
Abstract
Grinding is one of the important machining processes that are widely applied in precision manufacturing. In the beginning, studies mostly focused on dry machining. In time, emerging technologies have led to change in the development of the machining process. New techniques and tools have been developed over the last decade that has brought the process to an advanced place. At first, flood cooling has removed the burning problems in the grinding process. After that, a new technique was developed which is known as minimum quantity lubrication (MQL). This technique is a recognized opportunity to eliminate environmental concerns. This paper reviews some of the common as well as advanced MQL systems specifically used in grinding operations. The effect of MQL and other cutting parameters on cutting forces, surface roughness of the machined workpiece, tool wear, temperature, specific cutting energy, and residual stress is outlined. This paper also addressees the recent trend of cooling systems in the grinding process. After reading this research paper, one can easily get an overview of the previously conducted research to find the output parameter trends in MQL condition. The reader can infer from this paper in which direction the development trend in grinding is in the machining process.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
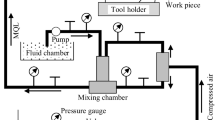
The increase in the awareness of industries makes easier the understanding of the importance of environmental change, and this opens new areas for competition in the world market [1,2,3,4]. Coolants and lubricants have an important place in the industry in terms of both environmental, health, and economic aspects. In the manufacturing sector, lubrication and cooling cost is a significant factor in total product costs [5]. Cooling lubricant cost ranges from 7 to 17% of the total cost of the final product, depending upon the material type and production type [6, 7]. For the protection of the environment and labor, the use of the conventional cooling method is going to be replaced with new and advanced cooling techniques in the future for sustainable manufacturing [8]. New technologies such as cryogenic-assisted machining [9], solid lubrication and oil in water, near dry machining, or MQL became popular recently [8,9,10,11,12,13,14,15,16,17,18,19,20]. The MQL technology is not only environmentally friendly but also a key factor for cost reduction in manufacturing sectors [21,22,23,24]. The reduction of lubricant fluids in the manufacturing shops can improve the work quality and economically competitive production [23]. MQL spray application during grinding is represented in Figure 1. Here, the working principle of the oil-air mixture, which takes a pulverized form, in the grinding process is shown as a representation.

Schematic representation of MQL application in grinding operation (Copyrights reserved) [25]
In recent times, dry machining is essential for the metal processing industries [26,27,28], but one cannot simply remove the use of lubricants in the manufacturing process [29]. They play an important role in the process like lubrication, reduction of friction, and chip removal. Without the use of lubrication, the workpiece may have defects. It is therefore recommended to use a small amount of lubricant in the machining process [30].
For surface smoothing and better workpiece finish, grinding is widely used among machining processes in the industry. It involves material removal by contact between grinding wheel having sharp cutting particles and workpiece [31]. The better surface finish of the workpiece becomes a critical factor according to the recent demand [32,33,34]. Better surface finish reduces the effect of major failure and increases the component integrity. It is an important factor in terms of fatigue life performance [35]. High specific energy is required in grinding operation due to the shearing with adverse grit geometry. Sliding grains in the contact zone cause the high temperature on the surface ground [36]. Surface damage occurs due to this high temperature in the form of burning, tensile residual stress, deformed layer, and oxidization [37]. To reduce workpiece temperature and to decrease the risk of thermal damage, conventional coolants have been used in the grinding process since they enhance the process performance [38].
Dry machining requires no extra cost as it can be applied easily without the need for any equipment. However, it is not recommended for use due to the deficiencies in removing the excess heat generated [39, 40]. Conventional cooling (flood cooling) has been the leading method used for years to eliminate these deficiencies. However, due to environmental, health, and cost issues of conventional cooling/lubrication applications, MQL is an advanced technology in this context with its guaranteed and fully accepted methodology [41].
Grinding covers a wide application area among the abrasive processes with providing high material removal rates during finishing and ultra-precision machining. Considering the developments in the manufacturing sector and demands for high reliability, high productivity and minimum cost push the researchers for the improvement of processes. Also, recent advances became more and more repetitive for improved precision for the surface texture of the produced part. In this context, this review paper outlines first the effect of MQL on machining operations. Then, in the perspective of grinding, MQL applications and their impact on surface roughness, cutting forces, cutting temperature, tool wear, specific cutting energy, and residual stress are highlighted respectively.
Table 1 summarizes the performance of different cooling technologies with star ratings including several MQL approaches, cryogenic, and dry conditions. As it can be seen, when setup cost increases depending on the technology, surface integrity and tool life reduce dramatically. This situation is clearly shown when comparing dry and other technologies. There is no much difference in the view of power supply, gross cost, and eco-friendly machining according to this comprehensive survey [42].
2 Minimum quantity lubrication
The name of MQL itself defines the expression which purposes to use a little amount of lubrication. The usage of minimum liquid provides to reduce temperature and friction between workpiece and cutting tool. The word “minimum” varies in the different manufacturing processes, depending upon the different parameters. In many operations, minimum quantity lubrication is the key to success for dry machining. As a rule, it is important to apply the cutting fluid to the cutting area and make it easier to reduce the coefficient of friction with oil particles. It is also aimed to decrease the temperature for removing the maleficent effect of heat on material such as wear and residual stress.
All the MQL parameters must be set appropriately to get optimal output [43]. Lubricants/coolants are used for cooling and to remove chips, and more commonly oils and emulsions are used depending upon the manufacturing process. The ways for reducing the heat on the cutting area is an intriguing issue classified and presented in Figure 2. The emulsion exhibits excellent heat transfer properties as they have a high water content. Fluid lubrication benefit is lost when only compressed air is used. Oil and water capacity to transfer chips is more than air. Basically, minimum quantity lubrication and minimum quantity cooling both come under the umbrella of minimum quantity cooling lubrication.

Different approaches for reduction of heat during machining (Copyrights reserved) [44]
Minimum quantity lubrication is done through two methods, one is through a commercial-based MQL system made by different companies. Another is the one created by a self-made customized fabricated setup. MQL uses high-pressure air and impinges at high speed from a nozzle on the workpiece tool zone. Air pressure varies from 1 bar to 8 bars according to requirement. It uses very less amount of fluid in the range of 20–1200ml/h, and it combines air and oil to make aerosol [18, 45]. The different researchers utilized this system for the experimental study [46, 47]. In the machining process, the material is removed by the cutting edge of the cutting tool which causes the chip to shear off from the workpiece. Energy is released in the form of heat in two zones, i.e., primary zone and secondary shear zone. Deformation zones and heat generation are demonstrated in Figure 3. Totally, elastoplastic deformation, friction, and sliding lead to heat generation and further temperature increase. It is accepted as the main reason for tool wear, and therefore, reducing the heat provides a clear advantage for improving the quality of machining. It is hard to avoid energy realize in the primary zone. It is due to the breakage of molecular bonds on the workpiece. This heat dissipates into the workpiece and chip. In the secondary shear zone, friction and heat are produced which causes the tool and chip to warm. Premature cutting tool wear is occurred due to this heat. MQL can significantly reduce heat by effectively lubricating the chip-tool interface.

Heat generation in metal cutting (Copyrights reserved) [48]
This paper focuses on the MQL applications for the grinding process and its ultimate results about surface roughness, cutting forces, cutting temperature, tool wear, specific cutting energy, and residual stress. In this context, the MQL system and grinding mechanism are explained in detail in order to show the importance in the literature. Then, a section is separately organized to give the effect of MQL implementation on process parameters. The main objective is to demonstrate the impact of MQL on grinding and the underlying mechanism of it. A number of articles have previously been published on this field that shed light on the paper. It is tried to outline the previous papers in tables with more detail and visualize the cutting mechanism and surrounding equipment. In the meantime, possible effects of utilization of MQL on grinding such as cost, energy consumption, and efficiency are comprehensively handled with the help of open literature.
3 Effect of MQL on machining characteristics
Machining operations include many machinability characteristics which show the quality of the operation performed. After the process is completed, it is needed to measure some features that belong to the workpiece and cutting tool generally accepted as the main criteria of the high performance. During chip removal in grinding machine, the cutting wheel rotates with a determined speed producing cutting forces, consuming cutting power, and creating a surface texture. This procedure leads to wear on the grinding wheel, and initial conditions show variation in time. Therefore, at the end of the process, mentioned developments may change the quality characteristics such as surface roughness, cutting forces, tool wear, and specific energy. Considering high frictional medium due to rubbing and plowing and high material removal volume, MQL application facilitates chip removing mechanism. In this section, the effect of MQL usage on machining characteristics is criticized in the light of literature. In the following, Table 2 summarizes the papers concerned about surface roughness, forces, tool wear, temperature, residual stress, and energy while conducting MQL-assisted grinding operation.
3.1 Effect of MQL on surface roughness
It has long been recognized that surface roughness is an important indicator for the acceptance/rejection criterion of a finished product. Surface finish is an important output parameter in the grinding process and an important index of machinability performance [76]. Machine components and their life also depend upon their surface finish. Commonly excellent surface finish is achieved by different machining processes like honing, lapping, super finishing, and grinding process. Surface roughness occurs more in continuous machining processes like turning of a ductile material. Surface roughness is also an important parameter to determine the behavior of a material in the environment [77]. Smooth surfaces have less coefficient friction than rough surfaces, and they wear less. Irregularities in the surface of the material can be the cause of corrosion. The performance of any mechanical component can be predicted by the roughness. Various studies have been carried out in the literature under MQL cooling/lubrication medium to improve surface roughness in grinding operations, and some of them are summarized in this subsection.
Kelly and Cottrell [78] observed impressive surface roughness values in experimentation with MQL. This was due to the effective lubrication provided by the MQL. Tawakoli et al. [25] investigated the effect of workpiece and MQL condition in the grinding process. It was noted that the surface finish value obtained in the MQL environment was better because of good lubricity and good cooling of abrasive grains at the cutting zone. Silva et al. [79] worked on tempered and annealed steel with alumina oxide abrasive in an MQL environment. They found a better result in MQL grinding than flood cooling due to the best lubrication and effective penetration of fluid in the cutting zone. Braga et al. [80] worked on diamond-coated carbide drills under MQL condition with a flow rate of 10ml/h. They found that the quality of holes is either same or in some cases better than flood cooling. Surface roughness values were better than all environments tested. Davim et al. [81] used Taguchi optimization and founded that MQL is necessary for good surface roughness. Surface roughness showed an increase in MQL because of high temperature. Barczak et al. [50] performed experimentation on BS 534A99 and BS 970 080M40. They observed low friction conditions under the MQL process and better surface roughness. Emami et al. [72] worked on engineering ceramics under MQL conditions. The effect of different lubricants was analyzed. The optimum surface roughness value was found at 0.22 um. Silva [13] investigated the effect of ABNT 4340 in the grinding process. It was observed that the surface roughness value was better for MQL condition was better than flood cooling. It was due to good lubrication. Tawakoli et al. [62] checked the effect of nozzle position for the surface roughness of 100Cr6. They emphasized that the adjustment position of the nozzle is a significant factor for effective application of MQL oil mist. Silva et al. [82] studied the MQL technique for ABNT 4340 steel in plunge surface grinding. In his analysis, it was concluded that Ra values are very less. While using the MQL technique, Al2O3 grinding wheel provides a better surface finish compared to CBN wheel. However, Al2O3 provides a lower surface finish than CBN in flood cooling. Alves et al. [83] worked on hardened steel parts under MQL. It was noted that the flood cooling method provided a better surface finish than the MQL technique, at the same time surface roughness values obtained at a flow rate of 80 ml/h are lower, and these values are comparable to industrial application. In optimized conditions, surface roughness was 71.7% lower than MQL and 47% lower than the flood dispensing method. Sadeghi et al. [60] performed experimentation to check the effect of MQL on surface roughness of the titanium alloy. In their study, vegetable and synthetic ester oils used in MQL system were compared based on surface quality characteristics. The grinding ability of fluids was also assessed with conventional cooling. As a result, the surface roughness under MQL-assisted machining was larger than under conventional grinding. In addition, MQL-assisted grinding with synthetic oil offered a good surface condition than vegetable oil. Oliveira et al. [84] tried to improve the MQL process in the grinding process. Better surface roughness and less roundness error are obtained with a drastic reduction of lubricant. It was due to MQL having a cleaning jet that provides cooling lubrication conditions in the grinding process. It is a cleaner and cost-effective process. Alves et al. [85] checked the effect MQL parameter for the plunge surface grinding of SAE 52100. It was noted in this study that the MQL oil flow rate did not affect the surface roughness values. The conventional cooling method has better surface finish than the MQL technique. Surface roughness value 3.5 um was constant for all MQL flow rates. Zhang et al. [86] studied the behavior of MoS2 nanoparticles in the MQL grinding process. It was seen that the dry grinding process produces higher surface roughness values comparing with a flood, MQL, and nanoparticles jet MQL. Dry grinding has also burned on the workpiece surface, and flood grinding has the lowest surface values with good surface quality among all. Paraffin and palm oil surface roughness values were 33.3% and 44.4% less than dry grinding, and Rz values were 30.4% and 32.1% less, respectively (Figure 4).

Surface roughness under different MQL conditions (Copyrights reserved) [86]
Emami et al. [73] investigated the behavior of MQL in the grinding of Al2O3 engineering ceramics. It was found that surface roughness values for MQL are less than the conventional wet grinding method. In MQL, lubrication is higher than conventional cooling which makes the surface roughness values decrease. It is a clear fact that the neat lubricant oil gives better lubrication for machining. This efficient lubrication reduces wheel-workpiece friction. Hadad et al. [87] performed grinding experiments for hardened 100Cr6 (AISI 52100) steel. Accordingly, the grindability of 100Cr6 steel increases with using the MQL system. In grinding operations, surface roughness under MQL oil was less compared to other methods such as fluid, dry, air jet, and water-based MQL conditions. Rabiei et al. [74] worked on soft steels (CK45 and S305) and hard steels (HSS and 100Cr6) in MQL grinding process. It is noted that surface roughness values were much better in MQL in hard steels. The reason for lower waviness is less friction in MQL. Hard steel, on the other hand, has a brittle structure, so its surface damage is lower than soft steel. It is seen that the use of MQL for hard steel can decrease the friction coefficient. Kedare et al. [88] carried out an experimental work under an MQL environment. Results show that surface roughness value MQL is less conventional flood lubrication. MQL provides a good result at less cutting speed and less depth of cut. Belentani et al. [89] worked on quenched and annealed form of SAE 4340 steel under MQL in CBN-assisted grinding. As a result, when compared to typical MQL, MQL with water (1/5) produced superior outputs in terms of surface roughness and roundness errors, and the responses were remarkably similar to those obtained when utilizing flood coolant. Wojcik and Nadolny [90] investigated the influences of cutting fluids administered with MQL on grinding process for nickel-based alloys, i.e., Nickel 201, Inconel 600, and Monel 400. They reported that the properties of Biocut 3000 offer the most advantageous properties of machined surface roughness as well as a simultaneous increase in grinding power compared to outputs when using Ecocut Micro Plus 82.
3.2 MQL effect on grinding forces
Force is an important output parameter commonly measured in the machining process. High compressive and frictional contact stresses produce cutting forces during grinding operation. Cutting forces knowledge is essential for the design of the tool, fixture design, material removal rate, cutting tool wear, surface roughness, etc. A variety of researchers have been mentioned normal and tangential forces in their papers in order to focus the several machining results. Tawakoli et al. [60] concluded that compared to fluid cooling and dry mode, MQL-assisted grinding decreases tangential forces significantly due to the presence of lubricant condition the grinding wheel, allowing for improved grain sliding at the workpiece–tool interface. During MQL-assisted grinding of Al2O3 ceramic material, the performance of four types of lubricants, viz., mineral, hydrocracked, synthetic, and vegetable oils, was assessed in terms of cutting force, specific energy, and surface roughness by Emami et al. [72]. It was emphasized that oil with MQL not only improves cutting force, but it also helps to reduce the environmental impact of cutting fluids by including environmentally acceptable oils. In a study made by Barczak et al. [50], a comparison of three cooling methods was conducted: traditional flood cooling, dry grinding, and MQL grinding. A general purpose alumina wheel was used to grind common steels EN8, M2, and EN31. The authors’ results show that MQL can offer similar performance to flood cooling. Tawakoli et al. [62] done tests under various MQL grinding environments to establish the MQL parameters’ performance with regard to grinding forces. The findings suggest that the nozzle’s setup location is a critical aspect in the proper application of MQL oil mist. Tawakoli et al. [60] also prepared a set to grind 42CrMo4 soft steel and 100Cr6 hardened steel under a different environment. As seen in Figure 5, grinding force ratios were less when MQL oil with Al2O3 wheel was used.

Force ratio when grinding of a and b 100Cr6 hardened steel and c and d 42CrMo4 steel (Copyrights reserved) [60]
Silva et al. [82] investigated the performance of the MQL method under various lubrication and cooling modes while grinding 4340 steel. It was stated that when compared to the traditional cooling condition, the MQL approach lowered the tangential cutting force to a considerable level. Rabiei et al. [74] worked on soft steel and hard steel in MQL grinding process. It was stated that specific tangential grinding forces for dry and conventional fluid-assisted grinding were higher than MQL. This was due to the effective lubrication of wheel grains in the cutting zone. This makes the result of lower cutting forces in the cutting zone. Figure 6 outlines specific tangential grinding force for soft steel.

Specific tangential grinding forces for soft steels S305 (Copyrights reserved) [74]
Hadad et al. [87] performed grinding experiments of hardened 100Cr6 steel with different cutting fluids in an MQL environment. As a result, the MQL grinding procedure with MQL oil was shown to significantly improve the grindability of 100Cr6 material in terms of grinding force as well as surface roughness.
3.3 MQL effect on tool wear
Tool wear is an unavoidable process developing on the cutting tool during machining operations. Grinding wheel wear is a complex phenomenon that depends on many effective contributors that need to be controlled. Excessive wheel wear leads to deterioration of workpiece surface and dimensional accuracy of the produced part. This situation causes loss of material, time, and labor eventually. As being the ultimate aim of the production process, the workpiece sample presents an important part of the whole manufacturing chain. Machine downtime problems mostly occur due to the sudden failure of the cutting tool. Also, cutting tool costs cover 6–12% of the total costs [91,92,93,94,95].
The wear behavior of the grinding wheel under MQL and other cooling/lubrication conditions has been studied by various researchers; some of these are summarized in this subsection. Oliveira et al. [84] worked on the wheel wear during grinding of the AISI 4340 steel. Clogging of grinding wheel pores from chips was the major cause of volumetric wheel wear. The decrease in wheel wear in MQL with the cleaning jet shows that cooling-lubrication is improved. It is also noted in the study that MQL reduces health hazards. In grinding AISI 4340 hardened steel with a CBN wheel at three flow rates using a wheel cleaning jet-assisted MQL, the results of MQL and traditional techniques were compared by Javaroni et al. [96]. Consequently, wheel cleaning jet-assisted MQL exhibited superior performance than others. In addition, when compared to MQL without wheel cleaning, the use of the wheel cleaning jet decreased wheel wear by up to 73 percent, resulting to sustainable and effective grinding. In another research study done by Javaroni et al. [97] grinding of AISI 4340 material under MQL technique with cooled wheel cleaning jet. Authors emphasized that the MQL technique with cooled wheel cleaning jet reduced wheel wear by 98 percent compared to conventional MQL mode as provided in Figure 7.

Wheel wear results under different conditions (Copyrights reserved) [97]
Adibi et al. [98] investigated MQL grinding of carbon fiber-reinforced SiC matrix composites, which is recognized for being a cost-effective and ecologically friendly grinding method, and its efficiency was compared to that of traditional fluid and dry grinding methods. It was reported by researchers that in dry grinding, wheel wear was the most important factor, while MQL grinding had the lowest wheel wear ratio. Garcia et al. [99] investigated the effect of adding water to the MQL method in grinding AISI 52100 steel in order to eliminate the shortcomings identified in the traditional MQL method. It was stated that when compared to the conventional approach, the MQL technique’s reduced coolant capacity with pure oil and lower lubrication capacity with water resulted in more grinding wheel wear. Javaroni et al. [100] studied grindability of advanced ceramics under MQL and conventional cooling methods, and they reported that when compared to conventional cooling-lubrication, the MQL approach resulted in a significant increase in wheel wear.
3.4 MQL effect on cutting temperature
Cutting temperature is a natural process triggered by the workpiece and tool contact under high pressure during grinding. The main factor in cutting temperature is friction at the contact area between the tool and workpiece. And this is accepted as the primary cause of tool wear. It is important to remove and move away the chips as fast as possible from the cutting area safely. Also, the thermal conductivity of the work material plays a significant role in accumulated heat [75]. Workpiece and cutting tool material properties such as hardness and toughness have an influence on the process and temperatures [101]. Under these conditions, a group of parameters are implemented during the process, and the main aim is generally reducing the cutting temperatures. Cutting speed is accepted as the most effective factor on temperature as it accelerates the friction coefficient. Therefore, it is expected that MQL makes it easier to decrease heat by including water for cooling and oil for the reduction of friction. Many attempts have been performed to measure the effect of MQL on grinding in the past [102,103,104].
Sasahara et al. [105] worked on CFRP (carbon fiber-reinforced plastics) to analyze the temperature. The surface temperature was noted to be 375.9 °C in dry grinding with a wide temperature region. The temperature value was 236.4 C in the conventional cooling system with an external nozzle. This temperature was still higher epoxy resin (120–180 °C). It is seen that the internal cooling system was effective, and 65.1 °C temperature was found, and the temperature is lower than the glass transition temperature of the epoxy resin. Hadad et al. [87] analyzed the effect of dry, fluid (wet), and MQL conditions on grinding process of 100Cr6 material. Temperatures were measured under the ground surface for different depths and for different environments, i.e. dry, MQL, and fluid. Maximum temperature is found for dry grinding that was expected. In their conclusion on MQL, the authors found that although this technique lubricates well in the grinding process, it failed to meet the grinding cooling requirements compared to liquid grinding in terms of temperature response curves obtained in experiments with MQL. In another study performed by Hadad and Sadeghi [106], similar observations were reported. Benkai et al. [54] conducted an experimental study to determine the effect of seven different vegetable oils into MQL system on temperature as well as forces and energy ratio coefficient in grinding of nickel-based alloy. As a result, it was reported that palm oil is the base oil that produces the best MQL grinding results, with a tangential grinding force of 26.98 N, a normal grinding force of 87.10 N, a grinding temperature of 119.6 °C, and a 42.7 percent energy ratio coefficient. Barczak et al. [50] who ground some steels, i.e., EN8, M2, and EN31, concluded that when grinding soft materials under MQL, the temperature can be reduced to levels close to conventional cooling, while MQL can be insufficient for grinding hard materials. Shen and Shih [107] investigated the grinding temperature using CBN wheels under MQL environment. Based on the experimental results, the authors reported that the insufficient cooling problem of MQL grinding can be overcome by using CBN wheels. Sanchez et al. [108] worked the effect of hybrid MQL-CO2 grinding technology on coolant capacity and reported that the temperature obtained with the MQL-CO2 system is quite close to the temperature obtained with conventional cooling. Hadad and Hadi [67] emphasized that in the grinding process under MQL, the temperature can be significantly reduced compared to dry grinding. However, MQL grinding cannot provide a better cooling capacity compared to liquid grinding. Nevertheless, it was emphasized that MQL grinding is a sustainable technique that can be used in the future.
3.5 MQL effect on specific cutting energy
During cutting, high pressure between the cutting tool and workpiece produces high cutting forces. Due to the dynamically changing of contact area of grinding and hard particle-dependent abrasive cutting mechanism, variable cutting forces were also generated. Specific energy is defined as the energy required for the per unit of metal removed [109]. The cutting forces cause specific cutting energy with the effect of the rotation of the wheel during grinding. Mainly, cutting forces and cutting speed are in inverse proportion, and their common impact determines the total specific cutting energy [61]. Actually, it is desired to consume minimum energy while a whole machining operation. On the other hand, obtaining the required range of surface roughness heavily depends on the implementation of proper cutting forces. This is a contradictory situation that needs to be solved which also presents an intriguing issue from the perspective of optimization. A handful of papers have been published in literature about specific cutting energy during grinding operation [63, 110,111,112].
Emami et al. [72] checked the effect of the MQL parameter on specific energy. Lower specific energy is achieved when using synthetic oil in rough grinding. The optimum parameter for minimum specific energy suggests that is best achieved in rough grinding. Optimum energy was found at 4.93 J/mm3. Zhang et al. [86] studied the effect of MQL on specific grinding energy. Figure 8 and Figure 9 show the specific grinding energy for different grinding environments and nano-MQL variations, respectively. Accordingly, the highest specific energy value was found for dry grinding which is 155.6 J/mm3 due to high friction, and in conventional flood grinding, the specific energy was lowest, i.e., 50.20 j/mm3 as seen in Figure 10. Moreover, MQL grinding shows a better result than dry grinding. It is possible to see from Figure 11 that while palm oil offers the best results, in fact, there is no much difference between different types of oils on producing specific cutting energy. Tawakoli et al. [60] reported that MQL-assisted grinding provides a significant reduction in coefficient of friction and specific energy for both hardened and mild steel, which can be attributed to the high lubricating effect in the contact zone that maintains grain sharpness. Wang et al. [114] ground nickel-based alloy GH4169 under MQL using different cutting fluids. The authors’ results revealed that MQL grinding using vegetable oil offered a lower specific grinding energy than flood cooling. Among the grinding fluids, castor oil provided the best lubricating properties. The friction coefficient and specific grinding energy of castor oil were 0.30 and 73.47 J/mm3, respectively, which decreased by 50.1% and 49.4% compared to flood grinding. Chakule et al. [115] investigated the influence of different machining modes on critical indicators in grinding process. They reported that the specific grinding energy for MQL is significantly lower than for dry grinding but slightly higher compared to wet grinding. The specific energy for wet, MQL, and dry grinding was determined as 18.95 N/mm2, 24.32 N/mm2, and 36.25 N/mm2, respectively. Thus, the MQL process was highlighted as a sustainable technique compared to wet cutting.

Specific grinding energy under different cooling/lubrication conditions (Copyrights reserved) [86]

Four basic oils and specific grinding energy for the nanoparticle (Copyrights reserved) [86]

Residual stress caused by thermal and mechanical effects (Copyrights reserved) [113]

Comparative results of residual stress (Copyrights reserved)n [79]
3.6 MQL effect on residual stress
Residual stress is formed on the surface after the production process mostly due to plastic deformation [116]. As seen in Figure 10, mechanical and thermal effects change the distribution of stress on the surface, and distortions may produce as a result. Residual stress affects stiffness, fatigue strength, and service life of a part produced [117]. Residual stress also plays an important role in eliminating the dimensional instability of the high-precision parts.
MQL, which is one of the cooling lubrication methods used in grinding operations, is considered to be environmentally friendly and economical. However, it is important to determine the effect of the MQL process on the residual stresses on a surface obtained in the grinding process, which is a final finishing process. Therefore, some researchers investigated the effect of MQL grinding on residual stresses and reported them in the literature. Some of these are summarized in this review article. For example, Silva et al. [82] studied the residual stress in grinding. Authors reported that residual compressive stresses were obtained under all lubrication/cooling conditions. In addition, the highest residual stress obtained with the Al2O3 wheel under MQL at air pressure of 30 m/s and flow rate of 40 ml/h was −376 MPa versus −160 MPa obtained with conventional cooling. Alves et al. [83] studied the residual stress in the MQL environment and reported that residual stress obtained from was larger. Da Silva et al. [79] worked on inlet engine valve grinding. Authors highlighted that residual compressive stresses are assumed to enhance the mechanical properties of components by increasing fatigue strength and product service life. However, residual tensile stress is detrimental to mechanical strength, corrosion, and wear. Accordingly, according to the outcomes made by the authors as shown in Figure 11, the MQL method created higher residual compressive stresses than the traditional cooling system, which is a beneficial event. Both MQL and traditional conditions exhibited a substantial improvement in residual compressive stress values as compared to dry grinding. Shao et al. [118] investigated residual stress in MQL grinding of 1018 steel. It was reported that MQL and flood cooling grinding created compressive residual stress on the machined surface, while dry grinding produced extremely high tensile residual stress. Moreover, in terms of residual stresses, MQL grinding may achieve very comparable results to flood cooling grinding while lowering lubricant costs dramatically. Naskar et al. [119] studied the influence of various grinding oils in MQL on surface integrity during grinding of Inconel 718. It was found that the residual stress is minimal for neat oil followed by conventional cooling. Huang et al. [120] emphasized that based on a specified harden layer, MQL grinding can increase machined surface integrity, including greater surface compressive stresses and reduced surface roughness. As a result, MQL grinding is regarded as a superior option over dry grinding.
4 MQL with nanofluids
Nanoparticles have different types of mechanical properties according to the specifications of metals used such as high strength, high hardness, high chemical stability, and high melting point. In this context, crystal structure, metallic bonds, shape of the particles, and the magnitude of the particles have a considerable effect on the main mechanism and influence on the process. That is why all of the geometric, tribological, chemical, and physical situations should be taken into consideration especially thinking of the microstructure. The main aim of adding nanoparticles of solid particles into the lubricants is to gain different sliding, frictional, filling, and wear mechanisms. As being a microstructural and dynamically changing medium of tool and workpiece contact area, measuring the effect of these tiny particles is hard sometimes. It is desired to compose these particles with lubricant in order to form a surface film on the top of the surface of the workpiece. As seen in Figure 12, this differs the friction mechanism into an antifriction mechanism, and filling the voids on the tool and workpiece occurs as a result of wear which paves the way for reducing cutting forces and consumed energy. And in some situations, particles utilized may lead to a polishing effect on the surface with upgrading the surface quality.

Tribological effects of nanoparticles (Copyrights reserved) [121]
Nanoparticles have also higher thermal conductivity than the base fluids, so their mixture with base fluid enhanced the thermo-physical properties. Many researchers have recently worked on the nanoparticles and their effects on output parameters of the different machining processes, i.e., grinding, turning, drilling, and milling. The heat transfer rate of the conventional fluid can be increased by adding nanoparticles. For example, mineral oils have excellent lubrication properties and have a poor thermal property which restricts it to use in industry. Therefore, the addition of nanometer-sized particles in the base fluid can improve the thermal properties.
Nanofluids are special cutting fluids supported by nanoparticles such as CNTs, MoS2, SiO2, and Al2O3 used for affecting the lubricating characteristics. Utilizing lubricants in different forms provides several advantages for improving machining quality in terms of materials and cutters. Considering the mechanism of grinding, it is difficult to apply the lubrication between the tool and workpiece properly. Especially thinking of the brittle materials, grinding may lead to challenging issues in the deformation procedure. There is a need to improve the current situation of the grinding mechanism. Therefore, solid particle reinforced lubrication methods have been popular in the last years in machining. Regarding the diversity of nanoparticles such as oxide, nitride, and carbide, hundreds of types of nanoparticles can be integrated into lubricants. This brings a considerable number of nanofluids with the addition of the oil types. It is important to experimentally measure the different types of nanofluids in different machining operations. As mentioned in the previous sections, the use of base liquid MQL was at the same level or lagging behind conventional cooling in terms of grinding performance in some studies reported from literature. In particular, the use of base fluid-based MQL was less effective than conventional cooling in reducing the grinding temperature. Therefore, the use of base fluids supplemented with nanoparticles (nanofluids) is accepted as an opportunity to both increase performance and contribute to sustainable manufacturing in MQL-grinding processes as seen in Figure 13. In the perspective of this paper, grinding-based studies have been handled in using nanofluids and their contributions to performance enhancement.

Schematic representation of nanofluid application in grinding (Copyrights reserved) [122]
Shen and Bin [123] did work on MQL grinding of cast iron using water-based Al2O3 and diamond nanofluids, and they claim that highly concentrated nanofluids can enhance the G-ratio, which is defined as the volume of material removed per unit volume of grinding wheel wear. Nanofluids showed that they can reduce grinding forces, improve surface roughness, and avoid workpiece burn-in. In addition, nanofluid-based MQL grinding can lower the grinding temperature substantially as compared to dry grinding. In surface grinding, the outcomes of nanofluid-based MQL on YG8 grade of Tungsten carbide have been studied by [124], in which MoS2, Al2O3, and graphite were dispersed in paraffin and sunflower oil. Further, the outputs studied were specific energy, surface quality, and cutting force at dry, wet, and base fluid-MQL environments as well as nanofluid-MQL. Their results indicated that the proper selection of nanoparticles in the nanofluid-based MQL system improves process efficiency via reduction of specific energy, grinding force, and increasing surface quality. Another study is conducted by Nandakumar et al. [125], which evaluates the performance of MQL grinding of a nano SiC-reinforced Al matrix composites via SAE20W40 on a horizontal spindle grinding machine. In their study, nano TiO2-filled cashew nut-shell oil and simple cashew nut shell oil were used as the base oils, and response surface methodology was applied. Moreover, parameters such as workpiece speed, depth of cut, wheel speed, and wt % nano SiC have been considered, and their results indicate that a significant reduction of tangential forces along grinding zone temperature is achieved by using nanofluids. The tribological performance of nanofluids in the course of grinding operation of Ti6Al4V was studied by [126], in which the percentage concentration and effect of MQL flow rate have been evaluated. In their work, the performance of grinding was assessed by microscopic images, analysis of ground surface, and coefficient of friction. The formation of tribofilm on the ground surface was due to the application of nanofluids. Moreover, it was stated that the use of MQL in conjunction with Al2O3 nanoparticles aids in the effective flushing of chip material from the grinding zone, therefore resolving the major issue encountered in Ti6Al4V grinding. Enhanced cooling lubrication of sunflower oil with multi-walled carbon nanotubes for a grinding AISI52100 steel is studied by [127]. They asserted that wettability of ordinary sunflower oil was significantly improved by nano-suspension. Moreover, significant reduction of specific heat along with wear rate of a wheel, compressive residual stress, and surface quality improvement were the highlights of their work. Another grinding investigation on nanoparticle jet MQL grinding of hardened 45 steel was carried out by [128]. In their study, ZrO2, PCD, and MoS2 nanoparticles were also compared in terms of grinding performance. As a result, nanofluids provided the best lubricating performance due to the friction oil layer produced by nanoparticles at the grinding wheel/workpiece contact, which had excellent antifriction and anti-wear characteristics. Also, MoS2 nanoparticles had the best lubricating effectiveness, according to the findings. Wang et al. [121] made a comparison of nanofluid MQL and conventional cooling conditions according to specific cutting energy as shown in Figure 14. It can be said that there is a significant decrease in specific sliding grinding energy compared to flood and MQL applications when using the nanofluids. Lee et al. [129] performed an experimental study on the micro-grinding process with nanofluid MQL. The experimental results indicated that nanofluid MQL is effective for enhancing the surface quality and reducing grinding forces when compared to compressed air mode and base fluid MQL. Furthermore, it was demonstrated that the type, size, and volumetric concentration of nanoparticles were important parameters to have an effect on the performances of the micro-grinding process. Zhang et al. [86] carried out an experimental study on the effect of nanoparticle concentration on the lubrication property of nanofluids for MQL grinding of Ni-based alloy. It was emphasized that their findings indicate that palm oil-based nanofluids combined with MoS2 nanoparticles provide the best lubricating property in nanoparticle-based MQL environment. Shen et al. [130] worked on the effect of MoS2 nanoparticles in grinding process. MoS2 particles were added in commercially available cutting oil. It was noted that cutting oils containing MoS2 nanoparticles decreased the tangential grinding force and friction between contacted surfaces considerably. Furthermore, in MQL applications, this technique enhances overall grinding performance by increasing the G ratio. Mao et al. [66] investigated the grinding characteristics in the minimum quantity lubrication process. Al2O3 nanoparticles were added in deionized water. Nanoparticle size varies from 40 to 80 nm. It was concluded that with the addition of nanoparticles, grinding temperature and forces are reduced, and also the minimum value of surface was achieved, i.e., <0.2 um. It was also concluded that water-based nanofluid gives better temperature reduction than other fluid.

Comparison of specific sliding grinding energy under various cooling/lubrication environments (Copyrights reserved) [121]
5 MQL with hybrid nanofluids
Recently, the use of hybrid nanofluids, which are thought to be more effective instead of mono-type nanofluids, has started to increase rapidly. As shown in Figure 15, hybrid nanofluids are novel fluids created by mixing two or more different types of nanoparticles into a base fluid. Hybrid nanofluids are prospective fluids with better thermophysical characteristics and thermal performance than mono-nanofluids, which are commonly used for heat transfer [132]. By dispersing the nanoparticles, which have two different characteristics, in a liquid, the superior properties of both particles can be combined in a hybrid nanofluid. For example, it can be thought of as the dispersion of a nanoparticle with superior thermal conductivity and a nanoparticle with superior fluidity or lubricity in a base liquid. To enhance heat conductivity and conserve energy, metal or oxide nanoparticles into nanofluids are commonly used. To put it in another way, energy optimization refers to the proper management of resources and energy consumption via the application of cutting-edge technologies and current sciences to achieve maximum efficiency or minimal energy usage [132]. From this point of view, the use of nanofluids, especially hybrid nanofluids, in precision operations such as grinding is beneficial for many indicators. Some researchers reported that hybrid nanofluids outperform conventional cooling, pure-MQL, and mono nanofluid-based MQL in grinding operations. For example, Kumar et al. [133] studied the impacts of mono and hybrid nanofluids on grinding force, specific grinding energy, grinding force ratio, and surface integrity during the grinding of Si3N4 ceramic. They highlighted that when compared to deionized water-based liquid, the grinding force and specific grinding energy for MoS2+WS2 hybrid nanofluids were reduced by 27% and 39%, respectively. When compared to flood grinding, surface roughness and chip layer depth of workpieces employing MoS2+WS2 hybrid nanofluid were decreased by 41 percent and 86 percent, respectively. Zhang et al. [134] examined the lubricating properties of Al2O3/SiC hybrid nanofluid-based MQL in grinding of nickel-based alloy. In their experiment, the mean grain size of Al2O3 and SiC nanoparticles was adjusted to 50 nm. It was stated that the mixed nanoparticles comprising Al2O3 and SiC nanoparticles give lower surface roughness than mono nanoparticles because of the synergistic effect. In addition, the hybrid nanofluids reinforced by Al2O3/SiC (2:1) nanoparticles acquired the best surface quality and specific grinding energy, therefore suggesting the greatest lubricating performance. Zhang et al. [135] carried out an experimental study to evaluate the grinding performance Nickel-based alloy under MoS2/CNT added hybrid nanofluid MQL. The MoS2/CNT hybrid nanofluids provide a greater lubricating effect than single nanoparticles, according to the findings. Also, it was found that the hybrid mixing ratio and nanofluid concentration that work best are 2:1 and 6%, respectively. Rabiei et al. [136], who evaluated the performance of MWCNT, Al2O3, and hybrid MWCNT/Al2O3 nanofluids during ultrasonic-assisted grinding, emphasized that the minimum grinding forces, power consumption, and temperature occur with hybrid nanofluid MQL and ultrasonic-assisted grinding process. Taghizadeh and Zarepour [137] worked the influence of Al2O3-MWCNT hybrid nanofluid on surface condition while grinding of Ni-based alloy Inconel 600. Applying a nanofluid with a mixing ratio of 75–25 percent for Al2O3-MWCNT nanoparticles, volume concentration of 0.6 percent, and size of 20 nm and 15 nm for Al2O3 and MWCNT nanoparticles, respectively, achieves the greatest surface quality. Molaie et al. [138] reported that through two separate lubrication processes—the third body and the sliding layers—the hybrid Al2O3/graphite nanofluid generated superior lubrication than conventional coolants, resulting in the lowest grinding force and specific energy. Experimental findings by Zhang et al. [139] demonstrated that the size and mixing ratio of nanoparticles in the Al2O3/SiC hybrid nanofluid significantly affect MQL grinding performance. As can be seen in Table 3, it is possible to increase these studies further. It can be clearly concluded that the grinding performance with both mono nanofluids and hybrid nanofluids is enhanced compared to base fluid MQL as well as dry and wet environment.

An illustration showing the difference between hybrid nanofluids and mono nanofluids (Copyrights reserved) [131]
6 Challenges
In the previous sections, the effective performance of both hybrid nanofluids and mono nanofluids in grinding operations was noted as remarkable. However, it has been reported that nanofluids have various disadvantages in terms of their preparation and economic, environmental, and health aspects during the period from production to elimination [158]. The stability of nanofluids, which is achieved by providing long-term homogeneous dispersion of nanoparticles in the base fluid, is one of the basic requirements of nanofluid applications. The stability of a nanofluid is vital for it to maintain its thermophysical properties. However, the homogenous dispersion behavior of nanoparticles is significantly affected by a long time period, and weakening of its stability is one of the frequently encountered problems. Surfactants or dispersants are important additives used to prepare stable nanofluids. Surfactant, on the other hand, has been found to have a substantial impact on the transport characteristics and heat transfer performance of nanofluids, as well as weakening the influence of suspended nanoparticles on heat transfer [159].
The flow pressure of the coolant is one of the important criteria that determines the efficiency of nanofluid application. In particular, the effect of fluid flow rate on performance is important in nanofluid-based MQL application in grinding operations. The high density and viscosity of nanofluids compared to the base fluid lead to a pressure drop and an increase in pump power in the lines where nanofluids are used [160]. Therefore, it is possible to emphasize that pressure drop and high pump power are another disadvantage of nanofluids.
The high production cost of nanoparticles is one of the factors that may limit the application of nanofluids in metal cutting operations. In addition, nanofluids can be produced by single-stage or two-stage methods [161]. However, the presence of advanced and sophisticated equipment in both methods is among the main reasons for the high increase in production costs [158]. A comparative table for the cost estimation of different cooling techniques is given in Table 4 including raw material, tool, cleaning, and disposal. In this perspective, disposal and raw material costs present a disadvantaged part of the nanofluids compared to other techniques. The best side of usage of nanofluids is bringing moderate tool costs. However, in general, it can be concluded that the use of nanofluids is a high-cost operation.
Although very little oil and nanoparticles are used in nanofluid-based MQL application, environmental damage caused by industrial activities in the production process of nanoparticles should be taken into account. Moreover, produced nanoparticles can directly or indirectly harm human health and the environment. Interaction with these substances can be inhalation, direct contact, etc. possible ways. These particles may enter the blood through inhalation and ingestion, causing toxicity in various organs [132]. In summary, the negative effects of nanoparticles and nanofluids on the environment and human health can be counted among the limitations of the method.
7 Conclusions and future directions
Using of lubricants in machining operations has drawn attention in machining processes in the last decade. The popularity of this method becomes the complexity of the machining mechanisms particularly in turning, milling, drilling, and grinding. Machining takes an important place in industrial networks both handling the finishing operations and consuming energy. Therefore, it is crucial to optimize the operating conditions for improving efficiency and reducing manufacturing costs. MQL-based lubrication and cooling have made paradigm-shift effect on machining performance of the processes compared to dry and flood-assisted machining. As being a specific cutting mechanism, grinding stands a significant point in the manufacturing chain. Application of a variety of cooling and lubrication approaches provides improvement in machining characteristics such as surface roughness, wheel life, cutting forces, and specific energy. This paper focuses on the performances of different cooling/lubrication types and MQL in the view of the literature. In the following, concluded remarks are listed from this comprehensive literature review:
-
1.
MQL is a green manufacturing approach providing usage of the least amount of lubrication material during machining. That is why sustainability brings many advantages in terms of recovery, waste, efficiency, and costs. Researchers have performed many studies for solving the optimization problem in which the MQL ingredients ensure the best findings in addition to its ecological perspective. In this context, consumed energy is excessive in machining operations and grinding which shows the importance of the usage of MQL for minimization of specific cutting energy.
-
2.
Dynamic changes in cutting forces during grinding operation owing to the continuous cutting mechanism produce high cutting energy. Setting proper cutting forces depends on the cutting parameters and properties of workpiece material individually. However, high cutting forces may lead to high tool wear and poor surface texture. It was seen in the literature that applying MQL significantly reduces cutting forces.
-
3.
Wheel wear is a challenging issue due to the abrasive mechanism between tool and workpiece under a narrow area, and wheel structure shows different characteristics from other types of cutter in machining processes. Therefore, progressive wear should be kept under control on the peripheral surface of the wheel; otherwise, the process can result in sudden loss of tool. MQL applications provide improved machinability in terms of generating a surface film on the workpiece which fills the contact area. Also, reinforcement by nanoparticles during the application of MQL affects the cutting mechanism and plastic deformation in a better way depending on the particle magnitudes, shape, and content. With general results when comparing the flood, dry, and MQL, it is seen that MQL provides better findings; however, flood cooling application provides better results than MQL in some cases. That is why the comparison of lubrication/cooling conditions is an intriguing issue in machinability.
-
4.
High temperatures are an important source for the development of tool wear due to their effect on material structure and deformation. Application of MQL expedites cooling of the cutting area with the aid of water and makes easier the cutting mechanism with the help of oil and soluble additives. It is basically the main solution for rapid tool wear and change of material structure stem from the high temperatures.
-
5.
Surface roughness is one of the significant purposes of machining processes for every type of operation. Residual stress causes stress accumulation on the surface of a material which may result in micro-cracks and unexpected developments during the service of a component. MQL and nanoparticle-reinforced MQL reduce plowing effect on the surface since easier cutting is possible compared to dry grinding. There is a need to clarify the most effective lubricant parameters on surface roughness.
-
6.
Some researchers pointed out that flood application may provide better results in terms of some machining characteristics in a comprehensive study. This situation presents a difficulty that reveals the importance of conventional applications may produce good results. It still needs to perform much more experimental test for confirmation of their performances. MQL requires an investment cost initially; however, much better results can be obtained, and the cost can be compensated in the light of literature.
-
7.
Mono nanofluids into MQL can be used as an alternative to cases where pure-MQL application is insufficient to improve the performance of grinding operations. In fact, it has been witnessed that hybrid nanofluids with MQL give better results than mono nanofluids. Therefore, both mono and hybrid nanofluid-based MQL method can be seen as an opportunity for grinding operations. However, there is a need for more experimental study by researchers as there are so many variables and combinations that affect performance in these applications.
-
8.
Although base MQL is environmentally friendly, low-cost, and easy-to-apply method, some limitations in nanofluid-based MQL application may push researchers to find different solutions due to some difficulties of nanoparticles/nanofluids during production, preparation, and employment of them such as low stability, pressure drop and high pump power, high cost and environmental damage, and human health problems. Therefore, it is inevitable that more work should be done to clear the way for the method to be more sustainable by eliminating the mentioned problems.
Availability of data and materials
Not applicable.
References
Aslan A, Salur E, Düzcükoğlu H, Şahin ÖS, Ekrem M (2021) The effects of harsh aging environments on the properties of neat and MWCNT reinforced epoxy resins. Constructions and Building Materials:272
Sarıkaya M, Güllü A (2014) Taguchi design and response surface methodology based analysis of machining parameters in CNC turning under MQL. Journal of Cleaner Production 65:604–616
Uzun M, Usca UA (2018) Effect of Cr particulate reinforcements in different ratios on wear performance and mechanical properties of Cu matrix composites. Journal of the Brazilian Society of Mechanical Sciences and Engineering 40(4):197
Salur E, Acarer M, Şavkliyildiz İ (2021) Improving mechanical properties of nano-sized TiC particle reinforced AA7075 Al alloy composites produced by ball milling and hot pressing. Materials Today Communications:102202
Singh AK, Kumar A, Sharma V, Kala P (2020) Sustainable techniques in grinding: state of the art review. Journal of Cleaner Production:121876
Altintas Y, Weck M (2004) Chatter stability of metal cutting and grinding. CIRP annals 53(2):619–642
Malkin S, Guo C (2007) Thermal analysis of grinding. CIRP annals 56(2):760–782
Pimenov DY, Mia M, Gupta MK, Machado AR, Tomaz ÍV, Sarikaya M, Wojciechowski S, Mikolajczyk T, Kapłonek W (2021) Improvement of machinability of Ti and its alloys using cooling-lubrication techniques: a review and future prospect. Journal of materials research and technology
Khanna N, Agrawal C, Pimenov DY, Singla AK, Machado AR, da Silva LRR, Gupta MK, Sarikaya M, Krolczyk GM (2021) Review on design and development of cryogenic machining setups for heat resistant alloys and composites. Journal of Manufacturing Processes 68:398–422
Gupta MK, Song Q, Liu Z, Sarikaya M, Jamil M, Mia M, Kushvaha V, Singla AK, Li Z (2020) Ecological, economical and technological perspectives based sustainability assessment in hybrid-cooling assisted machining of Ti-6Al-4 V alloy. Sustainable Materials and Technologies 26:e00218
Gupta MK, Song Q, Liu Z, Sarikaya M, Jamil M, Mia M, Khanna N, Krolczyk GM (2021) Experimental characterisation of the performance of hybrid cryo-lubrication assisted turning of Ti–6Al–4V alloy. Tribology International 153:106582
Sarıkaya M, Şirin Ş, Yıldırım ÇV, Kıvak T, Gupta MK (2021) Performance evaluation of whisker-reinforced ceramic tools under nano-sized solid lubricants assisted MQL turning of Co-based Haynes 25 superalloy. Ceramics International 47(11):15542–15560
Patel T, Khanna N, Yadav S, Shah P, Sarikaya M, Singh D, Gupta MK, Kotkunde N (2021) Machinability analysis of nickel-based superalloy Nimonic 90: a comparison between wet and LCO 2 as a cryogenic coolant. The International Journal of Advanced Manufacturing Technology 113(11):3613–3628
Jamil M, Zhao W, He N, Gupta MK, Sarikaya M, Khan AM, Siengchin S, Pimenov DY (2021) Sustainable milling of Ti–6Al–4V: a trade-off between energy efficiency, carbon emissions and machining characteristics under MQL and cryogenic environment. Journal of Cleaner Production 281:125374
Gupta MK, Song Q, Liu Z, Sarikaya M, Mia M, Jamil M, Singla AK, Bansal A, Pimenov DY, Kuntoğlu M (2021) Tribological performance based machinability investigations in cryogenic cooling assisted turning of α-β titanium alloy. Tribology International 160:107032
Jamil M, He N, Zhao W, Li L, Gupta MK, Sarikaya M, Khan AM, Singh R (2021) Heat transfer efficiency of cryogenic-LN2 and CO2-snow and their application in the turning of Ti-6AL-4V. International Journal of Heat and Mass Transfer 166:120716
Gupta MK, Song Q, Liu Z, Sarikaya M, Jamil M, Mia M, Singla AK, Khan AM, Khanna N, Pimenov DY (2021) Environment and economic burden of sustainable cooling/lubrication methods in machining of Inconel-800. Journal of Cleaner Production 287:125074
Gupta MK, Mia M, Singh G, Pimenov DY, Sarikaya M, Sharma VS (2019) Hybrid cooling-lubrication strategies to improve surface topography and tool wear in sustainable turning of Al 7075-T6 alloy. The International Journal of Advanced Manufacturing Technology 101(1):55–69
Krolczyk G, Maruda R, Krolczyk J, Wojciechowski S, Mia M, Nieslony P, Budzik G (2019) Ecological trends in machining as a key factor in sustainable production–a review. Journal of Cleaner Production 218:601–615
Krolczyk G, Maruda R, Krolczyk J, Nieslony P, Wojciechowski S, Legutko S (2018) Parametric and nonparametric description of the surface topography in the dry and MQCL cutting conditions. Measurement 121:225–239
Chen Z, Wong K, Li W, Liang SY, Stephenson DA (2001) Cutting fluid aerosol generation due to spin-off in turning operation: analysis for environmentally conscious machining. J Manuf Sci Eng 123(3):506–512
Gunter KL, Sutherland JW (1999) An experimental investigation into the effect of process conditions on the mass concentration of cutting fluid mist in turning. Journal of Cleaner Production 7(5):341–350
Rossmoore HW (1995) Microbiology of metalworking fluids: deterioration, disease and disposal. Lubrication engineering 51(2):112–118
Maruda RW, Krolczyk GM, Feldshtein E, Pusavec F, Szydlowski M, Legutko S, Sobczak-Kupiec A (2016) A study on droplets sizes, their distribution and heat exchange for minimum quantity cooling lubrication (MQCL). International Journal of Machine Tools and Manufacture 100:81–92
Tawakoli T, Hadad M, Sadeghi M (2010) Investigation on minimum quantity lubricant-MQL grinding of 100Cr6 hardened steel using different abrasive and coolant–lubricant types. International Journal of Machine Tools and Manufacture 50(8):698–708
Kuntoğlu M, Sağlam H (2019) Investigation of progressive tool wear for determining of optimized machining parameters in turning. Measurement 140:427–436
Kuntoğlu M, Sağlam H (2021) Investigation of signal behaviors for sensor fusion with tool condition monitoring system in turning. Measurement 173:108582
Krolczyk G, Nieslony P, Maruda R, Wojciechowski S (2017) Dry cutting effect in turning of a duplex stainless steel as a key factor in clean production. Journal of Cleaner Production 142:3343–3354
Salur E, Aslan A, Kuntoglu M, Gunes A, Sahin OS (2019) Experimental study and analysis of machinability characteristics of metal matrix composites during drilling. Composites Part B: Engineering 166:401–413
Grzesik W (2008) Advanced machining processes of metallic materials: theory, modelling and applications. Elsevier
Ding W, Zhang L, Li Z, Zhu Y, Su H, Xu J (2017) Review on grinding-induced residual stresses in metallic materials. The International Journal of Advanced Manufacturing Technology 88(9):2939–2968
Kuntoğlu M, Aslan A, Pimenov DY, Usca ÜA, Salur E, Gupta MK, Mikolajczyk T, Giasin K, Kapłonek W, Sharma S (2020) A review of indirect tool condition monitoring systems and decision-making methods in turning: critical analysis and trends. Sensors 21(1):108
Aslan A (2020) Optimization and analysis of process parameters for flank wear, cutting forces and vibration in turning of AISI 5140: A Comprehensive Study. Measurement:107959
Krolczyk G, Legutko S, Gajek M (2013) Predicting the surface roughness in the dry machining of duplex stainless steel (DSS). Metalurgija 52(2):259–262
Zhong Z, Venkatesh V (2009) Recent developments in grinding of advanced materials. The International Journal of Advanced Manufacturing Technology 41(5-6):468–480
Pashnyov V, Pimenov DY, Erdakov I, Koltsova M, Mikolajczyk T, Patra K (2017) Modeling and analysis of temperature distribution in the multilayer metal composite structures in grinding. The International Journal of Advanced Manufacturing Technology 91(9):4055–4068
Snoeys R (1978) Thermally induced damage in grinding.
Irani R, Bauer R, Warkentin A (2005) A review of cutting fluid application in the grinding process. International Journal of Machine Tools and Manufacture 45(15):1696–1705
Sap E, Usca UA, Gupta M, Kuntoğlu M (2021) Tool wear and machinability investigations in dry turning of Cu/Mo-SiCp hybrid composites. International journal of Advanced Manufacturing Technology
Şap E, Usca ÜA, Gupta MK, Kuntoğlu M, Sarıkaya M, Pimenov DY, Mia M (2021) Parametric optimization for improving the machining process of Cu/Mo-SiCP composites produced by powder metallurgy. Materials 14(8):1921
Sharma AK, Tiwari AK, Dixit AR (2016) Effects of minimum quantity lubrication (MQL) in machining processes using conventional and nanofluid based cutting fluids: a comprehensive review. Journal of cleaner production 127:1–18
Singh G, Aggarwal V, Singh S (2020) Critical review on ecological, economical and technological aspects of minimum quantity lubrication towards sustainable machining. Journal of Cleaner Production:122185
Klocke F, Brinksmeier E, Weinert K (2005) Capability profile of hard cutting and grinding processes. CIRP annals 54(2):22–45
Sarikaya M, Gupta MK, Tomaz I, Danish M, Mia M, Rubaiee S, Jamil M, Pimenov DY, Khanna N (2021) Cooling techniques to improve the machinability and sustainability of light-weight alloys: a state-of-the-art review. Journal of Manufacturing Processes 62:179–201
Gupta MK, Mia M, Jamil M, Singh R, Singla AK, Song Q, Liu Z, Khan AM, Rahman MA, Sarikaya M (2020) Machinability investigations of hardened steel with biodegradable oil-based MQL spray system. The International Journal of Advanced Manufacturing Technology 108:735–748
Puvanesan M, Rahman M, Najiha M, Kadirgama K (2013) Experimental investigation of minimum quantity lubrication on tool wear in aluminum alloy 6061-t6 using different cutting tools. Universiti Malaysia Pahang
EJd S, Bianchi EC, JFGd O, PRd A (2002) The inlet engine valves grinding using different types of cutting fluids and grinding wheels. Materials Research 5(2):187–194
Şirin Ş, Sarıkaya M, Yıldırım ÇV, Kıvak T (2021) Machinability performance of nickel alloy X-750 with SiAlON ceramic cutting tool under dry, MQL and hBN mixed nanofluid-MQL. Tribology International 153:106673
Li K-M, Lin C-P (2012) Study on minimum quantity lubrication in micro-grinding. The International Journal of Advanced Manufacturing Technology 62(1-4):99–105
Barczak L, Batako A, Morgan M (2010) A study of plane surface grinding under minimum quantity lubrication (MQL) conditions. International Journal of Machine Tools and Manufacture 50(11):977–985
Verma N, ManojKumar K, Ghosh A (2017) Characteristics of aerosol produced by an internal-mix nozzle and its influence on force, residual stress and surface finish in SQCL grinding. Journal of Materials Processing Technology 240:223–232
Shao Y, Fergani O, Li B, Liang SY (2016) Residual stress modeling in minimum quantity lubrication grinding. The International Journal of Advanced Manufacturing Technology 83(5-8):743–751
da Silva LR, da Silva DA, dos Santos FV, Duarte FJ (2019) Study of 3D parameters and residual stress in grinding of AISI 4340 steel hardened using different cutting fluids. The International Journal of Advanced Manufacturing Technology 100(1-4):895–905
Li B, Li C, Zhang Y, Wang Y, Jia D, Yang M (2016) Grinding temperature and energy ratio coefficient in MQL grinding of high-temperature nickel-base alloy by using different vegetable oils as base oil. Chinese Journal of Aeronautics 29(4):1084–1095
Nadolny K, Kieraś S (2020) Experimental studies on the centrifugal mql-cca method of applying coolant during the internal cylindrical grinding process. Materials 13(10):2383
Choudhary A, Naskar A, Paul S (2018) Effect of minimum quantity lubrication on surface integrity in high-speed grinding of sintered alumina using single layer diamond grinding wheel. Ceramics International 44(14):17013–17021
Tawakoli T, Hadad M, Sadeghi MH, Daneshi A, Sadeghi B (2011) Minimum quantity lubrication in grinding: effects of abrasive and coolant–lubricant types. Journal of Cleaner Production 19(17-18):2088–2099
Awale AS, Vashista M, Yusufzai MZK (2020) Multi-objective optimization of MQL mist parameters for eco-friendly grinding. Journal of Manufacturing Processes 56:75–86
Khan AM, Jamil M, Mia M, Pimenov DY, Gasiyarov VR, Gupta MK, He N (2018) Multi-objective optimization for grinding of AISI D2 steel with Al2O3 wheel under MQL. Materials 11(11):2269
Tawakoli T, Hadad M, Sadeghi M, Daneshi A, Stöckert S, Rasifard A (2009) An experimental investigation of the effects of workpiece and grinding parameters on minimum quantity lubrication—MQL grinding. International Journal of Machine Tools and Manufacture 49(12-13):924–932
Balan A, Vijayaraghavan L, Krishnamurthy R, Kuppan P, Oyyaravelu R (2016) An experimental assessment on the performance of different lubrication techniques in grinding of Inconel 751. Journal of advanced research 7(5):709–718
Tawakoli T, Hadad M, Sadeghi M (2010) Influence of oil mist parameters on minimum quantity lubrication–MQL grinding process. International Journal of Machine Tools and Manufacture 50(6):521–531
Rodriguez RL, Lopes JC, Mancini SD, de Ângelo Sanchez LE, de Almeida Varasquim FMF, Volpato RS, de Mello HJ, de Aguiar PR, Bianchi EC (2019) Contribution for minimization the usage of cutting fluids in CFRP grinding. The International Journal of Advanced Manufacturing Technology 103(1):487–497
Morgan M, Barczak L, Batako A (2012) Temperatures in fine grinding with minimum quantity lubrication (MQL). The International Journal of Advanced Manufacturing Technology 60(9-12):951–958
Sadeghi M, Haddad M, Tawakoli T, Emami M (2009) Minimal quantity lubrication-MQL in grinding of Ti–6Al–4V titanium alloy. The International Journal of Advanced Manufacturing Technology 44(5):487–500
Mao C, Tang X, Zou H, Huang X, Zhou Z (2012) Investigation of grinding characteristic using nanofluid minimum quantity lubrication. International Journal of Precision Engineering and Manufacturing 13(10):1745–1752
Hadad M, Hadi M (2013) An investigation on surface grinding of hardened stainless steel S34700 and aluminum alloy AA6061 using minimum quantity of lubrication (MQL) technique. The International Journal of Advanced Manufacturing Technology 68(9):2145–2158
Batako AD, Tsiakoumis V (2015) An experimental investigation into resonance dry grinding of hardened steel and nickel alloys with element of MQL. The International Journal of Advanced Manufacturing Technology 77(1-4):27–41
Sadeghi M, Hadad M, Tawakoli T, Vesali A, Emami M (2010) An investigation on surface grinding of AISI 4140 hardened steel using minimum quantity lubrication-MQL technique. International Journal of Material Forming 3(4):241–251
Barczak LM, Batako AD (2012) Application of minimum quantity lubrication in grinding. Materials and Manufacturing Processes 27(4):406–411
Balan A, Vijayaraghavan L, Krishnamurthy R (2013) Minimum quantity lubricated grinding of Inconel 751 alloy. Materials and Manufacturing Processes 28(4):430–435
Emami M, Sadeghi MH, Sarhan AAD, Hasani F (2014) Investigating the minimum quantity lubrication in grinding of Al2O3 engineering ceramic. Journal of Cleaner Production 66:632–643
Emami M, Sadeghi M, Sarhan AA (2013) Investigating the effects of liquid atomization and delivery parameters of minimum quantity lubrication on the grinding process of Al2O3 engineering ceramics. Journal of Manufacturing Processes 15(3):374–388
Rabiei F, Rahimi A, Hadad M, Ashrafijou M (2015) Performance improvement of minimum quantity lubrication (MQL) technique in surface grinding by modeling and optimization. Journal of Cleaner Production 86:447–460
Li M, Yu T, Zhang R, Yang L, Ma Z, Li B, Wang X, Wang W, Zhao J (2020) Experimental evaluation of an eco-friendly grinding process combining minimum quantity lubrication and graphene-enhanced plant-oil-based cutting fluid. Journal of Cleaner Production 244:118747
Hecker RL, Liang SY (2003) Predictive modeling of surface roughness in grinding. International Journal of Machine Tools and Manufacture 43(8):755–761
Esmaeilzare A, Rahimi A, Rezaei S (2014) Investigation of subsurface damages and surface roughness in grinding process of Zerodur® glass–ceramic. Applied Surface Science 313:67–75
Kelly J, Cotterell M (2002) Minimal lubrication machining of aluminium alloys. Journal of Materials Processing Technology 120(1-3):327–334
da Silva LR, Bianchi EC, Fusse RY, Catai RE, Franca TV, Aguiar PR (2007) Analysis of surface integrity for minimum quantity lubricant—MQL in grinding. International Journal of Machine Tools and Manufacture 47(2):412–418
Braga DU, Diniz AE, Miranda GW, Coppini NL (2002) Using a minimum quantity of lubricant (MQL) and a diamond coated tool in the drilling of aluminum–silicon alloys. Journal of Materials Processing Technology 122(1):127–138
Davim J, Sreejith P, Gomes R, Peixoto C (2006) Experimental studies on drilling of aluminium (AA1050) under dry, minimum quantity of lubricant, and flood-lubricated conditions. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 220(10):1605–1611
Silva L, Bianchi E, Catai R, Fusse R, França T, Aguiar P (2005) Study on the behavior of the minimum quantity lubricant-MQL technique under different lubricating and cooling conditions when grinding ABNT 4340 steel. Journal of the Brazilian Society of Mechanical Sciences and Engineering 27(2):192–199
Alves MCS, Bianchi EC, Aguiar PRd, Canarim R (2011) Influence of optimized lubrication-cooling and minimum quantity lubrication on the cutting forces, on the geometric quality of the surfaces and on the micro-structural integrity of hardened steel parts. Matéria (Rio de Janeiro) 16 (3):754-766
de Jesus OD, Guermandi LG, Bianchi EC, Diniz AE, de Aguiar PR, Canarim RC (2012) Improving minimum quantity lubrication in CBN grinding using compressed air wheel cleaning. Journal of Materials Processing Technology 212(12):2559–2568
Alves JAC, Fernandes UB, CEd SJ, Bianchi EC, PRd A, EJd S (2009) Application of the minimum quantity lubrication (MQL) technique in the plunge cylindrical grinding operation. Journal of the Brazilian Society of Mechanical Sciences and Engineering 31(1):1–4
Zhang Y, Li C, Jia D, Zhang D, Zhang X (2015) Experimental evaluation of MoS2 nanoparticles in jet MQL grinding with different types of vegetable oil as base oil. Journal of Cleaner Production 87:930–940
Hadad M, Tawakoli T, Sadeghi M, Sadeghi B (2012) Temperature and energy partition in minimum quantity lubrication-MQL grinding process. International Journal of Machine Tools and Manufacture 54:10–17
Kedare S, Borse D, Shahane P (2014) Effect of minimum quantity lubrication (MQL) on surface roughness of mild steel of 15HRC on universal milling machine. Procedia Materials Science 6:150–153
Belentani RM, Funes Júnior H, Canarim RC, Diniz AE, Hassui A, Aguiar PR, Bianchi EC (2014) Utilization of minimum quantity lubrication (MQL) with water in CBN grinding of steel. Materials Research 17(1):88–96
Wójcik R, Nadolny K (2017) Effects of a variety of cutting fluids administered using the minimum quantity lubrication method on the surface grinding process for nickel-based alloys. Journal of Zhejiang University-SCIENCE A 18(9):728–740
Bhuiyan M, Choudhury I (2014) 13.22—Review of sensor applications in tool condition monitoring in machining. Comprehensive Materials Processing 13:539–569
Ambhore N, Kamble D, Chinchanikar S, Wayal V (2015) Tool condition monitoring system: a review. Materials Today: Proceedings 2(4-5):3419–3428
Dutta S, Pal S, Mukhopadhyay S, Sen R (2013) Application of digital image processing in tool condition monitoring: a review. CIRP Journal of Manufacturing Science and Technology 6(3):212–232
Yin S, Ohmori H, Dai Y, Uehara Y, Chen F, Tang H (2009) ELID grinding characteristics of glass-ceramic materials. International Journal of Machine Tools and Manufacture 49(3-4):333–338
Nguyen D, Yin S, Tang Q, Son PX (2019) Online monitoring of surface roughness and grinding wheel wear when grinding Ti-6Al-4V titanium alloy using ANFIS-GPR hybrid algorithm and Taguchi analysis. Precision Engineering 55:275–292
Javaroni RL, Lopes JC, Garcia MV, Ribeiro FSF, de Angelo Sanchez LE, de Mello HJ, Aguiar PR, Bianchi EC (2020) Grinding hardened steel using MQL associated with cleaning system and cBN wheel. The International Journal of Advanced Manufacturing Technology:1–16
Javaroni RL, Lopes JC, Diniz AE, Garcia MV, Ribeiro FSF, Tavares AB, Talon AG, de Angelo Sanchez LE, de Mello HJ, Aguiar PR (2020) Improvement in the grinding process using the MQL technique with cooled wheel cleaning jet. Tribology International 152:106512
Adibi H, Esmaeili H, Rezaei S (2018) Study on minimum quantity lubrication (MQL) in grinding of carbon fiber-reinforced SiC matrix composites (CMCs). The International Journal of Advanced Manufacturing Technology 95(9):3753–3767
Garcia MV, Lopes JC, Diniz AE, Rodrigues AR, Volpato RS, de Angelo Sanchez LE, de Mello HJ, Aguiar PR, Bianchi EC (2020) Grinding performance of bearing steel using MQL under different dilutions and wheel cleaning for green manufacture. Journal of Cleaner Production 257:120376
Javaroni R, Lopes J, Sato B, Sanchez L, Mello H, Aguiar P, Bianchi E (2019) Minimum quantity of lubrication (MQL) as an eco-friendly alternative to the cutting fluids in advanced ceramics grinding. The International Journal of Advanced Manufacturing Technology 103(5):2809–2819
Li HN, Axinte D (2018) On the inverse design of discontinuous abrasive surface to lower friction-induced temperature in grinding: an example of engineered abrasive tools. International Journal of Machine Tools and Manufacture 132:50–63
Jiang J, Ge P, Sun S, Wang D, Wang Y, Yang Y (2016) From the microscopic interaction mechanism to the grinding temperature field: an integrated modelling on the grinding process. International Journal of Machine Tools and Manufacture 110:27–42
Li HN, Axinte D (2017) On a stochastically grain-discretised model for 2D/3D temperature mapping prediction in grinding. International Journal of Machine Tools and Manufacture 116:60–76
Wang X, Yu T, Sun X, Shi Y, Wang W (2016) Study of 3D grinding temperature field based on finite difference method: considering machining parameters and energy partition. The International Journal of Advanced Manufacturing Technology 84(5-8):915–927
Sasahara H, Kikuma T, Koyasu R, Yao Y (2014) Surface grinding of carbon fiber reinforced plastic (CFRP) with an internal coolant supplied through grinding wheel. Precision Engineering 38(4):775–782
Hadad M, Sadeghi B (2012) Thermal analysis of minimum quantity lubrication-MQL grinding process. International Journal of Machine Tools and Manufacture 63:1–15
Shen B, Shih AJ (2009) Minimum quantity lubrication (MQL) grinding using vitrified CBN wheels. Transactions of NAMRI/SME 37:129–136
Sanchez J, Pombo I, Alberdi R, Izquierdo B, Ortega N, Plaza S, Martinez-Toledano J (2010) Machining evaluation of a hybrid MQL-CO2 grinding technology. Journal of Cleaner Production 18(18):1840–1849
Salonitis K (2015) Energy efficiency assessment of grinding strategy. International Journal of Energy Sector Management 9:20–37
Zhang D, Li C, Jia D, Zhang Y, Zhang X (2015) Specific grinding energy and surface roughness of nanoparticle jet minimum quantity lubrication in grinding. Chinese Journal of Aeronautics 28(2):570–581
Zhang D, Li C, Zhang Y, Jia D, Zhang X (2015) Experimental research on the energy ratio coefficient and specific grinding energy in nanoparticle jet MQL grinding. The International Journal of Advanced Manufacturing Technology 78(5-8):1275–1288
Lyu Y, Yu H, Wang J, Chen C, Xiang L (2017) Study on the grinding temperature of the grinding wheel with an abrasive phyllotactic pattern. The International Journal of Advanced Manufacturing Technology 91(1):895–906
Outeiro J (2020) Residual stresses in machining. Mechanics of Materials in Modern Manufacturing Methods and Processing Techniques, Elsevier, pp 297–360
Wang Y, Li C, Zhang Y, Yang M, Li B, Jia D, Hou Y, Mao C (2016) Experimental evaluation of the lubrication properties of the wheel/workpiece interface in minimum quantity lubrication (MQL) grinding using different types of vegetable oils. Journal of Cleaner Production 127:487–499
Chakule RR, Chaudhari SS, Talmale P (2017) Evaluation of the effects of machining parameters on MQL based surface grinding process using response surface methodology. Journal of Mechanical Science and Technology 31(8):3907–3916
Ling H, Yang C, Feng S, Lu H (2020) Predictive model of grinding residual stress for linear guideway considering straightening history. International Journal of Mechanical Sciences 176:105536
Ding Z, Sun G, Guo M, Jiang X, Li B, Liang SY (2020) Effect of phase transition on micro-grinding-induced residual stress. Journal of Materials Processing Technology 281:116647
Shao Y, Fergani O, Ding Z, Li B, Liang SY (2016) Experimental investigation of residual stress in minimum quantity lubrication grinding of AISI 1018 steel. Journal of Manufacturing Science and Engineering 138(1)
Naskar A, Singh BB, Choudhary A, Paul S (2018) Effect of different grinding fluids applied in minimum quantity cooling-lubrication mode on surface integrity in cBN grinding of Inconel 718. Journal of Manufacturing Processes 36:44–50
Huang X, Ren Y, Jiang W, He Z, Deng Z (2017) Investigation on grind-hardening annealed AISI5140 steel with minimal quantity lubrication. The International Journal of Advanced Manufacturing Technology 89(1):1069–1077
Wang Y, Li C, Zhang Y, Li B, Yang M, Zhang X, Guo S, Liu G (2016) Experimental evaluation of the lubrication properties of the wheel/workpiece interface in MQL grinding with different nanofluids. Tribology International 99:198–210
Sinha MK, Madarkar R, Ghosh S, Rao PV (2017) Application of eco-friendly nanofluids during grinding of Inconel 718 through small quantity lubrication. Journal of cleaner production 141:1359–1375
Shen B, Shih AJ, Tung SC (2008) Application of nanofluids in minimum quantity lubrication grinding. Tribology Transactions 51(6):730–737
Hosseini S, Emami M, Sadeghi M (2018) An experimental investigation on the effects of minimum quantity nano lubricant application in grinding process of Tungsten carbide. Journal of Manufacturing Processes 35:244–253
Nandakumar A, Rajmohan T, Vijayabhaskar S (2019) Experimental evaluation of the lubrication performance in MQL grinding of nano SiC reinforced al matrix composites. Silicon 11(6):2987–2999
Setti D, Sinha MK, Ghosh S, Rao PV (2015) Performance evaluation of Ti–6Al–4V grinding using chip formation and coefficient of friction under the influence of nanofluids. International Journal of Machine Tools and Manufacture 88:237–248
ManojKumar K, Ghosh A (2016) Assessment of cooling-lubrication and wettability characteristics of nano-engineered sunflower oil as cutting fluid and its impact on SQCL grinding performance. Journal of Materials Processing Technology 237:55–64
Jia D, Li C, Zhang D, Zhang Y, Zhang X (2014) Experimental verification of nanoparticle jet minimum quantity lubrication effectiveness in grinding. Journal of nanoparticle research 16(12):1–15
Lee P-H, Lee SW, Lim S-H, Lee S-H, Ko HS, Shin S-W (2015) A study on thermal characteristics of micro-scale grinding process using nanofluid minimum quantity lubrication (MQL). International journal of precision engineering and manufacturing 16(9):1899–1909
Shen B, Malshe AP, Kalita P, Shih AJ (2008) Performance of novel MoS2 nanoparticles based grinding fluids in minimum quantity lubrication grinding. Transactions of Namri/SME 36(357):357–364
Babar H, Ali HM (2019) Towards hybrid nanofluids: preparation, thermophysical properties, applications, and challenges. Journal of Molecular Liquids 281:598–633
Yang L, Ji W, Mao M, J-n H (2020) An updated review on the properties, fabrication and application of hybrid-nanofluids along with their environmental effects. Journal of Cleaner Production 257:120408
Kumar A, Ghosh S, Aravindan S (2019) Experimental investigations on surface grinding of silicon nitride subjected to mono and hybrid nanofluids. Ceramics International 45(14):17447–17466
Zhang X, Li C, Zhang Y, Jia D, Li B, Wang Y, Yang M, Hou Y, Zhang X (2016) Performances of Al 2 O 3/SiC hybrid nanofluids in minimum-quantity lubrication grinding. The International Journal of Advanced Manufacturing Technology 86(9):3427–3441
Zhang Y, Li C, Jia D, Zhang D, Zhang X (2015) Experimental evaluation of the lubrication performance of MoS2/CNT nanofluid for minimal quantity lubrication in Ni-based alloy grinding. International Journal of Machine Tools and Manufacture 99:19–33
Rabiei F, Rahimi A, Hadad M (2017) Performance improvement of eco-friendly MQL technique by using hybrid nanofluid and ultrasonic-assisted grinding. The International Journal of Advanced Manufacturing Technology 93(1):1001–1015
Taghizadeh B, Zarepour H (2018) The effect of Al2O3-MWCNT hybrid nanofluid on surface quality in grinding of Inconel 600. Journal of Modern Processes in Manufacturing and Production 7(3):71–82
Molaie MM, Zahedi A, Akbari J (2018) Effect of water-based nanolubricants in ultrasonic vibration assisted grinding. Journal of Manufacturing and Materials Processing 2(4):80
Zhang X, Li C, Zhang Y, Wang Y, Li B, Yang M, Guo S, Liu G, Zhang N (2017) Lubricating property of MQL grinding of Al2O3/SiC mixed nanofluid with different particle sizes and microtopography analysis by cross-correlation. Precision Engineering 47:532–545
Molaie M, Akbari J, Movahhedy M (2016) Ultrasonic assisted grinding process with minimum quantity lubrication using oil-based nanofluids. Journal of cleaner production 129:212–222
Huang WT, Liu WS (2016) Investigations into lubrication in grinding processes using MWCNTs nanofluids with ultrasonic-assisted dispersion. Journal of cleaner production 137:1553–1559
Wang Y, Li C, Zhang Y, Li B, Yang M, Zhang X, Guo S, Liu G, Zhai M (2017) Comparative evaluation of the lubricating properties of vegetable-oil-based nanofluids between frictional test and grinding experiment. Journal of Manufacturing Processes 26:94–104
Dambatta YS, Sayuti M, Sarhan AA, Hamdi M, Manladan S, Reddy M (2019) Tribological performance of SiO2-based nanofluids in minimum quantity lubrication grinding of Si3N4 ceramic. Journal of Manufacturing Processes 41:135–147
Choudhary A, Naskar A, Paul S (2018) An investigation on application of nano-fluids in high speed grinding of sintered alumina. Journal of Manufacturing Processes 35:624–633
Zhang J, Li C, Zhang Y, Yang M, Jia D, Liu G, Hou Y, Li R, Zhang N, Wu Q (2018) Experimental assessment of an environmentally friendly grinding process using nanofluid minimum quantity lubrication with cryogenic air. Journal of cleaner production 193:236–248
Jia D, Li C, Zhang Y, Yang M, Wang Y, Guo S, Cao H (2017) Specific energy and surface roughness of minimum quantity lubrication grinding Ni-based alloy with mixed vegetable oil-based nanofluids. Precision Engineering 50:248–262
Prabhu S, Uma M, Vinayagam B (2015) Surface roughness prediction using Taguchi-fuzzy logic-neural network analysis for CNT nanofluids based grinding process. Neural Computing and Applications 26(1):41–55
Wang Y, Li C, Zhang Y, Yang M, Zhang X, Zhang N, Dai J (2017) Experimental evaluation on tribological performance of the wheel/workpiece interface in minimum quantity lubrication grinding with different concentrations of Al2O3 nanofluids. Journal of Cleaner Production 142:3571–3583
Zhang Y, Li C, Jia D, Li B, Wang Y, Yang M, Hou Y, Zhang X (2016) Experimental study on the effect of nanoparticle concentration on the lubricating property of nanofluids for MQL grinding of Ni-based alloy. Journal of Materials Processing Technology 232:100–115
Rabiei F, Rahimi A, Hadad M, Saberi A (2017) Experimental evaluation of coolant-lubricant properties of nanofluids in ultrasonic assistant MQL grinding. The International Journal of Advanced Manufacturing Technology 93(9):3935–3953
Zhang Y, Li C, Yang M, Jia D, Wang Y, Li B, Hou Y, Zhang N, Wu Q (2016) Experimental evaluation of cooling performance by friction coefficient and specific friction energy in nanofluid minimum quantity lubrication grinding with different types of vegetable oil. Journal of cleaner production 139:685–705
Kumar A, Ghosh S, Aravindan S (2017) Grinding performance improvement of silicon nitride ceramics by utilizing nanofluids. Ceramics International 43(16):13411–13421
Li B, Li C, Zhang Y, Wang Y, Jia D, Yang M, Zhang N, Wu Q, Han Z, Sun K (2017) Heat transfer performance of MQL grinding with different nanofluids for Ni-based alloys using vegetable oil. Journal of Cleaner Production 154:1–11
Seyedzavvar M, Abbasi H, Kiyasatfar M, Ilkhchi RN (2020) Investigation on tribological performance of CuO vegetable-oil based nanofluids for grinding operations. Advances in Manufacturing 8(3):344–360
Pashmforoush F, Bagherinia RD (2018) Influence of water-based copper nanofluid on wheel loading and surface roughness during grinding of Inconel 738 superalloy. Journal of Cleaner Production 178:363–372
Singh H, Sharma VS, Singh S, Dogra M (2019) Nanofluids assisted environmental friendly lubricating strategies for the surface grinding of titanium alloy: Ti6Al4V-ELI. Journal of Manufacturing Processes 39:241–249
Li C, Li J, Wang S, Zhang Q (2013) Modeling and numerical simulation of the grinding temperature field with nanoparticle jet of MQL. Advances in Mechanical Engineering 5:986984
Saidur R, Leong K, Mohammed HA (2011) A review on applications and challenges of nanofluids. Renewable and sustainable energy reviews 15(3):1646–1668
Xuan Y, Li Q, Tie P (2013) The effect of surfactants on heat transfer feature of nanofluids. Experimental thermal and fluid science 46:259–262
Namburu PK, Das DK, Tanguturi KM, Vajjha RS (2009) Numerical study of turbulent flow and heat transfer characteristics of nanofluids considering variable properties. International journal of thermal sciences 48(2):290–302
Liu L-H, Métivier R, Wang S, Wang H (2012) Advanced nanohybrid materials: surface modification and applications. Hindawi,
Benedicto E, Carou D, Rubio E (2017) Technical, economic and environmental review of the lubrication/cooling systems used in machining processes. Procedia engineering 184:99–116
Funding
The authors are grateful to the China Post-Doctoral Science Foundation Funded Project (2019TQ0186), the National Natural Science Foundation of China (51922066), the Natural Science Outstanding Youth Fund of Shandong Province (ZR2019JQ19), the Postdoctoral Innovation Project of Shandong Province, and the Key Laboratory of High-efficiency and Clean Mechanical Manufacture at Shandong University, Ministry of Education.
Author information
Authors and Affiliations
Contributions
All authors contributed equally.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Consent for publication
The consent to submit this paper has been received explicitly from all co-authors.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Gupta, M.K., Khan, A.M., Song, Q. et al. A review on conventional and advanced minimum quantity lubrication approaches on performance measures of grinding process. Int J Adv Manuf Technol 117, 729–750 (2021). https://doi.org/10.1007/s00170-021-07785-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-07785-x