develop the models of tribofilm formation, heat transfer by MQL, suspension of nanoparticles, wetting ability of sprayed droplets, etc. Lastly, the advent of advanced computational algorithms and data science demands to be integrated with MQL-assisted machining and MQL control parameters so that intelligent and smart manufacturing can be devised for Industry 4.0. Studies are required in this field.
Additionally, avoiding the use of lubricants, i.e. dry machining, is an alternative to prevent the harmful effects of oils, but it has limitations with regard to the machining of hard-to-cut alloys. The obstacle to replacing the cutting fluids is the heat produced during the machining process. Grinding is a precision machining process that requires a large amount of coolants to increase the wheel life and minimize the thermal damage of the workpiece. Grinding is recognized as the most environmentally unfriendly process due to the extensive amount of smoke mist produced during the process.
Furthermore, environmental regulations are getting stricter, and the disposal of mineral oils unnecessarily increases the cost to the company. Researchers are currently focusing on the reduction in usage of these harmful coolants and developing other lubricants or techniques. The literature suggests that NFMQL can reduce the amount of heat generated at the tool–workpiece interface and hence control the temperature. Another advantage of NFMQL is that high-pressure mist removes the chips efficiently from the machining zone. Moreover, the chips and work surface produced are dry. Hence, it is evident that cost can be saved due to the reduction in fluid usage and cost associated with its disposal (as it is an environment-friendly technique), while the same level of productivity can be achieved. Since grinding generates high energy, the application of NFMQL is more challenging than other processes. Researchers have made many efforts by dispersing nanoparticles in the base fluid to enhance the thermal conductivity of the fluid to make them suitable for machining. Many experimental and theoretical studies have shown that the attractive characteristics of nanofluids like rolling, polishing effects, etc. make them ideal for cooling during machining.
The study of nanofluids aims to create new nanofluids. The mechanism of nanofluids' improved lubricating properties needs to be investigated further. The results of the experiments revealed that the improvement in lubrication with lubricating nanoparticle additives may be dependent on the base fluid chemistry. As a consequence, choosing the right base fluid is crucial when using nanoparticle-based lubricants in MQL, and it necessitates further research in this region. Particle agglomeration and coagulation are undesirable. If it is possible to avoid the nanoparticles from agglomerating and coagulating, their dispersion behaviour would improve significantly. It is important to explore further changes in the tribological properties of nanolubricants. The selection of suitable base oil/ fluid chemistry will be one field. Base oil chemistry showed a major effect on the tribological mechanisms of the nanolubricants when grinding various workpiece materials. Thus, the selection of appropriate base fluid is very critical in the application of nanoparticles-based lubricants in MQL and requires a further course of research in this field.
6 Conclusions
This paper has presented a review of important published research studies in the application of mineral oils, vegetable oils, nanofluids, and vegetable oil-based nanocutting fluids with the help of MQL technique during the grinding operation. It has also presented a brief description and mechanism of the MQL technique, systematically discussing its effect on performance parameters in grinding operations. Most of the experimental studies showed that MQL technique can be a viable alternative to conventional machining and can facilitate eco-friendly machining. The following conclusions may be drawn from the present literature review:
-
(1)
Efforts have been made to develop new techniques of cooling due to the negative effects of flood cooling systems. Dry machining is the alternative to flood cooling; however, it is not recommended in the case of hard materials machining operations due to high heat generation.
-
(2)
Minimum quantity lubrication technique is the alternative explored by the researchers. Previous literature also advocated that MQL technique could effectively enhance the machining characteristics in comparison with flood and dry drilling. The main reason for the improvement in machining characteristics under MQL conditions is that the micro-droplets of cutting fluid get deposited on the workpiece and tool surface, which results in the development of a thin lubricating fluid film between frictional surfaces. This thin-film has a good cooling–lubricating performance with respect to machining characteristics. The performance of MQL was also varied with the tool material, tool coating, and workpiece material. In addition, based on the working fluid of the MQL system, a systematic selection of machining parameters is required to get the maximum machining efficiency.
-
(3)
Nanoparticles diffused in the MQL base oil are a useful technique to minimize friction throughout the machining process. With exceptional properties and minimum cost, nanoparticles are considered to be a novel, effectual choice to food lubrication because of environmental issues.
-
(4)
Another way is to use cutting fluids that are biodegradable, i.e. vegetable oil-based cutting fluids. Vegetable oils as the base fluid have better cooling–lubrication capabilities than mineral oils using the MQL technique. This may be attributed to the rich presence of saturated fatty acids in vegetable oils, which have high binding energy as well as low friction and therefore have better lubricating properties. Although vegetable oils show similar performance to that of mineral oils, still more chemistry of vegetable oils is required to be explored.
-
(5)
From an environmental point of view, MQL technique reduces the requirement of cutting fluid thereby reducing pollution as well as the processing cost of cutting fluid. At the same time, nanoparticles-mixed vegetable-based oil is a new generation of cutting fluids in machining applications replacing the traditional mineral oil-based cutting fluids for increased sustainability of the drilling processes as well as higher cooling capabilities with the application of nanoparticles.
-
(6)
From an economic point of view, vegetable oils make the process economical as these oils are available abundant and are less costly as compared to mineral oils.
Data availability
Not applicable.
References
Hadad M, Hadi M (2013) An investigation on surface grinding of hardened stainless steel S34700 and aluminum alloy AA6061 using minimum quantity of lubrication (MQL) technique. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-013-4830-3
Su Y, Gong L, Li B, Liu Z, Chen D (2016) Performance evaluation of nanofluid MQL with vegetable-based oil and ester oil as base fluids in turning. Int J Adv Manuf Technol 83(9):2083–2089. https://doi.org/10.1007/s00170-015-7730-x
Rao PN (2005) Manufacturing technology: metal cutting and machine tools. Tata McGraw-Hill Publishing Co., Ltd., New Delhi
Ingarao G, Priarone PC, Gagliardi F, Di Lorenzo R, Settineri L (2015) Subtractive versus mass conserving metal shaping technologies: an environmental impact comparison. J Clean Prod 87:862–873. https://doi.org/10.1016/j.jclepro.2014.10.018
Leskover PJG (1986) The metallurgical aspect of machining. J Clean Prod Ann CIRP 35(1):537–550. https://doi.org/10.1016/S0007-8506(07)60199-2
Tonshoff HK, Brinksmeier E (1980) Determination of the mechanical and thermal influences on machined surface by microhardness and residual stress analysis. J Clean Prod 87:519–532. https://doi.org/10.1016/S0007-8506(16)30145-7
Beddoes J, Bibby MJ (2009) Principles of metal manufacturing processes. Butterworth-Heinemann, Burlington
Soković M, Mijanović K (2001) Ecological aspects of the cutting fluids and its influence on quantifiable parameters of the cutting processes. J Mater Process Technol 109(1–2):181–189. https://doi.org/10.1016/S0924-0136(00)00794-9
Klocke F, Eisenblätter G (1997) Dry cutting. CIRP 46(2):519–526. https://doi.org/10.1016/S0007-8506(07)60877-4
Pawlak Z, Klamecki BE, Rauckyte T, Shpenkov GP, Kopkowski A (2005) The tribochemical and micellar aspects of cutting fluids. Tribol Int 38(1):1–4. https://doi.org/10.1016/j.triboint.2004.04.004
Ebbrell S, Woolley NH, Tridimas YD, Allanson DR, Rowe WB (2000) The effects of cutting fluid application methods on the grinding process. Int J Mach Tools Manuf 40(2):209–223. https://doi.org/10.1016/S0890-6955(99)00060-7
Shokrani A, Dhokia V, Newman ST (2012) Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids. Int J Mach Tools Manuf 57:83–101. https://doi.org/10.1016/j.ijmachtools.2012.02.002
Min S, Inasaki I, Fujimura S, Wada T, Suda S, Wakabayashi T (2005) A study on tribology in minimal quantity lubrication cutting. CIRP Ann 54(1):105–108. https://doi.org/10.1016/S0007-8506(07)60060-2
Kumar V, Sinha SK, Agarwal AK (2019) Tribological studies of an internal combustion engine. In: Agarwal AK, Gupta JG, Sharma N, Singh AP (eds) Advanced engine diagnostics. Springer Singapore, Singapore, pp 237–253
Groover MP (2002) Fundamentals of modern manufacturing. John Wiley & Sons, United State
Alves SM, de Oliveira JFG (2006) Development of new cutting fluid for grinding process adjusting mechanical performance and environmental impact. J Mater Process Technol 179(1–3):185–189. https://doi.org/10.1016/j.jmatprotec.2006.03.090
Yang M, Li C, Zhang Y, Jia D, Zhang X, Hou Y, Li R, Wang J (2017) Maximum undeformed equivalent chip thickness for ductile-brittle transition of zirconia ceramics under different lubrication conditions. Int J Mach Tools Manuf 122:55–65. https://doi.org/10.1016/j.ijmachtools.2017.06.003
Obikawa T, Kamata Y, Shinozuka J (2006) High-speed grooving with applying MQL. Int J Mach Tools Manuf 46(14):1854–1861. https://doi.org/10.1016/j.ijmachtools.2005.11.007
Ren YH, Zhang B, Zhou ZX (2009) Specific energy in grinding of tungsten carbides of various grain sizes. CIRP Ann Manuf Technol 58(1):299–302. https://doi.org/10.1016/j.cirp.2009.03.026
Zhang Y, Li C, Ji H, Yang X, Yang M, Jia D, Zhang X, Li R, Wang J (2017) Analysis of grinding mechanics and improved predictive force model based on material-removal and plastic-stacking mechanisms. Int J Mach Tools Manuf 122:81–97. https://doi.org/10.1016/j.ijmachtools.2017.06.002
Gao T, Zhang Y, Li C, Wang Y, Chen Y, An Q, Zhang S, Li HN, Cao H, Ali HM (2022) Fiber-reinforced composites in milling and grinding: machining bottlenecks and advanced strategies. Front Mech Eng 17(2):1–35. https://doi.org/10.1007/s11465-022-0680-8
Irani R, Bauer R, Warkentin A (2005) A review of cutting fluid application in the grinding process. Int J Mach Tools Manuf 45(15):1696–1705. https://doi.org/10.1016/j.ijmachtools.2005.03.006
Malkin SaG C (2008) Grinding technology: theory and application of machining and abrasives. Ind Press 2:169–179
Jain R (2009) Production technology. Khanna Publishers, Delhi
Raghuwanshi BS (2015) A course in workshop technology. Dhanpat Rai & Co. (Pvt.) Ltd., New Delhi
Brinksmeier E, Heinzel C, Wittmann M (1999) Friction, cooling and lubrication in grinding. CIRP Ann 48(2):581–598. https://doi.org/10.1016/S0007-8506(07)63236-3
Ioan D, Marinescu MPH, Eckart Uhlmann W, Rowe B, Inasaki I (2007) Handbook of machining with grinding wheels. CRC Press, New York
Canarim JAC (2009) Analysis of the influence of sparkout time on grinding using several lubrication/cooling methods. J Braz Soc Mech Sci Eng 31(1):47–51. https://doi.org/10.1590/S1678-58782009000100007
Kamata Y, Obikawa T (2007) High speed MQL finish-turning of Inconel 718 with different coated tools. J Mater Process Technol 192:281–286. https://doi.org/10.1016/j.jmatprotec.2007.04.052
Mang T, Dresel W (2007) Lubricants and lubrication. Wiley VCH, Weinheim
Zhang Y, Li C, Jia D, Zhang D, Zhang X (2015) Experimental evaluation of MoS2 nanoparticles in jet MQL grinding with different types of vegetable oil as base oil. J Clean Prod 87:930–940. https://doi.org/10.1016/j.jclepro.2014.10.027
Sankaranarayanan R, Hynes NRJ, Kumar JS, Sujana JAJ (2021) Random decision forest based sustainable green machining using Citrullus lanatus extract as bio-cutting fluid. J Manuf Process 68:1814–1823. https://doi.org/10.1016/j.jmapro.2021.07.014
Ghani JA, Rizal M, Che Haron CH (2014) Performance of green machining: a comparative study of turning ductile cast iron FCD700. J Clean Prod 85:289–292. https://doi.org/10.1016/j.jclepro.2014.02.029
Pal A, Chatha SS, Sidhu HS (2021) Tribological characteristics and drilling performance of nano-MoS2-enhanced vegetable oil-based cutting fluid using eco-friendly MQL technique in drilling of AISI 321 stainless steel. J Braz Soc Mech Sci Eng 43(4):1–20. https://doi.org/10.1007/s40430-021-02899-5
Sayuti M, Sarhan AA, Salem F (2014) Novel uses of SiO2 nano-lubrication system in hard turning process of hardened steel AISI4140 for less tool wear, surface roughness and oil consumption. J Clean Prod 67:265–276. https://doi.org/10.1016/j.jclepro.2013.12.052
Diniz AE, Micaroni R (2002) Cutting conditions for finish turning process aiming: the use of dry cutting. Int J Mach Tools Manuf 42(8):899–904. https://doi.org/10.1016/S0890-6955(02)00028-7
Khettabi R, Nouioua M, Djebara A, Songmene V (2017) Effect of MQL and dry processes on the particle emission and part quality during milling of aluminum alloys. Int J Adv Manuf Technol 92(5):2593–2598. https://doi.org/10.1007/s00170-017-0339-5
Hong SY, Zhao Z (1999) Thermal aspects, material considerations and cooling strategies in cryogenic machining. Clean Prod Process 1(2):107–116. https://doi.org/10.1007/s100980050016
Liu M, Li C, Zhang Y, An Q, Yang M, Gao T, Mao C, Liu B, Cao H, Xu X (2021) Cryogenic minimum quantity lubrication machining: from mechanism to application. Front Mech Eng 16(4):649–697. https://doi.org/10.1007/s11465-021-0654-2
Yildiz Y, Nalbant M (2008) A review of cryogenic cooling in machining processes. Int J Mach Tools Manuf 48(9):947–964. https://doi.org/10.1016/j.ijmachtools.2008.01.008
Shokrani A, Al-Samarrai I, Newman ST (2019) Hybrid cryogenic MQL for improving tool life in machining of Ti-6Al-4V titanium alloy. J Manuf Process 43:229–243. https://doi.org/10.1016/j.jmapro.2019.05.006
Khanna N, Shah P (2020) Comparative analysis of dry, flood, MQL and cryogenic CO2 techniques during the machining of 15-5-PH SS alloy. Tribol Int 146:106196. https://doi.org/10.1016/j.triboint.2020.106196
Yıldırım ÇV (2020) Investigation of hard turning performance of eco-friendly cooling strategies: cryogenic cooling and nanofluid based MQL. Tribol Int 144:106127. https://doi.org/10.1016/j.triboint.2019.106127
Kaynak Y, Karaca HE, Noebe RD, Jawahir IS (2013) Tool-wear analysis in cryogenic machining of NiTi shape memory alloys: a comparison of tool-wear performance with dry and MQL machining. Wear 306(1):51–63. https://doi.org/10.1016/j.wear.2013.05.011
Sun Y, Huang B, Puleo DA, Jawahir IS (2015) Enhanced machinability of Ti-5553 alloy from cryogenic machining: comparison with MQL and flood-cooled machining and modeling. Proc CIRP 31:477–482. https://doi.org/10.1016/j.procir.2015.03.099
Thompson D, Kriebel D, Quinn MM, Wegman DH, Eisen EA (2005) Occupational exposure to metalworking fluids and risk of breast cancer among female autoworkers. Am J Ind Med 47(2):153–160. https://doi.org/10.1002/ajim.20132
Pusavec F, Krajnik P, Kopac J (2010) Transitioning to sustainable production–part I: application on machining technologies. J Clean Prod 18(2):174–184. https://doi.org/10.1016/j.jclepro.2009.08.010
Jayal AD, Balaji AK, Sesek R, Gaul A, Lillquist DR (2007) Machining performance and health effects of cutting fluid application in drilling of A390.0 cast aluminum alloy. J Manuf Process 9(2):137–146. https://doi.org/10.1016/S1526-6125(07)70114-7
Pal A, Chatha SS, Sidhu HS (2022) Assessing the lubrication performance of various vegetable oil-based nano-cutting fluids via eco-friendly MQL technique in drilling of AISI 321 stainless steel. J Braz Soc Mech Sci Eng 44(4):1–26. https://doi.org/10.1007/s40430-022-03442-w
Pal A, Chatha SS, Singh K (2020) Performance evaluation of minimum quantity lubrication technique in grinding of AISI 202 stainless steel using nano-MoS2 with vegetable-based cutting fluid. Int J Adv Manuf Technol 110(1–2):125–137. https://doi.org/10.1007/s00170-020-05840-7
Wang X, Li C, Zhang Y, Ali HM, Sharma S, Li R, Yang M, Said Z, Liu X (2022) Tribology of enhanced turning using biolubricants: a comparative assessment. Tribol Int 174:107766. https://doi.org/10.1016/j.triboint.2022.107766
Attanasio A, Gelfi M, Giardini C, Remino C (2006) Minimal quantity lubrication in turning: effect on tool wear. Wear 260(3):333–338. https://doi.org/10.1016/j.wear.2005.04.024
Dhar NR, Kamruzzaman M, Ahmed M (2006) Effect of minimum quantity lubrication (MQL) on tool wear and surface roughness in turning AISI-4340 steel. J Mater Process Technol 172(2):299–304. https://doi.org/10.1016/j.jmatprotec.2005.09.022
Gaitonde VN, Karnik SR, Davim JP (2008) Selection of optimal MQL and cutting conditions for enhancing machinability in turning of brass. J Mater Process Technol 204(1–3):459–464. https://doi.org/10.1016/j.jmatprotec.2007.11.193
Sreejith P (2008) Machining of 6061 aluminium alloy with MQL, dry and flooded lubricant conditions. Mater Lett 62(2):276–278. https://doi.org/10.1016/j.matlet.2007.05.019
Maruda RW, Krolczyk GM, Feldshtein E, Pusavec F, Szydlowski M, Legutko S, Sobczak-Kupiec A (2016) A study on droplets sizes, their distribution and heat exchange for minimum quantity cooling lubrication (MQCL). Int J Mach Tools Manuf 100:81–92. https://doi.org/10.1016/j.ijmachtools.2015.10.008
Maruda RW, Krolczyk GM, Nieslony P, Wojciechowski S, Michalski M, Legutko S (2016) The influence of the cooling conditions on the cutting tool wear and the chip formation mechanism. J Manuf Process 24:107–115. https://doi.org/10.1016/j.jmapro.2016.08.006
Sarhan A, Mohsen E, Mohammad HS, Ahmed ADS (2013) Minimum quantity lubrication in grinding process of zirconia (ZrO2) engineering ceramic. Int J Min Metall Mech Eng IJMMME 1(3):187–190
Rabiei F, Rahimi AR, Hadad MJ, Ashrafijou M (2015) Performance improvement of minimum quantity lubrication (MQL) technique in surface grinding by modeling and optimization. J Clean Prod 86:447–460. https://doi.org/10.1016/j.jclepro.2014.08.045
Balan ASS, Vijayaraghavan L, Krishnamurthy R (2013) Minimum quantity lubricated grinding of inconel 751 alloy. Mater Manuf Processes 28(4):430–435. https://doi.org/10.1080/10426914.2013.763965
Park K-H, Olortegui-Yume J, Yoon M-C, Kwon P (2010) A study on droplets and their distribution for minimum quantity lubrication (MQL). Int J Mach Tools Manuf 50(9):824–833. https://doi.org/10.1016/j.ijmachtools.2010.05.001
Braga DU, Diniz AE, Miranda GWA, Coppini NL (2003) Minimum lubrication in Al–Si drilling. J Braz Soc Mech Sci Eng 25:63–68. https://doi.org/10.1590/S1678-58782003000100009
Huang X, Ren Y, Li T, Zhou Z, Zhang G (2018) Influence of minimum quantity lubrication parameters on grind-hardening process. Mater Manuf Processes 33(1):69–76. https://doi.org/10.1080/10426914.2016.1269916
Liu G, Li C, Zhang Y, Yang M, Jia D, Zhang X, Guo S, Li R, Zhai H (2017) Process parameter optimization and experimental evaluation for nanofluid MQL in grinding Ti-6Al-4V based on grey relational analysis. Mater Manuf Processes 33(9):950–963. https://doi.org/10.1080/10426914.2017.1388522
Balan ASS, Kullarwar T, Vijayaraghavan L, Krishnamurthy R (2017) Computational fluid dynamics analysis of MQL spray parameters and its influence on superalloy grinding. Mach Sci Technol 21(4):603–616. https://doi.org/10.1080/10910344.2017.1365889
Dhar NR, Ahmed MT, Islam S (2007) An experimental investigation on effect of minimum quantity lubrication in machining AISI 1040 steel. Int J Mach Tools Manuf 47(5):748–753. https://doi.org/10.1016/j.ijmachtools.2006.09.017
Keblinski P, Phillpot SR, Choi SUS, Eastman JA (2002) Mechanisms of heat flow in suspensions of nano-sized particles (nanofluids). Int J Heat Mass Transf 45(4):855–863. https://doi.org/10.1016/S0017-9310(01)00175-2
Lockwood F, Zhang Z, Forbus T, Choi S (2005) The current development of nanofluid research. SAE Technical Paper 2005-01-1929. https://doi.org/10.4271/2005-01-1929
Choi SUS, Zhang ZG, Yu W, Lockwood FE, Grulke EA (2001) Anomalous thermal conductivity enhancement in nanotube suspensions. Appl Phys Lett 79(14):2252–2254. https://doi.org/10.1063/1.1408272
Zhang Y, Li C, Jia D, Zhang D, Zhang X (2015) Experimental evaluation of the lubrication performance of MoS2/CNT nanofluid for minimal quantity lubrication in Ni-based alloy grinding. Int J Mach Tools Manuf 99:19–33. https://doi.org/10.1016/j.ijmachtools.2015.09.003
Mao C, Tang X, Zou H, Huang X, Zhou Z (2012) Investigation of grinding characteristic using nanofluid minimum quantity lubrication. Int J Precis Eng Manuf 13(10):1745–1752. https://doi.org/10.1007/s12541-012-0229-6
Li B, Li C, Zhang Y, Wang Y, Jia D, Yang M, Zhang N, Wu Q, Han Z, Sun K (2017) Heat transfer performance of MQL grinding with different nanofluids for Ni-based alloys using vegetable oil. J Clean Prod 154:1–11. https://doi.org/10.1016/j.jclepro.2017.03.213
Choi SUS (1995) Enhancing thermal conductivity of fluids with nano particles, developments and applications of non-Newtonian flows. FED 231:99–105
Choi C, Jung M, Choi Y, Lee J, Oh J (2011) Tribological properties of lubricating oil-based nanofluids with metal/carbon nanoparticles. J Nanosci Nanotechnol 11(1):368–371. https://doi.org/10.1166/jnn.2011.3227
Devendiran DK, Amirtham VA (2016) A review on preparation, characterization, properties and applications of nanofluids. Renew Sustain Energy Rev 60:21–40. https://doi.org/10.1016/j.rser.2016.01.055
Sarit K, Das SUC, Wenhua Yu, Pradeep T (2007) Nanofluids: science and technology. John Wiley and Sons, New Jersey
Chetan GS, Venkateswara Rao P (2015) Application of sustainable techniques in metal cutting for enhanced machinability: a review. J Clean Prod 100:17–34. https://doi.org/10.1016/j.jclepro.2015.03.039
Jalandhar C, Ghosh S, Paruchuri VR (2015) Application of sustainable techniques in metal cutting for enhanced machinability: a review. J Clean Prod 100:17. https://doi.org/10.1016/j.jclepro.2015.03.039
Li Y, Je Z, Tung S, Schneider E, Xi S (2009) A review on development of nanofluid preparation and characterization. Powder Technol 196(2):89–101. https://doi.org/10.1016/j.powtec.2009.07.025
Khandekar S, Sankar MR, Agnihotri V, Ramkumar J (2012) Nano-cutting fluid for enhancement of metal cutting performance. Mater Manuf Processes 27(9):963–967. https://doi.org/10.1080/10426914.2011.610078
Setti D, Sinha MK, Ghosh S, Venkateswara Rao P (2015) Performance evaluation of Ti–6Al–4V grinding using chip formation and coefficient of friction under the influence of nanofluids. Int J Mach Tools Manuf 88:237–248. https://doi.org/10.1016/j.ijmachtools.2014.10.005
Shen B, Shih AJ, Tung SC (2008) Application of nanofluids in minimum quantity lubrication grinding. Tribol Trans 51(6):730–737. https://doi.org/10.1080/10402000802071277
Li B, Li C, Zhang Y, Wang Y, Jia D, Yang M (2016) Grinding temperature and energy ratio coefficient in MQL grinding of high-temperature nickel-base alloy by using different vegetable oils as base oil. Chin J Aeronaut 29(4):1084–1095. https://doi.org/10.1016/j.cja.2015.10.012
Chatha SS, Pal A, Singh T (2016) Performance evaluation of aluminium 6063 drilling under the influence of nanofluid minimum quantity lubrication. J Clean Prod 137:537–545. https://doi.org/10.1016/j.jclepro.2016.07.139
Jia D, Li C, Zhang D, Zhang Y, Zhang X (2014) Experimental verification of nanoparticle jet minimum quantity lubrication effectiveness in grinding. J Nanopart Res. https://doi.org/10.1007/s11051-014-2758-7
Tawakoli T, Hadad MJ, Sadeghi MH (2010) Influence of oil mist parameters on minimum quantity lubrication—MQL grinding process. Int J Mach Tools Manuf 50(6):521–531. https://doi.org/10.1016/j.ijmachtools.2010.03.005
Agarwal DK, Vaidyanathan A, Sunil Kumar S (2015) Investigation on convective heat transfer behaviour of kerosene-Al2O3 nanofluid. Appl Therm Eng 84:64–73. https://doi.org/10.1016/j.applthermaleng.2015.03.054
Li CH, Li JY, Wang S, Zhang Q (2013) Modeling and numerical simulation of the grinding temperature field with nanoparticle jet of MQL. Adv Mech Eng 5:986984. https://doi.org/10.1155/2013/986984
Singh R, Dureja JS, Dogra M, Gupta MK, Mia M, Song Q (2020) Wear behavior of textured tools under graphene-assisted minimum quantity lubrication system in machining Ti-6Al-4V alloy. Tribol Int 145:106183. https://doi.org/10.1016/j.triboint.2020.106183
Wang Y, Li C, Zhang Y, Li B, Yang M, Zhang X, Guo S, Liu G (2016) Experimental evaluation of the lubrication properties of the wheel/workpiece interface in MQL grinding with different nanofluids. Tribol Int 99:198–210. https://doi.org/10.1016/j.triboint.2016.03.023
Singh T, Dureja JS, Dogra M, Bhatti MS (2018) Environment friendly machining of inconel 625 under nano-fluid minimum quantity lubrication (NMQL). Int J Precis Eng Manuf 19(11):1689–1697. https://doi.org/10.1007/s12541-018-0196-7
Sharma AK, Tiwari AK, Dixit AR (2016) Effects of minimum quantity lubrication (MQL) in machining processes using conventional and nanofluid based cutting fluids: a comprehensive review. J Clean Prod 127:1–18. https://doi.org/10.1016/j.jclepro.2016.03.146
Wasan DT, Nikolov AD (2003) Spreading of nanofluids on solids. Nature 423(6936):156–159. https://doi.org/10.1038/nature01591
Das SK, Putra N, Thiesen P, Roetzel W (2003) Temperature dependence of thermal conductivity enhancement for nanofluids. J Heat Transfer 125(4):567–574. https://doi.org/10.1115/1.1571080
Singh R, Sharma A, Dixit A, Tiwari A, Pramanik A, Mandal A (2017) Performance evaluation of alumina-graphene hybrid nano-cutting fluid in hard turning. J Clean Prod. https://doi.org/10.1016/j.jclepro.2017.06.104
Rajmohan T, Sathishkumar SD, Palanikumar K (2017) Effect of a nanoparticle-filled lubricant in turning of AISI 316L stainless steel (SS). Part Sci Technol 35(2):201–208. https://doi.org/10.1080/02726351.2016.1146812
Bakalova T, Svobodová L, Rosická P, Borůvková K, Voleský L, Louda P (2016) The application potential of SiO2, TiO2 or Ag nanoparticles as fillers in machining process fluids. J Clean Prod. https://doi.org/10.1016/j.jclepro.2016.11.054
Virdi RL, Chatha SS, Singh H (2019) Experiment evaluation of grinding properties under Al2O3 nanofluids in minimum quantity lubrication. Mater Res Express 6(9):096574. https://doi.org/10.1088/2053-1591/ab301f
Javaroni RL, Lopes JC, Sato BK, Sanchez LEA, Mello HJ, Aguiar PR, Bianchi EC (2019) Minimum quantity of lubrication (MQL) as an eco-friendly alternative to the cutting fluids in advanced ceramics grinding. Int J Adv Manuf Technol 103(5):2809–2819. https://doi.org/10.1007/s00170-019-03697-z
Zhang D, Li C, Zhang Y, Jia D, Zhang X (2015) Experimental research on the energy ratio coefficient and specific grinding energy in nanoparticle jet MQL grinding. Int J Adv Manuf Technol 78(5):1275–1288. https://doi.org/10.1007/s00170-014-6722-6
Li M, Yu T, Zhang R, Yang L, Li H, Wang W (2018) MQL milling of TC4 alloy by dispersing graphene into vegetable oil-based cutting fluid. Int J Adv Manuf Technol 99(5):1735–1753. https://doi.org/10.1007/s00170-018-2576-7
Bai X, Li C, Dong L, Yin Q (2019) Experimental evaluation of the lubrication performances of different nanofluids for minimum quantity lubrication (MQL) in milling Ti-6Al-4V. Int J Adv Manuf Technol 101(9):2621–2632. https://doi.org/10.1007/s00170-018-3100-9
Shabgard M, Seyedzavvar M, Mohammadpourfard M (2017) Experimental investigation into lubrication properties and mechanism of vegetable-based CuO nanofluid in MQL grinding. Int J Adv Manuf Technol 92(9):3807–3823. https://doi.org/10.1007/s00170-017-0319-9
Wang Y, Li C, Zhang Y, Yang M, Zhang X, Zhang N, Dai J (2017) Experimental evaluation on tribological performance of the wheel/workpiece interface in minimum quantity lubrication grinding with different concentrations of Al2O3 nanofluids. J Clean Prod 142:3571–3583. https://doi.org/10.1016/j.jclepro.2016.10.110
Pal A, Chatha SS, Sidhu HS (2022) Performance evaluation of various vegetable oils and distilled water as base fluids using eco-friendly MQL technique in drilling of AISI 321 stainless steel. Int J Precis Eng Manuf Green Technol 9(3):745–764. https://doi.org/10.1007/s40684-021-00355-2
Lawal SA, Choudhury IA, Nukman Y (2012) Application of vegetable oil-based metalworking fluids in machining ferrous metals—a review. Int J Mach Tools Manuf 52(1):1–12. https://doi.org/10.1016/j.ijmachtools.2011.09.003
Rao KP, Xie CL (2006) A comparative study on the performance of boric acid with several conventional lubricants in metal forming processes. Tribol Int 39(7):663–668. https://doi.org/10.1016/j.triboint.2005.05.004
Zareh-Desari B, Davoodi B (2016) Assessing the lubrication performance of vegetable oil-based nano-lubricants for environmentally conscious metal forming processes. J Clean Prod 135:1198–1209. https://doi.org/10.1016/j.jclepro.2016.07.040
Emami M, Sadeghi MH, Sarhan AAD, Hasani F (2014) Investigating the minimum quantity lubrication in grinding of Al2O3 engineering ceramic. J Clean Prod 66:632–643. https://doi.org/10.1016/j.jclepro.2013.11.018
Yara-Varón E, Li Y, Balcells M, Canela-Garayoa R, Fabiano-Tixier A-S, Chemat F (2017) Vegetable oils as alternative solvents for green oleo-extraction, purification and formulation of food and natural products. Molecules 22(9):1474. https://doi.org/10.3390/molecules22091474
Yuan S, Hou X, Wang L, Chen B (2018) Experimental investigation on the compatibility of nanoparticles with vegetable oils for nanofluid minimum quantity lubrication machining. Tribol Lett. https://doi.org/10.1007/s11249-018-1059-1
Zhang Y, Li HN, Li C, Huang C, Ali HM, Xu X, Mao C, Ding W, Cui X, Yang M (2022) Nano-enhanced biolubricant in sustainable manufacturing: from processability to mechanisms. Friction. https://doi.org/10.1007/s40544-021-0536-y
Liao YS, Lin HM, Chen YC (2007) Feasibility study of the minimum quantity lubrication in high-speed end milling of NAK80 hardened steel by coated carbide tool. Int J Mach Tools Manuf 47(11):1667–1676. https://doi.org/10.1016/j.ijmachtools.2007.01.005
Sivalingam V, Zan Z, Sun J, Selvam B, Gupta MK, Jamil M, Mia M (2020) Wear behaviour of whisker-reinforced ceramic tools in the turning of Inconel 718 assisted by an atomized spray of solid lubricants. Tribol Int 148:106235. https://doi.org/10.1016/j.triboint.2020.106235
Li B, Li C, Zhang Y, Wang Y, Yang M, Jia D, Zhang N, Wu Q (2016) Effect of the physical properties of different vegetable oil-based nanofluids on MQLC grinding temperature of Ni-based alloy. Int J Adv Manuf Technol 89(9–12):3459–3474. https://doi.org/10.1007/s00170-016-9324-7
Tasdelen B, Thordenberg H, Olofsson D (2008) An experimental investigation on contact length during minimum quantity lubrication (MQL) machining. J Mater Process Technol 203(1–3):221–231. https://doi.org/10.1016/j.jmatprotec.2007.10.027
Iqbal A, Ning H, Khan I, Liang L, Dar NU (2008) Modeling the effects of cutting parameters in MQL-employed finish hard-milling process using D-optimal method. J Mater Process Tech 199(1–3):379–390. https://doi.org/10.1016/j.jmatprotec.2007.08.029
Silva LR (2013) Environmentally friendly manufacturing: behavior analysis of minimum quantity of lubricant—MQL in grinding process. J Clean Prod. https://doi.org/10.1016/j.jclepro.2013.01.033
Shokoohi Y, Khosrojerdi E, Rassolian Shiadhi Bh (2015) Machining and ecological effects of a new developed cutting fluid in combination with different cooling techniques on turning operation. J Clean Prod 94:330–339. https://doi.org/10.1016/j.jclepro.2015.01.055
Wang X, Li C, Zhang Y, Ding W, Yang M, Gao T, Cao H, Xu X, Wang D, Said Z (2020) Vegetable oil-based nanofluid minimum quantity lubrication turning: academic review and perspectives. J Manuf Process 59:76–97. https://doi.org/10.1016/j.jmapro.2020.09.044
Cetin MH, Ozcelik B, Kuram E, Demirbas E (2011) Evaluation of vegetable based cutting fluids with extreme pressure and cutting parameters in turning of AISI 304L by Taguchi method. J Clean Prod 19(17):2049–2056. https://doi.org/10.1016/j.jclepro.2011.07.013
Lawal SA, Choudhury IA, Nukman Y (2013) A critical assessment of lubrication techniques in machining processes: a case for minimum quantity lubrication using vegetable oil-based lubricant. J Clean Prod 41:210–221. https://doi.org/10.1016/j.jclepro.2012.10.016
Kuram E, Ozcelik B, Bayramoglu M, Demirbas E, Simsek BT (2013) Optimization of cutting fluids and cutting parameters during end milling by using D-optimal design of experiments. J Clean Prod 42:159–166. https://doi.org/10.1016/j.jclepro.2012.11.003
Shashidhara YM, Jayaram SR (2010) Vegetable oils as a potential cutting fluid—an evolution. Tribol Int 43(5–6):1073–1081. https://doi.org/10.1016/j.triboint.2009.12.065
Hadad M, Sadeghi B (2012) Thermal analysis of minimum quantity lubrication-MQL grinding process. Int J Mach Tools Manuf 63:1–15. https://doi.org/10.1016/j.ijmachtools.2012.07.003
Pal A, Chatha SS, Sidhu HS (2021) Performance evaluation of the minimum quantity lubrication with Al2O3-mixed vegetable-oil-based cutting fluid in drilling of AISI 321 stainless steel. J Manuf Process 66:238–249. https://doi.org/10.1016/j.jmapro.2021.04.024
Hernández Battez A, González R, Viesca JL, Fernández JE, Díaz Fernández JM, Machado A, Chou R, Riba J (2008) CuO, ZrO2 and ZnO nanoparticles as antiwear additive in oil lubricants. Wear 265(3):422–428. https://doi.org/10.1016/j.wear.2007.11.013
Zhang D, Li C, Jia D, Zhang Y, Zhang X (2015) Specific grinding energy and surface roughness of nanoparticle jet minimum quantity lubrication in grinding. Chin J Aeronaut 28(2):570–581. https://doi.org/10.1016/j.cja.2014.12.035
Rahim EA, Sasahara H (2011) A study of the effect of palm oil as MQL lubricant on high speed drilling of titanium alloys. Tribol Int 44(3):309–317. https://doi.org/10.1016/j.triboint.2010.10.032
Lawal SA, Choudhury IA, Nukman Y (2014) Evaluation of vegetable and mineral oil-in-water emulsion cutting fluids in turning AISI 4340 steel with coated carbide tools. J Clean Prod 66:610–618. https://doi.org/10.1016/j.jclepro.2013.11.066
Zhang X, Li C, Zhang Y, Wang Y, Li B, Yang M, Guo S, Liu G, Zhang N (2017) Lubricating property of MQL grinding of Al2O3/SiC mixed nanofluid with different particle sizes and microtopography analysis by cross-correlation. Precis Eng 47:532–545. https://doi.org/10.1016/j.precisioneng.2016.09.016
Wang Y, Li C, Zhang Y, Yang M, Li B, Jia D, Hou Y, Mao C (2016) Experimental evaluation of the lubrication properties of the wheel/workpiece interface in minimum quantity lubrication (MQL) grinding using different types of vegetable oils. J Clean Prod 127:487–499. https://doi.org/10.1016/j.jclepro.2016.03.121
Thottackkad MV, Perikinalil RK, Kumarapillai PN (2012) Experimental evaluation on the tribological properties of coconut oil by the addition of CuO nanoparticles. Int J Precis Eng Manuf 13(1):111–116. https://doi.org/10.1007/s12541-012-0015-5
Huang S, Lv T, Wang M, Xu X (2018) Effects of machining and oil mist parameters on electrostatic minimum quantity lubrication–EMQL turning process. Int J Precis Eng Manuf Green Technol 5(2):317–326. https://doi.org/10.1007/s40684-018-0034-5
Nguyen TK, Do I, Kwon P (2012) A tribological study of vegetable oil enhanced by nano-platelets and implication in MQL machining. Int J Precis Eng Manuf 13(7):1077–1083. https://doi.org/10.1007/s12541-012-0141-0
Naskar A, Singh BB, Choudhary A, Paul S (2018) Effect of different grinding fluids applied in minimum quantity cooling-lubrication mode on surface integrity in cBN grinding of inconel 718. J Manuf Process 36:44–50. https://doi.org/10.1016/j.jmapro.2018.09.023
Sinha MK, Madarkar R, Ghosh S, Rao PV (2017) Application of eco-friendly nanofluids during grinding of Inconel 718 through small quantity lubrication. J Clean Prod 141:1359–1375. https://doi.org/10.1016/j.jclepro.2016.09.212
Funding
It is certified that we have not received any funding from any agency for carrying out present research work.
Author information
Authors and Affiliations
Contributions
All the authors have equally participated and worked as a team to complete this research study. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interests.
Ethical approval
Not applicable.
Consent to participate
Not applicable.
Consent to publication
Not applicable.
Additional information
Technical Editor: Marcelo Areias Trindade.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Virdi, R.L., Pal, A., Chatha, S.S. et al. A review on minimum quantity lubrication technique application and challenges in grinding process using environment-friendly nanofluids. J Braz. Soc. Mech. Sci. Eng. 45, 238 (2023). https://doi.org/10.1007/s40430-023-04159-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-023-04159-0