
Abstract
This paper investigated the influences of temperature and grain size on the deformability of pure copper in micro compression process. Based on the dislocation theory, a constitutive model was proposed taking into account the influences of forming temperature, Hall-Petch relationship and surface layer model. Vacuum heat treatment was employed to obtain various grain sizes of cylindrical workpieces, and then laser heating method was applied to heat workpieces during microforming process. Finite element (FE) simulation was also performed, with simulated values agreed well with the experimental results in terms of metal flow stress. Both the FE simulated and experimental results indicate that forming temperature and grain size have a significant influence on the accuracy of the produced product shape and metal flow behaviour in microforming due to the inhomogeneity within the deformed material. The mechanical behaviour of the material is found to be more sensitive to forming temperature when the workpieces are constituted of fine grains.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Product miniaturisation is a trend for facilitating product usage, enabling product functions to be implemented in microscale geometries, and aimed at reducing product weight, volume, cost and pollution. Driven by the increasing demand for micro products due to the trend towards micro system technology (MST) and one of its increasingly important outcomes - micro electro-mechanical systems (MEMS), microforming has been developing successfully. Geiger et al. [1] has demonstrated that microforming is an appropriate technology to manufacture metallic micro components with at least two dimensions in the sub-millimeter range. However, forming techniques cannot be simply miniaturised as observed in many microforming processes due to size effects, i.e. variations in material and mechanical properties as the processes are miniaturised to micro scale, which have been reported extensively [2–6]. When the microstructure is kept as a constant, only a few grains are involved within the micro scale components through the dimension of interest, and thus there are only a few grains located in the deformation zone. Chan et al. [7] proposed that size effects were caused by the orientation, size and position of grains within the specimen and the small size of the workpiece.
One of the approaches to compensate or reduce the influence of size effects is to increase the forming temperature during microforming process. Strong size effects emerge at room temperature, which decay with the increase of deformation temperature [8]. Chang and Lin [9] accomplished this by heating the workpiece to an appropriate forming temperature. An increased formability is achieved at an elevated temperature because more slip systems of polycrystal metal can be activated. This minimises the anisotropic material behaviour which results in a more homogeneous forming with improved reproducibility. This phenomenon has been validated by Echenhualler et al. [10] in the upsetting tests at an elevated temperature by using micro specimens of CuZn15 and stainless steel. An alternative approach to reduce the influence of size effects is to refine grain size within the deformed part, which has been investigated by a large number of researchers [7, 11, 12].
In the conventional metal forming under assistance of heating, the mechanical behaviour of material is sensitive to temperature due to the occurrence of microstructural phenomena including grain growth, surface oxidation and friction condition. However, when heating is applied to the microforming process, more other problems may occur. For instance, the work conducted by Wulfsberg and Terzi [13] showed that lower forming temperatures in a smaller workpiece could be expected as the surface-volume-ratio increased, which could enhance the heat transfer to the environment with decreasing the scale factor λ (Fig. 1). With consideration of micro dimensional size of workpieces, the heating temperature should be controlled in a certain range in case of excessive grain growth and oxidation of metal workpieces. Stachowicz and Trzepiecinski [14] demonstrated that warm forming (0.35T m < T < 0.55T m, where T m is the melting temperature), which allowed crystal recovery without recrystallisation, should be a sensible option to improve the deformability and to avoid oxidation. Warm forming capitalises on the advantages of cold forming (good surface quality and strain hardening) and the benefits of hot forming (lower forming force and better deformability). In conventional scale, Peng et al. [15] pointed out that the upper limit of warm forming temperature is usually determined by the amount of oxidation which can be tolerated. Its lowest limit is determined by a force which can be measured using the forming machines and the material formability.

Influence of workpiece size on forming temperature and its distribution [13]
Laser radiation may be the most appropriate method to heat the micro deformed part during microforming process because of its unique characteristics. As illustrated by Sugioka et al. [16], the electromagnetic energy of the laser beam could be transformed into thermal energy inside the metal in the laser metal processing application. The amount of transformed energy is determined by the light absorption mechanism in the metal. Since the laser can be precisely controlled dimensionally as well as directionally, it is most effective when it is used to selectively heat a highly located area, rather than bulk heating of an entire part [16]. Laser heating has been thought to be a promising alternative to existing technologies such as induction or conductive heating to achieve the potential of microforming at elevated temperatures [17], and has been utilised extensively in the microforming of various metals to produce high quality microparts [13, 18–20].
The mechanical behaviour of material at microscale differs from that at macroscale due to size effects, and an individual grain may play a significant role in the entire deformation behaviour of the deformed part during microforming process. The investigation on the microscale deformation behaviour and the development of appropriate constitutive models to represent the physical phenomena in microforming process is thus critical in the development of micro products and microforming process. Hall [21] and Petch [22] established the relationship between grain size and yield stress, which reflects the effect of grain size on the mechanical behaviour of materials. Later, two types of dislocation, the geometrically necessary dislocation (GND) and statistically stored dislocation (SSD) were proposed by Ashby [23] to explain non-uniform plastic deformation. Jiang et al. [24] developed a flow stress-grain size relationship based on the dislocation pile-up theory and Ashby’s model. Gao and Zhang [25] developed a constitutive model of plasticity of face-centred cubic (FCC) metals in which the flow stress was subdivided into athermal and thermal components based on dislocation theory. This study expressed a new constitutive relationship for FCC metals by combining the influences of grain size and forming temperature. The surface layer model was proposed by Engle and Eckstein [26] to discern the decrease of flow stress due to miniaturisation.
Although a number of publications are currently available on various aspects of microforming of metals, there is still a lack of research that systematically addresses microforming process with considerations of laser heating, experiments, constitutive modelling and finite element (FE) simulation. In the current work, the influences of forming temperature and grain size on the mechanical behaviour of material in microforming were investigated. Micro compression tests with assistance of laser heating were conducted using cylindrical specimens made by pure copper with different grain sizes. In addition, a constitutive model was developed based on the dislocation theory, grain size effects and surface layer model. A FE model was developed to simulate the micro compression process with consideration of Voronoi tessellation to describe the polycrystalline aggregates.
Experimental
Experimental investigations were conducted using specimens made of copper (99.999 % purity). The diameter and height of the cylindrical specimens were 0.8 and 1.2 mm, respectively. The specimens were compressed by 20–80 % reductions at a punching speed of 0.1 mm/s, which were performed on the desk-top servo-press machine with assistance of laser heating, as schematically shown in Fig. 2a. A micro laser soldering system which is a Class 4 product based on IEC standard was employed to elevate the temperature of specimen. One of the most two common lasers used in metal processing is the Nd: YAG laser (the other one is the CO2), operating in the near infrared just outside the visible wavelength region (Fig. 2b) as demonstrated by Bergstrom et al. [27]. The Nd: YAG laser was used in the current work to heat workpieces. The spot size of the laser was controlled by the distance from the lens to specimen surface. In the current work, the focus length applied was 400 mm, and the beam diameter was between 100 and 200 μm. The distance in each experiment was kept a constant value.

a Schematic illustration of micro compression with assistance of laser heating, and b the infrared, visible and ultraviolet spectral wavelength regions with the positions of CO2 and Nd: YAG laser wavelengths
The nature of laser heating is to change the internal microstructure of metal by the energy absorption. The metal absorptivity of laser light is a critical factor that influences the deformation process, and the copper absorptivity of laser light is almost independent on temperature [28]. When the micro specimen is heated up by laser beam, it is assumed to achieve an even distribution of temperature due to the excellent thermal conductivity of pure copper. The copper specimen was heated up to the expected temperature prior to compression process but the heat loss is quite significant due to the relatively large ratio of specimen surface to volume. During deformation, the laser power was adjusted to an appropriate value to compensate the energy loss due to heat convection and radiation from specimen to atmosphere which is especially significant in microforming. Figure 3 demonstrates the strategy of laser heating during the compression process. The micro specimen was first heated up to t 2 , and then the deformation began. The temperature could be kept nearly constant because of heat compensation of laser throughout the whole compression process (from t 2 to t 3 ). The actual temperature of the heated specimen was measured using an infrared thermometer. Figure 4 shows the comparison between the pre-set and measured temperatures of t 2 . It can be seen that for the pre-set temperatures of 300, 450 and 600 K, the measured values of t 2 were 302, 448 and 603 K, respectively, indicating that the temperature could be well controlled by using the laser heating method.

Laser heating strategy and specimen temperature

Comparison between the pre-set and measured temperatures of t 2
As mentioned, warm forming has been used as a practical method to improve material properties in micro/meso scale. However, this method is confronted with some inevitable problems such as oxidation due to elevated temperatures. In this study, the upper heating temperature of pure copper sample was set to be 650 K, because the surface quality would be inadequate for microforming due to the generation of massive oxide layer when the forming temperature is above 650 K, as indicated in Fig. 5.

Oxidised layer of copper sample after laser heating above 650 K
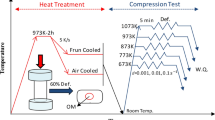
Both cross sections of the specimen were polished using #3000 sandpaper to minimise the friction effect during microforming process. In order to investigate the size effects, the variation of the ratio of geometrical dimensions of specimen to mean grain size was proposed. In this study, the specimen dimensions were kept constant while varying the grain size by vacuum heat treatment to eliminate the influence of specimen size effects. These specimens were heat treated at 973 K for different times to obtain various grain sizes, and the treated copper was carefully subdivided by wire cutting. Specimens were etched in a solution of 5 g FeCl3, 50 ml HCl and 100 ml H2O for 10–15 s. The microstructure of tested specimens was observed using an optical microscope. Figure 6 shows an example of microstructure of the specimens heat treated at 973 K with holding times of 0.1 h (Fig. 6a) and 0.5 h (Fig. 6b), which correspond to the mean grain sizes of 59 ± 16.8 μm and 125 ± 28.2 μm, respectively. It is clear that the grain size exhibits an increasing trend with holding time.

Microstructure of the specimens heat-treated at 973 K with holding times of a 0.1 h and b 0.5 h
Constitutive modelling
Non-uniform plastic deformation which occurs in micro scale characterises the material heterogeneity due to the specimen geometrical dimension associated with dislocation. The plastic deformation of metals can be regarded as the motion and accumulation process of dislocations, when these dislocations have to overcome both short- and long-range obstacles. In order to discern this non-uniform deformation, the theory of dislocation was proposed by Ashby [23]. It refers to GND and SSD. Both the evolutions of GNDs and SSDs were proved to contribute to the short-range effect which accordingly results in material hardening. Based on the investigations on FCC metals [25, 29], the evolution of SSDs during crystallographic slip will increase the influence of short-range obstacles that can be overcome by thermal activation. Meanwhile, GNDs contribute to this short-range effect as well. In contrast, it is regarded that GNDs are responsible for long-range obstacles that are essentially independent of temperature (namely, athermal). According to the temperature effect on the evolution of dislocations, the universal flow stress σ u that is defined by the resistance to dislocation motion can be expressed as:
where σ ath is the athermal component of flow stress that reflects mainly the long-range obstacles, and σ th is the thermal component of flow stress that represents mainly the short-range barriers. The short-range barriers include forest dislocations, point defects, alloy elements, solution atoms, impurities and deposits etc., and the long-range barriers may include grain boundaries, far-field dislocation forests and other microstructural elements with far-field influence.
The Hall-Petch relationship between the reciprocal of activation volume and grain size has been employed to describe the size effects. Based on the intrinsic characteristics of dislocation and microstructure, Zerilli and Armstrong [30] made the athermal stress to Hall-Petch relationship for FCC metal. Jiang et al. [24] developed the Hall-Petch relationship associated with the dislocation pile-up theory and flow stress-grain size relationship as:
where σ 0 is the stress due to initial defects, k is the material parameter influenced by grain size d and strain ε, N, c 1, c 2, m and n are material constants with consideration of dislocation density, and b is Burgers vector. In Eq. (2), the term N(C 1 ε n)1/2 is the component reflecting short-range effect, so it should be ignored in order to describe the athermal flow stress:
Klepaczko and Chiem [31] proposed a general balance equation to describe the strain-induced evolution of material microstructure based on the accumulation and recovery of dislocations. Gao and Zhang [25] further developed this general law in association with the effect of extreme strain rate and proposed a unified constitutive model for thermal stress as follows:
where c 3 is the reference thermal stress, c 4, q and p are parameters relevant to material thermal property, k 0 is the annihilation factor at T = 0, and \( \dot{\varepsilon_0} \) is the reference strain rate.
Then, by combining Eqs. (3) and (4), the following constitutive equation for FCC metals can be obtained:
During deformation, a dislocation density of GNDs accumulates and makes the grain boundary strengthening, but the grains located at the free surface of micro specimen have less hardening effect than that of inner grains [32]. Therefore, the portion of flow stress attributed by dislocation density of GNDs in surface layer can be ignored, and the flow stress of surface layer σ surf can be expressed as:
With respect to the grains allocated at the inner region of specimen, the flow stress of inner portion σ inner can be described by that of polycrystalline aggregate, i.e. σ inner = σ u . The grains allocated at the free surface have less hardening effect than that of inner grains. Therefore, the grain boundary strengthening effect in surface layer can be ignored. In the micro deformation process, the surface layer model was proposed to account for the decrease of flow stress due to miniaturisation. The specimen was subdivided into two portions: surface layer and inner part, as shown in Fig. 7 [33]. As a result, the geometrical size effects of specimen were taken into account in the composite model.

Surface layer and inner portion of a cylindrical specimen [33]
Assuming that the grain size is d g and the thickness of grain boundary layer is t g . The relationship between the thickness of the grain boundary and the grain size is described by the following equation [34]:
where k and n are regarded as constants for a specific material with 0 < n < 1. According to the previous research report [35], k and n are determined to be 0.133 and 0.7, respectively, when the material is copper.
The flow stress of the material σ is composited by that of inner portion and surface layer of specimen as follows:
where γ is the fraction of inner portion and it can be expressed as follows [33]:
In the calculations, γ, σ inner and σ surf in Eq. (8) are determined by Eqs. (5), (6) and (9) respectively, and D gm in Eq. (9) is the average grain radius. The material athermal parameters (σ 0 , N, c 1 , c 2 , m and n) were taken the same values as those were given in the corresponding references [25, 29]. On the other hand, the material parameters of the thermal portion (c 3, c 4, k 0, p, q, and \( {\dot{\varepsilon}}_0 \)) were selected with the optimal values given in the corresponding references [25, 36] to ensure the data validity. The strain and strain rate were determined according to the physical compression test. All constants required in the proposed constitutive relationship are listed in Table 1.
Figure 8 illustrates the experimental data along with the model correlations for the pure copper specimens with different grain sizes of 200 μm and 20 μm at temperatures of 300 K and 600 K. For the specimen with grain size of 200 μm, both of the correlations are in good agreement with the experimental results. It is evident that the change in the flow stress and work hardening behaviour with variation of temperature and grain size can be captured by the present results well. However, with variation of grain size, there is a significant distinction between the experimental results and the calculated results obtained by Gao and Zhang [25]. The influence of grain size is neglected in Reference [25] which may account for that error.

Flow stress curves of copper specimens at temperatures of 300 K and 600 K, a specimen with grain size 200 μm, and b specimen with grain size 20 μm
Finite element modelling of micro compression
A FE model was established with setting the ratio of height to diameter of the cylindrical sample as 1.5. Both the surfaces of the tools and the specimens were carefully polished and prepared to ensure the surface condition was excellent for microforming. The tools were assured as a rigid body, which moved at a velocity of 0.1 mm/s, and the friction coefficient between tools and specimen was set to 0.11. As the elevation of temperature within specimen was very fast during laser heating, the temperature was assumed to be constant during deformation, and the friction coefficient was thought not to be affected by the temperature. Then models were created with different grain sizes while the specimen size was kept a constant. According to the experimental conditions, the applied method of micro compression modelling was developed on the basis of the following assumptions:
-
(i)
grains involved in the workpiece can be approximately described by Voronoi tessellation;
-
(ii)
the micro workpiece is heated up to the expected temperature within a short time;
-
(iii)
the heat generated by plastic deformation is ignored within the workpiece;
-
(iv)
a constant temperature within the workpiece during compression;
-
(v)
a constant friction coefficient on the material-tool contact surface.
In this study, several groups of pure copper specimens with different grain sizes were compressed at different temperatures. However, when the compression tests were repeated under the same experimental conditions (e.g. grain size and temperature), a discrete distribution instead of a superposition of flow stress curves was observed due to the grain heterogeneity in micro scale. The scatter of flow stresses obtained from experiments reflects the inhomogeneous material behaviour in microforming [33, 37]. Therefore, the scatter of flow stress was used to represent grain heterogeneity in this study. Statistical distribution of flow stress is divided into seven classes. The ratio of the flow stress at each class divided by the average flow stress is defined with an inhomogeneity coefficient \( \upalpha \) which is relevant to the grain size of workpiece and temperature of compression process. The \( \upalpha \) values represent the different deformabilities of grains, i.e. the ability of grains to deform under a given level of applied stress. Figure 9 illustrates the statistical distribution of inhomogeneity coefficient at different temperatures. Multiplication of the stress and the inhomogeneity coefficients can be used to obtain seven categories of strain-stress curves using the new proposed constitutive model following this statistical distribution, which introduces grain heterogeneity into the constitutive relationship. These inhomogeneous material models are applied in FE simulation.

Statistic distribution of inhomogeneity coefficient influenced by grain size and temperature a grain size of 200 μm, and b grain size of 20 μm
In order to have a deep understanding of the deformation behaviour in micro compression, grains were meshed and 3D fully aggregates were computed with a FE method. The material constitutive model illustrated in Fig. 10 is attributed to the specific region, i.e. individual grain, randomly.

Strain-stress curve varies along with inhomogeneity coefficients
The workpiece was represented based on a space tessellation into 3D Voronoi diagram which can describe grain boundary and generation process of grain [38]. The shape distributions of Voronoi cells were controlled by a shape coefficient δ, and a random number λ between −1 and 1 was also introduced to keep the cell-volume distribution following a normal distribution. After generating the appropriate topological structure of grains within the specimen, this geometrical feature was imported into FE simulation software ANSYS/LS-DYNA and meshed into elements with nodes. During meshing process, individual Voronoi cell (grain) was discretised and described with a 3D digital image composed of voxels and attributed with the prescribed material properties as illustrated in Fig. 11. As a result, the deformed inhomogeneity of polycrystalline metal at micro scale can be statistically described in the FE model, as shown in Fig. 11.

FE model in ANSYS/LS-DYNA for compression with consideration of Voronoi cell (grain)
Results and discussion
The compression tests as well as FE simulations were implemented at the temperatures of 300 K, 450 K and 600 K, respectively. The grains involved in the tested samples were measured to be around 20 μm and 200 μm in diameter. The experimental and simulated results obtained were analysed in terms of flow stress and surface quality. The influences made by grain size and temperature on the flow behaviour were found to be even more pronounced in microforming, because the so-called ‘size effects’ caused the inhomogeneity of material flow behaviour and the dimensional inaccuracy of the microparts.
Effect of forming temperature and grain size on flow stress
Figure 12 illustrates the experimental and simulated results which show a decrease in universal flow stress with an increase of forming temperature. This tendency is similar to that in conventional metal forming and can be explained by the dislocation theory. During plastic deformation of metals, dislocations move and accumulate, and have to overcome the obstacles involving among the crystal structure. For the typical FCC metal, copper, the primary short-range barriers are other dislocations which intersect the slip plane and impede the motion of gliding dislocations [39, 40]. The increased forming temperature of deformed part can activate the constrained slip system resisted by short-range obstacles, which accounts for the decrease of flow stress with an increase of forming temperature as demonstrated by both the simulated and experimental results.

Influences of forming temperature and grain size on flow stress and scatter a grain size of 200 μm and b grain size of 20 μm
The number of grains involved in the micro deformed part decreases in consequence with the miniaturisation of specimen dimension. Therefore, the mechanical properties of individual grain play a more significant role in the material behaviour and the inhomogeneity of grain characteristics such as grain size, shape and orientation, and may result in the scatter of the measured mechanical properties. Warm forming was introduced to assist the microforming process in order to homogenise material to some extent. As shown in Fig. 12a and b, the scatters of flow stresses reduce as the temperature of specimen increases from 300 to 600 K as a result of thermal activation of more dormant slip systems, which reveals the same trend as the results announced by Ferrokh and Khan [41]. The homogenising effect of grain refinement can also be seen by comparing Fig. 12a and b. It is evident that there is a significant increase in the scatter of flow stress when the grain size increases from 20 to 200 μm.
There are mainly two effective approaches to minimise the influence of material heterogeneity in microforming process, i.e. refinement of the crystal structure of polycrystalline metal and elevation of the temperature of the micro deformed part. The interactions of the grain size, temperature and scatter of material mechanical property are complicated [41]. A parameter sc h is defined to access the variation of flow stress scatter quantitatively in this study:
where sc and sc mean are the scatters and mean scatters, respectively. As shown in Fig. 13, the value of sc h varies with grain size and forming temperature. The effect of grain size plays a dominative role in minimising the scatter of flow stress, and the elevated temperature homogenises the grained heterogeneity remarkably as well. The scattered value becomes more sensitive to heating temperature when the grain size is gradually increased. When the grain size is 200 μm, sc h reduces by 4.5 % at least with an increase of forming temperature ranging from 300 to 650 K. However, if grain size is around 20 μm, there is no significant change of stress scatter with the temperature variations. The results clearly indicate how the flow stress of coarse-grained copper exhibits a greater degree of sensitivity to forming temperature than that of fine-grained copper. With an increase of grain size, there is a decline in the density of GNDs which are considered to participate in both short-range and long-range effects. Therefore, the influence of thermal activation on short-range barriers reduces, which accounts for a decreased homogenising effect of forming temperature on material mechanical behaviour for the coarse-grained copper. With the refinement of grain size and elevation of forming temperature, it is possible to reduce inhomogeneous flow, and consequently minimise size effects in microforming. Moreover, a plateau exists in Fig. 13 with grain size of around 200 μm and temperature of about 575 K, indicating that the scatter value may not be sensitive to grain size and temperature under such circumstances as the flow stress scatter in microforming is affected by a number of characteristics of grains, including size, shape, orientation and stochastic distribution [7, 10].

Variation of experimental stress scatter with grain size and forming temperature
GNDs accumulate and cause strengthening dependent of grain size (the grain boundary strengthening). With an increase of grain size, the volume fraction of grain boundary in the global volume of specimen declines, which weakens GNDs’ impact on the grain boundary strengthening in a certain extent. In contrast, SSDs spreading evenly in the grain interior region contribute to the short-range interaction effect which can be influenced by the deformation temperature. Therefore, there is a positive correlation between the grain size and the thermal component of flow stress reflecting mainly short-range effect. Of the total flow stress, the σ th fraction increases dramatically by approximately 80 % when the grain size increases from 0.1 to 250 μm for all three thermal conditions, as shown in Fig. 14. The increased heating temperature promotes the increase of thermal stress as well, although its impact on thermal stress is less than that of grain size.

Dependence of fraction of thermal stress on grain size and forming temperature
Effect of grain size and forming temperature on surface asperity
The scatter of individual grained plastic deformability affects the specimen profile. Consequently, it supplies another approach to penetrate the effect of forming temperature on the deformation behaviour and the quality of produced microparts. Side surface asperity of specimen after compression has been measured in simulations and experiments. As shown in Fig. 15, the profiles of the sample side surface after compression were captured by digital microscope VHX-1000E, and the surface asperities of the samples processed at different temperatures reveals significant distinction.

Profile of specimens underwent compression test at different temperatures a 300 K and b 600 K
In order to measure the surface asperity quantitatively, twelve generatrices uniformly spreading on the side surface of a cylindrical specimen were determined by the same method proposed by Lu et al. [33]. After deformation, surface became rough as compared with the original sample surface. Assuming the deformation behaviour of grains inside the sample is homogenous, the side surface of the compressed sample is perfectly smooth. One generatrice of this assumed compressed sample was used as a reference.
The absolute difference in radial direction between the point P1 (the selected generatrice) and the point P2 on the reference generatrice at the same height (Fig. 16) was figured out. The mean value of the absolute differences obtained from all of the twelve generatrices is defined as Hsa, and it has been used to assess the surface roughening.

Illustration of the definition of mean value Hsa
Figure 17 demonstrates the effects of forming temperature on the side surface asperity between the copper specimens with different grain sizes. It is noticed that there is a decrease in Hsa with an increase of forming temperature for both of the materials with grain sizes of 20 μm and 200 μm. A remarkable difference between the two types of materials in terms of Hsa reduction with forming temperature can be observed. Hsa of the material with the grain size of 20 μm reduces by 30 % which is nearly twice higher than that of the coarse-grained specimen. The results indicate that an increase in forming temperature benefits the enhancement of material flow behaviour, and the deformability of fine-grained metal is more sensitive to forming temperature from another point of view.

Influence of temperature on side surface of cylindrical sample
Conclusions
The influences of forming temperature and grain size on the flow stress and surface quality of produced microparts were investigated experimentally and numerically by micro compression tests of pure copper. Following conclusions are drawn from the present work:
-
(1)
The proposed constitutive model is capable of describing the FCC material responses in micro scale at a certain range of grain size and forming temperature, and can be used to predict the flow stress accurately in terms of grain size and forming temperature.
-
(2)
A softening phenomenon of flow stress due to elevated temperature and coarse grain is observed and analysed based on dislocation theory and surface layer model.
-
(3)
Both the simulated and experimental results reveal how the flow stress of coarse-grained microstructure exhibits a greater degree of sensitivity to forming temperature than that of fine-grained microstructure, because the short-range effect becomes weaker with an increase of grain size.
-
(4)
With the grain refinement and thermal activation, it is possible to reduce inhomogeneous flow, and then to improve the edge quality of the deformed workpieces in micro compression.
References
Geiger M, Kleiner M, Eckstein R, Tiesler N, Engle U (2001) Microforming. CIRP Manuf Technol 50:445–462
Vollertsen F, Schulze Niehoff H, Hu Z (2006) State of the art in micro forming. Int J Mach Tools Manuf 46:1172–1179
Vollertsen F, Biermann D, Hansen HN, Jawahir IS, Kuzman K (2009) Size effects in manufacturing of metallic components. CIRP Manuf Technol 50:566–587
Xie HB, Manabe K, Furushima T, Tada K, Jiang ZY (2016) An experimental and numerical investigation on micro rolling for ultra-thin strip. Int J Mater Form 9:405-412
Barbier C, Thibaud S, Richard F, Picart P (2009) Size effects on material behavior in microforming. Int J Mater Form 2(Suppl 1):625–628
Arentoft M, Bruschi S, Ghiotti A, Paldan NA, Holstein JV (2008) Microforming of lightweight metals in warm conditions. Int J Mater Form 1(Suppl 1):435–438
Chan WL, Fu MW, Lu J, Liu JG (2010) Modeling of grain size effect on micro deformation behaviour in microforming of pure copper. Mater Sci Eng A 527:6638–6648
Zhao R, Han JQ, Liu BB, Wan M (2016) Interaction of forming temperature and grain size effect in micro/meso-scale plastic deformation of nickel-base superalloy. Mater Des 94:195–206
Chang CC, Lin JC (2011) Influence of grain size and temperature on micro upsetting of copper. Key Eng Mater 450:149–152
Eichenhueller B, Egerer E, Engle U (2007) Microforming at elevated temperature - forming and material behaviour. Int J Adv Manuf Technol 33:119–124
Parasiz SA, Kinsey BL, Mahayatsanun N, Cao J (2011) Effect of specimen size and grain size on deformation in microextrusion. J Manuf Process 13:153–159
Xu J, Zhu X, Shan D, Guo B, Langdon TG (2015) Effect of grain size and specimen dimensions on micro-forming of high purity aluminum. Mater Sci Eng A 646:207–217
Wulfsberg JP, Terzi M (2007) Investigation of laser heating in microforming applying sapphire tools. Ann CIRP 56:321–326
Stachowicz F, Trzepiecinski T (2010) Warm forming of stainless steel sheet. Arch civ Mech Eng 4:85–94
Peng X, Qin Y, Balendra R (2004) Analysis of laser heating methods for micro-parts stamping applications. J Mater Process Technol 150:84–91
Sugioka K, Meunier M, Pique A (2010) Laser Precision Microfabrication. Springer, Verlag, Berlin
Holtkamp J (2015) Laser-assisted micro-forming. In: Qin Y (ed) Micromanufacturing engineering and technology, 2nd edn. Elsevier, Netherlands, pp 347–364
Samm K, Terzi M, Ostendorf A, Wulfsberg J (2009) Laser-assisted micro-forming process with miniaturised structures in sapphire dies. Appl Surf Sci 255:9830–9834
Edwards KR, Edwardson SP, Carey C, Dearden G, Watkins KG (2010) Laser micro peen forming without a tamping layer. Int J Adv Manuf Technol 47:191–200
Qin Y, Brockett A, Ma Y, Razali A, Zhao J, Harrison C, Pan W, Dai X, Loziak D (2010) Micro-manufacturing: research, technology outcomes and development issues. Int J Adv Manuf Technol 47:821–837
Hall EO (1951) Deformation and ageing of mild steel. Phys Soc Proc 64:747–753
Petch NJ (1953) The cleavage strength of polycrystals. J Iron Steel Inst 174:25–28
Ashby MF (1970) The deformation of plastically non-homogenous materials. Philos Mag 21:339–424
Jiang ZH, Liang JS, Baudelet B (1995) A dislocation density approximation for the flow stress-grain relation of polycrystals. Acta Metall Mater 43:3349–3360
Gao CY, Zhang LC (2012) Constitutive modelling of plasticity of fcc metals under extremely high strain rate. Int J Plast 32–33:121–133
Engle U, Eckstein R (2002) Microforming-from basic research to its realization. J Mater Process Technol 125–126:35–44
Bergstrom D, Powell J, Kaplan AF (2007) The absorptance of non-ferrous alloys to Nd:YAG and Nd:YLF laser light at room temperature. Appl Opt 48:1290–1301
Bergstrom D (2008) The absorption of laser light by rough Metal Surfaces. Mid Sweden University, Sweden
Hansen N, Ralph B (1982) The strain and grain size dependence of the flow stress of copper. Acta Mater 30:411–417
Zerilli FJ, Armstrong RW (1987) Dislocation-mechanics-based constitutive model for material dynamics calculation. J Appl Phys 5:1816–1825
Klepaczko JR, Chiem CY (1986) On rate sensitivity of fcc metals instantaneous rate sensitivity and rate sensitivity of strain hardening. J Mech Phys Solids 34:29–54
Arsenlisa A, Parksb DM, Beckera R, Bulatova VV (2004) On the evolution of crystallographic dislocation density in non-homogeneously deforming crystals. J Mech Phys Solids 52:1213–1246
Lu HN, Wei DB, Jiang ZY, Liu XH, Manabe KI (2013) Modelling of size effects in microforming process with consideration of grained heterogeneity. Comput Mater Sci 77:44–52
Fu HH, Benson DJ, Meyers MA (2001) Analytical and computational description of effect of grain size on yield stress of metals. Acta Mater 49:2567–2582
Geiger M, Geibdorfer S, Engle U (2007) Mesoscopic model: advanced simulation of micro-forming process. Prod Eng 1:79–84
Lennon AM, Ramesh KT (2004) The influence of crystal structure on dynamic behaviour of materials at high temperature. Int J Plast 20:269–290
Qu F, Jiang Z, Lu H (2016) Analysis of micro flexible rolling with consideration of material heterogeneity. Int J Mech Sci 105:182–190
Cao J, Zhuang W, Wang S, Lin J (2010) Development of a VGRAIN system for CPFE analysis in micro-forming application. Int J Adv Manuf Technol 47:981–991
Evers LP, Brekelmans WAM, Geers MGD (2004) Non-local crystal plasticity model with intrinsic SSD and GND effects. J Mech Phys Solids 52:2379–2401
Evers LP, Brekelmans WAM, Geers MGD (2004) Scale dependent crystal plasticity framework with dislocation density and grain boundary effects. Int J Solids Struct 41:5209–5230
Farrokh B, Khan AS (2009) Grain size, strain rate, and temperature dependence of flow stress in ultra-fine grained and nanocrystalline Cu and Al: synthesis, experiment, and constitutive modelling. Int J Plast 25:715–732
Acknowledgments
The authors would like to thank the Australia Research Council (ARC) for its financial support for current study. This study is also supported by Japan Society for Promotion of Science (JSPS) for Invitation Fellowship (Z. Jiang).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Rights and permissions
About this article

Cite this article
Jiang, Z., Zhao, J., Lu, H. et al. Influences of temperature and grain size on the material deformability in microforming process. Int J Mater Form 10, 753–764 (2017). https://doi.org/10.1007/s12289-016-1317-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12289-016-1317-4