
Abstract
In this study, the impact of different tool geometries on the limiting drawing ratio (LDR) in micro deep drawing was investigated. Experimental micro deep drawing tests to determine the limiting drawing ratios were carried out for a variation of the punch diameter, the die radius and the die clearance. In order to assess the impact of the material properties on the process limits the foil materials Al99.5 and E-Cu58, both with a thickness of 20 μm, and the stainless austenitic nickel-chromium steel 1.4301 (X5CrNi18-10) with a thickness of 25 μm were investigated. The results reveal an increase of the limiting drawing ratio with increasing die radius size for the foil materials E-Cu58 and austenitic steel. For a decrease of the die clearance to values smaller than 1.25 times the foil thickness an increase of the limiting drawing ratio was determined for all three materials.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
As the driving force of our economy, the automotive and electrical industry is constantly striving to increase comfort and functionality of their products. In recent years, especially sensors and actuators play an increasingly important role, so that the micro-system technology has gained importance [1]. As mechanical components of microsystems plastic parts are often used and their manufacturing in the micro range is already well studied [2]. An interesting alternative represent metallic micro components. They offer considerably different material properties and metal forming is inexpensive in mass production. Due to these facts it seems very useful to reduce the size of existing processes like deep drawing but this also leads to new challenges [3]. Thus, improvement and investigation of the micro deep drawing process is needed [4].
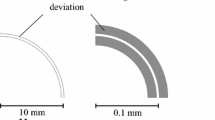
The geometry of forming tools substantially affects the stress state and the process forces during deep drawing as well as the quality of the produced parts. In conventional deep drawing a change of the tool geometry in a sub millimeter range normally does not influence the drawability because of a sufficient formability of the workpiece material. Due to size effects [5], tribology [6] and flow curves [7] change in the micro range, which lead to smaller process windows [8]. Furthermore, the relative deviations from the nominal tool geometry, caused in tool manufacture, are increasing with decreasing size in the micro range because the accuracy of manufacturing reaches its limits [9]. Figure 1 illustrates the effect of larger relative manufacturing deviations in the micro range.

Relative manufacturing deviation for an identical absolute manufacturing deviation for a macro and a micro range die radius in deep drawing
This is why a detailed understanding of the influence of tool geometry on a micro forming process is required to allow a specific process design and improved process stability as well as a quantitative assessment of the effect of wear- and production-related deviations in geometry. In former investigations the influence of tool geometry variations on the punch force in micro deep drawing was studied using FEM simulations [10]. A change of the punch diameter and die clearance resulted in greatest impact on the punch force while a change of the die radius caused only a small change in punch force. However, a quantified statement about the change of the drawability and the process limits caused by varying tool geometries in micro deep drawing is still missing. As a parameter for assessing the effect of tool geometry changes to a deep drawing process the limiting drawing ratio is a suitable instrument. In general, the drawing ratio β is a quantitative measure of the ratio of initial blank diameter D0 and punch diameter Dp in deep drawing (see Eq. 1).
The limiting drawing ratio LDR describes the maximum value of the drawing ratio which can be achieved under the given process conditions. A larger achievable LDR acts as an indicator for a more stable deep drawing process and makes it therefore simultaneously attractive for industrial use. Consequently, the aim of this work is to determine the limiting drawing ratios for different tool geometry variations in micro deep drawing and discuss the influence of geometry change on the attainable limiting drawing ratio.
Materials and methods
In order to study the influence of a tool geometry variation on a micro deep drawing process the punch diameter, the die radius and the die clearance were varied, as shown in Fig. 2. The die clearance variation was realized by changing the die diameter from 1.03 to 1.06 mm in steps of 0.01 mm and keeping the punch diameter constant at 1 mm. To provide a better comparability of the results for different foil thicknesses, the die clearance is given as a die clearance factor which is defined as the die clearance in relation to the initial foil thickness (see Table 1); if the clearance factor is less than 1.2 ironing instead of deep drawing may occur [11]. As fixed parameters a punch radius of 0.1 mm, a punch velocity of 10 mm/s and HBO 947/11 as lubricant were used for all experiments. The tool material was hardened tool steel 1.2379 (X155CrVMo 12 1).

Tool geometry variations
In order to investigate the influence of a tool geometry variation on the limiting drawing ratio different blank diameters were fabricated. They were varied in steps from 1.44 to 2.31 mm to investigate the drawing ratios in steps of 0.1 from 1.6 to 2.1 for all used tool setups. Three foil materials were tested. Al99.5 and E-Cu58 – both with a foil thickness of 20 μm - and stainless austenitic nickel-chromium steel 1.4301 (X5CrNi18-10) with a thickness of 25 μm. Randomly the thicknesses of the foil material were checked with the help of the Fischerscope MMS (multi measurement system) and a micro caliper – no relevant deviations were found. A Nd: YAG laser with a wave length of 1064 nm was used to cut out the necessary circular blanks for micro deep drawing. To verify the achieved diameters from laser-cutting a Keyence VHX1000 digital microscope was used. The deep drawing experiments are carried out on a single-axis micro forming press with 500 N maximum punch force and 30 mm/s maximum punch velocity driven by a servomotor controlled by a MADIS 4000 positioning system. The press is equipped with an aerostatic bearing to reduce frictional losses and to guarantee precise adjustment of the blank holder force. In the experimental setup a force measurement system with accuracy of 0.01 N based on Kistler 9217A piezo load cells and a position measurement system based on Heidenhain LS477 linear scale with an accuracy of 1 μm is included. The blank holder acts passively by itself weight and is supported by two springs with an adjustable pretension. In order to obtain a homogenous blank holder pressure the blank holder is loaded several times onto the spring support and weighted by the force measurement system. If the force values are equal for fife load cycles, the spring adjustment is considered to be valid. Specimens are placed manually on drawing die and adjusted with the use of a fiberscope, which is aligned in perpendicular position above the die. Due to the fact, that circular cylindrical parts are drawn, the rolling direction of sheet metal is neglected for positioning.
To determine the LDR for each experimental variant the blank diameter and therefore the drawing ratio is increased until no more good parts could be produced. Besides variation of the blank diameter the initial blank holder pressure is varied as well, since the LDR is directly influenced by this value, too. To achieve statistical verified statements for every experimental variant at least 10 specimens were deep drawn and classified into the categories: good parts, wrinkles or bottom tears (see Fig. 3). If more than 80 % of the specimens of one experimental variant could be rated as good parts the whole variant is declared as good. Otherwise it is declared as failed by wrinkles or bottom tears, respectively (see Table 2).

Good parts and types of failure in micro deep drawing
For the analysis of the influence of the drawing clearance, the cup height of three sound parts of each material is determined by the use of Keyence VHX 1000. The height is measured from the lower bottom surface to the upper edge of the cup. To show the dependency of the cup height on the diameter of circular blanks, the theoretically cup height is calculated using following formula (2).
Resulting cup heights for three chosen experimental parameter sets are shown in Table 3.
Results
As a result of varying the drawing ratio and the blank holder pressure in the experiments not only the limiting drawing ratio for each tool geometry variation can be found but also a process window can be achieved. Figure 4 shows one exemplary process window for one specific tool setup and the foil material 1.4301. From this kind of process window the LDR can be found to be 1.9, in this case. Furthermore, it can be seen that in a range from 4 to 28 MPa the initial blank holder pressure can be varied for this drawing ratio to guarantee a failure free deep drawing process. The size of this tolerable range of the initial blank holder pressure to produce good parts is another quality criteria describing how stable the process is under this specific process conditions.

Exemplary process window for material 1.4301–25 μm
Figure 5 shows the significant influence of the foil material on the process window size using the same tool setup. It clearly demonstrates that the material 1.4301 is characterized by the largest process window size. The LDR of 1.9 is larger than that achieved for copper with a LDR of 1.8. For aluminum the process limits are even smaller. With a LDR of 1.7 this material shows the most restricted deep drawing process. The same order of precedence can be found for the tolerable range of the initial blank holder pressure at LDR. For 1.4301 this range is 15 MPa, for copper 7 MPa and for aluminum only 2 MPa. These results were confirmed for other tool geometries as well. Thus, using austenitic nickel-chromium steel 1.4301 not only deep drawing parts with the largest LDR and therefore largest cup height to diameter ratio can be realized but also the best insensitiveness against blank holder pressure deviations can be stated. Compared to both other materials this foil material offers consequently the most stable process conditions in micro deep drawing.

Influence of the material on the process window size
For every investigated tool setup and foil material process window diagrams as presented were generated. In order to bundle the single results from all process window diagrams a new kind of diagram is introduced to demonstrate the effect of tool geometry variations on the process limits. It contains information about how the LDR changes if one single tool geometry parameter is varied. Additionally, the tolerable blank holder pressure range is given for every experimental variant, as well. Figure 6 shows the influence of a die radius variation on these characteristic values. It is observable that a change of the die radius, from the smallest tested value of 0.10 mm to 0.12 mm, does not result in a change of the process limits. For all materials the achievable LDR remained stable and the tolerable blank holder pressure was nearly unchanged. However, a further increase of the die radius size is characterized by an increase of the LDR for the foil materials steel and copper. For the 1.4301 foil material the LDR is increased to a value of 2.0, for copper to a value of 1.9. Therefore, the process limits could be expanded by this change of the tool geometry. Only if aluminum foil was used, no influence by any tested variation of the die radius could be detected.

Influence of die radius variations on the limiting drawing ratio
Figure 7 shows the results for a variation of the die clearance. Since the foil thickness is not the same for all three materials the die clearance factor is used to present the influence of the die clearance variations. This factor allows evaluating the results independent from the foil thickness (see section 2). Starting with the largest die clearance a decrease of the die clearance initially leads to an increase of the LDR for all materials. For aluminum this increase can be detected for a change of the clearance from a size 1.25 times the foil thickness to a value of 1.0. For steel the trend is similar for a decrease of the clearance factor from 1.2 to 1.0. Copper shows a similar behavior but shifted to even smaller die clearances. While for steel and copper no decrease of the LDR could be detected when the die clearance is further decreased, aluminum shows this behavior for a decrease of the die clearance factor from 1.0 to 0.75. Generalizing, it can be stated that the best LDR can be found close to a die clearance factor of 1 and therefore for a die clearance that corresponds to the initial foil thickness or even smaller. But for an accurate statement the individual foil material has to be taken into account.

Influence of die clearance variations on the limiting drawing ratio
The variation of the punch diameter is presented in Fig. 8 and shows no significant change of the process limits caused by a variation of the punch diameter, independent from the foil material. The small fluctuations of the achieved LDR are caused by deviations of the blank diameter from specified size in blank production. The maximum deviation was found to be approximately 20 μm. As a result, instead of investigating a drawing ratio of exactly 1.8 the deviation of the blank diameter led to a drawing ratio of 1.82 for using copper foil and a 1.1 mm punch. For both other materials the deviation of the blank diameter was less pronounced. Compared to the intended variation of the drawing ratio in steps of 0.1 the fluctuation of the drawing ratio is comparable small. Thus, the statement that no significant changes of the process limits caused by varying the punch diameter could be determined remains valid.

Influence of punch diameter variations on the limiting drawing ratio
The results of the cup height measurement are presented in Fig. 9. Since the relation of measured to calculated cup height in dependency to the drawing clearance factor is displayed, a cross-material comparison is valid, although different metal sheet thicknesses and drawing ratios are compared. Standard deviation is given by the error indicators. In order to simplify the relation of measured and calculated cup height it is designated as related cup height, as it is based on the volume of the circular blank and results of its diameter and thickness.

Influence of drawing clearance on the measured cup height
It seems that aluminum and steel show an increase of the related cup height by 0.1, while decreasing the drawing clearance factor from xz = 1.25 or xz = 1.20 to xz = 0.75 or xz = 0.80. Copper shows a less significant effect. For every material and drawing clearance factor a higher cup height was determined than the calculated value, but copper exhibits the smallest difference to calculated cup height.
Discussion
The results for a variation of the die radius demonstrated that it is possible to extend the process limits in micro deep drawing when the die radius is increased from 0.12 mm to values of 0.14 mm and therefore to a radius size larger than 5.6 times the foil thickness for austenitic steel and a size larger than 7 times the foil thickness for copper. Former investigations already proofed a decreasing trend of the punch force when the die radius size is increased [10]. Both positive effects on the process can be explained by reduced stresses in back bending when larger die radii are used. Theoretically, for increasing the die radius size there is also an increasing risk for wrinkle formation in deep drawing because the active area of blank holder pressure is reduced. However, for the investigated parameter range of geometry variations increase of wrinkle formation could not be detected.
The investigations on the die clearance influence on the process limits showed the clear trend of an increase of the LDR for reducing the die clearance to a size ≤ 1.25 times of the initial foils thickness. This effect of increasing process limits with decreasing die clearance can be qualitatively found for all investigated foil materials. This behavior could be explained by occurring of superposed ironing when the clearance size decreases. Since the flange material in deep drawing is increasing in thickness with continuing process progress and therefore the flange material becomes thicker than the initial foil thickness, ironing already starts for die clearances larger than the initial foil thickness. This assumption is supported by the results of the cup height measurement (Fig. 9), where all drawn cups possess a bigger height than calculated. Therefor it can be reasonably assumed, that ironing and deep drawing occur simultaneously in process, even for drawing clearances bigger than initial foil thicknesses. The determined effect of increasing LDR for die clearance sizes close to the foil thickness or even smaller is known from macro deep drawing and can be explained by the generation of an additional frictional force directly in the ironing forming zone [11]. In conventional deep drawing without ironing, the drawing force is applied to the workpiece bottom and has to be transferred to the forming zone in the flange through the cup wall (indirect force transmission). The thinnest wall thickness of a deep-drawn part and thus the smallest bearing cross-section is located at the junction of the punch edge radius to the cup wall. If the total force has to be applied indirectly via the workpiece bottom the maximum forming force available in the flange zone is limited by this smallest bearing cross-section. If besides deep drawing superposed ironing sets in and starts to influence the forming process, not only the applied force into the workpiece bottom can be used for forming but also an additional frictional force generated directly in the ironing forming zone. As a consequence, the LDR can be increased. Theoretically, the LDR could be further increased by decreasing the die clearance until the force necessary for ironing exceeds the frictional force. Then, the workpiece bottom is overloaded and the LDR is decreasing again [11]. This behavior can be seen from the variation of the die clearance for the material Al99.5 where the LDR is decreasing again when the die clearance is reduced to values smaller the initial foil thickness.
The presented results in Fig. 8 revealed no changes of the process limits caused by a variation of the punch diameter in micro deep drawing. This result was expected. Due to the fact that all other geometries (tools and specimen) were scaled by the same factor as the punch, the scaling was done according to the theory of similarity [12]. So, a changing LDR caused by a change of the tool geometry would have been an indicator for a size effect due to incorrect scaling of the process. Such a size effect has been found for instance by Hu et al. comparing a deep drawing process with a punch diameter of 5 mm and 1 mm, respectively [13]. Their investigations showed a decrease of the LDR from 2.0 to 1.8 for a reduction of the punch diameter from 5 to 1 mm. This decrease of the process limit is explained by a size effect in friction, occurring when the process dimensions are scaled from the macro to a micro scale. In this investigation only a small range of geometry variation was examined. Summarizing, it can be stated that for a small change of the punch diameter from 1.1 mm to 0.9 mm there is no evidence for a further change of the tribological conditions in micro deep drawing since the LDR is not affected.
Conclusion
-
Independent from the tested tool geometries the austenitic steel 1.4301 enables the largest process window compared to the foil materials Al99.5 and E-Cu58. Consequently this foil material offers the most stable process conditions in micro deep drawing.
-
Increase of the die radius size can be used to extend the process limits. For the material E-Cu58 such an extension could be realized by increase of the die radius to a size > 7 times the foil thickness and for austenitic steel by increase to values > 5.6 times the foil thickness.
-
Another possibility of improving the process is presented by application of a small die clearance which is close to the initial foil thickness or even smaller. For an accurate selection the individual foil material has to be taken into account.
-
For a scaling of the whole process in a small range for punch diameters from 1.1 to 0.9 mm there is no evidence for a further change of the tribological conditions in micro deep drawing since the LDR is not affected.
References
Hesselbach J, Raatz A, Wrege J, Herrmann H, Weule H, Buchholz C, Tritschler H, Knoll M, Elsner J, Klocke F, Weck M, von Bodenhausen J, von Klitzing A (2003) mikroPro – Untersuchungen zum internationalen Stand der Mikroproduktionstechnik, wt Werkstattstechnik online, Bd. 93/3 (2003) 119–128
Mescheder U (2004) Mikrosystemtechnik – konzepte und anwendungen, 2nd edn. Teubner Verlag, Stuttgart
Hirt G, Bambach M, Justinger H, Zhao K (2009) Bedeutung von Größeneffekten für die Mikro-Blechumformung. In: Größeneinflüsse in Fertigungsprozessen. F. Vollertsen, BIAS Verlag Bremen 117–134
Geiger M, Kleiner M, Eckstein R, Tiesler N, Engel U (2001) Microforming. Ann CIRP 50:445–462
Chen C-H, Gau J-T, Lee RS (2009) An experimental and analytical study on the limit drawing ratio of stainless steel 304 foils for micro sheet forming. J Mater Manuf Process 24(12):1256–1265
Hu Z (2008) Analyse des tribologischen Größeneffekts beim Blechumformen, Strahltechnik 33, BIAS Verlag Bremen
Raulea LV, Goijaets AM, Govaert LE, Baaijens FPT (2009) Size effects in the processing of thin metal sheets. Proc SheMet 99:521–528
Vollertsen F, Biermann D, Hansen HN, Jawahir IS, Kuzman K (2009) Size effects in manufacturing of metallic components. CIRP Ann Manuf Technol 58:566–587
Hu Z, Walter R, Vollertsen F (2009) Forming tools for micro deep drawing – Influence of geometrical tolerance of forming tools on the punch force in micro deep drawing, wt Werkstattstechnik online, H 11/12 814–819
Behrens G, Vollertsen F (2013) Influence of Tool Geometry Variation on the Punch Force in Micro Deep Drawing, Proceedings of the ESAFORM 2013 ‘Key Engineering Materials’ Vols. 554–557; Eds.: Alves de Sousa, R.; Valente, R.; Trans Tech Publications; Schweiz 1306–1311
Reissner J, Schmid W (1990) Umformtechnik – Band 3: Blechbearbeitung. K. Lange (ed.), Springer-Verlag Berlin Heidelberg 328
Pawelski O (1993) Aehnlichkeitstheorie in der umformtechnik. In: Dahl W, Kopp R, Pawelski O (eds) Umformtechnik plastomechanik und werkstoffkunde. Verlag Stahleisen, Duesseldorf
Hu Z, Vollertsen F (2010) Effect of size and velocity dependent friction in deep drawing on the process window. In: Felder E, Montmitonnet P (eds) 4th international conference on tribology in manufacturing processes (ICTMP2010). Transvalor, Paris, pp 583–592
Acknowledgments
The authors gratefully acknowledge the financial support by the German Research Foundation (DFG) for the subproject B7 of the Collaborative Research Centre 747.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Behrens, G., Trier, F.O., Tetzel, H. et al. Influence of tool geometry variations on the limiting drawing ratio in micro deep drawing. Int J Mater Form 9, 253–258 (2016). https://doi.org/10.1007/s12289-015-1228-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12289-015-1228-9