
Abstract
Deep-drawing is a method in which flat sheets of metal are formed into complex 3-dimensional geometries. Three main types of challenges arise when transitioning from the macro-scale to micro-deep drawing. These can be summarised as: (1) tribological effects, which mainly stem from the relative difference in surface characteristics between the two size scales, (2) material behaviour effects which arise from the increasing heterogeneity of materials that have a decreasing number of grains that are deformed in forming, and (3) dimensional effects which relate to difficulties in handling and inspection of small components at high rates and challenges in manufacturing and monitoring of tool components for use in micro-deep drawing. Various methods or effects can be applied to micro-deep drawing processes to tackle these challenges. This paper reviews research on methods and effects that can be used to improve the robustness in micro-deep drawing processes. Small changes, such as the choice of lubricant and slight changes to the punch geometry are considered, but so are larger changes such as the use of ultrasonic vibration to improve formability and adjustable tooling. The influence of process monitoring and simulation on process robustness is also considered. A summary of methods and effects is drawn at the end to highlight potential space for innovation.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
A production can be called perfectly robust if it is wholly unaffected by changing conditions in its environment. This is difficult to achieve practically as it is impossible to predict all variations in conditions that may arise, and already too costly to account for known variations in some cases. However, steps can be taken to increase the robustness of a given process or process chain. Across any form of production, any single production process or process chain benefits from increased robustness. This will mean that the production is less affected by uncertainty in specific process parameters and can more uniformly deliver the same output, regardless of input [1]. The production is thus made more effective at meeting customer demands for uniform quality. Its efficiency is also improved by reducing the amount of scrap generated and the wear of production tools. This is critical for metal forming as it is used for mass manufacture, and out-of-control processes could lead to high scrap rates and varying part quality across millions of components [2].
Demand for micro-components, such as micro-springs and connectors; and micro-assemblies, such as micro-electromechanical systems or those used in biomedical equipment is growing. Robustness must therefore also be considered in the context of micro-forming. When production is moved from the macro-scale to the micro-scale, various effects arise that affect the stability of processes. So-called scale effects, or size effects, occur due to inevitable deviations from the theory of similarity, as defined by Pawelski [3], during process miniaturisation. Other factors include the rate at which components are produced [4], higher requirements to accuracy and tolerances [5], and difficulties in handling [6]. Altogether, these added factors make it challenging to control individual processes or steps, and therefore more difficult to realise a robust micro-forming production.
Deep drawing is a widely used method for producing hollow geometries from flat sheets. The micro-forming equivalent to it, micro-deep drawing, involves parts having dimensions in the sub-millimetre range and metal foils having thicknesses in the 10s to 100s of micrometre range. Scale effects affect micro-deep drawing in various ways, such as by leading to irregularities in formed geometries [7, pp. 90–92], reduced formability [8], and changes in the friction in tool-workpiece interfaces [9]. Specific methods or effects, some of which are suitable for conventional deep drawing, need to be employed or exploited to ensure satisfactory robustness in a micro-deep drawing system. Otherwise, and due to the large quantities involved in orders that companies fulfil, a risk of variation in part quality across billions of components is inevitable.
In this work, an overview of major challenges found in micro-forming due to increasing variation in process and material properties is given. The same topic was covered in 2001 by Geiger et al. [4], who also suggested solutions to those challenges that were actionable at the time. This work was therefore narrowed and focused on micro-deep drawing, and specifically on robustification. The importance of ensuring robustness in micro-forming processes becomes clearer as micro-forming is adapted to mass manufacture in industrial settings. Methods that have been applied in literature to solve these challenges are summarised and discussed based on where they are applied with respect to the forming process, how they robustify the process, and whether they are applicable to industry. Finally, methods or effects used in other processes than micro-deep drawing are discussed, and the potential for their application in micro-deep drawing evaluated.
Major challenges in micro-deep drawing (MDD)
To ensure that a process runs smoothly, it is important to first know what is happening within the process. This is made difficult as variation in surface characteristics and material properties increases with downscaling [10]. This section discusses effects that lead to increasing variation and other challenges that literature reports when transferring knowledge and experience from conventional deep drawing to micro-deep drawing, hereafter referred to as MDD. These effects can broadly be summarised as shown in Fig. 1. They are effects due to difficulties in scaling tolerances with tool dimensions; the change in the ratio of surface roughness amplitude to material thickness; and the reduction of the ratio of material thickness (t) to average grain size (d).

Summary of challenges that arise when transitioning from macro-scale forming to micro-scale forming. In the figure, t refers to workpiece thickness and d refers to the average grain size in the material
Tribological effects
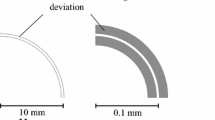
Tribological scale effects stem from the characteristics of downscaled surfaces. Sheet metal in coil form is produced through rolling which leads to a certain surface texture occurring on the rolled sheet. This texture is extremely difficult to scale with the thickness of the sheet [11], leading to the scale of the surface roughness not following the thickness. The surface roughness of foils is therefore larger, compared to the material thickness, than the surface roughness of sheets [12], as also illustrated in Fig. 2. This difference in relative roughness leads to increasing process variation with downscaling because surface asperities, which can be assumed homogeneously distributed in macro-forming, become more heterogeneously distributed. In some cases of micro-forming, only a few asperities are involved, leading to heterogeneities and large variations in contact behaviour between any two contacts [13]. This can lead to challenges in MDD such as increasing variation in lubricated [9] and dry friction [12], and changes in tool wear behaviour [14].
Friction in MDD, where liquid lubrication is used, can be unpredictable and was therefore noted by Gong and Guo [15] to not be advisable. This is due to the ratio of open lubricant pockets against closed lubricant pockets increasing with respect to the total number of lubricant pockets. Lubricant escaping from open lubricant pockets causes direct metal-to-metal contact to become more pronounced [9]. The ratio is not controllable and has been shown to increase with downscaling until no closed lubricant pockets occur on the surface. At this point, friction becomes the same as if no lubricant was used [16]. The exact ratio of open lubricant pockets to closed lubricant pockets is difficult to predict, which also makes the friction and wear in the process difficult to predict. If the friction is difficult to predict and control, then it is also difficult to guarantee a consistent quality of the formed parts. Further, uncontrolled friction directly correlates to uncontrolled, and often premature, tool wear and reduced formability (in cases of too high friction).

Relative difference in surface roughness compared to foil thickness
While lubrication improves robustness, it also introduces variation into a process chain. However, dry forming also involves challenges. Shimizu et al. [17] investigated dry friction in micro-forming through strip drawing and deep drawing tests on phosphor bronze foils. While the friction decreased as the scale did, the relative variation in friction increased. This is likely due to the inherent heterogeneity of surfaces used in micro-forming. Shimizu et al. [12] investigated tools and blanks with different surface roughness in deep drawing. They found that surface asperities on tools have a large effect on local material flow, to the point that it affects global material flow. Luo et al. [18] investigated localisation of friction in MDD and found that surface asperities led to heterogeneous friction across the surface of the stainless steel blank. The heterogeneous friction then led to irregular material flow, and an increase in non-uniformity of thickness distribution, showing that the surface roughness of the blank has an effect.
Beyond the effects on friction, the behaviour of wear in tribo-systems is also affected as the process is downscaled. Shimizu et al. [14] investigated the dependence of adhesive wear mechanisms on scale in a progressive dry MDD process. Comparing a milli-scale and a micro-scale process, they found that adhesion in the micro-scale process led to smoothing of the tool and reduced friction. Adhesive transfer in the milli-scale process led to an increase in friction, however. The variation in force in the micro-scale process was larger than that for the milli-scale process. Flosky and Vollertsen [19] investigated wear behaviour in MDD over 300,000 strokes using lubricant and 4,300 strokes running dry. They found that the quality of micro-cups formed in the process is independent of lubrication, and hence the lubricant did little to affect friction. However, lubrication was necessary due to its role in transferring wear particles out of the system. If they were allowed to remain, they quickly led to increased friction on the flange of the cup and eventual bottom fracture.
Material behaviour effects
Changes in material behaviour in MDD, in terms of material flow behaviour and mechanical properties, can be summarised considering the change in the ratio between material thickness and average grain size [20]. As the ratio between thickness t and grain size d decreases (referred to as t/d from now on), two base effects arise which affect the material strength and flow behaviour. The first effect can be seen when considering a constant and uniform microstructure, but a decrease in workpiece thickness. The second effect arises due to the inevitable variation in grain size or material properties across the bulk of the workpiece.
Assuming that the microstructure of a foil of a certain thickness is homogeneous, the t/d value can decrease through either reducing the thickness or increasing the grain size. Either of these changes will cause a loss of material strength, which has been explained by several models and theories which are outlined in Fig. 3. It should be noted that these are not necessarily mutually exclusive, although the contribution of each effect to the overall material strength has not been clarified. The Hall-Petch model, shown in Eq. (1) where σi and k are material constants, predicts that the material strength decreases as the grain size increases. This is due to the occurrence of a smaller number of grain boundaries, which would otherwise inhibit the movement of dislocations. A different part of the same effect explains that the larger grains will allow for larger dislocation pileups, which make it easier for dislocations to move over grain boundaries. The scale effect can be found when considering a microstructure that has a constant grain size, as the material strength will decrease as the thickness decreases. The Hall-Petch effect does not predict any influence on the material strength, although an analogous development in the microstructure can be found as the total number of grain boundaries through the thickness decreases, as illustrated in Fig. 3(a). This leads to a weakening of the material strength as dislocations are increasingly free to move through the thickness of the material.
The surface layer model is illustrated in Fig. 3(b) and shown in Eq. (2), where λ is a constant describing scale and σv and σs are the strength of surface and volume grains respectively. Surface grains are weaker because they have a reduced ability to resist deformation compared to volume grains. The size of the surface layer is dependent only on the grain size of the material, growing with the grain size, so the fraction of surface grains grows with respect to the volume grains as t/d decreases and thereby the flow stress decreases [21, 22].
The composite model is illustrated in Fig. 3(c) and shown in Eq. (3), where σGB and σGI are the strength of the grain boundary material and grain interior material respectively. The model explains that material within grain boundaries can strain-harden more than that within the grains themselves, resulting in σGB > σGI [23]. As grain size increases, the fraction of grain boundary volume, fGB, decreases relative the fraction of grain interior, fGI, leading to a reduction in overall material strength.

Models used to explain decreasing material strength with downscaling. (a) Hall-Petch model, (b) surface layer model, and (c) composite model
The increasing variability has been explained to be due to the increasing influence that heterogeneities have on overall material flow behaviour. Material flow behaviour is affected only by grains that take part in it, so as t/d decreases each grain influences the overall flow behaviour more. Differences between grains, such as crystallographic orientation and grain size, thereby affect the material behaviour more than if a larger number of grains would participate in the deformation [24]. The microstructures of foils used by Fang et al. [25] and Han et al. [26], who grew the average grain size of thin foils in their studies by annealing, are shown in Fig. 4. As the properties of individual grains are not controlled, an element of randomness is introduced into the material behaviour, making its behaviour difficult to predict.

Other effects caused by the reduction of t/d include changes to spring-back behaviour, reduction of formability, material flow and surface roughening behaviour. Spring-back is influenced by two main effects. It decreases as the flow stress of the material decreases because of the effects discussed above [27]. A smaller flow stress of the material leads to less storing of elastic energy, and thereby smaller spring-back. Spring-back increases again with further downscaling as the influence of the strain gradient starts to dominate the spring-back behaviour [28]. This is due to the size of the deforming region approaching the characteristic length of the microstructure. Larger strain gradients lead to larger differences in stresses across the sheet and hence larger angular spring-back. Formability is worse, leading to a change in the forming limit curves of materials that are downscaled [8, 29, 30]. If the average grain size in the material is large compared to the foil thickness, these effects are more pronounced and have higher variation [28, 31, 32]. The deformation behaviour is also less regular, so the forming output is hard to predict [26]. Strain-induced roughening of free surfaces is also increased as t/d decreases [32, 33]. This effect is difficult to control due to the inherent randomness caused by the random orientation of those grains that take part in the deformation [34]. This makes tribological effects even more difficult to control and affects the material formability.
Dimensional effects
Challenges caused by dimensional effects can be summarised as difficulties due to the nature of the process and the size of the parts being produced. The small size of the parts, combined with tight tolerances, means the precision by which parts are placed becomes vital. However, as the production rate is increased, vibrations become more pronounced [35], and it is generally more difficult to ensure precision [5]. This can lead to defects in formed parts and more wear of the tools [35]. This is especially a problem in progressive forming where any deviation in placement will lead to defects that can grow throughout the process.
As the geometry of formed parts decreases in size, the ratio of surface area to volume increases. At some point, the weight of the object, and therefore the force of gravity that acts on it, becomes smaller than surface tension. At this point, formed parts tend to adhere to tools and/or handling equipment [6]. Along with the production rate necessary to meet customer demands, this issue can be a challenge for handling logistics.
Tools used in MDD must be smaller than macro-forming tools, which leads to challenges in tool production and larger geometrical deviations compared to nominal [36]. Applying the same absolute tolerance for micro-forming tools as for macro-scale tools can lead to larger variation in tool dimensions compared to the nominal geometry. Typical tolerances of micro-formed parts are relatively tight compared to those put on macro-formed parts [10]. This means that tolerances on micro-forming tools must also be tight compared to macro-forming tools. However, due to difficulties involved in production of small geometries, the deviation from nominal increases as the tools are downscaled [37]. Luo et al. [38] varied the blank-holder gap for a fixed blank-holder in MDD and pointed out that the deviation in the tools should be in the range of a few microns to reduce wear and avoid reduced tool-life. This is made even more difficult as highly localised stresses can lead to increased wear of micro-forming tools [39]. Combined, the geometrical deviation in the tool production stage and geometric changes due to wear lead to reduced process stability and potentially reduced formability.
Improving process robustness in micro-deep drawing (MDD)
This section discusses various methods and effects that have been applied or exploited in literature to improve the robustness of MDD process lines. Methods applied in other processes are also considered, but only where a potential for application in MDD exists.
Tribology
Lubrication serves the purpose of reducing friction between tools and workpiece, and minimising tool wear. Due to high production rates typically used in micro-forming and the size of tools, it can also serve the purpose of temperature control and of helping with evacuation of wear debris. Due to scale effects, the effectiveness of lubrication as a method of reducing friction is diminished, as the ability of the workpiece surface to carry lubricant is reduced with downscaling. Decreasing surface area with a constant surface structure leads to an increasing number of open lubricant pockets relative to the total number of lubricant pockets. Studies on different lubricants, and types of lubricants, have been performed to find whether lubrication can allow reliable friction control in micro-forming at all. Figure 5 shows a summary of the topics discussed in this section, in which methods for improving the tribological robustness of MDD processes are discussed. Figure 5(a) shows the case of using no lubricant at all, which will lead to higher friction but less variability and therefore better predictability compared to using conventional fluid lubricants. Figure 5(b) shows the case of using fluid lubrication in micro-forming. Lubricant is not retained in the surface due to the increasing ratio of open lubricant pockets, leading to higher friction and more variation in friction. Figure 5(c) depicts the case of using a solid lubricant. As they are not affected by the lubricant pocket model, they offer a nice combination of reduced friction and good predictability in friction. The use of particle-based additives in fluid lubricants is shown in Fig. 5(d), where the particles serve both the role of separating the surfaces, but also of retaining a higher amount of lubricant between the surfaces compared to pure fluid lubrication. Figure 5(e) shows a tool that has a texture applied to its surface to allow it to carry more lubricant. This has a larger effect on reducing friction under higher contact pressures when more of the cavities on the tool surfaces are pressurised. Figure 5(f) shows the use of a surface coating, which will prevent direct metal-to-metal contact, reducing the occurrence of adhesive transfer between the surfaces.

Summary of methods to improve tribological robustness in MDD illustrated by (a) dry forming, (b) use of fluid lubricant, (c) use of solid lubricant, (d) use of solid particles as lubricant additive, (e) use of surface texturing, and (f) use of surface coating
Lubricant viscosity
Higher viscosity lubricants have a higher resistance to flow compared to low viscosity lubricants. Generally, this should mean that they are less likely to escape lubricant pockets once pressurised, and therefore are better at carrying pressure. Guo et al. [16] performed a multi-scale strip-drawing study in which they applied lubricants having different viscosities, comparing their performance in friction reduction to dry conditions. They found no signs of scale effects under dry conditions. The viscosity of the tested lubricants had little influence on friction, although scale effects were more pronounced for lower viscosities. For all the lubricants tested, friction was comparable to that under dry conditions at the smallest scale. Nielsen et al. [40] applied a self-developed micro-tribological tester to investigate the influence of lubricant viscosity on sliding friction in micro-bulk forming. They corroborate the findings by Guo et al. [16] in that higher viscosity lubricants are less affected by scale effects as they are more easily trapped in lubrication pockets compared to lower viscosity lubricants. The lubricant viscosity influences how the system responds to scale effects. Gong et al. [41] applied lubricants of different viscosities to a deep drawing process. They found that the viscosity does not affect the lubricant performance much, with friction found when applying liquid lubrication being similar to that found in dry conditions. This showed that there were few or no closed lubricant pockets on the surface being formed, which is a clear result of scale effects. Tetzel [42] applied a U-bending test to find the influence of tribological scale effects on the Stribeck-diagram. Tetzel showed that increasing lubricant viscosity can be correlated with increasing punch force due to the increasing flow resistance of the lubricant. There is no consensus on the effect of lubricant viscosity on the performance in friction control. However, higher viscosity lubricants are less affected by scale effects and therefore lead to more predictable friction. It should be noted that, due to the higher resistance to flow, high viscosity lubricants are less capable of carrying away heat or wear debris compared to lower viscosity lubricants.
Water as a lubricant
As mentioned, lubricants in micro-forming typically serve two main roles. The first of which is to reduce friction and wear, and the second of which is to carry away heat and wear debris that is generated through friction and deformation. Water is an excellent thermal capacitor, and as such it is no surprise that oil-in-water emulsions are often used in high-speed micro-forming. In a move to improve the sustainability of micro-forming, Rathmann et al. [43] performed strip-drawing tests using no lubricant, ester oil, and water. They showed that, for the conditions of the test, ester oil and dry conditions had similar friction, showing that scale effects prevent the lubricant from working well in reducing friction. When testing with demineralised water as a lubricant, they found that the friction was reduced at 10 mm/s compared to testing with an ester oil-based lubricant or without lubricant. By structuring the surface of the tool to be hydrophilic, using a laser induced periodic surface structuring technique, they found a further reduction of friction. This begs the question of whether pure water could be used as a lubricant in an industrial setting. Water has good heat capacity and can therefore easily carry away heat; and it is cheap, plentiful, and not harmful to the environment. However, consideration should also include the effects that water can have on presses and tools, namely the creation of conditions leading to rust.
Solid particles as lubricant additives
With increasing lubricant viscosity, the capacity for the lubricant to carry away heat and wear debris is diminished as lubricant flow is restricted. Instead of increasing the viscosity to reduce scale effects, the use of solid particles in the lubricant formulation shows promise. The function of the particles is less dependent on the fraction of closed lubricant pockets on the surface. Arinbjarnar et al. [44] performed a study on the use of CaCO3 particles of two sizes as a lubricant additive. They found that, compared to the pure oil, adding particles would improve the wear resistance of the lubricant. The mechanism behind this was theorised to be purely physical, and dependent on the ratio between particle size and surface roughness. Smaller particles fill asperity valleys and promote uniform contact pressure, while larger particles physically separate the surfaces, reducing direct metal-to-metal contact and promoting rolling. Adding particles therefore improves the ability of the lubricant in resisting wear. Care must be taken, however, as viscosity increases for high concentrations and may have other effects on fully formulated lubricants [45]. Zhou et al. [46] applied a water-based lubricant that was mixed with TiO2 nanoparticles when deep drawing 40 μm thick titanium foil. They found that applying the particle-lubricant reduced friction slightly even though the drawing force was increased compared to dry forming. The surface and forming accuracy were also improved by using the nanoparticles compared to dry forming. The explanation given for this effect was congruous with that given by Arinbjarnar et al. [44] in that particles that are trapped in the contact interface would separate the tools from the workpiece and promote rolling over sliding. As the particle material and workpiece material were similar, another effect was also clear. Particles that were trapped in lubrication pockets mended the surface, making it smoother and promoting more uniform contact pressure. Kamali et al. [47] performed MDD on a Mg-Li alloy using TiO2 nanoparticles as a lubricant additive. They compared the lubricant that includes TiO2 nanoparticles to the same base lubricant without particles, and to using no lubricant. Their results showed that a small concentration of the TiO2 particles can help trap lubricant in open lubricant pockets. They explained that this was due to the increase in viscosity and potentially micro-scale forces such as the electrostatic force. This mitigated the effect of the disappearing closed lubricant pockets and reduced friction. They also point out that the surface of the formed cup changed, with the roughness being similar but the skewness decreasing as the surface becomes less dominated by asperity valleys. Kamali et al. [48] corroborated this and studied the effect of different concentration of particles in the oil on the performance. They found that a higher concentration led to larger beneficial effects but pointed out that there is a limit to how high the concentration should be. A concentration that is too high will lead to agglomeration and increases the potential of additive starvation. In micro-bulk forming, Srinivasan et al. [49] showed that the use of MgO-ZnO nanoparticles as a lubricant additive for extrusion of micro-gears helps compared to dry extrusion. Using the particles, suspended in a basic mineral oil, reduced the extrusion force, and improved the surface finish and shape accuracy of the formed part. To show that the particles were helping they increased the concentration and found a further decrease of drawing force and further improvements to shape accuracy and surface. There is, therefore, clearly a benefit in applying solid particle as lubricant additives, not only for MDD but more generally. Especially in MDD, the particles help trap lubricant in lubricant pockets, thereby reducing the influence of scale effects on friction and making friction more consistent. Overall, this represents a low-effort way of improving the robustness of the system.
Surface texturing of tribo-partners
The performance of tribological contacts under dry and lubricated conditions can be adjusted through surface texturing of tool or workpiece. Structured surface textures, or those resulting from specific finishing methods, affect the tribological behaviour of surfaces used in MDD. According to Brinksmeier et al. [50], different processes can be considered to generate modified surface topographies for micro forming tools. Micro milling is a suitable technology for creating surface textures on conventional tool materials, whereas micro-grinding is more suitable for the machining of harder materials or moulds. The influence of scale effects on dry friction is not clear, although the increase in friction under lubricated conditions is well established. Wang et al. [51] observed the sensitivity of micro-scale sheet forming processes experimentally while comparing conventionally manufactured dies to dies modified using an electrochemical polishing process. The required punch force for the U-bending decreased as the size of the punch increased, and it increased for smaller punch geometries. This showed that the stochastic topography at higher contact normal stresses prevents the lubricant from volatilising through the surface asperities, improving the frictional properties when compared with a smooth surface. Especially for stochastic topographies, the effects can be explained using the mechanical-rheological model suggested by Tiesler and Engel [9], referred to in this work as the lubricant pocket model.
With increasing contact pressure, surface asperities deform plastically. Depending on the local topography, trapped lubricant will either escape or remain trapped as the pressure increases. In closed lubricant pockets, those in which lubricant is trapped, the lubricant is pressurised. The resulting hydrostatic pressure helps in transmitting the external load and reduces the asperity flattening and thereby reduces the coefficient of friction. Pockets which lubricant is squeezed out of, referred to as open lubricant pockets, cannot transmit any forming load. The neighbouring asperities are therefore easily flattened, and thereby the coefficient of friction is increased. In other work it was found that if the pressure building up in closed lubricant pockets is great enough to exceed the sealing pressure, the escaping lubricant can form new lubricant pockets or escape into adjacent plateaus. This effect is called Micro-Plasto Hydrostatic Lubrication (MPHSL) [52] and is illustrated in Fig. 6(a). Under relative sliding, Micro-Plasto Hydrodynamic Lubrication (MPHDL) may also occur due to a combination of static and dynamic pressure build-up in the thin lubricant film at the converging gap between the two bodies. In both MPHSL and MPHDL, micro pockets of lubricant can supply fluid lubrication to surrounding areas, where the boundary film has previously been destroyed, resulting in reduced friction. Shimizu et al. [53] proved that this effect can be utilised to improve lubricant performance by modifying the geometry of the cavity. This shows that the effect of MPHDL is an important factor in micro-lubrication mechanisms. Higher bulk modulus of the lubricant, i.e., increased resistance to compression, decreases the asperity flattening as shown by Nellemann et al. [54]. The effect of the lubricant compressibility for typical oils was, however, shown by Zwicker et al. [55] to be negligible when the underlying material is plastically deforming. Mizuno and Okamoto [56] and Bech et al. [57] give further explanation to the phenomena under relative sliding velocity of part and counter body, as shown in Fig. 6(a), proposing the concept of Micro-Plasto Hydrodynamic Lubrication (MPHDL).
Sulaiman et al. [58] showed that tool surfaces can be structured to reduce drawing force in a macro-scale strip reduction test compared to a smooth tool at high drawing speeds. By milling cavities on the tool surface that were then filled with oil, the real contact area could be reduced. Schumann et al. [59] applied machine hammer peening with the use of a micro-milled tool tip to create a structured texture on the surface of strip-drawing tools. The process creates well defined and regularly shaped cavities in the surface, while also strain-hardening it and leaving it in a state of residual compressive stress. With a suitably optimised cavity shape, they showed that friction could be reduced compared to a polished surface. Steitz et al. [60] showed that a machine hammer peened surface can give a similar friction in strip-drawing as a polished surface. In a later work they [61] showed that the machine hammer peened texture reduces wear. Sulaiman et al. [58] and Schumann et al. [59] both showed that the design of the surface texture has a considerable influence on its performance. The spacing of cavities and the density across the surface are critical as a too high density does not allow the remaining surface to carry the workpiece, allowing material flow into the cavities. This would lead to increasing wear and increasing friction over time. While their work involved a macro-scale process, it clearly showed the effect that could be achieved with suitably textured tool surfaces. Uehara et al. [62] explained the influence on friction and surface coverage of cavities by two counteracting mechanisms, as illustrated in Fig. 6(b). On the one hand, increasing surface coverage increases the number of lubricant pockets. This reduces friction through effects such as an increased number of closed lubricant pockets or MPHDL. As the lubricant must be more compressible than the metal workpiece and tool, this effect stagnates and does not lead to further friction reduction beyond a coverage of approximately 30%. At the same time, the real contact area decreases with increasing coverage, leading to an increase in the effective contact normal stress at constant external load. The superposition of both effects results in friction-reducing properties for coverage between 0 − 30%, with an optimum at approximately 15%. Beyond approximately 30% coverage, there is an increase in the coefficient of friction as the effect of contact pressure becomes dominant.

(a) Pressure distribution around lubricant-filled cavity that is pressurised leading to (top) MPHSL and (bottom) MPHDL. Where pr and pf are rear and front sealing pressures respectively, and q0 is the hydrostatic pressure. Adapted from [57]. (b) Effect of increasing coverage of surface in cavities on friction, showing contribution of increasing oil supply and contact pressure. Adapted from [62]
Jahn et al. [63] compared tool surfaces resulting from different finishing processes; showcasing grinding, polishing and spark erosion in a compression-based friction test. They also showed how these surfaces compare to surfaces that have had deliberate textures applied to them. The results showed that friction increased quickly with tool surface roughness, but that as the deformation degree increased then this effect decreased. They also showed that, in dry forming, the major effect is on the surface finish of the formed part. Twardy et al. [64] compared the use of micro-milled tool surfaces, having a deterministic texture, to smooth surfaces resulting from polishing and diamond-turning under dry conditions. The comparison, made through pin-on-disc testing, showed that the textured surface had superior tribological properties. This was because wear debris could be carried inside the surface, instead of being trapped in the contact interface and ploughing the contact partners. Wang et al. [65] applied different surface textures to tools used in lubricated strip-drawing. They found that the scale effect on friction was reduced when the contact pressure was increased. The friction coefficient could also be decreased by increasing the sliding velocity. They also found that smaller real contact areas in terms of surface roughness and geometry lead to a decrease in friction and a smaller influence of scale effects on friction. Funazuka et al. [66] applied structured textures of different scales to a punch used in backward extrusion. The effect of the texturing was intended to stabilise formability and allow better lubricant retention. They found that the scale of the texture had a large influence on both friction and wear. A micro-scale texture resulted in less friction in the first stroke, but a nano-scale texture exhibited better wear resistance across more strokes. The nano-scale texture prevented larger adhesive deposits from building up but was also able to trap lubricant. It is likely that a similar effect could be seen in MDD, where adhesive deposits can lead to accelerated wear or galling. Texturing of tool surfaces has two essential benefits. Firstly, it can help with lubricant retention and thereby reduce friction as explained above. Secondly, it helps in removing wear debris from the interface that might otherwise lead to further wear. The design of the texture should be thoroughly thought through in advance, as an appropriately dimensioned texture can be worse than no texturing at all.
An alternative to texturing the tool surface is to apply a surface texture to the workpiece. Some schematic examples of surface texturing of tools and workpieces are shown in Fig. 7.

Examples of surface texturing using (a) sparse and small cavities in tools, (b) dense and large cavities in tools and (c) texturing of workpiece
Castagne et al. [67] discussed different methods of realising surface textures on micro-forming tools or workpieces, such as laser-micro machining and micro-embossing. They evaluated the effect of the texturing in a pin-on-disc test. They found that applying a dimple texture to the workpiece reduced friction in lubricated sliding by up to 30% depending on the contact pressure as the texture promoted lubricant retention. Wang et al. [68] applied ion beam irradiation to the surface of a copper sheet to see how the developed surface texture affected friction in strip drawing and MDD. The irradiation both polished the surface of the copper and caused nanocrystals to grow on it. This texture reduced friction in strip drawing due to improved lubricant retention within the nano-scale valleys between the crystals. The punch load was reduced in MDD compared to non-irradiated workpieces. Through creating textures on the surfaces of tools or workpieces, it is therefore possible to enhance the ability of the surface to carry lubricant. Lin et al. [69] studied the effect of texture type in a cupping test, applying two types of textures to blanks of thicknesses between 50 μm and 200 μm. They found that the isotropic texture improved formability compared to the longitudinal, and that friction was reduced when using the isotropic texture. This effect was even more pronounced for the thinnest blanks. Gong and Guo [70] investigated the influence of four parameters on friction by applying micro-scale strip-drawing tests. They found that, for dry sliding, an increase in tool roughness increases friction massively, while an increase in drawing velocity reduces it slightly. The effect of strip surface roughness on friction was minimal. When comparing different lubricants, they found that lubrication had no effect on the friction, showing that no closed lubricant pockets occurred on the surface of the strip. If possible, texturing of the workpiece may be more sustainable for a process that runs rapidly. If all incoming material is suitably textured, and the tool does not need to be, then the need to stop production to maintain the tool is reduced.
Solid lubricants
Various researchers have pointed out that scale effects on lubricated friction only occur when the lubricant is a fluid, while solid lubricants are not affected by downscaling in the same way. Tiesler and Engel [9] performed a general study on the effects of miniaturisation on forming processes. They showed that as the process dimensions decrease, friction increases when using liquid lubrication. When comparing to a solid MoS2 coating, they found that the solid lubricant coating did not show any signs of scale effects as its function was not dependent on closed lubricant pockets. Ma et al. [71] employed three lubrication conditions when performing MDD on copper foil to produce square cups with 1.1 mm side-lengths. They found that using a castor oil to lubricate had a similar performance as not applying any lubricant. When using a solid PE-film, they found that the formability was improved, and that friction was reduced compared to using fluid lubricant or no lubricant. Gong et al. [41, 72] corroborated the effect of solid PE films as lubricants in their work. Solid lubricants, as they are not influenced by scale effects, provide a more predictable and stable performance for micro-scale processes. However, there are challenges involved with the application of solid lubricating films before processing, maintaining them during progressive forming, and in cleaning them from formed parts [73]. This may be especially difficult for components made using MDD due to their small size. If the listed challenges can be accounted for, solid lubricants are a good candidate for lubrication in MDD due to the predictable behaviour of friction.
Dry forming
As lubricants can end up introducing variability into processes, there is also the question of foregoing them entirely. This is interesting as this would make the process more environmentally sustainable as no oil is used. The process would also be more economically sustainable as cleaning of formed parts would not be necessary. Handling would also benefit as lubricant can otherwise lead to adhesion between formed parts. Some studies have been performed on dry friction, and how it is affected by downscaling. Shimizu et al. [17] performed strip drawing and deep drawing under dry conditions to investigate scale effects on dry friction. They found that the friction decreased when the scale of the process decreased. They explained this by the relative number of particles in the surfaces that are trapped decreasing with the downscaling. This leads to an increasing amount of three-body contact as opposed to the two-body contact that occurs when particles are trapped. Shimizu et al. [74] went on to clarify this, showing a model that was analogous to the surface-layer model. Using the ratio of free and trapped particles, the contribution of trapped particles and free particles to the total friction could be modelled. Therefore, as the process is downscaled, friction is decreased in dry forming instead of increased as in lubricated forming. This effect is not necessarily dependent on there being no lubricant, as it would likely contribute to the friction balance in a lubricated system. However, it may be difficult to separate it from other contributions to scale effects on friction. Flosky et al. [75] performed a study using a compound blanking- MDD tool to evaluate the influence of wear on process forces in the short term. They found that, after forming only 10 cups, the punch force was increased by more than 50%. This effect could be mitigated by cleaning the tools intermittently. Cleaning the tools after each forming stroke led to a stable force profile over 40 cups. Over a period of 4300 strokes, with tools being cleaned after every 10 strokes, process forces increased from 30 N to 300 N. This shows that, while cleaning the tools intermittently helps process stability, it is not enough if dry forming is the goal. As shown by Flosky and Vollertsen [19], lubricant serves another role in MDD. It helps remove wear debris from the system that might otherwise lead to process instability. This may be possible through using an airstream or similar, allowing for more robust dry forming. Dry forming is therefore possible, but not without considering how adhesive deposits or wear debris can be removed from the system. Surface coatings and texturing have also been used to realise dry forming.
Surface coatings
Surface coatings can be used to reduce friction and prolong tool-life, and thereby enhance tribological performance in dry or lubricated forming. Gong and Guo [15] investigated the influence of two surface coatings (TiN and DLC) and a solid lubricant (MoS2) on friction in a pin-on-disk configuration. They also applied a DLC coating to tools used in MDD to study the effect on press forces. They found that the DLC coating showed the best performance in terms of wear resistance and friction reduction, followed by the TiN coating, with the MoS2 solid lubricant showing the worst performance. This is not an entirely fair comparison as MoS2 is not made as a coating of the same kind as DLC and TiN coatings and was rubbed off the surface quickly. They also found that, compared to a non-coated surface, the DLC coating reduced the punch force in dry MDD significantly. Wang et al. [76] performed a further study on the same coatings applied in a strip-drawing test and a model MDD set-up. The TiN coating showed the best performance in terms of friction reduction in the strip-drawing test. In MDD, they compared a DLC coating to PE film used as a solid lubricant. They found that the punch load was similar, and that both showed a better performance than using a liquid lubricant. Jean et al. [77] evaluated the tribological performance of a novel, graded DLC coating applied on a deep drawing punch. They compared it to a ZrN coating, a CrN coating, and an uncoated tool. The DLC coating showed a similar performance to the ZrN coating, but the CrN coating performed worse than the uncoated tool. In all, the DLC coating reduced maximum punch force by 17%, and improved the LDR. Wang et al. [78] applied a multilayer DLC film to tools used in combined MDD and blanking. They formed conical parts with a punched hole in the bottom from 30 μm thick copper foil. They found that the coating reduced the drawing force further than it was possible using either solid or fluid lubricants. They also showed that the thickness distribution could be made more uniform by applying the DLC coating compared to not lubricating at all. Further, the coefficient of friction between the DLC coated tools and the blank could be controlled by adjusting the process parameters which are used to apply the DLC coating. Hu et al. [79] compared the use of DLC and TiN coatings in dry conditions to lubricated MDD without coating. They found that friction is reduced by using a coating and no lubricant compared to using a lubricant without coating. They also show that the DLC coating reduced friction against the contact partner further than the TiN coating. In a different work, Hu et al. [80] showed that using a DLC tool-coating in dry MDD reduced friction more than using lubrication with an uncoated tool. They also found that the wear resistance of the DLC coating is exceptional compared to that of the uncoated tool in a ball-on-block test. Surface coatings are a promising way of realising dry MDD through their effects on friction and wear resistance of the coated tools. Wang et al. [81] point out that, due to the size of the micro-forming tools, application of the coating can be difficult. However, this can be made easier by designing tools with the intention of coating them before use.
Flosky and Vollertsen [82] investigated the use of DLC coatings in a compound micro-blanking and deep drawing process. They showed that the bulk tool material must be considered when applying DLC coatings, as tool materials that include carbides are susceptible to delamination. Sulaiman et al. [83] highlighted this when performing tribological tests to simulate a macro-scale industrial ironing process. In preliminary strip-reduction tests, coating delamination was a critical factor in coating performance. By applying an intermediary layer between the tool material and the actual coating, the coating performance could be improved. They pointed out some methods of improving coating adhesion such as the use of rougher tool surfaces and multilayer coatings. Coating delamination is sudden and not easily predictable and so the use of coatings can be counter to robustness improvements. The use of bilayer or multilayer coatings can mitigate this by either improving adhesion [84], or by allowing for easier detection of coating wear as coating layers are stripped of the tool [85]. Aizawa [86] applied DLC coatings using different methods to create defined and distinct structures in the coating to tailor the properties. They showed that a columnar structure, having interfaces in the plane, led to increased elasticity; while a layered structure, having interfaces in the thickness direction, led to increased hardness. The coatings can thereby be tailored to match specific requirements. Shimizu et al. [87] applied a texture that included square knurls to a DLC coating. They found that the wear resistance and friction reduction properties under dry sliding in a pin-on-disc configuration were improved compared to a non-textured coating. They explained the cause as being that the evacuation of wear debris was made easier. The denser texture led to lower friction, but also had more difficulties in evacuation of wear debris than a less dense texture. In different studies, Shimizu et al. [88] and Shimizu et al. [89] applied round knurls with different diameters and different spacing to a disc. They tested the effect of the textures on friction and wear in pin-on-disc tests. They found that the key would be to balance the contact pressure against the contact area to minimise wear and real contact. They also pointed out that ejection of wear debris should not be prevented, as that will quickly lead to expedited wear.
Summary
Control of friction is vital for a robust process, cf. discussion in Sect. 2.1. From this section, the following recommendations can be given to improve the tribological robustness of MDD:
-
The use of lubricant should be limited as it imposes variability and difficulties in the process. Dry forming is ideal but requires the use of surface coating and texturing and may still impose lower tool life.
-
If lubrication is necessary, then it is preferable for process stability to use either a solid lubricant or a lubricant that includes solid particles. Both these types of lubrication introduce new challenges. Solid lubricants can be difficult to apply and are not suitable for progressive forming as the lubricant is rubbed off. When using solid particles in a liquid lubricant, the particles can behave unpredictably in a complex system. Care should be taken that the added challenges do not outweigh the process improvement when designing the process with these types of lubrication.
-
Surface coatings should be used where possible as they improve the friction control and wear resistance of the tool itself. Care must be taken that the surface coating adheres to the substrate tool material, or that some method of monitoring coating wear is in place.
-
Surface texturing should be used where possible as it allows for improved lubricant performance, easier removal of wear debris, and higher wear resistance overall.
Process changes
From the entirety of process design to the design and implementation of specific factors, this section discusses methods that may be implemented before the start of production to improve production robustness. By considering various aspects of the forming process, such as the number of forming steps, the robustness of the process can be improved.
Methods applied during process design
The earliest point at which changes can be implemented is during product design. The further along in the design/production process that a problem is detected, the more expensive and difficult it is to rectify, as illustrated in Fig. 8. It is therefore clear that effort should be made to prevent issues as early as in the concept and product design stages of process planning.

Price of changing a design and actual degrees of freedom as function of the production timeline
Firstly, basing design on solid grounds is important. Omidvarnia et al. [90] suggested a method of using design principles developed for macro-scale manufacturing for the design of micro-manufacturing processes. The principle of the method is that design principles used in macro-scale manufacturing would be used as a starting point. Any scale effects and other differences are then accounted for in a next step to adjust the design to micro-manufacturing. The method also identifies the major differences in design steps between the two scales, with the major of those being in the design requirements such as material selection and feature design. Another suggestion was made by Toenjes et al. [91] who applied a holistic method of process design. This allowed them to draw cups with a drawing ratio of 1.7 from Al-Zr foils, which were then hardened as a part of the product requirements. This involves a first step of using magnetron sputtering to create blanks, as cold-rolling is difficult for the material. Next, the forming stage forms the blanks into cylindrical cups, after which the parts are heat-treated in a drop-down tube furnace, allowing cycle-times of 5 s. By designing the process holistically, the whole process chain could be optimised in terms of individual steps, allowing for a high degree of flexibility in the outcome.
Secondly, analysis of the actual requirements to tolerance and quality is important. If set tolerances are too small, a lot of parts that may be usable will be scrapped. Hansen et al. [92] studied the choice of tolerances when designing and manufacturing parts at different scales, and from different materials. Instead of considering absolute tolerances, they use a factor that describes the size of the tolerance relative to the size of the dimensions that it is applied to. They pointed out that tolerances are typically set based on designer experience rather than on physical requirements. Summarising various designs, they went on to show that tolerances are largely independent of scale and are most often set to be between 10 μm and 100 μm. Onken et al. [93] considered synchronisation and tolerance field widening in the case where micro-parts produced by multiple process chains are eventually assembled. Retaining linkage between the parts allows for referencing them and eventually for out-of-tolerance parts to be matched and assembled without issue. This would increase efficiency as the tolerance field could be broadened and fewer parts are thrown away. This also improves the robustness of the assembly stage as fit between the individual parts would be assured. The referencing system could also be used to build control-charts that would allow for monitoring of process changes such as tool wear. By considering these aspects of process design, it is possible to improve the robustness of the process before it is even started. Some effort would need to be spent, but the result would be a more efficient overall process chain.
Machines and machine concepts
Machines must meet demands on production rate and positional accuracy to be suitable for MDD. They must simultaneously be resistant to vibration, that might otherwise affect process kinematics, and be stiff to resist deflection during forming. The effect of thermal expansion on the drive axis must also be considered to maintain locational accuracy of the bottom position of the punch in the micrometre range. Any consideration of robustness in MDD must also encapsulate the machines that are used due to the influence they have on process stability.
As a fundamental part of any forming machine, special consideration must be made of the machine frame. Zhao et al. [94] developed a machine for use in hot-embossing of polymers. They showed that the deflection in the frame of a machine can be accurately predicted using traditional FEM. Razali et al. [95] developed and applied a strategy for structural analysis of a micro-forming machine concept on a per-part basis. The machine, which is developed as a low-power alternative to conventional machines, consists of an outer frame, tool-holder plates, and active tools. Through optimising each part, in terms of ease of production and allowable deflection, they could optimise the overall machine, showing that parts of the machine assembly could be optimised individually. Qin et al. [96] investigated the influence of various geometrical parameters on the dynamic characteristics of a machine developed by their group. They found that support pillars should be distributed uniformly with respect to the press axis, and that the actuator should have support braces, as this improved the machine stability. They also showed that including rubber underneath the machine, without any direct connection from machine to solid surface, would dampen vibration and make the system more stable. Thin and hard rubber showed better performance compared to thick and soft rubber. The structure of the machine is, in most cases, the first thing to be considered as the rest of the machine is built upon it.
Behrens et al. [97] noted an increasing interest in the use of direct linear drives in main press drives. They suggest that this is due to the higher energy efficiency of such presses, and the reduction of transmission parts that wear. Further, with the use of linear motors, the punch-travel curve can be arbitrarily constructed, allowing for higher flexibility in the process. The Institute for Production Engineering and Forming Machines (PtU) at the Technical University of Darmstadt, along with an industrial partner, developed a linear motor press for use in micro-punching applications [98]. Using this press as a case study, Groche and Schneider [99] outlined a method based on simulation in which the structure of the press could be optimised. They showed that by considering the stiffness of linear guide ways, unwanted lateral displacement of the punch could be reduced while the acceleration could be simultaneously increased. The robustness of the press design was therefore improved, as the process becomes more predictable, while the possible production rate was increased.
Niehoff and Vollertsen [100] outlined some requirements to define the base capabilities of a linear-motor driven press for use in MDD. The press should be capable of at least 1,000 strokes per minute to be competitive to modern crank-driven presses. The press should have a variable travel-time curve, a stroke-height of at least 200 mm and be capable of force-controlled travel. Lastly, the press should have a second axis to allow for actuation of the blankholder that is independent of the punch. The machine should have a repeat accuracy of position of no more than 3 μm at the maximum production rate to ensure that tolerances of the formed parts are adhered to. The machine they developed enabled two-axis movement, each of which was driven by two linear motors. It could do up to 1,250 strokes per minute with a repeat positioning error of 3 μm for a stroke-length of 1 mm. By mounting the machine on a slab of hard stone and filling the frame of the machine with polymeric concrete, they could further reduce vibration in the machine structure. Xu et al. [101] developed a machine concept for use in punching of arrays of holes between 50 μm and 1 mm in diameter in foil material. The machine design includes two linear motors, symmetrically placed with respect to the drive axis so that stress on the motors and linear guides is reduced, thereby improving their lifespan. The hard stone, used in the drive axis, has a similar density to aluminium and a very low thermal expansion coefficient, allowing for a stable process at multiple production rates. The drive-system was mounted in a welded steel frame, which was then placed on vibration isolation pads to minimise vibration during running of the machine. They showed that the machine can be used at velocities of between 5 μm/s to 1.1 m/s, can perform strokes of up to 220 mm, and apply a force of up to 8.8 kN. The machine could achieve a maximum of 1,000 strokes per minute when using a stroke-length of 1 mm. The benefits of using natural hard stone to dampen vibration are therefore clear, and keeping the weight of moving parts low will reduce stress on the system.
A machine for micro-forming was developed as part of the MASMICRO project [102]. The machine, which includes a four-column frame, is driven by a linear motor to allow for a variable travel-time curve. The machine allows for production rates of up to 1,000 strokes per minute and has a load capacity of 5.3 kN. During development, the structure of the machine was optimised through simulation to allow for stable processing at the maximum stroke-rate. Qin et al. [103] outlined the changes that would be made to the prototype to incorporate it into an industrial production setting. The revised machine design has a load capacity of 20 kN, can perform up to 1,000 strokes per minute, and has an accuracy of vertical ram movement of 5 μm. The machine is relatively small and includes control strategies that allow interfacing, making it suitable for integration into existing and in-development production lines. Zhou et al. [104] studied the response of various parts of the machine system in high-speed punching. They showed that vibration occurring in the connection between the toolset and the machine will translate to the active tools, potentially leading to chatter. The shape of the punch, if not symmetric, will lead to translation of the punch over time, leading to early tool wear and defective parts. The local vibration derived from springs will cause vibration of the whole tool, and therefore springs must be controlled or avoided. Any unnecessary ram movement will lead to an increase in oscillation, and therefore should be avoided.
Other types of press drives are also being used in forming machine development. Presz et al. [105] developed a machine that is driven by piezoelectric actuators for use as a general micro-forming press. The machine is capable of strokes of up to 200 μm and can apply forces of up to 4.5 kN. By using a movement amplifier, the stroke length was increased up to 800 μm, but the load was simultaneously reduced to 1.1 kN. Piezoelectric actuators allow for extremely precise and repeatable control over location but are limited in how large of a stroke-length can be achieved. Lee et al. [106] developed a desktop machine for the 2-step forming of a thin foil valve for use in a micro-pump. The machine, which includes a four-column structure, is driven by a high precision ball screw that is actuated by a geared AC servo motor. The motor is connected to a pulley system to allow for further control over the speed applied to the ball screw. The highest speed attainable by the press is 400 mm/min, with a load capacity of 4.9 kN. Through use of a linear displacement sensor and a feedback-control system, a travel resolution of 0.1 μm could be realised.
Commercial interest in micro-forming machines has grown, to the point that various press manufacturers offer ready-made solutions or have ensured that their presses are suitable for use in micro-forming applications. Yamada Dobby offer a line of presses (OMEGA-F1) [107] that use light-weight components in the moving elements of the press so that it is stable around the BDC. Through using special bearings, the machine generates less vibration during running. This type of press is capable of up to 4,000 strokes per minute, at a force capacity of 100 kN, making it suitable for mass manufacture of micro-parts. However, the machine is driven by a crank mechanism, meaning that the stroke-length is fixed in a narrow range. Bruderer offers machines that have a unique lever system that leads to less stressing of the driving mechanism. This, combined with tight tolerances and effective lubrication, give their presses high reliability and consistent precision. The BSTA-200 [108] press from Bruderer is capable of up to 2,000 stroke per minute and has a force capacity of 200 kN. The BSTA-line, which is driven by an eccentric wheel, allows for an adjustable stroke height, giving their machines higher flexibility compared to the Yamada Dobby presses. Mabu, whose machines feature components from cast iron that are pre-stressed via tie-rods to give stability, offers another possibility. Their forming machines are focused on having high productivity through enabling rapid retooling, but without sacrificing precision. The Mabu VS high-speed presses [109], which are driven by crankshafts, can perform up to 1,000 strokes per minute and have a force capacity of 120 kN. While interest for linear motor driven presses is growing in academia, this is still a field that industrial press manufacturers are not interested in.
In summary, the machine structure should be optimised to reduce vibration and deflection of the tooling at high production rates. This can be done by use of pre-stressed machine elements, use of rubber in the structure, and by making immobile machine elements heavier. Research interest is focused on the use of linear motors to drive the forming machines due to the flexibility of the punch travel curve. Some commercial forming machine manufacturers already offer machines that are suitable for MDD, although the machines are limited in position accuracy because they are based on mechanical drives.
Methods for improving handling
Handling is an important part of any micro-forming production line. As the parts that are produced become smaller, they become more difficult to handle and position accurately [6]. This is especially important when a process chain is concerned, as steps of the chain depend on the partially produced part being in a specific location. Hadi et al. [110] performed a study on defects in MDD in which they simulated the drawing of aluminium foil of different thickness. They applied different eccentricity ratios by a lateral movement of the blank with respect to the nominal position to investigate the limits of eccentricity that would still result in usable cups. They validated their simulations qualitatively with experiments and found that an eccentricity of up to 5% can still result in cups of suitable quality, while eccentricity above 10% always leads to defective cups. Some inaccuracy in placement of the blank therefore does not necessarily mean that the process fails.
Issues with handling can be reduced by minimising the necessary handling in a process chain. Various groups have developed compound tools to perform micro-blanking and deep drawing in a single stroke without movement of the blank, thereby negating the need for any handling. Shimizu et al. [14] used this sort of tool to form micro-cups in their study on the dependence of adhesive wear on process scale in dry deep drawing. They noted that the tool was designed especially as a compound tool to enhance the accuracy in positioning of the blank. Ma et al. [71] developed a compound tool that includes micro-blanking and two steps of deep drawing to form square cups from thin copper foil. In a single stroke, a blank is cut from a larger piece of foil, a circular cup drawn, and a square cup of various drawing ratios re-drawn. Hu et al. [111] developed and used a compound tool to form a micro-cup with a centrally punched hole in one stroke from brass. First, the blank is separated from the surrounding foil, after which the punching of the central hole and the deep drawing occur simultaneously. This type of tool is illustrated in Fig. 9. The use of compound tools can help maintain good positional accuracy, and thereby high quality parts. However, one must also consider the added complexity involved in tool production when it comes to this type of tool.

Example of compound process. (a) Blanking followed by (b) deep drawing and punching in a single press movement
Another method, commonly used in progressive processes in the macro- and micro-forming industry, involves the use of pilots and partial shearing of the semi-formed part from coil material. The pilots, attached to the tool, align the semi-formed part through punched holes as needed, ensuring that it is positioned accurately [112]. Handling, as a separate process, is thus completely removed although over time issues such as wear in the punching tools used for pilot holes may arise.
Use of multiple forming steps
Cf. discussion in Sect. 2.2, formability is reduced and variation in formability is increased as the thickness of the workpiece material is decreased. To avoid this from affecting the process, the number of forming steps could be increased, thereby forming the part more gradually. Zhang et al. [113] performed an investigation in which they compared the use of single-stage and multi-stage forming for stamping of high aspect ratio bipolar plates from stainless steel. They found that using three stamping stages improved the homogeneity of thickness, and thus the process limits, compared to using a single stage. Although not MDD, the same principle is true there in that gradual deformation will allow the material to be formed further. Li et al. [114] used a two-stage deep drawing process to produce micro-cups with a drawing ratio of 3.0 from copper foil. Their study was focused on the effect of grain size, showing that increasing grain size leads to less regular thickness distribution in the formed part. As shown by Zhang et al. [113], increasing the number of forming steps could be used to reduce this effect, thereby improving process limits. As the variation in formability increases due to downscaling, forming in multiple steps can generally be used to stabilise the output of a process, and thereby improve robustness.
Forming speed
Forming speed influences productivity, material formability, and process stability. Gau et al. [115] investigated the effects of punch speed on the formability limits of AISI 304 foils that had been annealed with different strategies. Varying punch speed in the range 0.35 mm/s – 7.0 mm/s in a micro-scale limited dome height test configuration, they found two opposing effects that affect formability. First, increasing punch speed led to improved formability due to deformation induced heating. However, the heating eventually suppressed austenite-martensite transformation, which decreased the ability of the material to strain harden and thereby decreases formability [116]. There is, therefore, an optimal punch speed for maximising the formability, at least of austenitic stainless steel where phase transformation is affected by deformation induced heating. They also showed that the shape of the FLCs for each punch speed changed based on the annealing strategy that was applied. They noted that punch speed has a larger effect on formability than the ratio of grain size to blank thickness. These results are material dependent and may be different for other materials that are not affected by the austenite-martensite transformation suppression.
Vollertsen and Hu [117] performed a study to investigate the effect of punch velocity on the process window in MDD of 20 μm thick AL1050. They showed that the process window widens with increasing punch velocity from 1 mm/s – 100 mm/s, allowing for higher blankholder pressure without incurring fracture for a constant drawing ratio. However, the LDR remained constant, independent of punch velocity. They showed that the friction coefficient in the process decreases with increasing punch velocity due to an increase in the Hersey-number of the system. Vollertsen [118] performed further analysis to clarify the effect of scale effects on the LDR by including 100 μm thick AL1050. He showed that as the blank thickness is decreased, single-grain behaviour leads to strain localisation and thereby a constant LDR. This effect, which is further discussed in Sect. 3.3.1.1, is essentially the same as a small defect having a larger effect on thin foils than it would have on thicker sheets. Utilising higher forming speeds can therefore help with reducing the effect of friction on processes, and thereby reduce the effects predicted by the lubricant pocket model. However, it did not affect the formability of the AL1050 material. Wielage et al. [119] investigated the influence of punch velocity on forming accuracy of AL1050 in a U-bending test. They found that, as the punch velocity is increased from 1 mm/s – 200 mm/s, bulging in the bottom of the formed part increased. They explained that this might be caused either by higher punch speed leading to inertial effects in the bottom of the cup, or the decreased friction reducing resistance to material flow. While bulging is a deviation from the nominal geometry, it also led to a reduction in spring-back. Through controlling the punch velocity, it is thus possible to affect the shape accuracy of formed parts, potentially improving it by proper process design.
Justinger and Hirt [120] performed deep drawing of brass at different size-scales, while applying punch velocities in the range 0.01 mm/s – 100 mm/s. They showed that a higher drawing speed leads to a smaller punch force for lubricated milli- and macro-scale forming. This was explained by two effects: reduction in friction due to hydrodynamic lubrication, and temperature-induced softening of the workpiece. They showed that the influence of punch velocity on maximum punch force was insignificant for a smaller deep drawing process in which cups of 1 mm internal diameter were produced. The effects that caused the force decrease for a larger process are diminished for the smaller process. The effect on friction can be explained by the lubricant pocket model as the surface cannot trap lubricant, thereby preventing hydrodynamic lubrication. The temperature of the smaller blank was also found to be lower as the surface of the blank, relative to volume, was larger and allowed for faster heat dissipation. Their conclusion predicts that there is a negligible effect from the forming speed on formability of CuZn37 foil in MDD.
The effect of increasing punch speed is dependent on the size-scale of the process being considered. Increasing punch speed either reduces friction or has no effect on friction in MDD, depending on whether any closed lubricant pockets exist on the surface of the workpiece. If the workpiece material is sensitive to temperature, increasing punch speed can be used to cause temperature-induced softening of the material, and thereby improve formability. In other cases, however, this may lead to reduced formability, as in forming AISI 304 stainless steel. Due to the random nature of blank surfaces in micro-forming, the use of increasing punch speed can therefore not be recommended to improve process stability. However, with care it can be used to improve production efficiency.
Tolerances on tool dimensions
Scaling down the tools can lead to challenges due to the limitations of modern tool-production techniques. Behrens et al. [36] investigated the effect of symmetric deviation in tool geometry on punch force in MDD of 20 μm thick AL1050. Varying the punch diameter, die clearance, punch radius, die radius and shape of the die edge, they performed simulations using various combinations of geometric parameters. Their study showed that the punch diameter and the die clearance had the largest effect on the punch force, with other parameters having a small influence. The work outlines a methodology which can be used to investigate critical geometric factors in process design. Applying the methodology would thereby allow a designer to define stricter tolerances on those geometric factors that have a large influence on process stability but relax tolerances on others. In a later work, Behrens et al. [121] performed a similar investigation on the forming of rectangular micro-cups from EN1.4301 austenitic stainless steel. They showed that the critical parameters in the process could be found using the same methodology. The die radius had a larger influence when forming rectangular cups than when forming round cups. This showed that stricter tolerances should be placed on die radii used when producing rectangular micro-cups compared to cylindrical micro-cups. Behrens et al. [122] also investigated the influence of tool geometry deviations on the formability of 20 μm thick AL1050, 20 μm thick copper, and 25 μm thick EN1.4301 austenitic stainless steel. They showed that the die radius and die clearance are important for formability when producing round micro-cups, but that the punch diameter has a small influence. The contrary significance given to the punch diameter in terms of influence on formability and punch force, and the changing influence of the different geometrical parameters based on the workpiece material, shows that it is difficult to create general rules for tool design. Using methodologies, such as that suggested by Behrens et al. [36], can help process designers in assigning tolerances, and potentially to allow them to design for wear resistance.
Heinrich et al. [123] investigated the influence of asymmetric deviations in geometry, such as that caused by wear, and blank location accuracy on the quality of micro-cups. Any asymmetry in the die radius or in the location of the blank leads to increasing differences in absolute cup height. While height differences due to asymmetry in die geometry could be reduced through imposing a deviation in the blank location, this would not make thickness distribution more uniform. This begs the question whether information relating to the asymmetry of the tools could be fed into the system, adjusting the blank placement so that the resulting cups would still be within tolerance. Small changes, symmetric or asymmetric, to the nominal tool design have larger effects on process stability and output in MDD than they do in macro-scale deep drawing. It is important that tolerances on tool dimensions reflect this.
Suggestion for tool design
Some published works on MDD include suggestions for the design of tools. Fu et al. [124] pointed out that, when forming parts with small feature sizes, it is more difficult to achieve good forming accuracy. This is even more pronounced when the grain size is close to the thickness of the foil being formed. Ideally, feature sizes, such as inner cup corner radius, should be large and the grain size of the material should be small. Yeh et al. [125] performed a study in which they determined the forming limit for different punch radii when forming square cups through MDD. Keeping the die radius and blankholder gap constant, the punch radius was varied from 0.2 mm to 0.8 mm. A larger punch radius was shown to lead to an increase in LDR. This effect was explained by the larger punch radius allowing a more uniform thickness distribution in the bottom corner, ultimately leading to fracture occurring in the wall corner instead. Saotome et al. [126] performed a study on the MDD of low-carbon steel by applying tools that were scaled according to foil thickness. Punch radius, die radius, and tool clearance were a function of the foil thickness. Using different punch diameters, they showed that the LDR is reduced as the size of the punch increases for a given foil thickness. Scaling the tool clearance with the foil thickness showed that wrinkling in the cup wall was unlikely if the punch-diameter to sheet-thickness ratio was less than 20 up to drawing ratios of 2.0. Further, they showed that a larger die radius, five times the foil thickness, leads to improved LDR over the smaller which was 2.5 times the foil thickness. Lastly, they showed that blankholder pressure is less important when deep drawing cups of small diameters for a constant drawing ratio. Brabie et al. [127, 128] studied the effect of the ratio between clearance and strip thickness on process feasibility in MDD. Too large clearance will promote wrinkling of the cup wall, and an increase in spring-back. Too small clearance leads to unnecessary tool wear, likely bottom fracture in the formed cup, and more earing due to ironing of the cup wall. They found that the best clearance was equal to 1.05 to 1.10 times the foil thickness for 200 μm thick aluminium foil, when applying drawing ratios of up to 1.9.
Fu et al. [6] suggested that tools used in micro-forming should have a hardness of more than 50 HRC based on their study on the deep drawing of pure copper foil. This is roughly five times the hardness of the workpiece material. They should be machined after hardening to ensure that the hardening process does not lead to warpage in the small tool components and throw them out of tolerance. In macro-forming, tools can be machined prior to hardening and then finished after hardening, but for micro-forming tools the machining should also be done after hardening.
In summary, ideal design of tools for robust MDD includes large corner radii on die and punch, and a clearance that is 5–10% larger than the foil thickness for drawing ratios of up to 1.9.
Adjustability
Stellin et al. [129] suggested that there are limits to how robust a process can be. At some point, adjustability in the process is necessary to allow the process to react to variations in process dynamics that are unforeseen or difficult to account for. This can be done either by passive methods such as the use of flexible elements in the tool or active methods such as control.
Passive methods have mainly been studied with the aim of increasing formability through ensuring homogenous material flow. Approaches have been based on using compliant elements as a blank holder, such as rubber covered with a polyurethane film or a hydraulic pocket [130] and a pliable blank holder [131]. These passive approaches can dramatically improve the resulting blank holder pressure, leading to a more uniform pressure distribution and increased failure tolerance. Since these passive methods are not dependent on external actuation and control inputs, there are no limitations to the application of these approaches in micro deep drawing.
Active methods can be further subdivided into open-loop control and closed-loop control. Open-loop control implies that the controller reacts to changes in a predefined manner, without feedback from the process itself. In contrast, closed-loop control receives feedback from the process and reacts to specific changes in the process. Closed-loop control in metal forming processes was reviewed by Allwood et al. [132], who distinguish between on-line and off-line closed-loop control when applied to forming processes. When using on-line control, information about the workpiece is returned to a property controller, which can actuate the process within a single stroke. Off-line control, in contrast, includes effects which happen after the forming process itself, such as thermal relaxation or elastic unloading. This information can be fed into a product controller, which adjusts the process to compensate for variation in the formed part. Both control strategies can be combined in a cascade control, which leads to some uncertainty of the definition of closed-loop control in deep drawing processes. While some works discuss a closed-loop control with feedback and control intervention during a single stroke (on-line control; “in-stroke-control”), others gather information from the formed part and derive control inputs for the following stroke (off-line control; “stroke-to-stroke-control”). If the process is sufficiently stable, a stroke-to-stroke control can be modelled as an on-line control with lag.
Driven largely by the needs of the automotive industry, process adjustability in macro-scale forming has been thoroughly investigated in the past. Most approaches aim at influencing material flow locally, as the drawing process combines many parameters, such as surface condition, lubricant and drawing speed, into one process-dependent parameter [133]. On the macro-scale, this parameter is used by experienced workers as an indicator of quality [134]. Active systems rely on actuators such as multipoint drawing cushions [135], hydraulic cylinders [136], gas springs [137] or hydraulic pockets [138] as well as adjustable storage spacers [139] and various sensors, Allwood et al. [132] gave an overview of the different methods through which active control can be established. Heinrich et al. [123] investigated the effect of asymmetric tool wear and compensated for it by imposing lateral eccentricity in blank placement. This led to fewer defective cups when asymmetry in tool geometries occurred, but also to variations in cup quality. If this method was included in a closed-loop system, such as that developed by Groche et al. [140] for macro-scale deep drawing or Simonetto et al. [141] for macro-scale stamping, it would be possible to compensate for tool-wear in-situ. While these active approaches work well for a large-scale process, they pose several challenges in micro-scale processes: First, the standard components used for actuators and sensors are too large to be properly integrated into the tooling. Second, cycle times in MDD are significantly shorter than in large-scale deep drawing, which would require highly dynamic control. Therefore, the application of conventional active methods in MDD is not feasible currently but may be enabled by emerging sensor technology.
Strategies and concepts for adjustable, in-situ control have been developed and used in macro-scale forming processes. Groche et al. [140] used a 3D servo press that allowed for tilting of the blankholder and punch to exhibit three model-based closed-loop control strategies for reducing defects in deep drawing. Their testing involved applying a non-uniform but controlled blankholder force, thereby simulating uneven wear of the tools. The tested control strategies, which involved (1) tilting of the ram, (2) adjusting the location of the blankholder and (3) tilting the blankholder, were then compared in terms of the quality of the resulting formed cup. They showed that using simulation with experimental results can allow for accurate prediction of how the closed-loop strategy will perform. It can also help in correcting for typical conditions imposed by wear or fatigue of the system. This concept would be beneficial in a MDD system as it would robustify the system to wear events that change pressure distribution across the blank. Due to the production speed and the scale, however, it might be difficult to realise in practice.
Calmano et al. [142] evaluated four different strategies based on their productivity, effort to implement, and quality of formed parts. They showed that feed-forward process control allows for a process improvement for low effort, applying either force-measuring or shape-measuring in an air-bending process to adjust the process in-situ. However, these strategies resulted in a lower quality compared to a closed-loop control strategy that applied incremental forming and in-situ correction. On the other hand, the closed-loop control took more effort, leading to a decrease in productivity. The best solution, giving a balance between forming quality and productivity, was an adjustable feed-forward strategy. This strategy was based on using a model to predict spring-back from the measured stiffness of the part being formed and applying the result to control spring-back compensation. Due to the added effort of sensor integration and modelling work, this strategy was the costliest. These methods could be adapted to MDD, where force control combined with knowledge of incoming material, would allow for reduction of defects.
In macro-forming, Heingärtner et al. [143] implemented an on-line eddy-current measurement system, which can determine yield stress, ultimate tensile strength, and uniform elongation as well as grain size. In later work, they proposed a framework which uses the material properties as input for a control [144], and later tested this virtually [145] and experimentally [146, 147]. This feed-forward control has already resulted in robustification, but it can also be combined with a stroke-to-stroke based closed-loop control based on material draw-in and other process information, such as temperature [148]. Since changes in temperature and material properties throughout a coil happen gradually, a feed forward control can be sufficient to react.
In a progressive process for forming of cylindrical cups, Nielsen et al. [149] have shown the potential of using an adjustable punch to minimise wear in ironing. This principle also allows for process correction based on variation in incoming material thickness, leading to a more robust process. This mechanism is possible to produce for macro-scale tooling but is more difficult or even impossible to realise for MDD. It is, however, another perspective on adjustability and may serve as inspiration for further developments in micro deep drawing.
In summary, adjustability can be reached through passive measures like a more compliant tool design or active measures such as control. Regarding the different control approaches, a feed forwards reacting to gradual changes to material properties or tool-temperature seem to be plausible to implement, if sufficient actuation can be achieved within the process (e.g., adjustable spacers / adjustable gas pressure). Closed-loop control between two strokes could be the next step, while in-stroke-control at high production rates x½is currently out of reach.
Novel suggestions for minor changes to the process
Some investigations have been performed on making minor adjustments to conventional MDD to improve various aspects. Lin et al. [150] developed a punch for meso- and micro-scale deep drawing that included ridges on the punch-stem, near the punch-nose. The ridges would grab onto the cup wall as they entered the die cavity and continue drawing from that contact point as shown in Fig. 10(a). This design improved formability by more than 100% as localised stress in the cup bottom corner was reduced. In a different work, they found that, through optimisation of the design of the micro-ridges, thinning in the cup wall could be reduced [151]. Lin and Yang [152] went on to show how this punch design could be used to reduce the number of forming steps needed for a certain drawing ratio. The final part has ridges on the inner surface, but if that is not critical, this punch concept improves the robustness in MDD as the forming limit is extended.

(a) Principle of ridged punch, used to improve drawing ratio. (Ridges are not to scale) (b) Sketch of a process concept in which pneumatic pressure is used to improve process stability
Zhang et al. [153] performed a study on the use of constant pneumatic pressure in the die cavity when forming titanium foil. The configuration they used is illustrated in Fig. 10(b), with the pneumatic system ensuring constant pressure in the die cavity. The principle of this method, and the mechanism by which it works, is analogous to hydromechanical deep drawing, but the use of air allows for more rapid and clean processing. Increasing pneumatic pressure increases the necessary punch force. At the same time, it reduces the real contact area between blank and die, and thereby friction in that interface. It also improves formability by suppressing wrinkling in the cup wall and reduces tension in the cup wall by increasing friction between cup and punch. The pneumatic pressure also made the process less dependent on the exact geometry of the tools. This allows for slight changes to the tools without it affecting the process kinematics, as they showed by applying different punch radii in their tests. This method requires an airtight container around the tooling but makes a process more robust when there are uncertainties in tool manufacture, or geometrical changes to the tools due to wear. The flow of air around the tools may also be beneficial in evacuation of wear debris in the contact interfaces.
Yamaguchi et al. [154] investigated the influence of tool movement trajectory and ultrasonic vibration on the formability of brass foils in a micro-bulge test. They found that by including a 10 s plateau in the middle of the tool trajectory, as illustrated in Fig. 11(a), the formability could be improved by allowing for stress relaxation. Applying ultrasonic vibration during the plateau emphasises this due to softening, improving the formability further. In a similar investigation for micro-compression applying five second periods of stress relaxation, Yamaguchi et al. [155] showed that the effect of ultrasonic vibration on stress relaxation is dependent on scale and amplitude of the ultrasonic vibration. The effect was more pronounced when the geometry was smaller, or the amplitude higher. The relaxation period used in these studies is clearly too long for use in high production rate processes. However, the period was chosen arbitrarily in these works and a shorter period may already allow for some degree of stress relaxation. This may therefore be a method of improving robustness as the formability can be increased if the period necessary for stress relaxation can be reduced.

(a) Tool movement trajectories in study on stress relaxation in micro-bulge testing, adapted from [154]. (b) Bulged punch used to draw and iron in MDD (bulge is not to scale)
Hadi et al. [156] suggested using a bulged punch, illustrated in Fig. 11(b), for meso-scale deep drawing that draws and irons in the same stroke. Cups of 7.7 mm internal diameter were formed from 300 μm thick aluminium using the bulged punch and had improved thickness uniformity and reduced earing compared to using a conventional punch. The wall thickness of the final cup was reduced from 377 μm to 323 μm by use of the bulged punch, which was claimed to prove that wrinkling could be reduced. The difference between the initial and final diameter of the punch used by Hadi et al. [156] is in the range of 0.1 mm for these cups. The difference would need to be smaller for micro-scale deep drawing, which may lead to issues due to constraints of tool manufacture. This novel punch geometry therefore has potential, but limits of tool-manufacture may limit its application in micro-forming industry. This is because the difference in the diameter of the punch and the bulge would be on the order of 10 μm or less in MDD.
Electric current flow has been shown to influence adhesive transfer between workpiece and tool in macro-scale blanking [157] and deep drawing [158]. If an external current is applied, as shown in Fig. 12, a change in the adhesive transfer behaviour can be found. Welm et al. [159] showed that by applying external current from tool to workpiece, adhesive wear could be reduced in blanking of stainless steel. The amplitude of the current is important, as a too-high amplitude leads to increased adhesive transfer as Tröber et al. [158] showed for deep drawing. The drawing force was found to be reduced when the current was increased until a too-high amplitude was applied, at which point the force increased. The use of surface coatings to inhibit current flow was also shown to help in reducing adhesive transfer in blanking [160]. Controlling, or reducing, current flow between tool and workpiece is therefore a promising method to influence wear in MDD.

Set-up for applying current flow from blank to tool in deep drawing
Summary
Based on the discussed changes of process configurations for improving process robustness, the following recommendations can be given:
-
The robustness of the forming machine used in a process should be considered when designing a process configuration. This includes the use of lightweight materials in moving parts, and direct linear motor drives to enable free-form tool movement and accurate tool positioning without wearing parts.
-
Tolerances on tool features should be selected with extra care in micro deep drawing and be selected based on required levels of accuracy in the formed part.
-
Tolerances on tools should be small enough to allow for variation in tool geometry due to wear, adhesive or abrasive, to not lead to process failure. If not feasible, designing for adjustability can be considered as an alternative.
-
Adjustability will at some point be necessary for further improvement of process robustness. It can also be considered before this point as it is a method of general process robustification. Passive methods of adjustability are currently usable, while active methods imply additional challenges.
-
Forming speed should be selected based on knowledge of the sensitivity of the material to temperature, and the specific size-scale of the process. If the properties of the material are affected adversely by increasing temperature, increased forming speed should not be used to improve process robustness as this will lead to reduced part quality.
-
Multiple forming steps should be used to improve the achievable LDR as this will mean that variation in LDR due to inherent variation in material properties does not lead to process failure. This increases cost, but the improvement to process robustness is significant, if handling between steps does not cause additional challenges.
-
Compound tooling involves complex tools that are potentially difficult to produce given the tight tolerances necessary. It can therefore not be recommended for use as a robustification tool in a production scenario. The use of pilots to guide the foil moving through the process can be recommended, although care must be taken that the creation of pilot holes and locating of pilots is robust.
-
Novel, minor changes can also be incorporated into the process without too much effort to improve overall robustness, e.g., the use of current flow through the blank to reduce tool wear.
Material behaviour
The deformation behaviour of metallic foils changes as the size-scale is decreased. This is primarily caused by the decreasing ratio of foil thickness to the average size of grains. The material flow behaviour stops being polycrystalline and increasingly becomes dominated by the contribution of a limited number of grains undergoing deformation. Various work has been done on reducing this effect either by pre-processing of workpiece material or by using in-situ techniques to improve formability and uniformity of deformation. Three groups of methods that can be applied to make material behaviour more predictable and repeatable can be identified. Each group is dealt with in the following sections and exemplified in Fig. 13.

Example of methods in the three basic method groups that can be applied to make material behaviour more predictable, and thereby the overall process more robust. The groups are (a) material selection, (b) pre-processing and (c) in-situ with process stage increasing in that order
Material selection
Material selection in MDD is often more constrained than in macro-scale deep drawing. Along with limits set by the customer, one must also consider the availability of material in foil-form and the resulting cross-sectional tolerances. The overall feasibility of using certain materials, that have inherently low formability or are expensive due to the methods used in their manufacture, must also be considered. Various material properties gain importance when considering workpiece material for MDD. Grain size is an important factor as it is known to influence formability, spring-back, deformation modes, and overall material behaviour. The t/d parameter can be used as an indicator of expected process stability. Suggestions from literature can be summarised as the following:
-
When t/d > 10, the influence of scale effects is minimal [161], and process stability is that of macro-forming.
-
When 1 < t/d < 10, the influence of scale effects starts to become clearer as t/d decreases. By accounting for the scale effects and with careful process design, a stable process can be achieved [162].
-
When t/d < 1, there can be no guarantee of process stability due to the inherent randomness in the mechanical properties of the material. Different processes, such as laser-shock hydraulic micro-forming [163] should be considered as they allow the limits of the material to be pushed further.
Typical microstructures for foils having t/d in the different ranges above are illustrated in Fig. 14. Generally, predictability of material behaviour, and thereby forming accuracy and formability, is worsened with downscaling.

Illustration of different categories of t/d
Formability
The formability of materials used in MDD is known to be less than that of those used in macro-scale deep drawing. Liu et al. [164] studied the effect of t/d on tensile properties and fracture mode and concluded by pointing out that, if t/d is “large enough”, scale effects do not affect formability much. For a constant grain size, reducing the thickness from 2.0 mm (t/d ≈ 107) to 0.1 mm (t/d ≈ 5) changed how the sheet fractured from ductile to brittle fracture, and decreased the fracture strain considerably. However, for a 1.0 mm thick specimen (t/d ≈ 53), there was no significant effect on either fracture strain or flow stress compared to the 2.0 mm thick specimen. This shows that there is some limit of t/d, above which scale effects can be ignored. Lee et al. [161] performed a study in which they investigated the effect of t/d on the process window when producing micro-cups from AISI 304 stainless steel. Rolling a foil down to different thickness to create specimens, they performed the study on the as-rolled material that had different values of t/d. They found massive differences in the flow curves of the materials. The thinnest foil (20 μm thick with t/d ≈ 4) had a 50% higher fracture stress, but a fracture strain of only 0.025, which was 0.15 smaller than the thickest (150 μm with t/d ≈ 12). Through experiments, they showed that the LDR is dependent on t/d, if t/d < 10. If t/d > 10, then there is little change in LDR as t/d increases. They go on to suggest that any MDD process should be performed with materials that have more than 10 grains through the thickness, as that improves LDR and process stability. Wang et al. [162] performed a study on the formability of pure nickel foils of 100 μm thickness having around 1 grain through the thickness, realised through annealing. The materials were tested in tensile testing and serpentine channel forming using a rubber-pad as a punch. They found that, as t/d decreases, the fracture stress and strain decrease, but also that they decrease more rapidly when t/d < 1. They suggest that if a grain can be seen on both sides of the foil (increasingly likely as t/d < 1), fracture occurs more quickly due to strain localisation around that grain. Based on their results, scale effects are even more pronounced when t/d < 1. Processes performed using such materials become increasingly difficult due to uncertainties in material behaviour as single, randomly oriented, grains have a massive influence on the overall material behaviour.
Furushima et al. [33] used tensile and Marciniak tests to study the effect of thickness on surface roughening and fracture behaviour of pure copper foils. They used foils having different microstructures and found that, for a constant grain size, a decrease in foil thickness would lead to decreased fracture strain. They point out that as the foil thickness decreases, fracture becomes increasingly brittle, showing no signs of dimples in the fracture area, as opposed to a ductile fracture. As t/d decreases, surface roughening becomes more severe and increasingly affects the formability of the foil. Later, Furushima et al. [165] performed a similar study, including aluminium and copper foils, to investigate the relationship between fracture and surface roughening. They showed that, as the thickness of the foil decreases for a constant grain size, the increase in surface roughness relative to material thickness increases. Through continuous video monitoring, they showed that fracture is caused by the formation of surface valleys, with the onset of fracture always occurring in the most concave point on the surface. This supports the previous discussion, as fewer grains through the thickness will lead to more heterogeneous deformation, and thereby earlier onset of instability.
Weiss et al. [166] performed a study in which they investigated whether conventional forming limit diagrams could be used when designing micro-forming processes. They characterised the forming limits of AISI 301, AISI 304 L and AISI 316 L stainless steel foils. They found that the influence of scale effects on formability is dependent on the composition of the material that is tested, as shown by the different FLC’s in Fig. 15. Testing AISI 316 L with different grain sizes showed that forming limit diagrams can be used to describe the formability of thin foils. However, they need to be made for the specific foils to assure that they describe the actual material behaviour. It is not suitable to use a pre-existing FLC to describe a new material, unless that material is virtually identical to the old one. Depending on the grain size, for a constant foil thickness, the forming limit curve contracts or expands and is transposed to different regions of major strain, as shown in Fig. 15. Meng et al. [29] performed a study on the formability and ductility of SUS304 stainless steel foils. The foils, which were of various thicknesses, had different grain sizes imposed through different annealing strategies. They found that the fracture limit curve moves closer to the formability curve (onset of necking), implying less deformation before fracture. This is also explained by the surface-layer model, which predicts cracks happening more quickly as the ratio of surface grains increases. An exception is if there is only one grain through the thickness in which case necking is replaced by single crystal fracture. Sène et al. [167] developed a test-stand, based on the Marciniak-test principle, for the determination of formability limit diagrams for thin foils. They tested three different methods of constructing the FLD from using a recording of the blank surface as it is deformed. Two of the methods reliably capture the onset of necking. They validated the resulting FLD’s by comparing them to MDD experiments where blanks of constant thickness, but different diameters, were formed into cups. They noted that FLD’s of thin foils are fundamentally different than those of sheets, necessitating the development of special FLD’s for micro-forming.

Forming limit curves for AISI 301, AISI 304 L, and AISI 316 L having different grain sizes. Replicated from [166]
The formability of thin foils is dependent on t/d. When 1 < t/d < 10, the fracture limit curve moves closer to the formability limit curve, while when t/d < 1 they coincide. To ensure a stable process, material selection should include consideration of the number of grains through the foil thickness as that will lead to more predictable material behaviour. In cases where small values of t/d are necessary, some method of in-situ robustification should be used to prevent varying product quality.
Forming accuracy
As a process is downscaled, the material behaviour becomes less predictable, and it becomes more difficult to maintain suitable forming accuracy. This effect has not been investigated much in MDD, but it has been studied for other processes. In a study applying backwards can extrusion to form cups, Wang et al. [168] showed how increasing grain size led to less regular material flow, which in turn led to an increase in defects in formed parts. They discussed how the decreasing size of geometries or features to be formed led to a similar increase in part defects. They noted that the largest grain size that should be used is dependent on the size of the smallest feature to be formed. Bauer et al. [169] studied the grain-size dependent forming behaviour of AISI 316 L stainless steel in the stamping of bipolar plates. They used annealing at different temperatures to impose different average grain sizes in the 100 μm thick material. They showed that spring-back increases as the grain size in a material decreases if no blankholder is used. However, if a blankholder were used then the effect of grain size was virtually eliminated.
Surface roughness was also found to increase when the grain size was larger. Including a blankholder, at least in stamping, will mean that fine-grained material should be used. This is also likely the case for MDD, as the material behaviour would be similar. Si et al. [170] performed a study on the influence of scale effects on spring-back when creating multi-channel geometries by micro-stamping of thin stainless steel foil. They found that spring-back was dependent on grain size, and that increasing grain-size led to a reduction of spring-back, especially if t/d was decreased. Increasing grain size therefore leads to less spring-back, and hence improved forming accuracy.
Material selection should consider the size of features or geometries that will be formed, with larger features or smaller grains being preferable when large deformation takes place. For smaller deformation, it is preferable to choose a material having larger grains as forming accuracy is improved and the necessary forming force, and thereby tool wear, is reduced.
Pre-processing of material
Various works have focused on methods that can be applied to the workpiece material a priori to the forming process. They are aimed at either improving the formability in the process, or to lead to higher quality parts after the process. Overall, through grain refinement or stress relief, the material behaviour is made more predictable.
Equal Channel Angular Pressing (ECAP)
ECAP, illustrated in Fig. 16(a), is a process in which a material is subjected to extreme plastic shear deformation to impose grain refinement. Cetin et al. [171] applied a two-step ECAP process to a Zn-22Al alloy to investigate the suitability of the alloy for use in MDD. This resulted in a grain structure where grains had an average size of 200 nm, and good formability for different thicknesses of material. Tóth et al. [172] applied ECAP to refine grains in a copper foil in their investigation of texture evolution in ultrafine-grained material. They noted that thickness distribution can be made more uniform by applying ECAP to the material before forming as the material flow behaviour is more regular. Xu et al. [173] performed a micro-compression study on material that had been processed by ECAP and subsequently annealed at different temperatures to attain different grain sizes. They showed that smaller grains led to improved forming accuracy. Xu et al. [174] processed high-purity aluminium by ECAP and annealing. They studied the effect of strain-rate and temperature on the deformation behaviour of ultrafine-grained material. They found that the scale effect on flow stress also occurs for ultrafine-grained material, with the flow stress decreasing with miniaturisation. Further, they showed that ultrafine-grained material is more sensitive to temperature and strain-rate than coarse-grained material. Xu et al. [173, 174] corroborated each other in that ECAP can help with suppressing surface roughening of free surfaces on the formed part. Molotnikov et al. [175] compared the LDR of copper foils in the as-delivered state to foils subjected to 12 passes of ECAP. They showed that ECAP improves the strength of the material, and of the formed part, although it reduces the LDR. However, it simultaneously improves the material flow regularity and thereby the robustness of the process. Conventional ECAP is not suitable for industrial production due to the discontinuity of the process. However, processes such as cold angular rolling [176], illustrated in Fig. 16(b), conshearing [177], or equal channel angular swaging [178] may be viable alternatives as they allow for continuous production. However, these methods have not been applied for the processing of foils, so further investigation on the limits of the processes may be necessary. Overall, the concept of grain refinement through severe plastic deformation is viable as a method to improve production robustness as it makes the material more predictable.

Illustration of (a) equal channel angular pressing (ECAP), and (b) cold angular rolling
Cryo-rolling
Cryo-rolling is a process in which the thickness of the metal is reduced through rolling after soaking in liquid nitrogen to prevent grain growth during the process. Dhal et al. [179] applied cryo-rolling to an aluminium alloy to refine the grain structure. They showed that annealing is necessary after cryo-rolling to improve formability, and to relieve residual stresses. Later, Dhal et al. [180] extended this with an investigation of four different grain-structures: (1) ultrafine-grained with elongated grains and residual dislocations, (2) ultrafine-grained with equiaxed grains, (3) bimodal-grained and (4) coarse-grained. The equiaxed ultrafine-grained material show the best performance in terms of forming accuracy, surface finish, and repeatability. Through manipulation of the micro-structure, it is therefore possible to minimise the influence of scale-effects. An et al. [181] performed uniaxial tensile tests on material that had first been annealed and processed by ECAP, followed by either cryo-rolling or rolling at room-temperature. They found that cryo-rolling leaves the material with better formability and higher flow-stress compared to room-temperature rolling. They explained that this difference is due to the low temperature during cryo-rolling inhibiting grain-growth, which happens in the room-temperature rolling. Cryo-rolling is therefore beneficial as it leaves the material with a smaller average grain size compared to room-temperature rolling. This means that the material is less affected by scale effects and thereby has better and more predictable formability.
Accumulative roll bonding (ARB) and asymmetric rolling (AR)
ARB, illustrated in Fig. 17(a), is a method in which deformation and roll bonding are combined when processing metals into sheets or foils. It involves rolling a stack of material to a certain reduction, resulting in grain refinement for the final bonded sheet or foil. Hadi et al. [182] applied ARB to investigate the effects on flow stress in uniaxial tension and formability in MDD. They found that formability was improved compared to material that had not undergone ARB, and that when the process was followed by a heat-treatment step, earing could be reduced. Yu et al. [183] investigated the effect of using ARB, followed by asymmetric rolling (AR) to create thin foils. AR, illustrated in Fig. 17(b), is a rolling process in which the rollers have different diameters, or rotate at different angular speeds, leading to grain refinement due to shear stresses imposed through the material. Processing by AR is typically done on single layers as opposed to ARB in which multiple layers are used. They found the same effect on mechanical properties as Hadi et al. [182] and an increase in ductility. By following the ARB by AR, the strength and ductility could be improved further than if only ARB were applied. They noted that the influence of scale effects is reduced by applying ARB as the grains are refined. Hadi et al. [156] compared various combinations of multiple passes of ARB, AR, and stress relief with the aim of reducing wrinkling when producing aluminium micro-cups. They saw that running the material through 6 passes of ARB improved formability further than applying only 4 passes, suggesting that the higher number of passes improved formability further. Following ARB by low temperature heat treatment aimed at stress relief allowed the forming to occur without wrinkles in the formed cup.

(a) Accumulative roll bonding (ARB) and (b) asymmetric rolling (AR), where V1 ≠ V2 and/or D1 ≠ D2
Annealing
A suitable annealing strategy, dependent on the material, can be used to improve material formability and thereby process stability. Zhao et al. [184] performed a study aimed at revealing how different grain structures affect formability and formed part quality when deep drawing stainless steel foils. They applied different annealing temperatures over 1 h in an inert atmosphere to impose grain growth in the material. This resulted in t/d values between 1.1 and 4.2. Their findings show that annealing makes material flow more predictable, and they noted that annealing the foil material can help ensure a stable process. Zhao et al. [185] combined experimental analysis and crystal plasticity modelling to investigate the forming of 50 μm thick ferritic stainless steel. They showed that the choice of annealing strategy is critical with the annealing temperature affecting formability, surface finish, and homogeneity of microstructure in the formed part. It is therefore clear that annealing of thin foils can help with extending process limits and to improve process stability, and thereby robustness.
Fu et al. [124] applied annealing to realise copper foils with different grain sizes for MDD. They found that as grains grow when the material is annealed, the formability is improved. The formability then decreases as grain growth proceeds, until this beneficial effect to the formability is lost. Li et al. [186] studied the effects of annealing temperature on the strength and formability of a SUS304 stainless steel. They found that a temperature that is high enough to impose recrystallisation, but not high enough to impose grain growth, was optimal. This gives decent material strength, and the highest fracture strain in tensile testing. The chosen annealing strategy should therefore result in as little grain growth as possible, to retain material strength, but should allow for recrystallisation to improve formability.
Annealing is a useful method of improving process robustness. In terms of process planning, it should precede the deep drawing step for best results as shown by Li et al. [114]. They applied two process chains to fabricate micro-cups having an internal diameter of 1.0 mm with a drawing ratio of 3.0 from copper foil. Their results show that, when annealing is a part of a process chain, blanking should be performed before annealing to allow for stress relaxation in the material prior to deep drawing. This would however not be possible in progressive forming systems.
Even if annealing is beneficial for process stability, it is also a process that requires some investment of energy, time, and money. It is easier to anneal thin foils compared to thicker sheets due to the smaller volume, but this may still lead to a drastic increase in cycle time per formed part, depending on the annealing strategy.
Methods applied in-situ
Other works have focused on methods that are applied during the forming process, either to improve formability directly by, e.g., local heating of the material, or indirectly by, e.g., reducing friction. Any in-situ improvement serves to make the process more robust as the effect of variation in properties on, e.g., friction and formability, is reduced.
Stress superposition
Stress superposition, or the application of additional stress beyond the one necessary for forming, was recently reviewed by Tekkaya et al. [187]. They showed that exploiting the effect of stress superposition can lead to improvement in formability and would allow for the tailoring of properties of formed parts. Tekkaya et al. [187] classified methods that can be used to achieve this into three categories based on the type of stress applied:
-
1.
Superposing monotonic mechanical stress.
-
2.
Superposing cyclic mechanical stress.
-
3.
Superposing ultrasonic vibration.
Superposing monotonic mechanical stress
Hydromechanical MDD, where a cup is drawn into a cavity that contains a fluid imposes a monotonically increasing stress as the fluid is pressurised during the forming process. Sato et al. [188] showed that the use of hydromechanical MDD extends process limits beyond those of conventional MDD. They also showed that by optimising the applied pressure, it is possible to improve the shape accuracy compared to conventional MDD. Another method of applying monotonic mechanical stress is in using springs to apply a counterforce during drawing. These methods are widely used in MDD with good results as they improve formability, decreasing risk of fracture, and thereby process stability.
Superposing cyclic mechanical stress
This method involves the application of stress components that oscillate at relatively low frequencies during the forming operation. The use of oscillating tool-movement trajectories is one example of this, as shown by Koga et al. [189]. They applied oscillation to the tool with an amplitude of 3.5 mm and a frequency of 2.9 –12.3 Hz when deep drawing AL1050 sheets. They found that the risk and severity of wrinkling was reduced compared to conventional tool trajectories, even for low blankholder forces. This study was applied in a macro-scale forming process, but the principle will also work for MDD. Audio-frequency vibration assisted forming is another example as shown by Seo et al. [190], who performed a study using vibration frequencies between 110 Hz and 500 Hz to improve formability in micro-coining of brass. The aim of the study was to reduce defects that occur in ultrasonic-assisted forming, while retaining the benefits. They showed that the applied audio-frequency vibration improved the formability and forming accuracy compared to not using vibration. As for the monotonic stress, this generally improves the formability and thereby the stability of a continuously running process as the risk of fracture is reduced.
Superposing ultrasonic vibration
The last category involves the application of ultrasonic vibration, which typically leads to stresses that oscillate around a non-zero point. The use of ultrasonic vibration in forming has been shown to improve formability and surface finish [191] and has been investigated for various micro-forming processes. Huang et al. [192] applied ultrasonic vibration of different amplitudes in MDD without lubrication. They found that the LDR and forming quality was improved while the forming force was decreased compared to lubricated, non-vibratory, deep drawing. For a high amplitude however, the LDR was reduced, indicating that the configuration needs to be carefully designed to realise the possible benefits. Bai and Yang [193] applied a cylindrical compression test with and without ultrasonic vibration. They found that the vibration reduced the flow stress of the material and reduced friction in the interface between specimen and tools. This could therefore make the influence of scale effects on friction less significant. Zha and Chen [194] found that the LDR of foils of SUS304 could be improved by applying ultrasonic vibration during forming, with increasing amplitude improving it further. The application of ultrasonic vibration to a deep drawing process has two classes of effects [191]. The first class, volume effects, influence the flow stress of the material. During application of ultrasonic vibration, the flow stress of the material is reduced due to acoustic softening and stress superposition, however after stopping, a residual effect is still in place. Depending on the material, this can lead to further material softening or material hardening. The second class of effects, surface effects, are those that influence the surface of parts that are ultrasonically vibrated during forming. The vibration causes oscillating tool contact, which reduces friction by decreasing average contact area momentarily. This also gives lubricant an opportunity to flow between the tool and workpiece, reducing friction further. The temperature of the surface is also increased, which reduces the resistance of surface material to flow and can lead to improved surface quality. This may lead to additional wear of parts, cf. discussion on superposing cyclic mechanical stress, but the improvement to process stability is significant. The use of ultrasonics is therefore beneficial for improving process stability in micro-forming, and more specifically in MDD, as it improves the formability of the material generally. The robustness of a process could thereby be improved as the base formability limit of the material is increased so that fluctuations in formability are less likely to lead to defective parts.
The exploitation of stress superposition can be beneficial in terms of improving formability, reducing friction, improving forming accuracy, and improving properties of the formed parts. Depending on the type of superposition applied, different benefits are derived while different considerations need to be made. As an easy, low-cost method of improving process stability in MDD, the use of counter pressure in the die cavity can be recommended. Cf. discussion in Sect. Novel suggestions for minor changes to the process, this can also be realised by use of pneumatic pressure. For further improvement, incorporation of oscillating tool movement and ultrasonic vibration will increase the formability, reduce tool wear, and stabilise the process further. This would, however, take more effort and potentially affect the production rate.
Heating of the workpiece
Elevating the temperature of the workpiece material is known to improve its formability. It is also known to improve homogeneity of deformation as more slip systems are activated, thereby improving the predictability of the process. Ikeuchi et al. [195] and Aoyama et al. [196] applied workpiece heating in micro-bending of stainless steel and titanium foils, respectively. They found that, as the temperature was increased, spring-back was decreased. Jiang et al. [197] performed compression studies on Ø0.8 mm copper specimens that were raised to, and maintained at, temperatures of up to 325 °C by laser heating. They showed that the material flow was made more homogeneous and the free surfaces of the formed part was more regular. They developed a constitutive model that accounts for differences in grains to investigate the effect of temperature increase on flow stress in micro-forming. They found that coarse-grained material is more affected by increasing temperature than fine-grained material. As increasing grain size generally leads to less predictable forming output, this therefore represents an opportunity to regain predictability, even for a coarse micro-structure. The temperatures used here are considerably higher than those typically found in a micro-sheet metal forming process. They may affect the mechanical properties of the formed part adversely, so the use of lower temperatures may be necessary. Justinger and Hirt [120] investigated scale effects in deep drawing of brass, applying punches with diameters between 1.0 and 8.0 mm. They showed that the absolute fracture strain of 0.3 mm thick brass was increased by 5% at a temperature of 100 °C compared to room temperature when forming cold-rolled foil. Eichenhueller et al. [198] performed a study in which they heated micro-billets of brass and stainless steel and then formed them in various bulk forming processes. They showed that elevating the temperature reduced the variation in forming output considerably, even for a workpiece temperature as low as 100 °C. This shows that formability may already be improved at moderately elevated temperatures.
In MDD, where production rates are high and workpieces are small, there are essentially two methods for increasing the temperature of the workpiece without impacting the process efficiency. The first, illustrated in Fig. 18(a), is resistance heating. This involves the application of current through the workpiece, whose resistance causes the temperature of the workpiece to increase. Zheng et al. [199] performed a simulation study on the effects of applying resistance heating to a 0.02 mm thick titanium blank used in MDD. They found that formability is improved, and punch force is reduced compared to room temperature, when the blank has a temperature between 250 °C and 300 °C. They showed that further improvement could be made by optimising the shape of the blank so that the temperature was uniform in the deformed material. This method allows for fine control over the temperature of the material through control of the supplied current, but it is not selective in which areas the material is heated. As shown by Ambrogio et al. [200], this can lead to a reduction of the LDR compared to room temperature forming as the higher temperature in the cup wall leads to bottom fracture. They showed that the LDR in macro-scale deep drawing of AL1050 can be increased from around 1.88 to more than 2.03 by applying local heating, but that the isothermal heating led to an LDR of below 1.88. The conclusion they drew is that a thermal gradient in the blank, with a higher temperature in the flange region and a lower one in the cup bottom, improves formability. The second method, which is illustrated in Fig. 18(b), is heating by laser. Laser-heating through transparent tooling allows for more control over the regions of the workpiece that are heated up. This allows for quicker heating as less material is heated, and thereby a smaller impact on process efficiency. The localised heating also has a smaller impact on the overall properties of the formed part and is less likely to lead to instability in the cup wall. Erhardt et al. [201] and Bayer et al. [202] performed studies on the use of laser heating through transparent tooling to heat only the flange area of a blank in MDD. The localised heating led to an improvement in formability with minimal effect on the mechanical properties or surface finish of the formed part.
The reduced volume of a workpiece in micro-scale forming leads to less energy being required to heat up the workpiece to a given temperature compared to macro-scale deep drawing. However, it also leads to difficulties in applying local heating as the thermal conductivity of the metal workpiece is generally high while the heat capacity is reduced due to the small scale. To allow for local and rapid heating, the heating should be applied in a closed tool and either just before the forming or simultaneously with it. The most promising approach to this is the use of transparent tool inserts, through which heating by laser can be applied. The use of localised workpiece heating in-situ can therefore be recommended to improve robustness in MDD, although care should be taken that the temperature is controlled. Characterisation of the response of the tribo-system to the increase in temperature should also be performed to ensure that tribological robustness is not degraded.

Heating of the workpiece by (a) resistance heating through inset electrodes and (b) laser heating through transparent inserts
Electrically assisted forming
Electrically assisted forming is a type of forming that involves passing current pulses through the workpiece during forming. It should be noted that no common consensus on the working principle behind the formability improvement has been reached. Some authors claim that it is purely based on thermal effects caused by Joule-heating of the material [203], and others claiming that the flow of electrons helps facilitate dislocation movement through the electroplastic effect [204]. Wang et al. [205] performed electrically assisted uniaxial tensioning of magnesium specimens. They found that ductility was improved, especially when temperature was also increased, as more grains were made to take part in deformation and crack growth was supressed. As more grains are interacted with, the influence of any individual grain is reduced, thereby the forming behaviour is made more homogeneous and the output more stable. Bao et al. [206] investigated the effect of electrical current on friction and on scale effects on friction in micro-ring compression testing. They found that, when applying electrical current to the ring that was compressed, the lubricant should be conductive to minimise heating. The electrical current density could be optimised to reduce friction and the influence of scale effects on friction, making the process more predictable.
This method has thus far not been applied in MDD, but it was applied in macro-scale deep drawing by Xie et al. [207] who used a pulsed current to improve the drawing limit of magnesium. Their test set-up utilised the blankholder as an anode, and two separate cathodes to apply current through the blank before deep-drawing, as well as during deep-drawing. The effect was largely explained by the increase in temperature due to current-induced heating. However, an influence of the electroplastic effect was witnessed, as varying the pulse frequency and peak current without increasing the temperature led to a further improvement in the LDR. This shows that the effect can be useful even though the width of the workpiece is not uniform with respect to the current flow direction. The use of electrical current flow in forming processes has therefore been shown to both improve process limits, but also to make the process result more stable through reduced friction. When considering its use in MDD, there is also the added challenge of inhomogeneous thickness across the surface due to the relative surface roughness of thin foils compared to sheets. This may lead to points of localised temperature increase, which will be even more extreme for thin foils due to the added resistance, and thereby inhomogeneous material behaviour. Investigation of the use of this effect in MDD should therefore be performed before attempting to apply it to improve the robustness in MDD. The use of current flow in MDD, along with challenges related to scale, is illustrated in Fig. 19.

Electrically assisted forming applied in MDD. Due to high surface roughness relative to material thickness, issues with varying resistance can arise due to varying thickness and thereby localised heating in MDD
Summary
Based on the discussion in this section, the following recommendations can be given:
-
The best stage to improve robustness is in the material selection stage. Material with a t/d that is larger than 10 is preferable as it is less affected by scale effects.
-
Pre-processing is the second-best stage as it allows for preparation of the material at arbitrary points in the process-chain. Many of these methods are aimed at making the t/d of the material larger so that it is less affected by scale effects. It should be noted that these methods often come with high cost and time.
-
Depending on the type, stress superposition can be an effective method of improving formability. Especially, if using methods such as counterforce. Such methods are the easiest and least expensive of the in-situ methods to improve robustness.
Process monitoring
Process monitoring in micro-forming is inherently different from that of macro-forming. The high production rates and small dimensions of the parts and tools used necessitate quick, precise, and reliable methods of monitoring. These methods must therefore be employed in-situ, without incurring production stops unless necessary. This section discusses works that have been focused on monitoring of tool wear and product quality as function of time.
Tool monitoring
Monitoring of tool wear is necessary to maintain a stable process. Tool wear, although controllable to some degree through tribological optimisation, is inevitable and inherently leads to an unstable process as the accelerated wear region is reached. Even in the beginning, as tools are run-in, it is beneficial to monitor the state of the tool to be able to ramp up production speed at a suitable time. Different methods of tool monitoring give differently detailed information about the state of the tool, but they share the common goal of indicating when the maintenance or exchange of tools is necessary.
Signal-based tool monitoring
Various aspects, such as the drawing force and temperature, attain a steady-state after the running-in of a process. Monitoring of these signals over time can then be used as an indicator of the state of the tool. These methods typically require that there is little electrical or acoustic noise in or around the process, which often makes it challenging to implement in an industrial context.
The drawing force decreases during running-in as the tool surface is smoothened, and then slowly increases in the steady-state wear region as the tool surface wears. Once the accelerated wear region is reached, this signal quickly increases due to adhesive build-up or some other instability in the process. Hu et al. [208] studied the reliability of using the force signal as an indicator of wear when forming 25 μm thick stainless steel. They found that the force signal is not necessarily reliable when it comes to predicting process stability in MDD. They showed that a 100% failure rate could be found without a corresponding increase in force in deep drawing of Ø1 mm cups from 20 μm thick stainless steel, indicating that the force signal is not necessarily reliable for tool monitoring.
Acoustic signals arise wherever vibration occurs. One example of this would be vibration caused by friction when two surfaces slide against each other. If the friction force is similar across strokes, this signal will also be similar, allowing one to monitor the acoustic signal as a way of monitoring changes in the process. Moghadam et al. [209] investigated the use of acoustic signal monitoring to determine the onset of galling in a macro-scale bending-under-tension test. They found that the change in acoustic signal readily describes frictional conditions between tool and workpiece, and thereby the wear of the tool. In a different work, Moghadam et al. [210] performed strip-reduction tests, simulating an ironing process, while monitoring acoustic emissions. They found that this method is a powerful tool for inline process monitoring as it allows for rapid detection of accelerated wear. Provided that access to the tools is suitable for monitoring of acoustic emissions, this method should allow for reliable wear monitoring in micro-forming processes. In preliminary tests performed at PtU at the Technical University of Darmstadt, the use of acoustic signals for wear detection was applied in a macro-scale strip drawing test. Drawing force, temperature, and acoustic emissions were measured to monitor the state of the system. Not only was wear easily detectable in the signal, but a difference between signals arising from abrasive and adhesive wear was identified. The acoustic emission signals measured in tests where abrasive wear was imposed by applying dual-phase steel as a workpiece are shown in Fig. 20(a), and signals measured for adhesive wear, applying high-strength aluminium as workpiece, are shown in Fig. 20(b). The same tool material was used for all tests, and the nature of the wear was verified by microscope inspection. Abrasive wear was found to exhibit a stronger increase in the mean value of the acoustic signal amplitude and drawing force than adhesive wear. This can be seen in the sharper peaks and more irregular acoustic signal for the abrasive wear mode compared to the adhesive wear mode. Adhesive wear, on the other hand, led to higher localised temperature peaks, measured by a thermocouple, which is consistent with increasing friction between areas of adhesive build-up and workpiece material. Based on the shape of the acoustic emission signal, it is therefore possible to determine whether the system is experiencing abrasive or adhesive wear. Some limits of this method may be found in the scale of the process leading to smaller acoustic signals, or progressive forming processes leading to too much noise. Noise from other processes in an industrial setting may also lead to issues in acquiring and processing the signal. Further investigation is therefore necessary before a conclusion can be reached on the suitability of acoustic emission-based wear monitoring for MDD.

Measurements of acoustic signal from strip drawing tests performed at PtU at the Technical University of Darmstadt, imposing (a) abrasive wear when forming dual-phase steel and (b) adhesive wear when forming high-strength aluminium
When two contacting materials slide relative to one another, friction leads to heat being generated in the interface and then to be dissipated into the materials. If these materials have dissimilar Seebeck-coefficients, this leads to the generation of a thermoelectric current between the hot and cold end which can be measured [211]. Groche and Wu [212] showed this method of wear monitoring in action through macro-scale strip-drawing tests used to simulate a deep drawing process. They showed that an increase in the thermoelectric current is consistent with an increase in the surface roughness of the tool by intermittent inspection. Tröber et al. [158] used thermoelectric current monitoring to show how the current signal varies across a full stroke in deep drawing of stainless steel and aluminium. Their current signal correlated nicely with an increase in temperature, and was even more sensitive to variations in the process, such as wear events, than the force-signal. Arinbjarnar et al. [213] has shown the use of thermoelectric current monitoring as a method to monitor tool wear in a continuously running MDD process. Contrasting the thermoelectric current to the force signal showed that both signals follow a similar trend to increase on a per-stroke basis as a function of wear. This method of tool monitoring is a candidate for use in MDD. The thermoelectric current signal is relatively robust against environmental noise, but less robust against electric noise that may occur in a running press. In progressive forming processes, it may be difficult to differentiate the signal from one step from the signals of other steps. Cf. discussion in Sect. 3.2.9, current flow has been shown to affect adhesive wear. Care should therefore be taken that the monitoring method does not lead to additional wear, or other strange behaviour in the forming system.
Image-based tool monitoring
The monitoring of tool wear through imaging is a reliable technique as it gives a lot of information on the state of the tool and thereby allows estimation of remaining tool-life. Due to the high production rates in MDD however, it is not suitable to use the established technique of extracting the tool and imaging it. Some work has been performed on in-situ image-based tool monitoring, either based on scanning the entire tool geometry, or on inferring the state of the tool from pictures through modelling.
Comparative digital holography is one such method, which involves recording of interference patterns and reconstruction of geometries based on these patterns. Huferath von Luepke et al. [214] investigated this method for use as a method of inline tool wear monitoring. They found that the method, when used for wear detection, was comparable to confocal microscopy in accuracy. The status of the tool could be evaluated in less than a second using the holographical approach, compared to the minutes necessary for using a confocal microscopy approach. They also note that comparative digital holography, due its comparative nature, allows for easier recognition of wear compared to confocal microscopy.
Indirect tool monitoring
If visual access to the tool is limited, or if it is impossible to isolate the system from noise, indirect tool monitoring can be used. These methods essentially boil down to monitoring the outgoing result of the process instead of the actual tools. They do not give much specific information on the wear state of the tool but may indicate that the tool is too worn to continue to be used. Methods for quality assurance, which may also be used towards these same means, are discussed in Sect. 3.4.2.
Seven et al. [215] considered a micro-scale lateral upsetting process and found that the state of the tool could be inferred by monitoring the forming accuracy over a period. They validated this by imaging the tool after some number of forming strokes and comparing that to the formed part. This showed them that there was a good match between geometric inaccuracy in the formed part and wear of the tool. Molitor et al. [216] developed a method for punching in which an image is taken of each workpiece and fed into a neural network with the aim of evaluating tool wear. Over time, the neural network learned to identify specific features on formed or semi-formed parts and could infer the state of the tool based on them. These methods, with existing knowledge on the limits of acceptable quality, would allow for almost instantaneous indication of when the tool wear is too high. The main disadvantage of these methods is that they require some form of pre-existing knowledge, and that they are so far only suitable for relatively simple geometries.
Quality assurance
In most cases, some degree of quality assurance is necessary for manufacturers. Methods used for this are often statistical in nature, depending on intermittent inspection of a few parts to represent the tens of thousands of parts being produced between inspection intervals. Tens-of-thousands of components are manufactured each hour in micro-forming, and lot sizes are in the millions, so these conventional methods may not be enough to uphold a standard of quality. Especially when manufacturing parts for use in the biomedical industry. Some attention has been on in-situ monitoring of product quality, with the goal being 100% inspection rates.
Digital holography can also be used for evaluation of formed parts, as shown by Agour et al. [217] and Wang et al. [218] who explored its use for measuring the shape of micro-cups. This was possible in a quicker manner than conventional inspection by microscopy. Agour et al. [217] found comparable results, in terms of the amount of information, to conventional interferometric microscopy. Simic et al. [219] showed how it was possible to use digital holographic microscopy to detect defects on internal surfaces of micro-cups. In a following paper, Simic et al. [220] tested the method in a production setting and found that a part can be inspected in 0.2 s. Through optimisation, Simic et al. suggested that this time could be brought down to 0.5 µs, allowing for in-line inspection rates of 100% in MDD production lines. Agour et al. [221] extended this method by introducing an autofocus feature, allowing for hands-off inspection of formed parts as they are moved away from the forming tools. This method may also be useful for wear monitoring, as a sudden increase in occurrence of defective parts is likely to indicate that the tool has worn too much.
Summary
Methods of process monitoring are vital for MDD due to the often high number of parts produced. Based on the discussion in this section, the following recommendations can be given:
-
In terms of tool wear monitoring, the use of the conventional methods of stopping production and imaging the tool is not suitable. Inline methods are preferable as they do not lead to production stops.
-
Of inline methods, the use of the thermoelectric signal seems most promising due to the process scale. For relatively large MDD processes, the force signal can also be used.
-
Quality assurance is important to monitor the stability of the process. Information from quality assurance can also be used as a basic method of monitoring tool wear.
Simulation of micro-deep drawing (MDD) to improve robustness
Simulation can be used to improve the robustness of a process. Simulating extrema that may arise in the process gives a fair idea of how they influence the process if the model is a good representation of reality. Simulation of micro-forming processes using FEM, which is typically built for macro-forming processes, is difficult due to scale effects. This section discusses approaches that aim at improving robustness or stability of micro-forming processes through simulation.
Optimisation of process parameters
With a validated model, various process parameters can be adjusted and tuned to optimise the resulting formed part, or to minimise tool-wear. Luo et al. [38] performed a study on the effect of blankholder gap on drawing force and contact pressure. They applied an FE model that included grain-dependent mechanical properties to account for scale effects on flow stress. They assigned different thickness to different nodes in the blank, modelled using shell elements, to account for thickness variations across the surface and include surface roughness in the model. They applied this model to investigate the effect of variations in blankholder gap on drawing force and contact pressure. Their results showed that a change in blankholder gap from 58 μm to 53 μm can lead to a doubling of the contact pressure but had very little effect on drawing force. They also found that the smaller the blankholder gap, the more uniform the thickness of the formed part. A balance between increasing blankholder gap to minimise contact pressure and reduce tool wear and decreasing blankholder gap to minimise thickness variation therefore exists but will be case-dependent. Costache et al. [222] developed a model to predict localised thinning and fracture. The model allows the user to optimise various process parameters or tool dimensions to minimise localised thinning and thereby prevent fracture. When comparing with experimental results, the model was found to predict fracture accurately. Brabie et al. [223] determined the flow-curves and FLC’s of aluminium foils having different thicknesses for use in simulation, thereby accounting for scale effects on flow stress. After validating their model through comparison with experiments, they used the model to optimise the thickness variation by modifying tool geometries.
Another aspect of optimisation can be realised when producing rectangular micro-cups. Vollertsen and Hu [11] developed a model for friction using a U-bending test as an abstraction of MDD. The friction model, which took non-uniform contact pressure into account, gave a better match between simulated and experimental punch force compared to conventional friction functions. Later, Hu and Vollertsen [224] used the friction function in a simulation study to optimise the blank shape for drawing of rectangular parts without a flange. Mahmood et al. [225] simulated MDD using flexible tools. By optimising the initial blank-shape, square cups with nearly no flange could be drawn. They list some benefits of applying this approach, namely that forming defects can be reduced, material cost is lessened, and formability is improved.
More generally, optimisation of process parameters through simulation can lead to a more stable process. Tool wear can be reduced by reducing localised pressure peaks and scrap can be reduced by optimising the blank shape. Some effort is necessary to start simulating a real process, in terms of material characterisation, geometric simplification, determination of friction, and validation by experiments or direct comparison to produced parts. However, when the model is developed, it can be altered to represent other, similar processes more easily.
Prediction of spring-back
Some work has been performed on predicting spring-back in micro-bending. This is not directly analogous to MDD but should still give an idea of spring-back if applied in simulation of MDD. Liu et al. [23] used a model that accounts for material differences between grain boundary and grain interior (composite model), and between surface and volume grains (surface-layer model) to predict spring-back in micro-scale V-bending. They showed that spring-back increases as foil thickness decreases for a constant grain size, and as grain size increases for a constant foil thickness. They also validated their results by comparing to experimental findings. This is counter to what Diehl et al. [28] showed but may be related to their theory correlating the foil thickness and the effects on spring-back, cf. discussion in Sect. 2.2. Further, Diehl et al. [28] used a material that was not heat-treated, while Liu et al. [23] annealed all their test specimens to achieve different grain sizes. Liu et al. [23] also showed that the thinner the foil, the more influence the grain size has on spring-back. Relating this to the grain size and foil thickness, they show that spring-back, and scatter in spring-back are affected by t/d. They explain that this is caused by elastic anisotropy in surface grains, which becomes more heterogeneous as there are fewer grains through the foil thickness. Applying a similar model, Wang et al. [226] studied the influence of scale effects on spring-back by applying a U-bending test configuration. This test is different from MDD but has been used as a simulation of a MDD process [11], obviously neglecting the tangential compression. Calibrating the model by experimental work, they corroborated that spring-back increases as foil thickness decreases, independently of the grain size. The interaction between grain size and punch radius was not clear. However, thinner foils showed a larger difference in spring-back for a change in punch radius compared to thicker foils.
Surface effects
Luo et al. [227] developed a model in which scale effects deriving from grain properties and surface roughness could be studied. The difference in grain properties were accounted for by applying a Voronoi-tessellation to represent individual grains, which were divided into three groups. Shell elements belonging to each group of grains had a specific flow curve, and nodes belonging to the group were assigned a specific thickness to simulate the initial surface roughness. They compared this to a model that only accounted for different grain properties, and a basic model that did not account for any scale effects. Three materials were simulated, each of which had a different average grain size. This showed that the model that accounted for surface roughness and grain size properties had the best performance in predicting shape accuracy of the formed part when compared to experimental values. Luo et al. [18] performed a different study with the same premise, comparing the ability of the models to predict micro-friction and surface roughening. They found that the model that accounted for surface roughness and material effects was the best predictor of surface roughening and contact conditions, allowing for prediction of micro-friction. Through the study, they found that the initial surface roughness of the blank has a large effect on material flow as it can lead to localised friction that makes material flow less uniform. The initial thickness of the blank should therefore be as uniform as possible, to prevent localised friction from interrupting material flow.
Thickness variation – formability
Some works have focused on clarifying the effect of t/d and material heterogeneity on formability. Xu et al. [8] applied miniaturised Holmberg- and Marciniak-type tests to investigate the effects of scale effects on formability. They determined FLC’s for foils of different thickness and different average grain sizes experimentally. Using FEM, they simulated the tests and found a good match to the experimental results. Their findings showed that as t/d decreases, the FLC is transferred down along the major strain axis, implying worse formability, as also shown in Fig. 15 in Sect. 3.3.1.1. As t/d approached 1, the scatter in the formability drastically increased. Furushima et al. [228] developed a model that includes material inhomogeneity to allow for the prediction of strain-induced surface roughening in a 50 μm thick copper foil. Material inhomogeneity was realised by defining grains inside the blank based on the average grain size of the foil and applying varying strength to the individual grains, dependent on an inhomogeneity parameter. The parameter to describe inhomogeneity was derived from tests and inverse numerical modelling of the real material. They found a good match between simulated and experimentally found surface roughening and showed two things. First, that tool contact is effective at suppressing surface roughening. They theorised that increased sliding against the die could be beneficial in MDD, as the increased wall thickness allows smearing of the roughened surface. Secondly, they varied the grain size for a constant blank thickness to investigate the effect of t/d on the surface roughening behaviour. They showed that a decrease in t/d leads to less homogeneous deformation, which promotes wrinkling and fracturing of the formed cup and impacts the forming accuracy of the process. Further, the surface roughening impacts formability, so it is important to be able to predict it, especially for thin foils having relatively large average grain sizes.
Wielage et al. [229] studied the fracture behaviour of thin metal foils and found it heterogeneous compared to metal sheets. Applying a pneumatic bulge test, they tested 20 μm thick foils of AL1050, showing that the variation in the forming limit was large and that fracture was not predictable. Upon inspection, they found that the grain size distribution was heterogeneous within the material, with some regions of the material having smaller grains than others. Flow curves describing two areas were extracted from fractured blanks, with one flow curve being taken from the fracture location and the other taken from an arbitrary place where necking did not occur. Applying a FEM model of the process, where the blank had regions described by these different flow curves, showed that fracture consistently occurs where the material is less capable of resisting deformation. When modelling a real process, it is therefore important to account for material heterogeneity, especially if defined regions of small/large grains or otherwise different material properties occur in the blank. This is increasingly important as the size of the process decreases, as any differences are likely to lead to larger heterogeneity in material flow behaviour.
Guo et al. [230] used crystal plasticity modelling to study the dependence of earing on size-scale when processing TWIP steel through MDD. They found that, when used with experiments, crystal plasticity modelling allows for in-depth analysis of twinning and slip behaviour in the material, further allowing accurate prediction of earing. Their results showed that initial grain orientations have a large influence on earing. The texture that leads to the most earing has a rate of earing that was twice that of the texture that leads to the least earing. They also showed that the tendency for earing is greater in micro-scale deep drawing than it is in macro-scale deep drawing. They explained that this is the result of increasing influence of the random orientation of fewer grains.
Simulation, accounting for scale effects, can therefore give a look into the material and clarify material behaviour. If the simulation is based on reliable experimental values, this can go a long way in helping to design and build a stable process. Care should be taken to include heterogeneity in material properties.
Summary
Simulation of micro-forming processes can help to evaluate the stability of a process, and to predict issues that will otherwise be expensive to discover at later stages. Further, it can be used to optimise existing processes or to clarify material behaviour, provided that the material behaviour and process conditions are modelled close to the real system.
The influence of scale effects and heterogeneity in material properties is important to include if a simulation is supposed to represent reality. Especially heterogeneous material properties are difficult to account for, so any translation between simulation and reality should include consideration of this uncertainty.
Conclusions
This paper has reviewed and discussed various methods and effects that have been, or can be, used to improve robustness in MDD.
Some of the more promising methods of improving tribology in MDD are summarised here:
-
The use of solid particles as lubricant additives helps retain lubricants in open lubricant pockets, reducing friction and wear of tools.
-
The use of surface texturing of tribo-partners assists in lubricant retention and the evacuation of wear debris, making the process less affected by wear over time.
-
Dry forming is not affected by tribological scale effects, and thereby allows for improved predictability in processes.
Promising changes to the process itself that can be incorporated as early as during process design, or as late as during production are summarised here:
-
The use of multiple forming steps helps extend the formability limits of the material. With decreasing scale, the scatter in formability increases. An improvement in the base formability therefore leads to robustification as the likelihood of exceeding the forming limit of a specific blank is reduced.
-
Tolerances on tools that are small enough that changes in the geometry due to wear do not cause process failure lead to a more robust process. Innovation in tool production may be necessary to meet the tolerances of tools used in some processes.
-
Adjustability ensures that a process is stable over a longer time, as it allows for compensation for wear or other instabilities in the process. Closed-loop control requires minimal operator interference but requires a robust set of knowledge and experience to be implemented.
Promising methods of robustness improvement through consideration of material behaviour and modification are summarised here:
-
Material selection should include consideration of grain size, and the creation of a forming limit curve for the specific material. It may be possible to build a grain-size dependent FLC that describes the lower limit of formability for a given material, but this has not been done so far.
-
Pre-processing of material through methods such as cold angular rolling allows for improved predictability in material behaviour due to grain refinement. Properly adapted, it may be possible to incorporate such as method into a running process, leading to minimal increase in cycle time for each part and no increase in material price.
-
The use of ultrasonic vibration improves formability of thin foils. It remains to be seen whether it is feasible to incorporate this method into a high-speed production scenario, but it represents a good way to improve the production robustness.
The monitoring of MDD processes is different from that of macro-scale deep drawing processes due to the small size of tools and parts, and high production rates. Methods for process monitoring in MDD must be quick, accurate, and not require production stops. Promising methods of process monitoring in MDD are summarised here:
-
The use of thermoelectric signal monitoring is suitable as it is quick and does not require production stops. It does not give much information about the state of the tools, but over time will indicate changes in the process.
-
Digital holography is a good way to monitor either the state of the tools, or the quality of outgoing parts. The method requires experience and knowledge to set up and to judge when a process should be stopped.
Simulation can be used to predict likely outcomes of events that occur in MDD. This will require further investigation of materials and creation of accurate models to describe the material behaviour.
Competitive modern micro-forming manufacturers must ensure that their processes are robust. No guarantee of consistent product quality, resource efficiency, or stability can be given without ensuring robustness. By applying the methods discussed in this paper, manufacturers will take proactive steps to improving robustness, and thereby improving their ability to compete in the modern market. The different challenges and suggestions for their mitigation are highlighted in Table 1.
References
Pelz PF, Groche P, Pfetsch ME, Schaeffner M (2021) Mastering Uncertainty in Mechanical Engineering, 1st ed. Springer, [Online]. Available: https://springerlink.bibliotecabuap.elogim.com/book/10.1007/978-3-030-78354-9
Bonte MHA, Van Den Boogaard AH, Van Ravenswaaij R (2007) A robust optimisation strategy for metal forming processes, in AIP Conference Proceedings, pp. 493–498. https://doi.org/10.1063/1.2740859
Pawelski O (1992) Ways and limits of the theory of similarity in application to problems of physics and metal forming. J Mater Process Technol 34:19–30. https://doi.org/10.1016/0924-0136(92)90086-8
Geiger M, Kleiner M, Eckstein R, Tiesler NA, Engel U (2001) Microforming, CIRP Ann Manuf Technol, vol. 50, no. 2, pp. 445–462, https://doi.org/10.1016/S0007-8506(07)62991-6
Van Brussel H, Peirs J, Reynaerts D, Delchambre A, Reinhart G, Roth N, Weck M, Zussman E (2000) Assembly of Microsystems. Annals CIRP 49(2):451–472. https://doi.org/10.1016/S0007-8506(07)63450-7
Fu MW, Chan WL, Yang B (2011) Study of size effects on material deformation behaviour in micro-deep drawing of copper sheet metal, in Special edition: 10th International Conference on Technology of Plasticity, G. Hirt and A. E. Tekkaya, Eds., Aachen, Germany: Wiley-VCH Verlag GmbH & Co. KGaA. Weinheim, pp. 985–990
Kals RTA (1998) Fundamentals on the miniaturization of sheet metal working processes, Ph.D. thesis, University of Erlangen-Nuremberg, Erlangen, Germany, https://doi.org/10.25593/3-87525-115-6
Xu Z, Peng L, Fu MW, Lai X (2015) Size effect affected formability of sheet metals in micro/meso scale plastic deformation: experiment and modeling. Int J Plast 68:34–54. https://doi.org/10.1016/j.ijplas.2014.11.002
Tiesler NA, Engel U (2000) Microforming - effects of miniaturization. In: Pietrzyk M, Kusiak J, Majta J, Hartley P, Pillinger I (eds) in Metal forming 2000. Taylor & Francis, pp 355–360
Lanza G, Schlipf M, Fleischer J (2008) Quality assurance for micro manufacturing processes and primary-shaped micro components. Microsyst Technol 14(12):1823–1830. https://doi.org/10.1007/s00542-008-0608-1
Vollertsen F, Hu Z (2008) Determination of size-dependent friction functions in sheet metal forming with respect to the distribution of the contact pressure. Prod Eng Res Devel 2(4):345–350. https://doi.org/10.1007/s11740-008-0130-4
Shimizu T, Murashige Y, Ito K, Manabe K (2009) Influence of surface topographical interaction between tool and material in micro-deep drawing. J Solid Mech Mater Eng 3(2):397–408. https://doi.org/10.1299/jmmp.3.397
Stoyanov P, Chromik RR (2017) Scaling effects on materials tribology: from macro to micro scale. Materials 10(5). https://doi.org/10.3390/ma10050550
Shimizu T, Murashige Y, Iwaoka S, Yang M, Manabe K (2013) Scale dependence of adhesion behavior under dry friction in progressive micro-deep drawing. J Solid Mech Mater Eng 7(2):251–263. https://doi.org/10.1299/jmmp.7.251
Gong F, Guo B (2013) Effects of solid lubrication film on SKD11 in micro sheet forming. Surf Coat Technol 232:814–820. https://doi.org/10.1016/j.surfcoat.2013.06.103
Guo B, Gong F, Wang C, Shan D (2010) Size effect on friction in scaled down strip drawing. J Mater Sci 45:4067–4072. https://doi.org/10.1007/s10853-010-4492-6
Shimizu T, Iwaoka S, Yang M, Manabe K (2011) Scale dependence of dry friction in micro sheet metal forming, in 10th International Conference on Technology of Plasticity, Steel Research International, pp. 979–984
Luo L, Jiang Z, Wei D (2017) Influences of micro-friction on surface finish in micro deep drawing of SUS304 cups. Wear 374–375. https://doi.org/10.1016/j.wear.2016.11.043
Flosky H, Vollertsen F (2014) Wear behaviour in a combined micro blanking and deep drawing process. CIRP Ann Manuf Technol 63(1):281–284. https://doi.org/10.1016/j.cirp.2014.03.125
Kim HS, Lee YS (Feb. 2012) Size dependence of flow stress and plastic behaviour in microforming of polycrystalline metallic materials. Proc Inst Mech Eng C J Mech Eng Sci 226(2):403–412. https://doi.org/10.1177/0954406211414473
Hoffmann H, Hong S (2006) Tensile test of very thin sheet metal and determination of flow stress considering the scaling effect. Annals CIRP 55(1). https://doi.org/10.1016/S0007-8506(07)60412-0
Zhu C, Xu J, Yu H, Shan D, Guo B (2021) Size effect on the high strain rate micro/meso-tensile behaviors of pure titanium foil. J Mater Res Technol 11:2146–2159. https://doi.org/10.1016/J.JMRT.2021.02.022
Liu JG, Fu MW, Lu J, Chan WL (2011) Influence of size effect on the springback of sheet metal foils in micro-bending. Comput Mater Sci 50(9):2604–2614. https://doi.org/10.1016/j.commatsci.2011.04.002
Chan WL, Fu MW, Yang B (2012) Experimental studies of the size effect affected microscale plastic deformation in micro upsetting process. Mater Sci Eng A 534:374–383. https://doi.org/10.1016/j.msea.2011.11.083
Fang Z, Jiang Z, Wang X, Zhou C, Wei D, Liu X (2015) Grain size effect of thickness/average grain size on mechanical behaviour, fracture mechanism and constitutive model for phosphor bronze foil. Int J Adv Manuf Technol 79:9–12. https://doi.org/10.1007/s00170-015-6928-2
Han P, Yuan G, Zhu X, Xing Y, Wang X (2022) Grain size effect of pure Ti foils by micro blanking-deep-drawing compound process. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-022-10279-z
Xu Z, Peng L, Bao E (2018) Size effect affected springback in micro/meso scale bending process: experiments and numerical modeling. J Mater Process Technol 252:407–420. https://doi.org/10.1016/j.jmatprotec.2017.08.040
Diehl A, Engel U, Geiger M (2010) Influence of microstructure on the mechanical properties and the forming behaviour of very thin metal foils. Int J Adv Manuf Technol 47:1–4. https://doi.org/10.1007/s00170-008-1851-4
Meng B, Zhang YY, Cheng C, Han JQ, Wan M (2018) Effect of plastic anisotropy on microscale ductile fracture and microformability of stainless steel foil. Int J Mech Sci 148:620–635. https://doi.org/10.1016/j.ijmecsci.2018.09.027
Zhu C, Xu J, Yu H, Shan D, Guo B (2021) Grain size effect on formability in electromagnetically assisted micro-bulging of pure titanium sheet. in Minerals, metals and materials Series. Springer Science and Business Media Deutschland GmbH, pp 1351–1359. doi: https://doi.org/10.1007/978-3-030-75381-8_112.
Gau J-T, Principe C, Wang J (2007) An experimental study on size effects on flow stress and formability of aluminm and brass for microforming. J Mater Process Technol 184:42–46. https://doi.org/10.1016/j.jmatprotec.2006.11.003
Meng B, Fu MW (2015) Size effect on deformation behavior and ductile fracture in microforming of pure copper sheets considering free surface roughening. Mater Des 83:400–412. https://doi.org/10.1016/j.matdes.2015.06.067
Furushima T, Tsunezaki H, Manabe K, Alexsandrov S (2014) Ductile fracture and free surface roughening behaviors of pure copper foils for micro/meso-scale forming. Int J Mach Tools Manuf 76:34–48. https://doi.org/10.1016/j.ijmachtools.2013.10.001
Groche P, Schäfer R, Justinger H, Ludwig M (2010) On the correlation between crystallographic grain size and surface evolution in metal forming processes. Int J Mech Sci 52(3):523–530. https://doi.org/10.1016/j.ijmecsci.2009.11.017
Zhao J, Brockett A, Razali AR, Qin Y, Harrison C, Ma Y (2010) Micro-sheet-forming and case studies. Steel Res Int 81(9):1185–1188. https://doi.org/10.1002/srin.201190002
Behrens G, Vollertsen F (2013) Influence of Tool geometry variation on the Punch Force in Micro Deep drawing. Key Eng Mater 554–557. https://doi.org/10.4028/www.scientific.net/KEM.554-557.1306
Hu Z (2011) Realisation and application of size dependent FEM-simulation for deep drawing of rectangular work pieces. CIRP J Manuf Sci Technol 4(1):90–95. https://doi.org/10.1016/j.cirpj.2011.05.006
Luo L, Wei D, Zu G, Jiang Z (2021) Influence of blank holder-die gap on micro-deep drawing of SUS304 cups. Int J Mech Sci 191. https://doi.org/10.1016/J.IJMECSCI.2020.106065
Fujimoto K, Yang M, Hotta M, Koyama H, Nakano S, Morikawa K, Cairney J (2006) Fabrication of dies in micro-scale for micro-sheet metal forming. J Mater Process Technol 177:1–3. https://doi.org/10.1016/j.jmatprotec.2006.04.094
Nielsen PS, Paldan NA, Calaon M, Bay N (2010) Scale effects in metal-forming friction and lubrication. J Eng Tribology 225:924–931. https://doi.org/10.1177/1350650111405254
Gong F, Guo B, Wang CJ, bin Shan D (2010) Effects of lubrication conditions on micro deep drawing, Microsystem Technologies, vol. 16, no. 10, pp. 1741–1747, Oct. https://doi.org/10.1007/s00542-010-1108-7
Tetzel H (2015) Influence of tribology size effect on Stribeck curve in micro deep drawing. MATEC Web Conferences 21. https://doi.org/10.1051/matecconf/20152109014
Rathmann L, Czotscher T, Radel T, Vollertsen F (2020) Investigation on water as lubricant in combination with a structured tool surface in micro metal forming. IOP Conf Ser Mater Sci Eng 967(1). https://doi.org/10.1088/1757-899X/967/1/012005
Arinbjarnar Ú, Moghadam M, Nielsen CV (2022) Application of calcium carbonate as green lubricant additive in sheet metal forming. Key Eng Mater 926:1133–1142. https://doi.org/10.4028/p-x87o62
Arinbjarnar Ú, Moghadam M, Nielsen CV (2024) Application of calcium carbonate as a green lubricant additive in an industrial context of sheet metal forming
Zhou M, Jia F, Yan J, Wu H, Jiang Z (2022) Lubrication performance and mechanism of water-based TiO2 nanolubricants in micro deep drawing of pure titanium foils. Lubricants 10(11):292. https://doi.org/10.3390/lubricants10110292
Kamali H, Xie H, Jia F, Wu H, Zhao H (2019) Effects of nano-particle lubrication on micro deep drawing of Mg-Li alloy. Int J Adv Manuf Technol 104:9–12. https://doi.org/10.1007/s00170-019-04267-z
Kamali H, Xie H, Zhao H, Jia F, Wu H, Jiang Z (2020) Frictional size effect of light-weight Mg-Li alloy in micro deep drawing under nano-particle lubrication condition. Mater Trans 61(2):239–243. https://doi.org/10.2320/matertrans.MT-ML2019002
Srinivasan N, Rajenthirakumar D, Sridhar R, Amutha P (2020) Tribomechanical performance of MgO–ZnO nanoparticles as lubricating additives in the microextrusion process. Proc Inst Mech Eng C J Mech Eng Sci 234(22):4543–4553. https://doi.org/10.1177/0954406220922859
Brinksmeier E, Gläbe R, Riemer O, Twardy S (2008) Potentials of precision machining processes for the manufacture of micro forming molds. Microsyst Technol 14(12):1983–1987. https://doi.org/10.1007/s00542-008-0656-6
Wang C, Guo B, Shan D, Yao Y, Gong F (2010) Size effect of tribology behaviour in micro U-deep drawing with T2 copper foil. Steel Res Int 81(9):1177–1180
Bech JI, Bay N, Eriksen M (1999) Entrapment and escape of liquid lubricant in metal forming. Wear 232:134–139. https://doi.org/10.1016/S0043-1648(99)00136-2
Shimizu I, Martins PAF, Bay N, Andreasen JL, Bech JI (2010) Influences of lubricant pocket geometry and working conditions upon micro-lubrication mechanisms in upsetting and strip drawing. Int J Surf Sci Eng 4(1):42–54. https://doi.org/10.1504/ijsurfse.2010.029628
Nellemann T, Bay N, Wanheim T (1977) Real area of contact and friction stress - the role of trapped lubricant. Wear 43:45–53. https://doi.org/10.1016/0043-1648(77)90042-4
Zwicker M, Spangenberg J, Martins P, Nielsen CV (2022) Investigation of material strength and oil compressibility on the hydrostatic pressure build-up in metal forming lubricants, in Procedia CIRP, Elsevier B.V., pp. 78–82. https://doi.org/10.1016/j.procir.2022.10.053
Mizuno T, Okamoto M (1982) Effects of lubricant viscosity at pressure and sliding velocity on lubricating conditions in the compression-friction test on sheet metals. Trans ASME: J Lubrication Technol 104(1):53–59. https://doi.org/10.1115/1.3253164
Bech JI, Bay N, Eriksen M (1998) A study of mechanisms of liquid lubrication in metal forming. Annals CIRP 47(1):221–226. https://doi.org/10.1016/S0007-8506(07)62822-4
Sulaiman MH, Christiansen P, Bay N (2017) The influence of tool texture on friction and lubrication in strip reduction testing. Lubricants 5(1). https://doi.org/10.3390/lubricants5010003
Schumann P, Lindner R, Groche P (2023) Influence of different deterministic surface texturing processes on friction and tool life for load collectives in sheet metal forming, in Proceedings of the Tribology 2023 International Conference, Lissabon, Portugal
Steitz M, Stein P, Groche P (2015) Influence of hammer peened surface textures. Tribol Lett 58(24). https://doi.org/10.1007/s11249-015-0502-9
Steitz M, Klasen P, Groche P (2015) Wear behavior of hammer peened surface textures during strip drawing test, in Proceeding of the 34th International Deep Drawing Research Group Conference, pp. 270–281
Uehara Y, Wakuda M, Yamauchi Y, Kanzaki S, Sakaguchi S (2004) Tribological properties of dimpled silicon nitride under oil lubrication. J Eur Ceram Soc 24(2):369–373. https://doi.org/10.1016/S0955-2219(03)00220-6
Jahn SF, Müller B, Hilfinger FS, Schubert A (2015) Tribological impact of the finishing technology onto meso-and microforming processes, in MATEC Web of Conferences, EDP Sciences, https://doi.org/10.1051/matecconf/20152109009
Twardy S, Riemer O, Brinksmeier E (2010) Tribology of micro milled surfaces. Key Eng Mater 447 448:681–684. https://doi.org/10.4028/www.scientific.net/KEM.447-448.681
Wang C, Guo B, Shan D, Bai X (2015) Effects of interfacial contact states on tribological behaviour in micro-sheet forming. Int J Mech Sci 101–102. https://doi.org/10.1016/j.ijmecsci.2015.07.018
Funazuka T, Dohda K, Shiratori T, Horiuchi S, Watanabe I (2001) Effect of punch surface microtexture on the microextrudability of AA6063 micro backward extrusion, Micromachines (Basel), vol. 13, no. 2022, https://doi.org/10.3390/mi13112001
Castagne S, Taureza M, Song X (2014) Surface textures and friction control in microforming. Adv Mat Res 966–967. https://doi.org/10.4028/www.scientific.net/AMR.966-967.111
Wang C, Shan D, Guo B, Xu J, Zhang H (2013) Effect of nano-crystals at surfaces induced by ion beam irradiation on the tribological behaviour in microforming. Vacuum 89(1):267–270. https://doi.org/10.1016/j.vacuum.2012.07.007
Lin HS, Lin YC, Lee MR (2015) Effect of workpiece thickness and surface texturing on the micro cupping tests. in Key Engineering materials. Trans Tech Publications Ltd, pp 420–425. doi: https://doi.org/10.4028/www.scientific.net/KEM.626.420.
Gong F, Guo B (2013) Effects of influencing factors on friction coefficient in microsheet forming. Mater Res Innovations. https://doi.org/10.1179/1432891713Z.000000000176
Ma J, Gong F, Yang Z, Zeng W (2016) Microdeep drawing of C1100 microsquare cups using microforming technology. Int J Adv Manuf Technol 82:5–8. https://doi.org/10.1007/s00170-015-7476-5
Gong F, Yang Z, Chen Q, Xie Z, Shu D, Yang J (2015) Influences of lubrication conditions and blank holder force on micro deep drawing of C1100 micro conical-cylindrical cup. Precis Eng 42:224–230. https://doi.org/10.1016/j.precisioneng.2015.05.004
Losch A (2014) Sheet metal forming lubricants. in Encyclopedia of lubricants and Lubrication. Springer, Berlin Heidelberg, pp 1749–1764. doi: https://doi.org/10.1007/978-3-642-22647-2.
Shimizu T, Yang M, Manabe K (2015) Classification of mesoscopic tribological properties under dry sliding friction for microforming operation. Wear 330–331. https://doi.org/10.1016/J.WEAR.2015.01.050
Flosky H, Veenaas S, Feuerhahn F, Hartmann M, Vollertsen F (2014) Flaking during a micro blanking and deep drawing process, in Proceedings of the ICOMM2014, Bremen, Germany
Wang C, Wang C, Guo B, Shan D (2014) Effects of tribological behavior of DLC film on micro-deep drawing processes. Trans Nonferrous Met Soc China (English Edition) 24(9):2877–2882. https://doi.org/10.1016/S1003-6326(14)63421-X
Jean MD, Lian GF, Chen BS (2018) Tribological behaviors of DLC films and their application in micro-deep drawability. Acta Phys Pol A 134(1):429–433. https://doi.org/10.12693/APhysPolA.134.429
Wang CJ, Cheng LD, Liu Y, Zhang H, Wang Y, Shan D, Guo B (2019) Research on micro-deep drawing process of concial part with ultra-thin copper foil using multi-layered DLC film-coated die. Int J Adv Manuf Technol 100:1–4. https://doi.org/10.1007/s00170-018-2757-4
Hu Z, Wielage H, Vollertsen F (2011) Economic micro forming using DLC-and TiN-coated tools. J Technol Plast 36(2). https://doi.org/10.2478/v10211-011-0006-z
Hu Z, Schubnov A, Vollertsen F (2012) Tribological behaviour of DLC-films and their application in micro deep drawing. J Mater Process Technol 212(3):647–652. https://doi.org/10.1016/j.jmatprotec.2011.10.012
Wang C, Wang C, Guo B, Shan D (2014) Effect of tribological behavior of DLC film on micro-deep drawing processes. Trans Nonferrous Met Soc China 24:2877–2882. https://doi.org/10.1016/S1003-6326(14)63421-X
Flosky H, Vollertsen F (2013) Wear behavior of a DLC-coated blanking and deep drawing tool combination. Key Eng Mater 549:511–517. https://doi.org/10.4028/www.scientific.net/KEM.549.511
Sulaiman MH, Christiansen P, Bay N (2017) A study of DLC coatings for ironing of stainless steel, in Journal of Physics: Conference Series, Institute of Physics Publishing, https://doi.org/10.1088/1742-6596/896/1/012031
Khadem M, Penkov OV, Yang HK, Kim DE (2017) Tribology of multilayer coatings for wear reduction: A review, Friction, vol. 5, no. 3. Tsinghua University Press, pp. 248–262, https://doi.org/10.1007/s40544-017-0181-7
Dang C, Li J, Wang Y, Yang Y, Wang Y, Chen J (2017) Influence of multi-interfacial structure on mechanical and tribological properties of TiSiN/Ag multilayer coatings. J Mater Sci 52(5):2511–2523. https://doi.org/10.1007/s10853-016-0545-9
Aizawa T (2019) Nanostructured DLC coating for protection of dies from wear-application of nanostructured DLC coating with tailored densities to dies. J JSTP 60(702):209–213
Shimizu T, Kakegawa T, Yang M (2014) Micro-texturing of DLC thin film coatings and its tribological performance under dry sliding friction for microforming operation. in Procedia Engineering. Elsevier Ltd, pp 1884–1889. doi: https://doi.org/10.1016/j.proeng.2014.10.251.
Shimizu T, Kan H, Messaoudi H, Vollertsen F, Yang M (2018) Geometrical design of micro-textured DLC coatings toward lubricant-free metal forming, in MATEC Web of Conferences, EDP Sciences, https://doi.org/10.1051/matecconf/201819013001
Shimizu T, Kan H, Messaoudi H, Vollertsen F, Yang M (2019) Impact of geometrical parameters of micro-textured DLC on tribological properties under dry sliding friction. Manuf Rev (Les Ulis) 6. https://doi.org/10.1051/mfreview/2019018
Omidvarnia F, Weng Feng L, Hansen HN, Sarhadi A, Lenau TA, Mortensen NH (2018) Design for manufacturability of macro and micro products: a case study of heat exchanger design. Int J Interact Des Manuf 12(3):995–1006. https://doi.org/10.1007/s12008-018-0457-9
Toenjes A, Kovac J, Koehler B, Von Hehl A, Mehner A, Clausen B, Zoch HW (2018) Process chain for the fabrication of hardenable aluminium-zirconium micro-components by deep drawing, in MATEC Web of Conferences, EDP Sciences, https://doi.org/10.1051/matecconf/201819015013
Hansen HN, Zhang Y, Islam A (2017) Tolerances in micro manufacturing, in World Congress on Micro and Nano Manufacturing (WCMNM 2017), Kaohsiung, Taiwan
Onken AK, Wilhelmi P, Tracht K, Kuhfuss B (2018) Increased output in micro production by tolerance field widening and synchronisation, in MATEC Web of Conferences, EDP Sciences, https://doi.org/10.1051/matecconf/201819015006
Zhao J, Yip ALK, Qin Y, Razali A, Fei ZC (2012) Machine and tool development for forming of polymeric tubular micro-components, Transactions of Nonferrous Metals Society of China (English Edition), vol. 22, no. SUPPL.2, https://doi.org/10.1016/S1003-6326(12)61711-7
Razali AR, Ann CT, Ahmad AF, Shariff HM, Kasim NI, Musa MA (2017) Finite element structural analysis of a low energy micro sheet forming machine concept design, in IOP Conference Series: Materials Science and Engineering, Institute of Physics Publishing, https://doi.org/10.1088/1757-899X/203/1/012006
Qin Y, Razali AR, Zhou M, Zhao J, Harrison C, Wan Nawang WA (2012) Dynamic characteristics of a micro-sheet-forming machine system. Key Eng Mater 504–506. https://doi.org/10.4028/www.scientific.net/KEM.504-506.599
Behrens BA, Krimm R, Reich D, Teichrib S (2016) Linear drives in metal forming machines and peripherals - recent developments. J Manuf Process 22:192–198. https://doi.org/10.1016/j.jmapro.2016.03.013
Schneider R, Schepp F, Groche P (2001) Linearmotorpressen zur inline-Fertigung von mikrotechnischen Bauteilen, EFB-Kolloquium 2001
Groche P, Schneider R (2004) Method for the optimization of forming presses for the manufacturing of micro parts. CIRP Ann 53(1):281–284. https://doi.org/10.1016/S0007-8506(07)60698-2
Niehoff HS, Vollertsen F (2008) Versatile microforming press. Int J Mater Prod Technol 32(4):423–433. https://doi.org/10.1504/ijmpt.2008.022144
Xu J, Guo B, Shan D, Wang C, Li J, Liu Y, Qu D (2012) Development of a micro-forming system for micro-punching process of micro-hole arrays in brass foil. J Mater Process Technol 212(11):2238–2246. https://doi.org/10.1016/j.jmatprotec.2012.06.020
Qin Y, Ma Y, Harrison C, Brockett A, Zhou M, Zhao J, Law F, Razali AR, Smith R, Eguia J (2008) Development of a new machine system for the forming of micro-sheet-products. IntJ Mater Form no. Suppl 1:475–478. https://doi.org/10.1007/s12289-008-0098-9
Qin Y, Harrison C, Ma Y, Brockett A, Juster N, Uriarte L, Cuevas A, Eguia J (2007) Process and machine system development for the forming of miniature/micro sheet metal products, in Proceedings of the 7th Euspen International Conference, Bremen
Zhou M, Qin Y, Harrison C, Brockett A, Ma Y (2010) Finite-element and experimental analysis of dynamic behaviours of a micro-stamping tool system. Int J Adv Manuf Technol 47:9–12. https://doi.org/10.1007/s00170-009-2138-0
Presz W, Andersen B, Wanheim T (2006) Piezoelectric driven micro-press for microforming manufacturing and processing. J Achievement Mater Manuf Eng 18:1–2
Lee H-J, Lee N-K, Lee G-A-, Lee H-W, Choi S, Chu E-D, Kim T, Shin J (2008) Research on the modulating of the desktop micro forming system to micro factory, in Proceedings of the International Conference on Smart Manufacturing Application, pp. 196–199
OMEGA-F1/EPS-30-Series Yamada Dobby. Accessed: Sep. 06, 2023. [Online]. Available: http://www.yamadadobby.com/en/omega.html
BSTA 200 Bruderer. Accessed: Sep. 06, 2023. [Online]. Available: https://www.bruderer.com/en/products/stamping-presses/bsta-200
High-speed press VS Mabu. Accessed: Sep. 06, 2023. [Online]. Available: https://www.mabu.de/en/High-speed_press_VS
Hadi S, Yu HL, Tieu K, Lu C (2013) Simulation of defects in micro-deep drawing of an aluminium alloy foil. AIP Conf Proc 1532:298–303. https://doi.org/10.1063/1.4806838
Hu D, Zheng JY, Fu MW (2022) Study on size-related product quality of multiscale central-punched cups fabricated by compound forming directly using brass sheet. Int J Adv Manuf Technol 120:11–12. https://doi.org/10.1007/s00170-022-09222-z
Zheng JY, Yang HP, Fu MW, Ng C (2019) Study on size effect affected progressive microforming of conical flanged parts directly using sheet metals. J Mater Process Technol 272:72–86. https://doi.org/10.1016/j.jmatprotec.2019.05.007
Zhang R, Lan S, Xu Z, Qiu D, Peng L (2021) Investigation and optimization of the ultra-thin metallic bipolar plate multi-stage forming for proton exchange membrane fuel cell. J Power Sources 484. https://doi.org/10.1016/j.jpowsour.2020.229298
Li WT, Fu MW, Wang JL, Meng B (2016) Grain size effect on multi-stage micro deep drawing of micro cup with domed bottom. Int J Precis Eng Manuf 17(6):765–773. https://doi.org/10.1007/s12541-016-0094-9
Gau J-T, Chen P-H, Gu H, Lee R-S (2013) The coupling influence of size effects and strain rates on the formability of austenitic stainless steel 304 foil. J Mater Process Technol 213:376–382. https://doi.org/10.1016/j.jmatprotec.2012.10.004
Talyan V, Wagoner RH, Lee JK (1998) Formability of Stainless Steel. Metall Mater Trans A 29A:2161–2172. https://doi.org/10.1007/s11661-998-0041-1
Vollertsen F, Hu Z (2010) Analysis of punch velocity dependant process window in micro deep drawing. Prod Eng Res Devel 4(6):553–559. https://doi.org/10.1007/s11740-010-0241-6
Vollertsen F (2012) Effects on the deep drawing diagram in micro forming. Prod Eng Res Devel 6(1):11–18. https://doi.org/10.1007/s11740-011-0355-5
Wielage H, Hu Z, Vollertsen F (2012) Influence of punch velocity on spring back in micro forming. Key Eng Mater 504–506. https://doi.org/10.4028/www.scientific.net/KEM.504-506.593
Justinger H, Hirt G (2007) Analysis of size-effects in the miniaturized deep drawing process. Key Eng Mater 344:791–798. https://doi.org/10.4028/www.scientific.net/kem.798-344.791
Behrens G, Ruhe M, Tetzel H, Vollertsen F (2015) Effect of tool geometry variations on the punch force in micro deep drawing of rectangular components. Prod Eng Res Devel 9(2):195–201. https://doi.org/10.1007/s11740-015-0604-0
Behrens G, Trier FO, Tetzel H, Vollertsen F (2016) Influence of tool geometry variations on the limiting drawing ratio in micro deep drawing. IntJ Mater Form 9(2):253–258. https://doi.org/10.1007/s12289-015-1228-9
Heinrich L, Kobayashi H, Shimizu T, Yang M, Vollertsen F (2017) Influence of asymmetrical drawing radius deviation in micro deep drawing. J Phys Conf Ser 896(1). https://doi.org/10.1088/1742-6596/896/1/012060
Fu MW, Yang B, Chan WL (2013) Experimental and simulation studies of micro blanking and deep drawing compound process using copper sheet. J Mater Process Technol 213(1):101–110. https://doi.org/10.1016/j.jmatprotec.2012.08.007
Yeh FH, Li CL, Tsay KN (2012) An analysis of forming limit for various arc radii of punch in micro deep drawing of the square cup. Adv Mat Res 433–440. https://doi.org/10.4028/www.scientific.net/AMR.433-440.660
Saotome Y, Yasuda K, Kaga H (2001) Microdeep drawability of very thin sheet steels. J Mater Process Technol 113:641–647. https://doi.org/10.1016/S0924-0136(01)00626-4
Brabie G, Costache E, Bologan M (2013) Influence of the tool clearance values on the quality of the small drawn parts. Appl Mech Mater 371:705–709. https://doi.org/10.4028/www.scientific.net/AMM.371.705
Brabie G, Chirita B, Costache E, Teaca S (2014) Influence of the tool clearances on the dimensional accuracy of mini drawn parts. Adv Mat Res 1036:309–313. https://doi.org/10.4028/www.scientific.net/AMR.1036.309
Stellin T, Van Tijum R, Merklein M, Engel U (2014) Study of microforging of parallel ribs from metal strip, in Key Engineering Materials, Trans Tech Publications Ltd, pp. 565–572. https://doi.org/10.4028/www.scientific.net/KEM.611-612.565
Stock G (1996) Alternative Verfahren zur Verbesserung des Tiefziehergebnisses auf Einfachwirkenden Pressen, Fertigungstechnik, vol. 380. VDI-Verlag, Düsseldorf
Doege E, Elend L-E (2001) Design and application of pliable blank holder systems for the optimization of process conditions in sheet metal forming. J Mater Process Technol 111:182–187. https://doi.org/10.1016/S0924-0136(01)00506-4
Allwood JM, Duncan SR, Cao J, Groche P, Hirt G, Kinsey B, Kuboki T, Liewald M, Sterzing A, Tekkaya AE (2016) Closed-loop control of product properties in metal forming. CIRP Ann Manuf Technol 65(2):573–596. https://doi.org/10.1016/j.cirp.2016.06.002
Spur G, Thoms V, Liewald M, Straube O (1994) Regelung Des Tiefziehprozesses in Der Preßteilefertigung Mit dem blechkanteneinlauf als Regelgröße. Blech Rohre Profile 41(4):237–240
Spur G, Straube O (1994) Materialflußsteuerung unter dem Niederhalter im geschlossenen Regelkreis, in Neuere Entwicklungen in der Blechumformung, pp. 293–306
Bräunlich H (2002) Blecheinzugsregelung beim Tiefziehen mit Niederhalter - ein Beitrag zur Erhöhung der Prozeßstabilität. Verl. Wiss. Scripten., Zwickau
Griesbach B (2000) In-Prozeß Stoffflußmessung zur Analyse und Führung von Tiefziehvorgängen, Fertigungstechnik, vol. 547. VDI-Verlag, Düsseldorf
Rittmeier D-W-IS (2007) Systemunterstützte Umformung. Cuvillier, Göttingen
Tommerup S, Endelt B (2012) Experimental verification of a deep drawing tool system for adaptive blank holder pressure distribution. J Mater Process Technol 212(11):2529–2540. https://doi.org/10.1016/j.jmatprotec.2012.06.015
Kraft M, Bürgel U (2017) Novel concept for measurement of global blank draw-in when deep drawing outer skin automotive components, in Journal of Physics: Conference Series, Institute of Physics Publishing, https://doi.org/10.1088/1742-6596/896/1/012034
Groche P, Breunig A, Chen K, Molitor DA, Ha J, Kinsey BL, Korkolis YP (2022) Effectiveness of different closed-loop control strategies for deep drawing on single-acting 3D servo presses. CIRP Ann 71(1):357–360. https://doi.org/10.1016/j.cirp.2022.04.072
Simonetto E, Ghiotti A, Brun M, Bruschi S, Filippi S (2023) Adaptive metal flow control in stamping through ferrofluidic actuators. CIRP Ann 72:209–212. https://doi.org/10.1016/j.cirp.2023.03.030
Calmano S, Hesse D, Hoppe F, Groche P (2015) Evaluation of control strategies in forming processes, in MATEC Web of Conferences, EDP Sciences, https://doi.org/10.1051/matecconf/20152104002
Heingärtner J, Renkci Y, Hora P (2013) Application of non-destructive testing to control material properties of stainless steel in kitchen sink production. in Towards Zero Fail Prod Methods Adv Model Techniques Process Integr Virtual Control, pp. 75–80
Heingärtner J, Fischer P, Harsch D, Renkci Y, Hora P (2017) Q-Guard - An intelligent process control system, in Journal of Physics: Conference Series, Institute of Physics Publishing, https://doi.org/10.1088/1742-6596/896/1/012032
Fischer P, Harsch D, Heingärtner J, Renkci Y, Hora P (2017) A knowledge-based control system for the robust manufacturing of deep drawn parts. Procedia Eng 207:42–47. https://doi.org/10.1016/j.proeng.2017.10.735
Fischer P, Heingärtner J, Renkci Y, Hora P (2018) Experiences with inline feedback control and data acquisition in deep drawing. Procedia Manuf 15:949–954. https://doi.org/10.1016/j.promfg.2018.07.401
Fischer P, Harsch D, Heingartner J, Renkci Y, Hora P (2018) Implementation of feedback control in kitchen sink production, in IOP Conference Series: Materials Science and Engineering, Institute of Physics Publishing, https://doi.org/10.1088/1757-899X/418/1/012110
Kott M, Erz C, Heingärtner J, Groche P (2020) Controllability of temperature induced friction effects during deep drawing of car body parts with high drawing depths in series production. Procedia Manuf 47:553–560. https://doi.org/10.1016/j.promfg.2020.04.166
Nielsen CV, Arinbjarnar Ú, Ceron E, Madsen TL, Møller B, Madsen KM, Siimut K (2023) A novel ironing punch concept with adjustable tool diameter. CIRP Ann 71(1):213–216. https://doi.org/10.1016/j.cirp.2023.03.001
Lin B-T, Huang K-M, Kuo CC, Wang WT (2015) Improvement of deep drawability by using punch surfaces with microridges. J Mater Process Technol 225:275–285. https://doi.org/10.1016/j.jmatprotec.2015.06.012
Lin BT, Yang CY (2017) Applying the Taguchi method to determine the influences of a microridge punch design on the deep drawing. Int J Adv Manuf Technol 88:5–8. https://doi.org/10.1007/s00170-016-8911-y
Lin BT, Yang CY (2017) Using a punch with micro-ridges to shorten the multistage deep drawing process for stainless steels. Int J Adv Manuf Technol 88:9–12. https://doi.org/10.1007/s00170-016-8928-2
Zhang Z, Chen N, Furushima T, Li B (2018) Deformation behavior of metal foil in micro pneumatic deep drawing process. Procedia Manuf 15:1422–1428. https://doi.org/10.1016/J.PROMFG.2018.07.339
Yamaguchi R, Shimizu T, Yang M (2016) Influence of servo motion on forming limit of thin metallic foils using micro bulge test. Key Eng Mater 716:208–214. https://doi.org/10.4028/www.scientific.net/KEM.716.208
Yamaguchi R, Bai Y, Shimizu T, Yang M (2015) Effect of ultrasonic vibration on stress relaxation in micro-compression test with step motion. Mech Eng J 2(1). https://doi.org/10.1299/mej.14-00410
Hadi S (2021) Micro cup drawing without wrinkles using a bulged punch. Eng J 25(12):51–62. https://doi.org/10.4186/EJ.2021.25.12.51. A. K. Tieu, C. Lu, H. L. Yu, A. Kusmoko, A. Murdani, and D. Ginting
Tröber P, Weiss HA, Kopp T, Golle R, Volk W (2017) On the correlation between thermoelectricity and adhesive tool wear during blanking of aluminum sheets. Int J Mach Tools Manuf 118–119. https://doi.org/10.1016/j.ijmachtools.2017.03.005
Tröber P, Welm M, Weiss HA, Demmel P, Golle R, Volk W (2021) Temperature, thermoelectric current and adhesion formation during deep drawing. Wear 477:203839. https://doi.org/10.1016/j.wear.2021.203839
Welm M, Tröber P, Weiss HA, Demmel P, Golle R, Volk W (2020) Thermoelectrically based approaches to reduce adhesive wear during blanking. JOM 72(7):2525–2535. https://doi.org/10.1007/s11837-020-04191-8
Tröber P, Weiss HA, Kopp T, Golle R, Volk W (2022) Reduction of adhesive wear with use of tool coating reducing thermoelectric currents. IOP Conf Ser Mater Sci Eng 1238:012033. https://doi.org/10.1088/1757-899X/1238/1/012033
Lee R-S, Chen C-H, Gau J-T (2008) Effect of thickness to grain size ratio on drawability for micro deep drawing of AISI 304 stainless steel, in Proceedings of the 9th International Conference on Technology of Plasticity, pp. 183–188
Wang C, Wang H, Chen G, Zhu Q, Zhang G, Cui L, Zhang P (2020) Size effects affected uniaxial tensile properties and formability in rubber pad microforming process of pure nickel thin sheets. Int J Mech Sci 182. https://doi.org/10.1016/j.ijmecsci.2020.105757
Gu X, Wang X, Ma Y, Zhang H, Lu J, Wang K, Liu H (2021) Investigation on grain size effect and forming mechanism of laser shock hydraulic microforming of copper foil. Int J Adv Manuf Technol 114:1049–1064. https://doi.org/10.1007/s00170-021-06969-9
Liu Z, Zhang S, Xia D, Han Q, Wang S, Zhang X, Liu J, Wu S, Zhu E (2022) Effect of thickness on tensile properties and fracture mode of 316L stainless steel sheet, in Proceedings of SPIE, SPIE-Intl Soc Optical Eng, p. 163. https://doi.org/10.1117/12.2635174
Furushima T, Tsunezaki H, Manabe K, Alexsandrov S (2018) Fracture and surface roughening behaviors in micro metal forming. Procedia Manuf 15:1481–1486. https://doi.org/10.1016/j.promfg.2018.07.331
Weiss M, Zhang P, Pereira MP, Rolfe BF, Wilkosz DE, Hodgson PD (2021) Understanding size effects and forming limits in the micro-stamping of industrial stainless steel foils. Met (Basel) 11(1). https://doi.org/10.3390/met11010038
Sène NA, Balland P, Arrieux R, Vacher P (2013) Determination and validation of micro-forming limit diagrams for very thin materials. IntJ Mater Form 6(1):41–48. https://doi.org/10.1007/s12289-011-1068-1
Wang J, Fu MW, Ran J (2014) Analysis of size effect on flow-induced defect in micro-scaled forming process. Int J Adv Manuf Technol 73:9–12. https://doi.org/10.1007/s00170-014-5947-8
Bauer A, Mehner T, Awiszus B, Lampke T (2021) Metal foils for bipolar plates - correlation of initial grain size and forming behavior of 316L, in Forming the Future, The Mineral, Metals & Materials Society, pp. 1743–1756. https://doi.org/10.1007/978-3-030-75381-8_146
Si S, Wu Q, Mei D, Mao W, Song S, Xu L, Zuo T, Wang Y (2022) Numerical simulation and experiment of microstamping process to fabricate multi-channel of SUS304 thin sheets with different grain size. Int J Adv Manuf Technol 121:9–10. https://doi.org/10.1007/s00170-022-09776-y
Cetin ME, Cora ÖN, Sofuoglu H (2020) Micro deep drawability of the superplastic Zn-22Al alloy at a high strain rate and room temperature. J Eng Mater Technol 142. https://doi.org/10.1115/1.4044440
Tóth LS, Lapovok R, Molotnikov A, Gu C, Fundenberger J-J, Davies CHJ (2010) Texture evolution during micro-drawing of ultrafine grained copper. Mater Sci Eng A 527:4633–4640. https://doi.org/10.1016/j.msea.2010.04.011
Xu J, Li J, Zhu X, Fan G, Shan D, Guo B (2015) Microstructural evolution at micro/meso-scale in an ultrafine-grained pure aluminum processed by equal-channel angular pressing with subsequent annealing treatment. Materials 8(11):7447–7460. https://doi.org/10.3390/ma8115391
Xu J, Li J, Shi L, Shan D, Guo B (2015) Effects of temperature, strain rate and specimen size on the deformation behaviors at micro/meso-scale in ultrafine-grained pure Al. Mater Charact 109:181–188. https://doi.org/10.1016/j.matchar.2015.10.003
Molotnikov A, Lapovok R, Gu CF, Davies CHJ, Estrin Y (2012) Size effects in micro cup drawing. Mater Sci Eng A 550:312–319. https://doi.org/10.1016/j.msea.2012.04.079
Reis LM, Carvalho AP, Lee I, Wu YH, Han JK, Santala MK, Kawasaki M, Figueiredo RB (2023) Cold angular rolling process as a continuous severe plastic deformation technique. J Mater Sci 58(10):4621–4636. https://doi.org/10.1007/s10853-023-08295-9
Utsunomiya H, Hatsuda K, Sakai T, Saito Y (2004) Continuous grain refinement of aluminum strip by conshearing. Mater Sci Engineering: A 372:1–2. https://doi.org/10.1016/j.msea.2003.12.014
Klinge L, Siemers C, Kluy L, Groche P (2022) Nanostructured Ti–13Nb–13Zr for dental implant applications produced by severe plastic deformation. J Mater Res 37(16):2581–2588. https://doi.org/10.1557/s43578-022-00587-1
Dhal A, Panigrahi SK, Shunmugam MS (2018) Investigation into the micro deep drawing capabilities of a specially engineered refined aluminium alloy, MATEC Web of Conferences, vol. 190, https://doi.org/10.1051/matecconf/201819010001
Dhal A, Panigrahi SK, Shunmugam MS (2019) Achieving excellent microformability in aluminum by engineering a unique ultrafine-grained microstructure. Sci Rep 9(1). https://doi.org/10.1038/s41598-019-46957-4
An J, Wang YF, Wang QY, Cao WQ, Huang CX (2015) The effects of reducing specimen thickness on mechanical behavior of cryo-rolled ultrafine-grained copper. Mater Sci Eng A 651:1–7. https://doi.org/10.1016/j.msea.2015.10.091
Hadi S, Kiet Tieu A, Lu C, Zhu H (2013) A micro deep drawing of ARB processed aluminium foil AA1235. Int J Mater Prod Technol 47:175–187. https://doi.org/10.1504/IJMPT.2013.058973
Yu HL, Kiet Tieu A, Hadi S, Lu C, Godbole AR (2015) High strength and ductility of ultrathin laminate foils using accumulative roll bonding and asymmetric rolling. Metall Mater Trans Phys Metall Mater Sci 46(2):869–879. https://doi.org/10.1007/s11661-014-2640-3
Zhao J, Wang T, Jia F, Li Z, Zhou C, Huang Q, Jiang Z (2021) Experimental investigation on micro deep drawing of stainless steel foils with different microstructural characteristics. Chin J Mech Eng (English Edition) 34(1). https://doi.org/10.1186/s10033-021-00556-5
Zhao J, Jiang Z, Wang Z, Sang S, Dobrzański LA, Yang M, Ma X, Wang Y (2022) An analysis of micro deep drawing of ferritic stainless steel 430 using crystal plasticity finite element method. J Mater Res Technol 20:2247–2261. https://doi.org/10.1016/J.JMRT.2022.07.105
Li L, Qi YY, Ma XG, Jiang ZY, Manabe K, Lee CS, Zhao JW (2022) A study of the formability of stainless steel foils during micro deep drawing. IOP Conf Ser Mater Sci Eng 1270(1). https://doi.org/10.1088/1757-899X/1270/1/012030
Tekkaya AE, Groche P, Kinsey BL, Wang ZG (2023) Stress superposition in metal forming. CIRP Ann 72(2). https://doi.org/10.1016/j.cirp.2023.04.090
Sato H, Manabe K, Ito K, Wei D, Jiang Z (2015) Development of servo-type micro-hydromechanical deep-drawing apparatus and micro deep-drawing experiments of circular cups. J Mater Process Technol 224:233–239. https://doi.org/10.1016/j.jmatprotec.2015.05.014
Koga N, Asaka M, Junlapen K (2007) Deep-drawing and ironing of 1050 aluminum sheets loaded with vibration using NC servo press machine. J Japan Inst Light Met 57(6):240–244. https://doi.org/10.2464/jilm.57.240
Seo YH, Park CJ, Kim BH, Lee HJ, Lee NK (2012) Development of audio frequency vibration microforming system. Int J Precis Eng Manuf 13(5):789–794. https://doi.org/10.1007/s12541-012-0104-5
Shao G, Li H, Zhan M (2021) A review on ultrasonic-assisted forming: mechanism, model, and process. Chin J Mech Eng 34(1). https://doi.org/10.1186/s10033-021-00612-0
Huang YM, Wu YS, Huang JY (2014) The influence of ultrasonic vibration-assisted micro-deep drawing process. Int J Adv Manuf Technol 71:5–8. https://doi.org/10.1007/s00170-013-5553-1
Bai Y, Yang M (2015) Deformation analysis of brass in micro compression test with presence of ultrasonic vibration. Int J Precis Eng Manuf 16(4):685–691. https://doi.org/10.1007/s12541-015-0091-4
Zha CL, Chen W (2019) Theories and experiments on effects of acoustic energy field in micro-square cup drawing. Int J Adv Manuf Technol 104:9–12. https://doi.org/10.1007/s00170-019-04338-1
Ikeuchi K, Wake Y, Wake T, Ikuta S, Shikazono N, Yanagimoti J (2011) Springback of Ultra Thin Stainless Steel Sheet after Cold and Warm Forming, in Proceedings of the 10th International Conference on Technology of Plasticity, G. Hirt and A. E. Tekkaya, Eds., Aachen, Germany: Wiley-VCH Verlag GmbH & Co. KGaA. Weinheim, pp. 698–701
Aoyama T, Shimizu T, Zheng Q, Yang M (2014) Effect of heating on springback in heat assisted microbending. Adv Mat Res 939:409–414. https://doi.org/10.4028/www.scientific.net/AMR.939.409
Jiang Z, Zhao J, Lu H, Wei D, Manabe K, Zhao X, Zhang X, Wu D (2017) Influences of temperature and grain size on the material deformability in microforming process. IntJ Mater Form 10(5):753–764. https://doi.org/10.1007/s12289-016-1317-4
Eichenhüller B, Egerer E, Engel U (2007) Microforming at elevated temperature - forming and material behaviour. Int J Adv Manuf Technol 33:1–2. https://doi.org/10.1007/s00170-006-0731-z
Zheng Q, Shimizu T, Yang M (2015) Numerical analysis of temperature distribution and its optimization for thin foils in micro deep drawing assisted by resistance heating. Steel Res Int 86(8):869–876. https://doi.org/10.1002/srin.201400574
Ambrogio G, Filice L, Palumbo G, Pinto S (2005) Prediction of formability extension in deep drawing when superimposing a thermal gradient. J Mater Process Technol 162–163. https://doi.org/10.1016/j.jmatprotec.2005.02.179
Erhardt R, Schepp F, Schmoeckel D (1999) Micro forming with local part heating by laser irradiation in transparent tools, in Proceedings of the SheMet ’99, pp. 497–504
Bayer A, Gillner A, Groche P, Erhardt R (2003) Laser-assisted forming of metallic micro-parts, in Fourth International Symposium on Laser Precision Microfabrication, SPIE, pp. 157–162. https://doi.org/10.1117/12.541079
Magargee J, Morestin F, Cao J (2013) Characterization of flow stress for commercially pure titanium subjected to electrically assisted deformation. J Eng Mater Technol 135(4). https://doi.org/10.1115/1.4024394
Perkins TA, Kronenberger TJ, Roth JT (2007) Metallic forging using electrical flow as an alternative to warm/hot working. J Manuf Sci Eng 129(1):84–94. https://doi.org/10.1115/1.2386164
Wang X, Egea AJS, Xu J, Meng X, Wang Z, Shan D, Guo B, Cao J (2018) Current-induced ductility enhancement of a magnesium alloy AZ31 in uniaxial micro-tension below 373 K. Materials 12(1). https://doi.org/10.3390/ma12010111
Bao J, Bai J, Lv S, Shan D, Guo B, Xu J (2020) Interactive effects of specimen size and current density on tribological behavior of electrically-assisted micro-forming in TC4 titanium alloy. Tribol Int 151. https://doi.org/10.1016/j.triboint.2020.106457
Xie H, Dong X, Ai Z, Wang Q, Peng F, Liu K, Chen F, Wang. J (2016) Experimental investigation on electrically assisted cylindrical deep drawing of AZ31B magnesium alloy sheet. Int J Adv Manuf Technol 86:1–4. https://doi.org/10.1007/s00170-015-8246-0
Hu Z, Huferath-Von Luepke S, Von Kopylow C, Vollertsen F (2010) Characteristic of wear behavior of micro deep drawing tools. AIP Conf Proc 1315:335–340. https://doi.org/10.1063/1.3552464
Moghadam M, Suleiman MH, Christiansen P, Bay N (2017) Acoustic emission monitoring of the bending under tension test. Procedia Eng 207:1421–1426. https://doi.org/10.1016/j.proeng.2017.10.907
Moghadam M, Nielsen CV, Christiansen P, Bay N (2018) Tool condition monitoring in strip reduction testing using acoustic emission, in 8th International Seminar on Precision Forging
Tröber P, Demmel P, Hoffmann H, Golle R, Volk W (2017) On the influence of Seebeck coefficients on adhesive tool wear during sheet metal processing. CIRP Ann Manuf Technol 66:293–296. https://doi.org/10.1016/j.cirp.2017.04.116
Groche P, Wu Y (2019) Inline observation of tool wear in deep drawing with thermoelectric and optical measurements. CIRP Ann Manuf Technol 68:567–570. https://doi.org/10.1016/j.cirp.2019.04.034
Arinbjarnar Ú, Moske J, Nielsen CV (2024) Evaluation of in-line monitoring of micro-forming tribo-systems applying U-bending test principle. Unpublished
Huferath S, von Luepke P, Huke C, von Kopylow, Bergmann RB (2012) Wear recording at micro deep drawing tools with comparative digital holography. J Eur Opt Soc 7. https://doi.org/10.2971/jeos.2012.12041
Seven J, Heinrich L, Flosky H (2018) Inline tool wear measurement in lateral micro upsetting, in MATEC Web of Conferences, EDP Sciences, https://doi.org/10.1051/matecconf/201819015009
Molitor DA, Kubik C, Hetfleisch RH, Groche P (2022) Workpiece image-based tool wear classification in blanking processes using deep convolutional neural networks. Prod Eng Res Devel 1–12. https://doi.org/10.1007/s11740-022-01113-2
Agour M, Huke P, Kopylow Cv, Falldorf C, Rastogi PK, Hack E (2010) Shape measurement by means of phase retrieval using a spatial light modulator. AIP Conf Proc 1236:265–270. https://doi.org/10.1063/1.3426125
Wang N, Kopylow CV, Falldorf C (2010) Rapid shape measurement of micro deep drawing parts by means of digital holographic contouring, in Proceedings of the 36th International MATADOR Conference, pp. 45–48. https://doi.org/10.1007/978-1-84996-432-6_10
Simic A, Falldorf C, Bergmann RB (2016) Internal inspection of micro deep drawing parts using digital holography. in Digital Holography and three-dimensional imaging 2016. Optica Publishing Group, Heidelberg, Germany. doi: https://doi.org/10.1364/DH.2016.DW1H.3.
Simic A, Freiheit H, Agour M, Falldorf C, Bergmann RB (2017) In-line quality control of micro parts using digital holography, in Holography: Advances and Modern Trends V, SPIE, https://doi.org/10.1117/12.2265780
Agour M, Falldorf C, Bergmann RB (2018) Spatial multiplexing and autofocus in holographic contouring for inspection of micro-parts. Opt Express 26(22). https://doi.org/10.1364/oe.26.028576
Costache EM, Nanu N, Chirita B, Brabie G (2013) Prediction and prevention of material cracking in the case of micro or milli drawn parts made from aluminium foils. Int J Mech Sci 69:125–140. https://doi.org/10.1016/j.ijmecsci.2013.02.001
Brabie G, Costache EM, Nanu N, Chirita B (2013) Prediction and minimisation of sheet thickness variation during deep drawing of micro/milli parts. Int J Mech Sci 68:277–290. https://doi.org/10.1016/j.ijmecsci.2013.01.028
Hu Z, Vollertsen F (2011) Investigation on the optimisation of the blank shape for micro deep drawing of rectangular parts. Steel Res Int, pp. 974–978
Mahmood ZH, Irthiea IK, Ahmed AK (2020) Optimization of initial blank shape for flexible micro deep drawing of square parts. Mater Today Proc 20:555–559. https://doi.org/10.1016/j.matpr.2019.09.188
Wang J, Fu MW, Ran J (2014) Analysis of the size effect on springback behavior in micro-scaled U-bending process of sheet metals. Adv Eng Mater 16(4):421–432. https://doi.org/10.1002/adem.201300275
Luo L, Jiang Z, Wei D, Manabe K, Zhao X, Wu D, Furushima T (2016) Effects of surface roughness on micro deep drawing of circular cups with consideration of size effects. Finite Elem Anal Des 111:46–55. https://doi.org/10.1016/j.finel.2015.11.005
Furushima T, Nakayama T, Sasaki K (2019) A new theoretical model of material inhomogeneity for prediction of surface roughening in micro metal forming. CIRP Ann 68(1):257–260. https://doi.org/10.1016/j.cirp.2019.04.057
Wielage H, Hu Z, Vollertsen F (2012) Fracture behavior of thin foils. J Mater Process Technol 212(3):685–688. https://doi.org/10.1016/j.jmatprotec.2011.10.022
Guo N, Wang J, Sun CY, Zhang YF, Fu MW (2020) Analysis of size dependent earing evolution in micro deep drawing of TWIP steel by using crystal plasticity modeling. Int J Mech Sci 165. https://doi.org/10.1016/j.ijmecsci.2019.105200
Funding
This study was funded by Independent Research Fund Denmark, grant number DFF – 0136-00159B.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Arinbjarnar, Ú., Schumann, P., Moske, J. et al. A review of methods and effects for improving production robustness in industrial micro-deep drawing. Int J Mater Form 17, 31 (2024). https://doi.org/10.1007/s12289-024-01832-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12289-024-01832-0