
Abstract
Dyeing cotton fabrics with anionic dyes produces high effluent loads and requires a considerable amount of water and energy due to the electrostatic repulsion with cellulose. Therefore, several approaches have been researched to increase the efficacy of cotton dyeing. One is the cationization, which adds cationic sites to the cellulose. Another is the treatment of the cotton surface with plasma. In this paper, the combination of both techniques was investigated. Two commercially available cationic agents were used: 3-chloro-2-hydroxypropyl trimethyl ammonium chloride (CHPTAC) and poly[bis(2-chloroethyl) ether-alt-1,3-bis[3-(dimethylamino)propyl]urea] quaternized, a novel cationic agent also known as Polyquaternium-2 (P42). The plasma treatment was performed using a dielectric barrier discharge atmospheric plasma facility, helium was used as seed gas and 1.5% of oxygen was injected. The cationization and plasma treatment were performed on greige cotton fabric, an innovative and sustainable approach that eliminates conventional scouring and bleaching processes. The cationic and plasma treated samples were dyed using Reactive Red 195 and Acid Blue 260 dyes. The effect of the treatments was evaluated by different characterization techniques such as X-ray photoelectron spectroscopy (XPS), Fourier transform infrared spectroscopy (FTIR) and atomic force microscopy (AFM). The plasma treatment slightly increased the light fastness for some samples, but the cationization tends to prevail over the plasma treatment. The best results were attributed to the samples pretreated by CHPTAC, which presented the highest K/S and lowest unlevelness for samples dyed with reactive and acid dyes. CHPTAC is the most common cationic agent for textiles, but its industrial use is limited due to safety criticisms. The combination between plasma and P42 resulted in the same color strength as the conventional reactive dyeing. Therefore, this approach offers a safer alternative to the conventional cationization process.
Graphic abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The plasma treatment is considered an environmentally friendly method for surface treatment as it reduces the use of chemicals in the textile processes (Feng et al. 2020). Surface treatment of textile fibers and fabrics has been performed with plasma since the 1960s (Palaskar et al. 2020). Since then the technique has been gaining attention from many researchers (Morent et al. 2008; Zille et al. 2015). Moreover, plasma technology has recently attracted more attention from the industrial sector due to the development of large-scale equipment (McCoustra and Mather 2018).
Plasma can modify the surface of the fibers in different ways, including grafting, etching and polymerization (Sun et al. 2018). These alterations are restricted up to a few nanometers from the textile surface and result in no change to the bulk properties of the materials. Plasma treatment is responsible for roughening the surface, which causes changes in the coefficient of friction and yarn strength. Although, from a chemical point of view, the plasma treatment enhances the functionalization of the fiber and interaction with polymeric materials, such as cellulose (Negulescu et al. 2000; Palaskar et al. 2020; Ahmed et al. 2020).
Cationization is another technique used for surface treatment of textiles. It is a technology that uses a cationic reagent to raise the zeta potential of cellulosic fabrics. Cellulose is anionic in nature. During the process, cationic groups interact with cellulose, which acquires a cationic behavior (Aktek and Millat 2017). This technique enhances the dyeing properties since most dyes are anionic (Farouk et al. 2013). Cationization is commonly used to improve the dye uptake in reactive dyeing without the need for salts in the process. The cationization process is also used to enhance functional properties in the fabrics, such as antimicrobial activity (Kim et al. 2016; Rehan et al. 2017), ultraviolet protection (Kamal Alebeid and Zhao 2015), and hydrophobic properties (Abd El-Hady et al. 2020).
The cationization technology has been researched for over 50 years (Correia et al. 2020) but the technique became popular in the textile sector after improvements made by Hauser and Tabba (2001). Over the last 20 years, most research involved the reaction of 3-chloro-2-hydroxypropyl trimethyl ammonium chloride (CHPTAC) to incorporate cationic charges into cotton (Aktek and Millat 2017). However, there are some limitations to the use of CHPTAC on an industrial scale due to concerns about the safety of the reagent (Roy Choudhury 2014). CHPTAC is a low toxic chemical but it is converted into 2,3 epoxypropyl trimethylammonium chloride (EPTAC) during the cationization process, a known carcinogen (Farrell and Hauser 2013). To minimize occupational and environmental exposure, the cationization process must be designed so that all EPTAC is reacted with the cellulose or converted to its inactivated form of diol (Arivithamani and Giri Dev 2016). Therefore, many researchers focused on the application of novel and safer cationic agents (Arivithamani et al. 2014; Sahito et al. 2015; Giacomini et al. 2020).
The plasma technique has been applied to textiles since the 80 s. In the beginning, the main applications were surface cleaning and coating (Jelil 2015). The range of applications has increased over time as plasma was considered an alternative for the conventional textile wet processes, reducing water, energy and chemicals consumption. Recently, plasma treatment in textiles has been researched to improve wettability, hydrophobicity, printability, dyeability and fastness properties (Haji and Naebe 2020). A recent review by Peran and Ercegović Ražić (2020) presented some highlights of the common methods for plasma treatment used in the textile industry and recent developments.
Functionalization using a cationic agent with plasma treatment has been rarely reported in the literature. Helmy et al. (2017) studied plasma-induced graft polymerization of diallyldimethylammonium chloride on cotton, to dye cotton with acid dye. Their approach led to enhanced acid dye uptake in cotton. Patiño et al. (2011) used reactive dye on cotton functionalized through corona plasma treatment and by cationization with CHPTAC. They reported increased hydrophilicity for cotton treated by plasma followed by cationization.
In this research, the cationization of cellulose was performed by using a novel cationic agent: Poly[bis(2-chloroethyl) ether-alt-1,3-bis[3-(dimethylamino)propyl]urea] quaternized (P42), also known as Polyquaternium-2. P42 is a commercially available hypotoxic cationic polymer, has antimicrobial activity and has been commonly used in the cosmetic industry (Chen et al. 2016; Kumar et al. 2016). The monomeric unit of P42 contains two quaternary ammonium groups, which is essential for cellulose cationization as it provides cationic groups (Roy Choudhury 2014). Besides, no publication was found regarding the use of P42 in the textile sector. CHPTAC was also used in this research since it has been widely used for the cationization of cotton fabric (Arivithamani and Dev 2017). The chemical structure of the cationic agents is given in Fig. 1.

Chemical structure of the cationic agents: a CHPTAC and b P42
Reactive and acid dyes were used for dyeing the cationic fabrics. Reactive dyes are mostly used for dyeing cotton because they are environmentally safe and have good fastness properties (Chattopadhyay et al. 2007). Acid dyes are anionic dyes, popular for dyeing fabrics with positive charges via ionic bonding. However, acid dyes have inferior substantivity to cellulosic fibers due to the absence of positive sites. Therefore, many researchers are making efforts for providing cationic groups to cellulosic fabrics (Helmy et al. 2017; Patil et al. 2019; Rehan et al. 2020). The possibility of using a new class of dyes would bring a new range of colors and brightness to cotton fabrics.
This research focuses on the pretreatment of greige cotton fabrics using plasma and two cationic agents, an original approach as it uses a novel cationic agent (P42). Besides, existing literature mainly focuses on functionalizing ready for dyeing cotton fabrics that are already scoured and bleached, while the treatment of the greige cotton with plasma and cationization has not been explored yet. The dyeing of cotton fabrics at greige stage is also a more sustainable approach as it eliminates conventional scouring and bleaching processes, which use a high amount of water and chemicals. It is estimated that about 32.5 L of water per kg of fabric is used in the scouring process, while bleaching requires about 13.8 L. It results in an average amount of 46.3 L of water necessary for conventional pretreatment of 1 kg of greige cotton fabric (Ghaly et al. 2013). The plasma treatment is a dry process, therefore the approach performed in the present paper requires only 30 L of water for cationization. The proposed process results in saving 16.3 L of water per kg of pretreated fabric and consequently reduces the amount of effluent generated.
Experimental procedure
Materials
The greige cotton knitted fabric (160 gsm) was purchased from Pemgir Malhas (Brazil). Cotton was used because it is the most common cellulosic fiber in the world (Giacomini et al. 2020). The commercial cationic agent CHPTAC solution (65 wt% in H2O) was supplied from Werken Química (Brazil). The P42 solution (62 wt% in H2O) was purchased from Sigma-Aldrich. The dyes C.I. Reactive Red 195 and C.I Acid Blue 260 (chemical structures shown in Fig. 2) were supplied from Color Química (Brazil). Ecodyeing A 230, Ecodyeing IR 4, Stabplex EP 243 and RW 710 were respectively used as non-ionic detergent, leveling agent, peroxide stabilizer and anionic detergent and were also supplied from Werken Química. Compressed helium gas was purchased from Arc3 Gases and compressed oxygen from Airgas. All other chemicals were general laboratory grade.

Chemical structure of a Reactive Red 195 and b Acid Blue 260
Plasma treatment
A laboratory-scale atmospheric pressure plasma generator was used for the surface treatment of cotton fabrics. The dielectric barrier discharge (DBD) atmospheric plasma facility was designed by the Wilson College of Textiles, North Carolina State University and includes an inner chamber and an outer chamber. A schematic drawing of the experimental facility is shown in Fig. 3. The outer chamber is used for ventilation and filtering UV light generated from plasma discharge. The inner chamber contains two parallel copper electrodes, each embedded within a polycarbonate insulator, where plasma is generated. The inner chamber has an active exposure area of approximately 60 cm × 60 cm between the two copper electrodes with 5 cm gap separation (Matthews et al. 2005; Gawish et al. 2008). The fabrics were submitted for plasma treatment before cationization and dyeing. The sample was placed on a suspended nylon mesh for complete exposure to plasma on both sides of the surface. Helium was used as seed gas at a flow rate of 20 L/min and 1.5% oxygen was injected. For generating plasma, 8 power supplies are connected in parallel (Pyramid, model PS-52KX), which provides AC to DC power conversion The exposure time and power output were 135 s and 15 V DC, respectively. The output is oscillated by a function generator at the desired frequency in the audio range of 1–12 kHz and is connected to a high voltage transformer providing 18 kV across the electrodes. The circuit diagram is available in the work of McCord et al. (2002). For these experiments, the operating frequency was kept constant at 5 kHz, accordingly to previous research (Matthews et al. 2004). The plasma morphology generated by this device can be visualized in the paper by Bures et al. (2005).

Schematic drawing of the plasma treatment facility
Cationization, bleaching and dyeing
The fabrics were cationized, bleached and dyed by exhaustion method, using an Ahiba Nuance Infrared Laboratory Dyeing Machine (Datacolor International). The cationization and dyeing processes are summarized in Fig. 4. Letters A, B, C and D represent dyeing and washing baths. The reagents used in each bath are shown in Table 1. The material-to-liquor ratio was 1:10 for all experiments and the bath agitation was maintained at 40 rpm throughout the process.

Scheme of the a cationization, b reactive and c acid dyeing processes
Cationic cellulose was prepared with a solution containing 2 g/L of nonionic detergent, 20 g/L of cationic agent and 10.5 mL/L of 50% NaOH. The solution was mixed with the fabric sample and inserted into the equipment, heated at a rate of 3 °C/min until 75 °C and was maintained at that level for 25 min. After cationization, two washing baths were performed. The first bath was carried out with a solution of 0.5 g/L of 85% formic acid, at 35 °C for 5 min. Formic acid had the function to remove undesirable odors from the cationization process (Farrell et al. 2015). The second bath was done with deionized (DI) water, at 40 °C for 10 min.
The reactive dyeing was performed according to the recipe provided by the CHPTAC supplier. The reactive dyebath was done through a solution of 2 g/L of leveling agent, 0.4% owf (on weight of fiber) of Reactive Red 195 dye and 2.1 g/L of sodium carbonate. 60 g/L of NaCl was added to the bath for non-cationic samples. The dyebath and fabric were placed in 150 mL canisters for heating at 3 °C/min, until it reached 60 °C, maintaining at that temperature for 50 min. After dyeing, three washing baths were performed to remove the non-fixed dye. The first and third baths were done with DI water at 40 °C and 10 min. The second washing bath was carried out with 1.2 g/L of 85% formic acid solution and 1.0 g/L of anionic detergent, maintained at 75 °C for 10 min.
Acid dyeing was prepared using a dyebath solution composed solely with acid dye at 0.4% owf, adjusted to pH 4.5 with a formic acid solution. Then, three consecutive washing processes were performed at 50 °C and 10 min with DI water, except for the second bath which was performed with a solution of 1.0 g/L of anionic detergent.
Bleaching was performed in greige cotton for conventional dyeing comparison. The greige cotton was submitted to a solution containing 1 g/L of nonionic detergent, 8 mL/L of 50% NaOH solution, 1 g/L of peroxide stabilizer and 10 mL/L of 35% H2O2 solution. The bath was poured into the dyeing equipment and heated at a rate of 2 °C/min up to 95 °C and was kept at this temperature for 45 min. The bleached fabric was washed using 1 g/L of nonionic detergent solution at 60 ºC for 10 min.
Evaluation of dyed cotton fabric
The colorimetric properties of the fabrics were measured by X-rite reflectance spectrophotometer, model Color i7, using 25 mm aperture size, illuminant D65 and 10° standard observer. The CIELab color coordinates and color strength (K/S) values were determined for untreated, pretreated and dyed cotton fabrics. The whiteness was measured according to the Berger degree (Puebla 2006). The fabric samples were folded twice to give a total of four layers and one measurement was taken at each layer. The collected data was an average of each layer. K/S was calculated according to the Kubelka–Munk equation, Eq. 1:
where R is the reflectance, K is the absorption coefficient, and S is the scattering coefficient. The effective K/S value was calculated by the summation of the K/S values at 10 nm intervals from the wavelength of 360–700 nm (Fu et al. 2013).
The relative unlevelness indices (RUI) were obtained by using the reflectance values over the spectrum range of 390–700 nm at intervals of 10 nm (Chong et al. 1992; Tang et al. 2017). Eight randomly selected spots on the dyed fabric were considered. RUI is calculated according to Eqs. 2 and 3:
where Sλ is the standard deviation of reflectance measured at a specific wavelength, n is the number of measurements at each wavelength. Ri and \(\overline{\mathrm{R} }\) are the reflectance values of the ith measurement and the mean, respectively. Vλ is the photopic relative luminous efficiency function, which is related to the human sensitivity of colors. Vλ data are available in the work of Guild (1932). The visual appearance of levelness followed the suggested interpretation of the RUI values listed in Table 2.
The statistical significance of the color properties was assessed by One-way ANOVA with a confidence level of 95%. Tukey procedure was used for comparing pairs of means. The analysis was performed using the statistical software BioEstat 5.3 (Ayres et al. 2007).
The fastness properties were tested according to AATCC standard methods (American Association of Textile Chemists and Colorists 2010). The rubbing fastness was tested according to AATCC Test Method 8–2007, using a manual horizontal crockmeter. The washing fastness was tested according to AATCC Test Method 61–2009 (method 2A). The fabric samples were washed with an ATLAS LEF Launder-Ometer. The light fastness was tested according to AATCC Test Method 16–2004 (option 3). The samples were exposed for 20 and 40 h to simulated indoor lighting by using a xenon lamp in an Atlas Ci3000 + Weather-O-meter. Fading and staining due to rubbing, washing and light were measured with the spectrophotometer and rated according to the gray scale.
Characterization
The surface chemistry of the fabrics was investigated using a Fourier Transform Infrared spectrometer with built-in diamond ATR crystal (FTIR, Nicolet iS50, Thermo Fisher Scientific). The FTIR spectra were obtained with 4 cm−1 of resolution and 64 scans per sample. The surface chemical composition of the samples was also analyzed with an X-ray photoelectron spectrometer using a PHOIBOS 150 hemispherical analyzer (XPS, SPECS FlexMod XPS). The measurements were performed at a base pressure in the range of 10−10 mbar with Mg Kα excitation source (1254 eV). The takeoff angle was at normal to surface. The X-Ray incidence angle was ~ 30° from the surface and ~ 60 from the source to the analyzer. The energy calibration was established by referencing to adventitious Carbon (C1s line at 285.0 eV). Data reduction was accomplished using CasaXPS. Curve fitting was achieved for three chemical states and constraints were used for peak position and full width half maximum (Fairley 2009).
The effect of the plasma treatment on the morphology of the samples was studied using an atomic force microscope operating in tapping mode (AFM, Asylum Research MFP-3D, Oxford instrument). The surface roughness of the samples was evaluated by the root mean square (RMS) values of the distribution of heights in the topographical images, according to Eq. 4:
where n is the number of samples along the assessment length and yi is the height measured from the mean line (Gadelmawla et al. 2002).
Results and discussion
Color properties for pretreated and dyed fabrics
The CIELab color space coordinates and color strength were measured for all samples. The whiteness degree and RUI were measured only for undyed and dyed samples, respectively. The data is shown in Table 3. The photographs of the fabrics dyed with Reactive Red 195 and Acid Blue 260 dyes are available in the supplementary material. The fabrics were categorized according to the number of plasma treatments and the chemical treatment adopted. The plasma treatment was performed once (before cationization) or twice (before cationization and before dyeing). The bleached sample was considered as a control since it is used traditionally for the dyeing of cotton fabrics.
The greige cotton has a natural yellowish coloration due to the proteins and the flavones pigments of the cotton flowers (Yin et al. 2015). The yellowish impurities can be easily removed with the bleaching process. Other impurities, such as waxes and ashes, also affect the color. Hydrogen peroxide is the most widely used method for bleaching (Altay et al. 2019). The cationization reduced 19% and 23% of the yellow color (b* coordinate) of the substrate when treated with P42 and CHPTAC, respectively. The presence of sodium hydroxide in the cationization process was responsible for the solubilization of waxes in the bath. However, it can be seen from the b* coordinate analysis of the substrates that bleaching was the best process for the removal of the natural pigments. The whiteness degree and L* coordinate increased for all pretreated fabrics, especially for the bleached substrate, which had the lowest b* coordinate (4.7 ± 0.1).
The plasma treatment had little influence on the color of the substrate. For fabrics cationized with P42, the whiteness degree was statistically equivalent for samples treated with or without plasma. However, the degree of whiteness changed significantly when the plasma was applied after cationization with CHPTAC. Without plasma treatment, the whiteness degree for sample cationized with CHPTAC was 22.1 ± 0.0.5 and after the first plasma treatment was 21.1 ± 0.8, these values are statistically equal. Then the whiteness degree increased to 23 ± 1 after the second plasma treatment, which was statistically different from the sample without plasma. The reason is probably related to the better accessibility of the plasma in the cellulose fiber after the removal of waxes during cationization.
The reactive dyeing in the fabric cationized with P42 presented the same color strength as the control sample (K/S was 29.9 ± 0.6 for control and 30 ± 1 for cationic fabric). The best result was achieved for the sample cationized with CHPTAC, with a gain of around 10% in relation to the a* coordinate. The plasma treatment did not significantly change the color properties of reactive dyed fabrics cationized with CHPTAC, but it slightly decreased the a* coordinate when P42 was the cationic agent, from 44.8 ± 0.7 to 43.0 ± 0.8 after applying the plasma two times. The effect of cationization prevailed over plasma. A similar observation was obtained by Patiño et al. (2011).
For a detailed comparison, the greige cotton fabric treated solely by plasma (e.g., without the cationization step) was dyed with Reactive Red 195. The result was an uneven dyeing. Due to the low quality of the dyeing and the high presence of stains, the color properties of this sample were not measured, except for the RUI value, which was 1.28. This is considered as inferior levelness according to Table 2. In comparison, the RUI values of the plasma treated cationic samples were 0.22 and 0.26 (e.g., good levelness) for CHPTAC and P42 pretreatments, respectively. Therefore, the dyeing was satisfactory when the sample was pretreated with plasma and followed by cationization.
Cotton is composed of 90–96% cellulose, 4–10% correspond to impurities in the fiber. These impurities correspond to waxes, resins, hemicellulose and proteins (Sun and Qiu 2012; Kolářová et al. 2013; Ma et al. 2017). They are mainly found at the outermost layers of the cotton, in the cuticle layer and the primary wall. The surface layers protect the fibers against the environment during growth, but also are responsible for poor hydrophilicity (Zhu et al. 2017). All of these impurities could not be removed by plasma treatment but were removed in the cationization process.
The cationization increased substantially the color strength when dyed with Acid Blue 260 dye. The K/S value of the control samples was 3.2 ± 0.1, after the cationization process this value increased to 24.1–28, depending on the treatment (an increment about 8–9 times). This substantial increase is attributed to the cationic character of the fabrics after the cationization process (Helmy et al. 2017). However, the K/S for fabrics cationized with P42 decreased significantly after two plasma treatments (from 28 ± 2 to 24.1 ± 0.9). A similar situation was observed for reactive dyeing: the reduction of the a* coordinate from 44.8 ± 0.7 to 43.0 ± 0.8. Plasma treatment is usually known for increasing hydrophilicity in cotton, but many considerations may explain the decrease of the dye uptake. A similar situation was obtained by other researchers (Wong et al. 2000; Akbarpour et al. 2013; Gorjanc et al. 2018).
The gas selection for plasma treatment influences the dye uptake in cotton dyeing. Gorjanc et al. (2018) pretreated cotton with oxygen plasma and ammonia. They observed a reduction in color strength in samples treated with oxygen. The opposite effect was noticed in the samples treated by NH3 plasma. The loss of efficiency could be related to the incorporation of superficial groups of anionic character in cotton after plasma treatment with oxygen. Wong et al. (2000) considered that plasma treatment changes the size and shape of the fiber, which affects the color reflection of the material. According to Akbarpour et al. (2013), the more the sample is exposed to the plasma, the more will be the effect of destructive conditions.
The cationic agent has a great influence on the dyeing. However, the treatment with plasma had little influence on the color properties of dyed fabrics. The greatest effect is related to the uniformity of the dyeing. The RUI values increased for the sample cationized with CHPTAC when applied with plasma treatment before dyeing. The highest values were 0.49 and 0.54 for reactive and acid dye, respectively. This is probably due to the increased reactivity of the plasma-treated fabric. The higher the reactivity on the cotton surface is, the lower the diffusion of the dye into the fiber, which may have caused uneven dyeing (Wang and Lewis 2002).
Colorfastness properties
Table 4 shows the washing, rubbing and light fastness of the fabrics dyed with Reactive Red 195 and Acid Blue 260. When dyed with reactive dye the fabrics treated with CHPTAC presented the same washing fastness as the control sample. Fabrics treated with CHPTAC also presented satisfactory rubbing and light fastness for reactive dye. However, the fabrics treated with P42 had exhibited low washing and light fastness for the Reactive Red 195, below the level achieved by the control sample.
The dyeing with Acid Blue 260 presented enhanced fastness when the samples were treated with cationic agents. The high staining level for washing fastness of the control sample is attributed to the lower color strength of the dyed fabric. It is observed an increase of 0.5 to 1 degree in the color change of the washing fastness for the cationic samples, except for the one treated with plasma before cationization with P42. Nevertheless, this slight increase is not enough to enable the acid dye to be used on a large scale by the textile industry. Besides, there is a considerable decrease in wet rubbing fastness for treatments carried out with the P42 cationic agent. In this case, the water acted as a lubricant and stained the adjacent fabric (Naikwade et al. 2017).
The plasma treatment had a strong influence on the wet rubbing fastness of dyed fabrics with reactive dye. A decrease of 1.5 and 0.5 in the fastness levels was observed for fabrics cationized with P42 and CHPTAC, respectively. This result is probably related to the diffusion of the dye into the fiber. Since plasma and cationization are both surface treatments the dye tends to interact on the external surface, instead of diffuse to the interior of fiber. This effect is known as ring dyeing (Mahapatra 2016). Both fixed and unfixed dye might be on the cotton surface.
Samples treated with P42 exhibited lower light fastness than the CHPTAC treated fabrics. As a cationic polymer, the P42 molecules have limited accessibility to the cellulose pores and the interaction is mainly restricted to the external surface of the fiber. Therefore, the fabrics treated with P42 tend to exhibit ring dyeing because dye molecules were quickly tied into the cationic sites available at the external surface. Since there is a higher amount of dyes on the external surface, the fabrics cationized by P42 are more susceptible to UV fading.
The plasma effect was also observed to a lesser extent in the washing fastness properties. A slight reduction of washing fastness for plasma treated fabrics was also reported by other authors (Akbarpour et al. 2013; Feng et al. 2020). Some research observed a physical degradation of the fabric after plasma treatment, such as microcracks pitting and splitting of the fiber (Shepherd and Frey 2018; Feng et al. 2020). These degraded fibers were probably removed from the fabric during the washing and rubbing fastness tests. On the other hand, fiber degradation has little influence on the light fastness since no mechanical effort is made during the test. In fact, samples dyed with reactive dye and cationized with P42 obtained better light fastness with the application of plasma.
Interactions forces involving cellulose, cationic agents and dye molecules
The interactions between the cellulose molecule, the cationic agents and the dyes are proposed in Fig. 5. The interaction between the cationic agent and cellulose is more likely to occur in the primary cellulosic hydroxyl group as it has better accessibility (Wakelyn et al. 2006). Cellulose anions are formed under basic conditions, which interact with the cationic agents. The quaternary ammonium group of the P42 molecule interacts directly with the cellulose anion through an ionic bond. However, the CHPTAC molecule is converted into 2,3 epoxypropyl trimethylammonium chloride, which is covalently bonded with the cellulose anion (Hashem 2006). After the cationization process, the reactive and acid dyes interact with the cationic cellulose, which results in a formation of an ionic bond between the quaternary ammonium group and the oxygen anion.

Interaction between c cellulose, b cationic agents and dyes: a Reactive Red 195 d and Acid Blue 260 (sulfonic acid group)
The lower washing fastness levels for fabrics treated with P42 are due to the interaction forces between the cationic cellulose and the dyes. The P42 molecule is ionically bonded to the cellulose, while CHPTAC forms a covalent bond. The ionic bonds tend to have lower washing fastness as they are easily affected by water ionization (Guo et al. 2020).
AFM analysis
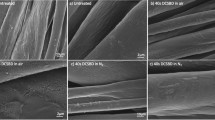
The AFM technique was used to analyze the effect of the plasma treatment on surface morphology and measure the surface roughness. Figure 6 shows the AFM images and the root mean square (RMS) roughness of the cotton fiber before and after plasma treatments. The RMS roughness measured for greige cotton was 14.9 nm. Then the RMS roughness decreased to 6.7 nm after the plasma treatment. The decrease is probably due to a partial etching of the fiber. The waxes present on the surface of the fabric might act as a barrier that prevents the contact between plasma and cellulose. Therefore, probably only a portion of the waxes was removed after 135 s of plasma treatment. It also explains the conspicuous unlevelness obtained after the dyeing of plasma-treated greige cotton. The dye could not diffuse into the fiber because there was remaining waxes on the surface of the fabric after the plasma treatment.

AFM images and RMS roughness of greige cotton and plasma treated cotton fabrics
The surface etching by atmospheric plasma partially destroyed the hydrophobic layer and the hydrophilicity is dependent on the power and time of the plasma treatment (Carneiro et al. 2001; Karahan and Özdoğan 2008). Shepherd and Frey (2018) treated scoured and greige cotton yarns with long plasma exposure times (15–90 min). Scoured cotton had severe physical damage, even at the lowest exposure time (15 min), while greige yarns had less degradation. The authors attributed the better resistance of the greige cotton yarn to the greater amount of waxes and other components present at the surface.
The fabrics treated before and after plasma treatment presented higher RMS roughness. The waxes and other impurities of the cotton surface were removed after the cationization process, then allowing better corrosion of the fiber due to the second plasma treatment. The highest RMS roughness occurred for the sample treated with CHPTAC and two plasma treatments. This is probably related to the size of the cationic molecule. The pore diffusion of the P42 cationic agent into the cellulose fiber is limited due to the polymer structure, thus the interaction is partially restricted to the external surface of the fiber. Therefore, the P42 cationic agent has more tendency to be deposited in the external surface of the fiber, which hinders the contact between plasma and cellulose.
FTIR and XPS analysis
FTIR is a simple technique useful to characterize the functional groups on the surface of the fabric. FTIR spectroscopy of greige cotton and treated fabrics are given in Fig. 7. Apart from the intensity of the peaks, the spectra of the fabrics presented similar characteristics. The peaks in the region 3500–3100 cm−1 are related to the –OH stretching. The peaks in region 3000–2800 cm−1 correspond to asymmetrical and symmetrical vibrations of CH2 (methylene) groups of the alkyl chains. The peak around 1425 cm−1 corresponds to –CH and C–OH bending vibrations. The broad absorption peak in the region 1400–1300 cm−1 is related to –CH and –CH2 bending vibrations. The peaks at around 1157 cm−1, 1111 cm−1 and the broad peak in the region 1030–1000 cm−1 are assigned to C–O–C stretching vibrations (Chung et al. 2004; Ma et al. 2016; Molina et al. 2020).

Infrared absorption bands of untreated and treated cotton fabrics a with wavenumber from 4000 to 500 cm−1 and b enlarged region for detailed analysis (1750–1500 cm−1)
A smaller peak around 1630 cm−1 is usually related to the O–H bending vibrations of adsorbed water (Chung et al. 2004) but can be also assigned to N–H asymmetric deformation (Abdelileh et al. 2019). An enlarged graph in this wavenumber region is given in Fig. 7b for detailed investigation. It can be observed that there is a small protuberance around 1572 cm−1 for all samples treated with the cationic agent P42 (red, green and purple curves). This may be attributed to the presence of secondary amide groups (Sun et al. 2018), which indicates that the P42 cationic agent was successfully deposited onto the textile surface.
In the spectra are shown absorption peaks characteristic of the cellulose structure. This is probably due to the low concentration of cationic agents used in the treatment. The concentration was not high enough, therefore the peaks were overlapped with the cotton. An exception occurs for the peak around 1572 cm−1, for samples cationized with P42. Secondary amide groups are present in the P42 molecule but not in the cellulose.
Holländer et al. (1999) estimated that the plasma treatment acts mostly at the first 50 nm of the material surface, while the FTIR analysis is typically between 600 and 1000 nm (Molina et al. 2020). Therefore, the FTIR technique is not suitable to analyze the interaction between the plasma and the uppermost layer of the cotton fabric. A good method to analyze the changes in the surface of the cotton fabrics treated by plasma is the XPS technique, which is restricted to the first 10 nm of the surface (Cools et al. 2015). The atomic composition of the samples, measured by XPS, is given in Table 5.
The untreated greige cotton fabric contains the highest concentration of carbon (92.2%) and the lowest concentration of oxygen (7.3%). This is due to the high content of waxes in the greige cotton fabric. After the conventional bleaching process, the carbon content drops to 76.5%, while the oxygen rises to 23.1%. The nitrogen content in the greige cotton is 0.5%. It is related to impurities, thus it is expected that cotton fabrics have a low concentration of nitrogen. The nitrogen content decreases to 0.4% after the bleaching process due to the removal of impurities. The amount of nitrogen in the noncationic fabrics was similar to other literature cited in this paper. Generally, the nitrogen concentration of untreated fabric samples varies from 0 to 0.5% (Liu and Yao 2011; Arivithamani and Giri Dev 2017; Cai et al. 2018).
The cationic treatment is responsible for the incorporation of nitrogen functional groups into the cellulose fiber. This effect was detected by XPS analysis only for samples treated with cationic agent P42. A similar result was obtained in the FTIR analysis. The concentration of the cationic agent CHPTAC was not enough to be detected by both techniques.
The XPS technique detected a higher amount of nitrogen for cationic fabrics treated with P42 because the molecules of the cationic agent are mainly at the external surface of the fiber. The CHPTAC molecules have better penetration to the cellulose pores, at a fiber depth greater than the range of the XPS analysis.
Since quaternary ammonium groups are incorporated in the fiber, the amount of nitrogen in the cotton samples is usually measured as an indirect method to monitor the efficiency of the cationization (Hashem 2006; Ma et al. 2017). However, other factors interfere with the interaction between the anionic dye and the cationic fiber. An increase in the physical presence of surrounding ligands results in lower dye-fiber interaction. So, the effect of the cationic nitrogen may be dominated by the steric hindrance (Maiti et al. 2018).
The plasma treatment of the greige cotton increased the concentration of oxygen. The plasma is composed of 1.5% oxygen, which interacts with cellulose and provides new functional groups for the cotton surface. The cationization after the plasma treatment increased the carbon concentration probably due to the incorporation of the cationic agent into the fabrics. After the second plasma treatment, the carbon concentration decreases again due to a new interaction with oxygen from plasma.
The wide range XPS spectra are available in the supplementary material. For more detailed information, C1s high-resolution scans were performed for the fabrics and the results are also indicated in Table 5. As shown in Fig. 8, the deconvoluted C1s spectrum presents three peaks: at 285.0, 286.5 and 288.2 eV, which can be respectively attributed to C–C, C–O and O–C–O/C=O bonds (Vandencasteele and Reniers 2010; Cai et al. 2018; Molina et al. 2020).

XPS high-resolution C1s spectra of untreated and treated cotton fabrics
The greige cotton has the highest C–C content due to some non-cellulosic components such as waxes. The plasma treatment was responsible for increasing the concentration of C–O and O–C–O/C=O functional group. The bleaching process removed the waxes, which decreased the C–C concentration. The cationization also removed the waxes from greige cotton, however, the C–C concentration rises again if the fabric was previously treated by plasma. This is also related to the incorporation of the cationic agent into the fabrics.
The incorporation of oxygenated functional groups by plasma increased the acidity of the cotton surface (Kramar et al. 2018), which tends to lower the pH of the dyebath (Oliveira et al. 2012). This may be related to the loss of efficiency in the process when the samples were treated with plasma before dyeing with Reactive Red 195 (Table 3). The reactive dye is usually applied in an alkaline medium to enhance interaction with the fiber (Pal 2017).
Conclusions
The dyeing of plasma treated cationic greige cotton has shown promise since it decreases the consumption of water and the generation of effluent as conventional scouring and bleaching are eliminated. Besides, the findings related to the P42 might enable its use as a cationic agent for the textile sector, as a substitute for the well-known CHPTAC.
In this research, the cationization was successfully applied with plasma assistance. The novel cationic agent P42 provided satisfactory results. The dyeing of cotton fabrics cationized with P42 presented higher color strength comparable to conventional dyeing, without feeding salt to the process. CHPTAC is still the best cationic agent, considering the best color strength and RUI values. However, P42 might be used as an alternative due to the safety concerns related to the use of CHPTAC.
The pretreatments increased the interaction between cotton and Acid Blue 260 dye, especially the cationization. The incorporation of cationic groups into cotton fabric increased substantially the color strength of the dyed samples. However, considering industrial-scale applicability, further improvements are necessary due to the limited fastness properties of the dyed fabrics.
The cationization effect prevailed over plasma. Plasma treatment changed the chemical cotton surface but had little influence on the color properties of the dyed fabrics. The biggest influence of the plasma was related to the improvement in light fastness, probably due to the increased reactivity. With the conditions proposed in this research, the plasma treatment itself is not enough for providing enough hydrophilicity for the dyeing of greige cotton fabrics. In contrast, the plasma treatment followed by cationization can remove satisfactory the waxes present in the greige cotton fabrics, which is essential for an even dyeing.
Availability of data and material
Additional data are available in the supplementary material.
Code availability
Not applicable.
References
Abd El-Hady MM, Sharaf S, Farouk A (2020) Highly hydrophobic and UV protective properties of cotton fabric using layer by layer self-assembly technique. Cellulose 27:1099–1110. https://doi.org/10.1007/s10570-019-02815-0
Abdelileh M, Ben TM, Moussa I, Meksi N (2019) Pretreatment optimization process of cotton to overcome the limits of its dyeability with indigo carmine. Chem Ind Chem Eng Q 25:277–288. https://doi.org/10.2298/CICEQ181115006A
Ahmed H, Khattab TA, Mashaly HM et al (2020) Plasma activation toward multi-stimuli responsive cotton fabric via in situ development of polyaniline derivatives and silver nanoparticles. Cellulose. https://doi.org/10.1007/s10570-020-02980-7
Akbarpour H, Rashidi A, Yazdanshenas ME, Tayebi H (2013) Effect of nitrogen gas cold plasma on cotton fabric dyed with reactive dyes. Asian J Chem 25:695–700. https://doi.org/10.14233/ajchem.2013.12235
Aktek T, Millat AKMM (2017) Salt free dyeing of cotton fiber- a critical review. Int J Text Sci 6:21–33. https://doi.org/10.5923/j.textile.20170602.01
Altay P, Hauser PJ, Gursoy NC, El-Shafei A (2019) Facile synthesis of a novel, highly effective, more sustainable and cost-effective cationic bleach activator for cotton: N-[4-(N, N, N)-triethylammoniumchloride-butyryl] caprolactam. Cellulose 26:2849–2860. https://doi.org/10.1007/s10570-018-02224-9
American Association of Textile Chemists and Colorists (2010) AATCC technical manual. American Association of Textile Chemists and Colorists, Research Triangle Park
Arivithamani N, Agnes Mary S, Senthil Kumar M, Giri Dev VR (2014) Keratin hydrolysate as an exhausting agent in textile reactive dyeing process. Clean Technol Environ Policy 16:1207–1215. https://doi.org/10.1007/s10098-014-0718-7
Arivithamani N, Dev VRG (2017) Cationization of cotton for industrial scale salt-free reactive dyeing of garments. Clean Technol Environ Policy 19:2317–2326. https://doi.org/10.1007/s10098-017-1425-y
Arivithamani N, Giri Dev VR (2016) Salt-free reactive dyeing of cotton hosiery fabrics by exhaust application of cationic agent. Carbohydr Polym 152:1–11. https://doi.org/10.1016/j.carbpol.2016.06.087
Arivithamani N, Giri Dev VR (2017) Sustainable bulk scale cationization of cotton hosiery fabrics for salt-free reactive dyeing process. J Clean Prod 149:1188–1199. https://doi.org/10.1016/j.jclepro.2017.02.162
Ayres M, Junior MA, Ayres DL, Dos Santos AAS (2007) BioEstat: statistics applications in areas of biological and medical sciences. pp 364
Bures BL, Donohue KV, Roe RM, Bourham MA (2005) Visualization of helium dielectric barrier discharge treatment of green peach aphids on tobacco leaves. IEEE Trans Plasma Sci 33:290–291. https://doi.org/10.1109/TPS.2005.845035
Cai Y, Su S, Navik R et al (2018) Cationic modification of ramie fibers in liquid ammonia. Cellulose 25:4463–4475. https://doi.org/10.1007/s10570-018-1905-1
Carneiro N, Souto AP, Silva E et al (2001) Dyeability of corona-treated fabrics. Color Technol 117:298–302. https://doi.org/10.1111/j.1478-4408.2001.tb00079.x
Chattopadhyay DP, Chavan RB, Sharma JK (2007) Salt-free reactive dyeing of cotton. Int J Cloth Sci Technol 19:99–108. https://doi.org/10.1108/09556220710725702
Chen B, Wang A, Wu S, Wang L (2016) Polyquaternium-2: a new levelling agent for copper electroplating from acidic sulphate bath. Electrochemistry 84:414–419. https://doi.org/10.5796/electrochemistry.84.414
Chong CL, Li SQ, Yeung KW (1992) An objective method for the assessment of levelness of dyed materials. J Soc Dye Colour 108:528–530. https://doi.org/10.1111/j.1478-4408.1992.tb01405.x
Chung C, Lee M, Choe EK (2004) Characterization of cotton fabric scouring by FT-IR ATR spectroscopy. Carbohydr Polym 58:417–420. https://doi.org/10.1016/j.carbpol.2004.08.005
Cools P, Morent R, De Geyter N (2015) Plasma modified textiles for biomedical applications. Adv Bioeng. https://doi.org/10.5772/59770
Correia J, Rainert KT, Oliveira FR et al (2020) Cationization of cotton fiber: an integrated view of cationic agents, processes variables, properties, market and future prospects. Cellulose 27:8527–8550. https://doi.org/10.1007/s10570-020-03361-w
Fairley N (2009) CasaXPS Manual. Casa Software Ltd, Teignmouth
Farouk A, Sharaf S, Abd El-Hady MM (2013) Preparation of multifunctional cationized cotton fabric based on TiO2 nanomaterials. Int J Biol Macromol 61:230–237. https://doi.org/10.1016/j.ijbiomac.2013.06.022
Farrell MJ, Hauser PJ (2013) Cationic cotton, reservations to reality. AATCC Rev 13:56–63
Farrell MJ, Ormond RB, Gabler WJ (2015) Quantitative analysis of trimethyl amine in cotton fabrics cationized with 3-chloro-2-hydroxypropyltrimethylammonium chloride. Cellulose 22:3435–3439. https://doi.org/10.1007/s10570-015-0692-1
Feng C, Hu Y, Jin C et al (2020) The effect of atmospheric pressure glow discharge plasma treatment on the dyeing properties of silk fabric. Plasma Sci Technol. https://doi.org/10.1088/2058-6272/ab4c4e
Fu S, Hinks D, Hauser P, Ankeny M (2013) High efficiency ultra-deep dyeing of cotton via mercerization and cationization. Cellulose 20:3101–3110. https://doi.org/10.1007/s10570-013-0081-6
Gadelmawla ES, Koura MM, Maksoud TMA et al (2002) Roughness parameters. J Mater Process Technol 123:133–145. https://doi.org/10.1016/S0924-0136(02)00060-2
Gawish SM, Ramadan AM, Matthews SR, Bourham MA (2008) Modification of PA6,6 by atmospheric plasma and grafting 2-hydroxy ethyl methacrylate (HEMA) to improve fabric properties. Polym Plast Technol Eng 47:473–478. https://doi.org/10.1080/03602550801951880
Ghaly AE, Ananthashankar R, Alhattab M, Ramakrishnan VV (2013) Production, characterization and treatment of textile effluents: a critical review. J Chem Eng Process Technol 05:1–18. https://doi.org/10.4172/2157-7048.1000182
Giacomini F, de Souza AAU, de Barros MASD (2020) Cationization of cotton with ovalbumin to improve dyeing of modified cotton with cochineal natural dye. Text Res J. https://doi.org/10.1177/0040517519899652
Gorjanc M, Mozetič M, Vesel A, Zaplotnik R (2018) Natural dyeing and UV protection of plasma treated cotton. Eur Phys J D 72:41. https://doi.org/10.1140/epjd/e2017-80680-9
Guild J (1932) The colorimetric properties of the spectrum. Philos Trans R Soc A Math Phys Eng Sci 230:149–187. https://doi.org/10.1098/rsta.1932.0005
Guo Q, Chen W, Cui Z, Jiang H (2020) Reactive dyeing of silk using commercial acid dyes based on a three-component Mannich-type reaction. Color Technol 136:336–345. https://doi.org/10.1111/cote.12471
Haji A, Naebe M (2020) Cleaner dyeing of textiles using plasma treatment and natural dyes: a review. J Clean Prod 265:121866. https://doi.org/10.1016/j.jclepro.2020.121866
Hashem MM (2006) Development of a one-stage process for pretreatment and cationisation of cotton fabric. Color Technol 122:135–144. https://doi.org/10.1111/j.1478-4408.2006.00022.x
Hauser PJ, Tabba AH (2001) Improving the environmental and economic aspects of cotton dyeing using a cationised cotton+. Color Technol 117:282–288. https://doi.org/10.1111/j.1478-4408.2001.tb00076.x
Helmy HM, Hauser P, El-Shafei A (2017) Influence of atmospheric plasma-induced graft polymerization of DADMAC into cotton on dyeing with acid dyes. J Text Inst 108:1871–1878. https://doi.org/10.1080/00405000.2017.1298206
Holländer A, Wilken R, Behnisch J (1999) Subsurface chemistry in the plasma treatment of polymers. Surf Coatings Technol 116–119:788–791. https://doi.org/10.1016/S0257-8972(99)00297-2
Jelil RA (2015) A review of low-temperature plasma treatment of textile materials. J Mater Sci 50:5913–5943. https://doi.org/10.1007/s10853-015-9152-4
Kamal Alebeid O, Zhao T (2015) Anti-ultraviolet treatment by functionalizing cationized cotton with TiO2 nano-sol and reactive dye. Text Res J 85:449–457. https://doi.org/10.1177/0040517514549989
Karahan HA, Özdoğan E (2008) Improvements of surface functionality of cotton fibers by atmospheric plasma treatment. Fibers Polym 9:21–26. https://doi.org/10.1007/s12221-008-0004-6
Kim S, Nakamatsu J, Maurtua D, Oliveira F (2016) Formation, antimicrobial activity, and controlled release from cotton fibers with deposited functional polymers. J Appl Polym Sci 133:1–11. https://doi.org/10.1002/app.43054
Kolářová K, Vosmanská V, Rimpelová S, Švorčík V (2013) Effect of plasma treatment on cellulose fiber. Cellulose 20:953–961. https://doi.org/10.1007/s10570-013-9863-0
Kramar AD, Obradović BM, Vesel A et al (2018) Surface cleaning of raw cotton fibers with atmospheric pressure air plasma. Cellulose 25:4199–4209. https://doi.org/10.1007/s10570-018-1820-5
Kumar B, Mathur A, Pathak R et al (2016) Evaluation of antimicrobial efficacy of quaternized poly[bis(2-chloroethyl)ether- alt -1,3-bis[3-(dimethylamino)propyl]urea] against targeted pathogenic and multi-drug-resistant bacteria. J Bioact Compat Polym 31:467–480. https://doi.org/10.1177/0883911515627473
Liu L, Yao J (2011) Salt-free dyeability of thiourea grafted cotton fabric. Fibers Polym 12:42–49. https://doi.org/10.1007/s12221-011-0042-3
Ma W, Meng M, Yan S, Zhang S (2016) Salt-free reactive dyeing of betaine-modified cationic cotton fabrics with enhanced dye fixation. Chinese J Chem Eng 24:175–179. https://doi.org/10.1016/J.CJCHE.2015.07.008
Ma W, Shen K, Xiang N, Zhang S (2017) Combinative scouring, bleaching, and cationization pretreatment of greige knitted cotton fabrics for facilely achieving salt-free reactive dyeing. Molecules 22:2235. https://doi.org/10.3390/molecules22122235
Mahapatra NN (2016) Textile dyes. Woodhead Publishing Limited, New Delhi
Maiti S, Mahajan G, Phadke S, Adivarekar RV (2018) Application of polyamidoamine dendrimer in reactive dyeing of cotton. J Text Inst 109:823–831. https://doi.org/10.1080/00405000.2017.1376819
Matthews SR, Hwang YJ, McCord MG, Bourham MA (2004) Investigation into etching mechanism of polyethylene terephthalate (PET) films treated in helium and oxygenated-helium atmospheric plasmas. J Appl Polym Sci 94:2383–2389. https://doi.org/10.1002/app.21162
Matthews SR, McCord MG, Bourham MA (2005) Poly(vinyl alcohol) desizing mechanism via atmospheric pressure plasma exposure. Plasma Process Polym 2:702–708. https://doi.org/10.1002/ppap.200500056
McCord MG, Hwang YJ, Hauser PJ et al (2002) Modifying nylon and polypropylene fabrics with atmospheric pressure plasmas. Text Res J 72:491–498. https://doi.org/10.1177/004051750207200605
McCoustra MRS, Mather RR (2018) Plasma modification of textiles: understanding the mechanisms involved. Text Prog 50:185–229. https://doi.org/10.1080/00405167.2019.1637115
Molina R, Bitar R, Cools P et al (2020) Effect of liquid impregnation on DBD atmospheric pressure plasma treatment of cotton. Cellulose. https://doi.org/10.1007/s10570-020-03306-3
Morent R, De Geyter N, Verschuren J et al (2008) Non-thermal plasma treatment of textiles. Surf Coatings Technol 202:3427–3449. https://doi.org/10.1016/J.SURFCOAT.2007.12.027
Naikwade M, Liu F, Wen S et al (2017) Combined use of cationization and mercerization as pretreatment for the deep dyeing of ramie fibre. Fibers Polym 18:1734–1740. https://doi.org/10.1007/s12221-017-5512-9
Negulescu II, Despa S, Chen J et al (2000) Characterizing polyester fabrics treated in electrical discharges of radio-frequency plasma. Text Res J 70:1–7. https://doi.org/10.1177/004051750007000101
Oliveira FR, Erkens L, Fangueiro R, Souto AP (2012) Surface modification of banana fibers by DBD plasma treatment. Plasma Chem Plasma Process 32:259–273. https://doi.org/10.1007/s11090-012-9354-3
Pal P (2017) Industrial water treatment process technology. Elsevier, Cambridge
Palaskar SS, Kale RD, Deshmukh RR (2020) Application of atmospheric pressure plasma for adhesion improvement in polyurethane coating on polypropylene fabrics. J Coatings Technol Res. https://doi.org/10.1007/s11998-019-00300-8
Patil AA, Maiti S, Adivarekar RV (2019) The use of poly(amido)amine dendrimer in modification of cotton for improving dyeing properties of acid dye. Int J Cloth Sci Technol 31:220–231. https://doi.org/10.1108/IJCST-04-2018-0055
Patiño A, Canal C, Rodríguez C et al (2011) Surface and bulk cotton fibre modifications: plasma and cationization. Influence on dyeing with reactive dye. Cellulose 18:1073–1083. https://doi.org/10.1007/s10570-011-9554-7
Peran J, ErcegovićRažić S (2020) Application of atmospheric pressure plasma technology for textile surface modification. Text Res J 90:1174–1197. https://doi.org/10.1177/0040517519883954
Puebla C (2006) Whiteness assessment: A primer. Axiphos GmbH, Lörrach
Rehan M, Mahmoud SA, Mashaly HM, Youssef BM (2020) β-Cyclodextrin assisted simultaneous preparation and dyeing acid dyes onto cotton fabric. React Funct Polym 151:104573. https://doi.org/10.1016/j.reactfunctpolym.2020.104573
Rehan M, Zaghloul S, Mahmoud FA et al (2017) Design of multi-functional cotton gauze with antimicrobial and drug delivery properties. Mater Sci Eng C 80:29–37. https://doi.org/10.1016/j.msec.2017.05.093
Roy Choudhury AK (2014) Coloration of cationized cellulosic fibers—a review. AATCC J Res 1:11–19. https://doi.org/10.14504/ajr.1.3.2
Sahito IA, Sun KC, Arbab AA et al (2015) Integrating high electrical conductivity and photocatalytic activity in cotton fabric by cationizing for enriched coating of negatively charged graphene oxide. Carbohydr Polym 130:299–306. https://doi.org/10.1016/j.carbpol.2015.05.010
Shepherd LM, Frey MW (2018) The degradation of cellulose by radio frequency plasma. Fibers. https://doi.org/10.3390/fib6030061
Sun S, Qiu Y (2012) Influence of moisture on wettability and sizing properties of raw cotton yarns treated with He/O2 atmospheric pressure plasma jet. Surf Coatings Technol 206:2281–2286. https://doi.org/10.1016/j.surfcoat.2011.10.005
Sun X, DenHartog E, Zhang X, McCord M (2018) Study of poly(N-isopropylacrylamide) grafted cotton fabrics initiated by atmospheric pressure plasma. Appl Surf Sci. https://doi.org/10.1016/j.apsusc.2018.05.056
Tang A, Wang Y, Lee C, Kan C-W (2017) Computer Color Matching and Levelness of PEG-Based Reverse Micellar Decamethyl cyclopentasiloxane (D5) Solvent-Assisted Reactive Dyeing on Cotton Fiber. Appl Sci 7:682. https://doi.org/10.3390/app7070682
Vandencasteele N, Reniers F (2010) Plasma-modified polymer surfaces: characterization using XPS. J Electron Spectros Relat Phenomena 178–179:394–408. https://doi.org/10.1016/j.elspec.2009.12.003
Wakelyn PJ, Bertoniere NR, French AD et al (2006) Cotton fiber chemistry and technology. Taylor & Francis Group, Boca Raton
Wang H, Lewis DM (2002) Chemical modification of cotton to improve fibre dyeability. Color Technol 118:159–168. https://doi.org/10.1111/j.1478-4408.2002.tb00094.x
Wong KK, Tao XM, Yuen CWM, Yeung KW (2000) Effect of plasma and subsequent enzymatic treatments on linen fabrics. J Soc Dye Colour 116:208–214. https://doi.org/10.1111/j.1478-4408.2000.tb00040.x
Yin C, Huang Y, Zhang L et al (2015) Low-temperature bleaching of cotton fabric using a copper-based catalyst for hydrogen peroxide. Color Technol 131:66–71. https://doi.org/10.1111/cote.12125
Zhu B, Liu J, Gao W (2017) Effects of Snailase Treatment on Wettability of Raw Cotton Yarns in Pre-wetting Process of Foam Sizing. Appl Biochem Biotechnol 182:1065–1075. https://doi.org/10.1007/s12010-016-2382-3
Zille A, Oliveira FR, Souto AP (2015) Plasma Treatment in textile industry. Plasma Process Polym 12:98–131. https://doi.org/10.1002/ppap.201400052
Acknowledgements
The authors are grateful for the financial support from the Brazilian Federal Foundation for Support and Evaluation of Graduate Education – CAPES – Finance Code 001. Special thanks also go to Werken Química Ltda that gently provided the chemicals, to North Carolina State University and Federal University at Santa Catarina for providing the research infrastructure and guidance.
Funding
This research was financed by the Brazilian Federal Foundation for Support and Evaluation of Graduate Education – CAPES – Finance Code 001.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Human and animal participants
This paper does not contain any studies with human participants or animals performed by any of the authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Fernando Ribeiro Oliveira: Deceased
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Correia, J., Mathur, K., Bourham, M. et al. Surface functionalization of greige cotton knitted fabric through plasma and cationization for dyeing with reactive and acid dyes. Cellulose 28, 9971–9990 (2021). https://doi.org/10.1007/s10570-021-04143-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-021-04143-8