
Abstract
In this study, the impact of tool geometry variations on the punch force in micro deep drawing of rectangular parts was investigated. In contrast to deep drawing of rotationally symmetrical components in deep drawing of rectangular parts further tool geometry parameters, such as the corner radii of the die and punch influence the process and the process result. However, their impact on a micro deep drawing process is not known. Experimental micro deep drawing tests, as well as FEM simulations were carried out to determine the punch forces for a variation of the corner radius and the die radius. It could be demonstrated that an increasing corner radius size leads to an increasing punch force in deep drawing. Enlarging the corner radius from 147 to 250 µm resulted in a 36 % higher punch force. In contrast, an increase of the die radius size results in a decreasing punch force. Here, enlarging the die radius from 76 to 143 µm led to a decrease of the punch force of 26 %.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In recent years, a continuous trend towards miniaturization while improving the functionality of products can be observed in many industrial sectors. Especially sensors and actuators play an increasingly important role, so that the micro-system technology has gained importance [1]. As mechanical components of microsystems plastic parts are often used and their manufacturing in the micro range is already well studied [2]. An interesting alternative represent metallic micro components because they offer considerably different material properties and mass production by forming is relatively inexpensive. Due to these facts it seems very useful to scale down the size of existing forming processes like deep drawing but this also leads to new challenges [3]. Therefore, improvement and research of the micro deep drawing process is needed [4].
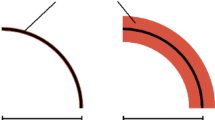
The geometry of forming tools substantially affects the stress state and the process forces during deep drawing as well as the quality of the produced parts. In conventional deep drawing a change of the tool geometry in micrometer range normally does not influence the drawability because of a sufficient formability of the work piece material. But due to changed tribology [5] and material behavior [6] in micro range only smaller process windows can be achieved [7]. Furthermore, the relative deviation from the nominal tool geometry, caused in tool manufacture, is increasing with decreasing size in the micro range because the accuracy of manufacturing reaches its limits [8]. Figure 1 illustrates schematically the effect of larger relative manufacturing deviations in the micro range.

Relative manufacturing deviation for an identical absolute manufacturing deviation for a macro and a micro range die radius in deep drawing
In order to achieve a better process design and improved process stability it is necessary to gain the best possible understanding of the influence of tool geometry on the micro forming process. The influence of tool geometry variations on the punch force in micro deep drawing of cylindrical parts was already investigated using FEM simulations [9]. There, it was shown that a change of the punch diameter and die clearance resulted in greatest impact on the punch force while a change of the die radius caused only a small change in punch force. These studies were supplemented by investigations on the influence of the tool geometry on the limiting drawing ratio (LDR) in deep drawing of circular cylindrical parts [10]. The results demonstrate that increasing the die radius in a certain range, as well as the selection of the die clearance size close to the initial foil thickness can be used to extend the process limits. Tool geometry parameters, like the corner radii of the die and punch influence the process and its result, were not investigated before for deep drawing of rectangular parts. Therefore, the aim of this work is to investigate the influence of these corner radii on the punch force in micro deep drawing. Furthermore, it is not clear what the effect of a varying die radius is on deep drawing of rectangular components and how these changes interfere with varying corner radius sizes. Therefore, different combinations of corner radius and die radius were investigated using experiments and FEM simulations.
2 Investigation methods
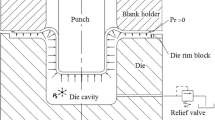
As investigation methods, both experiments and FEM simulations were used. The tool setup for both methods is shown in Fig. 2. In order to save computational time only one quarter of the tool setup is modeled by taking advantage of the axes of symmetry in FEM simulations. Figure 2 also illustrates the two experimental parameters, corner radius rC and die radius rD, varied in this investigation. These two parameters were varied in each case three times in size to study their impact on a micro deep drawing process. For the corner radius rC, a value range of 150–250 µm was selected. The die radius rD was varied in a range from 60 to 160 µm. In total, nine different combinations of corner radius and die radius have been investigated.

Tool setup for FEM simulation and experiment and the investigated tool parameters: die radius rD and die corner radius rC
To ensure a constant die clearance for all tool sets the corner radius of the deep drawing punch had to be changed every time the corner radius of the die was varied. Hence, three different punches were necessary. The relevant geometrical parameters, as well as the process conditions of the deep drawing experiments are summarized in Table 1.
Hardened powder-metallurgical cold work tool steel X155CrVMo12-1 with a very fine carbide distribution was used as tool material for the experiments. The manufacturing of the die radius and the corner radius was conducted by the Laboratory for Precision Machining LFM. A micro milling process with an optimized processing strategy for manufacturing of micro forming tools [11] was used. In order to determine the geometry of the manufactured tools tactile measurements conducted by the Bremen Institute for Metrology, Automation and Quality Science BIMAQ using a coordinate measuring machine Leitz reference 600 were done, as well as optical measurements using a Keyence VK9700 confocal laser scan microscope. The achieved values of the corner radius and the die radius from the measurements were used in the simulations to ensure most realistic modelling and were used to plot the results from the experiments.
Stainless austenitic nickel–chromium steel X5CrNi18-10 (1.4301) with a thickness of 25 µm was used as blank material for deep drawing. To save an additional manufacturing step after deep drawing it is important to produce drawn parts without residual flange material. Therefore the geometry of the blank has to be optimized for the specific process conditions. This work was done by using the results from a former investigation achieved by Hu et al., who presented a shape optimization for micro deep drawing of rectangular parts [12]. A Nd:YAG laser with a wave length of 1064 nm was used to cut out the necessary blanks. To verify the achieved geometry from laser-cutting a Keyence VHX1000 digital microscope was used. The deep drawing experiments were carried out on a single-axis micro forming press driven by a servomotor and controlled by a MADIS 4000 positioning system. The press is equipped with an aerostatic bearing to reduce frictional losses and to guarantee precise adjustment of the blank holder force. For punch force measurement a system with 0.01 N accuracy was used. The detection of the punch stroke was realized using an incremental linear encoder with a resolution of 1 µm. The deep drawing experiments were carried out with a punch velocity of 10 mm/s using HBO 947/11 as lubricant. To achieve statistical verified statements for every experimental variant at least ten specimens were deep drawn. For every deep drawing operation a punch force versus punch stroke curve was determined. Figure 3 shows examples of deep drawn parts for different stages of the process.

Deep drawn parts for different stages of the deep drawing process
For numerical simulations the software Abaqus 6.12-1 was used. All tools were defined as discrete rigid shell objects and the blank was defined as a deformable body using the 8-node linear brick 3D-stress element C3D8R for the mesh. Within the sheet thickness five elements were used. The implicit equation solver was used. As already mentioned, modelling one-fourth of the blank and tool setup was sufficient for the process simulation. In Fig. 4, a finished drawn part from the experiment and the corresponding simulation result is exemplarily shown.

Exemplary rectangular deep drawing part from the experiment and the corresponding result of the deep drawing simulation
3 Results
Figure 5 shows the punch force versus punch stroke curves for a variation of the die radius size rD while keeping the corner radius constant at rC = 200 µm. The results of experiments and simulations are shown in this diagram. From Fig. 5 it can be observed that an increase of the die radius size results in a decrease of the punch force. This trend is consistent for the experimental and the simulative results, which show good comparability. Since one of the most significant parameter describing the deep drawing process is the maximum punch force Fmax, it is sufficient to focus on this parameter in more detail. Based on the experimental results the maximum punch force can be decreased from 25.3 to 18.7 N by 26 % when the die radius rD is increased from 76 to 143 µm.

Effect of die radius variations on the punch force versus punch stroke curve
The results for a variation of the corner radius rC are shown in Fig. 6. The punch force versus punch stroke curves reveal a tendency of increasing punch force for increasing corner radius sizes. The results from FEM simulations are in good agreement with the experimental punch force measurements. Enlargement of the experimental corner radius size from 147 to 250 µm resulted in an increase of the maximum punch force from 18.1 to 24.7 N and therefore 36 %.

Influence of the corner radius on the punch force versus punch stroke curve
Figure 7 shows how large the resulting change of the maximum punch force is when the investigated tool geometries are changed by a certain percentage. A positive percentage change indicates an increase of the tool geometry size, a negative percentage value for a decrease of the investigated tool geometry size. The maximum punch forces used in this diagram were taken from Figs. 5 and 6 and marked accordingly. For purposes of comparison, besides the effect caused by a corner radius or die radius variation in deep drawing of rectangular parts, there is also the impact on the punch force for a die radius variation in deep drawing of cylindrical parts given. The values for the cylindrical drawn parts are taken from a former investigation focusing on rotational symmetric deep drawing [9]. The greater the absolute value of the gradient m of each dashed line, the greater is the impact of this parameter change on the maximum punch force.

Influence of different tool geometry variations on the maximum punch force in micro deep drawing of rectangular and cylindrical parts. The results from deep drawing of cylindrical parts are taken from [9]
Figure 7 summarizes the mentioned contrary trends of increasing punch force for decreasing the die radius size or increasing the corner radius size, already presented in Figs. 5 and 6. Further, the absolute value of the gradient of the dashed line for the die radius variation in deep drawing of rectangular parts is determined to be m = 0.49. For the corner radius variation the gradient is m = 0.53. For the die radius variation in deep drawing of cylindrical parts it is determined as m = 0.11. This means that the degree of influence on the punch force in deep drawing of rectangular parts is very similar for both investigated tool parameters rC and rD. But the effect is acting in opposite directions. Comparing the effect of a die radius variation in deep drawing of rectangular parts and deep drawing of cylindrical components it can be found that the slope of the line is four times greater in deep drawing of rectangular parts. Therefore, the impact of a die radius change on the process can be rated as much more pronounced for deep drawing of rectangular parts.
All presented results so far show the influence of one isolated varied tool geometry parameter on a deep drawing process but no information is given about how the two parameters die radius and corner radius interact with each other. In Fig. 8, a complete visualization of all maximum punch forces from all nine experimental variations is given. For no experimental variant the standard deviation of the maximum punch force exceeds a value of 0.95 N. The average value of the standard variation from all nine experimental variants is 0.53 N, in percentage terms 2.6 %. The scatter of the maximum punch force is therefore so small, that its graphical representation in Fig. 8 is not appropriate. In order to permit an approximate quantitative specification of how the corner radius and the die radius influence each other the method of multiple linear regression was used to fit a linear equation (see Eq. 1) to the observed data (see Fig. 8). It was possible to model the relationship between the explanatory variables rC and rD and the response variable maximum punch force Fmax. The multiple linear regression method works with the assumptions of the least-squares model.

Maximum punch forces for all experimental variations of the die radius and the corner radius. Additionally, the corresponding linear regression fit of Eq. 2
As a result of the multiple linear regression Eq. 1 was completed with the particular values for the constants C1, C2 and C3.
With this equation it is possible to make an approximate prediction of the resulting maximum punch force for a simultaneous variation of the die radius and the corner radius under the presented process conditions.
4 Discussion
From Figs. 5 and 7 it can be noticed, that the maximum punch force in deep drawing of rectangular parts is decreasing when the die radius size is increased. This can be explained by decreased back bending since the back bending force is inversely proportional to the die radius size [13]. The principle of back bending in deep drawing is shown in Fig. 9a.

a Back bending force in deep drawing. b Decreasing circumference of the final drawn part for an increasing die corner radius size
The explanation for the presented trend of increasing punch force with increasing corner radius size (Figs. 6, 7) can be found in a stronger reduction of the circumference of the final drawn part. The greater the corner radius of the tool, the smaller is the resulting circumference of the final drawn component, when the length and the width of the die cavity are held constant (Fig. 9b). Since forming energy is necessary to reduce the circumference of a part in deep drawing the punch force is increasing when the circumference has to be more reduced. The theoretical circumference of the drawn component for a corner radius rC = 147 µm can be calculated as 3.644 mm. Using a die with a corner radius of rC = 250 µm the resulting circumference of the final drawn part decreases to 2.820 mm.
The results in Fig. 7 demonstrate that a decrease of the die radius size causes an increase of the maximum punch force for both deep drawing of rectangular parts and cylindrical parts. But for the same percentage change of the tool geometry the effect on the maximum punch force is much more pronounced in deep drawing of rectangular parts. The reason for this behavior can be found in different compositions of the punch force.
In general, the punch force in deep drawing is composed of an ideal forming component, a friction component and a component for bending and back bending. The ideal forming force in deep drawing is needed in the forming zone in the flange area. This zone is characterized by the occurrence of tangential and normal compressive stresses caused by the reduction of the circumference of the drawn part. In deep drawing of circular cylindrical parts at every point of the circumference this compressive stresses occur (region A in Fig. 10). In deep drawing of rectangular parts this compressive stresses and therefore the zones where converging flow in the flange occurs are limited to the corner regions of the die because only here the circumference of the part is reduced during the deep drawing process. In the straight edge regions of the tool the circumference of the drawn part is not changed during the process and therefore no compressive stresses occur. These straight edge regions are only characterized by bending and back bending and friction force components (region B in Fig. 10).

Schematic illustration of regions with different acting force components in deep drawing of cylindrical and rectangular parts
Since the converging flow in the flange is limited to specific regions of the part but bending, back bending and friction forces act in all regions the share of the ideal forming force of the total punch force is reduced and the shares of bending, back bending and friction of the punch force are increased in deep drawing of rectangular parts.
As presented before, the main cause for the trend of increasing punch force with decreasing die radius size can be explained by the fact that the back bending force is inversely proportional to the die radius size. This is valid for both deep drawing of rectangular parts and deep drawing of circular cylindrical parts. But, the share of the bending and back bending forces of the punch force is increased in deep drawing of rectangular parts. Therefore, the effect of a variation of the die radius size results in a greater impact on the maximum punch force in deep drawing of rectangular parts compared to deep drawing of circular cylindrical parts.
5 Conclusion
-
Increasing the corner radius or decreasing the die radius size in deep drawing of rectangular parts leads to increasing punch forces and therefore to an increase of potential negative interference of the micro deep drawing process.
-
The strength of the impact on the punch force for a change of the size is of the same magnitude for both investigated tool geometry parameters but is acting in opposite directions.
-
The degree of influence on the punch force is much more pronounced for a die radius variation in deep drawing of rectangular parts compared to deep drawing of cylindrical parts and can be explained by a changed composition of the punch force.
-
An equation is presented which allows not only the prediction of the influence of one isolated tool geometry change on the process but enables an approximate prediction for a simultaneous change of the corner and the die radius.
References
Hesselbach J, Raatz A, Wrege J, Herrmann H, Weule H, Buchholz C, Tritschler H, Knoll M, Elsner J, Klocke F, Weck M, von Bodenhausen J, von Klitzing A (2003) mikroPro—Untersuchungen zum internationalen Stand der Mikroproduktionstechnik. wt Werkstattstechnik online 93(3):119–128
Mescheder U (2004) Mikrosystemtechnik—Konzepte und Anwendungen, 2nd edn. Teubner, Stuttgart
Hirt G, Bambach M, Justinger H, Zhao K (2009) Bedeutung von Größeneffekten für die Mikro-Blechumformung. In: Vollertsen F (ed) Größeneinflüsse in Fertigungsprozessen. BIAS, Bremen, pp 117–134
Geiger M, Kleiner M, Eckstein R, Tiesler N, Engel U (2001) Microforming. Ann CIRP 50:445–462
Hu Z (2008) Analyse des tribologischen Größeneffekts beim Blechumformen. In: Strahltechnik 33. BIAS, Bremen
Raulea LV, Goijaets AM, Govaert LE, Baaijens FPT (2009) Size effects in the processing of thin metal sheets. In: Proceedings of the SheMet’99, pp 521–528
Vollertsen F, Biermann D, Hansen HN, Jawahir IS, Kuzman K (2009) Size effects in manufacturing of metallic components. CIRP Ann Manuf Technol 58:566–587
Hu Z, Walter R, Vollertsen F (2009) Forming tools for micro deep drawing—influence of geometrical tolerance of forming tools on the punch force in micro deep drawing. wt Werkstattstechnik online H 11(12):814–819
Behrens G, Vollertsen F (2013) Influence of tool geometry variation on the punch force in micro deep drawing. In: Alves de Sousa R, Valente R (eds) Proceedings of the ESAFORM 2013 ‘Key Engineering Materials’, vol 554–557. Trans Tech Publications, Schweiz, pp 1306–1311
Behrens G, Trier FO, Vollertsen F (2014) Influence of tool geometry variations on the limiting drawing ratio in micro deep drawing. Int J Mater Form (in print)
Brinksmeier E, Vollertsen F, Riemer O, Flosky H, Behrens G, Böhmermann F (2013) Mikrofräsbearbeitung zur Herstellung leistungsfähiger Mikroumformwerkzeuge. In: Tutsch R (ed) Proceedings of the 6th colloquium of micro production, Braunschweig, ISBN:978-3-8440-2243-8, (2013), pp A23-1–A23-8
Hu Z, Vollertsen F (2011) Investigation on the optimisation of the blank shape for micro deep drawing of rectangular parts. In: Hirt G, Tekkaya AE (eds) Proceedings of the ICTP 2011, Stahleisen GmbH, Düsseldorf, pp 974–978
Doege E, Behrens B-A (2007) Handbuch Umformtechnik. Springer, Berlin, p 269
Acknowledgments
The authors gratefully acknowledge the financial support by the German Research Foundation (DFG) for the subproject B7 of the Collaborative Research Centre 747. Special thanks go to the involved employees of the Laboratory for Precision Machining LFM for preparation of the tool geometries and the employees of the Bremen Institute for Metrology, Automation and Quality Science BIMAQ for tactile measurements.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Behrens, G., Ruhe, M., Tetzel, H. et al. Effect of tool geometry variations on the punch force in micro deep drawing of rectangular components. Prod. Eng. Res. Devel. 9, 195–201 (2015). https://doi.org/10.1007/s11740-015-0604-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-015-0604-0