
Abstract
Metalworking fluids (MWF) or flooded process based on mineral oil are widely used in industry, which is unsustainable and causes damage to employees and the environment, in addition to making up a significant part of the machining cost. On the other hand, abrasive machining methods, such as grinding, are increasingly used for their excellent finish and geometric precision but use large quantities of metalworking fluids. This work evaluates the alternative methods Minimum Lubricant Quantity (MQL), MQL + Cooled Air (CA), MQL + Wheel Cleaning Jet (WCJ), and MQL + Cooled WCJ in the grinding of AISI 4340 steel compared to the application of flooded process. Surface roughness, roundness error, G ratio, grinding power, specific energy, microhardness, cost per piece, and carbon emission tests were applied. From the results, MQL reduced the cost of grinding around 90% and carbon emission by 67% compared to grinding with flooded process. The MQL + CWCJ produced the best results of surface quality compared to other alternative techniques, significantly approaching the results of the flooded process.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Manufacturing plays an important role in society, providing necessary goods for consumers and representing great strength in the global economy. In addition, the industry (mining, manufacturing, and construction) is responsible for a quarter of jobs in the world [1]. This sector is always in constant growth, which increases the demand for materials and energy to supply the needs of the market and to be efficient in the processes [2]. Thus, manufacturing generates a high impact on the environment, being responsible for 84% of CO2 emissions and 90% of energy consumption in the industry [1]. Also, there are problems involving the inappropriate disposal of wastes, which can cause damage to the environment due to the toxicity that contaminates the soil and water [2, 3].
In this sense, among the processes of the manufacturing industry, there are the grinding process, which guarantees the workpieces with great dimensional precision and excellent surface finish, being normally the last process in the production chain [4, 5]. These characteristics justify the need for grinding in high-tech areas, such as aero-engines and missile guidance systems, to achieve the qualities demanded [6]. Grinding takes place by removing material from the workpiece using a tool called the grinding wheel, consisting of abrasive grains, bond, and porosity, in such a way that multiple cutting edges are obtained by contacting the workpiece and removing the chips [7]. Therefore, this process involves a lot of energy, which is dissipated in the form of heat in the contact area between workpiece and grinding wheel [7, 8]. With this increase in temperature, damage to the workpiece can occur, such as burns, changes in its microstructure, and dimensional deformations [9]. Overheating in the contact area can also cause problems in the grinding wheel, such as loss of precision and clogging, caused by the allocation of chips in the pores of the grinding wheel, impairing the cutting power and decreasing its life [10, 11]. Therefore, these problems, in addition to causing damage and loss in the quality of the workpiece, also generate an increase in production costs, related to the excessive consumption of the tool and the damaged workpieces that need to be discarded.
Benedicto et al. [12] state that as a way of solving the problems, metalworking fluid (MWF) or flooded process is predominantly used in the industry, where its use allows the reduction of temperature and friction at the point of contact between the workpiece and the grinding wheel, in addition to preventing material corrosion and removing residues from the grinding wheel, avoiding clogging. In this sense, with the metalworking fluid method, 2,000,000 m3 of cutting fluids are used annually, however, adding the dilution in water to generate the solution, the volume used is much higher [13]. On the other hand, the use of these cutting fluids is harmful to the soil and water, since they are not biodegradable, and their improper disposal can affect animals and people that come into contact with contaminated water, thus generating ecological damage [14]. In addition, during the process workers can develop respiratory problems, due to inhalation of particles in the air, and dermatological problems, due to direct contact with the skin [15]. Due to its toxicity, most industries are obliged to outsource the disposal service of this fluid to companies specialized in the area, which increases production costs considerably [16]. Kuram et al. [17] state that substances are added to the flooded process to increase the stability of the oil emulsion with water, reducing the proliferation of microorganisms, such as fungi and bacteria, which decrease the efficiency of fluids. This generates a gain in productivity and durability of the fluid, on the other hand it harms the employee involved in the process, leading to costs with unsanitary conditions and replacement of employees, increasing production charges [14, 18].
Thus, alternative lubri-refrigeration techniques have been developed and improved, in order to reduce environmental impacts and production costs, as is the case with nanofluids, cryogenics, and plant fluids. Nanofluids consist of the suspension addition of 1–100 nm nanoparticles (such as CuO and Al2O3) in base fluids, improving the thermal transfer during the process, preventing high temperatures in the cutting zone and minimizing the increase in the ductility of the machined material [19]. The cryogenic technique, on the other hand, consists of applying fluids under low temperatures and high pressure, providing a good cooling capacity in the grinding, generally applied during the machining of high hardness materials, such as titanium alloys [20, 21]. Vegetable fluids are mostly produced from plants, as is the case with palm oil and soybean oil, making this a technique that combines high lubricating power with good biodegradability, minimizing costs and environmental impacts generated by the disposal of flooded process with synthetic oils [22, 23].
However, an alternative technique has stood out among the others: the minimum quantity of lubricant (MQL). The method consists of using an exceedingly small amount of oil, which is mixed with compressed air and sprayed by a nozzle directly on the workpiece-tool contact region during the grinding process [14]. The MQL uses about 30–150 mL/h of oil, normally ecological, without the presence of mineral substances, drastically reducing the abundant amount used by the traditional flooded process by approximately 60 L/h. In addition, MQL does not require the fluid to be stored, treated, or disposed of, reducing its application cost [24,25,26]. The technique has a high lubricating capacity due to the presence of pure oil, reducing the friction from the cutting process [26]. In addition, the MQL can penetrate the air barrier formed by the high rotation speed of the grinding wheel more effectively than the flooded process, enabling the direct application of the jet in the cutting region, ensuring the efficiency of the technique [22, 27]. Another positive effect provided by MQL is that the atomization of the fluid favors the action of the rebinder effect, which, due to the atomization of the fluid, prevents the closure of the surface micro-cracks of the workpiece during plastic deformations. Thus, these cracks become stress concentrators, facilitating the propagation of cracks and shearing of the workpiece, which reduces the cutting energy required to perform the cut during grinding [18, 28].
Although MQL has numerous benefits in terms of sustainability, this alternative technique still has many disadvantages in relation to the final quality of the workpiece produced, compared to the flooded method. Damasceno et al. [29] concluded in their work on grinding of AISI 4340 steel that, even with the use of low depth of cut (0.02 mm), the average surface roughness using MQL was about twice that obtained with MWF. In contrast to the high lubricating power, the MQL has low cooling power, making sure that the high temperatures generated in the cutting zone are not dissipated in the ideal way. As a result, the high temperature present during the process increases the ductility of the workpiece and promotes large plastic and elastic deformations in the material, also reducing the quality of the cut and consequently the surface of the machined workpiece [30]. The non-abundance of fluid combined with high temperatures also leads to an increase in the clogging phenomenon of the grinding wheel, in which chips generated during cutting are not properly expelled from the cutting region and end up being allocated between the pores present in the tool. In addition, a flash butt welding phenomenon can occur in the chips housed between the grinding wheel grains, reducing the density of active grains on the cutting surface of the tool [31]. Thus, the generation of a layer of a mass composed of chips and bonds occurs over a large amount of abrasive grains, impairing the efficiency of cutting them [32, 33].
To reduce the high temperatures, present during the grinding process with the MQL method, the use of Cooled compressed air (CA) combined with the MQL was studied by Saberi et al. [34] and Zhang et al. [35]. The cooled air is obtained using a vortex tube, which has the purpose of dividing the air flow into two secondary flows of different temperatures, directing a cooled flow to the spray nozzle of the MQL and dissipating the hot air flow resulting from this division to the environment [36]. Thus, while the high lubrication of the MQL acts, the CA coupled to the MQL system increases the thermal conduction and the cooling of the technique, reducing temperatures in the cutting region [34]. Lopes et al. [25] conducted a study on the grinding of AISI 4340 steel using the MQL + CA technique. Although the study showed significant improvements in the parameters of average surface roughness and roundness error compared to traditional MQL, the difficulty related to the clogging phenomenon of the grinding wheel remained, making these parameters still far from those obtained using flooded process.
To solve this problem, the auxiliary system for surface cleaning of the grinding wheel (WCJ) was developed, which applies a jet of compressed air directly to the surface of the grinding wheel after contact with the workpiece, improving the expulsion of the chips generated during cutting, providing a high reduction in the clogging indexes of the grinding wheel [37,38,39]. The presence of a pasted layer increases the power required to perform the cut and increases the surface roughness of the workpiece. The layer reduces the amount of active abrasive grains in the cut, overloading the grains still active, increasing the wear of the grinding wheel due to the increase in macro-fractures, increasing production costs and reducing the cutting capacity of the tool. A study by Oliveira et al. [40] concluded that the positioning of the WCJ injector nozzle at a position of 30° in relation to the central axis of the grinding wheel provides better results, in its study on the grinding of AISI 4340 steel. The cutting quality of the grinding wheel was shown less impaired throughout the grinding process due to the reduction of clogging, improving the surface quality of the workpiece produced, approaching the values obtained by using MWF.
Thus, to add the advantages presented by the MQL method, the CA technique, and the WCJ system, the unprecedented and innovative MQL + CWCJ method has become an excellent alternative. In this method, in conjunction with MQL, the grinding wheel surface cleaning system is applied using a cooled air (CWCJ) as its cleaning jet, using a vortex tube. In this way, together with the act of cleaning, the same system cools the surface of the tool, allowing the minimization of clogging of the grinding wheel and high cutting temperatures, all combined with the sustainable technique of MQL. Thus, results obtained in grinding using the MQL + CWCJ method can be compared with the pre-existing alternative methods and the efficiency of this new technique can be analyzed. Thus, this innovation has the purpose of reducing the environmental and economic impacts generated by the traditional flooded technique, without causing a significant loss in the quality of the workpiece.
Therefore, this paper aims to analyze the parameters of surface roughness, roundness error, G ratio, cutting power, specific cutting energy, microhardness, pollution, and costs, comparing them between the flooded process, MQL, MQL + CA, MQL + WCJ, and MQL + CWCJ. To carry out this work, a common material and grinding wheel were used in the grinding area (CBN grinding wheel and 4340 steel), seeking effectiveness and relevance in the industry. The purpose of the article is to present innovative techniques that allow a reduction in the environmental impact, reducing the amount of cutting fluids in the process, without losing the necessary quality of the workpieces, thus having a positive impact for society.
2 Material and methods
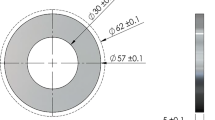
The analyses carried out in this work were all made regarding quenched and tempered AISI 4340 steel, which has a hardness of 55 ± 2 HRC. The workpieces had the shape of a ring, comprising as dimensions: 5 ± 0.1 mm in thickness, 30 ± 0.1 mm in internal diameter and 62 ± 0.1 mm in external diameter.
All workpieces were machined using the external cylindrical plunge grinder, manufactured by Sulmecânica, CNC model RUAP515H. As a cutting tool, the CBN SBN151Q12VR2 superabrasive grinding wheel, with vitrified bond, produced by Nikkon—Saint Gobain, was used with dimensions: 355.6 mm in external diameter and 15 mm in width. For the dressing of the grinding wheel, a multi-granular diamond conglomerate dressing tool, manufactured by Master Diamond, was used. In each test run, a thickness of 0.2 mm of surface was removed from the grinding wheel, by performing 50 cycles of 4 µm each. The advancement speed of the dresser was 500 mm/s, while the speed of the CBN grinding wheel was 32 m/s.
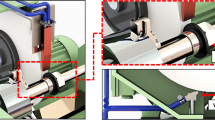
The realization of this work was based on 5 processes, the first being the flooded process, the second MQL, the third MQL + CA, the fourth MQL + WCJ, and the fifth MQL + CWCJ.First, tests were carried out using flooded process as a lubrication and refrigeration. The basic components of this system were an application nozzle, a flow meter, a centrifugal pump, hoses, and a fluid reservoir. The applied fluid was the semi-synthetic oil, model Rocol Ultracut 370, produced by ITW Chemical Products Ltda, with a 1:32 oil–water dilution (3% oil). The fluid was applied with a high flow rate (17 l/min) and under a pressure of 0.1 MPa. The equipment installed on the grinding machine for the different scenarios adopted in this research are illustrated in Fig. 1.

Experimental setup for different lubri-refrigeration conditions being a flooded, b MQL, c MQL + CA, d MQL + WCJ, and e MQL + CWCJ
In the second test, the process was performed using the MQL system. This technique employed as main elements: a flow meter, an air compressor, a pressure regulator, and an application nozzle with an ITW Accu-Lube 79053D mixing system, produced by ITW Chemical. Products Ltda. The spray nozzle of the system was positioned 25 mm from the cutting zone. The flow meter used for monitoring the air flow was the Contech SVTG12/12BA4A44BS. The fluid used in this method was vegetable-based oil Rocol Biocut 9000, manufactured by ITW Chemical Products Ltda, containing anti-oxidant additives, in order to prevent the degradation of the fluid and maintain its stability [40]. The air-oil mixture was sprayed at a flow rate of 150 ml/h and under a pressure of 0.8 MPa.
The third grinding scenario was using the cooled air (CA) system combined with the MQL method, providing the MQL + CA method. The application nozzle of the CA system was positioned close to the MQL nozzle, in the same direction for air cooling, the CA system consisted of a vortex tube, model 6910.15, manufactured by Emuge-Franken, which supplied air at a temperature of 0° C, under a pressure of 0.4 MPa.
The wheel cleaning jet system (WCJ) was also tested, using this technique simultaneously with the MQL method, resulting in MQL + WCJ lubrication-cooling. The WCJ was composed of an application nozzle, an air compressor, and pressure control valves and ducts. The nozzle for applying the compressed air jet was positioned 1 mm from the cutting surface of the CBN grinding wheel. In addition, to provide a condition of greater efficiency for the auxiliary cleaning system, the nozzle was positioned at an angle of incidence of 30° in relation to the grinding wheel, following the excellent results obtained for this scenario in the studies by Oliveira et al. [41], Garcia et al. [14], and Lopes et al. [42]. The jet pressure of compressed air applied by WCJ under the surface of the grinding wheel was 0.2 MPa.
As the last tested lubri-refrigerant method, the cooled wheel cleaning jet (CWCJ) system was used in association with the MQL technique, providing the creation of the MQL + CWCJ technique. The CWCJ system consists of the same components as the WCJ system, but with the addition of a vortex tube, responsible for cooling the compressed air of the cleaning jet, model 6910.15, supplied by Emuge-Franken. In addition, an air dryer device is also added to the system, to remove the moisture present in the air, preventing the formation of ice in the system. With these components, the air expelled by the cleaning nozzle can be cooled, without the consequent complications. Due to the mechanics presented by the vortex tube, the temperature and pressure in this device are dependent parameters, as explained by Saberi et al. [34]. Thus, values for both tube outlet parameters needed to be defined for the tests, with a temperature of 0° C and an outlet pressure of 0.2 MPa.
To provide good statistical reliability to the tests performed in this work, for each of the 5 different grinding scenarios (Flood, MQL, MQL + CA, MQL + WCJ, and MQL + CWCJ), 5 samples of workpieces of AISI 4340 were machined, resulting in a total of 25 workpieces grounded in this survey. The feed rate imposed in the performance of all tests was 0.50 mm/min, in addition to a specific removal rate of 1.62 mm3/s. The removal of material during the grinding occurred through 50 cycles, resulting in the removal of 0.1 mm in diameter of material per cycle. Thus, the total volume of material removed from AISI 4340 steel workpieces was estimate 2336.56 mm3. Thus, the final dimension of the outside diameter obtained on the workpieces after machining was 57 mm measured. Values of 1792 rpm and 163 rpm were adopted for the rotation speed of the tool and workpiece, respectively. Thus, the β ratio used in the processes performed was 11:1, i.e., the tool performed 11 rotations for each rotation of the workpiece. The speeds were chosen according to King and Hahn [43], who established that β ratio must be an odd integer to reduce the wheel runout effect, which could result in an increase in the roundness error of the workpieces. A 5-s spark-out time, after each machining cycle, was also defined, to reduce shape errors. Table 1 shows the machining parameters used during the grinding processes.
The measurement of surface roughness (RA) was obtained through the arithmetic mean of 10 measurements taken on the workpieces after the end of each grinding test. The distances between the measures taken were equidistant, with a 36° interval between them. This procedure was performed using a Taylor Hobson model Surtronic3 + instrument, selecting the Gaussian filter, with 0.25 mm cut-off and 1.25 mm length.
For the calculation of roundness error, the same principle of surface roughness was applied, calculating the average between measurements taken in 3 different positions, thus determining the roundness error. The instrument used is also a product of the Taylor Hobson Company, treating of a Taylrond 310 roundness meter, used with a Least Square Circle filter (LSCI), presenting 0.02 µm accuracy.
As for the G ratio (Eq. 1), it was determined as proposed by Bianchi et al. [32] and Malkin and Guo [44], initially calculating the diametrical wear of the grinding wheel by the indirect method. In this method, after the grinding of each workpiece, an AISI 1020 steel cylinder (90HRB) was machined by the CBN grinding wheel before the dressing process, defining the markings and characteristics of its profile on the workpiece. This method is shown in Fig. 2. Then, again with Surtronic3 + and the TalyMaps Software, the machined surface of the cylinder was measured, obtaining data on the wear of the grinding wheel. With this, it was possible to use this measurement to determine the G ratio, which provides the relationship between the volume of ground material (difference between the volume of the workpiece before and after the grinding process) and the volume of the spent grinding wheel (indirect method), being a relevant factor for the costs of the grinding process. This calculation is given by Eq. 1:
where

Grinding wheel wear measurement test
- Vw :
-
volume of material removed from workpiece
- Vs :
-
volume of grinding wheel wear
- Dw :
-
initial diameter of the workpiece
- dw :
-
final diameter of the workpiece
- Dr :
-
initial diameter of the grinding wheel
- dr :
-
final diameter of the grinding wheel
- t :
-
thickness of the workpiece
In the cutting power analysis, current (A) and electric tension (V) data from the grinder motor were used, based on the study by Fernandes et al. [45]. Therefore, the data were obtained by means of two Hall effect sensors, with an update rate of 2kS/s, connected to a PCI-6035EDAQ card with 16-bit resolution. The signals were handled by a Curvopower3 electronic circuit, integrated into a computer equipped with A/D data acquisition board and Software LabVIEW 7.1. This made it possible to analyze the data collected and determine the power consumed. In addition, using an encoder with the function of monitoring the rotation of the grinding wheel, the specific cutting energy was found. The power consumed is directly linked to the conditions of the cutting surface of the grinding wheel. Therefore, observations were performed with scanning electron microscopy (SEM) on the cutting surface of the tool at each test. To this end, a Carl Zeiss, model EVO LS15 equipment was applied in magnifications of up to × 1000.
Regarding microhardness, the Vickers test was used for each ground workpiece. For this, 3 measurements were taken for each of the 5 depths determined, between 60 and 300 µm, calculating the average for each depth. The tool used was a Mitutoyo HM—211 microhardness tester, with diamond indenter. Following the recommendations of ASTM E140, the applied load was 300 g. The verification of possible thermally affected regions was also performed by the analysis of micrographs. Samples of machined sections of the workpieces were sanded, polished, and chemically attacked with Nital acid. These regions were observed and photographed by microscope (Olympus BX-51) with a magnification of × 500.
The cost per piece for each condition provided data for economic evaluation of the grinding process against the variation in cutting fluid application. Equations 2, 3, and 4 show variables considered for the cost calculation. The Cwheel (Eq. 2) considers the cost of wheel wear during grinding. The Cfluid (Eq. 3) is the cost of purchase and disposal of the fluid. The Cenergy (Eq. 4) is the cost of energy used in the grinding process and method’s equipment. Thus, Eq. 5 (Cmethod) show the cost of application of the analyzed methods by US$/piece. The equations were adapted from the works by Field et al. [46] and Pusavec et al. [47]. The calculated cost considers the parameters influenced by the objects of the study, e.g. type of grinding wheel and method of cutting fluid application. Table 2 presents the values of each parameter of Eq. 4.
Pollution analysis is done by calculating how many KgCO2 (carbon emission) are generated to make a piece. Thus, Eq. 6 is the carbon emission resulting from the energy used in the grinding and in the lubri-refrigerant equipment. In addition, Eq. 7 shows the equivalent carbon emission related to the manufacture of the oil consumed by the lubri-refrigerant method during grinding. Finally, Eq. 8 is the total equivalent amount of CO2 emitted per ground piece. The variables are shown in Table 2.
3 Analysis and discussion
In this section, the data obtained from the performance of the tests for each lubri-refrigerant method will be presented and analysed.
3.1 Surface roughness
Surface roughness is one of the results ways to analyze the finish quality of a workpiece. From this analysis, the industry can estimate the expected final surface quality in the use of each lubri-refrigerant method in the production of workpieces from AISI 4340 steels ground with CBN grinding wheel. The variations in values obtained in this parameter are mainly dependent on the cut quality performed by the grinding wheel and the ability of the lubri-refrigerant technique to reduce cutting temperatures and to minimize friction in the workpiece-tool contact zone [50].
The results of average surface roughness (Ra) for each lubri-refrigerant method are shown in Fig. 3. It is observed that the best value was obtained with the use of flooded process. However, all values were satisfactory, ranging from 0.21 to 1.14 μm. Thus, all remained below the limit rejection value of 1.6 μm established and applied in the grinding processes, making all the applied techniques acceptable for this parameter under analysis [37, 44].

Surface roughness values for different lubri-refrigeration conditions
In this context, flooded process presented the best result (0.21 μm) due mainly to its high refrigerant capacity. The fluid has a composition of approximately 97% water, having a high specific heat capacity, allowing the heat generated at the cutting surface to be largely absorbed by the fluid and dissipated. In addition, the great abundance of fluid used in this method minimized the occurrence of the clogging phenomenon, which corresponds to the formation of a mass composed of fluid and chip at high temperature, which is allocated on the surface of the grinding wheel over the abrasive grains, reducing the cutting capacity of the tool, making the action of abrasive grains difficult and providing worse surface quality [51]. In this way, the flooded process provided the removal of chips generated by machining and prevent to allocate them in the pores of the tool, which meant that the cut quality of the CBN grinding wheel was maintained during the grinding.
In contrast, the pure MQL method showed the highest values of surface roughness. Although it has high lubricating power, which reduces the friction between the workpiece and tool, the MQL’s cooling capacity is minimal due to its 100% oil composition [14, 18]. Thus, the temperature in the workpiece-tool contact region in this method was high, which increased the ductility of the material, the occurrence of rubbing on the surface and, consequently, the surface roughness. Furthermore, the low amount of fluid applied by the MQL made it difficult to remove the chips, which, together with the high temperature in the cutting zone, provided an ideal setting for a high clogging of the grinding wheel. Similar results of higher surface roughness were reported compared to flooded process in the AISI 4340 steel grinding with application of pure MQL by Oliveira et al. [41] and Sato et al. [52].
The surface roughness for sustainable MQL + CWCJ method was the second best to flooded process. The technique presented a value of 0.41 μm, which represents a roughness of about 64%, 42%, and 24% less than the methods MQL, MQL + CA, and MQL + WCJ, respectively. To minimize the negative effects resulting from MQL, the MQL + CWCJ counts on the aid of the refrigerated cleaning system. In this way, system has functions of reducing temperature of cutting surface of grinding wheel and promoting expulsion of the chips, minimizing clogging of grinding wheel. Thus, the low abundance and cooling capacity of the MQL are partially compensated. The low temperature of the chilled air expelled by the system also made it difficult to allocate chips on the cutting surface of the grinding wheel, as they become less ductile and, thus, have greater difficulty in deforming and allocating themselves in the pores, also making them more brittle and minors. In this way, even the chips that were not expelled by the cleaning system did not significantly affect the cut quality of the abrasive grains of the grinding wheel, since the paste generally formed in the clogging phenomenon was not fully developed. Therefore, there was almost complete maintenance of the cut quality of the CBN grinding wheel, providing low surface roughness, very close to that obtained by flooded process. It is also noteworthy that, in addition to obtaining excellent results of surface roughness, the MQL + CWCJ acts in an ecologically correct way due to the extreme reduction of fluid used, without damage to the environment or to the grinding machine operator.
Although they also showed better surface roughness compared to MQL, the sustainable methods MQL + CA and MQL + WCJ showed worst results compared to MQL + CWCJ. The addition of the CA system next to the jet expelled by the MQL promoted a reduction in temperatures in the cutting zone; however, it did not show good efficiency in reducing the clogging of the grinding wheel, since the generated chips ended up not being expelled from the cutting region and the quality of cutting of the grinding wheel was impaired, as also presented in the work of Lopes et al. [25]. MQL + WCJ, on the other hand, presented a better result in comparison to MQL + CA due to its better efficiency in combating clogging, expelling the generated chips and minimizing the formation of the paste on the cutting edges. In contrast, temperatures in the workpiece-tool contact region remained high, given that the thermal conductivity of the air in the WCJ is much lower than that of water (flooded process) at room temperature, which resulted in deformations of the machined workpiece surface, following values with the same tendency of the studies carried out by Bianchi et al. [32] and Javaroni et al. [38]. Thus, it can be concluded that the ability to reduce the clogging of the grinding wheel has a more significant positive influence in reducing surface roughness than the ability to minimize the temperature in the cutting zone.
3.2 Roundness error
The roundness error parameters, together with the surface roughness parameter, are the most common analyses performed to verify the final quality of the workpiece ground. The higher the roundness error value, worse the result obtained from machining. Usually, this error in the geometric shape of the material occurs due to large thermal variations and high stresses present in the process. Both effects provide radial deformations in the workpiece, compromising one of the main purposes of the grinding process, which is high dimensional accuracy [53]. Thus, the proper selection of the lubricant and refrigerant technique to be used is essential in order to minimize these problems.
The roundness error values obtained for the different lubri-refrigerant methods applied are shown in Fig. 4. Note that the results follow a trend similar to the results of the surface roughness parameter. This similarity was expected, as high roundness error values result in the process not being homogeneous, which reduces the workpiece’s surface quality [51].

Roundness error values for different lubri-refrigeration conditions
In this context, it can be seen in Fig. 4 that the lower result was obtained with the flooded process, 2.84 μm, while the higher was presented using the traditional MQL, with a value of 6.11 μm. This is due to the difficulty presented by MQL to reduce temperatures in the cutting region. Although this technique has the benefit of reducing friction and consequent heat generation in the workpiece-tool contact, the inability of the method to cool the same region provides high temperatures. Thus, thermal variations occur that cause the workpiece to undergo thermal expansion, resulting in the deformation of the shape of the workpiece.
On the other hand, the MQL + CWCJ method presented an excellent result, being the best sustainable method in relation to the roundness error, with a low value of 3.31 μm. Due to the CWCJ system, the technique reduces clogging of the grinding wheel. Thus, more cutting edges remain active and with high cutting capacity, dividing the cutting force into a larger area of contact between grains and the workpiece surface, making lower stresses necessary for grinding. Thus, lower values of roundness error are obtained, due to the low occurrence of radial deformations provided by these stresses. This analysis can be strengthened by looking at the result obtained for MQL + WCJ, which showed an improvement of 36% compared to MQL.
In addition, another factor responsible for the excellent result of the MQL + CWCJ is its cooling capacity. In addition to reducing temperatures in the cutting zone, due to the fact that the refrigerated cleaning is directly applied to the cutting surface of the grinding wheel, the temperature in the tool is also highly reduced. Thus, thermal variations were less accentuated in the tool, providing homogeneity of the cut and low values of roundness error. Thus, the use of CWCJ is a great option considering, in addition to its efficiency, high sustainability, since the low amount of fluid used in MQL prevents contamination of the environment by oil and also reduces production costs related to the purchase and storage of cutting fluid.
The values obtained for MQL + CA were about 24% lower than MQL. The fact that the cooled air is applied in the workpiece-tool contact region and not on the surface of the grinding wheel, as it is in the MQL + CWCJ technique, causes that this method is less efficient to avoid clogging the tool, resulting in higher roundness error values.
3.3 G ratio
G ratio, also known as “grinding ratio,” is important parameter for strengthening both the economic analysis and the quality of the workpiece surface finish. Its value represents the relationship between the volume of material removed and the volume of material used in the grinding wheel. Thus, the higher the value of this ratio, the better the machining efficiency [48].
In this sense, according to Marinescu et al. [54] the diametrical wear of the grinding wheel depends directly on the stresses involved in the grinding process which, together with the thermal condition of the machining, promote changes in the mechanical resistance of the bonds and grains of the grinding wheel. Thus, more material from the tool can be used to carry out a cutting process, depending directly on how the lubricant-cooling technique works during grinding.
The G ratio values obtained for the different lubricant-cooling methods studied are shown in Fig. 5. It is observed that the best result was obtained with the flooded process, in the amount of 256.03, showing consistency with the superficial quality parameters. The high refrigerant capacity of the fluid did not suffer significant changes, maintaining low temperatures and avoiding the increase in the ductility of the tool’s grains and bonds.

G ratio values for different lubri-refrigeration conditions
In this same context, the MQL + CWCJ method also showed an excellent result, 194.96. The high lubricating efficiency of the MQL directly reaches the workpiece-tool contact region, reducing friction and stresses during cutting [55]. Allied to this, the good cooling capacity of the CWCJ system approximates the value of G ratio with that obtained with flooded process. The refrigerated cleaning applied at 0 °C directly to the cutting surface of the grinding wheel prevents the heat generated in the grinding process from promoting a significant increase in temperature on the tool surface. In this way, the mechanical properties of the grinding wheel remain almost unchanged. Thus, the occurrence of macro-fractures is avoided, avoiding premature wear of the grains and bond, and providing the majority occurrence only of micro fractures, which make the grinding wheel always sharp and remove material from the workpiece efficiently, increasing the G ratio.
It is also observed that the MQL and MQL + CA methods presented the two worst values, being about 42% and 32% lower than the MQL + CWCJ, respectively. The difference presented is due precisely to the fact that they do not have a system that exclusively promotes direct cooling on the cutting surface of the grinding wheel, making the cooling on that surface less efficient, with greater variation in the temperature of the tool, altering mechanical properties mainly glazed bond, making it more prone to macro-fractures, increasing the grinding wheel expense per removed workpiece material. The refrigerated air system, although it is applied together with MQL in the workpiece-tool contact region, also has a capacity to promote the reduction of temperatures on site, being responsible for the improvement of MQL + CA in relation to MQL, as also studied by Lopes et al. [25].
Furthermore, as presented in the work of Agarwal [56], the phenomenon of clogging also generates a significant increase in premature wear of the grinding wheel. A mass formed by chip and fluid ends up covering the active cutting edges in the cut, reducing the cutting capacity of the tool, increasing the cutting forces, causing the grinding wheel to be quickly worn and the removal of material from the workpiece is minimized, resulting in low G ratio. In addition, chips housed in the pores of the grinding wheel can prevent the lubricating fluid from reaching the cutting edges directly, providing increased heat generation. Thus, the techniques with auxiliary cleaning systems (MQL + WCJ and MQL + CWCJ) showed the best results among the sustainable alternative methods.
Thus, it can be inferred that an ideal lubri-refrigerant technique to have high G ratio values would be the one that contains the use of an environmentally friendly fluid combined with systems that reduce the cutting surface temperatures of the grinding wheel and workpiece. Therefore, the MQL + CWCJ combined with the high cutting capacity of the CBN grinding wheel presented itself as a highly efficient method for obtaining excellent G ratio results in the grinding of AISI 4340 steel, being very promising for presenting values close to the flooded process which is still widely used today, but avoiding damage to the health of the grinder operator and contributing to the preservation of the ecosystem, with clean industrial production.
3.4 Grinding power
The grinding power evaluation of each tested lubricant method is also essential in this work. Through it, it is possible to verify more precisely the feasibility of the method, estimating the energy required to carry out the cutting process and with these values to verify the total cost of machining, in addition to assisting in the analysis of the surface quality of the workpiece. This parameter depends directly on the lubri-refrigerant technique applied to the grinding. Previous studies by [25] and Bianchi et al. [37], showed a downward trend in grinding power when using the auxiliary cleaning system with MQL, compared to pure MQL. Thus, it is important to verify the influence of the replacement of the MQL + WCJ system by MQL + CA and by the innovative MQL + CWCJ.
The grinding power data obtained for each lubri-refrigerant method are shown in Fig. 6. It is possible to observe that, following the trends of the articles already mentioned, the MQL + WCJ presented an excellent result (289.86 W), being the best among the methods ecological alternatives tested, with a value only 2.44% higher than that obtained by the flooded process. This is mainly due to the action of removing the chip-oil layer from the surface of the grinding wheel, reducing the phenomenon of clogging and maintaining a good number of active grains during cutting, which reduces the grinding power. Figure 7 presents the SEM images performed on the cutting surface of the grinding wheel after each lubri-refrigeration technique adopted, so that a more accurate analysis of the influence of clogging on the grinding power of each applied method can be performed. It is clearly apparent that clogging was higher in methods that did not use the auxiliary cleaning system.

Grinding power values por different lubri-refrigeration conditions

SEM images for each lubri-refrigeration condition, being (a) prior to grinding; (b) Flooded; (c) MQL; (d) MQL + CA; (e) MQL + CWCJ and (f) MQL + WCJ
As for the use of the cooled air jet (MQL + CA), 362.00 W was obtained. Although this value represents an improvement of 13.22% in relation to the MQL, it is still 24.89% higher than that found in the MQL + WCJ. Thus, it is observed that both the increase in cooling and the reduction in clogging had a positive impact in reducing grinding power. Cooling makes the chips more brittle, facilitating their removal from the pores of the grinding wheel. However, the reduction of clogging by cleaning was more influential in relation to this objective, because although the jet of cooled air was applied, it also increased the stiffness of the grains. Thus, the values of grinding power are higher with the use of CA than with WCJ.
Like the MQL + WCJ, the innovative MQL + CWCJ method also presented values awfully close to the flooded process, in the amount of 287.42 W, being only 5.11% higher than the non-ecological technique. Because it has an auxiliary cleaning system, this method can also reduce the clogging of the cutting surface of the grinding wheel, thus minimizing the grinding power. However, because it also performs this cleaning with compressed air at low temperatures, a high efficiency in the cooling of the tool surface occurs. This excellent cooling ends up reducing the temperature of the grinding wheel and the cutting region, increasing the rigidity of the tool, which is directly related to the increase in the power required to perform the cutting, as reported by da Silva et al. [53], this being the cause of the small increase of 2.61% of this technique in relation to the MQL + WCJ.
Thus, this small difference between the methods that used auxiliary cleaning shows that the change from WCJ to CWCJ does not significantly affect the grinding power value of the method. Thus, this new sustainable technique that uses MQL combined with refrigerated cleaning has a value very close to the flooded process, which is still commonly used in industry and harmful to the environment and the health of operators.
3.5 Specific grinding energy
The specific cutting energy is a particularly important parameter in grinding, especially when machining materials with high hardness. They require high energy consumption during the process, which makes monitoring and controlling this parameter essential. This energy acts essentially on three strands, being the energy generated in the formation of chips, energy caused by the plowing phenomenon and energy from rubbing [57].
In this sense, it is possible to notice in Fig. 8 that the MQL techniques with the use of the cleaning system present excellent results when compared to the flooded process, with emphasis on the MQL + WCJ method, which presented an increase in energy of only 2.4% in relative to the abundant fluid. For MQL + CWCJ, this increase was 5.1%, which is very satisfactory when compared to the other methods, which reached an energy 27.9% (MQL + CA) and 47.4% (MQL) higher than flooded process.

Specific energy grinding values for different lubri-refrigeration conditions
Results show that the efficiency of the cleaning system in reducing the clogging of the grinding wheel, ensured that less energy was consumed by the friction of the material trapped in the pores of the grinding wheel and above the edges of its grains. Thus, most of the energy consumption was concentrated in the formation of the chip, in view of the greater number of active cutting edges. However, as previously mentioned, the hardness of the ground material influences the energy consumption, which explains the worse result obtained with the MQL + CWCJ which, with the incidence of cooled air on the grinding wheel, ended up avoiding the softening of the workpiece and the grinding wheel under high temperatures during the process, increasing energy consumption relatively. On the other hand, although the MQL + CA technique has the same tendency for the material to harden, it also makes the chips much more brittle than pure MQL, which facilitates the expulsion of chips from the cutting zone only by MQL compressed air, without the need for an auxiliary cleaning system. Thus, the energy consumed by clogging was reduced when compared to pure MQL, which, in turn, did not show results as distant from the others due to its excellent lubrication, which has much more influence on energy consumption than refrigeration.
The flooded process has the lowest specific cutting energy value, it only achieves this through the large amount of fluid that is injected during the grinding, since it is not performed under high pressure, which generates a lot of fluid waste not reaching the cutting region. Because of this, there is a generation of fluid mist during the process that brings risks not only for the grinder operator, but for the entire environment around it [14]. Therefore, with the sustainability of the MQL and the cleaning system, consuming only 0.85 J/mm3 more of specific energy, which also eliminates the risks of improperly disposing of fluid, making them promising in this output variable.
3.6 Microhardness
During grinding, it is possible that burns and residual stresses occur due to the effort used in the workpiece by the grinding wheel to obtain the necessary quality [58]. These problems are more likely to occur when machining materials with high mechanical strength such as AISI 4340 steel, which are normally manufactured to offer high performance and need to maintain their structural integrity. Therefore, the measurement of microhardness in the ground workpieces is important to check if there were any unexpected phenomena that varied the hardness during the process. It can be modified through high thermal variations that tend to perform an unwanted quench due to the use of an inefficient cutting fluid. In addition, the lack of refrigeration or lubrication can increase both the cutting temperature above normal values and the stresses exerted, which also changes the hardness of the material [59].
Another highlight is the high cost associated with the grinding process, since it is usually the last process in which the workpieces are submitted and, therefore, any failure or damage not projected would bring cost loss due to the production time. Thus, there would be damage from the other machining processes that the workpiece was submitted to, until possible thermochemical treatments that the workpiece has already undergone [18].
In Fig. 9 that the methods that reached microhardness values furthest from the reference value (628 HV) were pure MQL and MQL + CWCJ presenting 645 HV. However, this small difference in hardness is not enough to demonstrate a significant structural change that would affect the performance of the workpiece. Therefore, all methods complied with the premise of not changing this mechanical property, which is a reference for the others. This indicates that, even with the little cooling that MQL present, the high lubricating power combined with compressed air or auxiliary systems, were sufficient to ensure that there was no significant variation in microhardness. No major thermal variations during the tests, in addition to not generating excess residual stresses after the grinding of the workpieces.

Microhardness values for different lubri-refrigeration conditions
Figure 10 shows the micrographs images performed on the surface of the machined workpiece. It is possible to observe that there was no presence of thermally affected layers and no burning occurred, in any of the applied lubri-refrigerant techniques. Thus, together with the microhardness data in Fig. 9, it can be concluded that all these lubri-refrigeration techniques tested, under the imposed conditions, can be applied in the industry, because there were no changes in the mechanical properties of the material.

Optical microscopy images for each lubri-refrigeration condition, being a flooded; b MQL; c MQL + CA; d MQL + WCJ; and e MQL + CWCJ
3.7 Method cost
Figure 11 shows the cost resulting from the application of the lubri-refrigerant methods analyzed based on Eq. 5. The flooded process caused the highest cost in this research, being on average 12 times higher than the MQL and its variations. Thus, the application of MQL reduced the cost by 91% in relation to the flooded process. In addition, MQL variations further reduced the cost, reaching a 92.5% reduction with MQL + CWCJ. However, alternative MQL methods have reduced the cost by an average of 12% compared to traditional MQL.

Method cost values for different lubri-refrigeration conditions
Figure 11 also reveals that a large part of the cost of applying flooded process is related to the large volume of cutting fluid. In this sense, the cost of buying and disposing of the fluid used is significant for operations using the flooded process. Thus, the high impact on health and the environment that flooded process causes is added to its high cost, reducing its sustainability in the face of modern alternative methods.
Figure 11 reveals that the cost of energy varies little between the MQL methods analyzed. In addition, the cost of cutting fluid remained constant, as the flow rate used did not change. Thus, the very low use of cutting fluid has caused a drastic reduction in costs compared to flooded process. In addition, the MQL + CA, MQL + WCJ, and MQL + CWCJ methods caused less tool wear during cutting, which positively impacted the cost, given that the wheel is expensive. Therefore, MQL and its variations substantially minimize the socioenvironmental impact and, also, the cost of its application when compared to flooded process, being beneficial for the industry in all areas of sustainability (preserving health and the environment and minimizing the cost).
3.8 Carbon emission
Figure 12 shows the carbon emission resulting from the application of the lubri-refrigerant methods analyzed based on Eq. 8. In this sense, flooded process produced largest emission in the grinding. MQL methods caused an average 67% less carbon emission than flooded process. In addition, MQL, MQL + CA, MQL + WCJ, and MQL + CWCJ showed a variation of up to 2% comparing their emission values, with their results in this analysis being close.

Carbon emission values for different lubri-refrigeration conditions
The flooded process uses a high amount of cutting fluid, which was the most significant factor for the high emission value that this method produced. Thus, this high carbon emission value compared to MQL methods reinforces the claim that flooded process pollutes the environment more than MQL, even with correct disposal after its use.
As for the methods with MQL, energy was the most impacting factor in the carbon emission of these methods. This greater impact of energy use is due to the use of compressed air for applying MQL and cleaning variations, which do not change between these methods. In addition, the cutting energy is much less than the electrical energy of the compressed air and, therefore, the variation of the cutting power between these methods did not significantly impact the carbon emission coming from the energy.
4 Conclusion
When evaluating and comparing the performance of the three most promising lubri-refrigerants systems in the grinding process, MQL + CA, MQL + WCJ, and MQL + CWCJ, with the two consolidated systems, flooded process, and MQL, in the grinding of a material widely used in industry, AISI 4340 steel, with the CBN superabrasive grinding wheel, it was possible to conclude that:
The systems with MQL using auxiliary cleaning obtained the results closest to the flooded process in all the evaluated parameters of quality of the workpiece and the grinding wheel, in addition, in the economy of production and in sustainability they achieved extremely better results. Highlighting the most innovative MQL + CWCJ method that achieved the closest proximity to the flooded process in three of these five quality variables, namely surface roughness, roundness error, and G ratio, further, in addition to achieving the lowest cost per workpiece among all the tested methods. This was possible due to the excellent combination of four aspects: high lubricating power of the MQL, high chip removal capacity of the cleaning system, an increase in the cooling capacity when using cold air for cleaning and low fluid consumption of the MQL technique.
In the case of MQL + WCJ, despite not having much refrigerant capacity for using air at room temperature, this technique still managed to overcome MQL + CWCJ in three variables, the specific cutting energy, the cutting power, and the carbon emission. For this to occur, precisely, the low refrigerant capacity was fundamental, considering that by maintaining a more ductile aspect in the material while it was being ground due to the higher temperature, the cutting forces and tensions were smoothed. In addition, the lower consumption of electricity when compared to the MQL + CWCJ made this method present the lowest carbon emission among all the tested methods.
With intermediate results, the MQL + CA technique also showed its advantages in achieving a better performance in all evaluated parameters when compared to pure MQL. Given the simplicity of this system in using only an application nozzle equal to pure MQL, the results presented were satisfactory considering the proximity of the values with the other methods and the ease of implementation of this technique in a grinding machine.
On the other hand, although the flooded process technique presents the best results in the quality and final integrity of the workpiece and the grinding wheel when compared to the other methods, it still presents several disadvantages. The first is the high cost generated when using this technique, motivated by high consumption, storage, and disposal, which was possible to verify in the cost analysis when compared to the other methods. Allied to this is the high pollution generated by this method, which causes irreparable damage to the environment and the health of the machine operator and others around him. Therefore, these risks are increasingly being avoided in current machining processes, so an alternative as promising as MQL + CWCJ will be fundamental in a cleaner production.
Finally, future research applying MQL + CWCJ can be applied in different grinding scenarios, for which variations in grinding wheel and workpiece are mentioned, as well as in the application of MQL with vegetable-based fluids and with different cleaning conditions.
References
Duflou JR, Sutherland JW, Dornfeld D, Herrmann C, Jeswiet J, Kara S, Hauschild M, Kellens K (2012) Towards energy and resource efficient manufacturing: a processes and systems approach. CIRP Ann - Manuf Technol 61:587–609. https://doi.org/10.1016/j.cirp.2012.05.002
Dehejia R, Panagariya A (2016) The link between manufacturing growth and accelerated services growth in India. Econ Dev Cult Change 64:221–264. https://doi.org/10.1086/683842
Wickramasinghe KC, Sasahara H, Rahim EA, Perera GIP (2020) Green metalworking fluids for sustainable machining applications: a review. J Clean Prod 257:120552. https://doi.org/10.1016/j.jclepro.2020.120552
Guerrini G, Lerra F, Fortunato A (2019) The effect of radial infeed on surface integrity in dry generating gear grinding for industrial production of automotive transmission gears. J Manuf Process 45:234–241. https://doi.org/10.1016/j.jmapro.2019.07.006
Winter M, Li W, Kara S, Herrmann C (2014) Determining optimal process parameters to increase the eco-efficiency of grinding processes. J Clean Prod 66:644–654. https://doi.org/10.1016/j.jclepro.2013.10.031
Rowe WB (2014) Principles of modern grinding technology, principles of modern grinding technology. Elsevierhttps://doi.org/10.1016/C2013-0-06952-6
Marinescu ID, Hitchiner M, Uhlmann E, Rowe WB (2007) Handbook of machining with grinding wheels, 1o edn. CRC Press, New York
Khan AW, Wuyi C (2010) Systematic geometric error modeling for workspace volumetric calibration of a 5-axis turbine blade grinding machine. Chinese J Aeronaut 23:604–615. https://doi.org/10.1016/S1000-9361(09)60261-2
Lopes JC, Garcia MV, Valentim M, Javaroni RL, Ribeiro FSF, de Angelo Sanchez LE, de Mello HJ, Aguiar PR, Bianchi EC (2019) Grinding performance using variants of the MQL technique: MQL with cooled air and MQL simultaneous to the wheel cleaning jet. Int J Adv Manuf Technol 105:4429–4442. https://doi.org/10.1007/s00170-019-04574-5
Debnath S, Reddy MM, Yi QS (2014) Environmental friendly cutting fl uids and cooling techniques in machining : a review. J Clean Prod 83:33–47. https://doi.org/10.1016/j.jclepro.2014.07.071
Rabiei F, Rahimi AR, Hadad MJ, Ashrafijou M (2015) Performance improvement of minimum quantity lubrication (MQL) technique in surface grinding by modeling and optimization. J Clean Prod 86:447–460. https://doi.org/10.1016/j.jclepro.2014.08.045
Benedicto E, Carou D, Rubio EM (2017) Technical, economic and environmental review of the lubrication/cooling systems used in machining processes, in: Procedia Engineering. The Author(s), p. 99–116. https://doi.org/10.1016/j.proeng.2017.04.075
Demirbas E, Kobya M (2017) Operating cost and treatment of metalworking fluid wastewater by chemical coagulation and electrocoagulation processes. Process Saf Environ Prot 105:79–90. https://doi.org/10.1016/j.psep.2016.10.013
Garcia MV, Lopes JC, Diniz AE, Rodrigues AR, Volpato RS, de Sanchez LEA, de Mello HJ, Aguiar PR, Bianchi EC (2020) Grinding performance of bearing steel using MQL under different dilutions and wheel cleaning for green manufacture. J. Clean. Prod. 257:120376. https://doi.org/10.1016/j.jclepro.2020.120376
Tools Manuf. 60: 1–13. https://doi.org/10.1016/j.ijmachtools.2011.11.003
Soković M, Mijanović K (2001) Ecological aspects of the cutting fluids and its influence on quantifiable parameters of the cutting processes. J Mater Process Technol 109:181–189. https://doi.org/10.1016/S0924-0136(00)00794-9
Shokrani A, Dhokia V, Newman ST (2012) Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids. Int J Mach Tools Manuf 57:83–101. https://doi.org/10.1016/j.ijmachtools.2012.02.002
Kuram E, Ozcelik B, Bayramoglu M, Demirbas E, Simsek BT (2013) Optimization of cutting fluids and cutting parameters during end milling by using D-optimal design of experiments. J Clean Prod 42:159–166. https://doi.org/10.1016/j.jclepro.2012.11.003
de Moraes DL, Garcia MV, Lopes JC, Ribeiro FSF, de Angelo Sanchez LE, Foschini CR, de Mello HJ, Aguiar PR, Bianchi EC (2019) Performance of SAE 52100 steel grinding using MQL technique with pure and diluted oil. Int J Adv Manuf Technol 105:4211–4223. https://doi.org/10.1007/s00170-019-04582-5
Setti D, Sinha MK, Ghosh S, Venkateswara Rao P (2015) Performance evaluation of Ti–6Al–4V grinding using chip formation and coefficient of friction under the influence of nanofluids. Int J Mach Tools Manuf 88:237–248. https://doi.org/10.1016/j.ijmachtools.2014.10.005
Bordin A, Sartori S, Bruschi S, Ghiotti A (2017) Experimental investigation on the feasibility of dry and cryogenic machining as sustainable strategies when turning Ti6Al4V produced by Additive Manufacturing. J Clean Prod 142:4142–4151. https://doi.org/10.1016/j.jclepro.2016.09.209
Yildiz Y, Nalbant M (2008) A review of cryogenic cooling in machining processes. Int J Mach Tools Manuf 48:947–964. https://doi.org/10.1016/j.ijmachtools.2008.01.008
Li X, Li Y (2016) Chain-to-chain competition on product sustainability. J Clean Prod 112:2058–2065. https://doi.org/10.1016/j.jclepro.2014.09.027
Luna FMT, Rocha BS, Rola EM, Albuquerque MCG, Azevedo DCS, Cavalcante CL (2011) Assessment of biodegradability and oxidation stability of mineral, vegetable and synthetic oil samples. Ind Crops Prod 33:579–583. https://doi.org/10.1016/j.indcrop.2010.12.012
da Silva AE, Lopes JC, Daniel DM, de Moraes DL, Garcia MV, Ribeiro FSF, de Mello HJ, Sanchez LEDA, Aguiar PR, Bianchi EC (2020) Behavior of austempered ductile iron (ADI) grinding using different MQL dilutions and CBN wheels with low and high friability. Int J Adv Manuf Technol 107:4373–4387. https://doi.org/10.1007/s00170-020-05347-1
Lopes JC, Fragoso KM, Garcia MV, Ribeiro FSF, Francelin AP, de Angelo Sanchez LE, Rodrigues AR, de Mello HJ, Aguiar PR, Bianchi EC (2019) Behavior of hardened steel grinding using MQL under cold air and MQL CBN wheel cleaning. Int J Adv Manuf Technol 105:4373–4387. https://doi.org/10.1007/s00170-019-04571-8
Tawakoli T, Hadad M, Sadeghi MH, Daneshi A, Sadeghi B (2011) Minimum quantity lubrication in grinding: effects of abrasive and coolant-lubricant types. J Clean Prod 19:2088–2099. https://doi.org/10.1016/j.jclepro.2011.06.020
da Silva LR, Bianchi EC, Fusse RY, Catai RE, França TV, Aguiar PR (2007) Analysis of surface integrity for minimum quantity lubricant-MQL in grinding. Int J Mach Tools Manuf 47:412–418. https://doi.org/10.1016/j.ijmachtools.2006.03.015
Davim JP (ed) (2008) Machining: fundamentals and recent advances
Damasceno RF, de Ruzzi RS, França TV, de Mello HJ, da Silva RB, de Aguiar PR, Bianchi EC (2017) Performance evaluation of various cooling-lubrication techniques in grinding of hardened AISI 4340 steel with vitrified bonded CBN wheel. Int J Adv Manuf Technol 92:3795–3806. https://doi.org/10.1007/s00170-017-0434-7
Zhang D, Li C, Jia D, Zhang Y, Zhang X (2015) Specific grinding energy and surface roughness of nanoparticle jet minimum quantity lubrication in grinding. Chinese J Aeronaut 28:570–581. https://doi.org/10.1016/j.cja.2014.12.035
Rodriguez RL, Lopes JC, Hildebrandt RA, Perez RRV, Diniz AE, de Ângelo Sanchez LE, Rodrigues AR, de Mello HJ, de Aguiar PR, Bianchi EC (2019) Evaluation of grinding process using simultaneously MQL technique and cleaning jet on grinding wheel surface. J Mater Process Technol 271:357–367. https://doi.org/10.1016/j.jmatprotec.2019.03.019
Bianchi EC, Sato BK, Sales AR, Lopes JC, de Mello HJ, de Angelo Sanchez LE, Diniz AE, Aguiar PR (2018) Evaluating the effect of the compressed air wheel cleaning in grinding the AISI 4340 steel with CBN and MQL with water. Int J Adv Manuf Technol 95:2855–2864. https://doi.org/10.1007/s00170-017-1433-4
Ribeiro FSF, Lopes JC, Garcia MV, de Angelo Sanchez LE, de Mello HJ, de Aguiar PR, Bianchi EC (2020) Grinding performance by applying MQL technique: an approach of the wheel cleaning jet compared with wheel cleaning Teflon and Alumina block. Int J Adv Manuf Technol 107:4415–4426. https://doi.org/10.1007/s00170-020-05334-6
Saberi A, Rahimi AR, Parsa H, Ashrafijou M, Rabiei F (2016) Improvement of surface grinding process performance of CK45 soft steel by minimum quantity lubrication (MQL) technique using compressed cold air jet from vortex tube. J Clean Prod 131:728–738. https://doi.org/10.1016/j.jclepro.2016.04.104
Zhang J, Li C, Zhang Y, Yang M, Jia D, Liu G, Hou Y, Li R, Zhang N, Wu Q, Cao H (2018) Experimental assessment of an environmentally friendly grinding process using nanofluid minimum quantity lubrication with cryogenic air. J Clean Prod 193:236–248. https://doi.org/10.1016/j.jclepro.2018.05.009
Singh GR, Sharma VS (2017) Analyzing machining parameters for commercially puretitanium (Grade 2), cooled using minimum quantity lubrication assisted by a Ranque-Hilsch vortex tube. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-016-8982-9
Bianchi EC, Rodriguez RL, Hildebrandt RA, Lopes JC, de Mello HJ, da Silva RB, de Aguiar PR (2018) Plunge cylindrical grinding with the minimum quantity lubrication coolant technique assisted with wheel cleaning system. Int J Adv Manuf Technol 95:2907–2916. https://doi.org/10.1007/s00170-017-1396-5
Javaroni RL, Lopes JC, Garcia MV, Ribeiro FSF, de Angelo Sanchez LE, de Mello HJ, Aguiar PR, Bianchi EC (2020) Grinding hardened steel using MQL associated with cleaning system and cBN wheel. Int J Adv Manuf Technol 107:2065–2080. https://doi.org/10.1007/s00170-020-05169-1
Lopes JC, de Martini Fernandes L, Garcia MV, Moretti GB, de Moraes DL, Ribeiro FSF, de Angelo Sanchez LE, de Oliveira RFM, de Mello HJ, Aguiar PR, Bianchi EC, Fernandes LDM, Garcia MV, Moretti GB, Moraes DLD, Sabino F, Ribeiro FSF, Eduardo L, Sanchez DA, Fischer R, Oliveira MD, Mello HJD, Aguiar PR, Bianchi EC (2020) Performance of austempered ductile iron ( ADI ) grinding using diluted oil in MQL combined with wheel cleaning jet and different CBN grains friability. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-020-05142-y
Zhang Y, Li C, Jia D, Zhang D, Zhang X (2015) Experimental evaluation of MoS2 nanoparticles in jet 40. MQL grinding with different types of vegetable oil as base oil. J Clean Prod 87:930–940. https://doi.org/10.1016/j.jclepro.2014.10.027
de Oliveira DJ, Guermandi LG, Bianchi EC, Diniz AE, de Aguiar PR, Canarim RC (2012) Improving minimum quantity lubrication in CBN grinding using compressed air wheel cleaning. J Mater Process Technol 212:2559–2568. https://doi.org/10.1016/j.jmatprotec.2012.05.019
Lopes JC, Garcia MV, Volpato RS, de Mello HJ, Ribeiro FSF, de Angelo Sanchez LE, de Oliveira Rocha K, Neto LD, Aguiar PR, Bianchi EC (2020) Application of MQL technique using TiO2 nanoparticles compared to MQL simultaneous to the grinding wheel cleaning jet. Int J Adv Manuf Technol 106:2205–2218. https://doi.org/10.1007/s00170-019-04760-5
King RI, Hahn RS (2012) Handbook of modern grinding technology. Springer Science & Business Media
Malkin S, Guo C (2008) Grinding technology: theory and applications of machining with abrasives, 2aed edn. Industrial Press Inc, New York
de Martini Fernandes L, Lopes JC, Volpato RS, Diniz AE, de Oliveira RFM, de Aguiar PR, de Mello HJ, Bianchi EC (2018) Comparative analysis of two CBN grinding wheels performance in nodular cast iron plunge grinding. Int J Adv Manuf Technol 98:237–249. https://doi.org/10.1007/s00170-018-2133-4
Field M, Kegg R, Buescher S (1980) Computerized cost analysis of grinding operations. CIRP Ann 29:233–237. https://doi.org/10.1016/S0007-8506(07)61328-6
Abellan-Nebot JV, Rogero MO (2019) Sustainable machining of molds for tile industry by minimum quantity lubrication. J Clean Prod 240:118082. https://doi.org/10.1016/j.jclepro.2019.118082
Pusavec F, Kramar D, Krajnik P, Kopac J (2010) Transitioning to sustainable production – part II: evaluation of sustainable machining technologies. J Clean Prod 18:1211–1221. https://doi.org/10.1016/j.jclepro.2010.01.015
Hitchcox A (2015) Determine the Cost of Compressed Air for Your Plant [WWW Document]. URL https://www.hydraulicspneumatics.com/technologies/air-compressors/article/21884932/determine-the-cost-of-compressed-air-for-your-plant
Lopes JC, de Martini Fernandes L, Domingues BB, Canarim RC, da Penha Cindra Fonseca M, de Angelo Sanchez LE, de Oliveira RFM, de Mello HJ, Aguiar PR, Bianchi EC (2019) Effect of CBN grain friability in hardened steel plunge grinding. Int J Adv Manuf Technol 103:1567–1577. https://doi.org/10.1007/s00170-019-03654-w
Ribeiro FSF, Lopes JC, Garcia MV, de Moraes DL, da Silva AE, de Angelo Sanchez LE, de Aguiar PR, Bianchi EC (2020) New knowledge about grinding using MQL simultaneous to cooled air and MQL combined to wheel cleaning jet technique. Int J Adv Manuf Technol 109:905–917. https://doi.org/10.1007/s00170-020-05721-z
Sato BK, Lopes JC, Diniz AE, Rodrigues AR, de Mello HJ, Sanchez LEA, Aguiar PR, Bianchi EC (2020) Toward sustainable grinding using minimum quantity lubrication technique with diluted oil and simultaneous wheel cleaning. Tribol Int 147:106276. https://doi.org/10.1016/j.triboint.2020.106276
Silva LR, Corrêa ECS, Brandão JR, de Ávila RF (2020) Environmentally friendly manufacturing: behavior analysis of minimum quantity of lubricant - MQL in grinding process. J Clean Prod 256:103287. https://doi.org/10.1016/j.jclepro.2013.01.033
Marinescu ID, Hitchiner MP, Uhlmann E, Rowe WB, Inasaki I (2016) Handbook of machining with grinding wheels. CRC Press. https://doi.org/10.1201/b19462
Hadad M, Sadeghi B (2012) Thermal analysis of minimum quantity lubrication-MQL grinding process. Int J Mach Tools Manuf 63:1–15. https://doi.org/10.1016/j.ijmachtools.2012.07.003
Agarwal S (2019) On the mechanism and mechanics of wheel loading in grinding. J Manuf Process 41:36–47. https://doi.org/10.1016/j.jmapro.2019.03.009
Singh V, Rao VP, Ghosh S (2012) Development of specific grinding energy model. Int J Mach Tools Manuf 60:1–13
Li Z, Ding W, Liu C, Su H (2018) Grinding performance and surface integrity of particulate-reinforced titanium matrix composites in creep-feed grinding. Int J Adv Manuf Technol 94:3917–3928. https://doi.org/10.1007/s00170-017-1159-3
Acknowledgements
The authors also thank companies Nikkon Ferramentas de Corte Ltda and Norton Abrasives—Saint Gobain Group for providing the grinding wheel, ITW Chemical Products for the donation of the cutting fluids and the authors thank everyone by support to the research and opportunity for scientific and technological development.
Funding
Special thanks to FAPESP (São Paulo Research Foundation – Proc. 2018/22661–2) for financial support. CAPES (Coordination for the Improvement of Higher-Level Education Personnel), and CNPq (National Council for Scientific and Technological Development) for their financial support of this research.
Author information
Authors and Affiliations
Contributions
Douglas Maiochi Daniel: writing—original draft; writing—review and editing; visualization; conceptualization; formal analysis; investigation; validation. Douglas Lyra de Moraes: writing—original draft; writing—review and editing; data curation; formal analysis. Mateus Vinicius Garcia: writing—original draft; investigation; data curation; formal analysis. José Claudio Lopes: writing—original draft; resources; conceptualization; methodology; project administration. Rafael Lemes Rodriguez: writing—original draft; investigation; validation. Fernando Sabino Fonteque Ribeiro: conceptualization; methodology; validation; writing—original draft. Luiz Eduardo de Angelo Sanchez: writing—review and editing; conceptualization; supervision. Eduardo Carlos Bianchi: funding acquisition; conceptualization; resources; supervision; project administration.
Corresponding author
Ethics declarations
Ethical approval
The authors declare that this manuscript was not submitted to more than one journal for simultaneous consideration. Also, the submitted work is original and not have been published elsewhere in any form or language.
Consent to participate and publish
The authors declare that they participated in this paper willingly and the authors declare to consent to the publication of this paper.
Competing interests
The authors declare is no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Daniel, D.M., Moraes, D.L.d., Garcia, M.V. et al. Application of MQL with cooled air and wheel cleaning jet for greener grinding process. Int J Adv Manuf Technol 125, 435–452 (2023). https://doi.org/10.1007/s00170-022-10712-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-10712-3