
Abstract
Owing to their exceptional properties, high-entropy alloys (HEAs) and high-entropy materials have emerged as promising research areas and shown diverse applications. Here, the recent advances in the field are comprehensively reviewed, organized into five sections. The first section introduces the background of HEAs, covering their definition, significance, application prospects, basic properties, design principles, and microstructure. The subsequent section focuses on cutting-edge high-entropy structural materials, highlighting developments such as nanostructured alloys, grain boundary engineering, eutectic systems, cryogenic alloys, thin films, micro-nano-lattice structures, additive manufacturing, high entropy metallic glasses, nano-precipitate strengthened alloys, composition modulation, alloy fibers, and refractory systems. In the following section, the emphasis shifts to functional materials, exploring HEAs as catalysts, magneto-caloric materials, corrosion-resistant alloys, radiation-resistant alloys, hydrogen storage systems, and materials for biomedicine. Additionally, the review encompasses functional high-entropy materials outside the realm of alloys, including thermoelectric, quantum dots, nanooxide catalysts, energy storage materials, negative thermal expansion ceramics, and high-entropy wave absorption materials. The paper concludes with an outlook, discussing future directions and potential growth areas in the field. Through this comprehensive review, researchers, engineers, and scientists may gain valuable insights into the recent progress and opportunities for further exploration in the exciting domains of high-entropy alloys and functional materials.
Graphic abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Background
1.1 Definition and background of high-entropy alloys
In the early stages of high-entropy alloys (HEA) research, it was initially defined as an alloy composed of five or more elements, typically in equimolar or nearly equimolar compositions, with the range of each principal component falling within 5@%–35 at% [1]. This definition was primarily composition based. As research progressed, an alternative approach emerged, where high-entropy alloys were defined by the utilization of mixing configurational entropy. Evidently, entropy describes the intrinsic degree of disorder within a closed system, with a higher entropy indicating a greater system disorder. In the field of materials science, higher entropy is manifested as a higher degree of disorder in the distribution of elements or other words, increased randomness.
Following Boltzmann’s hypothesis, the mixing configurational entropy of an n-element equimolar alloy changing from an elemental to a random solution state (ideal state or regular state) can be calculated from [2]:
where k is the Boltzmann constant, ω denotes the number of microstates in the distribution, which can also be construed as thermodynamic probability, and R is the gas constant. Binary equimolar alloys exhibit a mixing configurational entropy of 0.693R, while ternary, quaternary, and quinary equimolar alloys manifest mixing entropies of 1.10R, 1.386R, and 1.61R, respectively. Consequently, the relationship between the number of principal elements and the mixing configurational entropy established by this equation enables the definition of high-entropy alloys based on the magnitude of the system's mixing entropy [1]: when \(\Delta S_{{{\text{mix}}}} < 0.693R\), it comes to low-entropy alloys, when \(0.693{{R}} < \Delta S_{{{\text{mix}}}} < 1.61R\), it comes to medium-entropy alloys, and when \(\Delta S_{{{\text{mix}}}} > 1.61R\), it comes to high-entropy alloys. Even for non-equimolar compositions, as long as the system's mixing entropy falls within the aforementioned range, it can be classified as such.
This method of categorizing high-entropy alloys based on the mixing entropy further expands the already vast family of high-entropy alloys, which imparts substantial compositional flexibility, facilitating the tailoring of properties for specific applications. Furthermore, another advantage of utilizing mixing entropy to define high-entropy alloys lies in its emphasis on the mixing configurational entropy, which typically supersedes the enthalpy of compound formation, thereby stabilizing solid solutions during solidification rather than intermetallic compounds. Consequently, high-entropy alloys usually possess a simple phase constitution, with various constituent atoms randomly distributed within the crystallographic lattice sites, erasing distinctions between solutes and solvents. The high mixing entropy of these systems broadens the solubility between multiple elements, giving rise to numerous novel mechanisms that bestow high-entropy alloys with diverse and distinctive mechanical and physical properties.
1.2 Significance and application prospects of high-entropy alloys
High-entropy alloys exhibit exceptional room-temperature mechanical properties, showcasing outstanding strength-ductility synergy. The elevated mixing configurational entropy imparts high-entropy alloys with several distinctive attributes, such as severe lattice distortion [3], sluggish diffusion [4], cocktail effect [5] and the high entropy effect [6]. Consequently, high-entropy alloys can manifest unique characteristics that set them apart from conventional alloys, particularly due to their large chemical complexity (e.g., differing atomic sizes, electronic structures, mixing enthalpy) and the resulting local structural inhomogeneities [7]. These atomic-scale inhomogeneities, operating at the atomic scale, enhance lattice friction within the alloy and significantly affects its deformation behaviors [8, 9], ultimately contributing to its high intrinsic strength of high-entropy alloys. Furthermore, reasonable alloy design and control of heat treatment processes, such as the utilization of metastable engineering to induce transformation-induced plasticity (TRIP) [10, 11], the introduction of ordered oxygen complexes (OOCs) through the addition of interstitial atoms [12, 13], and the induction of multi-stage coherent precipitates [14, 15], all contribute to enhancing the strength and ductility of high-entropy alloys. The outstanding balance of strength and ductility in high-entropy alloys makes them suitable for high-strength structural materials required in various fields. Figure 1 shows the development of high-entropy alloys [16‒23].

HEAs can overcome low-temperature embrittlement, showcasing exceptional low-temperature performance. Among the most extensively researched high-entropy alloys to date, the Cantor alloy with single-phase face-centered cubic (FCC) crystal demonstrates fracture toughness superior to that of the majority of metallic materials [20]. Furthermore, its adaptability to low-temperature environments is particularly noteworthy. When the temperature decreases from room temperature to as low as − 200 °C, it no longer exhibits the low-temperature embrittlement effects commonly observed in conventional alloys. Instead, it experiences concurrent increases in strength and ductility, with its low-temperature fracture toughness reaching as high as 200 MPa·m1/2. This opens new possibilities for FCC high-entropy alloys as high-performance materials for low-temperature applications in polar regions, aerospace, and space materials.
HEAs demonstrate outstanding high-temperature strength and stability. Refractory high-entropy alloys primarily composed of refractory elements, such as Nb, Ta, Mo, W, benefit from the high melting points of these elements and the unique structural characteristics induced by the high-entropy effect. These alloys can maintain a stable single-phase body center cubic (BCC) structure even at temperatures as high as 1400 °C [21]. Furthermore, they exhibit exceptional strength at ultra-high temperatures of up to 1600 °C, displaying a high resistance to high-temperature softening. Refractory high-entropy alloys hold the promise of playing a crucial role in various fields, including aerospace, high-temperature molds, and ultra-high-temperature coatings.
HEAs exhibit exceptional resistance to radiation. From an energetic perspective, the multitude of principal elements in high-entropy alloys, coupled with their intrinsic chemical disorder, serves to reduce both the average energy propagation mean free path and alters the energy propagation mechanisms, thereby diminishing the accumulation of radiation damage. From a structural perspective, severe lattice distortion within HEAs impacts the generation and recombination of radiation-induced defects, primarily vacancies and interstitial atoms, consequently lowering dislocation mobility and enhancing the radiation resistance of HEAs [22]. Currently, HEAs in various systems have demonstrated promising resistance to neutron irradiation, making them potential candidates for advanced nuclear energy materials [23]. They hold potential applications as structural materials in nuclear reactors.
Furthermore, HEAs also exhibit exceptional physical properties, such as superconductivity [24], interesting magnetic properties [25], and significant corrosion resistance [26]. These outstanding properties make high-entropy alloys promising candidates for various applications, including aerospace, energy, electronics, and automotive industries.
1.3 Basic properties of high-entropy alloys
1.3.1 Density and crystalline structure
The mechanical and physical properties of high entropy alloys (HEAs) strongly depend on their crystalline structures [27, 28]. According to the entropy hypothesis, the HEAs containing multiple principal elements in equal or near-equal molar ratios would help to stabilize single-phase solid solution structures due to the high configurational entropy [29, 30]. In the early studies of HEAs, many types of single-phase HEAs were successfully developed with different crystalline structures such as FCC, BCC or HCP structures [10, 31, 32]. The FCC and BCC HEAs are usually composed of transition elements i.e., Cr, Mn, Fe, Co, Ni, Cu, etc., and refractory elements, i.e., Mo, Nb, Ta, W, Zr etc., respectively, while HCP HEAs typically consist of rare earth elements [10, 31, 32]. However, it is worth noting that apart from single-phase solid solutions, many HEAs exhibit multiphase structures or intermetallic phases such as L12 [33], B2 [34], Laves phase. As a consequence, the chemical complexity makes it hard to study the phase selection and prediction of HEAs. Notwithstanding, many empirical parameters were proposed to guide the design of HEAs such as atomic size difference δ, mixing enthalpy ΔHmix, VEC, and electron concentration e/a [29, 35]. In addition, machine learning and high throughput approaches have also been adopted recently to predict the crystalline structure of HEAs which improve the efficiency of alloy design [36,37,38]. It is worth noting that compared to conventional alloys, these transition/refractory/rare earth HEAs typically have higher densities due to their complex composition [39]. Besides these aforementioned HEA systems, light weight HEAs also attracted great research interests due to the great application potentials [40, 41].
1.3.2 Mechanical properties
The superior mechanical properties of HEAs are typically attributed to their unique local chemical ordering and microstructure, which can be further tailored by via adjusting the alloy composition and processing conditions. For these single-phase solid solution HEAs, there are two widely studied alloy families i.e., 3d transition metal HEAs and refractory metal HEAs. The 3d transition metal HEAs such as CoCrNi, CoCrFeNi, and CoCrFeNiMn typically exhibit excellent ductility but relatively low strength. Therefore, they usually serve as the model materials for the systematic study of effective approaches to overcome the strength-ductility trade-off [10, 42]. Here, it is worth noting that only at cryogenic temperature, do these FCC HEA alloys usually exhibit incredibly high fracture toughness and strength due to their low stacking fault energy [20, 43, 44].
When compared with the single-phase FCC ones, the refractory HEAs with BCC structure, however, possess much higher strength [31, 39] but poor plasticity, except for several TiZrHfNb, TiZrHfNbTa alloys with tensile ductility [28, 31, 39]. Consequently, extensive efforts have been devoted to achieving the balance between strength and ductility for refractory BCC HEAs. Lei et al. [12] found that adding the interstitial atom O into TiZrHfNb can simultaneously enhance its strength and ductility. Furthermore, they have reported that coherent nanoprecipitates can be introduced into the tungsten-containing refractory HEAs, which thus significantly increases their strength without sacrificing ductility [45]. Another unprecedented mechanical property of these refractory HEAs is their high-temperature strength and thermal stability [46, 47]. Apart from single-phase HEAs, dual-phase eutectic HEAs have also been developed as advanced structural materials with high-strength, high ductility, and good castability [48]. Note that their mechanical properties can be improved by tuning microstructure configurations through thermomechanical processing [49] or introducing second phase or heterostructure structures [50,51,52].
1.3.3 Thermal properties
The thermal conductivity of HEAs was pioneered studied by Chou et al. [53] for an AlxCoCrFeNi alloy system. It is observed that the thermal conductivity of these alloys increases with increasing temperature. Compared to the pure element metals, these HEAs have a much lower value of thermal conductivity due to the lattice distortion effect [53]. They also found that the thermal conductivities of FCC-structured alloys (x<0.375) are only half of these in BCC-structured alloys (x>1.25). In the single-phase regions, the thermal conductivity decreases with increasing Al contents. Recently, Sun et al. [54] studied the thermal physical properties of Al0.3CoCrFeNi HEAs at elevated temperatures, showing that the HEA with prominent semi-metallic characteristics have values of thermal conductivity varying from 3.14 to 5.99 W·m·K–1. Laplanche et al. [55] reported the thermal expansion coefficients (TECs) of a series FCC HEAs CoNi, MnCoNi, MnFeNi, FeCoNi, CoCrNi, CrFeNi CoCrFeNi at temperature range 100–673 K. It is found that the thermal expansion behavior of these alloys is similar to that of austenitic steel [56] and pure metals. Furthermore, Rao et al. [57] developed a set of CoCrFeNiCu invar alloys with extremely low TECs around 2x10−6−5x10−6 K–1 at 300 K. More recently, He et al. [34] developed an Elinvar alloy Co25Ni25(TiZrHf)50, which exhibits a constant elastic modulus over a wide temperature range between room temperature to 900K. The above findings indicate that the HEAs have great potential for designing invar and Elinvar alloys for engineering applications.
1.3.4 Electrical properties
While HEAs have gained considerable attention for their remarkable mechanical properties, their electrical properties are equally intriguing and have sparked significant research interest. The electrical conductivity of HEAs can vary widely depending on their constituent elements and microstructure. The electrical conductivity of HEA composite with copper (50 wt% TiZrNbTa /Cu) increased up to 340% induced by the second phase strengthening effect [58]. Compared with Ti3SiC2/Cu joint composited with Sn6Ag7Ni4Co2Ti filler, it is lower at all test temperatures, which is reduced by up to 15.99% at 300 °C [59]. HEA’s resistivity is tunable by adjusting their composition of constituent elements. In AlCuxNiTiZr0.75 HEA films, the increase in Cu content changed the electronic structure and hence the resistivity that decreased sharply to 66 μΩ·cm at x = 1.4 [60]. The nanocrystalline NbMoTaW HEAs thin films show a good combination of hardness, resistivity, thermal stability and strong size-independent electrical resistance (~170 µΩ·cm). This type of HEA film is promising for diffusion barriers in nano-devices [61]. While not common, superconducting behavior has been observed in HEAs at ultra-low temperatures. A polycrystalline sample of the high-entropy-alloy-type telluride AgInSnPbBiTe5 superconductivity with a transition temperature of 2.6 K was observed. Since AgInSnPbBiTe5 has a cation site (Ag, In, Sn, Pb, and Bi) and an anion site (Te), this is the first example of a high-entropy alloy (HEA) pseudo-binary superconductor [62].
1.3.5 Magnetic properties
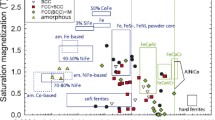
HEAs have a variety of interesting magnetic properties including ferromagnetic, paramagnetic, and antiferromagnetic properties. Magnets are the essential components of instruments and devices used in our daily lives, like motors, generators, transformers, and actuators. It was found that about 9% of the generated electricity was lost due to the core loss of the transformer. For a better soft magnetic material (core material), it is expected that these materials must have high saturation magnetization (Ms), low coercivity (Hc), high electrical resistivity, and the right balance of magnetic and mechanical properties [63]. FeCoNiTaAl HEA with ferromagnetic matrix and paramagnetic alloy has a tensile strength of 1,336 MPa at 54% tensile elongation, extremely low coercivity of 78 A·m−1 (less than 1 Oe), moderate saturation magnetization of 100 A·m2·kg−1 and high electrical resistivity of 103 μΩ·cm [25]. The FeCoNiCuAl HEA has good magnetic and mechanical properties and corrosion resistance, which can be finely tuned by the fraction, composition, and distribution of the BCC and FCC phases [64]. FCC, BCC, and B2 phases, the most common phases in (HEA), are widely investigated to tailor their mechanical and magnetic performances. The detailed investigation of FCC to BCC/B2 phase transformation of AlCoCrFeNi HEA reveals its evolution and structure-properties relations in terms of both temperature and holding duration [65]. The inclusion of Cr in HEA is responsible for high temperature corrosion resistance and thermal stability of soft-magnetic high entropy alloy [66].
1.3.6 Chemical stability
HEAs have excellent chemical stability with applications in chemical processing equipment, heat exchangers, marine applications, aerospace applications, biomedical devices, and nuclear energy applications. HEAs have impressive resistance to oxidation at high temperatures. The formation of protective oxide layers, often consisting of complex oxide phases, contributes to their oxidation resistance [67]. HEAs containing corrosion-resistant elements like chromium (Cr) and nickel (Ni) tend to exhibit excellent resistance to various forms of corrosion [68]. The high configurational entropy of HEAs makes them less susceptible to forming intermetallic compounds, which are often weak and susceptible to corrosion [69]. The presence of multiple elements in HEAs can lead to forming a protective surface layer, which can help prevent corrosion. The CoCrFeMnNi is corrosion-resistant in diverse environmental conditions, including exposure to aggressive chemicals and high radiation environments and in acidic media [51, 52]. HEAs have the best cryogenic stability. Al/Ta co-doped NiCoCr twinned medium entropy alloy with some B2 phase has ultrahigh strength and stability at cryogenic temperature [70, 71]. Irradiation-resistant behavior of HEAs makes it a possible candidate in the fusion reactor for sustainable energy production [72].
1.4 Design principles of high-entropy alloys
The concept of HEAs offers an unprecedented level of design flexibility for advanced alloys with promising performance. Given the incorporation of diverse elements, characterized by variable atomic sizes, induces a departure of atoms from their ideal lattice positions within HEAs, culminating in marked local lattice distortions [28, 73]. Such distortions can hinder dislocation motion, thereby leading to a significant strengthening effect [74]. In pursuing greater strength, initiatives have been undertaken to engender coherent intermetallic precipitates, concomitantly preserving a medium- to high-entropy matrix in HEA design [75]. Furthermore, the minimal lattice misfit observed in HEAs is suggested to reduce the nucleation barrier for precipitation, facilitating the stabilization of precipitates with elevated number density [76]. The potential of HEAs as an innovative methodology for the development of lightweight and cost-effective materials reinforced by precipitation is highlighted, especially for applications at high temperatures [40, 77]. In the development of developing such materials, implementing the critical, purpose-driven design strategies is deemed an indispensable antecedent. These strategies include utilizing cost-effective raw materials, achieving low density, a high melting temperature (Tm), exceptional oxidation resistance, superior creep resistance, and high strength with tolerable ductility. Consequently, the careful selection of chemical compositions is underscored as playing an essential role in fulfilling these critical criteria [78].
The foundational approach in developing HEAs is rendered by the design and research of new materials, guided by the principles of materials science. Such an approach is predicated upon a comprehensive understanding of elemental characteristics, including but not limited to melting points, atomic sizes, crystal structures, valence electrons, electronegativity, density, elastic constants, interactions between different elements, thermodynamics, kinetics, the relationships between microstructure and properties, as well as the four well-known effects of HEAs. By these principles, researchers in the HEA community are known to formulate novel HEAs endowed with targeted performance attributes. The compelling nature of this approach is set to be augmented with the progressive accumulation of HEA data, knowledge, and experience. For instance, in the study of the MoNbTaVW HEA system, which aims to combine high strength with reasonable toughness, multiple solid solution phases may emerge within the microstructure, marked by elevated hardness but compromised ductility. To analyze the compositions of these phases, scanning electron microscopy alongside energy-dispersive spectroscopy or electron probe microanalysis is utilized, and their microhardness is gaged using a microhardness tester. Subsequently, phase selection follows performance requisites, and a secondary alloy is synthesized. By excluding brittle phases, an overall structure with high strength and improved ductility can be achieved. The Gibbs phase rule intimates considerable latitude in the amalgamation of elemental concentrations, thus allowing for the enhancement of certain properties through the meticulous adjustment of individual elemental concentrations, all the while preserving a simplified phase structure for the alloy. It is evident that prospective HEAs frequently present non-equimolar molar compositions, with equimolar HEAs typically employed as a reference point for elucidating new alloy systems. Analogous to the evolution of traditional high-performance alloys, the refinement of composition and processing parameters is often necessary to realize stipulated performance objectives [6].
In the realm of material science, HEAs are acknowledged for their propensity to form simple phases such as FCC, BCC, and HCP structures, both ordered and disordered, each manifesting a spectrum of distinctive properties [20, 79,80,81,82]. Nonetheless, the benefits of single-phase HEAs are often limited. Specifically, alloys with an FCC structure tend to be relatively soft. Among common strengthening mechanisms, second-phase strengthening is widely acknowledged as one of the most effective approaches [83,84,85]. These secondary phases may either materialize directly during solidification or precipitate within the matrix following heat treatment. Characterized by sluggish diffusion kinetics [4], HEAs, upon exposure to protracted annealing at temperatures around 700 °C [86], or through homogenization followed by furnace cooling at 1100 °C, are prone to the formation of nanoscale secondary phases/precipitates in the as-cast state [87,88,89]. Therefore, HEAs are well-suited for the utilization of this strengthening mechanism. Reports indicate that incorporating secondary phases can considerably elevate the mechanical robustness of HEAs. For instance, the precipitation of the hard η-Ni3Ti phase greatly enhances the wear resistance of the Co27.3Cr18.2Fe18.2Ni27.3Ti9.1 alloy [90].Similarly, in the AlCoCrxFeMo0.5Ni alloy, the formation of σ phase results in improved resistance to high-temperature softening [91]. These observations underscore the efficacy of second-phase strengthening in enhancing HEA performance.
In recent endeavors, numerous research groups have embarked on the design of HEAs with designated crystal structures as secondary phases. A method has been adopted whereby diminutive amounts of titanium (Ti) and aluminum (Al) are integrated into an iron-cobalt-nickel-chromium-based alloy (FeCoNiCr) to precipitate nanoscale coherent strengthening phase L12-Ni3(Ti, Al) within the FCC FeCoNiCr matrix [92]. The resultant γ-γ′ structure, reminiscent of the structure found in nickel-based superalloys, is recognized for its pronounced precipitation-hardening effect. When subjected to thermomechanical processing, the (FeCoNiCr)94Ti2Al4 alloy was observed to attain a yield strength surpassing 1 GPa while preserving outstanding ductility of 17%. Conversely, Guo et al. [93] introduced carbon (C) alloying into the refractory HEA, which consists of Mo0.5NbHf0.5ZrTi, leading to the genesis of MC (where M signifies Hf, Nb, Zr and Ti) carbide particles. The compressive strength of the Mo0.5NbHf0.5ZrTiC0.1 alloy reaches 2139 MPa, coupled with a fracture strain of 38.4%, signifying a marked improvement in both compressive strength and plasticity compared to the foundational alloy. Moreover, the AlCoCrFeNi2.1 alloy, characterized by the co-presence of two distinct crystal structures, FCC and B2, is noted. Furthermore, these phases engender a layered structure in the as-cast state, associated with diminished hardness. Through thermomechanical processing, a dual-phase microstructure with ultrafine grains is achieved, yielding balanced mechanical properties—a yield strength of 1100 MPa and a ductility of 12% [94]
1.5 Microstructure of high-entropy alloys
Up to now, various HEAs with different microstructures and crystal structures, which have excellent extreme temperature resistance, radiation resistance, and corrosion resistance, have been developed and are expected to be applied in extreme environments. Therefore, achieving a comprehensive understanding of the microstructure of HEAs is a prerequisite for optimizing their mechanical and physical properties. In the past decades, researchers have realized that HEAs exhibit plentiful microstructures at trans-scale observations, i.e., at the atomic scale, they exhibit chemical and topological ordering, resulting in complex local structures [95,96,97]. At the nanoscale, phase separation and nanoscale precipitates can be observed [52], and then it also has feature structure including dendritic, eutectic or network structure at the mesoscopic scale [16, 98, 99], as shown in Fig. 2.

Owing to their metastable nature, HEAs exhibit microstructural heterogeneities from atomic to nanoscale [100,101,102]. Ma et al. proposed that in a high entropy solid solution, the enthalpy interaction between constituent atoms induces a complex local chemical environment or local chemical order [103]. Although atomic scale microstructures such as local chemical ordering or topological ordering have received great attention, there is still significant controversy due to the lack of relevant experimental evidence [104, 105]. Research on chemical ordering in high entropy alloys typically focuses on chemical short-range ordering. Some studies utilize a combination of Monte Carlo (MC) simulations and density functional theory (DFT) calculations or molecular dynamics (MD) simulations to reveal the existence of chemical short-range ordering [96, 106,107,108]. Others use techniques such as X-ray/neutron diffraction [109], atom probe tomography [109, 110], transmission electron microscopy (TEM) [111], to confirm the existence of chemical short-range ordering experimentally.
Further, to amplify the observation perspective, a fact about high entropy alloys is that single-phase FCC high entropy alloys typically exhibit low strength and high plasticity and manipulating solid solution phase separation and second phase particle precipitation can significantly improve phase stability and the strength of alloy [102]. Generally, phase separation and nano-phase formation occur during rapid curing or aging treatment, ultimately achieving component redistribution through the slow diffusion of multiple atoms [112]. Qi et al. [113] showed that the increase of Zr content can significantly affect the phase stability of the CoCrFeNi alloy, and promote the formation of intermetallic and obvious phase segregation (FCC→BCC phase). Similarly, Liu et al. found that in AlxCoCrCuFeNi alloy, the increase in Al content promotes the transformation of the crystal structure of the alloy system from FCC to BCC, accompanied by a large amount of nanoprecipitation in the dendritic region. Specifically, when the Al content is 0.5, due to the small change in the mixing enthalpy of the system, the coarsening of the Cu-rich nanoscale phase and the decomposition of the solid solution phase are inhibited [114]. Meanwhile, nanoscale decomposition has also been demonstrated in some HEAs, e.g., nanoscale modulated structure by spinodal decomposition, domains, and phases in AlCoCrCuFeNi [115]. Therefore, elucidating the phase separation phenomenon in high entropy alloys is crucial for predicting the thermal stability or controlling the microstructure and mechanical properties of alloys. Moreover, numerous researchers have realized that for high entropy alloys, its constituent elements between the solid solubility are the most important factor in deciding whether to form a single-phase solid solution [116]. This means that through appropriate heat treatment methods or careful control of the composition and content of alloy elements, controllable precipitation of specific nano phases can be achieved, thereby achieving the goal of adjusting the overall performance of the alloy. Significantly, even single-phase FCC and BCC high entropy alloys can easily generate nano precipitates in their matrix through heating treatment or adding alloying elements. For example, the pioneering Cantor alloy will also precipitate nanoscale Cr-rich σ phase, L10-NiMn, B2-FeCo and a Cr-rich BCC phase after heat treatment [117]. Wang et al. [118] prepared a single-phase CoCrFeNiMn0.75Cu0.25 high entropy alloy by casting method, which has a single-phase FCC crystal structure at room temperature. However, after cold rolling and heat treatment, some Cr-rich σ phases were generated in the matrix. On the other hand, tremendous research is devoted to strengthening HEAs through nanoparticles, which promotes the design and in situ precipitation of diverse nanoprecipitates in HEAs. Typical nanoparticles include coherent Ni3Al-typed L12 [119], Ni3Nb-typed D022 [120], semi-coherent NiAl-typed B2 phase strengthening HEAs and topologically closed-packed σ and μ phases [121,122,123]. Among them, the coherent L12 precipitation strengthening has been widely used in FCC matrix high entropy alloys by adding Al, Ti or V. As a kind of ductile precipitated phase, L12 phase can significantly improve the strength of the alloy and cause less loss of ductility. However, although hard precipitates such as B2, σ and μ phases can effectively hinder dislocation movement and achieve a more significant strengthening effect compared to L12 phase, it also leads to a decrease in the ductility of the alloy to some extent.
The diversity of fabrication methods and alloy composition makes HEAs rich in mesoscale structures, typical of which include dendrites, eutectic and network-like structures. Most single-phase high entropy alloys (FCC or BCC) obtained through casting display a dendritic morphology microstructure [16, 124, 125]. It is mainly due to the local enrichment of elements during the solidification process, leading to the formation of obvious matrix element-rich phases in the interdendritic region. In addition, as a subset of high entropy alloys, eutectic high entropy alloys (EHEAs) typically exhibit regular lamellar or rod-like eutectic structures, with near equilibrium microstructures that resist changes at higher temperatures, high fracture strength, and high-temperature creep resistance. The most commonly reported EHEA are generally composed of some soft and hard phases, such as FCC/BCC (or B2), which have superior fracture strength and acceptable tensile ductility (~15%) such as AlCoCrFeNi2.1 [98, 126], CrFeNi2.2Al0.8 [127]. Another type of EHEA composed of BCC/B2 or BCC/intermetallic phases, such as Al1.3CrFeNi [128], is usually brittle at room temperature but has outstanding high-temperature mechanical properties. Furthermore, some network-like structures are often observed in two-phase alloys with BCC and FCC. Shivam et al. [99] found a network-like structure in the interdendrite region while studying the formation of supersaturated phases during heat treatment of an equiatomic AlCrCuFeNi high entropy alloy.
2 High-entropy alloys as cutting-edge structural materials
2.1 Nanostructured high-entropy alloys
Recently, significant research has been carried out to tailor the properties of HEAs by tuning the microstructure. HEAs with nanocrystalline (nc) structure (Fig. 3) may enhance the physical and mechanical properties significantly compared to the conventional nc-metals and coarse-grained (cg) HEAs [129, 130]. nc-metals, often categorized by grain size less than 100 nm, exhibit unique and superior properties than the cg-alloys due to the grain refinement effects [131, 132]. However, the current limitation restricting the use of nc-metals is their poor thermal stability under stress or at elevated temperatures, as grains dramatically coarsen with time. Thus, developing nc-metals with good stability has been a topic of interest for many researchers. The practical approach to stabilize the nc-structure is through alloying and thereby stabilizing the grain boundaries (GBs) thermodynamically by solute segregation [133,134,135]. In this regard, HEAs with multi-principal elements in grain not only can improve microstructural stability by reducing the thermodynamic driving force for GB motion but also provide additional strength through combined GB and solid solution (SS) strengthening mechanisms. Thus, it would be advantageous to exploit the unique design of HEAs and unique properties of nc-structure to obtain significantly enhanced properties.

Reproduced with permission from Ref. [129]. Copyright 2020, Springer Nature
From single crystal metals to nanocrystalline metals to nanocrystalline high-entropy alloys.
2.1.1 Methods to prepare nc-HEAs
There are many methods of preparation nc-HEAs. The literature indicates that the nc-HEAs are fabricated mainly by mechanical alloying (MA) [136,137,138], high-pressure torsion (HPT) [139, 140], magnetron sputtering (MS) [141, 142], and inert gas condensation (IGC) [143,144,145]. Among these methods, HPT can produce bulk nc-HEAs in a single step. The MS technique produces nc-HEAs in the form of thin films, whereas the MA produces nc-HEAs in the form of powders, which requires an additional step of consolidation at high temperatures. The IGC method is to evaporate the alloys by laser ablation and condense the evaporated atoms or clusters into nano particles through collisions with the inert gas atoms, and finally, in situ compact them into bulk nc-HEAs. Among them, MA is the most popular synthesis method in the literature. The major benefit of MA is its incredible versatility. Any material that can be made in powder form could be refined using this method. The ease of use of the MA equipment is another advantage compared with more complex systems, such as MS and IGC. However, the most predominant issue in MA arises from the need to consolidate the refined nc-powders into a bulk material, which is usually done through spark plasma sintering (SPS). Consolidating powders at high temperatures often leads to grain growth, and the alloy becomes ufg- or fine-grained (fg) microstructure [146]. Another disadvantage of the MA method is the contamination that can occur during preparation, which can be largely avoided in the other three synthesis routes.
2.1.2 Mechanical properties of nc-HEAs
The 3d transition metal class has been the most popular NC HEA class. Figure 4a shows a wide range of hardness values that can be achieved in 3d transition metal-based nc-HEAs [147,148,149,150,151,152,153,154,155,156,157,158,159,160,161,162,163,164,165,166,167,168,169,170,171,172,173,174]. Generally, 3d transition metal-based nc-HEAs fall within HV 400–HV 800 hardness ranges. In comparison with conventional materials such as 304 stainless steel (660 MPa tensile strength, ~ HV 200) and Inconel 600 (660 tensile strength, ~ HV 200), the hardness of the 3d transition metal class exceeds ~ HV 400 at all grain sizes below 150 nm. However, insight into the toughness, ductility, and work-hardening characteristics of these nc-HEAs is currently lacking.

Figure 4b presents the hardness measured using instrumented indentation. As this testing technique continuously measures the depth and load throughout indentation, the reported results are more readily comparable to common testing procedures such as tensile and compression testing. For these HEAs, there is no distinct trend with varying grain sizes. Most HEAs fall in the range of 5–9 GPa.
For refractory nc-HEAs, Huang et al. [175] have prepared TiZrHfNb refractory bulk NC-HEAs by the IGC method. Feng et al. [141] and Kim et al. [176] have synthesized NbMoTaW nc-HEA thin films by MS method, which exhibits high hardness in the range of 12–16 GPa. Compared to 3d transition HEAs, the refractory class generally exhibits higher hardness.
2.1.3 Thermal stability of nc-HEAs
The thermal stability of mechanical properties is one of the most popular topics in the field of nc-HEAs, particularly for high-temperature applications. Figure 5 shows a collection of the thermal stability of hardness and grain size of nc-HEAs reported in recent literatures. In Fig. 5, the hardness stability between coarse- and nano-grained HEAs can be directly compared. Shahmir et al. [139, 165] have shown that in CoCrFeNiMnTi0.1, there is a considerable rise in the room temperature hardness (from ~ HV 125 to ~ HV 450) when the grain size is reduced from a few tens of micrometers down to sub-50 nm size. As temperature increases, excellent stability of these hardness values over an annealing time of one hour is observed, up to a temperature of about 600 °C. Likewise, with grain-size stability, significant grain growth only begins at about 600 °C. In general, most other alloys follow the same trend. However, some HEAs exhibit pronouncedly more significant thermal stability, such as the (CoCrFeNi)93.5Mn6.5 nc-HEA prepared by the IGC method, exceeding temperatures of 1000 °C while maintaining its original strength after 1 h of annealing [143].

As shown in Fig. 5b, it is also observed that refractory nc-HEAs, such as NbMoTaW, can operate and maintain smaller grain sizes at higher temperatures than purely 3d transition metal-based nc-HEAs. This is likely because those refractory elements, such as Nb, Mo and Ta, have higher melting points than the 3d transition metal constituents which may slow down the diffusion kinetics within the material.
2.1.4 Functional properties of nc-HEAs
Compared with the vast number of studies on the mechanical properties of nc-HEAs, their functional properties, such as corrosion resistance, electrical conductivity, and magnetic properties, have been much less reported.
In general, corrosion reactions will be significantly facilitated by a higher density of interfaces or GBs where the activation energy of corrosion is lower. For example, Shang et al. [182] reported that CoCrFeNi nc-HEAs exhibit a lower corrosion resistance than their coarse-grained counterparts. The negative trend for electrical conductivity also exists due to the enhanced scattering of electrons at the dramatically increased interfaces or GBs, however, their synergetic influence with high lattice distortion in nc-HEAs leads to promising thermoelectric properties [183].
So far, there have been few relevant studies on the magnetic properties of nc-HEAs. For example, Wang et al. presented systematic microstructure-oriented magnetic property investigations for CoCrFeNiMn [184] and Al/CoCrFeNi nc-HEA [185], respectively. It was found that the magnetic properties of nc-HEA can be effectively regulated through the control of the phase structures. Yao et al. [186] reported that the magnetic properties of a BiFeCoNiMn HEA system depend on its nanostructures.
2.2 Grain boundary engineered high-entropy alloys
(HEAs) have been specifically designed to optimize the properties and behavior of grain boundaries, which can significantly impact the material's strength, ductility, and corrosion resistance. Despite the considerable progress made by HEAs in overcoming the strength-ductility trade-off and obtaining a variety of excellent functional properties, for most of the current equiaxed polycrystalline HEAs, grain boundary-related brittleness issues are still constraining their industrial applications, such as intermediate-temperature embrittlement, grain-boundary instability, and hydrogen embrittlement [119, 187,188,189,190,191]. This section will review the recent advances in grain-boundary engineering of HEAs or compositionally complex alloys (CCAs).
Cao et al. [187] constructed a heterogenous columnar-grained (HCG) structure in a precipitation-strengthened HEA by a novel heat treatment process, which contains both uncrystallized deformed grains and fine recrystallized grains as a result of partial recrystallization, compared with the ordinary equiaxed-grained (EG) HEA. The inverse pole figure (IPF) and grain-boundary maps (the corresponding insets) of the EG-HEA and HCG-HEA are given in Fig. 6a, b, respectively, where partial recrystallization leads to changes in microstructural morphologies as well as alterations in the grain-boundary character distributions. Owing to this unique heterogeneous microstructure, the novel HCG-HEA has more low-angle grain boundaries (LAGB) and fewer high-angle random grain boundaries (HARGB) compared to the equiaxed-grained counterpart, as shown in Fig. 6c. The low-energy characteristics of LAGBs can not only reduce the probability of intergranular fracture but can also effectively destroy the connectivity of HARGBs, thus hindering the propagation of intergranular cracks during tensile deformation at 800 °C. As expected, the tensile curves demonstrated that the HCG-HEA can exhibit a high yield strength of ~652 MPa and excellent tensile ductility (~18.4%) at 800 °C, which is a substantial enhancement in tensile ductility compared to the EG-HEA and completely avoids the occurrence of intermediate-temperature embrittlement (Fig. 6d). Subsequently, Chou et al. [192] used a similar approach to obtain the heterostructured L12-strengthened HEA (Co40Cr20Ni30Al5Ti5, at%), which exhibited ultrahigh tensile strengths and excellent tensile ductility (>20%) in the intermediate-temperature region (500, 600 and 700 °C). These results suggest that the heterogeneous grain structure with optimized grain-boundary character distribution can effectively avoid the occurrence of intermediate-temperature embrittlement while ensuring high strength.

Reproduced with permission from Ref. [187]. Copyright 2021, Elsevier Ltd.
Avoiding intermediate-temperature intergranular embrittlement through architecting a heterogeneous grain structure in L12-strengthened HEAs. IPF image and corresponding grain-boundary maps (inset) of a equiaxed-grained (EG) HEA and b heterogeneous columnar-grained (HCG) HEA. c Grain boundary character distribution (GBCD) of EG and HCG HEAs, including low-angle grain boundaries (LAGB), coincidence-site lattice grain boundaries (CSLGB), and high-angle random grain boundaries (HARGB). d Engineering tensile curves of both HEAs tested at 800 °C in air.
Another group of materials that have also long been afflicted by intergranular brittleness are ordered intermetallic alloys. However, their strong chemical binding and associated low atomic mobility have led them to be considered promising candidates for high-temperature structural materials. Except for intrinsic brittleness caused by the lack of sufficient operating slip systems for the D019 or L10 structure, the ductility of the L12 or B2 structured alloys can be improved in a variety of ways to avoid the environmental brittleness at room temperature, such as doping with a small amount of boron (B) element [193, 194], compositional design with off-stoichiometry [194, 195], and the removal of water vapor in the ambient atmosphere [196, 197]. Nevertheless, traditional ordered alloys still have a relatively limited yield strength at ambient temperatures. Recently, Yang et al. [33] successfully fabricated a chemically complex intermetallic alloy (CCIMA) with L12 structure, i.e., the Ni43.9Co22.4Fe8.8Al10.7Ti11.7B2.5 (at%), by combining the multicomponent character of HEAs with the long-range ordered structure. It is found that an ultrathin-disordered nanolayer appeared near the grain boundaries, as shown in Fig. 7a. Compared to traditional ordered alloys, such as the Ni3Al-type alloy, the multicomponent features and the disordered nanolayers endow this new type of CCIMA with ultra-high strength (1.6 GPa) and excellent tensile ductility (25%), respectively, as presented in Fig. 7b. From the inset within Fig. 7b, it can be seen that a large number of dimples appear on the fracture surface of the CCIMA, indicating its intrinsically ductile fracture characteristics. The IPF (Fig. 7c) and corresponding kernel average misorientation (KAM) map (Fig. 7d) of the fractured specimens show evident grain misorientations and intense dislocation activities. It has also been demonstrated that these disordered interfacial nanolayers (DINL) near the grain boundaries can act as a ductile buffer zone between two neighboring ordered grains, which significantly improves the dislocation mobilities at the grain boundaries and helps avoid the intergranular fracture, resulting in an excellent tensile ductility at such an ultrahigh-strength level (Fig. 7e) [198].

Reproduced with permission from Ref. [33]. Copyright 2020, AAAS
a Scanning transmission electron microscopy high-angle annular dark-field (STEM-HAADF) image and corresponding site-specific fast Fourier transform (FFT) patterns revealing ultrathin disordered nanolayers near grain boundaries of a chemically complex intermetallic alloy. b Stress-strain curves of CCIMA and traditional Ni3Al-type alloy, indicating that CCIMA decorated by disordered nanolayers can overcome strength-ductility trade-off encountered by binary-ordered alloys. c Electron backscatter diffraction (EBSD) IPF image and d corresponding KAM map of fractured specimen, showing apparent grain misorientations and pronounced dislocation activities. e Schematic illustration showing remarkable ductilization response dominated by disordered interfacial nanolayer (DINL).
However, the common dilemma of intermediate-temperature embrittlement still rears its ugly head in CCIMAs containing equiaxed ordered grains encapsulated with disordered nanolayers, seriously limiting their further application as high-temperature structural materials. Fortunately, a recent study by Xiao et al. [199] has shown that the CCIMA with optimized grain-boundary architectures can substantially increase tensile strength while avoiding intermediate-temperature embrittlement. Figure 8a, b presents the microstructures of the equiaxed-grained (EG) and lamellar structured (LS) CCIMA (Co38.8Ni37.5Al13.8Ti3.1Ta2.8Nb3.5B0.5, at%) with the L12 structure, which were obtained by full recrystallization and partial recrystallization, respectively. In addition, the fraction of LAGBs in LS-CCIMA is statistically ~22%, which is much higher than that in the EG counterpart (~7%). This unique heterogeneous lamellar structure combined with a large fraction of LAGBs allows the newly designed CCIMA to effectively delay the onset of intergranular fracture and obtain an ultra-high yield strength of ~1.2 GPa and a considerable ductility of more than ~10% in the intermediate-temperature region of 600 to 800 °C (Fig. 8c). In comparison, the EG-CCIMA suffers from severe intermediate-temperature embrittlement, with less than 5% tensile ductility at the same temperature range. Furthermore, the cross section of the fracture surface of EG-CCIMA at 800 °C shows prominent intergranular fracture characteristics along the tensile direction. At the same time, the LS counterpart exhibits some small microvoids, as shown in Fig. 8d, e, respectively. It is once again demonstrated that the heterogeneous grain-boundary architectures can effectively eliminate the temperature-dependent grain-boundary brittleness in the long-range ordered CCIMAs.

Reproduced with permission from Ref. [199]. Copyright 2024, Elsevier
Combining heterogeneous grain structure and grain boundary disordered nanolayers to overcome intermediate-temperature intergranular embrittlement. IPF image of a EG-CCIMA and b LS-CCIMA. c Typical engineering stress-strain curves of EG- and LS-CCIMAs at intermediate-temperature regimes (600, 700 and 800 °C). d SEM images of fractured EG-CCIMA specimen show evident intergranular cracking. e SEM images of fractured LS-CCIMA specimen that exhibit some small micro-cavities in cross section of fractured surface, as highlighted by yellow circles.
In addition to intermediate-temperature brittleness, another major type of intergranular fracture associated with environmental embrittlement occurs in a hydrogen atmosphere, which is called hydrogen embrittlement [200]. High concentrations of hydrogen atoms can reduce the intrinsic cohesive strength of grain boundaries by promoting void initiation and coalescence, strain concentration, and stabilizing vacancies, leading to severe degradation of mechanical properties, usually manifested as intergranular brittle fracture [201]. The enormous compositional design freedom and tailored chemical-structural heterogeneities of HEAs provide great opportunities to avoid such an embrittlement problem. Recently, Li et al. found that architecting grain boundaries with interfacial segregation of some beneficial elements was an effective strategy to improve the hydrogen embrittlement resistance of HEAs [188]. They found that the Fe2.5Cr32.5Co32.5Ni32.5 (denoted as 2.5Fe) HEA is highly vulnerable to hydrogen embrittlement in the hydrogen-charged state, showing a drastically reduced tensile ductility compared to the hydrogen-free state (from 47.5% to 14.1%), as shown in Fig. 9a. In sharp contrast, the Fe25Cr25Co25Ni25 (denoted as 25Fe) HEA exhibits excellent hydrogen embrittlement resistance with only 6% ductility loss (δloss). The thermal desorption analysis (Fig. 9b) shows that these two HEAs have similar hydrogen atom concentrations, thus ruling out the effect of hydrogen concentration on the hydrogen embrittlement behavior. The STEM-HAADF images of the grain boundaries in hydrogen-free 25Fe and 2.5Fe HEA are presented in Fig 9c, e, respectively, and the corresponding line-scan analyses are shown in Fig. 9d, f. As can be seen from the line-scan results, the increase in Fe content promotes the nanoscale segregation of Cr near grain boundaries. In this way, such unusual interfacial segregation of Cr improves the intrinsic cohesive strength of grain boundaries. It hinders the enrichment of hydrogen atoms along them, resulting in the excellent hydrogen embrittlement resistance of 25Fe HEA. In short, reasonable adjustment of the grain-boundary morphologies, grain boundary characters, and elemental interfacial segregation can promote the stability of grain boundaries, thus avoiding environmentally relevant brittleness.

Reproduced with permission from Ref. [3]. Copyright 2008, AIP Publishing
Chemical segregation at grain boundary to eliminate hydrogen embrittlement in FeCrCoNi-type HEAs. a Engineering stress-strain curves of Fe2.5Cr32.5Co32.5Ni32.5 (2.5Fe) and Fe25Cr25Co25Ni25 (25Fe) alloys in hydrogen (H)-charged and -free states. b Thermal desorption analysis of H-charged 2.5Fe and 25Fe alloys. STEM-HAADF images of grain boundaries in c H-free 25Fe alloy and e H-free 2.5Fe alloy. d, f Corresponding element profiles across grain boundaries.
2.3 Eutectic high-entropy alloys
Recently, eutectic high-entropy alloys (EHEAs), which integrate the advantages of HEAs and traditional eutectic alloys, have become a research hotspot in metallic material due to their excellent castability and attractive properties [48, 98, 202]. Compared with single-phase or nano-precipitates HEAs, EHEAs not only exhibit outstanding formability, uniform microstructure, and rare casting defects by eutectic reaction [203, 204], but also possess excellent mechanical properties, wear resistance, and oxidation resistance through a combination of soft/hard eutectic phases [205,206,207]. The proposal of the concept of EHEAs has solved the problems of forming difficulties, compositional segregation, and severe casting defects in HEAs, promoting their potential application in large-scale and complex parts [48, 208]. Since the concept of EHEAs was proposed by Lu et al. [202] in 2014, several design strategies for EHEAs have been proposed and developed [75, 209,210,211,212,213,214,215]. Based on these design strategies, a large number of EHEA systems were prepared and investigated [48, 75, 208,209,210,211,212,213,214,215,216,217,218]. Among these EHEA systems, the most popular and widely studied is the FCC+B2 EHEA system due to its excellent mechanical properties during room-temperature tensile loading [219]. In addition, the mechanical properties of the FCC+B2 EHEA system can also be further optimized by advanced manufacturing technologies [220, 221] and tailored thermomechanical treatment processes [49, 126, 222]. In this section, we mainly discuss the design strategies, microstructural characteristics and mechanical properties of EHEAs.
2.3.1 Design strategies
Compared with traditional binary eutectic alloys, the design of multi-component EHEA is more difficult due to the complexity and diversity of the chemical compositions, which requires designers to consider the effect of multiple elements on the eutectic structure. However, with the accumulation of experimental parameters and the enrichment of phase diagram databases in HEAs [223,224,225], several design strategies for EHEAs have been proposed and developed, such as the mixing enthalpy strategy [211], simple mixture strategy [210], pseudo-binary strategy [75], CALPHAD strategy [209], machine learning strategy [213], A-(M+N) mode + computer-aided thermodynamic calculations strategy [215], infinite solid solution strategy [214], and calculating solidification paths strategy [212]. They provide adequate theoretical guidance for developing new EHEAs.
Although design methods vary, they also exhibit similar characteristics. The selected eutectic elements are basically divided into two groups based on mixing enthalpy, ΔHmix. One group is disordered solid solution phases forming elements with ΔHmix close to zero, while the other group is ordered intermetallic compounds (IMCs) comprising elements with extremely negative ΔHmix. Finally, a eutectic microstructure with disordered solid solution + ordered IMC was constructed. As shown in Table 1, the CoCrFeNi-M (M=Zr, Nb, Hf, Ta, and Al) EHEA systems were designed based on mixing enthalpy strategy [211], simple mixture strategy [210], pseudo-binary strategy [75], CALPHAD strategy [209], machine learning strategy [213]. It can be found that the Co, Cr, Fe, and Ni elements with ΔHmix close to zero are prone to form disordered FCC solid solution, while Ni/Zr, Ni/Nb, Ni/Hf, Ni/Ta, and Ni/Al atom pairs with extremely negative ΔHmix of / / / / /− 49, − 30, − 42, − 29 and − 22 kJ·mol–1 are prone to form ordered Laves/B2 IMCs. Thus, the eutectic microstructure with FCC + Laves/B2 IMCs eutectic microstructure was constructed. The CoCrFeNi-M+N (M=Ti, Mo, V, N= Si, C, B) EHEA systems were prepared by combining A-(M+N) mode and computer-aided thermodynamic calculations strategy [215]. Consistent with the above, the Co, Cr, Fe and Ni with ΔHmix close to zero are prone to form disordered FCC disordered solid solution. At the same time, Ti/Si, Mo/C and V/B atom pairs with extremely negative ΔHmix of − 66, − 67 and − 42 kJ·mol–1 are prone to form ordered silicide/carbide/boride IMCs. Thus, the eutectic microstructure with FCC + silicide/carbide/boride IMCs eutectic microstructure was constructed. The MoCrVFe-NiAl EHEA systems were fabricated by infinite solid solution strategy [214] and calculating solidification paths strategy [212]. The Mo, Cr, Fe, and V elements with ΔHmix close to zero are prone to form disordered BCC solid solution, while Ni/Al atom pairs with extremely negative ΔHmix of − 22 kJ·mol–1 is prone to form ordered B2 IMC. Thus, the eutectic microstructure with BCC + B2 IMC eutectic microstructure was constructed. In summary, whether thermodynamic phase diagram assisted calculation or formula derivation is used to design the compositions of EHEAs, the parameter of mixing enthalpy is crucial for the selection of eutectic elements, which provides inspiration for new EHEAs designs.
2.3.2 Microstructural characteristics
Like traditional eutectic alloys, the designed EHEAs also exhibit various eutectic morphologies. As shown in Fig. 10, the lamellar FCC+B2 EHEA [226], serrated strip FCC+M3B2 EHEA [227], needle-like BCC+HCP EHEA [228], seaweed FCC+Mn7Pd9 EHEA [229], chrysanthemum-like BCC+σ EHEA [230], sunflower-like BCC+B2 EHEA [231], granular FCC+BCC EHEA [232], network FCC+M16Ti6Si7 EHEA [233], and labyrinth-like FCC+B2 EHEA [75] are shown. The eutectic morphologies are one of the important factors affecting the thermal stability of EHEAs [234]. Usually, the eutectic morphologies, such as lamellar, granular, and network, labyrinth-like with less “large curvature” positions typically exhibit excellent thermal stability, while the eutectic morphologies, such as serrated strip, needle-like, seaweed-like, chrysanthemum-like, and sunflower-like eutectic with plentiful “large curvature” positions usually possess poor thermal stability [234, 235]. Zhang et al. [236] investigated the thermal stability of lamellar + network CoCrFeNi2(TiSi)0.7 EHEA. The results indicate that eutectic microstructure's lamellar and network morphologies exhibit good thermal stability and remain stable at 900 and 1000 °C, respectively, as shown in Fig. 11. Such good thermal stability enables such EHEA to exhibit excellent high-temperature mechanical properties with yield strength (YS) of ~703 MPa and plasticity > 50% at 800 °C, which exceeds most refractory HEAs. However, the serrated strip, needle-like, seaweed-like, chrysanthemum-like, and sunflower-like eutectic with plentiful “large curvature” positions are not conducive to thermal stability, but they can be fully utilized to improve mechanical properties through spheroidizing annealing [237, 238]. Zhang et al. [227] investigated the effect of annealing time on the microstructure and mechanical properties of four EHEAs containing B. When annealing at 1100 °C × 24 h, the M3B2 phase was completely transformed from serrated strip morphology to spherical morphology (Fig. 12), which increased the ductility by 3.4–6.1 times and maintained almost no change in tensile strength (Fig. 13).

Eutectic morphology of reported EHEAs. a Lamellar FCC+B2 EHEA. b Serrated strip FCC+M3B2 EHEA. c Needle-like BCC+HCP EHEA. d Seaweed FCC+Mn7Pd9 EHEA. e Chrysanthemum-like BCC+σ EHEA. f Sunflower-like BCC+B2 EHEA. g Granular FCC+BCC EHEA. h Network FCC+M16Ti6Si7 EHEA. i Labyrinth-like FCC+ B2 EHEA [75, 226,227,228,229,230,231,232,233]

Reproduced with permission from Ref. [251]. Copyright 2023, John Wiley and Sons
Microstructure and high-temperature mechanical properties of CoCrFeNi2(TiSi)0.7 with different annealing temperature. a–f Microstructure. g High-temperature mechanical properties. h Comparison of high-temperature YS and density with some reported EHEAs and refractory HEAs.

Reproduced with permission from Ref. [227]. Copyright 2022, Springer Nature
Microstructure of four EHEAs containing B element at annealing temperature of 1100 °C with different time. a–e CoCrNi2(V2B)0.43-EHEA. f–j CoCrFeNi2(V2B)0.5-EHEA. k–o CoCrNi2(V3B2Si)0.2-EHEA. p-u CoCrFeNi2(V6B3Si)0.149-EHEA.

Reproduced with permission from Ref. [227]. Copyright 2022, Springer Nature
Tensile engineering stress-strain curves of four EHEAs containing B element at annealing temperature of 1100 °C with different time. a CoCrNi2(V2B)0.43 EHEA. b CoCrFeNi2(V2B)0.5 EHEA. c CoCrNi2(V3B2Si)0.2 EHEA. d CoCrFeNi2(V6B3Si)0.149 EHEA.
2.3.3 Mechanical properties
Although a large number of EHEA systems with various morphologies have been designed and prepared, the most popular and widely investigated is still the lamellar FCC+B2 EHEA system due to the excellent combination of strength-ductility during tensile loading at room temperature [239,240,241,242,243]. The well-coordinated deformation capacity of soft FCC/hard B2 duplex provides a high ultimate tensile strength (UTS) of 1050 MPa and good ductility of 17%, which is superior to traditional Al alloys, Mg alloys, Ti alloys, Ni-based alloys, and cast iron in as-cast [244, 245]. In addition, higher strength and better ductility of FCC + B2 EHEA system were also achieved by advanced manufacturing technologies [220, 221]. Ren et al. [220] fabricated a nanolamellar FCC+B2 EHEA by additive manufacturing (AM). The ultrafine eutectic microstructure with interlamellar spacing of ~ 215 nm provides an extremely high YS of 1333 MPa and maintains good ductility of 14%. which surpasses those of state-of-the-art AM alloys. Shi et al. [221] prepared a herringbone FCC+B2 EHEA through directional solidification. This self-buffering herringbone EHEA possesses an excellent uniform tensile elongation of 50%, three times that of conventional EHEAs, without sacrificing tensile strength. Figure 14 shows the microstructure, mechanical properties and strength-conductivity of FCC+B2 EHEA under different fabrication processes [220, 221, 244, 245].

Microstructures, mechanical properties, and strength-ductility comparison charts of FCC+B2 EHEAs under different manufacturing processes. a Microstructure of arc-melted FCC+B2 EHEAs; g microstructure of directionally solidified FCC+B2 EHEAs. Reproduced with permission from Ref. [221]. Copyright 2021, AAAS. b Mechanical properties of arc-melted FCC+B2 EHEAs. Reproduced with permission from Ref. [244]. Copyright 2018, Elsevier. c Ultimate tensile strength versus elongation of arc-melted FCC+B2 EHEAs compared with traditional alloys. Reproduced with permission from Ref. [245]. Copyright 2019, Elsevier. d Microstructure of additive manufactured FCC+B2 EHEAs; e mechanical properties of additive manufactured FCC+B2 EHEAs; f yield strength versus uniform elongation of additive manufactured FCC+B2 EHEAs; g comparision with high-performance additive manufactured metal alloys; h mechanical properties of directionally solidified FCC+B2 EHEAs; i yield strength versus uniform strain of directionally solidified FCC+B2 EHEAs compared with those of previously reported as-cast eutectic and near-eutectic HEAs. Reproduced with permission from Ref. [220]. Copyright 2022, SpringerNature
In addition to advanced manufacturing processes, researchers have recently achieved synergistic improvement in the strength and ductility of EHEAs by customized thermomechanical treatment processes, as shown in Fig. 15 [49, 126, 222]. Wu et al. [49] constructed a phase-selectively recrystallized microstructure with a fully recrystallized FCC+ skeleton B2 by multistage cold-rolling and recrystallization annealing. The phase-selectively recrystallized EHEA achieves a high ductility of 35% with a true stress of 2 GPa. Shi et al. [126] designed a hierarchically-structural heterogenous FCC+B2 duplex microstructure by tailored cold-rolling and recrystallization process. The well-designed microstructure shows synergistic improvement in strength and ductility. Zhang et al. [222] achieved synergistic improvement in the strength and ductility of brittle CoCrNi2(V3B2Si)0.2 EHEA through spheroidized M3B2 and recrystallized FCC. This new spheroidization and recrystallization process exceeds the currently reported thermal-mechanical treatment processes in terms of strength and ductility increments.

Microstructures, mechanical properties, and strength-ductility comparison charts of EHEAs under different thermal mechanical treatment processes. a Microstructure of phase-selectively recrystallized (PSR)-FCC+B2 EHEAs; b mechanical properties of PSR-FCC+B2 EHEAs; c ultimate tensile strength versus uniform elongation of PSR-FCC+B2 EHEAs compared with those of previously reported as-cast (AC), ultra-fine grained (UFG), and fully recrystallized (FR) FCC+B2 EHEAs. Reproduced with permission from Ref. [49]. Copyright 2022, Springer Nature. d Microstructure of cold-rolled +recrystallized (CR)-FCC+B2 EHEAs; e mechanical properties of CR-FCC+B2 EHEAs; f yield strength versus elongation of CR-FCC+B2 EHEAs compared with traditional metallic materials and previously reported hardened HEAs. Reproduced with permission from Ref. [126]. Copyright 2019, Springer Nature. g Microstructure schematic diagram of spheroidized + cold-rolled + recrystallized (SCR)-FCC+M3B2 EHEAs; h mechanical properties of SCR-FCC+M3B2 EHEAs; i change in ultimate tensile strength and ductility observed for SCR-FCC+M3B2 EHEAs, relative to that of various further strengthened-FCC+B2 EHEAs. Reproduced with permission from Ref. [222]. Copyright 2023, Springer Nature
2.4 Cryogenic high-entropy alloys
With the rapid development of the aerospace field, the demand for materials used under extreme conditions is rising. For example, the surface temperature of Neptune can reach 70 K. Therefore, developing new materials with excellent mechanical properties under cryogenic temperatures is significant for space exploration. HEAs have attracted increasing attention due to their superb mechanical behaviors under cryogenic temperatures, especially for CrCoNi-based HEAs. In the following section, the mechanical behavior of HEAs at cryogenic temperatures will be briefly reviewed.
2.4.1 Single-phase FCC HEAs
2.4.1.1 Mechanical properties
CrMnFeCoNi and CrCoNi are the most extensively studied compositions in FCC HEAs. For example, the tensile property and fracture toughness of CrMnFeCoNi and CrCoNi alloys at room temperature and cryogenic temperatures were investigated [20, 42, 43, 246,247,248,249]. At room temperature, the yield strength (σy) and ultimate tensile strength (σu) of the CrMnFeCoNi alloy vary from 200 to 410 and 550 to 650 MPa, respectively, due to the variation in grain size. When the temperature decreases to 77 K, the σy, σu and ductility (εf) simultaneously increase to 759 MPa, 1280 MPa and 71%, respectively, as depicted in Fig. 16a [20, 247]. This phenomenon contradicts the ductile-to-brittle transition that occurs in traditional alloys under low temperatures. Furthermore, the fracture toughness of CrMnFeCoNi exceeds 200 MPa·m1/2 at 77 K (Fig. 16b). Electron backscatter diffraction (EBSD) analysis (Fig. 16c, d) revealed that the primary deformation mechanism at room temperature is dislocation slip. However, at 77K, deformation twinning emerges as an additional mechanism that contributes to continuous working hardening, consequently enhancing the mechanical properties. Deformation twinning occurred due to the lower stacking fault energy (SFE) at cryogenic temperatures as supported by DFT calculations [250].

Reproduced with permission from Ref. [20]. Copyright 2014, AAAS
Mechanical properties and microstructures of CrMnFeCoNi alloy deformed at 293, 200 and 77 K. a Engineering stress-strain curves and b fracture toughness. c EBSD image showing dislocation-induced grain misorientation at 293 K. d BSE and EBSD images illustrating presence of twinning at 77 K.
CrCoNi alloy exhibits superior mechanical properties to CrMnFeCoNi alloy [43, 44, 251]. Specifically, the σu, εf and fracture toughness at room temperature are approximately 1 GPa, 70% and 200 MPa·m1/2, respectively. At 77 K, the σu, εf and fracture toughness further increase to 1.3 GPa, 90% and 275 MPa·m1/2, respectively. These excellent mechanical properties stem from the low SFE of CrCoNi alloy ((22 ± 4) mJ·m−2), which is 25% smaller than that of CrMnFeCoNi alloy ((30 ± 5) mJ·m−2), as lower SFE activates additional deformation mechanisms, including stacking fault, nanotwinning, and even phase transformation [251, 252]. The interaction of multiple deformation mechanisms provides high and consistent work hardening, resulting in superior mechanical properties. Furthermore, at temperatures as low as liquid-helium temperature (around 20 K), the fracture toughness of CrCoNi alloy rises to 415 MPa·m1/2, significantly surpassing that of CrMnFeCoNi alloy (235 MPa·m1/2), which is also the highest reported value [44]. This exceptional fracture toughness can be attributed to the arrest and transmission of dislocations by stacking fault, twinning and phase transformation to the HCP phase [44, 253].
2.4.1.2 Deformation mechanisms
In order to thoroughly investigate the deformation mechanisms underlying the excellent properties of HEAs, in situ neutron diffraction measurements were conducted to study the deformation behavior of CrCoNi-based alloys at cryogenic temperatures [254,255,256,257,258,259]. In situ neutron diffraction is a powerful technique for investigating the deformation behavior of bulk samples under various environments. At temperatures approaching liquid helium temperature (around 15 K), CrMnFeCoNi, CrFeCoNi and CrCoNi alloys all demonstrate exceptional true strength (above 2.2 GPa) and elongation (~ 60%) [254,255,256]. Figure 17a shows the stress-strain curves of the CrMnFeCoNi alloy deformed at various temperatures. With temperature decreases, the strength and ductility both increase. Notably, serration occurred at 15 K which corresponded with a temperature change. The quantitative analysis of neutron diffraction data (Fig. 17c) revealed that, at 15K, the deformation of CrMnFeCoNi alloys starts with dislocation and immediately followed by stacking faults, twinning, and serration. The contribution of each deformation mechanism to the strengthening was estimated in CrFeCoNi alloy [255]. The results illustrate that while dislocation is the primary strengthening mechanism at cryogenic temperatures, the contribution from planar faults such as stacking faults, and twinning increases from 6% at room temperature to 28% at 25 K. Phase transformation is another effective method to increase ductility [254, 257], of which the strengthening mechanism was specified in CrFeCoNiMo0.2 alloy [258]. Specifically, the strain hardening behavior can correlate well with the phase transformation process that the increasing BCC phase accompanies the rise of strain hardening, while the strain hardening rate starts to decrease where phase transformation is saturated [258]. Overall, the cooperation of these deformation mechanisms contributes to significant work hardening, leading to higher strength and ductility at cryogenic temperatures than at room temperature.

In situ neutron diffraction results of CrMnFeCoNi deformed at 295, 140 and 15 K. a True stress-strain curves corresponded with temperature change of CrMnFeCoNi alloys at different temperatures. b Enlarged figure showing two serrations with temperature change. Reproduced with permission from Ref. [256]. Copyright 2020, The Authors. c Evolutions of stacking fault probability and integrated intensity of (111) upon true stress at room temperature and 15 K, where 1, 2, 3, and 4 dash lines represent start point of yielding, stacking fault, first serration and massive serration, respectively
Serration is a unique deformation behavior that occurs at near liquid helium temperature (< 40 K) in HEAs [253,254,255,256, 260,261,262]. The intensity drop of each serration increases with the deformation strain, reaching over 200 MPa at large strains [256, 262]. In addition, an intensity drop corresponds to a temperature rise. Generally, there are two theories regarding the origin of serration at cryogenic temperatures: (i) mechanical-driven, due to the instability of plastic deformation such as dislocation and twinning intersection; (ii) thermal-driven, because of the thermodynamic instability that thermal conductivity disappears [261, 263]. Wang’s work revealed that the serration is mechanically driven, as the load drop occurred first, followed by a rise in temperature, as illustrated in Fig. 17b [256]. The effect of serration on ductility is also controversial. Specifically, serration and phase transformation would deteriorate the ductility [260, 263]. In contrast, Wang et al. argued that serration can increase the ductility in HEAs due to its local disorder which prevents the propagation of serration, resulting in continuous strengthening [256].
In situ TEM test was also applied to CoCrNi-based HEAs with varying SFE at room and cryogenic temperatures (295 and 93 K) [264]. Particularly, this method enabled an insightful characterization of the deformation mechanisms. For example, various dislocation modes, such as the glide of partial and full dislocations, extensive cross-slip, multiple slips, as well as grain-boundary interaction and twinning, were observed at cryogenic temperature. In contrast, deformation at room temperature only involved partial dislocations and twins. The significant interaction of these extended defects enabled high strength and ductility at cryogenic temperatures.
Recognizing the potential of twinning and phase transformation for strengthening, i.e., twinning-induced plasticity (TWIP) and transformation-induced plasticity (TRIP) effects, researchers have employed these two mechanisms in HEAs through mechanical treatment and alloy design. For instance, Lee et al. introduce twins into V10Cr15Mn5Fe35Co10Ni25 alloy by cold rolling [265], which leads to a significant improvement in strength, with yield strength of around 1 GPa at 77 K. Metastable HEAs can be designed by decreasing the concentration of FCC stabilizer, Ni [266,267,268], or increase HCP-favored elements, Mn [10], etc.
2.4.2 Advanced preparation methods
Despite exhibiting high strain hardening and tensile ductility, homogeneous structured FCC HEAs generally have weak strength. To address this problem, Lu et al. introduced ultrafine-scaled gradient dislocation-cell structure (GDS) (Fig. 18e, f) into Al0.1CoCrFeNi HEA through cyclic torsion and investigated its mechanical properties at both room and cryogenic temperatures [50]. Interestingly, the GDS sample exhibits an extraordinary strain hardening rate at 77 K, superior to its CG counterpart, as shown in Fig. 18f, g. This alloy stands out among the previously reported cryogenic alloys (Fig. 18h). Detailed analysis revealed that this strain hardening arises from the abundant formation of tiny stacking faults within the cell structure, leading to dynamic structural refinement.

Reproduced with permission from Ref. [50]. Copyright 2023, AAAS
a Image of a dog-bone-shaped tensile specimen, with gauge section processed by cyclic torsion. b Schematic diagram showing level of GDS from surface to core. c 3D X-ray tomography of GDS tubular sample. d, e EBSD images showing cross-sectional morphology. f, g Engineering stress-strain curves and corresponding strain hardening rate of GDS, surface GDS and CG samples. h Comparison between GDS samples with other high-performance alloys at cryogenic temperatures.
Advanced preparation methods, like additive manufacturing, have also been employed to produce high-performance HEAs. The mechanical behaviors of 3D-printed alloys also show a temperature dependence that lowering the temperature would enhances the property [269,270,271,272]. The significant presence of initial dislocations, finer grain introduced by laser additive manufacturing, and the cellular structure produced by direct energy deposition [270] play crucial roles in enhancing the yield strength. Additionally, the interaction between dislocation and deformation twinning, activated at cryogenic temperature, promotes steady strain hardening, resists plastic instability, and thus improves strength and ductility at 77 K [269,270,271,272]. Furthermore, the wear resistance is also significantly improved due to the decreased oxygen concentration which prevents the formation of oxide particles in the liquid nitrogen [271].
2.4.3 Multi-phase HEA
Additional phases were introduced to further strengthen HEAs. Ritchie et al. developed a heterostructured FeCoNiAlTaB HEA with FCC matrix plus L12 and B2 precipitates and studied its mechanical properties over a wide temperature range [273]. FeCoNiAlTaB HEA possesses excellent strengths and good ductility, measuring 1.4 and 2.2 GPa at room temperature and 77 K, respectively. The enhanced strength at 77 K is a result of the martensitic transformation from FCC to BCC, combined with nanotwinning. Additionally, at 77 K, the sample demonstrates pseudoelasticity, which stems from the reversible phase transformation of thin-plate martensite as evidenced by TEM characterization (Fig. 19b−g). Tong et al. [274] and Yuan et al. [275] introduced Ti into the CoCrFeNi base alloy which also formed L12 coherent nanoparticles. Lowering the temperature increases both the strength and ductility, as assisted by stacking faults at cryogenic temperature.

Reproduced with permission from Ref. [273]. Copyright 2023, Elsevier
a Engineering stress-strain curve of FeNiCoAlTaB alloy deformed at different temperatures. b, c EBSD images showing microstructure of FeNiCoAlTaB alloy at strains of 7% and 12%, respectively. d, e TEM images showing existence of thin-plate martensite with nanotwins inside in coarse grain regions. f, g TEM images depicting thin-plate martensite with nanotwins inside fine grains.
Li et al. conducted a study of the mechanical behavior of eutectic and near-eutectic AlCoCrFeNix (x = 2.0, 2.1, and 2.2) HEAs with FCC+B2 structure at cryogenic temperatures [98]. The microstructure and mechanical tests reveal that AlCoCrFeNi2.0 alloy, which has a higher volume fraction of the hard B2 phase, exhibits a lower tensile ductility at 77 K. This can be attributed to the higher temperature sensitivity of the Peierls-Nabarro force in the BCC phase than that in the FCC phase. Consequently, dislocation motion is hindered by the Peierls-Nabarro barriers at cryogenic temperature.
2.4.4 BCC HEAs
In contrast with the extensive FCC HEAs, there have been fewer studies on the cryogenic behavior of BCC HEAs due to their limited strain-hardening capability. Eleti et al. and Podolskiy et al. conducted separate studies on the compressive and tensile behavior of TiZrHfNbTa HEA at cryogenic temperatures [276, 277]. The results illustrate a significant increase in both yield strength and ultimate tensile strength, accompanied by a loss of ductility. Detailed analysis showed that the deformation mechanisms of BCC HEAs are similar to those of pure BCC metals, where the Peierls barrier controls the motion of screw dislocations.
In addition to dislocation slip, Sun et al. and Lu et al. have reported the metastability of TiZrHfNbTa HEAs at 77 K, where twins and phase transformation during deformation were observed [278, 279]. Surprisingly, the strength has been significantly enhanced without sacrificing too much ductility as shown in Fig. 20a. This can be ascribed to the synergistic effect of dislocations, nano-twinning and phase transformation from BCC to non-close-packed hexagonal ω phase. Afterward, Lu et al. reduced the concentration of Nb, a BCC stabilizer, in TiZrHfNbTa0.2 HEA and studied their deformation behaviors at 77 K using in situ neutron diffraction measurement [279]. Particularly, decreasing the Nb content induces multiple deformation mechanisms including dislocations, twinning, and phase transformation, as illustrated in Fig. 20c. The interaction of multiple deformation mechanisms leads to exceptional strain hardening and ensures a uniform elongation (Fig. 20b).

Mechanical properties and microstructure evolution of BCC HEAs. a Engineering stress-strain curves of TiZrHfNbTa HEA deformed at 277 and 77 K. Reproduced with permission from Ref. [35]. Copyright 2022, Springer Nature. b True stress-strain curves of TiZrHfTaNbx HEAs deformed at 77 K. c Development of diffraction patterns during deformation of Nb0.3 HEA at 77 K. Reproduced with permission from Ref. [279]. Copyright 2023, Elsevier
2.5 High-entropy alloy thin films
In the past decades, high-entropy alloy thin films (HEATFs) have attracted much attention due to their outstanding properties of high nanohardness and elastic modulus, excellent wear and corrosion resistance, good biocompatibility, and excellent electrical and magnetic properties. Meanwhile, compared with bulk HEA samples, HEATFs also possess a lot of unique features, such as feasible composition adjustment, controllable phase structure, superior performance, using as a protective layer, and low costs.
2.5.1 Preparation methods of HEATFs
The preparation methods of HEATFs include magnetron sputtering [280,281,282], laser cladding [283, 284], electrochemical deposition [285], thermal spraying [286], cold spraying [287], etc. Among them, magnetron sputtering and laser cladding are the two most mature technologies for preparing HEATFs. Magnetron sputtering plays an important role in the industrial field due to its advantages of fast deposition rate, good bonding with the substrate, high purity and density of the prepared film, good process repeatability and wide applicability (both metal and non-metal can be sputtered). Depositing HEATFs by magnetron sputtering can prepare multi-component films with better performance than traditional alloy films, which undoubtedly promotes the improvement of the ultimate performance of HEAs. To date, the main focus points of preparing HEATFs by magnetron sputtering are adjusting the element types and preparation process parameters (working pressure, target spacing, argon flow rates, deposition time). Meanwhile, nitrides, carbides, oxide films, etc. have also been prepared to improve the HEATFs' performance, adapting to the increasingly demanding industrial market.
2.5.2 Mechanical Properties of HEATFs
HEATFs have inherited the special features of HEAs as parts of the HEA systems. Owing to the thickness of the film, the grain size is generally small, thus the number of grain boundaries is relatively high, which can hinder the motion of dislocations during deformation. Furthermore, the severe lattice distortion caused by the large size difference of the constituent elements can also affect the migration of defects. Therefore, the mechanical properties of the HEATFs are much more excellent than those of the bulk samples. Liao et al. [288] prepared CoCrFeNiAl0.3 HEATFs with hardness more than three times that of the same composition bulk alloy, mainly caused by nanocrystals during the film preparation process. Adding strong nitrides during the preparation process can further increase the hardness of the HEATFs. Pogrebnjak et al. [289] prepared a Ti0.7Hf0.11Zr0.8V0.6Nb0.9N0.49 HEATF. Its hardness can reach 44.3 GPa; Liang et al. [290] prepared a (TiVCrZrNb)N nitride film by reactive magnetron sputtering, and studied the influence of nitrogen flow rates on the composition, structure, and mechanical properties of the film. When the N2 flow rate increased to 4 ml·min–1, the maximum hardness and modulus were 23.8 and 267.3 GPa, respectively.
2.5.3 Oxidation properties
With the rapid development of high-temperature alloy fields, the requirements for good mechanical properties and oxidation resistance of alloys at high temperatures have become urgent. HEAs have attracted widespread attention due to their high melting point, phase stability, and excellent mechanical properties. Some basic research has been conducted on the high-temperature applications of HEATFs. However, their microstructure, phase structure, and plastic deformation mechanism are still unclear, and there is a lack of in-depth research. Thus, it is of great significance to study the oxidation resistance of HEAs, especially for HEATFs under high-temperature conditions [28, 291, 292]. Liao et al.[293] studied the high-temperature oxidation resistance of WNbMoTaV HEATFs prepared by magnetron sputtering. It was found in the experiment that the film maintained a BCC structure after oxidation at 500 °C, indicating a certain phase stability. The film began to oxidize only after being oxidized at 600 °C; Feng et al. [294] studied the high-temperature oxidation resistance of TaNbTiW HEATFs, and found that the film still had good high-temperature oxidation resistance after being exposed to 90 °C. Most of the research on the high-temperature resistance of HEATFs focuses on temperatures below 900 °C, and high-temperature alloys with a temperature of over 1000 °C are still rare. The development of high-temperature resistance of HEATFs still has a long way to go. For low-density, light-weight refractory HEAs and high-entropy amorphous alloys with good corrosion resistance in the HEA system, the maximum use temperature of the two systems is generally not higher than 400 °C, which significantly limits their application.
2.5.4 Co-sputtering and composition screening
Similar to the advancement of genetic engineering concepts in the field of biotechnology, there is also a "genetic library" of material composition and properties in the field of materials. Multi-target co-sputtering technology can provide material composition and performance indicators for rapid screening, leading to more efficient development of new materials [295]. Xing et al. [296] prepared (Cr, Fe, V)-(Ta, W) system HEATFs using multi-target magnetron sputtering, and conducted rapid screening of the alloy composition, mechanical properties, and photo-thermal conversion properties of the system; Yan et al. [297] prepared Ti-Nb-Zr ternary system HEATFs using a combination of co-sputtering deposition and physical masking, obtained 16 samples with different compositions, and studied their microstructure, phase structure, Young's modulus, nanoindentation hardness, and electrochemical behavior in phosphate buffer solution (PBS). The composition corresponding to the lowest Young's modulus (76.5 GPa) was screened using nanoindentation technology, and the film of this composition was corroded in PBS solution, showing that the film has good bio-corrosion resistance; Wang et al. [298] also used the co-sputtering technique to develop the gradient HEATs in parallel, as shown in Fig. 21, and found their nonlinear microstructures and properties. These preliminary explorations provide effective methods for preparing new medical HEA alloys. Multi-target co-sputtering technology is valuable for rapidly and effectively screening high-performance HEAs. Although some progress has been made in preparing this technology, there is still a lack of research on rapid characterization. It is believed that this direction will be further developed in the near future.

Reproduced with permission from Ref. [298]. Copyright 2022, Elsevier
a Principle diagram of Zr-Al-Ti-V-Cr MCA prepared by multi-target co-sputtering; b size of mask used in the work, c MCA specimens and d GIXRD patterns of Zr-Al-Ti-V-Cr MCA specimens.
2.6 Micro-nano-lattice high-entropy alloys
Lattice structures can be applied in a wide range of industries due to their admirable performance, such as high strength-to-weight ratio, low expansion coefficient, and large surface area [299]. HEAs lattices provide a pathway for developing lightweight and damage-tolerance metallic architected materials through the combined regulation of cellular topology, material composition, and unique microstructures [220]. This section presents an overview of the fabrication methods and structural applications of the micro-nano-lattice HEAs.
2.6.1 Fabrication methods
The fabrication methods for micro-nano-lattice HEAs can be divided into two categories based on the manufacturing scale. For micro-lattice HEAs, the main fabrication methods include laser power bed fusion (LPBF), direct ink writing (DIW), and digital light processing (DLP) [300,301,302,303,304,305,306,307].
LPBF with high forming temperature can directly melt the HEAs powder to fabricate micro-lattices. Compared to other techniques, the convection in the melt pool of LPBF is beneficial for the multi-element diffusion of HEAs and relevant elemental distribution [308]. Feng et al. [309] utilized the LPBF technique to fabricate a biological HEAs lattice (TiNbTaZrMo). Compared with traditional casting or arc melting, LPBF can suppress elemental segregation and grain growth, thus improving mechanical performance. The Bio-HEA with triply periodic minimal surface (TPMS) structure engineering compressive yield strength ranged from 253.62 to 523.76 MPa, and the Young's modulus ranged from 6.71 to 16.21 GPa, which is close to the Young's modulus of human trabecular bone. Sun et al. [301] prepared an AlCoCrFeNi2.1 eutectic HEAs skeleton with hollow brick wall structures using the LPBF technique. The lamellar eutectic microstructure achieves stable growth with suitable fabrication parameters during LPBF. Notably, they found that there is not much difference between Co, Cr, Fe, and Ni elements in the FCC and BCC phases as compared to the previous research (Co, Cr, and Fe enrichment in the FCC phase). The fine grain strengthening, dislocations strengthening, and heterogeneous microstructure of FCC and BCC/B2 contribute to the development of advanced high-strength lightweight structural and energy-absorbing HEAs lattices.
Direct ink writing (DIW, Fig. 22a) is a low-cost 3D-extrusion-based additive manufacturing method where a powder-loaded ink is extruded, and then the binder-containing green body is debonded and sintered to achieve full densification [302]. DIW uses metal powder to fabricate alloys via interdiffusion and sintering. Alternatively, metal compounds (such as metal oxide) can be used after gas reduction (using H2 or CO). DIW techniques have the potential to fabricate segregation-free, structurally homogeneous HEAs with low residual stress due to full inter-diffusion and isothermal sintering process, thus potentially avoiding anisotropic mechanical performance and cracking of the printed lattices. Kenel et al. [310] used DIW for additive manufacturing of HEAs lattices based on inks containing a blend of oxide powders (Co3O4 + Cr2O3 + Fe2O3 + NiO), followed by reduction, inter-diffusion, and sintering to achieve near-full density CoCrFeNi in H2. In-situ X-ray diffraction verified that the metal oxides undergo reduction and the following metals inter-diffuse, ultimately forming FCC equiatomic CoCrFeNi alloy. Although the relative density of CoCrFeNi is high (99.6% ± 0.1%), the large shrinkage of the lattice structure (78%) caused by co-reduction, interdiffusion, and sintering, may impact the maintenance of the topology structure.

Fabrication methods for micro-nano-lattice HEAs. a Porous bio-HEAs lattices fabricated by DIW. Reproduced with permission from Ref. [306]. Copyright 2023, Elsevier. b DLP additive manufacturing of micro-architected metals via hydrogel infusion and c fabrication of hollow middle-entropy alloy (MEA) nanolattices. Reproduced with permission from Ref. [300, 307]. Copyright 2021, 2022, Springer Nature
To avoid the costly and material-limited process of existing additive manufacturing techniques, Saccone et al. [300] developed a digital light processing (DLP, Fig. 22b)-based technique to fabricate HEAs with microscale resolution via vat photopolymerization (VP). DLP projects two-dimensional (2D) images of ultraviolet light to cure an entire layer of the three-dimensional (3D) lattice with high print speeds and submicrometre resolution [311]. To fabricate CuNiCoFe alloy lattice, they used DLP to print N,N-dimethylformamide (DMF)/polyethylene glycol diacrylate (PEGda)-based organoged lattices, which decide the final shape of the printed part. After DLP printing, a solvent exchange replaces DMF with water, converting the organogels into hydrogels. The hydrogel lattices are then soaked in an equiatomic solution of Cu(NO3)2, Ni(NO3)2, Co(NO3)2, and Fe(NO3)3 allowing metal ions to swell the hydrogel structure. Calcination in air transformed the metal-salt-swollen hydrogels to metal oxides, and subsequent reduction in forming gas (95% N2, 5% H2) yields CuNiCoFe alloy lattices. Notably, phase separation can be identified in the reduced CuNiCoFe alloy, revealed by Cu-rich and Cu-poor regions in the EDS mapping of the lattices. The annealing during the reduction process is probably insufficient, resulting in compositional gradients in the CuNiCoFe alloy lattices.
Nano-lattices provide a favorable solution to obtain lightweight materials while simultaneously allowing for high recoverability and high strength. These properties are attributed to the multistage weight reduction as well as the size effect affecting the mechanical behavior of nanoscale architectured materials. For nano-lattice of MEAs, Surjadi et al. [307] proposed an indirect fabrication strategy (Fig. 22c) with high resolution. Firstly, two-photon lithography (TPL) technology was utilized to prepare a polymer nanolattice template for the medium-entropy alloy (MEA) nanolattice. Secondly, a thin layer of CoCrNi MEA was deposited on the polymer nanolattice template using the DC magnetron sputtering process. Finally, the polymer nanolattice template was removed by plasma process and hollow MEA nanolattices were achieved. The size-induced ductility arising from optimizing the wall thickness and judicious incorporation of dense nano-twins into the CoCrNi MEA can achieve ultrahigh specific energy absorption (SEA) with minimal degradation over multiple loading cycles.
2.6.2 Structural applications
Lattice structures are desirable for varying engineering applications, such as heat exchange, mechanical damping, and energy absorption. Their topology structure and material composition decide the performance of HEAs lattices. The structural applications of HEAs lattice for high strength, high energy absorption, tunable Young’s modulus, etc, are summarized.
The high energy absorption capacity of lattice structures is significant for engineering applications. Peng et al. [312] developed an approach to the additive manufacturing of 3D HEAs lattices by DIW of the pre-alloyed CoCrFeNiMn combined with direct post-sintering. The architected CoCrFeNiMn lattices possess an exceptional energy-absorption capacity that exceeds most existing architected materials. Such a high energy-absorption ability can be ascribed to the bend-dominated deformation mode of the topology structure and the fully-annealed microstructure of homogeneous and equiaxed grains, which collectively lead to significant strain-hardening during the deformation process. The average linear shrinkage of the CoCrFeNiMn lattices after sintering is approximately 12.3%, much lower than that of HEAs lattices fabricated by DIW of metal oxides. Meanwhile, Zhang et al. [302] proposed liquid-sintered methods to improve the strut bonding of the micro-lattice HEAs fabricated by DIW. They reported that the liquid-sintered micro-lattices show higher compressive strength and ductility than the solid-sintered micro-lattice HEAs. The liquid-sintered methods can smoothen the sharp cusps at nodes to reduce stress concentrations, thus potentially applying them in more complex load-bearing applications.
Simultaneous achievement of high energy absorption and high resilience are urgently needed for structural applications. Surjadi et al. [307] reported the fabrication of hollow CoCrNi MEA nanolattices, which exhibit high specific energy absorption (up to 25 J·g−1) and resilience (over 90% recoverability). The mechanical toughness and resilience of MEA nanolattices can be attributed to the dual elastic and ductile deformation modes of the nano-lattice as well as the external size effect and internal microstructure of the MEA films. The optimized thickness of the MEA films induces an elastic shell buckling-dominated deformation behavior, thus enabling high recoverability. Meanwhile, the MEA lattice exhibits localized plastic wrinkling in the high-stress region to restrain fracture and elastic and ductility deformation in the low-stress region. Hence, the CoCrNi hollow nanolattices can show unprecedented high energy absorption and resilience.
Biological high-entropy alloy (Bio-HEA) lattice is a new generation of metallic biomaterials. The main purpose of developing the Bio-HEA lattice is to achieve Young’s modulus, which is comparable to cortical bone. Zhao et al. [306] fabricated porous tantalum-titanium-niobium-zirconium (Ta-Ti-Nb-Zr) Bio-HEA micro-lattices using DIW from a composite ink containing Ta, Ti, Nb and Zr powders. The sintering of the Bio-HEA lattice leads to the interdiffusion of metal elements and the formation of a BCC phase. Therefore, the Bio-HEA lattices have a compressive strength of 70.08–149.95 MPa and Young’s modulus of 0.18–0.64 GPa, meeting the requirements for the mechanical properties of orthopedic implants. Feng et al. [309] utilized LPBF to TiNbTaZrMo HEAs with TPMS lattice, which has Young's modulus (6.71–16.21 GPa) comparable to that of human trabecular bone. The high cooling rate of LPBF can avoid elemental segregation and coarse grain. Meanwhile, the TPMS structure was used to imitate the trabecular bone structure, and the yield strength and Young's modulus were adjusted by controlling the porosity of the Bio-HEA micro-lattice.
2.7 Additive manufacturing of high-entropy alloys
The prevailing approaches for synthesizing HEAs involve arc/induction melting, followed by complex post-treatments like cold rolling and thermal processing to eliminate casting defects. However, the complex compositions of HEAs typically result in high melting points, high viscosity, and poor fluidity, posing difficulties in manufacturing large or intricately shaped components, with eutectic HEAs being an exception. This limitation significantly restricts the practical applications of HEAs. Recently, additive manufacturing (AM), also known as 3D printing, has emerged as a promising alternative, enabling the construction of complex geometries through a layer-by-layer printing approach [313,314,315,316,317]. Moreover, the inherent rapid cooling capability of AM offers considerable potential to refine HEAs’ microstructures, thereby enhancing their mechanical properties. Integrating AM techniques with HEAs shows significant advantages, opening new opportunities in various fields such as nuclear power, biomedical, automotive, and aerospace, and has become a research hotspot in metallic materials. According to the Web of Science, publications on this topic have increased from 3 in 2014 to 272 in 2022, as shown in Fig. 23.

Papers published in past ten years on AM HEAs according to database from Web of Science (publications counted from 2014 to Oct. 2023)
Excluding studies on HEA coatings produced by laser cladding, Brif et al. [318] pioneered in utilizing selective laser melting (SLM) to fabricate a single-phase FCC FeCoCrNi HEA in 2015. They discovered that this SLM-manufactured HEA possessed mechanical properties comparable to those of stainless steel, thus highlighting the feasibility of AM technology for producing HEAs with superior mechanical performances. Currently, there are three well-established AM methods for HEAs fabrication: LPBF, laser engineered net shaping (LENS, sometimes referred to as laser melting deposition or direct metal deposition), and electron beam melting (EBM) [314, 319, 320]. LPBF, also known as SLM, fabricates components with high precision by selectively melting a pre-laid powder using a focused, high-energy laser beam. This shows great advantages in fabricating complex structures. The LENS technique typically uses a laser-focused on a substrate material while simultaneously blowing powders from nozzles to create a 3D object by in-situ alloying, allowing for greater control over material deposition and the ability to repair or add to existing components. Like LPBF, EBM, as a powder bed fusion technique with an electron beam as the heat source, requires a high vacuum during manufacturing. Besides, the thermal stress and cracking are alleviated effectively by preheating the substrate due to a relatively low cooling rate (103–105 K·s−1) and temperature gradient. With the aid of AM techniques, complex-shaped HEA components, such as turbine blades [321], lattice and gear [322], have been produced successfully, featuring smooth surfaces, high forming accuracy, and no apparent defects.
The FeCoCrNiMn HEA, a well-researched FCC structured system, demonstrates significant capacity for plastic deformation and fracture toughness at room temperature and cryogenic temperatures [20, 323]. Li et al. [324] explored SLM-produced FeCoCrNiMn HEA with a nearly FCC phase structure using pre-alloyed powder. They observed that the sample density initially increases but then decreases with rising laser energy density, reaching a peak relative density of 98.2% at an energy density of 74 J·mm–3. Notably, the SLM-produced FeCoCrNiMn HEA exhibits superior mechanical properties compared to as-cast samples, particularly showing an ultimate tensile strength of 601 MPa and a tensile elongation exceeding 30% at an energy density of 185 J·mm–3.
FeCoCrNiMn-based HEAs exhibit excellent room-temperature plasticity but are limited by their relatively low strength, which restricts their broader applications. Introducing second-phase particles into the HEA matrix has been proposed to further enhance strength. In a study conducted by Li et al. [325], the LPBF method was used to incorporate 5% NbC nanoparticles into the FeCoCrNiMn HEA to strengthen the matrix and improve the thermal stability of the metastable dislocation cells. This modification allowed the HEA to maintain its cellular structure even after post-annealing at 800 °C due to additional Nb segregation at cellular boundaries, thereby demonstrating exceptional mechanical properties. Remarkably, this NbC-HEA exhibited a significantly elevated yield strength (approximately 900 MPa) compared to as-cast counterparts (about 200 MPa) and retained the high yield strength even after heat treatment at 800 °C.
Introducing diffusely distributed nano-precipitations is an alternative strategy to enhance the strength of HEAs. Park et al. [326] introduced 1% C into FeCoCrNiMn HEA via SLM at scanning speeds of 200 and 600 mm·s−1, leading to the precipitation of Cr-rich carbides with sizes ranging from 30 to 70 nm. Consequently, a notable improvement in both yield strength (from 564 to 741 MPa) and tensile ductility (from 31.0% to 39.7%) was achieved. Wu et al. [327] produced precipitation-hardened (FeCoNi)86Al7Ti7 HEA using SLM, followed by heat treatment at 780 °C, which resulted in a substantial dispersion of coherent L12 nanoparticles within the matrix. These precipitates effectively pin dislocations during deformation, facilitating a yield strength increase from 710 to 1203 MPa, an increment of approximately 70%.
Owing to rapid solidification and repeated heating processes, the non-equilibrium microstructures of AM HEAs distinguish significantly from those produced through traditional casting. A typical characteristic is the presence of cellular structures ranging from nanometers to micrometers in size [328]. High-density dislocations tend to accumulate with these cells, creating a dislocation-strengthening mechanism. This unique sub-structure typically manifests as a low-angle grain boundary, functioning as a flexible interface during deformation. It retards dislocation movement without completely obstructing it, thus promoting the formation of high-density dislocations and even nano-twins during plastic deformation, thereby enhancing mechanical properties [329]. In addition to high-density dislocations, elemental segregation often occurs at cellular boundaries, sometimes accompanied by nanoprecipitations like the L21 phase [322]. For instance, cellular boundaries in additively manufactured FeCoCrNiMn HEA showed enrichment in the Mn element [330], while Ti element segregation was observed at cellular boundaries in the additively manufactured (FeCoNi)86Al7Ti7 HEA, accompanied by L21 nanoprecipitations [322].
Notably, these structural characteristics strongly depend on the specific AM technique employed, such as LPBF, EBM, and LENS, as well as on process parameters like laser power, scanning speed, and layer thickness. By meticulously adjusting and optimizing these AM parameters, the microstructure of HEAs can be tailored to meet the requirements of specific applications. A notable example is introducing a hierarchical structure with multiscale features in HEAs to enhance mechanical performance. For instance, Zhu et al. [331] employed the SLM technique to create a hierarchically structured FeCoCrNiMn HEA featuring melt pools, columnar grains, sub-micron cellular structures, and dislocations. In contrast to the cast counterpart, this printed HEA exhibited an increased yield strength of approximately 510 MPa, attributed to dislocation hardening facilitated by the cellular structures. Simultaneously, this hierarchical configuration imparted a high tensile elongation of 34%, with the potential for further enhancement through heat treatment. Mu et al. [332] employed LPBF technology to print the Fe28.0Co29.5Ni27.5Al8.5Ti6.5 HEA and subsequent heat treatment at 780 °C. This process led to the formation of a unique dislocation-precipitate skeleton structure. As a result, this HEA achieved an ultimate tensile strength of 1.8 GPa while maintaining a maximum elongation of 16%.
Besides FCC-structured HEAs, dual-phase HEAs [333, 334], particularly eutectic HEAs [335], also exhibit excellent printability and mechanical properties. Luo et al. [334] reported the SLM forming of an FCC + BCC two-phase AlCrCuFeNi3.0 HEA, which was free of cracks and featured remarkably heterogeneous microstructures, including near-equiaxed grains, nanoscale lamellar or cellular dual-phase (FCC + B2) structures, massive low-angle grain boundaries (LAGBs), dislocation pile-ups, and profuse coherent A2 nano-precipitates embedded in the B2 phase. These structures synergistically resulted in a high tensile strength of 957 MPa and excellent ductility of 14.3%. Lu et al. [203] prepared a kilogram-sized AlCoCrFeNi2.1 eutectic HEA using SLM technology, achieving an exceptional densification of 99.998%, significantly denser than other 3D-printed alloys (such as AlSi10Mg). Tensile tests showed a yield strength of 1040 MPa and an elongation of 24%, underlining the advantage of 3D-printed eutectic HEAs for practical applications. Ren et al. [220] utilized LPBF to print the same AlCoCrFeNi2.1 dual-phase HEAs, consisting of alternating FCC and BCC nano-lamellae with semi-coherent interfaces, averaging 64 and 151 nm in thickness (Fig. 24). This HEA displayed a yield strength of 1.3 GPa while still maintaining an elongation of ~14%, thus overcoming the trade-off between strength and ductility existing in traditional structural materials. On the one hand, the high density of pre-existing dislocations in as-printed samples provides additional strengthening. On the other hand, the FCC nano-lamellae, in conjunction with the semi-coherent phase interfaces, impose strong confinement on the plastic straining of the BCC nano-lamellae, thereby stabilizing their plastic flow as strain increases.

Reproduced with permission from Ref. [220]. Copyright 2022, Springer Nature
Microstructure and mechanical properties of AM AlCoCrFeNi2.1 eutectic HEA include: a printed heatsink fan, octet lattice and gear; b three-dimensional reconstructed optical micrographs; c a cross-sectional EBSD IPF map; d a bright-field TEM image of BCC and FCC nanolamellae; e tensile stress–strain curves; f a summary of tensile yield strength versus uniform elongation in various AM metals.
Apart from their mechanical properties at room temperature, HEAs, especially refractory HEAs, have demonstrated superior strength at high temperatures [336]. Characterized primarily by a BCC structure, refractory HEAs often exhibit room temperature brittleness, except in systems like HfNbTaTiZr [12], which poses challenges for complex and large-scale processing. Additionally, the high cost of raw powders also limits their practical application. AM technology provides notable advantages for preparing refractory HEAs due to its rapid cooling, segregation suppression, and capability to form substantial, intricate structures. Dobbelstein et al. [337] pioneered AM of HEAs such as MoNbTaW using direct metal deposition technology but encountered issues with cracks during the process. Zhang et al. [338] discovered that the LPBF-produced NbMoTa refractory HEA suffered from severe grain boundary cracking due to excessive internal stress induced by a rapid cooling rate, and they suppressed the cracking phenomenon by adding Ni and Ti elements. Subsequent research has extensively focused on HEAs such as VNbMoTaW [339], TiZrNbHfTa [340], and NbMoTa [341] via AM techniques. However, the majority of these AM HEAs displayed no tensile deformation capabilities at room temperature, primarily due to prevalent porosities and cracks. There is limited reporting on the tensile properties of BCC RHEAs produced by AM. Notably, Gou et al. [342] manufactured TiZrHfNb HEAs using the laser melting deposition technique with elemental powders, characterized by equiaxial crystal organization without any additional treatment. This refractory HEA demonstrated impressive mechanical properties at room temperature, with a tensile yield strength of approximately 1034 MPa and ductility of ~18.5%. It was found that increasing the Nb content suppressed the formation of the ω phase and aided in stabilizing the BCC phase, transforming the mechanical performance from brittle to ductile fracture. This research offers a new avenue for AM of ductile refractory HEAs for industrial applications.
2.8 High-entropy metallic glass
Gao et al. [343] proposed the concept of high-entropy metallic glasses in 2011, whose first appearance could be traced back to as early as 2002 [344]. At the initial stage of proposing the concept of high-entropy metallic glasses, there were already excellent reviews available to introduce the structure, thermodynamics, properties, and other aspects of these alloys, for which readers can refer to Wang's review article [345]. There are also books [346] and reviews [347, 348] that summarize the recent progress in high-entropy metallic glasses. This chapter mainly summarizes some of the latest progress in high-entropy metallic glasses in recent years, especially their unique properties and physical processes resulting from their complex chemical compositions.
The formation rules of high-entropy amorphous/single-phase solid solutions are determined by factors such as element types, mixing enthalpy, and atomic size ratios [349,350,351]. Generally, systems with larger atomic size ratios and more negative mixing enthalpies between constitute elements are more likely to form high-entropy metallic glasses. Recently, Ying et al. [352] studied the short- to medium-range ordered structures in Ti-Zr-Hf-Cu-Ni high-entropy metallic glasses and found that the short-range structural characteristics of high-entropy metallic glasses and high-entropy alloys are similar, but the differences in cluster connection at medium-range scales [353] leads to the formation of different phases. This provides a new perspective for understanding the phase selection rules of high-entropy metallic glass/alloy from a structural point of view.
The structure and properties of high-entropy metallic glasses are mainly inherited from traditional bulk metallic glasses. The development of bulk high-entropy metallic glasses has been rapidly progressing in recent years, accompanied by a rapid increase in the number of related research papers. However, despite this, the high-entropy metallic glass systems with excellent glass-forming ability [354, 355] are still mainly limited to their prototypical bulk metallic glasses systems, such as Pd40Ni40P20 [356], Zr41.2Ti13.9Cu12.5Ni10Be22.5 [357]. The mechanical properties of high-entropy metallic glasses, such as high strength, hardness, wear resistance, are also mainly inherited from bulk metallic glasses, originating from their disordered structure [358,359,360,361,362,363]. Their high strength and hardness result from the lack of dislocation and grain boundaries and, in turn, lead to limited plasticity. It is worth mentioning that the Sr-Ca-Yb-Mg-Zn [343, 364] high-entropy metallic glasses have a glass transition temperature close to room temperature, making it easy to process and shape, and has good biological compatibility, thus having potential as a biomaterial. The soft magnetic properties of high-entropy metallic glasses, such as the Fe-Ni-Co system, exhibit relatively low coercive force, while the reduced content of the Fe element results in lower saturation magnetization than traditional soft magnetic metallic glasses [365,366,367]. Moreover, due to their lack of restrictions on element miscibility, multiple-element components, and disordered structure, high-entropy metallic glasses possess unique catalytic properties [368, 369] similar to those of traditional metallic glasses [370,371,372,373,374,375,376,377].
In addition to inheriting the structure and properties of traditional metallic glasses, it is worth noting that high-entropy metallic glasses may exhibit superior magnetocaloric properties compared to conventional metallic glasses. Despite that the contribution of configuration entropy to magnetocaloric effects has not been fully understood [378], significant progress has been made in the related field. Rare earth-based high-entropy metallic glasses have shown excellent low-temperature magnetocaloric effects and hold promise for use as magnetic refrigerants in the hydrogen and helium liquefaction temperature range. Huo et al. [379] started studying rare-earth-based high-entropy metallic glasses in 2015 (Gd-Tb-Dy-Al-M, where M=Fe, Co, and Ni), and found that, compared to traditional metallic glasses, high-entropy metallic glasses with more complex chemical compositions exhibit excellent large maximum magnetic entropy changes (ΔsM) and larger ΔsM peak widths, resulting in better refrigerant capacity. Since then, more high-entropy metallic glasses with excellent magnetocaloric effects, mainly the Gd-Co-Al-Re system, have been developed [380,381,382,383,384,385]. Furthermore, Huo et al. [386] set a denary Gd-Tb-Dy-Ho-Er-Y-Ni-Co-Ag-Al high-entropy metallic glass that displays a substantial magnetic entropy change over a wide temperature range, suggesting that high-entropy metallic glasses have good prospects as magnetic refrigerants. These high-entropy metallic glasses were further fabricated into microwires to enhance their refrigerant property [387,388,389].
Lastly, we mainly introduce the special physical processes such as glass-to-glass phase transitions and phase separations triggered by the high-entropy effect in high-entropy metallic glasses. The discovery of these phenomena has made high-entropy metallic glasses a unique model system, providing the window for studying liquid stability. Zhang et al. [390] found that Zr-Nb-Cu-Ni-Ti high-entropy metallic glasses exhibit significant exothermic heat release before crystallization when heated to the supercooled liquid region. In-situ synchrotron radiation experiments showed that this exothermic phenomenon did not cause prominent Bragg peaks, indicating that the exothermic heat in the supercooled liquid region of high-entropy metallic glasses may be caused by the formation of more chemical short-range ordered structures. The formation of chemical short-range orders from the disorder and complex as-cast state would reduce the overall energy of the high-entropy metallic glasses. Luan et al. [391] found glass-to-glass transitions in Nb-Ni-Zr-Ti-Co high-entropy metallic glasses, leading to significant short- to medium-range structural changes and exothermic heat release in the amorphous state. The exothermic enthalpy of the glass-to-glass transitions even exceeded that of crystallization, as shown in Fig. 25. Huang et al. [392] discovered micron-scale liquid-phase separation in a high-entropy metallic glass system of Cr-Fe-Co-Ni-Zr that does not atomic pairs with positive mixing enthalpy, as shown in Fig. 26. These novel phenomena may be caused by changes in the liquid short- to medium-range ordered structures due to the unique complex chemical compositions of high-entropy metallic glasses. The current results show that high-entropy metallic glasses provide new models for studying liquid structure and phase transition processes, offering more references to solve the long-standing problems of liquid structure and stability in the research community.

Reproduced with permission from Ref. [391]. Copyright 2022, Springer Nature
High-entropy metallic glass showing a special glass-to-glass transition. a DSC curve of as-prepared sample. b DSC curve of heat-treated sample. c XRD results of as-prepared and heat-treated samples. d Synchrotron X-ray diffraction results of as-prepared and heat-treated samples in real space measured at room temperature. e Synchrotron X-ray diffraction results of as-prepared and heat-treated samples in Q-space measured at room temperature and (inset) enlarged first diffraction peak in dotted box). f HRTEM and SAED results of as-prepared sample. g HAADF result of as-prepared sample. h HRTEM and SAED results of heat-treated sample. i HAADF results of heat-treated sample.

Reproduced with permission from Ref. [392]. Copyright 2022, Springer Nature
Liquid phase separation in a high-entropy metallic glass with no atomic pairs of positive heat of mixing. a Heats of mixing of all pairs of elements. b XRD pattern of as-quenched Cr20.7Fe22.6Co22.6Ni22.8Zr11.3 MG sample. c VLM photo of as-quenched sample showing micro-scale second phases (as marked with white ovals). d Backscattered SEM image of as-quenched specimens showing AGPS. e–i EDS mappings of matrix and the second phase as marked with a white rectangle in d demonstrating that the second phase is Zr-rich and Cr- and Fe-depleted while both Co and Ni are homogeneously distributed in matrix and the second phase.
2.9 Nano-precipitate strengthened high-entropy alloys
HEA have emerged as a new class of metallic materials with potential for diverse applications. These complex alloys containing multiple constituent elements (usually four or more) in equal or near equal concentrations tend to crystallize as single-phase solid solutions like FCC and BCC phases [6, 20, 346, 378,379,380]. However, the yield strengths of these single-phase solid solution HEAs are generally insufficient for practical engineering applications primarily due to the lack of effective obstacles to impede dislocation motion. Precipitation hardening, which involves the dispersed precipitation of second phases in the matrix, is a popular hardening method widely used in high-strength steels and superalloys [381, 382]. These second phases play a crucial role in impeding the movement of dislocations within the materials, which is achieved through factors such as the size and modulus difference between the matrix and precipitates, as well as the interface characteristics. By controlling alloying additions and thermomechanical treatments, researchers have introduced various types of second-phase precipitates into HEAs to achieve effective precipitation strengthening [102]. The degree of precipitation strengthening critically depends on the precipitate microstructures, including their type, size, volume fraction, and spatial distribution [384, 385, 393]. Based on the interface structure between the precipitates and matrix, precipitates in HEAs can be broadly classified into two types: (1) coherent precipitates (such as L12 precipitates in FCC alloys and B2 precipitates in BCC alloys) and (2) incoherent precipitates (such as σ, μ, η, Laves, and Heusler phases in FCC and BCC alloys).
The coherent precipitation of L12-ordered Ni3Al-type nanoprecipitates has shown great promise in achieving an exceptional balance between strength and ductility in FCC HEAs. These HEAs, which combine the ductile matrix with the macro-alloyed L12 phase, have the potential to possess superior combinations of physical and mechanical properties compared to conventional steels and superalloys [386, 387]. Extensive research has been conducted to incorporate L12 nano-precipitates into FCC HEAs to enhance their mechanical properties [388, 389, 391, 394]. It was observed that adding Al alone is insufficient to stabilize L12 precipitates in FCC HEA systems at elevated temperatures, because high additions of Al promote the formation of B2-NiAl phases [84, 232, 392]. For example, as the concentration of Al in the AlxCrCuFeNi2 system increases from 0 to 1.5, the microstructure changes from FCC solid solution to FCC/L12 phases and finally to BCC/B2 phases [232]. Gwalani et al. [2] reported that the L12-precipitates in an Al0.3CoCrFeNi HEA are stable at 550 ºC but become de-stabilized and transform into B2-NiAl phases after annealing at around 700 ºC. Various methods have been studied to stabilize the coherent precipitation of L12 in FCC HEAs. They found that adding Cu to the HEAs improves the thermal stability of L12-precipitates through providing high densities of heterogenous nucleation sites for the L12 phase. On the other hand, Ti and Nb are found to be strong L12-forming elements in FCC HEAs, which can partially replace Al in the L12-Ni3Al phase, resulting in the formation of compositionally complex Ni3(Al,Ti,Nb) precipitates and changing the intrinsic thermodynamic state of the precipitates. For instance, He et al. [73] added 2 at% Al and 4 at% Ti to a FeCoNiCr alloy, forming coherent L12-Ni3(Al,Ti) nanoprecipitates in the FCC matrix. This coherent precipitation-strengthened HEA achieves a yield strength of more than 1000 MPa while retaining a ductility of more than 20% at room temperature.
For achieving good strength-ductility synergy, rationally regulating the microstructure of L12 precipitates is important. Yang et al. [52] designed a coherent nanoprecipitation strengthened HEA, (FeCoNi)86Al7Ti7 (at%), which have high densities of spherical L12-(Ni,Fe,Co)3(Al,Ti,Fe) precipitates in the FCC matrix. It was found that the partial substitution of Al with Ti helps to alleviate the environmental embrittlement, improving the intrinsic ductility of the precipitates. Moreover, the higher Ti/Al ratio increases the antiphase boundaries energy and improves work-hardening by promoting dislocations cross-slip, which in turn favors the activation of microbands and produces a large uniform deformation. As a result, the L12 nanoparticles strengthened HEA exhibits a yield strength of more than1000 MPa and a uniform ductility of ~50% (Fig. 27), accompanied by a distinctive three-stage strain-hardening response. In addition to spherical nanoparticles, L12 can also precipitate in the nano-lamellar form. Fan et al. [14] developed a type of coherent nano-lamellar FCC/L12 alloys, which exhibits a combination of 2 GPa yield strength and 16% uniform tensile ductility, as shown in Fig. 28. The nanoscale lamellae and ultrafine grain structures were found to provide the dominant strengthening effect. The coherent FCC/L12 lamellae structure facilitates the dislocation transmission across the boundaries, eliminating the stress concentration and promoting the long-range dislocation activities, enhancing the work hardening capability and improving the uniform ductility. The concept of coherent precipitation strengthening has also been applied to BCC refractory HEAs (RHEAs) in recent years. In Al-containing lightweight RHEAs, ordered B2 phases tend to precipitate out from the disordered BCC matrix, forming a coherent BCC/B2 microstructure. For example, Jin et al. [395] developed an Al2Ti6Zr2Nb3Ta3 HEA containing a BCC/B2 coherent microstructure, in which cuboidal BCC nanoprecipitates with a size of 10 nm are uniformly dispersed in the B2 matrix after aging at 873 K for 24 h. The interface between the BCC and B2 phases shows a coherent structure with a lattice mismatch of 0.76%. The coherent interface structure and high nanoprecipitation densities are keys to achieving good strength and ductility at both room and elevated temperatures.

Reproduced with permission from Ref. [52]. Copyright 20118, AAAS
Mechanical properties and microstructures of (FeCoNi)86Al7Ti7 alloy. a Tensile stress-strain curves. b TEM image of nanoprecipitates. c high-resolution TEM image showing interfacial coherency. d Atom probe tomography (APT) microstructures.

Reproduced with permission from Ref. [14]. Copyright 2020, Springer Nature
Mechanical properties and microstructures of FCC/L12 nano-lamellae alloys. a Tensile stress-strain curves. b Bright- and c dark-field TEM microstructures. d APT nanostructures.
Incoherent precipitates, such as σ, μ, η, Laves, and Heusler phases, are also utilized to enhance the strength of HEAs. He et al. [209] reported that adding Nb to a CoCrFeNi HEA is effective in improving good mechanical properties through Nb-enriched Laves precipitation strengthening. As the Nb content increases, the volume fraction of the Laves phase rises, increasing the hardness and strength of the alloy. However, excessive additions of Nb lead to coarse Laves precipitates, which results in a sharp decrease in the ductility. Therefore, it is crucial to control the size and dispersion of incoherent precipitates to achieve an effective hardening effect without causing serious embrittlement. In this direction, Liu et al. [396] developed FeCoNiCrMox alloys containing σ and μ phases. These two types of hard phases provide a very effective strengthening, making the materials reach a strength of 1187 MPa and a ductility of 19%. It was found that the discrete precipitates dissolved at suitable annealing temperatures are very fine and hard phases that can effectively strengthen the FCC matrix. Moreover, the FCC matrix is very tough, which promotes extensive deformation and inhibits the propagation of microcracks associated with these incoherent precipitates. Interestingly, the dual precipitation of coherent and incoherent precipitates provides a way for tuning the comprehensive mechanical properties of materials. For instance, Li et al. [397] developed a FeCoCrNi HEA that introduced both coherent and incoherent phases by adding Al, Ti and Nb. After two-step aging, a high density of L12 phases is formed in the FCC matrix, and the B2 phases are mainly precipitated along the grain boundary, the combination of which results in a 600 MPa increase in yield strength while maintaining a ductility of more than 20%. Guo et al. [398] adjusted the Al and Nb ratio and heat treatment conditions in the FeCoCrNi HEA system, which forms the dual precipitation of nanoscale L12 particles and Laves phases. These dual-precipitation-strengthened alloys exhibit a yield strength of more than 1400 MPa, an ultimate tensile strength of over 1800 MPa, and a uniform elongation of 18%, thus achieving high strength-ductility synergy. These studies suggested that under the high tolerance of the ductile matrix of FCC HEAs, precise control of precipitate microstructure is critical for achieving optimal mechanical properties.
2.9.1 Composition-modulated high-entropy alloys
It is widely recognized that HEA, despite being designed as solid solutions, exhibit compositional heterogeneity at the nanoscale [399]. This heterogeneity arises from the differences in atomic radii and complex electrical and magnetic interactions among the various constituent elements [400]. Consequently, there is a deviation between the actual alloy composition and the ideal solution. This phenomenon is often referred to as random composition fluctuations, which highlight the presence of compositional heterogeneity or chemical short-range ordering (CSRO) when considering the correlation of bond pairs at smaller scales. By acknowledging the existence of compositional heterogeneity in HEAs, researchers can better understand the underlying mechanisms that influence the material's properties and behavior [401, 402]. Exploring the nature and extent of these fluctuations is crucial for tailoring the alloy's characteristics to meet specific requirements.
Currently, compositional heterogeneity in HEAs has been extensively investigated by numerous researchers using advanced characterization techniques [403] such as extended X-ray absorption fine structure (EXAFS), energy-filtered electron diffraction, dark-field imaging (DF), scanning transmission electron microscopy (STEM), energy dispersive X-ray spectroscopy (EDXS), electron energy loss spectroscopy (EELS), and APT. These techniques have facilitated the detection and understanding of heterogeneity at the nanoscale, which has become a crucial aspect in exploring the relationships between alloy composition, structure, and properties.
Among these techniques, it is worth noting that energy-dispersive X-ray spectroscopy (EDS) has been extensively used for the direct imaging and characterization of composition fluctuations or short-range ordering (SRO) in high-entropy alloys [404, 405]. This technique enables a semi-quantitative measurement of composition. While the absolute values may vary within a certain range depending on the experimental setup, the comparison between the concentrations of different elements under the same scanning conditions remains meaningful [406]. However, it is crucial to carefully prepare the specimen thickness for EDS mapping, as it strongly affects the resolution of signals. The optimum thickness of the specimen for a specific material needs to be calculated, taking into account factors such as the average atomic number, absorption parameter, and the extinction distance corresponding to the dominant Bragg reflection. Figure 29 compares the conventional solid solution model with the elemental distribution model in high entropy alloys [407].

Reproduced with permission from Ref. [407]. Copyright 2020, Springer Nature
Solid solution and dislocation model of traditional alloy and HEAs. a Random solid solution. b Two kinds of inhomogeneity of element distribution: concentration wave and short-range order. c Dislocation slip energy barrier model in random solid solution. d Dislocation slip energy barrier in HEAs.
The preference for intrinsic energetic bonding between different elements is the thermal dynamical driving force of composition fluctuations in single-phase complex concentrated solid solutions (CCSS) alloys. When there is a preference for different A-B bonding, the solid solution exhibits chemical ordering and may even form compounds in extreme cases. Conversely, when there is a preference for the same A-A type of bonding, the solid solution exhibits chemical heterogeneity, including clustering, concentration fluctuations, and possibly decomposition. This departure from random solid solution behavior alters the local bonding environment surrounding defects, thereby directly impacting solid solution hardening. It is important to note that, unlike traditional binary alloys where ordering and clustering are mutually exclusive phenomena, these two types of deviations between different elements can coexist in HEAs due to the complex interactions involving many pairs and many bodies [408]. This implies that compositional heterogeneity could be a distinctive structural characteristic of HEAs.
The presence of composition fluctuations or CSRO in HEAs has been found to significantly impact SFE and serve as a strong barrier [409, 410]. This observation is supported by numerous theoretical simulations and experimental studies [411].Unlike the atomic-level randomness of solid solutions, these fluctuations result in substantial and nanoscale changes in local bonding configurations. These changes directly influence the separation of dislocations, leading to dislocation dissociating at specific locations along the dislocation line. As a result, the deformation mechanism of HEAs is regulated. In this section, how composition inhomogeneities are precisely controlled in HEAs will be briefly reviewed and their effects on defect motion behavior and material properties will be summarized.
2.9.2 Composition-modulated heterogeneity in different crystal structures
As discussed earlier, the understanding of composition heterogeneity in HEAs involves two main aspects: CSRO and random concentration fluctuations. The crystal structure of the alloy also influences the formation of these heterogeneities. In general, concentration fluctuations are more prevalent in FCC HEAs or the FCC phase of multi-phase HEAs, while CSRO is more likely to occur in BCC HEAs or the BCC phase of multi-phase HEAs. Since heterogeneity is highly dependent on the composition, several common methods are used to control it, such as adjusting the element composition ratio, substituting specific atoms with characteristic atoms, or adding/removing certain elements. Here are a few examples of observed compositional heterogeneity in different crystal structures.
Cantor alloy [412] and its derivative CrCoNi alloy [42, 413] are the most widely studied single-phase solid solution HEAs with FCC structure. These alloys have been found to exhibit nanoscale concentration fluctuations with small changes below ~10% [414]. However, the magnitude of the fluctuations can be easily adjusted. The extent of local chemical composition variations in HEAs can be effectively modified by manipulating constituent element ratios, substituting, introducing substitutions, or incorporating alloying elements. For instance, by constructing a VCoNi single-phase solid solution model system that incorporates binary and ternary intermetallic compounds based on the equilibrium phase diagram, it was possible to observe the presence of numerous CSRO regions with sizes smaller than 1 nm in single-phase high- or medium-entropy alloys [404]. Some works also revealed the existence of CSRO domains with a size of ~1 nm in CrCoNi [415]. By replacing Mn with large atomic size Pd, the amplitude of concentration fluctuations in CrFeCoNiPd alloy can be increased to ~60% [414] (Fig. 30a). Such composition fluctuations in HEAs can exhibit unique and adjustable characteristics. Adding the same amount of W to CrCoNi can introduce higher concentration fluctuations (from 15% to 55%), while the same amount of W causes small fluctuations in pure Ni [416] (Fig. 30b). The study of Chen et al. [417] found that Cr20Mn6Fe34Co34Ni6 HEAs have much more substantial composition fluctuations than CrMnFeCoNi alloy. It is also found that using metalloid atoms Si to replace Mn in Cantor alloys can effectively improve the degree of CSRO in the alloy as well as the lattice distortion capability and alloy stacking fault energy [415] (Fig. 30c).

Reproduced with permission from Ref. [414]. Copyright 2019, Springer Nature. b Atomic scale elemental mapping and corresponding line profiles of atomic fraction of individual elements taken from respective EDS maps in CrCoNi-3W, Ni-3W allays, where white circles indicate Ni-rich or Ni-poor regions in Ni maps. Reproduced with permission from Ref. [416]. Copyright 2021, Elsevier. c (Left) Square atomic displacement (MSAD) scaled by magnitude of Burgers vector b in Cantor alloy, Si10-, and Si12-HEAs, which was calculated using special quasi-random structure (SQS) and Monte-Carlo CSRO model; (right) SFE of HEAs, estimated from dislocation dissociation width measured using TEM in weak-beam dark-field mode. Reproduced with permission from Ref. [415]. Copyright 2022, Elsevier
Composition-modulated heterogeneity in FCC crystal structures. a Local concentration distribution of individual elements and line profiles of atomic fraction of individual elements taken from a high-resolution EDS data set.
Unlike FCC HEAs, BCC refractory HEAs typically exhibit a multiphase structure. Unfortunately, there is a scarcity of experimental studies that investigate the distribution of elements and heterogeneity within these alloys. However, theoretical calculation studies are available to provide insights into the characteristics of these alloys [418]. It is shown that a few single-phase BCC HEAs have structures that deviate from random solid solutions and tend to form CSRO. For example, Rao et al. [419] demonstrated through molecular dynamics simulation that there are concentration fluctuations of elements in the Co16.67Fe36.67Ni16.67Ti30 alloy, which leads to the atom diffusion phenomenon at the dislocation core structure along the dislocation lines. Wei et al. [420] designed the high-entropy alloys through the natural selection method of constituent elements, and widely distributed nanoscale heterostructures were observed in Ti38V15Nb23Hf24 (Fig. 31a). Furthermore, similar to FCC, the inhomogeneity of element distribution caused by CSRO can be further expanded and intensified in BCC refractory HEAs. This can be achieved through various methods such as heat treatment, the addition of other alloying elements, adjusting the concentration of elements within the alloy, and potentially leading to the formation of a multi-phase structure. By manipulating these parameters, it is possible to promote the development of compositional heterogeneity and create a complex microstructure in BCC refractory HEAs. For example, by annealing the HfNbTaZr alloy for an extended period, the CSRO rich in Hf and Zr perpendicular to the <100> direction are interconnected to form a hexagonal phase [421] (Fig. 31b). Adding 2% O element to the TiZrHfNb alloy intensifies the degree of CSRO, thereby inducing and promoting the formation of oxygen complexes [12] (Fig. 31c).

Heterogeneity in chemical distribution and corresponding dislocation behaviors in bcc HEAs. a Atomic-scale characterization of structural heterogeneity in Ti38V15Nb23Hf24; b APT map excerpted at a 20 at% V iso-composition surface proves compositional heterogeneity. Reproduced with permission from Ref. [420]. Copyright 2020, Springer Nature. c Short-range clustering structure in HfNbTaZr after annealing. Reproduced with permission from Ref. [421]. Copyright 2016, Elsevier. d Ordered oxygen complexes regions in TiZrHfNb with 2% oxygen. Reproduced with permission from Ref. [12]. Copyright 2018, Springer Nature
2.9.3 Characterization of local ordering and heterogeneity on dislocation behavior
Modulating the composition and manipulating the local chemical environment around atoms offer strategies to control and tailor the mechanical properties of alloys. By controlling concentration fluctuations or CSRO through composition adjustment and shaping distinct local chemical environments around atoms via bond pair preferences, significant changes can be made to the local lattice distortion energy and SFE, thereby influencing performance indicators like strength, ductility, hardness, and other mechanical characteristics of the material. Understanding and controlling the compositional heterogeneity in alloys is key to designing and engineering materials with desired mechanical properties [422], due to its significant effects of promoting dislocation-regulated plastic activities [101].
The specific changes in local SFE can result in the inhomogeneous dissociation of dislocations, thereby influencing the microstructural evolution and altering the behavior of dislocation sliding. Figure 32a provides an illustrative example of this phenomenon. The calculation results of Ding et al. [423] show that as the degree of CSRO increases, the average SFE value of CrCoNi alloy will change significantly. Smith et al. [424] observed that in the CrMnFeCoNi alloy, the distribution of the averaged partial dislocation separation distance is relatively wide. This suggests that SFE strongly depends on the alloy's local atomic configuration. Ding et al. [423] subsequently proposed that SFE and CSRO in CrCoNi alloy are highly correlated and can be adjusted by controlling CSRO. Zhang et al. [405] studied partial dislocation separation in CrCoNi alloys processed differently and found that the partial dislocation separation in water-quenched samples was larger, indicating lower SFE and lower CSRO (Fig. 32b). A related transition from wavy to planar dislocation slip behavior is also observed. Xu et al. [425] demonstrated through molecular dynamics simulation that there are concentration fluctuations of elements in Co16.67Fe36.67Ni16.67Ti30, resulting in varying SFE on different slip paths. Wei et al.[420] discovered that the nanoscale heterostructure in the Ti38V15Nb23Hf24 phase can resist dislocation initiation and local pin dislocations after initiation, resulting in improved strength. Not only that, by modifying the alloy's composition, one can manipulate or broaden the variations in SFE, thereby influencing the behavior exhibited by dislocations within the material (Fig. 32b). Wei et al. [415] achieved an increase in local lattice distortion and short-range chemical heterogeneity by substituting metalloids. This innovative approach enhancing strength by lowering the SFE, impeding dynamic recovery and fostering the accumulation of defects through partial dislocation-mediated activities. As a result, this strategy enabled efficient storage of dislocations, enhancing the material's capacity to undergo strain hardening, which is a crucial factor in maintaining significant tensile elongation [12]. Additionally, it has been demonstrated that nanoscale ordered regions, formed by complexes of oxygen atoms, can induce a shift in the dislocation slip behavior, transitioning from plane slip to wave slip. This alteration in the plastic deformation mode results in a modified mechanism of material deformation (Fig. 33).

Effects of local chemical environments on dislocations in HEAs. a (Left) A bright-field TEM image taken during an in-situ straining experiment; (right) two single-frame TEM images at early (left image) and a late time (right image) from an in situ straining experiment in a CrFeCoNiPd alloy. Reproduced with permission from Ref. [414]. Copyright 2019, Springer Nature. b (Left) Low-magnification electron channeling contrast imaging (ECCI) micrograph of dislocation structures in Ti38V15Nb23Hf24; (right) higher-magnification ECCI micrographs of bowed dislocation configuration in Ti38V15Nb23Hf24 (highlighted with yellow arrows). Reproduced with permission from Ref. [420]. Copyright 2020, Springer Nature. c Two-beam bright-field images showing tendency of wavy to planar dislocation slip behaviors in differently processed CrCoNi alloys. Reproduced with permission from Ref. [405]. Copyright 2020, Springer Nature. d Two-beam bright-field images show frequently observed accumulation of dislocations on {111}-type FCC slip planes. Reproduced with permission from Ref. [405]. Copyright 2020, Springer Nature

Reproduced with permission from Ref. [439]. Copyright 2023, Elsevier
Schematic illustration of a cold drawing method and b glass coating method.
2.9.4 High-entropy alloys fibers
At present, the existing forms of HEA mainly include bulk, film, powder, and fiber [246, 426,427,428,429]. The research on HEA fibers has been carried out in recent years, and most of the research focuses on the study of mechanical properties. On the one hand, it is due to the widespread application of metal wires with high strength, high plasticity, and high work hardening ability in the engineering field, such as large cable-stayed bridges, heavy suspension cables [430,431,432]. HEAs are expected to produce advanced alloy fibers for extreme conditions. On the other hand, the strength and plasticity of alloys depend not only on their internal microstructure but also on their external size. With microdevices, exploring alloys' mechanical behavior in low dimensional and small sizes is particularly important [433, 434].
Researchers have explored HEA fibers to better study the deformation mechanism of HEA and balance the relationship between plasticity and strength. In 2017, Zhang et al. first prepared Al0.3CoCrFeNi fibers with a diameter of 1.00–3.15 mm by hot drawing method. They studied the effects of diameter, strain rate, and temperature on mechanical properties and deformation mechanisms [435]. With the continuous development of research, more methods for preparing HEA fibers have been developed, such as the hot drawing method, cold drawing method, glass coating method, etc. With the continuous development of preparation processes, the composition and structure of HEA fibers are gradually enriched. This article focuses on HEA fibers' preparation methods and mechanical properties and prospects for their performance research and potential applications.
At present, the preparation methods of HEA fibers mainly include the cold drawing method, hot drawing method, and glass coating method [435,436,437,438], each of which has its advantages and disadvantages as shown in Table 2. Schematic illustration is in Fig. 33 [439]. The following will introduce the research status of various preparation methods.
The cold drawing method first obtains a master alloy with uniform chemical composition through melting, and then the master alloy is forged and annealed to obtain a strip-like alloy ingot. At room temperature, the alloy ingot passes through a mold with fixed-size holes at a constant speed under the action of external forces, causing plastic deformation on the surface of the alloy ingot and achieving the goal of changing size [440]. Owing to the strong work hardening effect, strength improvement and a sharp decrease in plasticity occur during the cold drawing process of fibers. It is difficult to obtain the diameter of the finished product through a one-time cold drawing. Therefore, heat treatment is usually performed on the fibers during the cold drawing process to eliminate work hardening.
In 2017, Fang et al. processed CoCrFeNi master alloy through homogenization, hot forging, and annealing, and cold drawn 9.3 mm in diameter to 7 mm in diameter [437]. In 2023. Dai et al. cold-drawn the 3.5 mm diameter AlCoCrFeNi2.1 alloy rod to a diameter of 500 μm [438]. The difference between the hot and cold drawing methods is that the alloy ingot needs to be heated to a certain temperature before passing through the mold, causing thermoplastic deformation. In 2017, Zhang et al. hot-drawn the 6-mm-diameter Al0.3CoCrFeNi bars after hot-rolled to fibers with diameters of 1.00, 1.6 and 3.15 mm at 900 °C in Fig. 34a [435].
Taylor Ulitovsky method is commonly used to prepare glass-coated amorphous wires, which can also be used to prepare medium entropy alloy fibers. The induction coil softens the glass that encounters the molten alloy at the bottom of the master alloy and glass tube. The softened glass is wrapped around the alloy fibers by pulling the glass, and the alloy fibers are quickly cooled by cooling water. For example, Dai et al. prepared a diameter of 40 and 100 μm CoCrNi medium entropy alloy fibers using the glass coating method in Fig. 34b−d [441, 442]. The Taylor Ulitovsky method, also known as the glass coating method, is a commonly used method for preparing alloy wires [443, 444].

a Al0.3CoCrFeNi wires prepared by hot drawing method. Reproduced with permission from Ref. [435]. Copyright 2017, Elsevier. b CoCrNi wires prepared by hot drawing method. Reproduced with permission from Ref. [441]. Copyright 2020, Elsevier. c, d CoCrNi wires prepared by Taylor-Ulitovsky method. Reproduced with permission from Ref. [442]. Copyright 2021, Elsevier
The mechanical properties of HEA fibers are mainly controlled by adjusting the fiber diameter, introducing the second phase, changing the testing temperature, changing the strain rate, and adjusting the annealing temperature and time.
The diameter of HEA fibers is a key factor affecting mechanical properties, exhibiting significant side effects. As shown in Fig. 35a, Zhang et al. found that in single-phase and similar crystal structures in Fig. 35a‒c, the tensile plasticity of fibers increases with the increase of diameter, but the effect on strength is not significant. The tensile plasticity of fibers with a diameter of 3.15 mm reaches 17.5%, while the tensile plasticity of fibers with a diameter of 1 mm is only 7.8% [435]. This is mainly because, during the process of diameter reduction, the dislocation density increases, and the size of dislocation cells decreases. This affects the tensile plasticity of HEA fibers. The strength of the three types of fibers prepared in this study is higher than that of bulk with the same chemical composition, demonstrating the potential of HEA fibers in improving strength.

a Tensile strain-stress curves of Al0.3CoCrFeNi fibers with different diameters at room temperature. Reproduced with permission from Ref. [435]. Copyright 2017, Elsevier. b Tensile strain-stress curves of CoCrNi fibers with different diameters. Reproduced with permission from Ref. [442]. Copyright 2017, Elsevier. c Tensile strain-stress curves of AlCoCrFeNi2.1 fibers. Reproduced with permission from Ref. [438]. Copyright 2023, Elsevier. d Tensile strain-stress curves of Al0.3CoCrFeNi fibers with different diameters at low temperatures. Reproduced with permission from Ref. [435]. Copyright 2017, Elsevier. e Tensile strain-stress curves of CoCrFeNi fibers. Reproduced with permission from Ref. [437]. Copyright 2017, Elsevier. f Tensile strain-stress curves of CoCrNi fibers. Reproduced with permission from Ref. [441]. Copyright 2020, Elsevier
However, the opposite phenomenon was observed in CoCrNi medium entropy alloy fibers prepared by the glass coating method in Fig. 36b. When the fiber diameter increased from 40 to 100 μm, the tensile plasticity decreased from 48% to 40%, and the strength decreased from 1188 to 950 MPa [442]. The difference in strain gradient and GND density of fibers with different diameters affects the formation of deformed twins, which in turn affects strength and plasticity in Fig. 37. At the millimeters and micrometer scale, two opposite-size effects were found, which further indicates that the deformation mechanism of HEA fibers is very complex and requires more research.

EBSD images of Al0.3CoCrFeNi fibers with different diameters of a 3.15 mm, b 1.60 mm and c 1.00 mm. Reproduced with permission from Ref. [435]. Copyright 2017, Elsevier. d‒i EBSD phase maps and IPF maps of AlCoCrFeNi2.1 fibers from central region to surface region. Reproduced with permission from Ref. [438]. Copyright 2023, Elsevier

Reproduced with permission from Ref. [442]. Copyright 2021, Elsevier
Bright-field TEM images of a SFs and b high-density DTs of 100 μm CoCrNi fibers. HRTEM images of c SFs and d nanotwin lamellae of 100 μm CoCrNi fibers. Bright-field TEM images of e SFs and f severe dislocation-DT interaction of 40 μm CoCrNi fibers.
Owing to the lack of tensile plasticity in the HEA of BCC structure, the phase structure of HEA fibers is mainly FCC, as shown in Fig. 38. However, scientists have also done a lot of work in introducing a second phase to improve the mechanical properties of HEA fibers. Dai et al. prepared HEA fibers with gradient non-uniform layered structure by hot drawing method, where the FCC phase and B2 phase are arranged in Fig. 36d [438]. After multiple passes of drawing and annealing, uneven strain distribution and dislocations were effectively eliminated, thereby reducing the possibility of early cracking at the interface between the two phases. Owing to the synergistic strength and plasticity of the eutectic structure, the softer FCC structure withstands plastic deformation, while the harder B2 structure hinders dislocation movement and improves strength in Fig. 39. Thus, achieving a combination of high strength and high plasticity, the strength of annealed HEA fibers is 1850 MPa, and the tensile plasticity is 12.1% in Fig. 35c.

Reproduced with permission from Ref. [435]. Copyright 2017, Elsevier
XRD patterns of Al0.3CoCrFeNi fibers of FCC structure.

Reproduced with permission from Ref. [435]. Copyright 2023, Elsevier
a Bright field image of AlCoCrFeNi2.1 fibers and corresponding SAED patterns. Bright-field TEM images of b B2 phase and c FCC phase.
The high-temperature and low-temperature mechanical properties of HEA fibers have also been extensively studied to develop new alloy fibers that can serve under extreme conditions. As shown in Fig. 35d, compared to room temperature (298 K), the low temperature (77 K) strength and plasticity of Al0.3CoCrFeNi fibers have been improved. This is due to the transformation of planar slip dislocations at room temperature into nano twins at low temperatures, leading to hardening and plasticity improvement [435]. Similar phenomena were also observed in layered eutectic HEA fibers in Fig. 35e, where the extended activations of cross slip in the B2 phase and 3D SF-DT structure networks in the FCC phase were activated at 77K, resulting in HEA fibers with ultra-high strength and sufficient elongation (2520 MPa, 14.3%) [438]. Fang et al. tested the mechanical properties of CoCrFeNi HEA at 923 K [437]. The presence of nano twins increased its elongation from 12.6% at room temperature to 27.1% at 923 K, while the yield strength slightly decreased from 1107 MPa to 837 MPa [12]. At low temperatures, the mechanical properties of the medium entropy alloy fibers also significantly improved, as shown in Fig. 35f [6]. Compared to room temperature, HEA fibers have better mechanical properties under extreme conditions, but their deformation mechanism still needs further exploration.
2.9.5 Refractory high-entropy alloys
Benefiting from the sluggish diffusion effect, one of the four core effects of the HEAs, and the strong bonding force between elements, refractory high-entropy alloys (RHEAs) have exhibited better mechanical properties than conventional Ni-based superalloys at above 1000 °C (Fig. 40) [336, 445]. RHEAs mainly comprise some elements with high melting temperatures, including Ti, V, Cr, Zr, N, Mo, Hf, Ta, W, etc. [28, 446, 447]. Besides these, some metal/non-metal elements with relatively low melting temperatures have participated in alloy design to lower the alloy's density or improve its high-temperature mechanical properties and anti-oxidation properties, such as Al, B, C, Si, O, N [12, 448,449,450,451,452]. Some classical empirical formulas are used to obtain single-phase, ductile RHEAs [73, 453,454,455,456]. Besides, thermodynamic calculation, including first principle calculation, molecular dynamic simulation, and some commercial software, has also been used to guide alloy design [451, 457, 458].

Reproduced with permission from Ref. [336]. Copyright 2011, Elsevier
Temperature dependence of yield stress of NbMoTaW and VNbMoTaW HEAs and two superalloys, Inconel 718 and Haynes 230.
The search for alloy with single-phase solid-solution is one of the emphases of work in the early stages of the RHEAs according to the following two reasons. Firstly, it is believed that the second phase of softening would determine the high-temperature performance of the RHEAs [459]. Secondly, some of the second phases are intrinsically brittle when subjected to tensile tests, which would decrease the alloy’s deformation plasticity [19, 28]. Dendritic morphologic is the most observed microstructure in the single-phase RHEAs, and it is often accompanied by slight element segregation. High-temperature heat treatment was often used to homogenize the alloy. In addition, some works found that the second phase can improve the alloy’s strength at room and intermediated temperature when ignoring the loss of plasticity, and it has been absorbing much attention recently [450].
High melting temperature poses a challenge to the preparation of the RHEAs. Vacuum arc melting is the most used method to prepare alloys due to its high work temperature, high vacuum environment, and easy operation. Also, powder metallurgy and additive manufacturing are used to prepare the RHEAs [342, 460]. However, the powders used in these two methods are easily polluted and coupled with complex routes, resulting in the difficulty of the two preparation methods.
RHEAs typically have high yield strength and excellent high-temperature soften resistance [336]. The single-phase HfNbTaTiV alloy, designed based on the principle of maximum lattice distortion, exhibited a high compressive strength of higher than 2800 MPa at the compressive strain of 45%, while it has a relatively low yield strength [461]. The precipitation strengthening can boost the yield strength of alloys. The compressive yield strength was elevated to 1.8 GPa when the second phase formed in the NbTiZrTa0.25 alloy, accompanied by a slight loss of strain plasticity [462]. The disordered nanoscale phase and refractory particle reinforced HfMoNbTaTi RHEA shows a high yield strength of 1.7 GPa at 25 °C. Also, this alloy shows excellent high-temperature properties and a yield strength of 851 MPa at 1200 °C, which is higher than that of those commercial superalloys [463]. Currently, more and more attentions are being paid to the search for RHEAs with tensile ductility. Most ductile RHEAs are evolute from the TiZrHfNbTa and AlNbTiVZr systems, and some of them show a good combination of strength and tensile ductility [448, 464,465,466,467]. However, note that these alloys mainly comprise ductile Ti, Nb, Hf and Ta, while the other five elements mentioned above are not involved. Besides, the strength of these alloys typically shows a sharp drop when over 1023 K. How to introduce more Cr, Mo, and W elements into the ductile RHEAs and improve the high-temperature strength of these ductile alloys need to be solved.
Materials with high yield strength and ductility are always wanted for advanced manufacturing. Some methods have been proposed to improve the alloy’s strength and ductility, which are critical to satisfy the requirements of advanced manufacturing. Interstitial atom strengthening and grain boundary engineering effectively boost an alloy’s plasticity or strength. The authors formed a nanoscale cluster by adding small-sized non-metals elements (oxygen, nitrogen) into the BCC-structural TiZrHfNb RHEA. The widespread nanoscale (O, Ti, Zr)-complexes interact with moving dislocations, elevating strength and enhancing ductility simultaneously (Fig. 41) [12]. Likely, the classical NbMoTaW RHEA shows outstanding softening resistance and thermal stability at ultra-high temperatures but poor deformation plasticity at 25 °C due to the grain-boundary segregation of the oxygen containment [336]. Small-sized metalloids, such as B and C, preferentially replace oxygen at the grain boundary after they have been introduced into the alloy and promote more vital electronic interaction with other elements, significantly improving this alloy's strength and plasticity [451]. Note that it harms the comprehensive performance of alloys when the content of the interstitial element is too much [452].

Reproduced with permission from Ref. [337]. Copyright 2018, Springer Nature
Room-temperature tensile stress–strain curves for as-cast TiZrHfNb (denoted as base alloy), (TiZrHfNb)98O2 (denoted as O-2) and (TiZrHfNb)98N2 (denoted as N-2) HEAs.
Apart from interstitial strengthening, deformation strengthening was also used to tailor the alloy’s mechanical properties. A record uniform tensile ductility of 25% and fracture strain of nearly 50% are observed in the deformed AlNbTiVZr RHEA (Fig. 42). More dislocations have been activated in this work, which helps to spread the plastic flow to permeate the sample volume. Also, this alloy’s B2-like local chemical order and resultant lattice distortion in this alloy raised elastic strains and dislocation debris to cause dynamic hardening [468]. Many activated dislocations contributed to severe interaction between dislocations, significantly improving the alloy’s yield strength and tensile strength to 1.5 and 1.8 GPa, respectively [469]. The combination of multiple reinforcement methods can effectively improve alloy strength. A record high yield strength of 2.0 GPa was achieved in a multistage thermos-mechanical processed (W1.5Ni2.25Fe)95Ta5 RHEA owing to the grain boundary strengthening and precipitate strengthening. Besides, the alloy exhibits a high yield strength above 1 GPa at 800 °C due to sluggish grain growth [470].

Reproduced with permission from Ref. [468]. Copyright 2023, Springer Nature
Tensile properties of WQ-T50 (recrystallized Ti50Zr18Nb15V12Al5 HEA) and aged-T50 (recrystallized and aged Ti50Zr18Nb15V12Al5 HEA). Engineering stress–strain curves. The inset gives an enlarged view, with εA−EU and εWQ−EU marking uniform engineering strains.
Another issue that needs to be considered is the high-temperature oxygen resistance of these alloys. The volatilization of Mo oxide and V oxide is the primary reason for the poor oxygen resistance of containing-Mo or containing-V RHEAs [471, 472]. In addition, oxygen can permeate into the alloy center easily through solidification defects (holes), which accelerates the oxidation failure of the alloy. Reducing the contact area between oxygen and alloy and inhibiting oxide volatilization are effective ways to avoid catastrophic oxidation. A dense composite oxide scale would be formed on the surface of some Al-containing and Ti-containing alloys, which can protect alloys from oxidization at the intermediate temperature range. However, this method is ineffective at a higher temperature because these dense oxide layers tend to decompose at above 1000 °C [471]. Non-metal elements (B, C) were also used to enhance the alloy’s oxygen resistance. These elements are often segregated at the grain boundary during cooling and consequently eliminate the serious solidification defect, hence stopping the inner diffusion of oxygen. The formation of silicides also acts as a barrier to slow oxygen diffusion and significantly improves the oxidation resistance of some Si-containing RHEAs [449]. Similarly, oxygen resistance is sharply dropped when over 1000 °C as the silicides are no longer stable.
2.9.6 Machine learning to predict high-performance high-entropy alloys
The advancement of science, technology, and economy has led to increasing demand for novel materials. High-entropy alloys stand out among various materials due to excellent mechanical properties [336], chemical stability [10], physical performance [413] and processibility [51]. Therefore, it is widely used in various fields, including aviation, machinery, medicine, electronic technology, agriculture, etc. [28, 73, 473]. Ye et al. [2] proposed high-entropy alloys (multi-principal element alloys) in 2004, which are obtained by employing multiple dominating elements forming a single and high-symmetry phase instead of a complex intermetallic compound [2, 21].
The discovery of high-entropy alloys is either based on experiments or based on theoretical simulations. Limited by the compositional complexity, experimental investigation of high-entropy alloys is time- and material-consuming, which is unrealistic from the practical viewpoint. Therefore, theoretical simulation plays a critical role in discovering novel high-entropy alloys. Theoretical simulation methods for the prediction of high-entropy alloys include molecular dynamics first-principles simulation [474], thermodynamic first-principles simulation [475], density functional theory (DFT) calculation [476], and phase diagram calculation method [477]. With the advantages of high accuracy, DFT calculation is the most widely used theoretical simulation method for material discovery and prediction. DFT calculation is based on the interaction between atoms within the designed supercells or primitive cells. Due to the complex interaction between atoms, this calculation itself is complex, time-consuming, and costly. Moreover, owing to the structural and compositional complexity of high-entropy alloys, using DFT calculation for structure simulation or property prediction of high-entropy alloys needs to consider the tremendous number of configurations, which is nearly inapplicable and unrealistic.
2.9.7 General workflow of machine learning
The past decade has witnessed the explosive rise of artificial intelligence (AI), particularly machine learning (ML), and deep learning (DL) [478]. AI is a program that can sense, reason, act, and adapt. ML is a branch of AI that focuses on using data and algorithms to imitate how humans learn with gradually improved accuracy. As shown in Fig. 43a, DL is a further subset of ML, where multilayered neural networks, which can learn from vast amounts of data, are employed. Due to the large number of parameters in DL algorithms, a limited amount of data inevitably induces overfitting, and the prediction accuracy is not as good as other simple ML algorithms with fewer parameters. Also, through ML, computers can obtain the ability to harness massive amounts of data and use their learned intelligence to make optimal decisions and discoveries. With the strong learning ability and efficient computing ability, which does not rely on case-by-case simulation as typical methods, ML can contribute to more efficient prediction of high-entropy alloys compared with other theoretical simulation methods [36, 479, 480].
The learning capacity of an ML program for a specific task can be described as the increase of experience (better performance indicator, such as more accurate prediction) during the training or learning processes, which is realized by the optimization of algorithms. The typical workflow of ML in the simulation or prediction of high-entropy alloys mainly includes four parts: tasks, experiences, algorithms, and performance indicators, as shown in Fig. 43b.

Reproduced with permission from Ref. [819]. Copyright 2019, RSC
a Schematic relationship between AI, ML and DL. b ML workflow for simulation or prediction of high-entropy alloys.
Different main tasks in ML include classification, regression, clustering, correlation, and dimensionality reduction. There are also different downstream tasks corresponding to different application scenarios. As shown in Table 3, key tasks for the simulation or prediction of high-entropy alloys can be categorized into: 1) structure simulation at the atomic scale [481, 482], and 2) property prediction at the macroscale [36, 45, 483]. Structure simulations have been widely investigated in recent years to study the atomic integrations and formation of defects, such as dislocations. During these processes, one key parameter that needs to be taken care of is the determination of interatomic potentials, which can result in severe artifacts.
Experience is strongly related to tasks in ML, which are extracted from corresponding datasets and mainly include two parts: data collection and data processing. As shown in Table 3, for high-entropy alloy prediction, when the task is atomic scale structure simulation, the corresponding datasets are collected from traditional simulation, including thermodynamic first-principles simulation, density functional theory (DFT), and phase diagram calculation method. However, current ML-based structure simulation of high-entropy alloys focuses on DFT calculation data. Meanwhile, when the task is macroscale property prediction, the datasets are collected from both traditional simulation and experimental results. After obtaining proper datasets, data preprocessing is needed to enhance the quality of datasets, including removing duplicate and fake data.
In ML, the increase of experience targeting specific tasks (indicated by corresponding performance indicators) is realized by optimizing algorithms during repeated training and learning processes. As shown in Table 3, for ML-based simulation or prediction of high-entropy alloys, in structure simulation, the state-of-the-art algorithms mainly include low-rank potential (LRP) [484], Bayesian cluster expansion (CE) [485, 486], and Gaussian approximation potential (GAP) [30]. In property prediction, the Gaussian process (GP) [487, 488], k-nearest neighbor (KNN) [37], support vector machine (SVM) [489], and neural network (NN) [213], are the most widely used due to their advantages of simple algorithm and downstream task-friendly.
Corresponding to different tasks, various performance indicators are employed. For example, accuracy, precision, recall, and F1 score are widely used for classification tasks. For regression tasks, mean absolute error (MAE), mean square error (MSE), and root mean square error (RMSE) are widely used. As shown in Table 3, accuracy and RMSE are the most frequently used performance indicators in the case of high-entropy alloy simulation (including both structure simulation and property prediction).
2.9.8 Algorithms
ML algorithms can be categorized into supervised, semi-supervised, and unsupervised learning based on the supervision level during training. Supervision in ML can be described as the process of using labeled data to train algorithms. In supervised learning, all data are labeled and used for training. Semi-supervised learning only uses a small portion of labeled data as well as a large amount of unlabeled data for training. In unsupervised learning, all data used for training are unlabeled. Detailed sub-algorithms for supervised, semi-supervised, and unsupervised learning are different depending on the difference between tasks as summarized in Fig. 44. Three typical supervised learning algorithms under regression tasks are linear regression, decision trees, and random forests. Three typical supervised learning algorithms under classification tasks are KNN, tree, and SVM. The other three typical algorithms K-means, SVD and FP-Growth, all of which are unsupervised learning algorithms, corresponding to clustering and association analysis tasks, as illustrated in Fig. 44. For ML simulation or prediction of high-entropy alloys, supervised learning algorithms are correspondingly the most widely used because most data (both experimental and traditional simulation results) are labeled.

Detailed classification of ML algorithms. Acronyms: k-nearest neighbors (KNN), support vector machine (SVM), singular value decomposition (SVD)
Structure simulation is the foundation for understanding HEAs' physical properties, which ML can simulate. Figure 45a displays the workflow of ML-based structure simulation, where the input data of the algorithms is DFT simulation data. The typical ML algorithms are NNP [490], GAP [491], SNAP [492], MTP [493], LRP [494], and Bayesian cluster expansion (CE) [486]. The designed ML workflow can successfully contribute to structure simulation (Fig. 45b) [492], stress-strain curve calculation (Fig. 45c) [486, 495]. For example, as shown in Fig. 45b, based on the traditional DFT data, a SNAP algorithm was applied to simulate large-crystal and polycrystalline models of NbMoTaW [492]. Another typical ML-based high-entropy alloy simulation is shown in Fig. 45c, where a Peierls-Nabarro (PN)--based algorithm was proposed to simulate the gamma surface of NiCoFeCrMn high-entropy alloys [495].

a Framework of ML for structure simulation of refractory high-entropy alloys. Reproduced with permission from Ref. [496]. Copyright 2023, Elsevier. b Corresponding simulation results for structure simulation. Reproduced with permission from Ref. [492]. Copyright 2020, Springer Nature. c Gamma surface prediction. Reproduced with permission from Ref. [495]. Copyright 2019, Elsevier. Acronyms: density functional theory (DFT), neural network potential (NNP), Gaussian approximation potential (GAP), spectral neighbor analysis potential (SNAP), moment tensor potential (MTP), low-rank potential (LRP), Bayesian cluster expansion (CE), Monte-Carlo simulations (MC), molecular dynamics (MD)
ML can also directly predict physical properties based on both traditional simulation and experimental results [495]. The datasets are richer compared with those used for structure simulation (mainly traditional simulation data), including experiment data, simulation data, and Calphad data, as shown in Fig. 46a [496]. Correspondingly, deeper algorithms can be used for ML property prediction of high-entropy alloys (Fig. 46a), where algorithms such as neural network (NN), SVM, KNN, classification, and regression tree (CART) are widely used. As shown in Fig. 46b−d, various thermodynamic and mechanical properties can be calculated. Specifically, as shown in Fig. 46b, ML algorithms can be used to predict solid solution formation, where a high prediction accuracy of 93% can be obtained based on 1252 multicomponent alloys [495]. The ML simulation results can help identify the most important features, such as molar volume, bulk modulus, and melting temperature. As shown in Fig. 46c, ML algorithms can predict the elastic moduli of high-entropy alloys [497]. ML algorithms have also demonstrated the dependencies of bulk and shear moduli on several material features, which can help to tune the elastic properties of high-entropy alloys. Another example is the ML-based algorithms in Mg alloys, where GP classification algorithms were employed to predict promising solutes for ductile Mg alloys as shown in Fig. 46d [498]. A correlation graph for the relevant properties was constructed based on the ML simulation results, which showed the complicated dependencies among the features.

a ML property prediction of high-entropy alloys. Reproduced with permission from Ref. [496]. Copyright 2023, Elsevier. b Phase prediction. Reproduced with permission from Ref. [487]. Copyright 2020, Springer Nature. c Indicator analysis. Reproduced with permission from Ref. [497]. Copyright 2019, Elsevier. d Elastic constants. Reproduced with permission from Ref. [499]. Copyright 2019, Elsevier. Acronyms: neural networks (NN), support vector machine (SVM), Gaussian process (GP), classification and regression tree (CART), experiment (Exp.), density functional theory (DFT). Reproduced with permission from Ref. [496]. Copyright 2023, Elsevier
3 High-entropy alloys as cutting-edge functional materials
3.1 High-Entropy alloys electrocatalysis
3.1.1 Hydrogen evolution reaction HER
The electrocatalytic water splitting process for hydrogen production is pollution-free, emission-free, and capable of producing high-purity hydrogen, making it a highly promising method for large-scale sustainable hydrogen production [500,501,502]. HER is a crucial half-reaction in electrocatalytic water splitting, characterized by a high energy barrier and slow kinetics [503, 504]. Pt-based materials are considered one of the best catalysts for HER, but their high cost and limited availability make them unsuitable for large-scale use [505]. High-entropy alloys containing platinum elements can effectively reduce the amount of platinum used while optimizing catalytic activity. Therefore, the design and development of low-cost and highly active high-entropy catalytic materials with reduced or no platinum content is paramount.
Jia et al. [506] employed a scalable and straightforward melt-spinning technique to fabricate quaternary Pd40Cu30Ni10P20 and Pt57.5Cu14.7Ni5.3P22.5, as well as equiatomic quinary PdPtCuNiP high-entropy metallic glasses (HEMG) as catalytic materials. Through dealloying treatment, they created a surface with a nano-porous sponge-like structure and embedded nano-crystals (Fig. 47a). The quinary PdPtCuNiP HEMG exhibited outstanding catalytic activity and stability in acidic and alkaline environments. In 1.0 M KOH and 0.1 M KOH electrolytes, the overpotentials were only 32 and 93 mV, respectively, at 10 mA·cm−2, surpassing the catalytic performance of the quaternary Pd40Cu30Ni10P20 and Pt57.5Cu14.7Ni5.3P22.5 materials (Fig. 47b, c). Even after a 100-hour stability test at a current density of 20 mA·cm−2, the catalytic activity of the quinary PdPtCuNiP HEMG remained essentially unchanged (Fig. 47d). During the dealloying process, the Ni and Cu elements become depleted. DFT simulations primarily focused on the active Pt5Pd3P2 and Pt3Pd2 nanocrystals. The authors conducted systematic calculations to assess the Gibbs free energy (ΔGH*) of different active sites within Pt5Pd3P2 and Pt3Pd2 for the adsorption/desorption steps of H* (Heyrovsky step). As shown in Fig. 47e, most of the calculated ΔGH* values for the Pt5Pd3P2 nanocrystals at both bridge and hollow sites fell within the range of ±0.2 eV, with a significant number of active sites having ΔGH* values within ±0.1 eV. The insertion of P atoms induced slight lattice distortions in the Pt-Pd lattice, which promoted the adsorption/desorption of H* during the Heyrovsky step (Fig. 47f). The exceptional catalytic performance of the quinary PdPtCuNiP HEMG can be attributed to lattice distortions and the chemical complexity of nano-crystals, which result in a strong synergistic effect on the electronic structure. This, in turn, further stabilizes hydrogen proton adsorption/desorption processes. Using a similar process, Jia and colleagues [507] prepared non-precious metal high-entropy intermetallic compounds with the composition FeCoNiAlTi, as a potential low-cost and environmentally friendly alternative to Pt-based HER electrocatalysts. After a 15-h dealloying process, they achieved the best HER catalytic activity. In an alkaline environment, at a current density j = 10 mA·cm−2, the overpotential was measured at 88.2 mV, and the Tafel slope was 40.1 mV·dec−1. The authors attribute the excellent catalytic activity of FeCoNiAlTi high-entropy intermetallic compounds to: (1) high-entropy multinary nature; (2) structural site-isolation; (3) dendritic surface morphology.

Reproduced with permission from Ref. [506]. Copyright 2021, John Wiley and Sons
a Schematic illustration of preparation process of nanosponge-like PdPtCuNiP HEMG. Polarization curves of as-spun and dealloyed HEMGs in b 1.0 M and c 0.1 M KOH solutions at a scan rate of 5 mV·s−1 with iR loss correction. d Time-dependent HER stability of nanosponge-like HEMG. e Gibbs free energy (ΔGH*) profiles for various top, bridge and hollow catalytic sites at Pt5Pd3P2 surface. f Local chemical environment of H* adsorption on Pt-Pd-Pd hollow sites at Pt3Pd2 and Pt5Pd3P2 surfaces with corresponding ΔGH values. g, h Schematic image of HEA@Pt on CW as HER catalysts. i Comparisons of Pt content and mass activity for HEA@Pt with Pt and homogeneous HEA-Pt. j Areal activity LSV curves of commercial Pt/C, Pt, HEA-Pt and HEA@Pt. k Overpotential of commercial Pt/C, Pt, HEA-Pt, and HEA@Pt at a current density of 10 and 100 mA·cm−2. l Tafel slopes of commercial Pt/C, Pt, HEA-Pt and HEA@Pt.
Shi et al. [508] reported a rapid carbon thermal shock method to fabricate a non-precious metal high-entropy alloy core (FeCoNiCu) loaded onto carbonized wood (CW) substrates, followed by galvanic displacement in a dilute H2PtCl6 solution to achieve HEA@Pt with Pt exposed on the surface of HEA (Fig. 47g, h). When compared to homogeneous FeCoNiCuPt high-entropy alloy (HEA-Pt), the hybrid HEA@Pt preserves the multi-element tuning effects and entropy stability of the HEA carrier while efficiently dispersing precious metal Pt uniformly on the alloy particle surface, significantly enhancing its catalytic activity. HEA@Pt features a low Pt loading of 0.35 wt% and high HER mass activity of 235 A·g–1Pt. This represents a 9.4-fold and 3.6-fold improvement compared to HEA-Pt (25 A·g–1Pt) and Pt nanoparticles (65 A·g–1Pt), respectively (Fig. 47i). As shown in Fig. 47j, k, during the HER in a 1 M KOH solution, when the current density was set at 10 mA·cm−2, HEA@Pt exhibits an overpotential of only 13.7 mV, which was significantly lower than that of HEA-Pt (33 mV), Pt nanoparticles (16 mV), and commercial Pt/C (26.5 mV). HEA@Pt has the lowest Tafel slope at 30.6 mV ・dec−1 (Fig. 47).
3.1.2 Oxygen evolution reaction (OER)
OER is another crucial half-reaction in the process of water electrolysis. Due to its involvement in the transfer of four electrons, the kinetic process of OER is slow and requires a significant amount of electrical energy [509]. This limitation has been a significant constraint on the developing hydrogen production through water electrolysis. Currently, the most effective OER catalysts are based on scarce and precious metals like Ir- and ruthenium Ru-, which results in high catalyst costs [510,511,512]. High-entropy alloys can potentially serve as catalysts for OER [513,514,515]. They can selectively incorporate specific elements in precise proportions, reducing the reliance on precious metals and altering the electronic states around precious metal atoms [516, 517]. This makes high-entropy alloys a potential catalyst for OER, offering the prospect of reducing costs and advancing the field of water electrolysis technology.
Zhang et al. [518] prepared (FeCoNiB0.75)97Pt3 high-entropy metallic glass ribbons using a molten quenching method (Fig. 48a). They performed dealloying treatment at −0.05 V (vs. Ag/AgCl) for various durations: 10, 20, 50, 100, 150 and 200 s (referred to as DE 10s, 20s, 50s, 100, 150s and 200s, respectively). Under alkaline conditions, DE 150s exhibited the best OER catalytic performance, requiring only 170 mV overpotential to achieve a current density of 10 mA·cm−2. This performance is significantly superior to the As-spun (338 mV), DE 10s (255 mV), DE 20s (239 mV), DE 50s (205 mV), DE 100s (200 mV), DE 200s (183 mV), and commercial RuO2 (313 mV) catalytic materials (Fig. 48b). With increasing dealloying time, the OER catalytic performance of the FeCoNiBPt alloy ribbons gradually improved and reached its peak at 150 s of electrochemical dealloying. Further extension of the dealloying time led to a decline in performance, possibly due to compromised mechanical properties of the alloy ribbons, hindering charge transfer. X-ray absorption spectroscopy (XAS) analysis was performed on Pt elements in the As-spun and DE 150s alloys, using Pt foil as a reference. The results, as shown in Fig. 48c–f, indicated that in the DE 150s alloy, Pt was predominantly in its metallic state. The presence of Fe, Co, and Ni elements caused changes in the Pt-Pt local coordination environment, and structural distortions led to the generation of more unsaturated bonds on the surface of the DE 150s alloy. This is favorable for enhancing catalytic activity. The electrochemical dealloying treatment resulted in the formation of a uniform nanoporous structure on the surface of the DE 150s catalytic material, providing abundant reactive sites. Additionally, dealloying led to significant changes in the composition of the surface element, markedly improving the utilization of Pt. Surface in-situ precipitation of defect-rich nanocrystals with lattice distortions, dislocations, and other defects contributed to optimizing the adsorption steps of intermediates in the water electrolysis reaction. This reduced the energy barriers of the catalytic reaction, ultimately enhancing catalytic performance.

Reproduced with permission from Ref. [518]. Copyright 2023, John Wiley and Sons
a Schematic illustration of preparation process of nanoporous (FeCoNiB0.75)97Pt3 HEMG. b Polarization curves of OER in an alkaline 1.0 M KOH solution. c Normalized Pt L3-edge XANES spectra. d, f Wavelet transform of k3-weighted Pt L3-edge EXAFS results for Pt foil, as-spun and DE 150 s (FeCoNiB0.75)97Pt3 HEMG. e k3-weighted EXAFS oscillation. g LSV curves showing oxygen evolutions on np-HEAs, np-AlNiCoFe and np-AlNiFe electrodes. h Electrochemical impedance spectra.
Qiu et al. [519] selected high OER activity NiFe and NiCoFe alloys as starting materials. They used a melt-spinning method to prepare Al97Ni1.5Co0.5Fe0.5X0.5 (X: Mo, Cr, V, Nb, Cu, Mn, etc.) aluminum-based precursor alloys and later dealloyed them to create nanoporous high-entropy alloys. The np-AlNiCoFeX (X = Mo, Nb, Cr) demonstrated superior OER catalytic activity and durability under alkaline conditions. To achieve a current density of 10 mA·cm−2, an applied potential of only ~1.47 V was required (Fig. 48g). After 50 h durability testing, the performance increased by approximately 3%. In the absence of precious metal elements, this non-precious metal high-entropy alloy exhibited OER activity far superior to RuO2. The np-AlNiCoFeX (X = Mo, Nb, Cr) exhibits lower electrochemical impedance, enabling faster electron transfer between the electrolyte and the catalyst (Fig. 48h). Furthermore, type I dopants (Mo, Nb, Cr) tended to exist in higher oxidation states, facilitating proton migration from the Ni (Co) sites to O. The larger Mo atoms introduced compressive strain, which weakened the chemical adsorption of Ni-O and favored OER. These electronic and geometric effects are likely the reasons for the observed high OER activity on np-AlNiCoFeX (X = Mo, Nb, Cr).
3.1.3 Oxygen reduction reaction (ORR)
ORR is a significant half reaction in new energy schemes by converting chemical energy into an electrical energy process [520]. ORR involves a complex four-electron and four-proton transfer, and its kinetics are slow [521]. This is considered a major obstacle to the practical application of fuel cells and zinc-air batteries [522]. To reduce the use of expensive platinum (Pt) noble metal, highly active Pt-based binary alloys, such as PtNi [523,524,525] and PtCo [523, 526], have been extensively studied. However, non-noble metal components are prone to corrosion, which hinders the long-term performance of these catalytic materials in harsh environments. High-entropy alloys, known for their excellent chemical stability, have emerged as potential catalysts for the ORR [527].
Jin et al. [528] adopted a top-down strategy to synthesize np-HEO/Pt composite materials (Fig. 48a). As shown in Fig. 49b, after doping with a very low Pt content (~4 wt%) in np-AlCoFeMoCr/Pt, the composite material exhibited better ORR activity than Pt/C, with a positive shift of ~30 mV in the half-wave potential. By detecting the kinetic processes of ORR at various rotation speeds, Fig. 49c indicates that np-AlCoFeMoCr/Pt follows a four-electron reduction pathway for ORR. After 15,000 cycles, the activity of the np-AlCoFeMoCr/Pt composite material showed negligible degradation (Fig. 49d). Density functional theory calculations demonstrated that adding MoCr significantly improved the ORR catalytic activity of Pt, lowering the free energy of the rate-determining step compared to Pt(111). The synergy between Pt clusters and the spinel HEO substrate enhanced the catalytic activity, while Pt clusters increased electron conductivity. The HEO substrate anchored Pt clusters in the porous structure, benefiting from the high-entropy stability effect of the HEO support, thus providing long-term stability for the np-AlCoFeMoCr/Pt composite material (Fig. 49e).

Reproduced with permission from Ref. [502]. Copyright 2022, ACS
a Schematic image of np-HEO/Pt. b ORR polarization curves of different electrodes in O2-saturated 0.1 M KOH solution. c Koutecky−Levich plots at different potentials. d ORR polarization curves before and after 15k cycles. e Atomic structure of doped-spinel/Pt composite. f Synthesis of NPs. g Voltammograms of all sputtered NPs (Pt, binary, quaternary, and quinary Cr-Mn-Fe-Co-Ni). h Data at low overpotentials for better visualization of properties of Cr-Mn-Fe-Co-Ni and Pt samples. i Overpotential at −0.5 V at normalized scale for all investigated alloy NPs for better visualization of intrinsic activity differences.
Löffler et al. [529] utilized a combined sputtering technique to deposit elements from targets onto an ionic liquid substrate, ultimately synthesizing uniformly sized CrMnFeCoNi non-noble high-entropy alloy nanoparticles as catalytic materials (Fig. 49f). Electrochemical test results demonstrate that CrMnFeCoNi exhibits excellent ORR catalytic activity comparable to Pt (Fig. 49g). Related quaternary alloys showed significantly reduced activity, especially when removing the Mn element (Fig. 49h, i). These results suggest that a single solid solution formed by a specific combination of elements generates a multitude of new active sites, and by appropriately adjusting the types and compositions of elements, the number and intrinsic activity of catalytic sites can be further enhanced. The possibilities for multi-element alloys are endless, and the combined sputtering technique can help discover new material combinations with potential superior performance.
3.1.4 Methanol oxidation reaction (MOR)
Using methanol as the anode active material in proton exchange membrane fuel cells has several advantages, including an abundant fuel source, low cost, convenient and safe storage and transportation, and a high energy density [530]. Noble metals such as Pt, Pd, and Au are excellent anode catalysts for methanol fuel cells [531,532,533]. However, during the methanol reaction process, the inevitable formation of CO can lead to catalyst poisoning. Therefore, improving the catalyst's intrinsic activity and its tolerance to CO is a crucial focus of research.
Yusenko et al. [534] designed and synthesized a single-phase hexagonal close-packed high-entropy alloy Ir0.19Os0.22Re0.21Rh0.20Ru0.19 through a single-source precursor thermal decomposition method. This single phase does not undergo phase transitions even after heat treatment at temperatures as high as 1500 K and compression up to 45 GPa. Compared to pure metals, hcp-Ir0.19Os0.22Re0.21Rh0.20Ru0.19 exhibits significant catalytic activity for the anodic oxidation of methanol in sulfuric acid solution. Alloying weakens the adsorption of CO on Pt, making desorption easier. Talluri et al. [535] reported the preparation of spherical nanostructured (CoCrFeMnNi)3O4 high-entropy spinel oxide-based electrocatalysts using a facile soft chemical process. Methanol oxidation testing in 1 M KOH showed a mass activity of the catalyst of approximately 110 mA·mg−1 with an initial potential of about 0.45 V. After 4000 seconds of continuous testing, the catalyst maintained a current density retention rate of 91%.
3.1.5 Formic acid oxidation reaction (FAOR)
Katiyar et al. [536] prepared equimolar nanoscale CuAgAuPdPt HEAs through a cast-state low-temperature balls milling method (Fig. 50a). CuAgAuPdPt exhibited an oxidation onset potential of 0 V (vs. Ag/AgCl) for formic acid dissociating into CO2 and hydrogen, displaying unique instantaneous catalytic activity (Fig. 50b). The analysis of the oxidation products reveals a surprisingly low amount of carbonaceous gases, indicating that HEAs favor the direct oxidation pathway with the possibility of additional liquid products. DFT theoretical calculations suggest that, except for Au, the d-band centers of all components in CuAgAuPdPt HEA are closer to the Fermi level. Furthermore, the decomposition of formic acid on HEA is exothermic, making the oxidation of formic acid on HEA much easier compared to Pt(111), which is endothermic, leading to an increase in formic acid oxidation reaction (FAOR) catalytic activity (Fig. 50c).

Reproduced with permission from Ref. [536]. Copyright 2020, Elsevier
a Schematic illustrations of HEAs nanoparticle preparation and its activity. b Cyclic voltammetric responses of HEAs deposited glassy carbon electrode for electro-oxidation of 500 mL formic acid in 0.5 M K2SO4 electrolyte. c Adsorption energies of reactant, product and intermediate on pristine Pt (111) (black solid lines) and HEA surfaces (red solid lines). Optimized structures of adsorbates on catalyst surface shown in black and red insets for Pt (111) and HEA surfaces, respectively. d Image simulation and e atomic model of Rh-substituted Pt columns. f CV curves and g EOR of different catalysts recorded at a scan rate of 50 mV·s−1. h PDOS of PtRhBiSnSb HEI nanoplates. i Electronic structure comparison between PtRhBiSnSb HEI nanoplates and PtBiSnSb nanoplates.
Direct formic acid fuel cells offer several advantages, including low cost, environmental friendliness, and non-toxicity [537]. The anodic oxidation of formic acid can be primarily divided into two pathways: the direct pathway, where HCOOH is directly oxidized to CO2, and the indirect pathway, where it goes through a CO intermediate and requires higher overpotential to be further oxidized to CO2 [538]. As a fuel cell catalyst, Pt often suffers from catalyst deactivation due to excessive CO adsorption at active sites [539, 540]. The development of an excellent formic acid oxidation catalyst with high activity and resistance to CO poisoning is urgently needed.
3.1.6 Ethanol oxidation reaction (EOR)
Direct ethanol fuel cells (DEFCs) use high-energy ethanol as the active material of the anode [541, 542]. Noble metals such as Pt and Pd are excellent catalysts for EOR, but they are susceptible to CO poisoning during the reaction [543]. High-entropy alloy compositions, which are tunable and can maintain high chemical stability in harsh reaction environments, are ideal materials for EOR catalysis.
Chen et al. [544] prepared hexagonal close-packed (hcp) pentametallic PtRhBiSnSb high-entropy intermetallic (HEI) nanosheets using a one-pot thermal decomposition method with a Pt+Rh/Sn+Bi+Sb ratio of 1:1. As shown in Fig. 50d, the central part of the PtRhBiSnSb HEI nanosheets exhibits a new periodic stacking pattern, with periodic bright and dark spots, and three types of atomic configurations on the surface, as evident from the corresponding simulated images (Fig. 50e). Electrochemical testing of (PtRh)(BiSnSb) HEI and the corresponding low-principal-element alloy and Pt/C was conducted. CV curves reveal no oxidation-reduction peaks for Bi/Sn/Sb at potentials ≤ 0.8 V, indicating good stability of the PtRhBiSnSb HEI catalyst in alkaline electrolytes (Fig. 50f). In a 1.0 M KOH + 1.0 M C2H5OH electrolyte, the polarization curve of PtRhBiSnSb HEI demonstrated the highest EOR peak mass activity. As shown in Fig. 50g, compared to Pt/C, the oxidation peaks for CO absorption by PtRhBiSnSb HEI, PtBiSnSb, and PtBi nanosheets were significantly suppressed at around 0.7 V, indicating their higher tolerance to CO poisoning. Theoretical calculations suggest that introducing the fifth metal, Rh, enhances the electronic transfer efficiency of PtRhBiSnSb HEI nanosheets, and it has the optimal d-band center, thereby improving the oxidation performance (Fig. 50h, i). Additionally, the coordinated protection of the Bi, Sn, and Sb sites stabilizes the electronic structure of active sites.
3.1.7 Hydrogen oxidation reaction (HOR)
Hydrogen fuel cells use hydrogen as the reactant and produce only water as a product, making it a clean and efficient way of utilizing energy [545]. The HOR is the anode reaction of fuel cells, and the kinetics of HOR are slow in an alkaline medium. To enhance the reaction rate, Pt-based catalysts are commonly used in hydrogen fuel cells at the present stage [546].
Zhan et al. [547] synthesized unique PtRuNiCoFeMo HEA subnanometer nanowires (SNWs), as shown in Fig. 51a. The HOR performance of HEA SNWs/C was evaluated. The anode current of HEA SNWs/C sharply increased with increasing potential, exhibiting high and stable current density, as depicted in Fig. 51b. The mass activity and specific activity of HEA SNWs reached 6.75 A·mg−1Pt+Ru and 8.96 mA·cm−2, respectively, which are 2.8/2.6 times and 4.1/2.4 times and 19.8/18.7 times higher than HEA NP/C, commercial PtRu/C, and commercial Pt/C, respectively (Fig. 51c). Furthermore, in the presence of 1000 ppm CO, after a 2000 s stability test, the HOR activity of HEA SNWs only decreased by 26.4% (Fig. 51d). Density functional theory calculations indicated that surface synergistic effects significantly altered the electronic properties of different elements in HEA SNWs. The d-band center of HEA SNWs/C shifted up to −3.835 eV (Fig. 51e), weakening the adsorption of H but favoring the adsorption of OH intermediates and enhancing resistance to CO poisoning (Fig. 51f). On the other hand, the overall reaction on HEA is exothermic, with an energy release of 0.22 eV, suggesting rapid desorption of H2O. In contrast, the overall reactions on Pt and PtRu are endothermic, with energies of 0.57 and 0.27 eV, respectively (Fig. 51g).

Reproduced with permission from Ref. [547]. Copyright 2021, Springer Nature
a 3D models and enlarged atomic model of HEA SNWs. b Polarization curves in H2-saturated 0.1 M KOH. c Normalized mass activity and specific activity at an overpotential of 50 mV vs. RHE. d Relative current-time chronoamperometry response of different catalysts in 1000 ppm CO/H2-saturated 0.1 M KOH at 100 mV vs. RHE. e d-band center of different catalysts. The vertical lines indicate d-band centers of samples relative to Fermi level. f CO stripping potentials and d-band center positions of different catalysts. g Energetic trend of HOR on HEA SNWs/C, Pt (111) and PtRu (111).
3.1.8 Electrocatalytic carbon dioxide reduction (CO2RR)
CO2RR can convert the greenhouse gas CO2 into economically valuable fuels or chemical products [548]. However, CO2RR often involves multi-electron and multi-proton transfers, resulting in significant energy consumption and low product selectivity [549, 550]. It competes with the hydrogen evolution reaction, reducing selectivity [551, 552]. Designing catalytic materials with high catalytic activity, selectivity, and stability is an urgent and challenging task to meet the demands of the CO2 reduction industry.
Machine learning and density functional theory calculations have guiding significance for designing and optimizing HEA. Pedersen et al. [553] present an approach for a probabilistic and unbiased discovery of selective and active catalysts for the carbon dioxide (CO2) and carbon monoxide (CO) reduction reactions on HEAs. The author chose CoCuGaNiZn and AgAuCuPdPt HEAs as the design platform. By controlling the composition, they altered the distribution of adsorption energy and catalytic performance, thus achieving the optimization and prediction of selectivity and activity (Fig. 52a, b).

Reproduced with permission from Ref. [528]. Copyright 2021, ACS
a Schematic illustration of CO2 and CO reduction reaction on HEA catalyst. b CO2RR/CORR selectivity–activity plots calculated on CoCuGaNiZn and AgAuCuPdPt. c Schematic illustration of CO2RR on AgAuCuPdPt. d Bar diagram for Faradic efficiencies of their respective carbonaceous species and hydrogen gaseous products. e Free-energy diagram of CO2RR on AuAgPtPdCu HEA surface.
Nellaiappa et al. [554] synthesized FCC single-phase solid solution AuAgPtPdCu high-entropy alloy nanoparticles with an average particle size of (16 ± 10) nm using as-cast low-temperature ball milling (Fig. 52c). Electrocatalytic CO2 reduction experiments revealed that, at a lower potential (~− 0.3 V vs. RHE), the Faradaic efficiency for gaseous products (CO, CH4, C2H4, and H2) reached up to 100%, demonstrating high stability (Fig. 52d). DFT calculations indicated that compared to the Cu(111) surface, the AuAgPtPdCu HEA optimizes the binding strength of critical intermediate species *OCH3 and O, showing weaker *OCH3 binding and stronger *O binding (Fig. 52e). This significantly reduces the desorption energy barrier for CH4.
Li et al. [555] employed a freeze-thaw method to prepare highly active and durable CO2RR catalysts, PdCuAuAgBiIn high-entropy alloy aerogels (HEAAs) in Fig. 53a. Specifically, PdCuAuAgBiIn HEAAs exhibited C1 (containing 1 carbon) product Faradaic efficiencies close to 100% at voltages ranging from −0.7 to −1.1V vs. VRHE. At −1.1V vs. RHE, the maximum FE for HCOOH was 98.1%, surpassing PdCuAuAgBiIn high-entropy alloy particles (HEAPs) and Pd MAs (Fig. 53b–d). Synchrotron X-ray absorption spectroscopy (XAS) analyses were conducted on PdCuAuAgBiIn HEAAs and PdCuAuAgBiIn HEAPs, using Pd foil as a reference, with results shown in Fig. 53e. Pd in PdCuAuAgBiIn HEAAs exhibited lower coordination numbers, and the aerogel structure introduced more defects, resulting in more unsaturated Pd sites in PdCuAuAgBiIn HEAAs. This provides more active sites for small molecule activation, thereby enhancing catalytic performance. In-situ attenuated total reflection infrared absorption spectroscopy further revealed the reaction process, indicating the appearance of Bi-HCOO* at lower potentials, followed by its conversion to m-HCOO*, and ultimately the detachment of m-HCOO* from the catalyst surface. CuAuAgBiIn HEAPs showed a CO adsorption peak at 1960 cm−1, suggesting incomplete suppression of CO poisoning on Pd (Fig. 53f). The strong interactions between different metals and unsaturated surface sites in PdCuAuAgBiIn HEAAs can modulate the electronic structures of different metals. This optimization enhances the favorable adsorption of HCOO intermediates on the catalyst surface, thereby increasing HCOOH yield by inhibiting CO poisoning and competitive H2 production.

Reproduced with permission from Ref. [529]. Copyright 2018, John Wiley and Sons
a Schematic illustration of preparation of PdCuAuAgBiIn HEAAs. Reduction potential dependent FEs measured on b PdCuAuAgBiIn HEAAs, c PdCuAuAgBiIn HEAPs and d Pd MAs. e Pd K-edge XANES spectra of PdCuAuAgBiIn HEAAs, PdCuAuAgBiIn HEAPs, PdO and Pd foil and Fourier transform EXAFS spectra of PdCuAuAgBiIn HEAAs, PdCuAuAgBiIn HEAPs and Pd foil. f In situ ATR-IRAS obtained during chronopotentiometry in a potential window from −0.3 to −1.2 V vs. RHE for PdCuAuAgBiIn HEAAs and PdCuAuAgBiIn HEAPs under CO2RR.
3.1.9 Nitrogen reduction reaction (NRR)
Industrial ammonia production is mainly carried out through the Haber-Bosch process, often leading to significant energy consumption and environmental pollution [556, 557]. Electrocatalytic nitrogen reduction is a mild method for ammonia synthesis, achievable under ambient conditions, but it suffers from very low productivity, significantly limiting its practical applications [558]. Developing a catalyst for NRR with high catalytic activity and selectivity is the holy grail of electrocatalytic ammonia production.
Zhang et al. [559] developed HEA RuFeCoNiCu nanoparticles of approximately 16 nm synthesizing them under mild, ambient pressure, and low-temperature conditions in an organic phase. RuFeCoNiCu HEA was mixed with Ketjen black in a 1:1 ratio and coated on carbon paper (RuFeCoNiCu/CP). Electrochemical test results, as shown in the graph, reveal a significant difference in the linear sweep voltammetry (LSV) for N2 and Ar on RuFeCoNiCu/CP, indicating higher current density for NRR under saturated N2 (Fig. 54a). Using UV-Vis absorption spectroscopy to measure absorbance and calculate NH3 concentration through a formula, it exhibited excellent NRR performance at a mere overpotential of 0.05 V (vs. RHE). The NH3 production rate was 57.1 μg·h−1·mg−1cat, corresponding to an areal production rate of 11.4 μg·h−1·cm−2, with a Faradaic efficiency (FE) of 38.5% (Fig. 54b). After 12 cycles of testing, the NRR catalytic activity only slightly decreased. According to DFT calculations, t-Fe was identified as the most active site for NRR, and Co-Cu and Ni-Ru demonstrated excellent hydrogenation capabilities at lower potentials. As the *H concentration increases, N2 adsorbed on the t-Fe surface gets activated by *H and efficiently reduced to NH3 (Fig. 54c).

Reproduced with permission from Ref. [533]. Copyright 2020, RSC
a LSV curves of RuFeCoNiCu HEA-NPs in KOH bubbling with N2 or Ar. b NH3 yield and Faradaic efficiency of RuFeCoNiCu HEA-NPs at different potentials. c Illustration of multi-sites of RuFeCoNiCu HEA-NPs during process of NRR. d Schematic illustration for catalytic process of RuFeCoNiCu HEA-NPs. e CV curves of (Mn, Fe, Co, Ni, Cu)3O4 and its single metal cation counterparts in saturated 0.1 M KPF6 acetonitrile solution without any iR correction. f Faradic efficiency of N2.
3.1.10 Ammonia oxidation reaction (AOR)
Ammonia is considered an excellent hydrogen storage material due to its high energy density and carbon-free nature, making it suitable for transportation, among other advantages [560]. AOR is the anode reaction for the electrocatalytic decomposition of ammonia. The kinetics of the AOR process are slow, and there is a relatively high overpotential for the anode oxidation reaction [561]. An ideal electrocatalyst should have sufficient dehydrogenation capability while not excessively adsorbing N. Precious metal Pt has been extensively studied as an AOR catalyst [562]. However, intermediate product N* tends to adsorb quickly on the Pt catalyst surface, leading to rapid catalyst deactivation [563]. Alloying is an effective strategy for adjusting the catalyst's strength of N adsorption and reducing the use of precious metals.
He et al. [564] employed a precursor morphology-guided strategy based on metal LDH (layered double hydroxide) precursors to synthesize (Mn, Fe, Co, Ni, Cu)3O4. Subsequently, these materials were annealed in air at 600 °C to obtain ((Mn, Fe, Co, Ni, Cu)3O4 nanoparticles (Fig. 54d). The cationic atomic ratio in ((Mn, Fe, Co, Ni, Cu)3O4 is approximately equimolar, and the size of the nanoparticles falls within the range of 5 to 15 nm. Compared with the single-cation counterparts, (Mn, Fe, Co, Ni, Cu)3O4 exhibits significantly lower AOR onset potential at 0.7 V (Fig. 54e). Furthermore, its AOR mass activity is 44 mA (cm2·mg)−1. Analyzing the gas products during the AOR process, (Mn, Fe, Co, Ni, Cu)3O4 demonstrates nitrogen generation rates exceeding 7.2 mmol·(mg·s) –1 at 1.0 V vs. NHE, with a FE exceeding 90% in Fig. 54f. Notably, no hydrazine is generated during the reaction. The concentration of Mn3+ and Cu+ in (Mn, Fe, Co, Ni, Cu)3O4 is higher than that of their respective single metal cations. The increase in Mn3+ shifts the d-band center of Mn downward, while the rise in Cu+ shifts the d-band center of Cu upward. This property gives (Mn, Fe, Co, Ni, Cu)3O4 an intermediate metal-ammonia bond strength, facilitating ammonia adsorption and subsequent desorption, leading to high-rate ammonia oxidation for hydrogen production.
3.1.11 Rechargeable batteries
The storage and utilization of energy are major topics in today's scientific and technological development, particularly in the field of rechargeable (secondary) batteries related to the efficient conversion of electrical and chemical energy. Rechargeable batteries play a significant role in human life, and to meet people's growing demands, there is an urgent need to enhance the energy and power density of batteries. High-entropy materials, known for their excellent mechanical properties, high-temperature stability, and chemical stability, are expected to make new advancements in energy storage and conversion technologies [565]. Owing to their superionic conductivity, high-entropy materials, especially high-entropy oxides (HEOs), were initially considered for battery application [566].
Amiri and Shahbazian-Yassar [566] reported single-phase HEOs with a rock salt structure (CoMgCuNiZn)1-x-yGaxAyO (A = Li, Na, K). These new materials are superionic Li+ and fast-ionic Na+ conductors, with Li+ ionic conductivity that exceeds 10−3 S·cm−1 at room temperature making them promising for the use as solid electrolytes, for example, in the field of all-solid-state batteries. They demonstrated that the conductivity mechanism is based on the ion movement through oxygen deficiencies created via charge compensation when monovalent ions are introduced into the pristine HEO. These findings have inspired many recent studies on the performance of high-entropy materials in electrochemical energy storage devices.
Qiu et al. [567] prepared HEO Mg0.2Co0.2Ni0.2Cu0.2Zn0.2O as a negative electrode material for lithium-ion batteries through ball milling and heat treatment processes. The initial discharge-specific capacity of Mg0.2Co0.2Ni0.2Cu0.2Zn0.2O HEO reached as high as 1585 mAh·g−1, and after 300 cycles at 100 mA·g−1, its capacity retention remained at 100%, far superior to Co3O4 anodes in terms of specific capacity and stability (Fig. 55a–c). The surface characteristics and phase structures of HEO and Co3O4 anodes evolve with charge and discharge cycling, as shown in Fig. 55d. The original HEO and Co3O4 anodes had relatively smooth surface structures, but with an increasing number of charge and discharge cycles, the Co3O4 anode continually agglomerated and eventually developed penetrating cracks, while the HEO maintained its original small-sized structure. The authors attribute the enhanced specific capacity, rate capability, and cycling performance of HEO nanoparticles to the following factors. (1) The phase-inert magnesium oxide prevents the agglomeration of transition metal oxide nanoparticles, maintaining the small size of the active component and thus the high reversibility of the electrode. (2) The slow diffusion effect of HEO hinders the agglomeration of secondary particles, ensuring the integrity of the electrode (without penetrating cracks). (3) The mixed cations provide an entropy-stabilized structure, improving cycling stability.

Reproduced with permission from Ref. [581]. Copyright 2019, Elsevier
a Discharge-charge voltage profiles of HEO for the 1st, 2nd, 50th, 100th and 200th cycles in voltage range of 0.01–3.00 V at a current rate of 100 mA·g−1. Cycling performance and corresponding Coulombic efficiency of b HEO electrode and c Co3O4 electrode at 100 mA·g−1 during 300 cycles. d Schematic gram of HEO and Co3O4 electrodes changes over cycling. Cycling performance of e calcined HEO at 200 mA·g−1 with corresponding Coulombic efficiency. f HEO with five metallic elements (labeled TM-HEO) and other mixed metal oxides with four metallic elements (labeled TM-MEO). g Schematics diagrams of (de)lithiation mechanism of active cations (Co, Cu, Zn and Ni) inside (CoCuMgNiZn)O with a poly/nanocrystalline structure during conversion reaction.
Sarkar et al. [568] reported on (CoMgCuNiZn)O with a rock salt structure and its application as a negative electrode material for lithium-ion batteries. (CoMgCuNiZn)O exhibited excellent cycling stability, with a Coulombic efficiency exceeding 99% after 500 cycles, and no capacity degradation was observed (Fig. 55e). In contrast, its corresponding medium-entropy oxides showed a sharp decrease in capacity after only 20 cycles, indicating that the high stable entropy (1.61R) of the cationic system is the primary factor contributing to the structural stability and cycling performance of the electrode material (Fig. 55f). A schematic illustration of the proposed reaction mechanism is illustrated in Fig. 55g. In large particles of transition metal high-entropy oxides (TM-HEO), the lithiation process led to the conversion of Cu2+ and Co2+, while other cations played a stabilizing role in maintaining the structural integrity, particularly Mg2+, during the redox processes.
3.1.12 Supercapacitors
Supercapacitors, also known as electrochemical capacitors, have gained significant attention due to their high power density, fast charge-discharge rates, and long cycle life, among other advantages [568]. They primarily consist of two main energy storage types: double-layer energy storage (EDLC) and pseudo-capacitive energy storage. Double-layer capacitors generate their capacity from the separation of static electric charges at the interface between the electrode and the electrolyte. They exhibit rapid charging efficiency, a long cycle life, and high power density but have limited energy density [568]. Pseudo-capacitance, also known as Faradaic capacitance, involves the deposition of active materials at the electrode surface/internal and subsequently achieves charge storage through fast reversible chemical adsorption-desorption or redox reactions. This type can provide higher specific capacitance and energy density but has a poorer cycle life [569]. Developing high-performance supercapacitors is an important research direction to meet the future demand for large-scale energy storage.
Xu et al. [570] reported a uniform carbothermal shock (CTS) of quinary HEA-NPs on super-aligned electrospun carbon nanofibers (ACNFs). CV tests were conducted on supercapacitors with FeNiCoMnMg HEA-NPs/ACNFs prepared from precursor concentrations of 5, 10 and 20 mM. The capacitances of the FeNiCoMnMg HEA-NPs/ACNFs were 203, 127 and 54 F·g−1, respectively (Fig. 56a). After 2000 cycles of cycling, the capacity retention remained extremely high. The electrode prepared with a 5 mM precursor concentration of FeNiCoMnMg HEA-NPs/ACNFs exhibited a high capacitance of 203 F·g−1 and a specific energy density of 21.7 Wh·kg−1 (Fig. 56b).

Reproduced with permission from Ref. [546]. Copyright 2023, Springer Nature
a Electrochemical characterization of films includes cyclic voltammetry at 20 mV·s−1 in 6.0 M KOH electrolyte solution. b Retention performance under FeNiCoMnMg chloride precursor solutions of 5, 10 and 20 mM. c Schematic illustration of an EC cell with an HEO–CNT nanocomposite electrode. d CV curves at different scan rates for HEO–CNT nanocomposite electrode. e Rate capability plot at different current densities. f capacitance retention and Coulombic efficiency at a current density of 5 A·g−1 for HEO–CNT nanocomposite electrode in fc-EC fabrication with PVA/H2SO4 hydrogel electrolyte.
Lal and Sundara [571] used a simple sol-gel combustion method to synthesize HEO nanoparticles. They then ground the synthesized HEO nanoparticles containing metal ions of Al, Co, Cr, Fe, and Ni. After that, they employed chemical vapor deposition as a catalyst for the growth of carbon nanotubes (CNTs) to prepare HEO-CNT nanocomposite electrodes, as depicted in Fig. 56c. The electrochemical performance of these nanocomposite electrodes was tested in both half-cells and full-cells using a polyvinyl alcohol/sulfuric acid gel electrolyte. Figure 56d shows cyclic voltammetry (CV) curves of HEO-CNTs at different scan rates, with the CV plot displaying a quasi-rectangular shape. As the HEO-CNT nanocomposite material moves from 1 to 5 μg−1, its capacitance decreases from 71.0 to 48.0 μg−1, with a capacitance retention of 67.6%, indicating excellent rate performance (Fig. 56e). After 15,000 cycles at a current density of 5 A·g−1, both the capacitance retention and Coulombic efficiency remained at 100% (Fig. 56f).
3.1.13 Rapid synthesis of high-entropy alloy catalysts
Structural engineering of cost-effective and high-performance electrocatalysts is crucial in advancing the electrochemical energy conversion and storage, such as fuel cells, water splitting and metal-air batteries [572, 573].This is attributed mainly to the intricate reaction pathways and sluggish electron-transfer kinetics related to cathode and anode reactions. Conventional fabrication methods, usually using under thermal equilibrium conditions, can realize the thermodynamic modification, and synthesize nanomaterials with minimized total free energy and stabilized atomic arrangement. Moreover, traditional wet-chemical methods face challenges in preparing multimetallic alloys with more than three elements due to the immiscibility of various components, and phase separation or segregation.
High temperature shock (HTS) technique showed the capacity to heat precursors up to high temperatures as thousands of Kelvins using instant Joule heating within milliseconds, inducing the drastic transferring from metal salts to metallic nanostructures. [574, 575]. This HTS process deviated from the thermodynamic equilibrium condition compared to the traditional heating methods, providing a powerful kinetic modification during catalyst synthesis. [576, 577]. In particular, the HTS method, conducted under extreme conditions, exhibits representative advantages, such as ultrahigh-energy conversion efficiency, high local temperature (~3,000 K), short dwelling time (~milliseconds to seconds), and ultrafast heating/cooling rates (~105 K·s–1), providing the kinetic control over the synthesis of nanostructures. Notably, the immiscible limitations among various metals can be overcome, showing the potential to generate unprecedented alloys and compounds. Furthermore, owing to the ultrafast heating process and fast cooling rate, the atomic arrangement at high-temperature can be “freezing”, with inadequate mobility and aggregation, leading to the metastable phase with abundant structural defects, including vacancies and interstitial atoms, dislocations, strains, stacking faults, and boundaries, etc. [578, 579]. These metastable features and unprecedented alloy combinations may bring more unsaturated bonds, active sites, and heterointerfaces, which thereby enhance the variation of electronic structures and d-band center of metallic sites and further determine the interactions of key reaction intermediates and ultimately the electrocatalytic activity. Importantly, the remarkable advances in the synthesis of HEAs through HTS contributes significantly to the broaden electrocatalytic applications of multicomponent nanostructures.
HEAs featured with multi-element space and high entropy configuration showed drastic performance in various electrochemical applications due to four key effects, i.e., thermodynamic high entropy, structural lattice distortion, kinetic sluggish diffusion, and “cocktail” effects. [580] The HTS can realize the grain refinement and generate the uniform solid solution without phase segregation due to the rapid quenching and effective energy input. Moreover, the as-prepared HEAs showed abundant active sites, large specific surface area, strains, and defects, together with the synergistic effects among various elements, which can lower the energy barriers for the adsorption/desorption of reaction intermediates, boosting the electrocatalytic activity, selectivity, and stability. HTS technique can break through the thermodynamic immiscibility between various elements. Hence, it shows great potential to produce HEAs with controlled crystal phase, especially for the fine-tuning of elemental composition, the creation of ultrafine-sized particles, and the rationally designed crystal phases, lattice distortions and strains due to the diversity of elemental radii. Importantly, due to the ultrafast cooling rate of HTS, particle aggregation, grain growth, and phase separation during the synthesis process are suppressed [581]. Until now, various high entropy materials including high-entropy alloys, oxides, phosphates, and sulfides with up to fifteen elemental components were prepared as uniform solid solutions and evenly dispersed on the carbon support by the HTS approach, featured with modulated electronic properties, which showed superior activity, long-term stable, and cost-effective catalytic performance [578, 582].
A milestone achievement was made in the preparation of HEA nanoparticles using the HTS technique using instant Joule heating with an ultrahigh reaction temperature (> 2000 K) and a fast rate of heating and cooling (105 K·s−1) for a duration of 55 ms [578, 583] (Fig. 57a−c). The carbon black support prevented the coalescence and growth of the HEAs. In their experiment, the octahedral solid‐solution HEAs containing Pt, Pd, Ni, Co, Fe, Au, Cu and Sn were synthesized with an Fcc phase. The as-obtained PtPdRhRuCe showed outstanding performance for ammonia oxidation with nearly 100% conversion and 99% nitrogen oxide selectivity. Combined with advanced characterization method such as four‐dimensional scanning transmission electron microscopy (4D‐STEM), the structural analysis of HEAs, such as crystal structure, lattice distortion, and strains, are thoroughly characterized at the atomic scale, which can largely benefit the structure-property-application relationship investigations of HEAs. Yao et al. [584] applied 4D-STEM to characterize the homogeneous HEA nanoparticles with 15 elements. The 4D-STEM image and strain map showed the localized strain and lattice distortions in these HEAs, indicating its local heterogeneity (Fig. 57d, e). Note that HTS can also be applied to realize the phase transformation from disorder-to-order configurations by reheating the PtPdAuFeCoNiCuSn HEAs at about 1100 K for 5 min, the sequent rapid cooling (~104 K·s–1) process can lock the ordered crystal structures (Fig. 57e, f)[585].

a Schematic illustration of HEA structure and ammonia oxidation reaction. b Kinetic diagram of metallic glass, HEAs and phase-separated structures. Reproduced with permission from Ref. [578]. Copyright 2018, AAAS. c Thermal shock alloying procedure of a typical milliseconds-scale HTS. Reproduced with permission from Ref. [583]. Copyright 2019, Elsevier. d 4D‐STEM and the selected pattern, and e strain map of 15‐HEA NPs. Reproduced with permission from Ref. [584]. Copyright 2021, Elsevier. f High-angle annular dark-field STEM (HAADF-STEM) image and lattice structure of an octonary PtPdAuFeCoNiCuSn ordered HEAs. g Temporal evolution of Joule heating process for formation of ordered HEAs. Reproduced with permission from Ref. [585]. Copyright 2022, AAAS. h Schematic illustration of combinatorial design and high-throughput synthesis of HEAs. Reproduced with permission from Ref. [586]. Copyright 2020, PANS
In addition to synthesizing solid-solution HEAs, the construction of heterojunction emerges as an effective strategy to enhance electrocatalysis. Shi et al. [582] demonstrated this approach by combining transition metal-based HEA nanoparticles with noble metal clusters to create efficient and stable heterostructures known as HEA@Pt, employing galvanic displacement and HTS methods. The FeCoNiCu@Pt nanoalloy exhibited excellent performance in the HER attributed to the modulation of surface-active sites of Pt clusters, high dispersity, high entropy stabilization, and core-shell synergistic interaction. Furthermore, high-throughput synthesis and screening of HEAs can be achieved through combinatorial composition design and ultrafast Joule heating. Yao et al. [586] proposed a high-throughput method involving printing precursor salts and the HTS process (Fig. 57g). The desired precursors are mixed in the liquid phase and deposited on defective carbon nanofibers, i.e., CA-CNFs, undergoing the rapid precursor decomposition and alloy formation under 2000 K Joule heating for about 500 ms. The obtained PtPdRhRuIr and PtPdRhRuIrFeCoNi HEAs demonstrated higher half-wave potentials and improved stability toward ORR compared to Pt/CNF. The HTS method holds great potential as a platform for efficient high-throughput synthesis of HEA catalysts.
Notably, the properties of HEA compounds can be enhanced by doping elements such as oxygen, boron, phosphorus, or sulfur, which leaded to the alteration of electronic structures of catalysts [587]. Recently, Dong et al. [563] applied the HTS method to synthesize free-standing HEO microparticles with a uniform elemental distribution, i.e., (Mn, Fe, Co, Ni, Cu, Zn)3O4−x, facilitating long-term electrochemical or thermochemical applications such as battery electrodes. 10-HEO with elements Hf, Zr, La, V, Ce, Ti, Nd, Gd, Y, and Pd are synthesized using HTS at 1400 K with a shock mode, which exhibited enhanced activity and stability toward ORR compared to commercial Pd (Fig. 58a−d) [588]. Key conditions for obtaining HEO microparticles include longer heating time and loosely packed precursors, ensuring grain growth and preventing the formation of interconnections of reduced domains [587]. Additionally, high-entropy metal sulfide (HEMS) nanoparticles, such as (CrMnFeCoNi)Sx synthesized through thermal decomposition of mixture of a metal salts and thiourea, using Joule heating at 1650 K for 55 ms, as reported by Cui et al (Fig. 58e) [589].The prepared HEMS nanoparticles exhibited a synergistic effect among metal atoms, leading to desired electronic states and remarkable OER activity, with low overpotential 295 mV at 100 mA·cm−2 in 1 M KOH solution (Fig. 58f). Moreover, high-entropy borides (HEBs) are synthesized using carbon-based Joule heating at about 3273 K (Fig. 58g) [590].Thus, the HTS method can be extended to rapidly synthesizing high-entropy materials across a broad compositional space, including but not limited to oxides, alloys, sulfides, phosphides, and more.

a Schematic illustration of carbon-support 10-HEO nanoparticles obtained by HTS approach (~ 1400 K, 1 s). b Schematic illustration of 10-HEO as ORR electrocatalysts. c LSV curves and d mass activities of HEOs, Pd/C, PdO/C and commercial Pd/C in alkaline conditions. Reproduced with permission from Ref. [588]. Copyright 2021, John Wiley and Sons. e Schematic illustration of (CrMnFeCoNi)Sx. f Overpotential comparison of catalysts with various metal element numbers. Reproduced with permission from Ref. [589]. Copyright 2020, John Wiley and Sons. g Schematic illustration demonstrating HEB/boron carbide composite preparation using Joule heating under 3000 K for about 2 min. Reproduced with permission from Ref. [590]. Copyright 2022, AAAS
3.2 Magnetocaloric high-entropy alloys
3.2.1 Fundamentals of magnetocaloric HEAs
Magnetocaloric effect (MCE) manifests itself as the adiabatic temperature change (ΔTad) or isothermal entropy change (ΔSiso) of a magnetic material in response to a varying external magnetic field (Δμ0H) [523, 591,592,593,594,595,596,597]. Magnetic refrigeration based on the MCE has proven to be a promising alternative to the vapor-compression technology due to its merits of a high energy efficiency (up to 60% of Carnot efficiency) and a complete elimination of greenhouse gas refrigerants [598,599,600]. Apart from the cooling effect, magnetocaloric materials have been successfully implemented in thermomagnetic generators to convert waste heat into electricity. The basic idea is that the magnetization of a magnetic material shows a strong temperature dependence. Cooling or heating the magnetic materials will induce changes in the magnetization, which will cause changes in the magnetic induction in a pickup coil surrounding the magnetic materials generating electricity [601]. The thermomagnetic generator shows a theoretical efficiency of up to 75% of the Carnot efficiency [602].
However, the commercialization of magnetic refrigeration and thermomagnetic energy conversion has so far been hampered by the lack of high-performance magnetocaloric materials. The main challenges include decent cyclic magnetocaloric performance, tunable working temperature range, good mechanical stability upon continuous cooling cycles, corrosion resistance, high thermal conductivity, etc.[598,599,600]. Although enormous efforts have been made to tackle the abovementioned bottleneck issues for decades, the improvement in the magnetocaloric, mechanical, and thermal properties is still modest.
The utilization of multiple principal elements with a high configurational entropy of mixing (ΔSmix) in HEAs provides a vast (almost infinite) compositional space for property optimization, in strong contrast to the narrow compositional window for elemental substitution/doping in conventional materials. Besides that, the diverse microstructure, including solid-state solutions, multi-phases, and intermetallics, is expected to offer a large amount of freedom for exploring the structure-property relationship in magnetocaloric HEAs. Following the large success of the implementation of the HEA concept in the design of advanced structural materials, the first conjunction between HEA and magnetocaloric properties appeared in FeCoNiCr HEAs in 2013 [603]. This new class of magnetocaloric materials shows a highly tunable working temperature range and outstanding ductility desirable for magnetic refrigeration and thermomagnetic energy conversion applications. Therefore, the revolutionary concept of HEA is believed to be a game changer for designing and screening novel magnetocaloric materials. Magnetocaloric HEAs have been a rapidly growing research field since 2013, as the relevant publications shown in Fig. 59. Since MCE is intrinsic to magnetic materials, magnetocaloric HEAs usually comprise rare-earth (RE) elements or transition-metal (TM) elements with unpaired 4f and 3d electrons, respectively. A large number of magnetocaloric HEAs have been developed, extending from RE-based amorphous materials to RE- and TM-based crystalline materials [428, 600, 604, 605]. Besides that, the magnetocaloric HEAs have also evolved from equiatomic to non-equiatomic compositions and more recently to HEAs with first-order magnetostructural transition.

Number of annual publications and citations of articles containing both “high-entropy” and “magnetocaloric” in Web of Science (surveyed up to 2023)
3.2.2 First-generation magnetocaloric HEAs
The first generation of magnetocaloric HEAs is characterized by equiatomic compositions, following the original definition of HEAs [346]. Lucas et al. [603] reported the MCE accompanied by the second-order magnetic phase transition (SOPT) in FCC FeCoNiCr HEAs. They found that the Curie temperature (TC) can be adjusted between 36 and 193 K by varying the Cr content, cold rolling and subsequent heat-treatment conditions. Nevertheless, the magnetocaloric performance of the FeCoNiCr HEAs (e.g., ΔSiso < 0.4 J·kg−1·K−1 in Δμ0H = 2 T) is rather modest as compared to that of conventional magnetocaloric materials [598,599,600]. According to Mössbauer spectroscopy measurements, Perrin et al. [606, 607] proposed that the compositional disorder causes distributed exchange interactions between magnetic elements and hence results in the modest MCE in magnetocaloric HEAs. The TC of the quaternary FeCoNiCr HEAs can be raised to room temperature by the introduction of a fifth element (e.g., Pd, Ag, Pt, Mo and Mn) [608, 609], which does not change the FCC crystallographic structure nor deteriorate the magnetocaloric performance. A near room-temperature MCE has also been realized in senary FeCoNiCuAlCr high-entropy thin films prepared by magnetron sputtering deposition [610]. Additionally, Wu et al. [611] reported a pseudo-quaternary Fe25Co25Ni25(Mo0.2P0.4B0.4)25 high-entropy bulk metallic glass (BMG) fabricated by a combination of a fluxing treatment and J-quenching technique. This TM-based high-entropy BMG shows a maximum ΔSiso of 0.98 J·kg−1·K−1 for Δμ0H = 2 T around its TC of 560 K.
The first generation of magnetocaloric HEAs also contains equiatomic RE-based alloys, which are usually in the amorphous state. Gd20Tb20Dy20Al20M20 BMGs show maximum ΔSiso values of 9.43, 7.25 and 5.96 J·kg-1·K-1 in Δμ0H = 5 T for M = Co, Ni, Fe, respectively [612]. The MCE of this series of HEAs originated from a second-order magnetic transition with a TC ranging from 45 to 112 K. A larger maximum ΔSiso (15.0 J·kg-1·K-1 in Δμ0H = 5 T) is realized in Tm20Ho20Er20Al20Co20 magnetocaloric HEA. In contrast, the TC is as low as 9 K [613]. Apart from composition optimization, the dimensional variations of HEAs from bulk metallic glass to amorphous microwires [387, 609] or amorphous ribbons [381, 614,615,616,617] using melt-extraction or melt-spinning techniques can also lead to an improvement of the magnetocaloric performance. For example, the Er20Tm20Ho20Cu20Co20 amorphous ribbon displays a maximum ΔSiso of 15.73 J·kg-1·K-1 in Δμ0H = 5 T, considerably larger than the RE-containing BMGs [614]. Besides that, the broad ferromagnetic transition in amorphous HEA ribbons brings a table-like MCE with a large refrigeration capacity [381, 614,615,616,617].
3.2.3 Second-generation magnetocaloric HEAs
The evolution from equiatomic compositions to non-equiatomic ones significantly extends the compositional space for both TM- and RE-based magnetocaloric HEAs. Sarlar et al. [618] reported a BCC magnetocaloric HEA with a chemical formula of Fe26.7Ni26.7Ga15.6Mn20Si11 that is characteristic of a non-equiatomic composition and contains nonmetal element (i.e., Si). This new magnetocaloric HEA displays a maximum ΔSiso of 1.59 J·kg-1·K-1 in Δμ0H = 2 T due to a SOPT at 334 K, which is considerably higher than the first-generation TM-based magnetocaloric HEAs. Sarlar et al. [619] also reported another TM-based non-equiatomic magnetocaloric HEA (i.e., Mn27Cr7Ni33Ge25Si8), which crystallizes in an orthorhombic structure (space group Pnma), in strong contrast to the first-generation TM-based magnetocaloric HEAs having a FCC or BCC crystal structure. The Mn27Cr7Ni33Ge25Si8 HEA displays a SOPT with a TC of 412 K, which is accompanied by a maximum ΔSiso of 2.49 J·kg-1K-1 in Δμ0H = 2 T. This maximum ΔSiso value is at least double that of the first-generation TM-based magnetocaloric HEAs [619]. Dual-phase (BCC and FCC) magnetocaloric HEAs with nominal compositions of MnxCr0.3Fe0.5Co0.2Ni0.5Al0.3 (0.8 < x < 1.1) were reported by Dong et al. [620]. The MCE of this series of HEAs is predominantly from the ferromagnetic transition of the BCC phase with a tunable TC between 315 and 330 K. Although a modest maximum ΔSiso of 0.19 J·kg-1·K-1 in Δμ0H = 0.78 T was obtained for the dual-phase Mn0.96Cr0.3Fe0.5Co0.2Ni0.5Al0.3 sample, the maximum ΔSiso of the single BCC phase was estimated to be 0.38 J·kg-1·K-1 in Δμ0H = 0.78 T after taking into account the weight fraction of the BCC phase. Recently, Zhang et al. [621, 622] reported a near room-temperature MCE in Al20Mn20Fe20Co14.5+xCr25.5-x HEAs. They found that the TC of the samples can be tuned between 282.8 and 345.8 K by balancing the Co/Cr contents, while the maximum ΔSiso (~0.6 J·kg-1·K-1 in Δμ0H = 2 T) is almost insensitive to the compositional variation.
Yin et al. [382] reported a non-equiatomic Gd36Tb20Co20Al24 HEA, which shows a comparable maximum ΔSiso but a higher TC (81 K) than the equiatomic Gd36Tb20Co20Al24 HEA (TC = 73 K) [623]. The authors also investigated the influence of Fe addition on the microstructure and magnetocaloric properties of the Gd36Tb20Co20Al24 HEA. They found that the TC can be further raised to 108 K after 3 at% Fe addition. Besides that, the temperature span of the MCE is increased by 25% due to the formation of a nanocrystalline phase that causes the broadening of the ferromagnetic transition [382], which can further be enlarged by increasing the nanocrystalline fraction via DC annealing [624]. Recent work from the same group shows that the replacement of Gd by Ho [625] or hydrogenation treatment [626] can effectively enhance MCE in the Gd36Tb20Co20Al24 HEA, whereas a substantial reduction in the TC appears as an adverse effect. Xue et al.[378] systematically compared the magnetic, calorimetric and magnetocaloric properties between a Dy18Er18Y18Ni26Al20 HAE and two medium-entropy alloys (i.e., Dy54Ni26Al20 and Dy18Er18Y18Ni26Al20). Although the configuration entropy rises with an increase in the number of principal elements, all of the alloys display a similar ΔSiso around 10 J·kg-1·K-1 in Δμ0H = 5 T. As a result, they claimed that the typical cocktail effect of HAEs is not applicable to MCE in high-entropy magnetocaloric BMGs [378].
Another strategy to realize high configurational entropy of mixing is to replace one of the principal elements in traditional magnetocaloric materials with multiple elements with similar physical and chemical characters. Yin et al. [627] successfully prepared two high-entropy perovskites (Dy0.25Ho0.25Er0.25Tb0.25)FeO3 and (Gd0.2Dy0.2Ho0.2Er0.2Tb0.2)FeO3. A spin-glass state was detected due to the strong compositional disorder in the RE sublattice, which is absent in the GdFeO3-type parent materials. The second-order spin-glass phase transition leads to an enlarged temperature span and refrigeration capacity, making these GdFeO3-type high-entropy materials promising for cryogenic refrigeration applications. Recently, Sun et al. [379] reported La(Fe,Si)13-based magnetocaloric HAEs, where the Fe element in the original LaFe11Si2 alloy was partially replaced by Co, Ni, Cr and Mn elements. Microstructural analysis and elemental mapping indicate a disordered distribution of the multiple TM elements in the Fe sites, which broadens the magnetic phase transition and hence, the working temperature range.
3.2.4 Third-generation magnetocaloric HEAs
Compared to conventional magnetocaloric materials, the second-generation magnetocaloric HEAs offer an enhanced temperature span of MCE due to the broadened magnetic phase transition, but at the expense of the magnitudes of ΔSiso and ΔTad. Law et al. [604, 605] proposed a property-directed strategy for the design of third-generation magnetocaloric HEAs. It starts from conventional magnetocaloric materials with giant MCE (i.e., compositions showing a first-order magnetostructural transition) and subsequently turns them into the HEA category. This search strategy has been successfully demonstrated in MM’X-based magnetocaloric HEAs by Law et al. in 2021 [628]. They obtained a ΔSiso of 7.3 J·kg-1·K-1 in Δμ0H = 2.5 T in Mn22.3Fe22.2Ni22.2Ge16.65Si16.65 HEA, which was further increased to 13 J·kg-1·K-1 in Δμ0H = 2.5 T by compositional optimization in the HEA space [629]. Recently, Zheng et al. [630] also reported a large ΔSiso of 48.5 J·kg-1·K-1 under Δμ0H = 5 T in (MnNi)0.6Si0.62(FeCo)0.4Ge0.38 HEAs. Additionally, Guo et al. [631] claimed that the design of high-entropy composition can reduce the undesirable thermal hysteresis (ΔThys) of MM’X materials. They obtained a ΔThys as low as 4.3 K in Mn1.75Fe0.25CoNiGe1.6Si0.4 HEA alloy, which provides a new strategy to tackle the phase irreversibility for magnetocaloric materials with a first-order magnetostructural transition.
3.3 Corrosion resistance high-entropy alloys
Compared to traditional alloys, HEAs offer unique advantages in corrosion resistance. Firstly, due to the high entropy effect, HEAs tend to form disordered solid solutions, resulting in high chemical homogeneity. This reduces the trend of localized corrosion, which is common in traditional alloys. Secondly, HEAs often include high contents of corrosion-resistant elements such as Cr, Mo, Ni and Ti, promoting the development of stable and protective passive oxide films on their surfaces. Further, combining multiple elements in HEAs can induce synergistic effects, enhancing the formation of complex oxide or mixed oxide films. Such passive films have superior corrosion resistance compared to the simple oxide films formed on traditional alloys. Lastly, the considerable freedom in compositional design allows HEAs to select alloying elements and ratios for customized corrosion resistance according to specific application requirements. As a result, many reported HEAs exhibit corrosion resistance close and even superior to conventional corrosion-resistant alloys, such as stainless steels, Ni-alloys, Cu-alloys, Ti-alloys and Al-alloys, as shown in Fig. 60.

Reproduced with permission from Ref. [633]. Copyright 2021, Elsevier
Comparison of a corrosion potential (Ecorr) and corrosion current density (icorr) in 0.5 M H2SO4 solution and b pitting potential (Epit) and passive current density (ipass) in 3.5 wt% NaCl solution between HEAs and other traditional corrosion-resistant alloys.
The superior corrosion resistance of HEAs make them promising alternatives to traditional alloys in various industries. Understanding the influence of alloy composition, microstructure, and environmental conditions on their corrosion behavior is essential for designing and developing HEAs with improved corrosion resistance. Consequently, the corrosion resistance of HEAs has been extensively investigated, leading to the publication of numerous review articles [632,633,634,635,636] in this specific field. Current research indicates that the corrosion resistance of HEAs is influenced by their alloy composition, microstructure, and environmental conditions. In addition, preparation processes and heat treatment play a crucial role in shaping the corrosion resistance performance of HEAs. In this section, comprehensive insights will be provided on the factors that affect the corrosion behavior of HEAs, mainly focusing on alloying elements and microstructure.
3.3.1 Role of alloying elements on corrosion resistance of HEAs
The alloy composition plays a crucial role in the corrosion resistance of HEAs. On the one hand, the alloy composition virtually determines the composition and stability of the passive film formed on the surface of HEAs. On the other hand, the alloying elements also significantly impact the composition segregation, microstructure and phase composition of HEAs, which can affect their corrosion resistance. Therefore, understanding the role of alloy composition in the corrosion resistance of HEAs is crucial for designing and tailoring HEAs with improved corrosion resistance to meet specific applications in diverse corrosive environments.
Aluminum is one of the most frequently chosen components to increase the specific strength of HEAs, so many researchers have investigated its impact on the corrosion resistance of HEAs. Lee et al. [637] studied the effect of Al content on the corrosion properties of Alx CrFe1.5MnNi0.5 (x = 0, 0.3 and 0.5) HEAs in H2SO4 and NaCl solutions, and found that the corrosion resistance of the HEAs decreases with increasing the Al content. They attributed this result to the following reasons. Firstly, as the Al content increases, more Al and thus less Cr result in the formation of less stable passive oxide film on the surface of the alloys, thus reducing the corrosion resistance of the alloys. Secondly, adding Al promotes the formation of Al-Ni-rich and Cr-depleted BCC phase in these HEAs, which leads to uneven distribution of elements and thus increases the susceptibility to pitting corrosion in the chloride-containing solution. Kao et al. [638] and Shi et al. [639] also reported similar results in the study of the corrosion performance of AlxCoCrFeNi HEAs in the chloride-containing aqueous H2SO4 and NaCl solutions. However, there are also some different results reported. Raza et al. [640] reported that the addition of Al reduced the corrosion current density (Icorr) and passive current density (Ipass) of AlxCrFeMoV (x = 0, 0.2, 0.6, 1) HEAs in 3.5 wt% NaCl solution, while the pitting potential (Epit) did not decrease, indicating that the corrosion resistance improved. Li et al. [388] investigated the corrosion properties of FeCoNiCrCu0.5Alx (x =0.5, 1.0 and 1.5) HEAs in both 0.5 M NaCl and 0.5 M H2SO4 solution. The phase structure of the FeCoNiCrCu0.5Alx HEAs changed from single FCC phase to single BCC phase, and BCC + FCC duplex phase structure as the Al content increased from x=0.5 to 1.0, and 1.5. Among the three alloys, the alloy with x=1.0 demonstrated the highest corrosion resistance, characterized by the lowest Icorr value, while the alloy with x=1.5 exhibited the least corrosion resistance. It indicated that the corrosion resistance of the BCC phase for these HEAs is better than that of the FCC phase in both chlorine ion and acid solutions, which seems to be contrary to the results of other studies. These research results indicate that the effect of Al on the corrosion mechanism of HEAs requires more in-depth research.
Chromium, being recognized as one of the most significant passivating elements, is widely used in steel and other metal materials to enhance corrosion resistance by forming a compact protective oxide layer on their surface. Since chromium is also a prevalent main element in HEAs and is usually present in high concentrations, it is expected that this will lead to high corrosion resistance of the HEAs. However, the research results are inconsistent in this regard. Gerard et al. [641] compared the passivation characteristics of Ni38Fe20Cr22Mn10Co10 HEA and binary Ni76Cr24 alloy in 0.1 M NaCl solution. They found that the Ni38Fe20Cr22Mn10Co10 HEA, despite having a marginally lower Cr content, exhibited somewhat more excellent corrosion resistance in comparison to the Ni76Cr24 alloy, which could be attributed to a higher degree of Cr enrichment within the passivation film of the HEA. Contrary to the above study, Luo et al. [642] found that CoCrFeMnNi HEA exhibited much lower Cr content in its passive film formed in 0.1 M H2SO4 solution compared to 304L stainless steel, and suggested that the low content of Cr and the extensive formation of metal hydroxide in the passive film are responsible for the inferior corrosion resistance of the HEA. The apparent inconsistency observed in these studies could be attributed to the varying impact of other alloying elements in HEAs on the effectiveness of Cr in forming a protective passive layer [643, 644]. In addition, the microstructure evolution associated with varying Cr content also profoundly impacts the corrosion resistance of Cr-containing HEAs. Lin et al. [645] investigated the microstructure and corrosion-resistant behavior of CrxFeNiCu0.5Ti0.5 (x = 0, 0.3, 0.5, 0.7, 0.9, and 1.2) HEAs in 0.5 M H2SO4 solution. The Cr-free alloy was composed of FCC and Ni3Ti compounds and the addition of Cr promoted the formation of the Fe- and Cr-rich petal-like BCC phase. With the increase in Cr content, the prevalence of Cr2O3 gradually became more prominent in the passive film on the alloys, which led to the improvement of the corrosion resistance of the alloys. However, excessive additions of Cr (x > 0.7) entailed a significant aggregation of the petals composed of the Fe- and Cr-rich BCC phase. This aggregation leads to pronounced elemental segregation, thereby inducing galvanic corrosion and compromising the corrosion resistance of the alloys.
Molybdenum is particularly effective in enhancing the pitting corrosion resistance of stainless steel, which is related to the synergistic effect of Mo and Cr. The positive effects of Mo on corrosion and the resistance of HEAs have also been reported. Dai et al. [646] found that the addition of Mo resulted in a significant increase in the Epit of FeCoCrNi HEA in 1 M NaCl solution, indicating an enhanced resistance to pitting corrosion. This was attributed to the increase in the Cr2O3/Cr(OH)3 ratio and the presence of Mo-oxide in the passive film induced by the incorporation of Mo. Nevertheless, the excessive addition of Mo in FeCoCrNiMox (x = 0.3 and 0.6) HEAs resulted in the precipitation of a Cr- and Mo-rich phase, leading to the depletion of Cr and Mo in the surrounding area and prioritizing localized corrosion initiation in these regions. In addition, the corrosive environment influences the effect of Mo on the corrosion characteristics of HEAs. Chou et al. [647] investigated the electrochemical characteristics of the Co1.5CrFeNi1.5Ti0.5Mox HEAs in solutions of 0.5 M H2SO4, 1 M NaCl, and NaOH. The results demonstrated that the Mo-free HEA exhibited higher resistance to general corrosion in acidic environments but lower pitting corrosion resistance in 1 M NaCl solution than the Mo-containing HEAs.
Nickle is also a common principal element of HEAs. Qiu and Liu [648] investigated the effect of Ni on the corrosion performance of Al2CrFeCoCuTiNix (x = 0, 0.5, 1, 1.5 and 2) HEAs in 3.5 wt% NaCl and 1 M NaOH solutions. The corrosion resistance of the HEAs was enhanced with increasing Ni content, achieving the highest when x=1 accounting for the lowest value of icorr in the NaCl and NaOH solutions. Further increase in Ni addition resulted in elevated icorr value, which the author attributed to the increased lattice mismatch due to the addition of Ni with a relatively small atomic radius. Corrosion properties of AlCrFeCoNix (x = 1.0, 1.5, 2.0) HEAs in a 3.5% NaCl solution was investigated [640]. The results showed that the corrosion resistance of the HEAs did not follow a monotonic relationship with the Ni content, which is suggested to be the result of a combination of alloy composition, microstructure, phase composition, and alloying elements distribution.
In addition to the alloying elements listed above, the impact of many other elements, including metallic elements (Co, Ti, Mn, Cu, Sn), various rare-earth elements, non-metallic elements (Si, B, C, N), and so on, on the corrosion resistance of HEAs has also been extensively investigated. In general, the proper addition of Cr, Mo, Co, Ti, rare-earth elements (Nb, Ta, W) and non-metallic elements (N, C) has a positive effect on the corrosion resistance of HEAs. In contrast, Mn and Cu have a negative effect. Understanding the role of alloy composition in the corrosion resistance of HEAs is crucial for designing and tailoring HEAs with improved corrosion resistance in diverse corrosive environments.
3.3.2 Influence of microstructure on corrosion resistance of HEAs
The microstructure of HEAs, including the presence of various phases, grain size, and morphology, can influence corrosion resistance.
In the early stage, HEAs possess equimolar or near-equimolar ratios of multiple principal elements and tend to typically form a single-phase solid solution with FCC, BBC, or HCP structure due to the high entropy effect. This results in a high degree of chemical homogeneity and high microstructural stability in HEAs, reducing the likelihood of localized corrosion and enhancing corrosion resistance. The constrains on the component number and composition of HEAs have been relaxed to optimize performance and broaden application potential. Consequently, numerous novel HEAs with various microstructures, including multi-phase structure [388, 637], eutectic structure [649], and second-phase precipitation [119, 645, 646], have been developed in recent years. Generally, these heterogeneous structures result in uneven composition distribution and a phase interface within HEAs, which causes localized or galvanic corrosion and thus degrades corrosion resistance.
Grain size plays a significant role in determining the mechanical properties of alloys, making it necessary to explore the influence of grain size on the corrosion resistance of HEAs. Fine-grained microstructures generally exhibit improved corrosion resistance as a result of increased nucleation sites and enhanced diffusion rate of charged species across the passive film, thus leading to superior passivation ability. Xue et al. [650] investigated the influence of grain size on the localized corrosion properties of Al2Cr5Cu5Fe53Ni35 HEA in seawater, and found that the localized corrosion resistance of the material was enhanced by decreasing the grain size. However, Han et al.[651] reported that CoNiFeCrMn HEA with an ultra-fine grain size (0.689 µm) exhibited a reduced corrosion resistance compared to that with a coarse grain size (48 µm) in 3.5 wt% NaCl solution, attributed to the abundant ultra-fine fine-grained boundary, promoted the galvanically induced intergranular corrosion and the segregation of elements. Wang et al. [652] investigated the influence of the grain size on the corrosion resistance of CoCrFeMnNi HEAs in 0.5 M H2SO4 solution. The results showed that the HEA with the medium grain size (71.6 µm) exhibited corrosion resistance compared to those with the fine grain size (1.24 µm) and coarse grain size (145.9 µm). The abundant grain boundaries in fine grain specimens could induce galvanic corrosion between the inter-grains and the grain boundaries. In contrast, the fewer channels of the coarse grain specimens might limit the element dissolution and diffusion. Correspondingly, the medium grain specimen formed the relatively stable and dense passive film, which was conductive to improve the corrosion resistance. Recently, HEAs with heterogeneous grain structures exhibit outstanding mechanical property in comparison to the homogeneous alloys, which has consequently led to a growing interest in their corrosion resistance. Harmonic structured CoCrFeMnNi HEAs possessed an unique core-shell network structure, which is responsible for the enhanced corrosion resistance of the HEAs compared with the conventional coarse-grained or ultrafine-grained structures [653].
3.4 High-entropy alloys for hydrogen storage
With global warming and overconsumption of traditional energy sources, developing a green and sustainable "hydrogen economy" is imperative. Hydrogen is also considered a strong candidate for replacing traditional fossil energy sources [654, 655]. Although hydrogen can be used as a green and sustainable secondary energy carrier, storage and transportation are still challenging [656,657,658]. Currently, the usual way of storing hydrogen is still to use expensive hydrogen storage tanks. Metal-to-hydride conversion systems are a more compact and safer hydrogen storage method [659]. The common hydrogen storage alloys include Mg-based hydrogen storage materials [660], AB2-type [661], AB5-type [659], and V-based hydrogen storage materials [662]. A-site elements include those whose enthalpy of formation for elemental hydrides is low and tendency to form hydrides is high. B site elements are those whose enthalpy of formation for elemental hydrides is high and formation degree of hydrides is more difficult. However, most of the hydrogen storage materials suffer from high dehydrogenation temperatures and slowly kinetics, which prevent the practical application of the materials. In recent years, HEAs have attracted considerable attention in hydrogen storage because of their unique compositional and structural properties [663,664,665,666,667,668,669,670,671].
By far, many HEAs with BCC structures have shown promising hydrogen storage properties. In the earlier period, Sahlberg et al. [672] demonstrated that TiVZrNbHf HEA has a higher hydrogen-absorption capacity, with H/M reaching up to 2.5, and they also suggested that the lattice strain of HEAs favors the absorption of hydrogen at the interstitial tetrahedra and octahedra sites [673, 674] in the BCC structure (Fig 61a). Similarly, Montero et al. have added Al and Ta to the HEAs [675] to improve the cycling durability of the Ti0.325V0.275Zr0.125Nb0.275 HEA alloys and decrease the thermal stability of the hydrides. Table 4 summarizes the hydrogen storage properties of the TiVZrNbAl [676] and TiVZrNbTa [677] HEAs together with others. Furthermore, some Ti-Cr-V-based HEAs [678], could absorb a higher amount of hydrogen at room temperature as shown in Fig 61b. Still, their desorption was relatively difficult at moderate temperatures. Some other BBC-type HEAs, such as TiZrNbHfTa [679], TiZrNbTa [680], V0.3Ti0.3Cr0.25Mn0.1Nb0.05 [681], Ti-V-Nb-Cr-Mn [682], and other alloys also display similar structure and hydrogen storage characteristics.

Some hydrogen storage properties of hydrogen storage HEAs. a Schematic view of tetrahedral site (T-site) and octahedral site (O-site) in FCC TiVNbTa HEA. Reproduced with permission from Ref. [674]. Copyright 2021, RSC. b PCT desorption curves of alloy samples after the 1st cycle hydrogen absorption at 25 °C . Reproduced with permission from Ref. [678]. Copyright 2021, Elsevier. c XRD pattern of ball-milled Mg0.10Ti0.30V0.25Zr0.10Nb0.25 alloy. Reproduced with permission from Ref. [689]. Copyright 2021, Elsevier. d Comparison between variation of reversible hydrogen storage capacity during absorption/desorption cycling for Mg0.10Ti0.30V0.25Zr0.10Nb0.25 and Ti0.325V0.275Zr0.125Nb0.275 HEA alloys. Reproduced with permission from Ref. [689]. Copyright 2021, Elsevier. e Schematic illustration of hydrogen binding energy on hydrogenation and dehydrogenation of different materials. Reproduced with permission from Ref. [691]. Copyright 2022, Elsevier. f Corresponding PCT absorption/desorption isotherms for cycles 4, 30, 100 and 1000 for Ti0.4Zr1.6 CrMnFeNi HEA. Reproduced with permission from Ref. [691]. Copyright 2022, Elsevier
In order to obtain higher hydrogen storage capacity, lightweight HEAs have been developed, and they are usually prepared by mechanical alloying and high-pressure torsion (HPT). The design of compositions usually relies on the empirical parameters [683] such as atomic size difference (δ), mixing enthalpy (△Hmix), valence electron concentration (VEC), and so on. The alloys MgZrTiFe0.5Co0.5Ni0.5 [684], MgAlTiFeNi [685], Mg-V-Al-Cr-Ni [686], Mg35Al15Ti25V10Zn15 [687] were synthesized by ball milling under Ar gas atmosphere, whereas their hydrides could be synthesized by reactive ball milling under H2 atmosphere. Intriguingly, De Marco et al. [688] prepared MgVTiCrFe alloys by reactive ball milling and HPT, but with a high degree of amorphous regions. Montero et al. [689] added Mg to the refractory alloy TiVZrNb. They prepared TiVZrNbMg alloy by mechanical alloying, which improved the cycling durability and obtained a higher stabilization capacity of 2.4 wt% than the original alloy, as shown in Fig 61c, d. In contrast, several HEAs with Laves structure possess the ability to reversibly absorb and release hydrogen at room temperature, but their capacities are relatively lower (<2 wt%). Edalati et al. [690] designed TiZrCrMnFeNi alloys with a phase structure of the phase structure is 95% C14 Laves phase based on the following three criteria: (i) VEC = 6.4, (ii) single-phase thermodynamic stability, and (iii) AB2H3 hydride formation. The HEA shows fast kinetics at room temperature and reversible hydrogen absorbed and desorbed of 1.7 wt%. Besides the above three criteria, Mohammadi et al. [691] used the hydrogen binding energy as a design criterion and designed TixZr2–xCrMnFeNi (x = 0.4–1.6) alloy with low hydrogen binding energy (negative values close to ‒0.1 eV). These alloys showed reversible hydrogen absorption and deposition capacities up to 1.7 wt% at room temperature, fast kinetics, and excellent cycling durability, as shown in Fig 61e, f. Similarly, other Laves HEAs, such as TiZrFeMnCrV [692] and TiV2ZrCrMnFeNi [693] alloys, also show promising hydrogen storage properties at room temperature. The hydrogen storage properties of the above-mentioned hydrogen storage HEAs are summarized in Table 4.
In summary, it is still a great challenge to solve the problem of hydrogen storage in the context of developing a hydrogen economy. Although metal hydrides enable safe and compact storage and release of hydrogen, the hydrogen storage alloy materials investigated so far are still quite far from being applied to on-board hydrogen storage devices, as their storage capacities are low or require harsh conditions for hydrogen absorption and release, e.g., high temperature. On the other hand, HEAs, a new class of alloys with a broad compositional composition and a simple crystal structure, offer many possibilities to modulate the hydrogen storage properties. However, the HEAs that have been reported so far do not have many excellent hydrogen storage properties. BCC-type HEAs and lightweight HEAs have a large advantage in terms of storage capacity but still require stringent conditions to desorb more hydrogen. While HEAs possessing a Laves phase can reversibly absorb and release hydrogen at room temperature, the storage capacity is not high enough. Nonetheless, in future research studies, it is possible to focus more on different synthesis processes, incorporating the broad compositional composition of HEAs, as well as exploring amorphous or nanocrystalline HEAs materials, which will be of great interest for developing efficient and economical materials for hydrogen storage.
3.5 Biomedical high-entropy alloys
With the rapid growth of global demand for medical implants, metal materials have shown enormous application potential due to their excellent formability, excellent corrosion resistance, biocompatibility, etc. Previous research demonstrated that only Ti, Zr, Nb, and Ta, among metallic elements can be used for medical implant purposes without biotoxicity [694]. Therefore, metal materials currently used in clinical applications mainly include the above four metals, as well as stainless steel, Co-based alloys, Ti alloys, Ni-Ti shape memory alloys, magnetic alloys, etc. [695].
Co-Cr alloys have been successively used in dental and orthopedic implants since the 1930s. Through further study of the role of various alloying elements, Co-based biomedical metal materials, for example Co28Cr6Mo alloy (ASTMF, F1537), Co20Cr15W10Ni alloy (also known as L605) and Co35Ni350Cr20Mo10 alloy (also known as MP35N, ASTMF562) have been developed. As a bearing material for joint surfaces, Co-Cr alloy is widely used because of its excellent corrosion resistance, wear resistance, and fatigue strength. However, its high elastic modulus and biotoxicity severely impede applications. In addition, bone resorption caused by stress shielding may also lead to aseptic loosening and failure of implants [696].
Medical stainless steels, as an alternative, can be made of various prostheses and various shapes, which can be easily fabricated into tooth crowns, triangular nails, screws, intramedullary nails, plates, nails and other components, etc. Consequently, because of low cost, good processability and mechanical properties, it is widely used in stomatology, fracture internal fixation equipment, artificial joints, and so on. Among these, the SUS302 is the earliest medical stainless-steel material with high strength. However, medical stainless steels also retain some shortcomings, such as poor corrosion resistance and poor biocompatibility, which limit their further development.
Up to date, Ti-based alloys, i. e., Ti-6Al-4V, have drawn increasing attention and are widely used because of good mechanical properties, biocompatibility, and low cost. However, compared with pure Ti, the dissolution of Al in the alloys may cause some health problems [697]. Moreover, the segregation of Al and V in Ti-6Al-4V also has cytotoxicity, resulting in their biocompatibility being unsatisfactory compared with pure Ti. Furthermore, the fatigue performance, which is a very crucial property for long-term service implants, is not as good as that of Co-Cr alloys. Therefore, there is an urgent need to develop new Ti-based alloys that do not contain alloy elements causing toxic or even allergic reactions. In addition, in order to avoid the modulus mismatch between the implant and the surrounding bone, the lower elastic modulus, which is matchable with bone tissue, is another essential requirement for the application of implants [698].
Pure Ta, whose chemical nature is very stable, has not only excellent biocompatibility and low biotoxicity, so it is called a "biophilic" metal [699], but also promising corrosion resistance. For instance, pure Ta can only react with a few strong acids (hydrofluoric acid, fuming nitric acid, sulfur trioxide) [700]. Compared with Ti-6Al-4V releasing harmful ions in body fluid [701], pure Ta, therefore, can not dissolve in a human body environment. Therefore, the implant fabricated by Ta shows better biocompatibility than the Ti-based alloy implant, which has broad application prospects for implants. However, due to the high affinity between Ta and oxygen [702], Ta’s processing needs to be carried out in a protective atmosphere or required for vacuum conditions. In addition, due to the high price of pure Ta, it dramatically increases the manufacturing cost of its products. Its density reaches 16.6kg/dm−3, resulting in its machining difficulties, and Ta has a high elastic modulus, which limits the popularization and application of Ta products.
The high entropy effect improves the mutual solubility of the principal elements and reduces the electronegativity difference between the principal elements, thus avoiding phase decomposition and the formation of an interterminal solid solution [703, 704]. At the same time, the elastic stress field caused by lattice distortion can hinder dislocation movement, resulting in excellent properties such as high strength and high hardness. Compared with pure metals, the corrosion resistance of HEAs under neutral conditions is better than that of pure metals with alloy components depending on the synergistic effect of each component's oxides, indicating the protective nature of the passivation film on the surface of HEAs. Among these, Ti, Nb, and Ta elements completely inhibit pitting corrosion and over-passivation dissolution. The surface passivation film, which is composed of a variety of oxides, provides the alloy with strong chemical stability against changes in solution PH [705]. Therefore, HEAs exhibit obvious advantages and characteristics for biological applications.
Previous studies [706] have shown that among the metal elements, Ta, Zr, Nb and Ta are the only four non-toxic, non-sensitized and non-teratogenic biological implant elements. Fortunately, a body-centered-cubic HEA, equimolar TiZrNbTa alloy, provides a new alloy system for metal biomaterials [707]. Further results have verified that the TiZrNbTa HEA has outstanding biocompatibility and achieves controllable elastic modulus by adjusting the ratio of principal elements. The room temperature mechanical properties of six Ti-Zr-Nb-Ta HEAs (Ti25Zr25Nb25Ta25, Ti31.67Zr31.67Nb31.66Ta5, Ti35Zr35Nb25Ta5, Ti45Zr45Nb5Ta5, Ti21.67Zr21.67Nb21.66Ta35 and Ti15Zr15Nb35Ta) were studied. The true stress-strain curves of tension and compression of such TiZrNbTa alloys are shown in Fig. 62a, b, respectively, indicating that the tensile strengths of the alloys are about 690‒1050 MPa and have significant tensile elongation rates (>10%). The Young's modulus of alloys is 89, 75, 69, 57, 93 and 135 GPa, respectively, equivalent to bone structure. However, the TiZrNbTa HEA with equal principal components has higher compressive strength (800−1200 MPa) and larger compressive plasticity (40%). These studies show that TiZrNbTa HEA meets the requirements of basic mechanical properties and biocompatibility as biomaterials, showing a wide range of applications.
TiZrNbTa HEAs also have no cytotoxicity and excellent mechanical properties such as low Young's modulus (Table 5). Additionally, as displayed in Fig. 62d, the alloys also have high strength, high ductility, and low magnetic susceptibility. Further study has verified that the processability and biocompatibility of TiZrNb alloys is better than that of TiZrNbTa system, which is expected to become a new generation of biomedical materials.

Reproduced with permission from Ref. [707]. Copyright 2019, CCCC
Mechanical properties and biocompatibility of TiZrNbTa HEAs. a Tensile curve. b Compression curve. c Young's modulus, tensile yield strength and tensile ductility. d Comparison of magnetic susceptibility between TiZrNbTa HEAs and conventional-biomedical metallic materials.
Conventional methods for preparing HEAs, such as vacuum melting and powder metallurgy, have some problems, such as uneven structure, component segregation, and high elastic modulus, and cannot achieve the specific customization needs of bone. As an intelligent, integrated, efficient, energy-saving, clean, and pollution-free advanced manufacturing process, additive manufacturing can effectively avoid the above processing problems [708, 709]. The sample prepared by this method has many advantages, such as uniform composition and stable tissue. The designable bone-like structure makes it easier to realize the regulation of modulus. The prepared porous structure also has the advantages of regular shape, good product permeability, better bone fusion and proliferation, and can meet specific customization needs at low cost [710].
Refractory high entropy alloys (RHEAs) remain difficult and uneconomical using conventional rotating electrode pulverization and melt atomization routes [711,712,713], which impedes the application of this material in powder metallurgy and additive manufacturing technologies. Previous studies have found that TiZrNbTa HEA has strong hydrogen brittleness. The RHEA was easily pulverized after hydrogenation using a relatively short vibration time based on the preferential segregation of hydrogen atoms at grain boundaries. Both (Ti, Zr)-rich and (Ta, Nb)-rich hydride phases were generated, resulting in intergranular fractures along the grain boundaries. Based on hydrogen embrittlement, an orderly transition from grains to powders was established. This phenomenon provides an alternative, low-cost pulverization approach allowing powder metallurgy and additive manufacturing applications of RHEAs. It is also evident that the particle sizes of pulverized alloy powders can be tuned by adjusting the grain sizes of the original ingots. Figure 63 is TiZrNbTa HEA formed by spheroidizing powder obtained by hydrogen embrittlement. The mechanical properties of the TiZrNbTa HEA samples, are shown in Fig. 64. It can be seen that the compressive strength of porous TiZrNbTa HEA is 215 MPa and Young's modulus is 9 GPa, while the compressive strength of natural cortical bone [714] is 100‒250 MPa and Young's modulus is 3‒30 GPa. The mechanical properties of porous TiZrNbTa HEA samples meet the performance requirements of natural cortical bone and are expected to be used as biological implant materials to replace human bone structures.

Reproduced with permission from Ref. [712]. Copyright 2021, Elsevier
a, b TiZrNbTa HEA formed by additive manufacturing.

Reproduced with permission from Ref. [712]. Copyright 2021, Elsevier
Compression curve of porous TiZrNbTa HEA.
4 Functional high-entropy materials
4.1 Ferroelectrics/piezoelectrics
Ferroelectric materials have a wide range of applications, including piezoelectric sensing/actuation, dielectric energy storage, and so on. Currently, high entropy is being recognized as a flexible strategy for amplifying the functional responses of ferroelectrics through controlling local polarization configurations. This innovative approach holds significant promise in improving the overall performance and functionality of ferroelectric materials. Figure 65 illustrates the potential application scenarios of high-performance high-entropy FE [715].

Reproduced with permission from Ref. [715]. Copyright 2023, CCCC
Potential application scenarios for high-performance high-entropy FEs.
Since proposed in 2004, high-entropy materials encompassing alloys, ceramics, and polymers have garnered significant attention due to their remarkable physical properties. Notably, following the well documented entropy stabilized mixed oxides [716], numbers of a high-entropy disordered ceramics [717] have been developed. These materials hold immense potential for various fields, including thermal barrier coatings, thermoelectrics, catalysts, and batteries. The exceptional physical properties displayed by high-entropy materials can be ascribed to their configurational disorder, which may be intentionally tailored in mixed oxides by the introduction of a diverse array of cations within a single sublattice.
Ferroelectrics, widely utilized functional materials, serve as core components in high-precision actuators, sensors, transducers, and energy storage capacitors. However, meeting the performance requirements of modern applications using traditional engineering strategies, such as mesoscopic (grain) and microscopic (domain and morphotropic or polymorphic phase boundaries) optimization, yields only limited improvements in electrical properties. Consequently, researchers are increasingly exploring ways to design the local structure to enhance performance further. In this regard, introducing increased polarization configurational disorder in ferroelectrics has emerged as a promising approach. High-entropy ferroelectric materials have been shown to realize this enhanced disorder directly. First-principles calculations suggest that heightened entropy broadens the statistical distribution of the polarization vector, improving the flexibility of polarization. This leads to a wide range of polarization magnitudes and angles, resulting in similar free energy among different polarization states [718]. Moreover, the enhanced polarization instability under external stimuli further contributes to tunable high performance in high-entropy ferroelectric materials.
4.1.1 High-entropy piezoceramics (HEPs)
Piezoelectricity is the fundamental principle underlying the generation of electricity or electric polarity in specific materials when subjected to mechanical stress. The piezoelectric response depends on the flexibility of the polarization configuration external stimulus. For example, increasing the number of B-site elements in PbBO3-based solid solutions enhances piezoelectricity. Notably, PbBO3-based high-entropy ceramics have demonstrated exceptional high piezoelectric coefficients exceeding 1,200 pC· N−1. Quantitative analysis of polarization mapping, utilizing atomic-scale spherical aberration-corrected scanning transmission electron microscope images, reveals the coexistence of multiple polar symmetries at the local level, resulting in a quasi-isotropic local polarization configuration [718, 719]. Moreover, in situ high-energy synchrotron X-ray diffraction experiments have unveiled that this quasi-isotropic local polarization configuration, characterized by a flattened free-energy profile, exhibits remarkable flexibility under external fields. Consequently, it induces substantial intrinsic lattice strain, leading to the ultrahigh piezoelectric response. In addition, deliberate incorporation of high entropy can be implemented in non-perovskite ferroelectrics, such as the high-entropy ceramic (Ca0.2Sr0.2Ba0.2Pb0.2Nd0.1Na0.1)Bi4Ti4O15 [720]. This material showcases polar nanoregions intricate ferroelectric behavior, and a field-induced phase transition. Therefore, it presents a promising avenue for designing high-performance piezoceramics.
4.1.2 High-entropy electrostrictive actuators
Piezoceramics with excellent performance can also serve as actuators due to the inverse piezoelectric effect. However, a substantial strain hysteresis often affects the accurate positioning of high-precision instruments like mask aligners and scanning tunneling microscopes, which arises from partially reversible domain switching. To overcome this issue without compromising the strain value, it is possible to introduce increased entropy in piezoceramics by creating a unique local structure. For instance, in high-entropy ceramics containing Sm-doped PbBO3 [2], Sm tends to segregate with light B-site cations, forming randomly distributed endotaxial nano precipitates that possess a nonpolar core. Combining the large strain response of the highly flexible matrix, which encompasses different local polarizations such as rhombohedral, tetragonal, and cubic phases, with a robust restoring force from the nonpolar nano precipitates, can significantly reduce the strain hysteresis. Consequently, a high electrostrictive strain without hysteresis can be achieved under a relatively low external electric field.
4.1.3 High-entropy energy storage capacitors
Energy storage capacitors are garnering significant attention due to their exceptionally high power density and extremely rapid discharge speed. However, reconciling the trade-off between energy storage density and efficiency poses a grand challenge. This is because achieving high-performance capacitors through conventional methods like doping and sintering optimization necessitates intricate multifactor optimization. The use of high entropy strategies can effectively modulate multiple factors simultaneously. This is achieved through developing strong local polar fluctuations diverse localized polarizations, establishing a superparaelectric state, introducing disorder, suppressing grain coarsening, and the augmentation of crystalline energy [73, 721,722,723]. The outcome is improved performance characterized by an enhanced high-field polarization response, swift discharge with nearly negligible remanent polarization, delayed polarization saturation, enhanced breakdown strength, and enhanced mechanical properties. By concurrently substituting elements of various ionic radii and valence states at both the A and B sites, it becomes possible to engineer local polymorphic distortions in high-entropy lead-free ceramics based on potassium sodium niobate. These distortions encompass rhombohedral-orthorhombic-tetragonal-cubic multiphase nanoclusters and random oxygen octahedral tilts [73]. The resulting materials exhibit outstanding energy storage properties, including a colossal energy storage density, ultrahigh efficiency, excellent mechanical properties, commendable charge-discharge performance, and high stability. The high-entropy strategies not only enable the design of local structure, but also of the long-range global structure. For instance, combining different perovskite end-members by considering the structural distortion and tolerance factor can endow the high-entropy relaxor ferroelectrics with strong local polar fluctuations at the nanoscale, resulting in giant capacitive energy storage [723]. Alternatively, employing a high-entropy strategy by introducing multiple cations into the same lattice site of perovskite may lead to the local chemical ordering due to their differentiated ionic radius, ferroelectric activity, and valence state. This phenomenon can be adopted to design local polar configuration. Subnanometer scale clustering of Bi3+, Na+, and Ba2+ emerges in high-entropy Bi0.5Na0.5TiO3-based relaxor ferroelectrics due to the huge difference in ionic radius and ferroelectric activity of A-site. Interestingly, these clusters will hold differentiated polar displacements, and results in a polar state with strong local polar fluctuations. Macroscopically, an improved high-field polarizability, steadily reduced hysteresis occurs due to the rotations and extensions of atomic clusters hosted polar clusters under electric field, ultimately resulting in “dual high” capacitive energy storage [722].
4.1.4 High-entropy energy storage thin films
Thin films offer the advantage of withstanding a dielectric breakdown strength that is at least ten times higher than bulk ceramics. This unique property allows perovskite oxide thin films to achieve an impressive energy storage density of over 150 J·cm−3. On the other hand, non-perovskite materials were initially considered to be at a disadvantage due to their weak ferroelectricity and limited solid solubility, resulting in relatively low polarization response. Consequently, reported energy storage densities for these materials were typically below 100 J·cm−3. However, recent research has uncovered a promising strategy to improve the performance of non-perovskite materials: high entropy. A remarkable achievement was obtained in this regard—a stable high-entropy pyrochlore film based on Bi2Ti2O7 [724]. This film exhibits strong atomic disorder and nano-crystalline grains, leading to an outstanding energy density of 182 J·cm−3 at an electric field of 6.35 MV·cm−1. This breakthrough highlights the potential of high-entropy approaches in enhancing the energy storage capabilities of non-perovskite materials.
4.1.5 High-entropy electrocaloric polymers
The electrocaloric effect in ferroelectrics involves substantial entropy changes and subsequent temperature variations during polarization order transitions. This phenomenon holds promise for applications such as on-chip cooling of semiconductor circuits and caloric heat pumps. However, achieving significant electrocaloric temperature changes exceeding 5 K typically requires high electric fields. Researchers have successfully developed a high-entropy polymer addressing this challenge with excellent electrocaloric properties. By converting a small fraction of polar chlorofluoroethylene groups within a poly(vinylidene fluoride-trifluoroethylene-chlorofluoroethylene) terpolymer into covalent double bonds, the number of polar entities and the polar-nonpolar interfacial areas experience a substantial increase [725]. This transformation leads to the formation of a high-entropy state in the material. The resulting material shows a remarkable outcome, where the resulting polymer exhibits an ultrahigh electrocaloric entropy change and a significant temperature shift of 7.5 K under a low electric field of 50 MV·m−1. These findings highlight the potential of leveraging high-entropy approaches to enhance electrocaloric properties in polymers.
4.2 Thermoelectrics
4.2.1 Introduction
To cope with the energy crisis, extensive investigations are to seek efficient and eco-friendly energy conversion technologies [726,727,728]. As a sustainable energy technology, thermoelectric technology can directly convert thermal into electrical energy without pollution [729, 730]. Thermoelectric materials are the core component of thermoelectric devices, and their performance is evaluated by the dimensionless figure of merit (ZT) [731]. The ZT is defined as ZT= S2σ·T/κ=S2σT/(κe+κl) [110, 732], where S2σ is the power factor affected by the Seebeck coefficient (S) and the electrical conductivity (σ), κ is thermal conductivity which is the sum of the electrical (κe) and the lattice thermal conductivity (κl), and T is the absolute temperature. Multiple strategies have been applied to approach a high ZT by increasing the S2σ and decreasing the κl [733]. Particularly, band engineering [734] (such as band convergence [735], band degeneracy [226] and resonant state engineering [736]) and aliovalent doping [737], functioning together with increasing the carrier mobility (μ) and optimizing the carrier concentration (n), can favor a high S2σ. Defect engineering [738], such as introducing precipitates [739] and grain refinement [740, 741], can strengthen phonon scattering and reduce the κl.
Based on these compositional and structural designs, many thermoelectric materials, such as PbTe [742], GeTe [743, 744], Bi2Te3 [745], Cu2Se [746] and skutterudites [747], have been developed and their ZT has been greatly improved. However, due to the compromise between electrical and thermal performance induced by the coupled relationship between carrier and phonon transport [748], the ZT of these thermoelectric materials is difficult to further optimize by traditional strategies. Therefore, the development of new thermoelectric materials and optimization of conventional thermoelectric materials guided by new concepts are urgently needed.
High-entropy alloys have attracted wide attention for their unique structural characteristics induced by complex composition [704]. From the viewpoint of composition [704], high-entropy alloys can be defined as solid solutions composed of five or more principal elements and each component is between 5 at% and 35 at%. From the structure viewpoint, the high-entropy alloys should be entropy-driven single phase and high-symmetry materials located at the center of a phase diagram [21]. To evaluate the thermodynamic stability of a system [749], the change of configurational entropy per mole (ΔSconf) is introduced based on Boltzmann’s hypothesis about the relationship between the entropy and the system complexity. The ΔSconf can be expressed following the equation: ΔSconf = –R\(\sum {\text{X}}_{{\text{i}}} {\text{~lnX}}_{{\text{i}}}\), where R is the gas constant and Xi is the mole fraction of the ith element. Based on ΔSconf [750], alloys can be divided into traditional alloys (ΔSconf<1R), medium-entropy alloys (1R≤ΔSconf≤1.5R) and high-entropy alloys (ΔSconf>1.5R). Compared with traditional materials, high-entropy alloys exhibit unique effects [6, 21], mainly including (1) a high-entropy effect in thermodynamics, (2) a sluggish diffusion effect in dynamics, and (3) a lattice distortion effect in structure.
The high-entropy effect can induce a single phase and increase structure symmetry [6]. According to the Thermodynamic Second Law, the mixing Gibbs free energy (ΔGmix) can be expressed as [21] : ΔGmix = ΔHmix–TΔSmix, where ΔHmix is the mixing enthalpy per mole and ΔSmix is the mixing entropy per mole, which is often represented by the ΔSconf to avoid complex calculations. As can be seen, the ΔGmix can be reduced by increasing the ΔSconf to offset the ΔHmix. This means inhibition of the formation of intermetallic compounds, which favors the formation of entropy-driven solid solutions instead, as shown in Fig. 66a [751]. In addition, unlike in traditional solid solutions, the compensating effect of different components in high-entropy alloys can contribute to the entropy-driven increase in structure symmetry [21]. Thus, high-entropy alloys generally exhibit highly symmetrical crystal structures, such as face-centered cubic structure, body-centered cubic structure, and hexagonal close-packed structure (Fig. 66a).

Entropy-driven high-performance thermoelectric materials. Schematic diagram of a high-entropy effect, b sluggish diffusion effect and c lattice distortion effect. Reproduced with permission from Ref. [754]. Copyright 2022, Springer Nature. d Schematic diagram of weakened carrier scattering induced by high-entropy effect. Reproduced with permission from Ref. [749]. Copyright 2019, Springer Nature. e Schematic diagram of band convergence caused by high-entropy effect. f Calculated angular frequency-dependent spectral lattice thermal conductivity (κs) in traditional and high-entropy alloys. Reproduced with permission from Ref. [731]. Copyright 2020, ACS
The sluggish diffusion effect [21] can inhibit phase transition by hindering the cooperative diffusion of principal elements in high-entropy alloys, as shown in Fig. 66b. Specifically, the interactions between different atoms and lattice distortions in high-entropy alloys can induce extensive fluctuation of lattice energy between lattice sites. The lattice sites with low lattice energy can form traps that severely hinder atomic diffusion, inhibiting phase transition in high-entropy alloys. The lattice distortion effect [21] can be expressed as lattice distortions and stress fluctuations induced by atomic size difference, as schematically shown in Fig. 66c. Specifically, the interactions between atoms of different sizes can induce significant fluctuations in bond lengths, which causes the atoms to deviate from the equilibrium positions. The disordered atoms severely distort the lattices and result in enhanced lattice stress.
From the thermoelectric viewpoint [752, 753], high-entropy alloys are expected to achieve a breakthrough in thermoelectric performance due to complex compositional and unique structural characteristics. The single phases in high-entropy alloys are achieved based on the high-entropy effect [754], which can weaken carrier scattering and in turn achieve high carrier mobility (μ), as shown in Fig. 66d. The increased ΔSconf can enhance the symmetry of crystal structure, leading to band convergence at an energy level close to the Fermi level and enhanced S (Fig. 66e). The sluggish diffusion effect can inhibit phase transition [753], extend the temperature range of the high symmetry phase to the low-temperature range, optimize the low-temperature thermoelectric performance, and weaken the deterioration of structural stability caused by phase transition. The lattice distortion effect [754] can induce lattice distortion and strain fields to strengthen phonon scattering and decrease the κl (Fig. 66f).
Considering the great potential of high-entropy alloys in thermoelectrics, a comprehensive review of high-entropy thermoelectric materials is urgently needed. In this section, we summarize the recent advances in high-entropy thermoelectric materials, including entropy-driven structure stabilization, formation of high symmetry of crystal structure, localized atomic structure disorder, high mechanical hardness, and corresponding thermoelectric device design. In the end, we highlight the current challenges and the future directions.
4.2.2 Entropy-driven structure stabilization
The size and mass differences between solute and solvent atoms limit their solubility in traditional alloys [21]. However, for thermoelectric materials, the high solubility of the solute atoms can contribute to the formation of single phases, which can weaken carrier scattering and achieve high S2σ by increasing the μ. Based on the high-entropy effect, the ΔSconf can be increased by increasing the content or species of solute atoms, which can decrease the ΔGmix to negative values and favor the formation of metastable single phases. These metastable single phases usually stabilize at mid- to the high-temperature range. Meanwhile, based on the sluggish diffusion effect, entropy engineering can extend the stabilization temperature range of these phases to the room temperature range. As an entropy-stabilized solid solution, Pb0.99–xSb0.012SnxSe0.05Te0.25S0.25, was reported in high-entropy thermoelectric systems [751]. As shown in Fig. 67a [751], increasing the ΔSconf by Sn alloying in the Pb0.99–xSnxSb0.012Se0.05Te0.25S0.25 reduces the ΔGmix to a negative level, indicating entropy-driven structure stabilization. The insets of Fig. 67a show EDS of Pb0.99Sb0.012Se0.05Te0.25S0.25 and Pb0.89Sb0.012Sn0.1Se0.05Te0.25S0.25, respectively [751]. As can be seen, the multiphase of Pb0.99Sb0.012Se0.05Te0.25S0.25 is translated into a single phase by increasing the ΔSconf. The carrier scattering mechanism is schematically shown in Fig. 67b. As can be seen, the PbS and PbTe phases in Pb0.99Sb0.012Se0.05Te0.25S0.25 strengthen carrier scattering and deteriorate the μ [751]. With increasing the ΔSconf, the formed single-phase solid solutions can weaken carrier scattering, leading to increased μ from 182.3 (multiphase) to 221.1 cm3·V–1·s–1 (single phase) and increased average S2σ 11.9 (multiphase) to 13.4 μW·cm−1·K−2 (single phase). A high average ZT of 1.0 is correspondingly achieved for Pb0.89Sb0.012Sn0.1Se0.05Te0.25S0.25 [751].

Reproduced with permission from Ref. [751]. Copyright 2021, AAAS.
Entropy-driven structure stabilization. a Mixing entropy per mole (ΔSmix), mixing enthalpy per mole (ΔHmix) and mixing Gibbs free energy (ΔGmix) as a function of Sn content. The insets are EDS of Pb0.99Sb0.012Se0.05Te0.25S0.25 and Pb0.89Sb0.012Sn0.1Se0.05Te0.25S0.25. b Schematic diagram of weakened carrier scattering with increasing change of configurational entropy per mole (ΔSconf). c ΔSconf dependent on carrier mobility (μ) in Pb0.99-xSb0.012SnxSe0.05Te0.25S0.25 at 300 and 800 K. d Average power factor (S2σ) and dimensionless figure of merit (ZT) value in Pb0.99–xSb0.012SnxSe0.05Te0.25S0.25.
4.2.3 Entropy-driven symmetry strengthening
In thermoelectric materials, phase transition is a double-edged sword [743, 755, 756]. It can not only adjust the electrical and thermal properties and achieve a high ZT, but also deteriorate the mechanical hardness by internal strain. For example, pristine GeTe undergoes a transition from a high-temperature cubic phase (C-GeTe) into a low-temperature rhombohedral phase (R-GeTe) at 700 K [732, 734]. The transition of crystal structure induces a changed band structure, which affects the electrical and thermal performance. Electrically, the band offset (ΔE) between high-energy (VBL) and low-energy valence band (VBΣ) can be reduced during the transition from R-GeTe into C-GeTe, resulting in band convergence [757]. The band convergence can give rise to the increased density-of-state effective mass (m*) and increased S. Thermally, C-GeTe shows lower κl compared with R-GeTe due to the stronger optical and acoustic phonon interaction and lower phonon group velocity [754]. From the stability viewpoint [758], the phase transition can induce internal strain, resulting in the shortened service life of thermoelectric devices. Thus, eliminating the phase transition and realizing C-GeTe in the whole temperature range are necessary to obtain superior GeTe-based materials and devices.
To achieve stable C-GeTe, a traditional strategy is decreasing the phase transition temperature by doping (such as Sb, Mn) and increasing the symmetry of the crystal structure [750, 759]. Unfortunately, simply doping is challenging to achieve C-GeTe at the entire temperature range, which is unfavorable for applying GeTe-based materials. Entropy engineering can solve this problem perfectly. With increasing the ΔSconf, solute atoms tend to randomly locate at the same species of atomic sites, suggesting increased symmetry of crystal structure and easily achieved room temperature C-GeTe. As shown in Fig. 68a, with increasing the ΔSconf, the lattice parameter increases and c decreases [760], while the interaxial angle α increases to 90°, indicating the transition from R-GeTe with a low symmetry level into C-GeTe with high symmetry level, which is further supported by the differential scanning calorimetry (DSC) analysis (Fig. 68b) [760]. As can be seen, an endothermic peak appears at ~655 K of pristine GeTe, indicating the phase transition. With increasing content of solute atoms, the endothermic peak gradually migrates to the low-temperature range and eventually disappears in Ge0.83Mn0.15Pb0.1Sb0.06Cd0.06Te, suggesting the formation of C-GeTe at room temperature. The high-symmetrical C-GeTe drives high band convergence at room temperature, as shown in Fig. 68c, d [760]. Specifically, compared to pristine GeTe, the ΔE is substantially decreased and four-band convergence is achieved in Ge0.83Mn0.15Pb0.1Sb0.06Cd0.06Te withΔSconf increasing. Such multivalence band convergence can increase the m* and contribute to an enhanced S. Figure 68e shows the Pisarenko relationship between the S and the hole carrier concentration (nh) [760]. As can be seen, the nh is almost independent of the S with increasing the ΔSconf. Meanwhile, the m* increases from 1.4m0 of pristine GeTe to 8.7 m0 of Ge0.83Mn0.15Pb0.1Sb0.06Cd0.06Te with increasing the ΔSconf. Therefore, the substantially increased S is mainly attributed to the increased m* deriving from band convergence. The band convergence results from the increased symmetry of crystal structure induced by the high-entropy effect. Simultaneously, the phase transition is inhibited based on the sluggish diffusion effect, which ensures a high S at room temperature. Similar phenomena can be observed in Cu2(S/Se/Te) materials (Fig. 68d) [760, 761], where the S is improved in multicomponent thermoelectric materials with increased ΔSconf.

Reproduced with permission from Ref. [760]. Copyright 2021, John Wiley and Sons. f S as a function of ΔSconf for high-entropy GeTe and Cu2X (S/Se/Te) alloys. Reproduced with permission from Ref. [761]. Copyright 2021, John Wiley and Sons
Entropy-driven symmetry strengthening. a Lattice parameters a, c and interaxial angle S of (Mn, Pb, Sb, Cd) co-doped GeTe. b Differential scanning calorimetry (DSC) of (Mn, Pb, Sb, Cd) co-doped GeTe. Band structure of c Ge27Te27 and d Ge20Mn3Pb2Sb1Cd1Te27. e Pisarenko relation between Seebeck coefficient (S) and hole carrier concentration (nh) for (Mn, Pb, Sb, Cd) co-doped GeT.
4.2.4 Entropy-driven localized structure disorder
Reducing the κl is a crucial strategy to approach high thermoelectric performance [762]. Based on the ideal gas assumption, the κl can be described as κl=\(\frac{1}{3}~\)τ, where Cv is the constant volume heat capacity, vg is the phonon group velocity and τ is the phonon relaxation time [732]. For materials with the same matrix composition, Cv is nearly constant [732], which is challenging to reduce. In contrast, decreasing vg and τ are efficient strategies to optimize thermal transport.
The vg can be reduced for traditional alloys by enhancing the interaction between acoustic and optical phonon branches through doping [732, 763]. Taking GeTe-based materials as an example, the acoustic phonon (contributed by the light Ge atoms) and optical phonon branches (contributed by the heavy Te atoms) are separated in pristine GeTe [732]. The introduction of heavy solvent atoms (such as Sb) at the Ge site can strengthen acoustic phonon branches and achieve the interaction between acoustic and optical phonon branches, resulting in reduced vg and correspondingly decreased the κl [732]. In addition, reducing the τ can be achieved by introducing different types of defects [732, 764], including point defects, stacking defects, nano-precipitates and grain boundaries, which can decrease the κl and contribute to a high ZT. However, due to the limited types of defects caused by low solubility limit in traditional alloys, the κl is difficult to approach the Loffe-Regel limit [765], indicating that the κl still has the potential to be further reduced. High-entropy alloys with disordered atomic structure can reduce the phonon mean free path by enhancing phonon damping [752], which reduces the κl close to the Loffe-Regel limit [752]. Take high-entropy GeTe alloys as an example [752]. The atomic structural disorder is enhanced by increasing the ΔSconf via Ag/Sb/Pb co-doping, which can intensify lattice strains (Fig. 69a, b). The intensified lattice strains can strengthen phonon scattering and correspondingly decrease the κl. In addition, the atomic structural disorder can induce a low phonon mean free path with decreasing vg [752]. The changes of optical phonons are measured by Raman spectra as shown in Fig. 69c. As can be seen, the two intrinsic Raman peaks in GeTe evolved into three peaks in GeAgSbPbTe due to the atomic structural disorder, suggesting flattened optical phonon branches. The vg of the transverse (vt) and longitudinal (vl) waves is shown in Fig. 69d. The vt significantly reduces compared to vl, indicating that the atomic structural disorder can dampen transverse waves more effectively compared with the longitudinal waves. The decreased ratio between vt and vl leads to the increased Gruneisen parameter (γ), indicating high anharmonicity between different phonon branches, which contributes to a low κl (Fig. 69e). Figure 69f shows ΔSconf-dependent κl at room temperature [752]. With ΔSconf increasing, the κl is significantly reduced due to increased atomic structural disorder.

Reproduced with permission from Ref. [752]. Copyright 2021, AAAS. f ΔSconf-dependent to κl for SnTe, GeTe, Half-Heusler and PbSe alloys [752, 766,767,768,769]
Entropy-driven localized structure disorder. Distribution of a normal and b shear strains in GeTe and high-entropy Ge0.61Ag0.11Sb0.13Pb0.12Bi0.01Te. c Raman spectra and full width at half maximum (FWHM) of GeTe and high-entropy Ge0.61Ag0.11Sb0.13Pb0.12Bi0.01Te. d Transverse (vt) and longitudinal (vl) waves with an increasing number of components (n) at room temperature. e Gruneisen parameter (γ) and lattice thermal conductivity (κl) with an increasing number of components (n) at room temperature.
4.2.5 Entropy-driven high thermoelectric performance and mechanical hardness
High-entropy alloys often possess single-phase components, high symmetry structure and atomic structural disorder due to increased ΔSconf. The single-phase components and high symmetry structures endow high S2σ, while atomic structural disorder ensures low κl. Both high S2σ and low κl contribute to high ZT. The ZT-dependent to ΔSconf for SnTe, GeTe, Half-Heusler and PbSe alloys is shown in Fig. 70a [752, 766,767,768,769]. As can be seen, the ZT increases with increasing the ΔSconf.
In addition, high mechanical hardness is also crucial for the high stability and long service life of thermoelectric devices. The microhardness (Hv) of SnTe, GeTe, Half-Heusler and PbSe alloys is shown in Fig. 70b to evaluate the effect of ΔSconf on mechanical hardness [752, 766,767,768,769]. With ΔSconf increasing, the Hv increases, attributed to the inhibition of dislocation slip by the atomic structural disorder. The atomic structural disorder induces low stacking fault energy, facilitates the formation of incomplete dislocations, prevents the dislocation glide and increases the mechanical hardness (Fig. 70c). Benefiting from high ZT and high mechanical hardness, high-entropy alloys can be designed into thermoelectric devices with high thermoelectric conversion efficiency (η) and high stability. An optical photograph of a thermoelectric device containing multiple pairs of p- and n-type legs is shown in Fig. 70d [767], and the maximum η of this high-entropy GeTe-based alloys can reach ~13% at the temperature difference of ~500 K (Fig. 70e) [752, 766,767,768,769].

Entropy-driven high thermoelectric performance and mechanical hardness. ΔSconf-dependent to a ZT and b microhardness (Hv) for SnTe, GeTe, Half-Heusler and PbSe alloys. c Schematic diagram of dislocation slip inhibited by entropy engineering. d An optical photograph of a thermoelectric device containing multiple pairs of p- and n-type legs. e ΔSconf-dependent to thermoelectric conversion efficiency (η) for high-entropy SnTe, GeTe, Cu2Se and PbSe alloys [752, 766,767,768,769]
4.3 Nanooxide catalysts
4.3.1 Principle of applying high entropy oxides to electrocatalysis
HEO, inherited from high entropy alloys [379, 770] are increasingly prominent in the electrochemical field due to their unique structural characteristics. High entropy oxides also have four main effects due to their high entropy properties: high entropy effect, severe lattice distortion, hysteresis diffusion effect, and cocktail effect [771]. The intrinsic entropy stabilization effect and hysteresis diffusion effect of HEO can maintain the high durability of the catalyst, and lattice distortion leads to the formation of many oxygen vacancies inside the material, enhancing the catalytic activity of HEO.
Precious metals in high entropy oxides still play the main catalytic active center role in catalysis, but abundant M-O bonds and oxygen vacancies are also important. M is mainly a transition metal, such as Ni, Fe, Co, Mn, Cr, Mo [772, 773]. The incompletely filled d-orbitals of transition metals make their electronic structures highly adjustable, which is beneficial for improving catalytic activity [774]. The M-O bond can directly participate in catalytic reactions, generating many oxygen vacancies. Oxygen vacancies are the reaction centers for the adsorption and dissociation of CO, H2O, and CO2 molecules and can also anchor dopant ions by generating additional regulatory sites and strong adsorption [775]. This results in excellent catalytic activity (Fig. 71) [776]. So far, N, P, S, B, Cl, Se and F have been confirmed as effective doping components for oxides, which can modify band structures and increase oxygen vacancies, thereby enhancing electrocatalytic performance [777, 778].

Reproduced with permission from Ref. [776]. Copyright 2023, Elsevier
Schematic illustration of high-entropy oxides for applications in catalysis.
High-entropy alloys typically exhibit a BCC FCC structure similar to the free state of metals, resulting in a random distribution of metal atoms at lattice positions. Unlike this, metal oxides do not exhibit this randomness. On the contrary, metal oxides exhibit different crystal types corresponding to multiple valence states. Therefore, high entropy oxides exhibit a wide range of crystal structures and exhibit more diverse properties [779]. To date, a growing number of high-entropy oxide structures have been designed and synthesized, containing but not limited to rock salt, fluorite, pyrochlore, spinel, hydrotalcite, bixbyite, and perovskite [780].
The unique architecture often determines the excellent catalytic performance of HEO. Due to the increase in configuration entropy, cations with different radii are confined within the same lattice, resulting in significant distortion of the internal lattice of HEO. Significant lattice distortion leads to oxygen defects, increases the number of oxygen vacancies in the active catalytic center, and reduces the energy of the system, promoting the activation and transfer of active species [776, 781]. The coordination environment and wide diversity of oxidation states of various components in HEO give them more space to modify electronic structures for better OER electrocatalytic performance.
Unlike high entropy alloys, high entropy oxides are widely used in various catalytic applications due to the demand for metal oxides and their easily modifiable properties (such as redox ability and stable chemical state). In addition, HEO is more easily combined with active precious metal species for different catalytic applications than high entropy alloys [782].
4.3.1.1 Research progress in application of high entropy oxides in field of electrocatalysis
4.3.1.2 Electrolytic water reaction
Despite the increasing demand for catalysts for water electrolysis, electrocatalysts for water oxidation and reduction have traditionally been based on precious metals [783]. The excellent performance of high entropy oxides has driven the development of electrolytic water catalysts, providing possibilities for reducing precious/non-precious metal catalysts. High entropy oxides exhibit excellent performance in the fields of HER, OER, and ORR. Figure 72 illustrates the LTM electrocatalytic process under alkaline conditions [784].

Reproduced with permission from Ref. [784]. Copyright 2022, RSC
LTM electrocatalytic process under alkaline conditions.
The oxygen vacancies in high entropy oxides determine conductivity, which is a key factor in electrocatalytic performance. New structures are exhibited with the introduction of other elements, providing electrocatalytic sites. Gu et al. [784] constructed transition metal oxides (LTMs), which contain six highly dispersed metals (Li, Fe, Co, Ni, Cu, Zn) and exhibit rock salt-like structures. In addition, with the introduction of Li, more oxygen vacancies are generated, accompanied by a contraction of lattice constants. When the molar ratio of Li is equal to other TM cations (LTM16.7), the conductivity greatly increases by 10 times. In addition, LTM16.7 achieved optimal HER and OER performance. Gu also demonstrated through DFT calculations and element alternation experiments that Fe plays an electrocatalytic role in the HEOs system.
Ding et al. [785] prepared a two-dimensional high entropy FeNiCoMnVOx oxide array and further treated it with Ar plasma to generate oxygen vacancies on the catalyst surface, with a clear crystal structure and morphology similar to Mn3O4 structure, such as many vertically arranged nanosheets. This catalyst exhibits excellent electrocatalytic HER activity with a small overpotential of 81 mV, achieving a current density of 10 mA·cm-2 and a Tafel slope of 88 mV·dec-1. In addition, the synergistic action of 5 metal active sites can regulate the catalyst surface by generating oxygen vacancies in argon plasma, enriching the electron density of metal sites and exhibiting excellent HER performance.
With the excellent performance of high entropy oxides being discovered by researchers, more and more non-noble catalysts are being studied. A series of high entropy catalysts were synthesized using the chemical dealloying method and it was found that the increase in entropy effect and the content of non-precious metals contribute to the formation of low crystallinity complete oxides [772]. They synthesized an optimal eight-component high entropy oxide (Al, Ni, Co, Ru, Mo, Cr, Fe, Ti), further enhancing its catalytic activity for OER compared to precious metal catalysts. At the same time, its catalytic activity and half-wave potential (0.87 V) for ORR were similar to commercial Pt/C. However, compared to the previously prepared AlNiCoRuMo, this high-performance bifunctional catalyst only requires half of the Ru loading. Patel et al. [786] studied the OER activity of (La0.2Pr0.2Nd0.2Sm0.2Eu0.2) NiO3 single crystal thin films grown on NdGaO3 substrate as a function of film thickness. The OER activity increases with the increase of film thickness. X-ray absorption spectroscopy measurements showed that as the film thickness increased, the charge transfer energy decreased, promoting higher charge transfer between Ni and surface adsorbents and increasing OER activity. They demonstrated that HEOs contain multiple elements at the same crystal site, making them a promising platform for electrocatalysis in OER.
4.3.1.3 Alcohol oxidation reaction
Alcohol oxidation catalysts have received great attention in recent years, but their production costs and inherent poisoning problems are still urgent challenges to be solved [787].
Feng et al. [788] prepared a non-noble HEO with mesoporous structure, Co0.2Ni0.2Cu0.2Mg0.2Zn0.2O, through anchoring and merging processes. This catalyst demonstrates exceptional catalytic performance in the oxidation of benzyl alcohol, reaching a remarkable conversion rate of up to 98% within a mere 2-hour timeframe, surpassing all previous records for benzyl alcohol oxidation. By manipulating the crucial factors of the catalytic reaction, it is possible to enhance the production of either benzoic acid or benzaldehyde, depending on the desired outcome. Through analysis, characterization, and calculation, a more thorough understanding of the catalytic mechanism is achieved, indicating that the exceptional catalytic activity is influenced by an abundance of oxygen vacancies and porous layered frameworks. Talluri et al.[789] prepared (CoCrFeMnNi)3O4 high entropy spinel oxide-based electrocatalysts. The prepared material is used as an electrocatalyst for methanol oxidation and oxygen evolution reactions, exhibiting efficient electrocatalytic activity. Gu et al. [790] prepared cerium-based high entropy oxides to catalyze the direct synthesis of dimethyl carbonate from methanol and carbon dioxide.
4.3.1.4 Carbon dioxide reduction reaction
Carbon dioxide (CO2) is a well-known greenhouse gas that plays a crucial role in ongoing global climate change, motivating efforts to capture and repurpose it into valuable products and fuels [791]. High entropy oxides exhibit excellent activity and selectivity for CO2 electroreduction. Liu et al. [792] used six component Ni Mn Cu Co Fe Al layered double hydroxides (LDHs) precursors and constructed Ni Mn Cu Co Fe Al high entropy layered oxides (HELO) with layered nanosheet structure through a simple topological transformation approach at relatively low temperatures (300 ° C). They exhibited excellent activity and selectivity for CO2 photoreduction (compared to RHE), The highest carbon monoxide yield of 909.55 µmol·g−1·h−1 was obtained at −0.8 V, almost twice that of pure electrocatalysis. Zhu et al. [793] synthesized highly dispersed rhodium nanoparticles on high surface area HEO using a one-step combustion method based on glycine nitrate. This catalyst has a high selectivity for producing CO in CO2 hydrogenation reactions, and its activity has increased by 80% compared to rhodium nanoparticles. We also studied the effects of different metal elements in HEO and demonstrated that high CO selectivity can be achieved if a metal in the metal oxide carrier benefits CO production. It was found that copper and zinc are the reasons for the observed high CO selectivity, as their * CO binding strength is lower. During the hydrogenation process, strong metal carrier interactions are generated through charge transfer, and an encapsulation structure is formed between the rhodium nanoparticles and the HEO carrier, thereby reducing the CO binding strength and resulting in higher CO selectivity in the reaction. By combining different metal oxides into HEO as catalyst carriers, increased activity, and selectivity can be achieved simultaneously in CO2 hydrogenation reactions.
4.3.1.5 Nitrogen reduction reaction
Despite extensive research on electrocatalytic nitrogen reduction reaction (eNRR), the yield and selectivity of NH3 have not yet met the practical application standards. Chu et al. [794] reported that the composition is Bax (FeCoNiZrY)0.2O3 − δ (Bx(FCNZY)0.2 (x=0.9,1)) high entropy perovskite oxide as eNRR catalyst. The eNRR activity of high entropy perovskite oxides is enhanced by changing the non-stoichiometric metal elements at the A site, generating additional oxygen vacancies. The NH3 yield and Faraday efficiency of B0.9(FCNZY)0.2 are 1.51 and 1.95 times higher than those of B(FCNZY)0.2, respectively. The d-band center theory is used to predict the catalytic activity center of the B site theoretically. As a result, nickel was determined as the catalytic site. The increase of oxygen vacancies in high entropy perovskite facilitates the adsorption and reduction of nitrogen. This work provides a framework for applying high entropy structures with diverse, active sites for electrocatalytic nitrogen fixation. Sun et al. [795] developed a simple method to synthesize HEO using the morphology of sea urchin-shaped hollow nanospheres assembled from ultra-thin nanosheets. The results indicate that HEOs have excellent electrocatalytic activity for NRR and OER.
4.3.1.6 Other catalytic reactions
High entropy oxides also exhibit excellent electrocatalytic activity in other electrocatalytic reactions. Gu et al. [796] proposed a new method for synthesizing HEO nanosheets with numerous defects and large surface areas using low-temperature plasma synthesis. In addition, they successfully applied this method to the electrooxidation of 5-hydroxymethylfurfural (HMF). The pentagonal (FeCrCoNiCu) 3O4 nanosheets are characterized by their nanosheet structure, abundant oxygen vacancies, and high specific surface area. They exhibit higher HMF oxidation activity, faster kinetics, and lower initial potential. By utilizing this technology, a wide range of possibilities have emerged in manufacturing nanostructured HEO, which exhibit enormous potential in various applications. The use of a plasma strategy to synthesize HEO nanosheets rich in defects at low temperatures resulted in a significant increase in specific surface areas. The unique structure and composition advantages of HEO nanosheets exhibit extraordinary electrocatalytic activity for the oxidation of 5-hydroxymethylfurfural.
Deng et al. [797] proposed a high entropy structure in 2022 and constructed a magnetic responsive MoFeNiCuCoOx-1100 (HEO-1100) catalyst through the ion substitution method. Owing to the high entropy effect, the metal elements in HEO-1100 exhibit electron-deficient states, allowing them to retain their magnetism even after treatment at 1100 ° C. In addition, detailed characterization indicates that the active site of oxidative desulfurization, molybdenum oxide, is uniformly dispersed in HEO-1100, which is beneficial for promoting oxidative desulfurization. The HEO-1100 catalyst has an electron deficient structure and highly dispersed active sites, significantly improving its catalytic performance in oxidative desulfurization reactions. Owing to its magnetism, the HEO-1100 catalyst is especially easy to separate and still exhibits high catalytic activity after 18 cycles. In 2024, Deng et al. [798] prepared structurally stable magnetic high entropy oxide catalyst MHEO under mild conditions by reducing enthalpy value strategy, Realizing deep desulfurization and demonstrating excellent regeneration performance in oxidative desulfurization. The magnetic properties of MHEO promote the effective separation and recovery of catalysts and reaction products. High entropy HEO have shown significant catalytic potential due to their versatile and adjustable chemical composition and excellent thermodynamic stability.
4.4 Energy storage materials
Cathodes and anodes are essential to LIB/NIB’s performance. Ever since 1988, when Prof. Goodenough found LiCoO2 as a promising cathode material [799], researchers have been working on developing battery materials with higher capacity and stability. The first set of materials coming into their view are LiNiO2 [800], LiFePO4 [801], etc., which have one element’s valance changing during the charging and discharging process, the same as LiCoO2. Afterward, some strategies improved those materials’ performance significantly by partly replacing active elements with similar ones, such as LiNixCoyMn1-x-yO2 [802] and LiFexMn1-xPO4 [803]. In those cases, the introduced elements usually occupied more than 10% of the original elements’ positions and were distributed randomly. As a result, the whole material showed a solid-state solution behavior. Inspired by those achievements, people started to think about the possibility of cathodes with much more active elements, similar to the idea of ‘high entropy’. In fact, the HE case is much more complex than traditional ones, as its arrangement of elements showed many possibilities. The large diversity of structure in HE (high entropy) material offered the chance to achieve excellent performance. However, the blueprint took a long time to complete due to the difficulties in material design and synthesis. In 2018, the first HE anode material, (Co0.2Cu0.2Mg0.2Ni0.2Zn0.2)O was successfully synthesized [568], followed by the first HE cathode material Lix(Co0.2Cu0.2Mg0.2Ni0.2Zn0.2)OF in 2019 [804]. The success of DRX quickly extended to other materials, such as transition metal (TM)-layered-type-structured materials [805], sodium superionic conductor/lithium superionic conductors (NASICON/LISICONs) [550], spinel-type-structured materials [806], perovskite-type-structured materials [807], Prussian blue analogs [808]. Many works have been done to reveal the diffusion retard effect or lattice distortion effect brought by HE. Some researchers tried to understand each element’s contribution and make careful design of HE cathode using their knowledge.
4.4.1 Definition of HE in energy materials:
Qualitatively, Liaw et al. [809] first described HE alloys based on the composition features. HE alloys contain at least five primary elements, each with an atomic concentration between 5% and 35%. Unlike alloys, energy materials contain more than metal elements. So, the concept of high entropy extends to approximately five components or more at the same crystal site, with a special atomic concentration requirement. Configurational entropy (Sconfig) was then applied to classify HE energy materials [810] quantitatively. Rock-salt oxides contain cations and anions as the first set of HE energy materials. Therefore, the configurational entropy for these materials is formed as Eq. (2) [811]:
where M and N are the numbers of cationic and anionic elemental species, respectively, xi and xj are the mole fraction of ions at cation and anion sites, respectively, and R is the universal gas constant (R = 8.314 J·K-1·mol-1). The configurational entropy calculation was then extended further to oxides presenting multiple-cationic sites, such as perovskite oxides with formula ABO3 (A and B represent cations in 12 and 6 coordinated sites, respectively; O represents oxygen element.), evaluated as Eq. (3) [812]:
where xa, xb and xj are the mole fraction of elements at the A-site, B-site, and anion site, respectively, and M, L and N are the number of cations at the A-site, B-site, and anion site, respectively. Materials with Sconfig R >1.5R are considered HE, whereas those with 1.5R > Sconfig R >1R and Sconfig R< 1R are considered to be medium- and low-entropy systems, respectively. It is worth noting that it is difficult to accurately calculate the exact value of configuration entropy of some materials such as battery materials, because many battery materials possess some defects, such as oxygen vacancies and defects.
Based on HEAs, Yeh suggested four core aspects of the modified material properties induced by high entropy effects [1]. (1) High entropy effect: high entropy will increase the solid solubility of the elements in the structure and promote the formation of the single-phase solid solution. (2) Lattice disorder effect: the lattice is distorted due to different sizes of accommodated atoms, causing an intense lattice strain field that hinders the slipping of dislocations and ultimately leads to enhanced mechanical properties. The introduced defects will also increase phonon scattering, reducing the material's thermal conductivity. (3) Sluggish diffusion effect: different potential energy and diffusion rates of various elements result in sluggish diffusion, which is conducive to maintaining the nanocrystal during manufacturing. The improved microstructure of HEMs has a great impact on properties and is beneficial to maintaining the structure during the processing, thus providing better machinability. (4) “Cocktail” effect: with the introduction of various species, not only do the HEAs outperform the proto-type material system but also some unexpected properties emerge due to the assignable synergy effect, contributing to the versatile applications. Despite the different valence bonds in HEOs, these core effects indeed have guiding significance for the research of the mechanism in HEOs.
4.4.2 HE cathodes and anodes
HE cathodes and anodes are developed based on normal battery materials, mainly LIBs or NIBs. Those materials show a wide range of structures, all formed by a frame with a special Li/Na ion diffusion path. The path could be a straight line, a platform, or even a 3D one. The structure would be greatly influenced by synthesis conditions. Elements choice generally affects crystal type, but it plays a very important role during the charging/discharging process. To investigate the details of structural evolution, researchers performed many structural characterization methods. For example, X-ray diffraction (XRD) and neutron powder diffraction (NPD) are commonly used to identify the crystal phase composition; scanning electron microscopy (SEM) with EDXS and STEM are applied to show the morphology and elements’ distribution; powerful methods like X-ray/ neutron total scattering and EXAFS can provide information about short-range geometry of the metals; as for elements’ valance, X-ray photoelectron spectroscopy (XPS) and X-ray absorption near edge structure (XANES) can distinguish themselves. Some of the techniques can even be performed during electrochemical activity, named in-situ cases.
4.4.3 HE cathodes
The cathode is the vital part of a battery, as it limits the battery’s capacity. The frame of the cathode should contain enough atoms so that the structure can be stable for Li/Na ions to be inserted at high voltage. Each kind of cathode has its theoretical specific capacity, but most cannot reach or even approach the limit. Researchers believe that the leading cause is the irreversible phase transition and corresponding migration of TMs within the structure during the extremities of Li+/Na+ de/intercalation. Nowadays, the HE strategy are proven effective in different types of cathode materials, including layered TM oxides, disordered rock-salt oxides, and NASICON and Prussian blue analog cathodes. It is worth mentioning that researchers doped many elements in some works to improve their materials. Although the types of elements are rich in their materials, the contents are so small to satisfy the definition of HE materials, so these materials will not be discussed in this article.
4.4.4 Layered oxide materials
Layered-type TM oxides are composed of two kinds of layers. One is sheets of edge-shared TMO6 octahedra, named the TM layer, and the other is the alkali layer, which is made of alkali ions located between neighboring TMO6 sheets. These materials are mainly divided into two groups [813]. The first set is Ox material when alkali ions are in an octahedral coordination environment, in which x stands for the minimum number of layers a cyclic unit contains, and the other set is Px, those in a prismatic coordination environment.
Owing to their high theoretical capacity and low cost, O3-type Na-layered oxides cathodes have raised researchers’ great attention. However, those materials usually suffer from complex phase transitions at high voltage regions, some of which are even irreversible, causing severe capacity decay. The reversible phase transformation between O3 and P3 type structures in the charging/discharging process of the HE O3-type-layered cathode material NaCu0.12Ni0.12Mg0.12Co0.15Fe0.15Mn0.1Ti0.1Sn0.1Sb0.04O2 (HEO-O3) was reported [8]. The in-situ XRD results showed a hysteresis in the phase evolution, resulting in 60% of the total capacity being stored in the O3-type structure. The HE strategy helps this kind of material achieve an excellent capacity retention of 83% after 500 cycles and Coulombic efficiencies as high as 99%. The researcher believed that the multi-elements are distributed randomly in redox centers of the TM layer, mitigating the effect of phase transition.
P2-type-layered structures’ phase transition behaviors are mild and relatively, and the aims of the HE strategy are the same. With the help of the HE strategy, P2 cathodes can change into OP4 phase, a metastable phase, instead of O-types in high voltage regions. Yang et al. [814] prepared a HE P2-type material Na0.6(Ti0.2Mn0.2Co0.2Ni0.2Ru0.2)O2, s delivering high discharge capacities of 164 mA·g–1 at 0.1C and 68 mAh·g–1 at a very high rate of 86C. The high-rate performance is attributed to the reversible phase evolution from P2 to OP4 phase during the electrochemical process. Their computational simulations showed the optimal transition metal composition enabled a percolating network of low barrier pathways for fast, macroscopic Na diffusion.
4.4.5 Cation-disordered rock salt cathodes
Cation-disordered rock salts (DRXs) have been reported as attractive LIB cathode materials, as they often have larger capacities than traditional cathodes. DRXs show the rock salt structure with the Fm-3m space group, where Li and TM cations distribute randomly at the 4a sites in the cationic sublattice. Unlike the layered cathode materials’ two-dimensional (2D) Li transport channels, in DRX compounds, 0-TM channels can function as the primary Li+-ion diffusion pathways. The excess amount of Li further enables long-range Li+-ion diffusion or Li percolation pathways through the 0-TM channels. There are abundant potential active elements for DRXs, opening up a lot of possibilities for the composition. Lun et al. [815] compared a group of DRX cathodes containing two, four or six TM species. They found that short-range order systematically decreased with structure entropy, while energy density and rate capability systematically increased (Fig. 73a). The DRX cathode with six TM species: Li1.3Mn2+0.1Co2+0.1Mn3+0.1Cr3+0.1Ti0.1Nb0.2O1.7F0.3 can achieve 307 mAh·g-1 (955 Wh·kg-1) at a low rate (20 mA·g-1), and retains more than 170 mAh·g-1 when cycling at a high rate of 2,000 mA·g-1.

Reproduced with permission from Ref. [815]. Copyright 2020, Springer Nature
a Compatibility of metals in HE DRX cathodes. Periodic table-type heat map of mixing temperatures of different elements in LE and HE DRXs. The elements shaded gray were not included in calculations. b Epitaxial phase relationships in discharged state of HE rock-salt anode. A schematic overview of structure of Mg0.2Co0.2Ni0.2Cu0.2Zn0.2O.
4.4.6 NASICON
NASICON materials have the three-dimensional (3D) open framework, tunable redox potentials, and high thermodynamic stability, making them suitable for use as cathodes for NIBs. However, they face large volume changes during electrochemical activity, even severe phase transformation at high voltage [816]. Li et al. [817] developed a HE NASICON cathode with five different TM species, Na3.4Fe0.4Mn0.4V0.4Cr0.4Ti0.4(PO4)3, with a remarkable capacity retention of 90.92% after 1000 cycles at 5 C. They revealed a stable trigonal phase with reduced volume change during the multi-sodium storage process and attributed the improvement to diverse TM species induced by HE strategy.
4.4.7 Prussian blue analog cathodes
Prussian blue analogs (PBAs) have unique metal–organic framework structures. They have obvious problems such as low specific capacity and poor reversibility, mainly caused by phase transitions during charge/discharge cycling. Ma et al. [808] introduced five different TM species at the nitrogen site in the Nax(FeMnNiCuCo)[Fe(CN)6] (HE-PBA) material, and this material presents a quasi-zero-strain reaction mechanism, resulting in increased cycling stability and rate capability. Their HE-PBA material obtained a Coulombic efficiency of nearly 100% and is retained after cycling for more than 3000 cycles, after optimizing the electrochemical window.
4.4.8 HE anodes
Like cathodes, anodes have different kinds of stable frames for Li/Na ions’ insertion, while the reaction voltage of anodes is relatively much lower. A series of metal oxide anodes suffered unsatisfactory cyclability due to severe structural destruction during electrochemical activity. HE strategy can help improve this problem for those materials with different structures, such as rock-salt, spinel, and perovskite-type.
4.4.9 Rock-salt structure anodes
Sarkar et al. [811] reported the first HE anode, rock-salt-type-structured Mg0.2Co0.2Ni0.2Cu0.2Zn0.2O with a reversible capacity of 920 mAh·g-1 achieved at 100 mA·g-1 after 300 cycles at an average voltage of ~0.85 V. They contributed their markable cycling and rate performance to stable surface morphology and microstructure of the HEO anodes even after long-term cycling (Fig. 73b). Wang et al. further studied this material and discussed the role each element plays [818]. In their results, Zn and Co are the electrochemically active elements providing the main capacity of the battery from the first lithiation; Mg2+ is electrochemical inert and cannot be reduced by Li; Cu and Ni do not participate in the redox reaction after the 1st discharging process. They believe that the more electronegative elements form an electrochemically inert 3-dimensional metallic nano-network enabling electron transport.
4.4.10 Spinel-structure anodes
The spinel structure provides effective Li+ transport paths [819]. The oxygen vacancies induced by the multiple valence states of cations in spinel HEO promote Li + O conduction. Huang et al. [806] first explored HE spinel oxide (CrMnFeCoNi)3O4’s performance as an anode. They examined its detailed cycling mechanism, using electron energy-loss spectroscopy and observed the reversible valence state variations of the constituent elements. Patra et al. [820] found that another HE spinel oxide anode material, single-phase (CrNiMnFeCu)3O4, showed a great high-rate capacity of 480 mAh·g-1 at 2000 mA·g-1 and almost no capacity decay after 400 cycles.
4.4.11 Perovskite structure anodes
Perovskite oxides with a general formula of ABO3 present stable structure, easy cation substitution at A-site, B-site, or AB-sites, rich oxygen vacancy (OV), and variable oxidation states. Jia et al. [807] prepared a series of HE porous perovskite-type anodes RE(Co0.2Cr0.2Fe0.2Mn0.2Ni0.2)O3 (RE = La, Sm, and Gd). They discovered that the Gd(Co0.2Cr0.2Fe0.2Mn0.2Ni0.2)O3 electrode exhibits superior high-rate lithium-ion storage performance and excellent cycling stability. This material achieved a reversible capacity of 403 mAh·g-1 at a current rate of 0.2 A·g-1 after 500 cycles and a superior high-rate capacity of 394 mAh·g-1 even at 1.0 A·g-1 after 500 cycles
4.5 Negative thermal expansion ceramics
Entropy is a measure of the degree of chaos in a system, and the laws of thermodynamics state that as the degree of disorder in a system increases, it becomes more stable. In the late 1990s, Professor Ye, put forward the concept of multi-principal component high entropy alloy and defined it as the element type ≥ 5, no dominant element, and the content of all elements between 5% and 35%. Suppose there are more elemental components in the subcrystalline lattice of a material and these elements do not have a dominant component. In that case, the entropy of the material will span to high entropy and become more stable, potentially becoming a high-entropy material. The lattice order and free movement of electrons in traditional metals result in the conductivity, thermal conductivity, and low hardness of traditional metals. However, in high-entropy alloys, lattice distortion and electron localization will promote high-entropy effects, resulting in good structural stability and excellent mechanical properties (especially low-temperature toughness), among other novel properties [704]. In 2015, Rost, Maria, and Curtarolo from North Carolina State University collaborated to report on rock salt structure oxide (MgNiCoCuZn) O [18, 717], opening up research on high entropy ceramics. Afterward, it gradually expanded to fluorite structure [821, 822], perovskite structure [823, 824], spinel structure such as (Co0.2Cr0.2Fe0.2Mn0.2Ni0.2) 3O4 [825], pyrochlore structure such as (Sm0.2Eu0.2Tb0.2Dy0.2Lu0.2) 2Zr2O7 [826], a magnetic lead structure such as oxides such as Ba (Fe6Ti1.2Co1.2In1.2Ga1.2Cr1.2) O19, borides, carbides, nitrides, and silicides [798, 827,828,829,830,831].
For negative thermal expansion materials, a study by the Sleight team at Oregon State University in 1996 found that ZrW2O8 exhibited negative thermal expansion behavior throughout the entire temperature range from 0.3 K to near the decomposition temperature of 1050 K [832]. Since then, negative thermal expansion materials have received widespread attention. Many researchers, both domestic and international, have begun to explore more and more new types of negative thermal expansion materials and their negative thermal expansion mechanisms. The currently discovered negative thermal expansion materials include oxide series: A2O (Ag2O), AO2, ABO3, AMO5, AM2O7, AM2O8, A2M3O12, etc. [820, 832,833,834,835,836,837,838]; Fluoride series: AF3, AF2, etc. [839,840,841,842]; Cyanide series: Cd (CN) 2, Zn (CN) 2, Ag3 [Co (CN) 6], etc. [843, 844]; Magnetic compound series: Mn3xN (x-Zn, Ga, Cu), ferromagnetic compounds Gd2Fe17, SrCu3Fe4O12 [845,846,847,848,849]. Some valuable conclusions have been drawn regarding the mechanism of negative thermal expansion, including lattice anharmonic vibration effect, magnetostriction effect, ferroelectric polarization effect, charge transfer effect, and other mechanisms.
As a new material design strategy, integrating the concept of high entropy into the design of negative thermal expansion materials can improve the NTE properties of the materials and bring about some other excellent performance changes, which are highly worthy of research.
Zhang et al. [850] designed and successfully synthesized high-entropy rare-earth-based molybdate HE-RE2Mo3O12 ceramics using a high-temperature solid-phase reaction method, and densification was performed via the SPS method. The crystal structure of the HE-RE2Mo3O12 ceramics is orthorhombic with the space group of Pnca, XRD and TEM analyses reveal that the as-prepared HE-RE2Mo3O12 powders are solid solution phases with a monocrystalline structure and a uniform element dispersion in Fig. 74a. Furthermore, the tunable coefficient of thermal expansion (CTE) is achieved at high temperatures and in broad operating temperature windows. Notably, the (Y0.2Yb0.2Er0.2Tm0.2Sc0.2)2Mo3O12 ceramic presents an excellent high-temperature NTE property, and its linear CTE is −4.96×10−6 K−1 within an ultrawide temperature range from 80 to 800 °C. The resulting (Y0.2Yb0.2Er0.2Tm0.2Lu0.2)2Mo3O12 ceramic shows strong NTE with a CTE of −4.58×10−6 K−1 in the test temperature range from 100 to 800 °C. Moreover, the CTE of − 0.76×10−6 K− 1 for (Y0.2Yb0.2Er0.2Tm0.2Gd0.2)2Mo3O12 is observed in the broad operating-temperature window of 100−800 °C, which is rarely discovered among existing research of RE2Mo3O12 in Fig. 74b. In addition, the high-entropy effect endows the ceramics with a highly disordered lattice, which retards the diffusion of water molecules. The hygroscopic problem of molybdate materials can be alleviated, and the water absorption of (Y0.2Yb0.2Er0.2Tm0.2Gd0.2)2Mo3O12 ceramic (4.44%) is reduced to approximately 61.4% and 24.9% lower than those of Y2Mo3O12 (7.23%) and Yb2Mo3O12 (6.05%), respectively. The high configuration entropy brings many excellent properties to these substances: the as-synthesized specimens possess tunable CTE and reduced hygroscopicity, making them promising candidates for NTE functional materials.

Reproduced with permission from Ref. [850]. Copyright 2023, ACS
a Crystal structures of HE-RE2Mo3O12. b Some NTE materials based on average experimental volumetric CTE reported for selected materials over various temperature ranges. c Relative length changes of ZMAFCMW solutions. d Comparison of predicted PTT and measured temperature corresponding to different values of x.
A high entropy oxide material ((Zr1/2Mg1/2)x(Al1/3Fe1/3Cr1/3)(1-x))2(Mo1/2W1/2)3O12 (ZMAFCMW), with low phase transition temperature and low thermal expansion coefficient was reported by Liu et al. [851]. Transverse vibrations of bridging atoms in framework structure oxides contribute to negative thermal expansion (NTE), increasing the configurational entropy. The configurational entropy of NTE (Al1/3Fe1/3Cr1/3)2Mo3O12 (AFCM) is tuned by introducing ZrMg and W to AlFeCr and Mo sites to lower NTE. The NTE of ((Zr1/2Mg1/2)x(Al1/3Fe1/3Cr1/3)(1-x))2Mo3O12 (ZMAFCM) reduce obviously with increasing the content of ZrMg and also the phase transition temperatures (PTTs) (x = 0–0.5) in Fig. 74c. For ZMAFCMW, the NTE and PTT reduce at a faster rate than that for ZMAFM. Figure 74 configurational entropy increases with the content of “ZrMg” firstly (x = 0−0.4) and then decreases. The possible mechanism of thermal expansion change is related to the enhanced lattice configuration and high entropy. The increasing diversity of vibration modes by enhanced lattice configuration strengthens the phonon scattering and reduces the consistency of the transverse vibrations of bridging oxygen atoms for LTE. The reduced PTT of high configurational entropy A2M3O12 is related to the effect of the high diversity of A and M sites on effective electronegativity. The PTT of high configurational entropy oxides is reduced obviously due to the influence on the effective electronegativity in Fig. 74. The configurational high entropy in oxides can result in the single-phase formation of the orthorhombic crystal structure at RT and LTE.
An et al. successfully synthesized high-entropy (La0.2Nd0.2Sm0.2Eu0.2Gd0.2)2Ce2O7 using a two-step solid-state reaction method [852]. The thermo-physical property of (La0.2Nd0.2Sm0.2Eu0.2Gd0.2)2Ce2O7 applied as TBC is studied in their work. According to the characterizations results, the prepared material presents prominent thermal insulation behavior as the intrinsic thermal conductivity reaches a low value of 0.92 W·m−1·K−1 at 1400 °C. The cocktail effect of high-entropy oxides plays a vitally critical role in reducing thermal conductivity. The high-content oxygen vacancies and randomly distributed multicomponent rare earth ions greatly increase the number of phonons scattering centers thus strengthening phonon scattering. As a result, the thermal conductivity is largely weakened. In addition, (La0.2Nd0.2Sm0.2Eu0.2Gd0.2)2Ce2O7 possesses a high CTE of 12.0 × 10−6 K−1 up to 1400 °C.
According to reports by Yang et al., high-entropy (Sm0.2Eu0.2Gd0.2Dy0.2Er0.2)2Hf2O7 ceramic with super resistance to radiation-induced amorphization was obtained [853]. For the HE-RE2Hf2O7 sample, the lattice expansion and volume expansion are 0.22% and 0.65%, respectively, which are much lower than those of Gd2Hf2O7 (0.62% for lattice expansion and 1.80% for volume expansion). This indicates that the irradiation-induced microstructural damage in HE-RE2Hf2O7 is significantly lower than that in Gd2Hf2O7.
Wang et al. summarize the solubility of the related two atoms in an anti-perovskite structure in the way of a checkerboard diagram that screened 37 kinds of high entropy anti-perovskites (HEAP) [854]. A remarkable NTE behavior (up to ΔT = 235 K, 5 K ≤ T ≤ 240 K) with the average CTE of − 4.7×10-6 K−1 has been observed in typical HEAP Mn3Cu0.2Zn0.2Ga0.2Ge0.2Mn0.2N, whose work temperature range is far wider than that of traditional low-entropy doping system. Compared to the low-entropy doping system, the broadened effect of NTE working temperature range by relaxing the sharp lattice contraction has been significantly enhanced in the HEAP, which is ascribed to the unique sluggish characteristic of phase transition in HEAP due to large lattice distortion. Their demonstration provides a unique paradigm in broadening the NTE temperature range for phase transition-induced NTE materials through entropy engineering.
Designing negative thermal expansion materials based on the high entropy effect has opened ideas for us, but it is still a very novel manufacturing concept. The research on the performance changes caused by it is still not comprehensive enough, and the exploration of its mechanism is still not sufficient, and a lot of research is still needed.
4.6 High-entropy wave absorption materials
Traditional absorbing materials are insufficient to meet the diverse requirements of modern absorbing materials in the field of electromagnetic absorption [855]. The performance of absorbing materials is determined by impedance matching and attenuation characteristics, which play a crucial role in achieving effective absorption of electromagnetic waves. High-entropy ceramics offer a novel approach to achieving impedance matching and optimizing wave absorption performance while also enhancing high-temperature thermal stability and oxidation resistance [587, 717, 856]. This is accomplished by utilizing a wide range of defects, including vacancies, interstitial atoms, and lattice distortion, which serve as centers for polarization, inhibiting dipole realignment and space charge redistribution, leading to electromagnetic wave dissipation.
According to transmission line theory [857], the performance of absorbing materials is primarily evaluated based on the reflection loss (RL) value. When the RL value reaches −10 or −20 dB, the material's absorption of electromagnetic waves can reach 90% and 99%, respectively.
For instance, Qiao et al. [858] synthesized high-entropy MAX phase (Mo0.25Cr0.25Ti0.25V0.25)3AlC2 using a two-step solid-state reaction method. They systematically investigated the wave absorption properties before and after oxidation. The minimum reflection loss (RLmin) was found to be -45.80 dB (1.7 mm), with a maximum effective absorption bandwidth (EAB) of 3.6 GHz at a thickness of 1.5 mm. Similarly, Zhou et al.[859] prepared metal high-entropy (Ti0.2Zr0.2Hf0.2Nb0.2Ta0.2)C ceramics with low density, including elements like Ti and Zr. They achieved a minimum reflection loss of −38.5 dB at 9.5 GHz (1.9 mm), demonstrating superior absorbing performance compared to numerous other materials. Using the carbon thermal reduction method, Wang et al. [860] successfully synthesized (Ti0.2Zr0.2Hf0.2Nb0.2Ta0.2)C. At 15 GHz, the material exhibited an optimal performance with an RLmin of −32.1 dB at a thickness of 1.5 mm and an EAB spanning from 13 to 18 GHz.
Zhao et al. [861] demonstrated the regulation of high-entropy perovskite ceramic grain boundaries, oxygen deficiencies, and ultrahigh-density crystal lattice distortions, as shown in Fig. 75. Through these regulations, they obtained high-entropy (Ca0.2Sr0.2Ba0.2La0.2Pb0.2)TiO3 perovskite materials with an EAB almost double that of BaTiO3. Multiple interfaces and defects in high-entropy perovskite materials contribute to the polarization effect, enhancing their ability to attenuate electromagnetic waves. Simultaneously, the severe lattice distortion results in a superdensity strain, providing various transport channels for electron carriers and leading to dielectric dissipation. The accumulation of positive/negative charges at grain boundaries and strain concentration in high-entropy ceramics further increases dielectric polarization loss, as revealed by electron holography.

Reproduced with permission from Ref. [861]. Copyright 2023, John Wiley and Sons
Analysis of dielectric permittivity of BaTiO3-based perovskites. a HRTEM image and b reconstructed charge density distribution map of BaTiO3, in which the color reflects magnitudes of different charge density. c HRTEM image and d reconstructed charge density distribution map of high-entropy (Ca0.2Sr0.2Ba0.2La0.2Pd0.2)TiO3. e Quantitative charge density distribution line profiles in region of black dashed frames for BaTiO3 and (Ca0.2Sr0.2Ba0.2La0.2Pd0.2)TiO3. f Simulated charge mappings of three BaTiO3-based perovskites, suggesting presence of considerable polarization with increasing entropy. g Detailed O K-edge electron energy-loss near-edge structures of three samples. h Real (ε′) and i imaginary (ε″) permittivity of three BaTiO3-based perovskites. j Microwave absorption efficiency (%) of (Ca0.2Sr0.2Ba0.2La0.2Pd0.2)TiO3 with various thicknesses in frequency range of 1–18 GHz.
High-entropy ceramic components offer controllable magnetic properties, enabling the transition between paramagnetism and ferromagnetism. Chen et al. [862] replaced Al atoms in high-entropy MAX phases with magnetic metal Fe atoms using isomorphic substitution reactions, as shown in Fig. 76. This led to the successful synthesis of new MAX phases with ferromagnetic properties, such as (Ti1/3Nb1/3Ta1/3)2FeC and (Ti0.2V0.2Nb0.2Ta0.2Zr0.2)2FeC, with Curie temperatures (Tc) of 302 K and 235 K, respectively. The (Ti1/3Nb1/3Ta1/3)2FeC exhibited a minimum reflection loss of -44.4 dB (3.0 mm) and an EAB of 2.48 GHz. The introduction of Fe at the A-site provided novel high-entropy MAX phases with a dual electromagnetic wave absorption mechanism involving both dielectric and magnetic loss.

Reproduced with permission from Ref. [862]. Copyright 2023, John Wiley and Sons
a Phase identification and microstructure of (Ti0.2V0.2Nb0.2Ta0.2Zr0.2)2FeC magnetic MAX phases. b Reflection loss curves and their corresponding two-dimensional contour mappings of MAX.
Through high-entropy component design, dielectric loss capacity can be effectively enhanced without compromising magnetic loss ability. For example, Ma et al. [863] designed and prepared three kinds of HE spin ferrite ceramics, (5M0.2)Fe2O4 (M = Mg, Mn, Fe, Co, Ni, Cu, and Zn). These samples exhibited excellent magnetic loss capacity due to their magnetic composition. Dielectric properties were attributed to nanodomains, the resonance, and the high-entropy effects. Similarly, Radoń and their team [864] obtained a novel (Zn, Mg, Ni, Fe, Cd)Fe2O4 high-entropy ferrite through annealing the co-precipitation amorphous precursor. The high-entropy ferrite displayed remarkable microwave absorption performance in the frequency range of 1.9 – 2.1 GHz, with RLmin lower than –25 dB, thickness ranging from 0.8 to 1.0 cm, and shielding efficiency (SE) lower than –50 dB. The conductivity was related to the transfer of carriers between Fe2+ and Fe3+. The lattice distortion effect and the high-entropy effect of the components reduced electron mobility inside the high-entropy ferrite, resulting in changes in its conductivity and polarization process.
Zhang et al. [865] obtained five high-entropy rare earth hexaboride HE REB6 powders through a one-step boron carbide reduction method. The prepared (Ce0.2Y0.2Sm0.2Er0.2Yb0.2)B6 powder exhibited an RLmin of -33.4 dB at 11.5 GHz with a thickness of 2 mm, and the optimized EAB spanned from 13.6 GHz to 17.5 GHz. Based on this research, Zhang and et al. [866] designed and prepared three types of TMB2 by introducing magnetic elements and used a one-step boron/carbothermal reduction method to effectively control the conductivity of high-entropy ceramics, improve magnetic loss, and achieve impedance matching of highly conductive compounds. In (Cr0.2Zr0.2Hf0.2Nb0.2Ta0.2)B2 containing Cr, the RLmin reached −56.2 dB (8.48 GHz and 2.63 mm), with an EAB of 11.0 GHz (2.2 mm).
High-entropy ceramics with designed components enable the regulation of electromagnetic waves by biphasic high-entropy ceramics. Zhang et al. [867] combined hexaboride (HE REB6) with high-entropy rare earth tetraboride (HE REB4), which possessed excellent electrical conductivity and magnetism, to synthesize five species of high-entropy hexaboride/tetraboride (HE REB6/HE REB4) composites. Among them, (Y0.2Nd0.2Sm0.2Eu0.2Er0.2)B6/(Y0.2Nd0.2Sm0.2Eu0.2Er0.2)B4 and (Y0.2Nd0.2Sm0.2Er0.2Yb0.2)B6/(Y0.2Nd0.2Sm0.2Er0.2Yb0.2)B4 exhibited outstanding wave absorption properties, with RLmin and EAB values of −53.3 dB (1.7 mm), 4.2 GHz (1.5 mm) and −43.5 dB (1.3 mm), 4.2 GHz, respectively. Zhao et al. [868] produced two different biphasic high-entropy oxides, precisely adjusting the crystal phase and structural defects using the high-entropy effect, as shown in Fig. 77. This resulted in significant stress concentration and lattice distortion around the interface of the spinel (111)/perovskite (110) plane, leading to the generation of numerous point defects and accumulated faults. These various defects are conducive to electromagnetic wave dissipation. The design of multiple non-uniform interfaces and multiple defects effectively controls the electromagnetic parameters, enabling the prepared biphasic high-entropy oxides to exhibit excellent broadband microwave absorption in the X-band. Yan et al.[869] also observed that many oxygen vacancies can accelerate the migration of electrons or ions and improve dielectric loss capacity. Biphase HEO ceramics, such as (FeCoNiZn)xV2Oy, showed excellent microwave absorption capacity. With an RLmin of -36.5 dB at 10.72 GHz and a thickness of 2.2 mm, they offered an effective bandwidth of 2.77 GHz. In their study, Dai et al. [870] created a high-entropy conductive heterogeneous in situ ceramic material in (Fe0.2xCo0.2Ni0.2Cr0.2Mn0.2)3O4 (x = 1−5), as shown in Fig. 78. This material increased Ohmic and dielectric losses while maintaining good impedance-matching conditions. At a thickness of less than 2 mm, the material achieved more than 90% effective absorption across the entire 8−12 GHz or 12−18 GHz band, with a maximum EAB of 6.1 GHz.

Reproduced with permission from Ref. [868]. Copyright 2023, John Wiley and Sons
Structural characterization and EM wave absorption properties of spinel/perovskite hybrid HE oxide. a Power XRD pattern for HE (Fe, Co, Ni, Cu, Mg)CrOX prepared at 1300 °C (HE-Cr-1300) after Rietveld refinement. b Percentage of perovskite contents and defects in spinel/perovskite hybrid HE oxides. c BEM, d STEM and corresponding elemental mapping images of HE-Cr-1300. e, f HRTEM images indicating co-existence of spinel and perovskite phases. g–i Enlarged HRTEM images of f (Region g, h and i). j Atomic lattice image along (111) lattice planes of red-cubic region in i. k Corresponding strain fields (εyy) obtained by GPA method based on TEM image. The range of color scale mapping is −0.5 (black) to +0.5 (white). l, m RL values of HE-Cr-1300 at X-band with various thicknesses. n Comparison of EM wave absorption properties of spinel/perovskite HE oxides and, recent perovskite [21] and spinel-based [22] materials in terms of RLmin EAB, and thickness.

Reproduced with permission from Ref. [870]. Copyright 2022, John Wiley and Sons
Frequency dependence of a complex relative permittivity and b relative permeability of F-x (x = 1–5). c Impedance matching feature of F-1, F-2, and F-5 showed by Smith chart in case of their corresponding broadband absorbing performance . d–f Cole-Cole curves of F-1, F-2, and F-5, respectively.
Gong et al. utilized high-energy ball milling in conjunction with boron carbothermal reduction technology to prepare a (V, Ti, Ta, Nb)B2/SiC composite powder. Their results indicated that the composite powder achieved an RLmin of −44.9 dB at a thickness of 4.4 mm, thanks to the interface polarization effect and dipole polarization effect [871]. Additionally, a composite of (MnNiCuZn)0.7Co0.3Fe2O4 powders with graphene exhibited an RLmin of −16 dB in the Ku-band. The electromagnetic loss in this case primarily results from interface relaxation and ferromagnetic resonance.
In 2020, Chen et al. [872] introduced a novel high-entropy material, a high-entropy rare earth silicide/rare earth oxide (RE3Si2C2/RE2O3) powder, which demonstrated a strong electromagnetic absorption capacity and a wide efficient absorption bandwidth. The high-entropy materials HE(Tm0.2Y0.2Pr0.2Gd0.2Dy0.2)3Si2C2/HE(Tm0.2Y0.2Pr0.2Gd0.2Dy0.2)2O3 and HERSC-3(HE(Tm0.2Y0.2Pr0.2Gd0.2Tb0.2)3Si2C2/HE(Tm0.2Y0.2Pr0.2Gd0.2Tb0.2)2O3) exhibited optimal absorption RLmin and EAB values of –40.7 dB (2.9 mm), 3.4 GHz, and –50.9 dB (2.0 mm), 4.5 GHz, respectively, indicating strong microwave absorption capacity and a broad absorption bandwidth. Moreover, high-entropy rare earth silicide/rare earth oxide materials are characterized by good stability, low density, and strong electromagnetic absorption, making them a promising choice for new electromagnetic absorption materials.
Traditional magnetic metal materials suffer from poor oxidation resistance to semiconductors and typically have absorption frequencies concentrated in the high-frequency range, resulting in a relatively simple frequency band. Materials like carbon and iron absorbers exhibit narrow absorption bands and weaker absorption capabilities. The high-entropy design approach effectively coordinates conductivity and enhances magnetic loss capabilities, opening new possibilities for impedance matching in absorbing materials. The emergence of high-entropy ceramics presents a novel strategy for developing absorbing materials.
Through high-entropy component design, high-entropy ceramics can simultaneously optimize two loss mechanisms to create high-performance absorbing materials with strong absorption capabilities and a wide absorption bandwidth. The preparation methods for high-entropy ceramic absorbing materials are straightforward and efficient. Micron-level single-phase high-entropy ceramic powders achieve confirmed absorption and broadband absorption performance. These materials exhibit improved high-temperature thermal stability, oxidation resistance, and wave-absorbing performance compared to single-phase materials, making them highly promising for high-temperature wave-absorption applications.
5 Outlook and challenge
High-entropy alloys and high-entropy materials represent a paradigm shift in materials science, introducing a novel approach to materials design that defies conventional principles. The term "high-entropy" itself hints at the departure from traditional design concepts. This departure stems from the vision of creating materials with unprecedented combinations of mechanical, thermal, electrical, and magnetic properties. The intricate landscape of HEAs and HE materials requires a multidimensional exploration, considering their diverse properties. This extends from fundamental structural characteristics to complex electrical and magnetic attributes. The challenges and outlook of these areas are briefly summarized below.
5.1 High-entropy alloys as cutting-edge structural materials
-
(1)
Nanostructured high-entropy alloys. The emergence of nanocrystalline-HEAs has opened new opportunities for addressing the challenges of thermal stability and plasticity in nanocrystalline metals. These alloys possess high strength and ductility, which heavily rely on their chemical composition and microstructure. It is essential to optimize both the composition and microstructure to achieve desired properties. The design of nanocrystalline-HEAs offers vast possibilities for exploration. By employing computational simulation methods such as first principles and molecular dynamics, along with efficient preparation and characterization techniques, the research efficiency can be significantly enhanced.
-
(2)
Grain boundary engineered high-entropy alloys. Despite numerous studies confirming the exceptional strength-ductility synergy achieved by grain boundary-optimized HEAs, the functional properties related to grain boundaries have not received adequate attention. These properties include intergranular corrosion, soft magnetic properties, and electrocatalytic properties. Conducting systematic studies in these areas holds significant scientific and practical value.
-
(3)
Eutectic high-entropy alloys. The application prospects of eutectic high-entropy alloys (EHEAs) still face significant challenges. The inherent brittleness at room temperature limits their use in advanced engineering materials, although a few EHEAs show a promising combination of strength and ductility. Furthermore, the higher manufacturing costs and expensive raw materials compared to traditional eutectic alloys restrict their application primarily to structural materials. Moreover, while mechanical properties receive significant attention, investigations into the functional properties of EHEAs, such as magnetic, antibacterial, radiation resistance, catalytic, and thermoelectric properties, are relatively scarce. Future application prospects for EHEA materials are expected to focus on large and complex functional components under demanding mechanical loading conditions. Overcoming these challenges and expanding research into functional properties will be crucial to unlock the full potential of EHEAs.
-
(4)
Cryogenic high-entropy alloys. Although significant progress has been made in cryogenic HEAs, there is still much to explore. Current studies have focused on single-phase FCC HEAs with homogeneous structures, which often exhibit low yield strength. Future research should concentrate on heterogeneous structures and leverage advanced preparation methods like additive manufacturing to tune the microstructure. Advanced characterization techniques such as in situ neutron diffraction, synchrotron diffraction, and TEM can investigate deformation behavior at cryogenic temperatures, providing a comprehensive understanding of specific deformation mechanisms. Additionally, improving the cryogenic properties of BCC HEAs through alloy design is crucial for extending their range of service temperatures.
-
(5)
High-entropy alloy thin films. High-entropy alloy thin films (HEATFs) have emerged as noteworthy materials, characterized by outstanding properties encompassing elevated nano-hardness, wear and corrosion resistance, and diverse applicability. Magnetron sputtering and laser cladding stand out as the most mature techniques for HEATF preparation, offering adjustable compositions and controlled phase structures. The mechanical superiority of HEATFs, attributed to small grain size and the incorporation of robust nitrides, surpasses that of bulk alloys. Investigation into high-temperature oxidation resistance, particularly beyond 900 °C, is an ongoing focus. Co-sputtering, akin to a "genetic library" for material properties, enables swift composition screening, showcasing potential avenues for the continued advancement of HEATF research, albeit with an identified need for refined rapid characterization methodologies.
-
(6)
Micro-nano-lattice high-entropy alloys. The development of micro-nano-lattice HEAs is still in its early stages. The understanding of the effects of multi-element HEAs and topology structures on lattice properties should be clarified to guide material composition and lattice structure design. Additionally, investigating the thermal, electrical, and magnetic properties of micro-nano-lattice HEAs can expand their scope of application. The coupling between structures and materials in the design of micro-nano-lattice HEAs to achieve maximum performance remains unclear. Future work should focus on developing innovative fabrication techniques to overcome material and size limitations for mass production. Exploring the functional properties related to hydrogen embrittlement resistance, magnetic features, thermoelectric capabilities, and superconductivity in micro-nano-lattice HEAs will be crucial. Advancing the large-scale applications of micro-nano-lattice HEAs requires systematic research on the relationship between fabrication methods, materials, structure, and properties. By addressing these challenges and conducting comprehensive studies, the potential of micro-nano-lattice HEAs can be fully realized, leading to advancements in various industries.
-
(7)
Additive manufacturing of high-entropy alloys. The rapid development of additive manufactured HEAs presents new opportunities, but still meets challenges such as cost reduction, minimizing internal stress, adapting processes for different shapes and sizes, and dealing with anisotropy. Further exploration in several key areas is required. Firstly, system innovation and post-treatment optimization are crucial to produce defect-free components with superior mechanical properties. Secondly, tailoring multi-scale heterogeneous structures in AM HEAs through alloy composition and processing parameters is a promising avenue for modulating mechanical properties. Thirdly, understanding the influence of interstitial atoms like carbon, nitrogen, phosphorus, and oxygen on phase composition, microstructure, and mechanical properties of AM HEAs is important. Finally, addressing challenges related to fracture toughness, fatigue behavior, cost efficiency, control of internal stress, process window variability, and structural/mechanical anisotropy are essential for advancing additive manufactured HEAs.
-
(8)
High-entropy metallic glass. The development of high-entropy metallic glasses faces challenges due to limited available systems and the similarity in atomic structure to traditional amorphous alloys, resulting in limited plasticity and restricted applications. Understanding the structural and property correlations of these complex materials poses significant challenges. However, there are prospects for the field, including the development of more high-entropy metallic glasses/crystalline composites with unique properties such as mechanical, magnetocaloric, soft magnetic, and catalytic characteristics [873]. Further experiments are also needed to study the physical processes caused by short- to medium-range ordering in high-entropy metallic glasses, such as liquid-liquid phase transitions and liquid-phase separation [874].
-
(9)
Nano-precipitate strengthened high-entropy alloys. Further exploration of nano-precipitation strengthened HEAs is needed in the following directions. Understanding the formation mechanisms and impact of multicomponent precipitates on the bulk mechanical properties is crucial. The complex characteristics of these nano-precipitates, including elemental distribution and phase transformations during growth and coarsening, require a comprehensive understanding to establish a quantitative correlation with mechanical performance. Additionally, the strengthening effect depends on micro-mechanical properties and energetics such as elastic properties and stacking faults energy. Research on thermal stability and mechanical properties at high temperatures, especially creep resistance for dimensional stability, is limited due to coarsening and structural transformations. To enable advanced industrial applications, enhancing performance across a wide temperature range is necessary. Moreover, the high cost of alloying elements like Ni and Co hinders cost advantages over traditional alloys, emphasizing the need to develop low-cost HEAs without compromising mechanical performance. Addressing these aspects will unlock the full potential of nano-precipitation strengthened HEAs for industrial applications.
-
(10)
Composition-modulated high-entropy alloys. The introduction of chemical elements exhibiting complex solid-solution reactions or non-uniform distribution has expanded the exploration space for composition and performance control in HEAs. This flexibility allows for the creation of multi-scale inhomogeneous structures with composition fluctuations, clusters, and nano-precipitates [875]. However, there is still a need for a scientific model quantifying the relationship between these multi-scale inhomogeneities and the properties of HEAs. Establishing such a model would enable precise regulation during materials design and processing, empowering targeted property design and advancing materials science. To achieve this, further research is required to understand the intricate three-dimensional atomic structure, formation kinetics, and their influence on dislocation movement. By uncovering these mechanisms, it can develop a quantitative strengthening model that incorporates crystal structures and trace elements, enabling effective modification of mechanical properties through compositional heterogeneity adjustments.
-
(11)
High-entropy alloys fibers. As a new branch of HEA, fibers still need to be studied in the future. From a performance perspective, its mechanical properties still require a lot of research, and its corrosion performance, magnetic properties, catalytic performance, shielding, and absorption performance still need to be developed. In terms of application, its potential application range is broad, such as high-performance building materials, flexible wearable devices, and building structure inspection. Therefore, developing HEA fibers should be one of the future development directions.
-
(12)
Refractory high-entropy alloys. Several challenges need to be addressed in the development of refractory HEAs. Currently, alloy designs predominantly rely on empirical formula calculations, thus the wider acceptance and utilization of thermodynamic calculations and machine learning approaches are necessary. Additionally, exploration of advanced preparation methods is needed to understand their effects on microstructure and mechanical performance. While the focus has mainly been on mechanical properties, the functional properties of RHEAs require further investigation. Overcoming the intrinsic brittleness observed in tensile testing at room temperature and enhancing ductility are important research areas. Moreover, understanding the strengthening mechanisms through processing techniques such as rolling, heat treatment, and high-pressure torsion is essential. By combining the vast compositional possibilities of RHEAs with advanced processing technologies, superior high-temperature softening resistance can be achieved, offering significant potential for advanced high-temperature industrial applications.
-
(13)
Machine learning to predict high-performance high-entropy alloys. Despite the unique advantages of ML in simulating HEAs, several challenges hinder its widespread application. The primary challenge is the low and unstable accuracy, attributed to insufficient training leading to underfitting or overfitting, as well as variations in tasks, datasets, algorithms, and performance indicators. The limited size and quality of datasets, including both real and fake data, further impede accurate predictions. Moreover, the current ML algorithms employed for HEA prediction are predominantly shallow and supervised learning-based, neglecting the potential benefits of unsupervised and semi-supervised learning which are better suited for the complex composition and structure of HEAs. Additionally, the poor interpretability of ML algorithms poses limitations, as the underlying mechanisms remain obscure despite accurate predictions. Future directions for ML in HEA simulation include data preprocessing to filter out fake datasets, exploring few-shot learning for small datasets, incorporating unsupervised and semi-supervised learning techniques, and employing causal learning to better understand hidden causal relationships in simulation results.
5.2 High-entropy alloys as cutting-edge functional materials
-
(a)
high-entropy alloys electrocatalysis. In the realm of electrocatalysis, HEAs have shown remarkable potential in various reactions crucial for sustainable energy applications. For HER, a carbon thermal shock method was utilized to create a non-precious metal HEA core (FeCoNiCu) loaded onto carbonized wood substrates, resulting in HEA@Pt with significantly enhanced catalytic activity compared to homogeneous HEA-Pt and Pt nanoparticles. In OER, nanoporous AlNiCoFeX (X: Mo, Nb, Cr) HEAs demonstrated superior catalytic activity and durability under alkaline conditions, outperforming precious metal catalysts like RuO2. High-entropy alloys have also excelled in ORR, MOR, FAOR, EOR and other reactions relevant to energy conversion. Furthermore, they exhibit promise in applications beyond catalysis, such as rechargeable batteries and supercapacitors. The HEO and HEB materials, synthesized using rapid methods like HTS, showcase enhanced activity and stability in electrochemical applications, illustrating the versatility and potential of high-entropy alloys across a broad compositional space.
-
(b)
Magnetocaloric high-entropy alloys. Magnetocaloric HEAs have emerged as promising candidates for magnetic refrigeration and thermomagnetic energy conversion, offering advantages such as high energy efficiency and the elimination of greenhouse gas refrigerants. The magnetocaloric effect (MCE), represented by adiabatic temperature change or isothermal entropy change in response to varying magnetic fields, underscores their potential. Despite extensive efforts, commercialization faces challenges, including cyclic performance, tunable temperature range, and mechanical stability. The utilization of multiple principal elements with high configurational entropy in HEAs provides a vast compositional space for optimization. The evolution from equiatomic compositions to non-equiatomic ones, observed in second-generation HEAs, significantly expands the compositional landscape, resulting in improved magnetocaloric attributes. Furthermore, a property-directed strategy in third-generation HEAs, involving the transformation of conventional materials with significant MCE into the HEA category, demonstrates enhanced temperature spans. Strategies such as replacing principal elements and introducing high configurational entropy offer avenues for advancing magnetocaloric HEAs for diverse applications.
-
(c)
Corrosion resistant high-entropy alloys. HEAs exhibit distinct advantages in corrosion resistance compared to traditional alloys. Their high entropy effect promotes the formation of disordered solid solutions, reducing localized corrosion tendencies. HEAs, often rich in corrosion-resistant elements like Cr, Mo, Ni, and Ti, facilitate the development of stable passive oxide films on their surfaces. The synergy among multiple elements enhances the formation of complex oxide films, surpassing the corrosion resistance of conventional alloys. Customizable compositions in HEAs enable tailoring corrosion resistance for specific applications. Numerous studies on alloy composition highlight the positive impact of elements like Cr, Mo, Co, and Ti, while revealing complexities, such as the role of Al, requiring further investigation. Additionally, microstructure influences corrosion resistance, with fine-grained structures generally exhibiting enhanced resistance, though the impact varies. Understanding these factors is crucial for designing HEAs with superior corrosion resistance across diverse environments.
-
(d)
High-entropy alloys for hydrogen storage. Metal hydride conversion systems offer an alternative method for hydrogen storage that is both economical and safe in space. High-entropy alloys, especially those exhibiting a body-centered cubic structure, such as TiVZrNbHf, have significant hydrogen absorption capabilities. The incorporation of lightweight elements and complex mechanical alloying techniques are required to improve the hydrogen absorption properties. Despite the strides made in this area, achieving higher hydrogen storage capacity under ambient conditions remains an ongoing challenge. Future research trajectories are likely to explore various synthetic approaches, utilize the broad compositional spectrum of HEA and scrutinize amorphous or nanocrystalline HEA materials to provide effective and economically viable solutions for hydrogen storage.
-
(e)
Biomedical high-entropy alloys. The escalating demand for medical implants has fueled the exploration of metal materials, revealing significant potential in biomedical applications. Current clinical materials encompass Ti, Zr, Nb, Ta, stainless steel, Co-based alloys, Ti alloys, Ni-Ti shape memory alloys, and magnetic alloys. While Co-Cr alloys offer excellent corrosion resistance and fatigue strength, their high elastic modulus and biotoxicity pose challenges. Medical stainless steels, though cost-effective, grapple with poor corrosion resistance and biocompatibility. Ti-based alloys like Ti-6Al-4V, widely used for their mechanical properties and biocompatibility, face issues of element dissolution and cytotoxicity. Pure Ta emerges as a "biophilic" metal with superior biocompatibility and corrosion resistance, albeit at a higher cost. HEA, particularly the equimolar TiZrNbTa alloy, represent a breakthrough, demonstrating outstanding biocompatibility and tunable mechanical properties suitable for implants. Additive manufacturing provides a promising avenue for HEA fabrication, offering uniform composition and customizable bone-like structures. Furthermore, hydrogen embrittlement presents a cost-effective pulverization method for refractory HEAs, expanding their application in powder metallurgy and additive manufacturing for biomedical implants with tailored properties [876].
5.3 Functional high-entropy materials
-
(a)
Ferroelectrics/piezoelectrics. HEAs have emerged as a transformative strategy for advancing the functionalities of ferroelectric materials, particularly in the realm of piezoelectric sensing, dielectric energy storage, and related applications. By deliberately introducing increased polarization configurational disorder, high-entropy ferroelectric materials demonstrate enhanced flexibility, broadened statistical distribution of polarization vectors, and improved performance compared to traditional engineering strategies. High-entropy piezoceramics (HEPs) showcase ultrahigh piezoelectric coefficients, exceeding 1,200 pC·N‒1, due to quasi-isotropic local polarization configurations. These materials offer promising avenues for high-performance piezoceramics in various applications. Additionally, high-entropy electrostrictive actuators and energy storage capacitors leverage increased entropy to reduce strain hysteresis and enhance overall performance. The strategy extends to thin films and electrocaloric polymers, where high-entropy approaches significantly improve energy storage capabilities and electrocaloric properties, respectively. Overall, the incorporation of high-entropy principles demonstrates a versatile and promising avenue for optimizing ferroelectric materials across diverse technological domains.
-
(b)
Thermoelectrics. Traditional strategies for optimizing the properties of thermoelectric materials involve band engineering, aliovalent doping, and defect management; however, these methods face limitations due to the coupled relationship between carrier and phonon transport. A paradigm shift is witnessed in the exploration of high-entropy alloys, characterized by intricate compositions and elevated configurational entropy. High-entropy alloys, typified by single-phase structures and high symmetry induced by the high-entropy effect, exhibit substantial promise for superior thermoelectric performance. These materials leverage entropy-driven strategies to concurrently mitigate carrier scattering, optimize crystal symmetry, and induce localized atomic disorder, ultimately resulting in an unprecedented enhancement of thermoelectric efficiency. Notably, these alloys, exemplified by GeTe-based systems, exhibit a confluence of elevated ZT and heightened mechanical hardness, underscoring their potential in realizing efficient and robust thermoelectric devices.
-
(c)
Nanooxide catalysts. HEOs derived from the concept of high-entropy alloys, have gained prominence in electrocatalysis due to their distinctive structural characteristics. These oxides exhibit a wide range of crystal structures, including rock salt, fluorite, pyrochlore, spinel, hydrotalcite, bixbyite, and perovskite, owing to their high configurational entropy. The resulting diverse lattice configurations, arising from the confinement of cations with different radii within the same lattice, induce significant lattice distortion and oxygen vacancy formation. This unique architecture enhances electrocatalytic performance by promoting the activation and transfer of active species. Transition metals, such as Ni, Fe, Co, Mn, Cr and Mo, play a crucial role in HEOs, with their incompletely filled d-orbitals facilitating electronic structure adjustability and contributing to catalytic activity [877]. HEOs have exhibited notable success in various electrocatalytic applications, including electrolytic water reactions, alcohol oxidation, carbon dioxide reduction, and nitrogen reduction. The versatility and modifiability of HEOs position them as promising candidates for sustainable electrocatalysis across a spectrum of reactions, offering a viable alternative to traditional precious metal-based catalysts. Researchers have demonstrated enhanced catalytic activity, selectivity, and durability in different reactions, showcasing the potential of HEOs in advancing electrochemical technologies.
-
(d)
Energy storage materials. In the pursuit of enhanced performance for lithium-ion (LIB) and sodium-ion batteries (NIB), cathodes and anodes are critical components. Since the discovery of LiCoO2 in 1988, researchers have continuously sought materials with improved capacity and stability. Progress has been made with compounds like LiNiO2 and LiFePO4, employing strategies such as partial element replacement in LiNixCoyMn1-x-yO2 and LiFexMn1-xPO4. The introduction of the "high entropy" concept in 2018 for anodes and 2019 for cathodes marked a significant shift. HE materials, exemplified by (Co0.2Cu0.2Mg0.2Ni0.2Zn0.2)O and Lix(Co0.2Cu0.2Mg0.2Ni0.2Zn0.2)OF, contain at least five elements with concentrations between 5% and 35%. Quantitative assessment through configurational entropy further refines this classification. The high entropy effect, lattice disorder, sluggish diffusion, and the synergistic "cocktail" effect contribute to advancements in cathodes, including layered oxides, cation-disordered rock salts, NASICONs, and Prussian blue analogs. Robust structural analyses utilizing methods like X-ray diffraction and electron microscopy unravel the intricacies of HE materials, offering a promising avenue for the development of efficient energy storage systems.
-
(e)
Negative thermal expansion ceramics. In the domain of negative thermal expansion (NTE) ceramics, include high-entropy rare-earth-based molybdates and oxides with tunable CTE and reduced hygroscopicity. The integration of the high entropy effect in these materials enhances configurational entropy, resulting in improved mechanical properties and mitigated water absorption. Furthermore, the application of high entropy principles extends to anti-perovskite structures, yielding materials with broadened NTE temperature ranges. The exploration of HEA in NTE materials is still in its infancy, requiring further comprehensive research to understand the underlying mechanisms and fully unlock the potential of this novel manufacturing concept.
-
(f)
High-entropy wave absorption materials. High-entropy ceramics have emerged as groundbreaking materials for advanced electromagnetic wave absorption applications, addressing limitations in traditional absorbing materials. Their design principles focus on creating impedance matching and optimizing wave absorption performance while enhancing high-temperature stability and oxidation resistance. By introducing a variety of defects such as vacancies, interstitial atoms, and lattice distortions, these ceramics exhibit unique polarization centers, inhibiting dipole realignment and enabling efficient electromagnetic wave dissipation. Researchers have explored the potential of high-entropy ceramics in achieving remarkable absorption properties, as evidenced by studies on (Mo0.25Cr0.25Ti0.25V0.25)3AlC2, (Ti0.2Zr0.2Hf0.2Nb0.2Ta0.2)C, and high-entropy rare earth hexaborides. These materials demonstrate minimum reflection losses (RLmin) reaching up to −56.2 dB and EAB spanning multiple gigahertz. Additionally, the integration of high-entropy components allows for controlled magnetic properties, enabling the synthesis of high-entropy MAX phases with ferromagnetic characteristics. The combination of dielectric and magnetic loss mechanisms in these materials further enhances their electromagnetic wave absorption capacity. Overall, high-entropy ceramics represent a promising avenue for designing advanced wave absorption materials with improved performance, including strong absorption capabilities and broad absorption bandwidths, addressing the diverse requirements of modern electromagnetic absorption applications.
In conclusion, addressing the challenges and exploring the opportunities in the field of high-entropy alloys and high-entropy materials requires a multidisciplinary approach, including advancements in fabrication techniques, exploration of functional properties, exploitation of advanced characterization tools, and the integration of machine learning. With continued research and collaboration, HEAs and HE materials have the potential to revolutionize various industries by providing high-performance materials with tailored properties, leading to advancements in technology, engineering, and sustainable development.
References
Yeh JW. Recent progress in high entropy alloys. Ann Chim Sci Mat. 2006;31(6):633.
Yeh JW, Chen SK, Lin SJ, Gan JY, Chin TS, Shun TT, Tsau CH, Chang SY. Nanostructured high-entropy alloys with multiple principal elements: novel alloy design concepts and outcomes. Adv Eng Mater. 2004;6(5):299. https://doi.org/10.1002/adem.200300567.
Zhou Y, Zhang Y, Wang F, Chen GL. Phase transformation induced by lattice distortion in multiprincipal component CoCrFeNiCuxAl1−x solid-solution alloys. Appl Phys Lett. 2008;92: 241917. https://doi.org/10.1063/1.2938690.
Tsai KY, Tsai MH, Yeh JW. Sluggish diffusion in Co-Cr-Fe-Mn-Ni high-entropy alloys. Acta Mater. 2013;61:4887. https://doi.org/10.1016/j.actamat.2013.04.058.
Senkov ON, Senkova SV, Dimiduk DM, Woodward C, Miracle DB. Oxidation behavior of a refractory NbCrMo0.5Ta0.5TiZr alloy. J Mater Sci. 2012;47:6522. https://doi.org/10.1007/s10853-012-6582-0.
Yeh JW. Alloy design strategies future trends in high-entropy alloys. Jom. 2013;65(12):1759. https://doi.org/10.1007/s11837-013-0761-6.
Zhang F, Tong Y, Jin K, Bei H, Weber WJ, Huq A, Lanzirotti A, Newville M, Pagan DC, Ko JY, Zhang Y. Chemical complexity induced local structural distortion in NiCoFeMnCr high-entropy alloy. Mater Res Lett. 2018;6:450. https://doi.org/10.1080/21663831.2018.1478332.
Sohn SS, KwiatkowskidaSilva A, Ikeda Y, Körmann F, Lu W, Choi W, Gault B, Ponge D, Neugebauer J, Raabe D. Ultrastrong medium-entropy single-phase alloys designed via severe lattice distortion. Adv Mater. 2018;31:1807142. https://doi.org/10.1002/adma.201807142.
Ma E. Unusual dislocation behavior in high-entropy alloys. Scripta Mater. 2020. https://doi.org/10.1016/j.scriptamat.2020.02.021.
Li Z, Pradeep KG, Deng Y, Raabe D, Tasan CC. Metastable high-entropy dual-phase alloys overcome the strength–ductility trade-off. Nature. 2016;534(7606):227. https://doi.org/10.1038/nature17981.
Huang H, Wu Y, He J, Wang H, Liu X, An K, Wu W, Lu Z. Phase-transformation ductilization of brittle high-entropy alloys via metastability engineering. Adv Mater. 2017;29:1701678. https://doi.org/10.1002/adma.201701678.
Lei Z, Liu X, Wu Y, Wang H, Jiang S, Wang S, Hui X, Wu Y, Gault B, Kontis P, Raabe D, Gu L, Zhang Q, Chen H, Wang H, Liu J, An K, Zeng Q, Nieh TG, Lu Z. Enhanced strength and ductility in a high-entropy alloy via ordered oxygen complexes. Nature. 2018;563:546. https://doi.org/10.1038/s41586-018-0685-y.
Jiao M, Lei Z, Wu Y, Du J, Zhou XY, Li W, Yuan X, Liu X, Zhu X, Wang S, Zhu H, Cao P, Liu X, Zhang X, Wang H, Jiang S, Lu Z. Manipulating the ordered oxygen complexes to achieve high strength and ductility in medium-entropy alloys. Nat Commun. 2023;14:806. https://doi.org/10.1038/s41467-023-36319-0.
Fan L, Yang T, Zhao Y, Luan J, Zhou G, Wang H, Jiao Z, Liu CT. Ultrahigh strength and ductility in newly developed materials with coherent nanolamellar architectures. Nat Commun. 2020;11:6240. https://doi.org/10.1038/s41467-020-20109-z.
Chung H, Choi W, Jun H, Do HS, Lee BJ, Choi PP, Han HN, Ko WS, Sohn SS. Doubled strength and ductility via maraging effect and dynamic precipitate transformation in ultrastrong medium-entropy alloy. Nat Commun. 2023;14:145. https://doi.org/10.1038/s41467-023-35863-z.
Cantor B, Chang I, Knight P, Vincent A. Microstructural development in equiatomic multicomponent alloys. Mater Sci Eng, A. 2004;375:213. https://doi.org/10.1016/j.msea.2003.10.257.
Li P, Wan X, Su J, Liu W, Guo Y, Yin H, Wang D. A single-phase FeCoNiMnMo high-entropy alloy oxygen evolution anode working in alkaline solution for over 1000 h. ACS Catal. 2022;12(19):11667. https://doi.org/10.1021/acscatal.2c02946.
Rost CM, Sachet E, Borman T, Moballegh A, Dickey EC, Hou D, Jones J. Entropy-stabilized oxides. Nat Commun. 2015. https://doi.org/10.1038/ncomms9485.
Senkov O, Wilks G, Miracle D, Chuang C, Liaw P. Refractory high-entropy alloys. Intermetallics. 2010;18(9):1758. https://doi.org/10.1016/j.intermet.2010.05.014.
Gludovatz B, Hohenwarter A, Catoor D, Chang EH, George EP, Ritchie RO. A fracture-resistant high-entropy alloy for cryogenic applications. Science. 2014;345:1153. https://doi.org/10.1126/science.1254581.
Senkov ON, Miracle DB, Chaput K, Couzinié JP. Development and exploration of refractory high entropy alloys—a review. J Mater Res. 2018;33:3092. https://doi.org/10.1557/jmr.2018.153.
Zhang Y, Stocks GM, Jin K, Lu C, Bei H, Sales BC, Wang L, Béland LK, Stoller RE, Samolyuk GD, Caro MSD, Caro A, Weber WJ. Influence of chemical disorder on energy dissipation and defect evolution in concentrated solid solution alloys. Nat Commun. 2015;6:8736. https://doi.org/10.1038/ncomms9736.
El-Atwani O, Li N, Li M, Devaraj A, Baldwin JK, Schneider MM, Sobieraj D, Wróbel JS, Nguyen-Manh D, Maloy SA, Martinez E. Outstanding radiation resistance of tungsten-based high-entropy alloys. Sci Adv. 2018. https://doi.org/10.1126/sciadv.aav2002.
Koželj P, Vrtnik S, Jelen A, Jazbec S, Jagličić Z, Maiti S, Feuerbacher M, Steurer W, Dolinšek J. Discovery of a superconducting high-entropy alloy. Phys Rev Lett. 2014;113:10. https://doi.org/10.1103/PhysRevLett.113.107001.
Han L, Maccari F, Souza FI, R, Peter N. J, Wei Y, Gault B, Gutfleisch O, Li Z, Raabe D. A mechanically strong and ductile soft magnet with extremely low coercivity. Nature. 2022;608:316. https://doi.org/10.1038/s41586-022-04935-3.
Wu P, Gan K, Yan D, Fu Z, Li Z. A non-equiatomic FeNiCoCr high-entropy alloy with excellent anti-corrosion performance and strength-ductility synergy. Corros Sci. 2021. https://doi.org/10.1016/j.corsci.2021.109341.
George EP, Curtin WA, Tasan CC. High entropy alloys: a focused review of mechanical properties and deformation mechanisms. Acta Mater. 2020;188:435. https://doi.org/10.1016/j.actamat.2019.12.015.
Miracle DB, Senkov ON. A critical review of high entropy alloys and related concepts. Acta Mater. 2017;122:435. https://doi.org/10.1016/j.actamat.2016.08.081.
Ye YF, Wang Q, Lu J, Liu CT, Yang Y, High-entropy alloy: challenges and prospects. Mater Today; 2016; 19(6): 349
George EP, Raabe D, Ritchie RO. High-entropy alloys. Nat Rev Mater. 2019;4:515. https://doi.org/10.1038/s41578-019-0121-4.
Xiong W, Guo AXY, Zhan S, Liu CT, Cao SC. Refractory high-entropy alloys: a focused review of preparation methods and properties. J Mater Sci Technol. 2023;142:196. https://doi.org/10.1016/j.jmst.2022.08.046.
Yuan Y, Wu Y, Tong X, Zhang H, Wang H, Liu XJ, Ma L, Suo HL, Lu ZP. Rare-earth high-entropy alloys with giant magnetocaloric effect. Acta Mater. 2017;125:481. https://doi.org/10.1016/j.actamat.2016.12.021.
Yang T, Zhao YL, Li WP, Yu CY, Luan JH, Lin DY, Fan L, Jiao ZB, Liu WH, Liu XJ, Kai JJ, Huang JC, Liu CT. Ultrahigh-strength and ductile superlattice alloys with nanoscale disordered interfaces. Science. 2020;369(6502):427. https://doi.org/10.1126/science.abb6830.
He QF, Wang JG, Chen HA, Ding ZY, Zhou ZQ, Xiong LH, Luan JH, Pelletier JM, Qiao JC, Wang Q, Fan LL, Ren Y, Zeng QS, Liu CT, Pao CW, Srolovitz DJ, Yang Y. A highly distorted ultraelastic chemically complex Elinvar alloy. Nature. 2022;602(7896):251. https://doi.org/10.1038/s41586-021-04309-1.
Wang H, He QF, Yang Y. High-entropy intermetallics: from alloy design to structural and functional properties. Rare Met. 2022;41(6):1989. https://doi.org/10.1007/s12598-021-01926-7.
Wen C, Zhang Y, Wang C, Xue D, Bai Y, Antonov S, Dai L, Lookman T, Su Y. Machine learning assisted design of high entropy alloys with desired property. Acta Mater. 2019;170:109. https://doi.org/10.1016/j.actamat.2019.03.010.
Huang W, Martin P, Zhuang HL. Machine-learning phase prediction of high-entropy alloys. Acta Mater. 2019;169:225. https://doi.org/10.1016/j.actamat.2019.03.012.
Lee C, Xie D, Kyle DB, Kevin BJ, Tandoc C, Ei AO, Hu YJ, Valdez JA, Li N, Fensin SJ. An experimentally driven high-throughput approach to design refractory high-entropy alloys. Mater Des. 2022;223: 111259. https://doi.org/10.1016/j.matdes.2022.111259.
Gorsse S, Nguyen MH, Senkov ON, Miracle DB. Database on the mechanical properties of high entropy alloys and complex concentrated alloys. Data Brief. 2018;21:2664. https://doi.org/10.1016/j.dib.2018.11.111.
Feng R, Gao M, Lee C, Mathes M, Zuo T, Chen S, Hawk J, Zhang Y, Liaw P. Design of light-weight high-entropy alloys. Entropy. 2016;18(9):333. https://doi.org/10.3390/e18090333.
Feng R, Zhang C, Gao MC, Pei Z, Zhang F, Chen Y, Ma D, An K, Poplawsky JD, Ouyang L, Ren Y, Hawk JA, Widom M, Liaw PK. High-throughput design of high-performance lightweight high-entropy alloys. Nat Commun. 2021. https://doi.org/10.1038/s41467-021-24523-9.
Wu Z, Bei H, Pharr GM, George EP. Temperature dependence of the mechanical properties of equiatomic solid solution alloys with face-centered cubic crystal structures. Acta Mater. 2014;81:428. https://doi.org/10.1016/j.actamat.2014.08.026.
Gludovatz B, Hohenwarter A, Thurston KV, Bei H, Wu Z, George EP, Ritchie RO. Exceptional damage-tolerance of a medium-entropy alloy CrCoNi at cryogenic temperatures. Nat Commun. 2016;7:10602. https://doi.org/10.1038/ncomms10602.
Liu D, Yu Q, Kabra S, Jiang M, Forna KP, Zhang R, Payne M, Walsh F, Gludovatz B, Asta M, Minor AM, George EP, Ritchie RO. Exceptional fracture toughness of CrCoNi-based medium- and high-entropy alloys at 20 kelvin. Science. 2022;378(6623):978. https://doi.org/10.1126/science.abp8070.
Li T, Liu T, Zhao S, Chen Y, Luan J, Jiao Z, Ritchie RO, Dai L. Ultra-strong tungsten refractory high-entropy alloy via stepwise controllable coherent nanoprecipitations. Nat Commun. 2023;14:3006. https://doi.org/10.1038/s41467-023-38531-4.
Feng R, Feng B, Gao MC, Zhang C, Neuefeind JC, Poplawsky JD, Ren Y, An K, Widom M, Liaw PK. Superior high-temperature strength in a supersaturated refractory high-entropy alloy. Adv Mater. 2021. https://doi.org/10.1002/adma.202102401.
Senkov ON, Gorsse S, Miracle DB. High temperature strength of refractory complex concentrated alloys. Acta Mater. 2019;175:394. https://doi.org/10.1016/j.actamat.2019.06.032.
Lu Y, Dong Y, Jiang H, Wang Z, Cao Z, Guo S, Wang T, Li T, Liaw PK. Promising properties and future trend of eutectic high entropy alloys. Scripta Mater. 2020;187:202. https://doi.org/10.1016/j.scriptamat.2020.06.022.
Wu Q, He F, Li J, Kim HS, Wang Z, Wang J. Phase-selective recrystallization makes eutectic high-entropy alloys ultra-ductile. Nat Commun. 2022. https://doi.org/10.1038/s41467-022-32444-4.
Pan Q, Yang M, Feng R, Chuang AC, An K, Liaw PK, Wu X, Tao N, Lu L. Atomic faulting induced exceptional cryogenic strain hardening in gradient cell–structured alloy. Science. 2023. https://doi.org/10.1126/science.adj394.
Pan Q, Zhang L, Feng R, Lu Q, An K, Chuang AC, Poplawsky JD, Liaw PK, Lu L. Gradient cell–structured high-entropy alloy with exceptional strength and ductility. Science. 2021;374(6570):984. https://doi.org/10.1126/science.abj8114.
Yang T, Zhao YL, Tong Y, Jiao ZB, Wei J, Cai JX, Han XD, Chen D, Hu A, Kai JJ, Lu K, Liu Y, Liu CT. Multicomponent intermetallic nanoparticles and superb mechanical behaviors of complex alloys. Science. 2019. https://doi.org/10.1126/science.aas8815.
Chou HP, Chang YS, Chen SK, Yeh JW. Microstructure, thermophysical and electrical properties in AlxCoCrFeNi (0≤x≤2) high-entropy alloys. Mater Sci Eng, B. 2009;163(3):184. https://doi.org/10.1016/j.mseb.2009.05.024.
Sun ZR, Shi CG, Gao L, Lin SL, Li WX. Thermal physical properties of high entropy alloy Al0.3CoCrFeNi at elevated temperatures. J Alloys Compod. 2022;901:163554. https://doi.org/10.1016/j.jallcom.2021.163554.
Laplanche G, Gadaud P, Bärsch C, Demtröder K, Reinhart C, Schreuer J, George EP. Elastic moduli and thermal expansion coefficients of medium-entropy subsystems of the CrMnFeCoNi high-entropy alloy. J Alloy Compd. 2018;746:244. https://doi.org/10.1016/j.jallcom.2018.02.251.
Van Bohemen SMC. The nonlinear lattice expansion of iron alloys in the range 100–1600K. Scripta Mater. 2013;69(4):315. https://doi.org/10.1016/j.scriptamat.2013.05.009.
Rao Z, Tung PY, Xie R, Wei Y, Zhang H, Ferrari A, Klaver TPC, Körmann F, Sukumar PT, da Kwiatkowski SA, Chen Y, Li Z, Ponge D, Neugebauer J, Gutfleisch O, Bauer S, Raabe D. Machine learning–enabled high-entropy alloy discovery. Science. 2022;378:6615. https://doi.org/10.1126/science.abo4940.
Chen J, Xiang T, Bao W, Yu B, Li J, Wang Y, Zhou T, Du P, Xie G. Novel strength-electrical conductivity synergy in Cu-based composites reinforced with TiZrNbTa high entropy alloy. Mater Sci Eng, A. 2023;878:0921. https://doi.org/10.1016/j.msea.2023.145210.
Nai X, Chen H, Zhao S, Liu F, Shen Z, Li W. Improvement for electrical conductivity of Ti3SiC2/Cu joint brazed with a novel Sn6Ag7Ni4Co2Ti low-melting high entropy alloy filler. Mater Lett. 2022. https://doi.org/10.1016/j.matlet.2022.132488.
Huang K, Wang G, Qing H, Chen Y, Guo H. Effect of Cu content on electrical resistivity, mechanical properties and corrosion resistance of AlCuxNiTiZr0.75 high entropy alloy films. Vacuum. 2022. https://doi.org/10.1016/j.vacuum.2021.110695.
Feng X, Zhang J, Xia Z, Fu W, Wu K, Liu G, Sun J. Stable nanocrystalline NbMoTaW high entropy alloy thin films with excellent mechanical and electrical properties. Mater Lett. 2018;210:84. https://doi.org/10.1016/j.matlet.2017.08.129.
Mizuguchi Y. Superconductivity in high-entropy-alloy telluride AgInSnPbBiTe5. J Phys Soc Jpn. 2019. https://doi.org/10.7566/JPSJ.88.124708.
Kumari P, Gupta AK, Mishra RK, Ahmad M, Shahi RR. A comprehensive review: recent progress on magnetic high entropy alloys and oxides. J Magn Magn Mater. 2022;554: 169142. https://doi.org/10.1016/j.jmmm.2022.169142.
Wu Z, Li B, Chen M, Yang Y, Zheng R, Yuan L, Li Z, Tan X, Xu H. Tailoring magnetic property and corrosion resistance of FeCoNiCuAl high-entropy alloy with Ce additive. J Alloy Compd. 2022;901: 163665. https://doi.org/10.1016/j.jallcom.2022.163665.
Zhao C, Li J, Liu Y, Ma X, Jin Y, Wang WY, Kou H, Wang J. Optimizing mechanical and magnetic properties of AlCoCrFeNi high-entropy alloy via FCC to BCC phase transformation. J Mater Sci Technol. 2021;86:117. https://doi.org/10.1016/j.jmst.2020.12.080.
Wang W, Li H, Wei P, Zhang W, Chen J, Yuan S, Fan Y, Wei R, Zhang T, Wang T. A corrosion-resistant soft-magnetic high entropy alloy. Mater Lett. 2021;304: 130571. https://doi.org/10.1016/j.matlet.2021.130571.
Senkov O, Scott J, Senkova S, Meisenkothen F, Miracle D, Woodward C. Microstructure and elevated temperature properties of a refractory TaNbHfZrTi alloy. J Mater Sci. 2012;47:4062. https://doi.org/10.1007/s10853-012-6260-2.
Yang L, Ge H, Zhang J, Xiong T, Jin Q, Zhou Y, Shao X, Zhang B, Zhu Z, Zheng S. High He-ion irradiation resistance of CrMnFeCoNi high-entropy alloy revealed by comparison study with Ni and 304SS. J Mater Sci Technol. 2019;35(3):300. https://doi.org/10.1016/j.jmst.2018.09.050.
Shi Y, Collins L, Feng R, Zhang C, Balke N, Liaw PK, Yang B. Homogenization of AlxCoCrFeNi high-entropy alloys with improved corrosion resistance. Corros Sci. 2018;133:120. https://doi.org/10.1016/j.corsci.2018.01.030.
Zhang D, Zhang J, Kuang J, Liu G, Sun J. Superior strength-ductility synergy and strain hardenability of Al/Ta co-doped NiCoCr twinned medium entropy alloy for cryogenic applications. Acta Mater. 2021. https://doi.org/10.1016/j.actamat.2021.117288.
Zhang D, Zhang J, Kuang J, Liu G, Sun J. The B2 phase-driven microstructural heterogeneities and twinning enable ultrahigh cryogenic strength and large ductility in NiCoCr-based medium-entropy alloy. Acta Mater. 2022;233: 117981. https://doi.org/10.1016/j.actamat.2022.117981.
Xia SQ, Zhen W, Yang TF, Zhang Y. Irradiation behavior in high entropy alloys. J Iron Steel Res Int. 2015;22(10):879. https://doi.org/10.1016/S1006-706X(15)30084-4.
Zhang Y, Zuo TT, Tang Z, Gao MC, Dahmen KA, Liaw PK, Lu ZP. Microstructures and properties of high-entropy alloys. Prog Mater Sci. 2014;61:1. https://doi.org/10.1016/j.pmatsci.2013.10.001.
Sohn SS, Kwiatkowski da Silva A, Ikeda Y, Körmann F, Lu W, Choi WS, Gault B, Ponge D, Neugebauer J, Raabe D. Ultrastrong medium-entropy single-phase alloys designed via severe lattice distortion. Adv Mater. 2019. https://doi.org/10.1002/adma.201807142.
Jin X, Zhou Y, Zhang LX, Du X, Li B. A new pseudo binary strategy to design eutectic high entropy alloys using mixing enthalpy and valence electron concentration. Mater Des. 2018;143:49. https://doi.org/10.1016/j.matdes.2018.01.057.
Liang YJ, Wang L, Wen Y, Cheng B, Wu Q, Cao T, Xiao Q, Xue Y, Sha G, Wang Y. High-content ductile coherent nanoprecipitates achieve ultrastrong high-entropy alloys. Nature Commun. 2018. https://doi.org/10.1038/s41467-018-06600-8.
Feng R, Gao MC, Lee C, Mathes M, Zuo T, Chen S, Hawk JA, Zhang Y, Liaw PK. Design of light-weight high-entropy alloys. Entropy. 2016. https://doi.org/10.3390/e18090333.
Feng R, Zhang C, Gao MC, Pei Z, Zhang F, Chen Y, Ma D, An K, Poplawsky JD, Ouyang L. High-throughput design of high-performance lightweight high-entropy alloys. Nature Commun. 2021. https://doi.org/10.1038/s41467-021-24523-9.
Zou Y, Ma H, Spolenak R. Ultrastrong ductile and stable high-entropy alloys at small scales. Nat Commun. 2015. https://doi.org/10.1038/ncomms8748.
Zhang Y, Jin K, Xue H, Lu C, Olsen RJ, Beland LK, Ullah MW, Zhao S, Bei H, Aidhy DS. Influence of chemical disorder on energy dissipation and defect evolution in advanced alloys. J Mater Res. 2016. https://doi.org/10.1038/ncomms9736.
Zhu BH, Qiu HC, Jiang W, Yu QH. Oxidation behavior of Al0.2CoCrFeNi high-entropy alloy film in supercritical water environment. Rare Met. 2022;41(4):1217. https://doi.org/10.1007/s12598-021-01859-1.
Zhang MZ, Zhang K, Song KK, Zou XY, Song WD, Li KF, Hu LN, Zhang ZQ, Eckert J. Enhanced mechanical performance of gradient-structured CoCrFeMnNi high-entropy alloys induced by industrial shot-blasting. Rare Met. 2023;42(3):982. https://doi.org/10.1007/s12598-022-02164-1.
Miracle DB, Miller JD, Senkov ON, Woodward C, Uchic MD, Tiley J. Exploration and development of high entropy alloys for structural applications. Entropy. 2014. https://doi.org/10.3390/e16010494.
Lu ZP, Wang H, Chen MW, Baker I, Yeh JW, Liu CT, Nieh TG. An assessment on the future development of high-entropy alloys: Summary from a recent workshop. Intermetallics. 2015;66:67. https://doi.org/10.1016/j.intermet.2015.06.021.
Peng Z, Luo ZB, Li BW, Li JF, Luan HW, Gu JL, Wu Y, Yao KF. Microstructure and mechanical properties of lightweight AlCrTiV0.5Cux high-entropy alloys. Rare Met. 2022;41(6):2016. https://doi.org/10.1007/s12598-021-01940-9.
Laws KJ, Crosby C, Sridhar A, Conway P, Koloadin LS, Zhao M, Aron-Dine S, Bassman LC. High entropy brasses and bronzes–microstructure, phase evolution and properties. J Alloy Compd. 2015;650:949. https://doi.org/10.1016/j.jallcom.2015.07.285.
Tong CJ, Chen YL, Yeh JW, Lin SJ, Chen SK, Shun TT, Tsau CH, Chang SY. Microstructure characterization of AlxCoCrCuFeNi high-entropy alloy systemwith multiprincipal elements. Metall Mater Trans A. 2005;36:881. https://doi.org/10.1007/s11661-005-0283-0.
Singh S, Wanderka N, Murty B, Glatzel U, Banhart J. Decomposition in multi-component AlCoCrCuFeNi high-entropy alloy. Acta Mater. 2011;59(1):182. https://doi.org/10.1016/j.actamat.2010.09.023.
Shun TT, Du YC. Microstructure and tensile behaviors of FCC Al0.3CoCrFeNi high entropy alloy. J Alloys Compound. 2009;479(1–2):157. https://doi.org/10.1016/j.jallcom.2008.12.088.
Chuang MH, Tsai MH, Wang WR, Lin SJ, Yeh JW. Microstructure and wear behavior of AlxCo1.5CrFeNi1.5Tiy high-entropy alloys. Acta Mater. 2011;59(16):6308. https://doi.org/10.1016/j.actamat.2011.06.041.
Hsu CY, Juan CC, Wang WR, Sheu TS, Yeh JW, Chen SK. On the superior hot hardness and softening resistance of AlCoCrxFeMo0.5Ni high-entropy alloys. Mater Sci Eng. 2011;528(10):3581. https://doi.org/10.1016/j.msea.2011.01.072.
He J, Wang H, Huang H, Xu X, Chen M, Wu Y, Liu X, Nieh T, An K, Lu Z. A precipitation-hardened high-entropy alloy with outstanding tensile properties. Acta Mater. 2016;102:187. https://doi.org/10.1016/j.actamat.2015.08.076.
Guo N, Wang L, Luo L, Li X, Chen R, Su Y, Guo J, Fu H. Effect of composing element on microstructure and mechanical properties in Mo–Nb–Hf–Zr–Ti multi-principle component alloys. Intermetallics. 2016;69:13. https://doi.org/10.1016/j.intermet.2015.10.011.
Wani I, Bhattacharjee T, Sheikh S, Lu Y, Chatterjee S, Bhattacharjee PP, Guo S, Tsuji N. Ultrafine-grained AlCoCrFeNi2.1 eutectic high-entropy alloy. Mater Res Lett. 2016;4(3):174. https://doi.org/10.1080/21663831.2016.1160451.
Chen X, Yuan F, Zhou H, Wu X. Structure motif of chemical short-range order in a medium-entropy alloy. Mater Res Lett. 2022;10(3):149. https://doi.org/10.1080/21663831.2022.2029607.
Ma Y, Wang Q, Li C, Santodonato LJ, Feygenson M, Dong C, Liaw PK. Chemical short-range orders and the induced structural transition in high-entropy alloys. Scripta Mater. 2018;144:64. https://doi.org/10.1016/j.scriptamat.2017.09.049.
Maiti S, Steurer W. Structural-disorder and its effect on the mechanical properties in single-phase TaNbHfZr high-entropy alloys. Mater Sci. 2015. https://doi.org/10.1016/j.actamat.2016.01.018.
Lu Y, Gao X, Jiang L, Chen Z, Wang T, Jie JC, Kang H, Yubo Z, Guo S, Ruan H, Zhao Y, Cao Z, Li T. Directly cast bulk eutectic and near-eutectic high entropy alloys with balanced strength and ductility in a wide temperature range. Acta Mater. 2017;124:143. https://doi.org/10.1016/j.actamat.2016.11.016.
Shivam V, Kar S, Mandal G, Srivastava VC. Microstructural evolution and phase selection during solidification of AlCrCuFeNi high entropy alloy. J Alloy Compd. 2023;963: 171261. https://doi.org/10.1016/j.jallcom.2023.171261.
Santodonato LJ, Zhang Y, Feygenson M, Parish CM, Gao MC, Weber RJK, Neuefeind JC, Tang Z, Liaw PK. Deviation from high-entropy configurations in the atomic distributions of a multi-principal-element alloy. Nat Commun. 2015;6(1):5964. https://doi.org/10.1038/ncomms6964.
Wu Y, Zhang F, Yuan X, Huang H, Wen X, Wang Y, Zhang M, Wu H, Liu X, Wang H, Jiang S, Lu Z. Short-range ordering and its effects on mechanical propertie of high-entropy alloys. J Mater Sci Technol. 2021;62:214. https://doi.org/10.1016/j.jmst.2020.06.018.
Liu L, Zhang Y, Han J, Wang X, Jiang W, Liu CT, Zhang Z, Liaw PK. Nanoprecipitate-strengthened high-entropy alloys. Adv Sci. 2021;8(23):114. https://doi.org/10.1002/advs.202100870.
Li QJ, Sheng H, Ma E. Strengthening in multi-principal element alloys with local-chemical-order roughened dislocation pathways. Nat Commun. 2019;10(1):3563. https://doi.org/10.1038/s41467-019-11464-7.
Wu X. Chemical short-range orders in high-/medium-entropy alloys. J Mater Sci Technol. 2023;147:189. https://doi.org/10.1016/j.jmst.2022.10.070.
Yin B, Yoshida S, Tsuji N, Curtin WA. Yield strength and misfit volumes of NiCoCr and implications for short-range-order. Nat Commun. 2020;11(1):2507. https://doi.org/10.1038/s41467-020-16083-1.
Ding J, Yu Q, Asta M, Ritchie RO. Tunable stacking fault energies by tailoring local chemical order in CrCoNi medium-entropy alloys. Proc Natl Acad Sci. 2018;115(36):8919. https://doi.org/10.1073/pnas.1808660115.
Wu HH, Dong L, Wang SZ, Wu G, Gao JH, Yang XS, Zhou XY, Mao X. Local chemical ordering coordinated thermal stability of nanograined high-entropy alloys. Rare Met. 2022;42(5):1645. https://doi.org/10.1007/s12598-022-02194-9.
Tamm A, Aabloo A, Klintenberg M, Stocks M, Caro A. Atomic-scale properties of Ni-based FCC ternary, and quaternary alloys. Acta Mater. 2015;99:307. https://doi.org/10.1016/j.actamat.2015.08.015.
Chen S, Aitken ZH, Pattamatta S, Wu Z, Yu ZG, Banerjee R, Srolovitz DJ, Liaw PK, Zhang YW. Chemical-affinity disparity and exclusivity drive atomic segregation, short-range ordering, and cluster formation in high-entropy alloys. Acta Mater. 2021;206: 116638. https://doi.org/10.1016/j.actamat.2021.116638.
He Q, Tang P, Chen HA, Lan S, Wang JG, Luan J, Du M, Liu YX, Liu CT, Pao CW, Yang Y. Understanding chemical short-range ordering/demixing coupledwith lattice distortion in solid solution high entropy alloys. Acta Mater. 2021;216: 117140. https://doi.org/10.1016/j.actamat.2021.117140.
Zhu M, Wang J, Jiang P, Yuan F, Wu X. Formation of chemical short-range orders of two kinds and the co-existence with medium-range orders in an equiatomic VFeCoNi alloy. Intermetallics. 2023;158: 107896. https://doi.org/10.1016/j.intermet.2023.107896.
Sonar T, Ivanov M, Trofimov E, Tingaev AV, Suleymanova I. An overview of microstructure, mechanical properties and processing of high entropy alloys and its future perspectives in aeroengine applications. Mater Sci Energy Technol. 2023;7:35. https://doi.org/10.1016/j.mset.2023.07.004.
Qi W, Wang W, Yang X, Xie L, Zhang J, Li D, Zhang Y. Effect of Zr on phase separation, mechanical and corrosion behavior of heterogeneous CoCrFeNiZrx high-entropy alloy. J Mater Sci Technol. 2021;109:76. https://doi.org/10.1016/j.jmst.2021.08.062.
Xu X, Guo S, Nieh TG, Nieh TG, Liu CT, Hirata A, Chen M, Chen M. Effects of mixing enthalpy and cooling rate on phase formation of AlxCoCrCuFeNi high-entropy alloys. Materialia. 2019;6: 100292. https://doi.org/10.1016/j.mtla.2019.100292.
Zhang Y, Chen Z, Cao D, Zhang J, Zhang P, Tao Q, Yang XQ. Concurrence of spinodal decomposition and nano-phase precipitation in a multi-component AlCoCrCuFeNi high-entropy alloy. J Market Res. 2019;8(1):726. https://doi.org/10.1016/j.jmrt.2018.04.020.
Ma D, Yao M, Pradeep KG, Pradeep KG, Tasan CC, Springer H, Raabe D. Phase stability of non-equiatomic CoCrFeMnNi high entropy alloys. Acta Mater. 2015;98:288. https://doi.org/10.1016/j.actamat.2015.07.030.
Otto F, Dlouhý A, Pradeep KG, Kuběnová M, Raabe D, Eggeler G, George EP. Decomposition of the single-phase high-entropy alloy CrMnFeCoNi after prolonged anneals at intermediate temperatures. Acta Mater. 2016;112:40. https://doi.org/10.1016/j.actamat.2016.04.005.
Wang K, Sun Y, Yu H, Huang Y, Su S, Ning Z, Cheng Z, Fu W, Sun J, Liaw PK. Microstructure evolution and mechanical behavior of a CoCrFeNiMn0.75Cu0.25 high-entropy alloy by thermo-mechanical treatment. Mater Sci Eng. 2022;860:144274. https://doi.org/10.1016/j.msea.2022.144274.
Hou J, Cao B, Xiao B, Jiao Z, Yang T. Compositionally complex coherent precipitation-strengthened high-entropy alloys: a critical review. Rare Met. 2022;4(6):2002. https://doi.org/10.1007/s12598-021-01953-4.
He F, Chen D, Han B, Wu Q, Wang Z, Wei S, Wei D, Wang J, Liu CT, Kai JJ. Design of D022 superlattice with superior strengthening effect in high entropy alloys. Acta Mater. 2019;167:275. https://doi.org/10.1016/j.actamat.2019.01.048.
Ma Y, Hao J, Jie JC, Wang Q, Dong C. Coherent precipitation and strengthening in a dual-phase AlNi2Co2Fe1.5Cr1.5 high-entropy alloy. Mater Sci Eng A. 2019;764:138241. https://doi.org/10.1016/j.msea.2019.138241.
Jin D, Wang Z, Li JF, Niu B, Wang Q. Formation of coherent BCC/B2 microstructure and mechanical properties of Al–Ti–Zr–Nb–Ta–Cr/Mo light-weight refractory high-entropy alloys. Rare Met. 2022;41(8):2886. https://doi.org/10.1007/s12598-022-01971-w.
Tsai MH, Yuan H, Cheng G, Xu W, Jian W, Chuang MH, Juan CC, Yeh AC, Lin SJ, Zhu Y. Significant hardening due to the formation of a sigma phase matrix in a high entropy alloy. Intermetallics. 2013;33:81. https://doi.org/10.1016/j.intermet.2012.09.022.
Niu S, Kou H, Wang J, Li J. Improved tensile properties of Al0.5CoCrFeNi high-entropy alloy by tailoring microstructures. Rare Met. 2017;40(9):1. https://doi.org/10.1007/s12598-016-0860-y.
Dilshodbek Y, Hong SH, Abbas MA, Kang GC, Park HJ, Jumaev E, Wang WM, Kim KB. Evolution of microstructure and mechanical characteristics of (CrFeNiCu)100–xTix high-entropy alloys. Rare Met. 2023;42(9):3088. https://doi.org/10.1007/s12598-023-02286-0.
Shi P, Ren W, Zheng T, Ren Z, Hou X, Peng J, Hu P, Gao Y, Zhong Y, Liaw PK. Enhanced strength–ductility synergy in ultrafine-grained eutectic high-entropy alloys by inheriting microstructural lamellae. Nat Commun. 2019;10(1):1. https://doi.org/10.1038/s41467-019-08460-2.
Jin X, Bi J, Zhang L, Zhou Y, Du X, Liang Y, Li B. A new CrFeNi2Al eutectic high entropy alloy system with excellent mechanical properties. J Alloys Compd. 2019;770:655. https://doi.org/10.1016/j.jallcom.2018.08.176.
Chen X, Qi JQ, Sui YW, He YZ, Wei FX, Meng QK, Sun Z. Effects of aluminum on microstructure and compressive properties of Al-Cr-Fe-Ni eutectic multi-component alloys. Mater Sci Eng, A. 2017;681:25. https://doi.org/10.1016/j.msea.2016.11.019.
Haché MJR, Cheng C, Zou Y. Nanostructured high-entropy materials. J Mater Res. 2020;35(8):1051. https://doi.org/10.1557/jmr.2020.33.
Koch CC. Nanocrystalline high-entropy alloys. J Mater Res. 2017;32(18):3435. https://doi.org/10.1557/jmr.2017.341.
Gleiter H. Nanostructured materials: basic concepts and microstructure. Acta Mater. 2000;48(1):1. https://doi.org/10.1016/S1359-6454(99)00285-2.
Chookajorn T, Murdoch HA, Schuh CA. Design of stable nanocrystalline alloys. Science. 2012;337:951. https://doi.org/10.1126/science.1224737.
Darling KA, Rajagopalan M, Komarasamy M, Bhatia MA, Hornbuckle BC, Mishra R, Solanki KN. Extreme creep resistance in a microstructurally stable nanocrystalline alloy. Nature. 2016;537:378. https://doi.org/10.1038/nature19313.
Hu JL, Shi Y, Sauvage X, Sha G, Lu K, Lu K. Grain boundary stability governs hardening and softening in extremely fine nanograined metals. Science. 2017;355(6331):1292. https://doi.org/10.1126/science.aal5166.
Wu S, Kou Z, Lai Q, Lan S, Katnagallu S, Hahn H, Taheriniya S, Wilde G, Gleiter H, Feng T. Dislocation exhaustion and ultra-hardening of nanograined metals by phase transformation at grain boundaries. Nat Commun. 2022;13(1):5468. https://doi.org/10.1038/s41467-022-33257-1.
Varalakshmi S, Kamaraj M, Murty BS. Synthesis and characterization of nanocrystalline AlFeTiCrZnCu high entropy solid solution by mechanical alloying. J Alloy Compd. 2008;460(1):253. https://doi.org/10.1016/j.jallcom.2007.05.104.
Zhang KB, Fu Z, Zhang JY, Shi J, Wang WM, Wang HR, Wang Y, Zhang QJ. Nanocrystalline CoCrFeNiCuAl high-entropy solid solution synthesized by mechanical alloying. J Alloy Compd. 2009;485(1):31. https://doi.org/10.1016/j.jallcom.2009.05.144.
Chen YL, Hu YH, Tsai C, Hsieh CA, Kao SW, Yeh JW, Chin TS, Chen SK. Alloying behavior of binary to octonary alloys based on Cu–Ni–Al–Co–Cr–Fe–Ti–Mo during mechanical alloying. J Alloy Compd. 2009;477(1):696. https://doi.org/10.1016/j.jallcom.2008.10.111.
Shahmir H, He J, Lu Z, Kawasaki M, Langdon TG. Effect of annealing on mechanical properties of a nanocrystalline CoCrFeNiMn high-entropy alloy processed by high-pressure torsion. Mater Sci Eng A Struct Mater Prop Microstruct Process. 2016;676:294. https://doi.org/10.1016/j.msea.2016.08.118.
Lee DH, Choi IC, Seok MY, He J, Lu Z, Suh JY, Kawasaki M, Langdon TG, Jang JI. Nanomechanical behavior and structural stability of a nanocrystalline CoCrFeNiMn high-entropy alloy processed by high-pressure torsion. J Mater Res. 2015;30(18):2804. https://doi.org/10.1557/jmr.2015.239.
Feng X, Zhang J, Wang Y, Hou ZQ, Wu K, Liu G, Sun J. Size effects on the mechanical properties of nanocrystalline NbMoTaW refractory high entropy alloy thin films. Int J Plast. 2017;95:264. https://doi.org/10.1016/j.ijplas.2017.04.013.
Liao W, Lan S, Gao L, Zhang H, Xu S, Song J, Wang XL, Lu Y. Nanocrystalline high-entropy alloy (CoCrFeNiAl0.3) thin-film coating by magnetron sputtering. Thin Solid Films. 2017;638:383. https://doi.org/10.1016/j.tsf.2017.08.006.
Wang J, Wu S, Fu S, Liu SN, Yan M, Lai Q, Lan S, Hahn H, Feng T. Ultrahigh hardness with exceptional thermal stability of a nanocrystalline CoCrFeNiMn high-entropy alloy prepared by inert gas condensation. Scripta Mater. 2020;187:335. https://doi.org/10.1016/j.scriptamat.2020.06.042.
Wang J, Zhao NN, Yan M, Kou Z, Fu S, Wu S, Liu SN, Lan S, You ZS, Wang D, Hahn H, Feng T. Phase engineering in nanocrystalline high-entropy alloy composites to achieve strength-plasticity synergy. Scripta Mater. 2023;229: 115374. https://doi.org/10.1016/j.scriptamat.2023.115374.
Wang J, Kou Z, Fu S, Wu S, Liu SN, Yan M, Ren Z, Wang D, You ZS, Lan S, Hahn H, Wang XL, Feng T. Ultrahard BCC-AlCoCrFeNi bulk nanocrystalline high-entropy alloy formed by nanoscale diffusion-induced phase transition. J Mater Sci Technol. 2022;115:29. https://doi.org/10.1016/j.jmst.2021.11.025.
Sathiyamoorthi P, Basu J, Kashyap S, Pradeep KG, Kottada RS. Thermal stability and grain boundary strengthening in ultrafine-grained CoCrFeNi high entropy alloy composite. Mater Des. 2017;134:426. https://doi.org/10.1016/j.matdes.2017.08.053.
Edalati P, Mohammadi A, Ketabchi M, Edalati K. Ultrahigh hardness in nanostructured dual-phase high-entropy alloy AlCrFeCoNiNb developed by high-pressure torsion. J Alloy Compd. 2021;884: 161101. https://doi.org/10.1016/j.jallcom.2021.161101.
Feng X, Utama Surjadi J, Lu Y. Annealing-induced abnormal hardening in nanocry-stalline NbMoTaW high-entropy alloy thin films. Mater Lett. 2020;275: 128097. https://doi.org/10.1016/j.matlet.2020.128097.
Gómez E, Cynthia D, Baldenebro LF, Gonzale RL, Baldenebro LJ, Martínez SR. Series of nanocrystalline NiCoAlFe(Cr, Cu, Mo, Ti) high-entropy alloys produced by mechanical alloying. Mater Res ibero-Am J Mater. 2016;19:39. https://doi.org/10.1590/1980-5373-MR-2015-0668.
Ji W, Wang W, Wang H, Zhang J, Wang Y, Zhang F, Fu Z. Alloying behavior and novel properties of CoCrFeNiMn high-entropy alloy fabricated by mechanical alloying and spark plasma sintering. Intermetallics. 2015;56:24. https://doi.org/10.1016/j.intermet.2014.08.008.
Khan NA, Akhavan B, Zheng Z, Liu H, Zhou C, Zhou H, Chang L, Wang Y, Liu Y, Sun L, Bilek MMM, Liu Z. Nanostructured AlCoCrCu0.5FeNi high entropy oxide (HEO) thin films fabricated using reactive magnetron sputtering. Appl Surf Sci. 2021;533:149491. https://doi.org/10.1016/j.apsusc.2021.149491.
Khanchandani H, Sharma P, Kumar R, Maulik O, Kumar V. Effect of sintering on phase evolution in AlMgFeCuCrNi4.75 high entropy alloy. Adv Powder Technol. 2016;27(1):289. https://doi.org/10.1016/j.apt.2016.01.001.
Luo J, Sun W, Duan R, Yang W, Chan KC, Ren F, Yang X. Laser surface treatment-introduced gradient nanostructured TiZrHfTaNb refractory high-entropy alloy with significantly enhanced wear resistance. J Mater Sci Technol. 2021;110:43. https://doi.org/10.1016/j.jmst.2021.09.029.
Maulik O, Kumar D, Kumar S, Fabijanic D, Kumar V. Structural evolution of spark plasma sintered AlFeCuCrMgx (x = 0, 0.5, 1, 1.7) high entropy alloys. Intermetallics. 2016;77:46. https://doi.org/10.1016/j.intermet.2016.07.001.
Mohanty S, Gurao NP, Biswas K. Sinter ageing of equiatomic Al20Co20Cu20Zn20Ni20 high entropy alloy via mechanical alloying. Mater Sci Eng A Struct Mater Prop Microstruct Process. 2014;617:211. https://doi.org/10.1016/j.msea.2014.08.046.
Pohan RM, Gwalani B, Lee J, Alam T, Hwang J, Ryu HJ, Banerjee R, Hong SH. Microstructures and mechanical properties of mechanically alloyed and spark plasmasintered Al0.3CoCrFeMnNi high entropy alloy. Mater Chem Phys. 2017;210:62. https://doi.org/10.1016/j.matchemphys.2017.09.013.
Pradeep KG, Wanderka N, Choi PP, Banhart J, Murty BS, Raabe D. Atomic-scale compositional characterization of a nanocrystalline AlCrCuFeNiZn high-entropy alloy using atom probe tomography. Acta Mater. 2013;61(12):469. https://doi.org/10.1016/j.actamat.2013.04.059.
Praveen S, Murty BS, Kottada RS. Alloying behavior in multi-component AlCoCrCuFe and NiCoCrCuFe high entropy alloys. Mater Sci Eng A Struct Mater Prop Microstruct Process. 2012;534:83. https://doi.org/10.1016/j.msea.2011.11.044.
Praveen S, Murty BS, Kottada RS. Phase evolution and densification behavior of nanocrystalline multicomponent high entropy alloys during spark plasma sintering. JOM. 2013;65(12):1797. https://doi.org/10.1007/s11837-013-0759-0.
Rogal Ł, Kalita D, Lityńska DL. CoCrFeMnNi high entropy alloy matrix nanocomposite with addition of Al2O3. Intermetallics. 2017;86:104. https://doi.org/10.1016/j.intermet.2017.03.019.
Rogal Ł, Kalita D, Tarasek A, Bobrowski P, Czerwinski F. Effect of SiC nano-particles on microstructure and mechanical properties of the CoCrFeMnNi high entropy alloy. J Alloy Compd. 2017;708:344. https://doi.org/10.1016/j.jallcom.2017.02.274.
Schuh B, Mendez MF, Völker B, George EP, Clemens H, Pippan R, Hohenwarter A. Mechanical properties, microstructure and thermal stability of a nanocrystalline CoCrFeMnNi high-entropy alloy after severe plastic deformation. Acta Mater. 2015;96:258. https://doi.org/10.1016/j.actamat.2015.06.025.
Schuh B, Völker B, Todt J, Schell N, Perrière L, Li J, Couzinié JP, Hohenwarter A. Thermodynamic instability of a nanocrystalline, single-phase TiZrNbHfTa alloy and its impact on the mechanical properties. Acta Mater. 2018;142:201. https://doi.org/10.1016/j.actamat.2017.09.035.
Shahmir H, Nili-ahmadabadi M, Shafie AE, Langdon T. Hardening and thermal stability of a nanocrystalline CoCrFeNiMnTi0.1 high-entropy alloy processed by high-pressure torsion. IOP Conf Ser Mater Sci Eng. 2017;194(1):012017. https://doi.org/10.1088/1757-899X/194/1/012017.
Shahmir H, Nili-ahmadabadi M, Shafiee A, Andrzejczuk M, Lewandowska M, Langdon TG. Effect of Ti on phase stability and strengthening mechanisms of a nanocrystalline CoCrFeMnNi high-entropy alloy. Mater Sci Eng A Struct Mater Prop Microstruct Process. 2018;725:196. https://doi.org/10.1016/j.msea.2018.04.014.
Shahmir H, Tabachnikova E, Podolskiy AV, Tikhonovsky MA, Langdon TG. Effect of carbon content and annealing on structure and hardness of CrFe2NiMnV0.25 high-entropy alloys processed by high-pressure torsion. J Mater Sci. 2018;53(16):11813. https://doi.org/10.1007/s10853-018-2456-4.
Shang C, Axinte E, Sun J, Li XT, Li P, Du JW, Qiao PC, Wang YJ. CoCrFeNi(W1 − xMox) high-entropy alloy coatings with excellent mechanical properties and corrosion resistance prepared by mechanical alloying and hot pressing sintering. Mater Des. 2017;117:193. https://doi.org/10.1016/j.matdes.2016.12.076.
Tang Q, Huang Y, Huang Y, Liao X, Langdon TG, Dai P. Hardening of an Al0.3CoCrFeNi high entropy alloy via high-pressure torsion and thermal annealing. Mater Lett. 2015;151:126. https://doi.org/10.1016/j.matlet.2015.03.066.
Wang C, Ji W, Fu Z. Mechanical alloying and spark plasma sintering of CoCrFeNiMnAl high-entropy alloy. Adv Powder Technol. 2014;25(4):1334. https://doi.org/10.1016/j.apt.2014.03.014.
Wang J, Kuang S, Yu X, Wang L, Huang WJ. Tribo-mechanical properties of CrNbTiMoZr high-entropy alloy film synthesized by direct current magnetron sputtering. Surf Coat Technol. 2020;403: 126374. https://doi.org/10.1016/j.surfcoat.2020.126374.
Wang P, Cai HN, Cheng X. Effect of Ni/Cr ratio on phase, microstructure and mechanical properties of NixCoCuFeCr2−x (x = 1.0, 1.2, 1.5, 1.8 mol) high entropy alloys. J Alloys Compd. 2016;662:20. https://doi.org/10.1016/j.jallcom.2015.11.205.
Wang P, Cheng X, Cai HN, Xue Y, Zhang Y. Influence of increasing Al concentration on phase, microstructure and mechanical behaviors of Ni1.5CoFeCu1−xAlxV0.5 high entropy alloys. Mater Sci Eng A Struct Mater Proper Microstruct Process. 2017;708:523. https://doi.org/10.1016/j.msea.2017.09.119.
Yu P, Zhang L, Cheng H, Zhang H, Ma M, Li Y, Li G, Liaw PK, Liu R. The high-entropy alloys with high hardness and soft magnetic property prepared by mechanical alloying and high-pressure sintering. Intermetallics. 2016;70:82. https://doi.org/10.1016/j.intermet.2015.11.005.
Zhao Y, Park JM, Lee D, Song EJ, Suh JY, Ramamurty U, Jang JI. Influences of hydrogen charging method on the hydrogen distribution and nanomechanical properties of face-centered cubic high-entropy alloy: a comparative study. Scripta Mater. 2019;76:2865. https://doi.org/10.1016/j.scriptamat.2019.04.025.
Huang R, Tang S, Feng T, Wu S, Li X, Lan S, Liu G, Yang L, Yan G, Kou Z. Characterization on microstructure evolution of a bulk nanograined TiZrHfNb refractoryhigh-entropy alloy. Mater Charact. 2023;205: 113314. https://doi.org/10.1016/j.matchar.2023.113314.
Kim H, Nam S, Roh A, Son M, Ham MH, Kim JH, Choi HJ. Mechanical and electrical properties of NbMoTaW refractory high-entropy alloy thin films. Int J Refract Metal Hard Mater. 2019;80:286. https://doi.org/10.1016/j.ijrmhm.2019.02.005.
Liang N, Xu R, Wu G, Gao X, Zhao Y. High thermal stability of nanocrystalline FeNi2CoMo0.2V0.5 high-entropy alloy by twin boundary and sluggish diffusion. SSRN Electron J. 2022;848:143399. https://doi.org/10.1016/j.msea.2022.143399.
Shahmir H, Kawasaki M, Langdon TG. The potential for achieving superplasticity in high-entropy alloys processed by severe plastic deformation. IOP Conf Ser Mater Sci Eng. 2017;194(1):12040. https://doi.org/10.1088/1757-899X/194/1/012040.
Zhang H, He Y, Pan Y. Enhanced hardness and fracture toughness of the laser-solidified FeCoNiCrCuTiMoAlSiB0.5 high-entropy alloy by martensite strengthening. Scripta Mater. 2013;69(4):342. https://doi.org/10.1016/j.scriptamat.2013.05.020.
Zhang L, Chen BQ, Huang Y, Wang Y, Liu W, Ma Y. A high strength and high thermally stable nanostructured CoCrFeMnNi alloy prepared by high energy laser shock. Mater Sci Eng, A. 2023;885: 145656. https://doi.org/10.1016/j.msea.2023.145656.
Zhou N, Hu T, Huang J, Luo J. Stabilization of nanocrystalline alloys at high temperatures via utilizing high-entropy grain boundary complexions. Scripta Mater. 2016;124:160. https://doi.org/10.1016/j.scriptamat.2016.07.014.
Shang C, Axinte E, Ge W, Zhang Z, Wang YJ. High-entropy alloy coatings with excellent mechanical, corrosion resistance and magnetic properties prepared by mechanical alloying and hot pressing sintering. Surf Interfaces. 2017;9:36. https://doi.org/10.1016/j.surfin.2017.06.012.
Hu L, Zhang Y, Wu H, Li J, Li Y, Mckenna M, He J, Liu F, Pennycook SJ, Zeng X. Entropy engineering of SnTe: multi-principal-element alloying leading to ultralow lattice thermal conductivity and state-of-the-art thermoelectric performance. Adv Energy Mater. 2018;8(29):1802116. https://doi.org/10.1002/aenm.201802116.
Wang J, Wu S, Fu S, Liu SN, Ren Z, Yan ML, Chen SQ, Lan S, Hahn H, Feng T. Nanocrystalline CoCrFeNiMn high-entropy alloy with tunable ferromagnetic properties. J Mater Sci Technol. 2021;77:126. https://doi.org/10.1016/j.jmst.2020.10.060.
Wang J, Kou Z, Fu S, Wu S, Liu SN, Yan M, Wang D, Lan S, Hahn H, Feng T. Microstructure and magnetic properties evolution of Al/CoCrFeNi nanocrystalline high-entropy alloy composite. Rare Met. 2022;41(6):2038. https://doi.org/10.1007/s12598-021-01931-w.
Yao C, Zhang P, Liu M, Li GR, Ye JQ, Liu P, Tong Y. Electrochemical preparation and magnetic study of Bi–Fe–Co–Ni–Mn high entropy alloy. Electrochim Acta. 2008;53(28):8359. https://doi.org/10.1016/j.electacta.2008.06.036.
Cao B, Kong HJ, Fan L, Luan J, Jiao Z, Kai JJ, Yang T, Liu CT. Heterogenous columnar-grained high-entropy alloys produce exceptional resistance to intermediate-temperature intergranular embrittlement. Scripta Mater. 2021;194: 113622. https://doi.org/10.1016/j.scriptamat.2020.11.007.
Materialia A, Li QA, Mo JW, Ma SH, Duan FH, Zhao YL, Liu SF, Liu WH, Zhao SJ, Liu CT, Liaw PK, Yang T. Defeating hydrogen-induced grain-boundary embrittlement via triggering unusual interfacial segregation in FeCrCoNi-type high-entropy alloys. Acta Mater. 2022;241: 118410. https://doi.org/10.1016/j.actamat.2022.118410.
Yang T, Zhao YL, Fan L, Wei J, Luan J, Liu WH, Wang CD, Jiao Z, Kai JJ, Liu CT. Control of nanoscale precipitation and elimination of intermediate-temperature embrittlement in multicomponent high-entropy alloys. Acta Mater. 2020;189:47. https://doi.org/10.1016/j.actamat.2020.02.059.
Zhang JY, Chou TH, Zhou YH, Luan J, Zhao YL, Yang T. Corrosion-resistant L12-strengthened high-entropy alloy with high strength and large ductility. Corros Sci. 2023;225:111593. https://doi.org/10.1016/j.corsci.2023.111593.
Zhang JY, Zhao ZK, Li QA, Luan J, Liu CT, Zhao YL, Yang T. Unveiling the unique bifunctionality of L12-structured nanoprecipitates in a FeCoNiAlTi-type high-entropy alloy. Adv Powder Mater. 2023;2(3):100113. https://doi.org/10.1016/j.apmate.2023.100113.
Chou TH, Li WP, Chang HW, Cao B, Luan J, Huang JC, Yang T. Suppressing temperature-dependent embrittlement in high-strength medium-entropy alloy via hetero-grain/precipitation engineering. Scripta Mater. 2023;229:115377. https://doi.org/10.1016/j.scriptamat.2023.115377.
Aoki K, Izumi O. Improvement in room temperature ductility of the L1 2 type intermetallic compound Ni3Al Al by boron addition. J Jpn Inst Met. 1979;43(12):1190. https://doi.org/10.2320/JINSTMET1952.43.12_1190.
Liu CT, White CL, Horton JA. Effect of boron on grain-boundaries in Ni3Al†. Acta Metall. 1985;33:213. https://doi.org/10.1016/0001-6160(85)90139-7.
Xiao B, Zhang JX, Liu S, Zhao Y, Xu L, Liu CT, Yang T. Off-stoichiometry-guided design of high-strength chemically complex intermetallic-based alloys with outstanding ductility. J Mater Sci Technol. 2023;160:28. https://doi.org/10.1016/j.jmst.2023.02.033.
Liu CT, Lee EH, Mckamey CG. An environmental effect as the major cause for room-temperature embrittlement in FeAl. Scr Metall. 1989;23(6):875. https://doi.org/10.1016/0036-9748(89)90263-9.
Liu CT, Mckamey CG, Lee EH. Environmental effects on room-temperature ductility and fracture in Fe3Al. Scr Metall Mater. 1990;24:385. https://doi.org/10.1016/0956-716X(90)90275-L.
Yang T, Cao B, Tao Z, Zhao YL, Liu WH, Kong HJ, Luan J, Kai JJ, Kuo WP, Liu CT. Chemically complex intermetallic alloys: A new frontier for innovative structural materials. Mater Today. 2021;52:161. https://doi.org/10.1016/j.mattod.2021.12.004.
Xiao B, Zhang J, Liu S, Zhou Y, Ju J, Kai JJ, Zhao Y, Yang X, Xu L, Zhao S, Yang T. Ultrahigh intermediate-temperature strength and good tensile plasticity in chemically complex intermetallic alloys via lamellar architectures. Acta Mater. 2023;262: 119459. https://doi.org/10.1016/j.actamat.2023.119459.
Environmental embrittlement behavior of high-entropy alloys. Microstructures. 2022;3(1):5. https://doi.org/10.20517/microstructures.2022.26.
Zhao H, Chakraborty P, Ponge D, Hickel T, Sun B, Wu CH, Gault B, Raabe D. Hydrogen trapping and embrittlement in high-strength Al alloys. Nature. 2022;602:437. https://doi.org/10.1038/s41586-021-04343-z.
Lu Y, Dong Y, Guo S, Jiang L, Kang H, Wang T, Wen B, Wang Z, Jie JC, Cao Z, Ruan H, Li T. A promising new class of high-temperature alloys: eutectic high-entropy alloys. Sci Rep. 2014;4(1):1. https://doi.org/10.1038/srep06200.
Lu Y, Wu X, Fu Z, Yang Q, Zhang Y, Liu Q, Li T, Tian Y, Tan H, Li Z, Wang T, Li T. Ductile and ultrahigh-strength eutectic high-entropy alloys by large-volume 3D printing. J Mater Sci Technol. 2022;126:15. https://doi.org/10.1016/j.jmst.2022.04.004.
Vikram R, Gupta K, Suwas S. Design of a new cobalt base nano-lamellar eutectic high entropy alloy. Scripta Mater. 2021;202: 113993. https://doi.org/10.1016/j.scriptamat.2021.113993.
Bhattacharjee T, Zheng R, Chong Y, Sheikh SA, Guo S, Clark IT, Okawa T, Wani IS, Bhattacharjee PP, Shibata A, Tsuji N. Effect of low temperature on tensile properties of AlCoCrFeNi2.1 eutectic high entropy alloy. Mater Chem Phys. 2017;210:207. https://doi.org/10.1016/j.matchemphys.2017.06.023.
Lu J, Zhang H, Chen Y, Li L, Liu X, Xiao W, Ni N, Zhao X, Guo F, Xiao P. Y-doped AlCoCrFeNi2.1 eutectic high-entropy alloy with excellent oxidation resistance and structure stability at 1000°C and 1100°C. Corros Sci. 2020;180:109191. https://doi.org/10.1016/j.corsci.2020.109191.
Miao J, Liang H, Zhang A, He J, Meng J, Lu Y. Tribological behavior of an AlCoCrFeNi2.1 eutectic high entropy alloy sliding against different counterfaces. Tribol Int. 2021;153:106599. https://doi.org/10.1016/j.triboint.2020.106599.
Chanda B, Potnis G, Jana PP, Das J. A review on nano-/ultrafine advanced eutectic alloys. J Alloy Compd. 2020;827:154226. https://doi.org/10.1016/j.jallcom.2020.154226.
He F, Wang Z, Cheng P, Wang Q, Li J, Dang Y, Wang J, Liu CT. Designing eutectic high entropy alloys of CoCrFeNiNb x. J Alloy Compd. 2016;656:284. https://doi.org/10.1016/j.jallcom.2015.09.153.
Jiang H, Han KM, Gao X, Lu Y, Cao Z, Gao MC, Hawk JA, Li T. A new strategy to design eutectic high-entropy alloys using simple mixture method. Mater Des. 2018;142:101. https://doi.org/10.1016/j.matdes.2018.01.025.
Lu Y, Jiang H, Guo S, Wang T, Cao Z, Li T. A new strategy to design eutectichigh-entropy alloys using mixing enthalpy. Intermetallics. 2017;91:124. https://doi.org/10.1016/j.intermet.2017.09.001.
Wang L, Yao C, Shen J, Zhang Y, Liu G, Wu X, Zhang G. A new method todesign eutectic high-entropy alloys by determining the formation of single-phase solid solution and calculating solidification paths. Mater Sci Eng, A. 2021;830: 142325. https://doi.org/10.1016/j.msea.2021.142325.
Wu Q, Wang Z, Hu X, Zheng T, Yang Z, He F, Li J, Wang J. Uncovering the eutectics design by machine learning in the Al–Co–Cr–Fe–Ni high entropy system. Acta Mater. 2020;182:278. https://doi.org/10.1016/j.actamat.2019.10.043.
Ye X, Xiong J, Wu X, Liu C, Xu D, Zhang W, Fang D, Li B. A new infinite solid solution strategy to design eutectic high entropy alloys with B2 and BCC structure. Scripta Mater. 2021;199: 113886. https://doi.org/10.1016/j.scriptamat.2021.113886.
Zhang L, Lu Y, Amar A, Chen X, Ren Z, Wang T, Li T. Designing eutectic high-entropy alloys containing nonmetallic elements. Adv Eng Mater. 2022;24(11):2200486. https://doi.org/10.1002/adem.202200486.
Jiang L, Lu Y, Wu W, Cao Z, Li T. Microstructure and Mechanical Properties of a CoFeNi2V0.5Nb0.75 eutectic high entropy alloy in as-cast and heat-treated conditions. J Mater Sci Technol. 2016;32(3):245. https://doi.org/10.1016/j.jmst.2015.08.006.
Tan Y, Li J, Wang J, Kolbe M, Kou H. Microstructure characterization of CoCrFeNiMnPdx eutectic high-entropy alloys. J Alloy Compd. 2018;731:600. https://doi.org/10.1016/j.jallcom.2017.09.057.
Wang M, Lu Y, Wang T, Zhang C, Cao Z, Li T, Liaw PK. A novel bulk eutectic high-entropy alloy with outstanding as-cast specific yield strengths at elevated temperatures. Scripta Mater. 2021;204:600. https://doi.org/10.1016/j.jallcom.2017.09.057.
Gao X, Lu Y, Zhang B, Liang N, Wu G, Sha G, Liu J, Zhao Y. Microstructural origins of high strength and high ductility in an AlCoCrFeNi2.1 eutectic high-entropy alloy. Acta Mater. 2017;141:59. https://doi.org/10.1016/j.actamat.2017.07.041.
Ren J, Zhang Y, Zhao D, Chen Y, Guan S, Liu Y, Liu L, Peng S, Kong F, Poplawsky JD, Gao G, Voisin T, An KH, Wang YM, Xie KY, Zhu T, Chen W. Strong yet ductile nanolamellar high-entropy alloys by additive manufacturing. Nature. 2022;608:62. https://doi.org/10.1038/s41586-022-04914-8.
Shi P, Li R, Li Y, Wen Y, Zhong Y, Ren W, Shen Z, Zheng T, Peng J, Liang X, Hu P, Min N, Zhang Y, Ren Y, Liaw PK, Raabe D, Wang Y. Hierarchical crack buffering triples ductility in eutectic herringbone high-entropy alloys. Science. 2021;373:912. https://doi.org/10.1126/science.abf6986.
Zhang L, Amar A, Zhang M, Liu J, Yan HW, Zhang Y, Lu Y. Enhanced strength-ductility synergy in a brittle CoCrNi2(V3B2Si)0.2 eutectic high-entropy alloy by spheroidized M3B2 and recrystallized FCC. Sci China Mater. 2023;66:4197. https://doi.org/10.1007/s40843-023-2520-1.
Huang EW, Lee WJ, Singh SS, Kumar P, Lee CY, Lam TN, Chin HH, Lin B, Liaw PK. Machine-learning and high-throughput studies for high-entropy materials. Mater Sci Eng R Rep. 2022;147: 100645. https://doi.org/10.1016/j.mser.2021.100645.
Krishna YV, Jaiswal UK. Machine learning approach to predict new multiphase high entropy alloys. Scripta Mater. 2021;197:113804. https://doi.org/10.1016/j.scriptamat.2021.113804.
Liu X, Zhang J, Pei Z. Machine learning for high-entropy alloys: progress, challenges and opportunities. Prog Mater Sci. 2022;131: 101018. https://doi.org/10.1016/j.pmatsci.2022.101018.
Lozinko A, Zhang Y, Mishin OV, Klement U, Guo S. Microstructural characterization of eutectic and near-eutectic AlCoCrFeNi high-entropy alloys. J Alloy Compd. 2020;822: 153558. https://doi.org/10.1016/j.jallcom.2019.153558.
Zhang L, Lu Y, Amar A, Chen X, Ren Z, Wang T, Li T. Eutectic high entropy alloys containing B and Si with excellent mechanical properties in annealing. Mater Sci Eng, A. 2022;856: 143994. https://doi.org/10.1016/j.msea.2022.143994.
Rogal Ł, Morgiel J, Swiatek Z, Czerwinski F. Microstructure and mechanical properties of the new Nb25Sc25Ti25Zr25 eutectic high entropy alloy. Mater Sci Eng A Struct Mater Prop Microstruct Process. 2016;651:590. https://doi.org/10.1016/j.msea.2015.10.071.
Tan Y, Li J, Wang J, Kou H. Seaweed eutectic-dendritic solidification pattern in a CoCrFeNiMnPd eutectic high-entropy alloy. Intermetallics. 2017;85:74. https://doi.org/10.1016/j.intermet.2017.02.004.
Dong Y, Lu Y, Kong JJ, Zhang J, Li T. Microstructure and mechanical properties of multi-component AlCrFeNiMox high-entropy alloys. J Alloy Compd. 2013;573:96. https://doi.org/10.1016/j.jallcom.2013.03.253.
Jiao W, Li T, Chang XX, Lu Y, Yin G, Cao Z, Li T. A novel Co-free Al0.75CrFeNi eutectic high entropy alloy with superior mechanical properties. J Alloys Compd. 2022;902:163814. https://doi.org/10.1016/j.jallcom.2022.163814.
Guo S, Ng C, Liu CT. Anomalous solidification microstructures in Co-free AlxCrCuFeNi2 high-entropy alloys. J Alloy Compd. 2013;557:77. https://doi.org/10.1016/j.jallcom.2013.01.007.
Zhang L, Wang M, Huang R, Chen X, Ren Z, He T, Lu Y. Thermal modification of brittle CoFeNi2(Ti3Si5)0.16 eutectic high-entropy alloy by annealing treatment. Sci China Technol Sci. 2023;66:966. https://doi.org/10.1007/s11431-022-2300-1.
Yin Y, Kent D, Tan Q, Bermingham MJ, Zhang M. Spheroidization behaviour of a Fe-enriched eutectic high-entropy alloy. J Mater Sci Technol. 2020;51:173. https://doi.org/10.1016/j.jmst.2020.01.066.
Jiang H, Qiao D, Lu Y, Ren Z, Cao Z, Wang T, Li T. Direct solidification of bulk ultrafine-microstructure eutectic high-entropy alloys with outstanding thermal stability. Scripta Mater. 2019;165:145. https://doi.org/10.1016/j.scriptamat.2019.02.035.
Zhang L, Huang R, Amar A, Chen X, Ren Z, He T, Lu Y. Evolution of microstructure and mechanical properties of a novel CoCrFeNi2(TiSi)0.7 eutectic high-entropy alloys under different annealing conditions. Adv Eng Mater. 2023;25(13):2201659. https://doi.org/10.1002/adem.202201659.
Sjölander E, Seifeddine S. The heat treatment of Al–Si–Cu–Mg casting alloys. J Mater Process Technol. 2010;210:1249. https://doi.org/10.1016/j.jmatprotec.2010.03.020.
Yuanbin L, Yang M, Li K, Ma C, Yang T, Wang J, Lu Q, Zhang Y, Li G, Zhang S, Du Y. In-situ study of effects of heat treatments and loading methods on fracture behaviors of a cast Al–Si alloy. Mater Today Commun. 2021;28: 102680. https://doi.org/10.1016/j.mtcomm.2021.102680.
Li YL, Yang Z, Duan H, Ma Z, Wu C, Bai Y, Sun C, Wang P, Li JP. Microstructure and mechanical properties of Al0.4Co0.5V0.6FeNi high-entropy alloys processed by homogenization treatment. SSRN Electron J. 2023;159:107941. https://doi.org/10.1016/j.intermet.2023.107941.
Reddy SR, Sunkari U, Lozinko A, Saha R, Guo S, Bhattacharjee PP. Microstructural design by severe warm-rolling for tuning mechanical properties of AlCoCrFeNi2.1 eutectic high entropy alloy. Intermetallics. 2019;114:106601. https://doi.org/10.1016/j.intermet.2019.106601.
Wang L, Yao C, Shen J, Zhang Y, Wang T, Ge Y, Gao L, Zhang G. Microstructures and room temperature tensile properties of as-cast and directionally solidified AlCoCrFeNi2.1 eutectic high-entropy alloy. Intermetallics. 2020;118:106681. https://doi.org/10.1016/j.intermet.2019.106681.
Wang Y, Chen W, Zhang J, Zhou J. A quantitative understanding on the mechanical behavior of AlCoCrFeNi2.1 eutectic high-entropy alloy. J Alloys Compd. 2021;850:156610. https://doi.org/10.1016/j.jallcom.2020.156610.
Zhang X, Li B, Zeng L, Yi J, Wang B, Hu CH, Xia M. Effect of Re addition on the microstructure and mechanical properties of AlCoCrFeNi2.1 eutectic high-entropy alloy. Intermetallics. 2023;154:107808. https://doi.org/10.1016/j.intermet.2022.107808.
Jin X, Zhou Y, Zhang LX, Du X, Li B. A novel Fe20Co20Ni41Al19 eutectic high entropy alloy with excellent tensile properties. Mater Lett. 2018;216:144. https://doi.org/10.1016/j.matlet.2018.01.017.
Wu Q, Wang Z, Zheng T, Chen D, Yang Z, Li J, Kai JJ, Wang J. A casting eutectic high entropy alloy with superior strength-ductility combination. Mater Lett. 2019;268:268. https://doi.org/10.1016/j.matlet.2019.06.067.
Gali A, George EP. Tensile properties of high- and medium-entropy alloys. Intermetallics. 2013;39:74. https://doi.org/10.1016/j.intermet.2013.03.018.
Otto F, Dlouhý A, Somsen C, Bei H, Eggeler G, George EP. The influences of temperature and microstructure on the tensile properties of a CoCrFeMnNi high-entropy alloy. Acta Mater. 2013;61:5743. https://doi.org/10.1016/j.actamat.2013.06.018.
Rackwitz J, Yu Q, Yang Y, Laplanche G, George EP, Minor AM, Ritchie RO. Effects of cryogenic temperature and grain size on fatigue-crack propagation in themedium-entropy CrCoNi alloy. Acta Mater. 2020;200:351. https://doi.org/10.1016/j.actamat.2020.09.021.
Thurston KVS, Gludovatz B, Hohenwarter A, Laplanche G, George EP, Ritchie RO. Effect of temperature on the fatigue-crack growth behavior of the high-entropy alloy CrMnFeCoNi. Intermetallics. 2017;88:65. https://doi.org/10.1016/j.intermet.2017.05.009.
Huang S, Li W, Lu S, Tian F, Shen J, Holmstrom E, Vitos L. Temperature dependent stacking fault energy of FeCrCoNiMn high entropy alloy. Scripta Mater. 2015;108:44. https://doi.org/10.1016/j.scriptamat.2015.05.041.
Laplanche G, Kostka A, Reinhart C, Hunfeld J, Eggeler GF, George EP. Reasons for the superior mechanical properties of medium-entropy CrCoNi compared to high-entropy CrMnFeCoNi. Acta Mater. 2017;128:292. https://doi.org/10.1016/j.actamat.2017.02.036.
Miao J, Slone C, Smith TM, Niu C, Bei H, Ghazisaeidi M, Pharr GM, Mills MJ. The evolution of the deformation substructure in a Ni-Co-Cr equiatomic solid solution alloy. Acta Mater. 2017;132:35. https://doi.org/10.1016/j.actamat.2017.04.033.
Yang M, Zhou L, Wang C, Jiang P, Yuan F, Ma E, Wu X. High impact toughness of CrCoNi medium-entropy alloy at liquid-helium temperature. Scripta Mater. 2019;172:66. https://doi.org/10.1016/j.scriptamat.2019.07.010.
He H, Naeem M, Zhang F, Zhao Y, Harjo S, Kawasaki T, Wang B, Wu X, Lan S, Wu ZD, Yin W, Wu Y, Lu Z, Kai JJ, Liu CT, Wang XL. Stacking fault driven phase transformation in CrCoNi medium entropy alloy. Nano Lett. 2021;21(3):1419. https://doi.org/10.1021/acs.nanolett.0c04244.
Naeem M, He H, Harjo S, Kawasaki T, Lin W, Kai JJ, Wu ZD, Lan S, Wang XL. Temperature-dependent hardening contributions in CrFeCoNi high-entropy alloy. Acta Mater. 2021;72:29. https://doi.org/10.1016/j.actamat.2021.117371.
Naeem M, He H, Zhang F, Huang H, Harjo S, Kawasaki T, Wang BX, Lan S, Wu ZD, Wang F, Wu Y, Lu Z, Zhang Z, Liu CT, Wang XL. Cooperative deformation in high-entropy alloys at ultralow temperatures. Sci Adv. 2020;6(13):4002. https://doi.org/10.1126/sciadv.aax4002.
Naeem M, Zhou H, He H, Harjo S, Kawasaki T, Lan S, Wu ZD, Zhu Y, Wang XL. Martensitic transformation in CrCoNi medium-entropy alloy at cryogenic temperature. Appl Phys Lett. 2021;119(13): 131901. https://doi.org/10.1063/5.0067268.
Tang L, Yan K, Cai B, Wang YQ, Liu B, Kabra S, Attallah MM, Liu Y. Deformation mechanisms of FeCoCrNiMo0.2 high entropy alloy at 77 and 15 K. Scripta Mater. 2020;178:166. https://doi.org/10.1016/j.scriptamat.2019.11.026.
Wang Y, Liu B, Yan K, Wang M, Kabra S, Chiu YL, Dye D, Lee PD, Liu Y, Cai B. Probing deformation mechanisms of a FeCoCrNi high-entropy alloy at 293 and 77 K using in situ neutron diffraction. Acta Mater. 2018;154:79. https://doi.org/10.1016/j.actamat.2018.05.013.
Liu J, Guo X, Lin Q, He Z, An X, Li L, Liaw PK, Liao X, Yu L, Lin J, Xie L, Ren J, Zhang Y. Excellent ductility and serration feature of metastable CoCrFeNi high-entropy alloy at extremely low temperatures. Sci China Mater. 2018;62:853. https://doi.org/10.1007/s40843-018-9373-y.
Ming K, Li B, Bai L, Jiang P, Wu X, Zheng S, Wang J. Dynamically reversible shear transformations in a CrMnFeCoNi high-entropy alloy at cryogenic temperature. Acta Mater. 2022;232(11): 117937. https://doi.org/10.1016/j.actamat.2022.117937.
Tirunilai AS, Sas J, Weiss KP, Chen H, Szabó DV, Schlabach S, Haas S, Geissler D, Freudenberger J, Heilmaier M, Kauffmann A. Peculiarities of deformation of CoCrFeMnNi at cryogenic temperatures. J Mater Res. 2018;33:3287. https://doi.org/10.1557/jmr.2018.252.
Pustovalov VV. Serrated deformation of metals and alloys at low temperatures (Review). Low Temp Phys. 2008;34:683. https://doi.org/10.1063/1.2973710.
Ding Q, Fu XQ, Chen D, Bei H, Gludovatz B, Li J, Zhang Z, George EP, Yu Q, Zhu T, Ritchie RO. Real-time nanoscale observation of deformation mechanisms in CrCoNi-based medium- to high-entropy alloys at cryogenic temperatures. Mater Today. 2019;25:21. https://doi.org/10.1016/j.mattod.2019.03.001.
Jo YH, Jung S, Choi WM, Sohn SS, Kim HS, Lee BJ, Kim NJ, Lee S. Cryogenic strength improvement by utilizing room-temperature deformation twinning in a partially recrystallized VCrMnFeCoNi high-entropy alloy. Nat Commun. 2017;8:15719. https://doi.org/10.1038/ncomms15719.
Kim DG, Jo MC, Jo YH, Kim HS, Lee BJ, Sohn SS, Lee S. Effects of temperature and loading rate on phase stability and deformation mechanism in metastable V10Cr10Co30FexNi50-x high entropy alloys. Mater Sci Eng A Struct Mater Prop Microstruct Process. 2021;804: 140766. https://doi.org/10.1016/j.msea.2021.140766.
Wagner C, Laplanche G. Effects of stacking fault energy and temperature on grain boundary strengthening, Intrinsic lattice strength and deformation mechanisms in CrMnFeCoNi high-entropy alloys with different Cr/Ni ratios. SSRN Electron J. 2023;244: 118541. https://doi.org/10.1016/j.actamat.2022.118541.
Yang J, Jo YH, Kim DW, Choi WM, Kim HS, Lee BJ, Sohn SS, Lee S. Effects of transformation-induced plasticity (TRIP) on tensile property improvement of Fe45Co30Cr10V10Ni5-xMnx high-entropy alloys. Mater Sci Eng A Struct Mater Prop Microstruct Process. 2020;772: 138809. https://doi.org/10.1016/j.msea.2019.138809.
Chew Y, Bi G, Zhu ZG, Ng FL, Weng F, Liu SB, Nai SML, Lee BY. Microstructure and enhanced strength of laser aided additive manufactured CoCrFeNiMn high entropy alloy. Mater Sci Eng, A. 2019;744:137. https://doi.org/10.1016/j.msea.2018.12.005.
Kim ES, Ramkumar KR, Karthik GM, Jeong S, Ahn SY, Sathiyamoorthi P, Park H, Heo YU, Kim HS. Cryogenic tensile behavior of laser additive manufactured CoCrFeMnNi high entropy alloys. J Alloy Compd. 2023;942: 169062. https://doi.org/10.1016/j.jallcom.2023.169062.
Li H, Che P, Yang XK, Huang Y, Ning Z, Sun JF, Fan HB. Enhanced tensile properties and wear resistance of additively manufactured CoCrFeMnNi high-entropy alloy at cryogenic temperature. Rare Met. 2022;41(4):1210. https://doi.org/10.1007/s12598-021-01867-1.
Qiu Z, Yao C, Feng K, Li Z, Chu PK. Cryogenic deformation mechanism of CrMnFeCoNi high-entropy alloy fabricated by laser additive manufacturing process. Int J Lightweight Mater Manuf. 2018;1:33. https://doi.org/10.1016/j.ijlmm.2018.02.001.
Zhang C, Yu Q, Tang YT, Xu M, Wang H, Zhu C, Ell JR, Zhao S, MacDonald BE, Cao P, Schoenung JM, Vecchio KS, Reed RC, Ritchie RO, Lavernia EJ. Strong and ductile FeNiCoAl-based high-entropy alloys for cryogenic to elevated temperature multifunctional applications. Acta Mater. 2022;242: 118449. https://doi.org/10.1016/j.actamat.2022.118449.
Tong Y, Chen D, Han B, Wang J, Feng R, Yang T, Zhao C, Zhao YL, Guo W, Shimizu Y, Liu CT, Liaw PK, Inoue K, Nagai Y, Hu A, Kai JJ. Outstanding tensile properties of a precipitation-strengthened FeCoNiCrTi0.2 high-entropy alloy at room and cryogenic temperatures. Acta Mater. 2019. https://doi.org/10.1016/j.actamat.2018.11.049.
Yuan J, Wu YC, Liaw PK, Luan J, Jiao Z, Li JJ, Han P, Qiao J. Remarkable cryogenic strengthening and toughening in nano-coherent CoCrFeNiTi0.2 high-entropy alloys via energetically-tuning polymorphous precipitates. Mater Sci Eng A. 2022;842:143111. https://doi.org/10.1016/j.msea.2022.143111.
Eleti RR, Stepanov N, Zherebtsov S. Mechanical behavior and thermal activation analysis of HfNbTaTiZr body-centered cubic high-entropy alloy during tensile deformation at 77 K. Scripta Mater. 2020;188:118. https://doi.org/10.1016/j.scriptamat.2020.07.028.
Podolskiy AV, Tabachnikova E, Voloschuk VV, Gorban V, Krapivka NA, Firstov SA. Mechanical properties and thermally activated plasticity of the Ti30Zr25Hf15Nb20Ta10 high entropy alloy at temperatures 4.2–350 K. Mater Sci Eng A Struct Mater Prop Microstruct Process. 2018;710:136. https://doi.org/10.1016/j.msea.2017.10.073.
Wang S, Wu MH, Shu D, Zhu GL, Wang D, Sun BD. Mechanical instability and tensile properties of TiZrHfNbTa high entropy alloy at cryogenic temperatures. MatSciRN Other Mech Proper Deform Mater Top. 2020;201:517. https://doi.org/10.1016/j.actamat.2020.10.044.
Wen X, Zhu L, Naeem M, Huang H, Jiang S, Wang H, Liu X, Zhang X, Wang XL, Wu Y, Lu Z. Strong work-hardenable body-centered-cubic high-entropy alloys at cryogenic temperature. Scripta Mater. 2023;231: 115434. https://doi.org/10.1016/j.scriptamat.2023.115434.
Huang P, Yeh JW. Effects of nitrogen content on structure and mechanical properties of multi-element (AlCrNbSiTiV)N coating. Surf Coat Technol. 2009;203:1891. https://doi.org/10.1016/j.surfcoat.2009.01.016.
Shen WJ, Tsai MH, Chang YS, Yeh JW. Effects of substrate bias on the structure and mechanical properties of (Al1.5CrNb0.5Si0.5Ti)Nx coatings. Thin Solid Films. 2012;520:6183. https://doi.org/10.1016/j.tsf.2012.06.002.
Yu RS, Huang CJ, Huang RH, Sun CH, Shieu FS. Structure and optoelectronic properties of multi-element oxide thin film. Appl Surf Sci. 2011;257:6073. https://doi.org/10.1016/j.apsusc.2011.01.139.
Huang C, Zhang YZ, Shen J, Vilar RM. Thermal stability and oxidation resistance of laser clad TiVCrAlSi high entropy alloy coatings on Ti–6Al–4V alloy. Surf Coat Technol. 2011;206:1389. https://doi.org/10.1016/j.surfcoat.2011.08.063.
Zhang H, He Y, Pan Y, He Y, Shin K. Synthesis and characterization of NiCoFeCrAl3 high entropy alloy coating by laser cladding. Adv Mater Res. 2010;97:1408.
Yao C, Wei B, Zhang P, Lu X, Liu P, Tong Y. Facile preparation and magnetic study of amorphous Tm-Fe-Co-Ni-Mn multicomponent alloy nanofilm. J Rare Earths. 2011;29:133. https://doi.org/10.1016/S1002-0721(10)60418-8.
Li QH, Yue TM, Guo ZN. Electro-spark deposition of multi-element high entropy alloy coating. Mater Sci Technol Conf Exhibit. 2010;3:1538. https://doi.org/10.1016/j.matlet.2021.130580.
Shen Z. Research on surface protection technology for magnesium alloys based on high entropy alloy. J Acad Armored Force Eng. 2013. https://api.semanticscholar.org/CorpusID:137748032.
Liao W, Zhang H, Liu ZY, Li P, Huang JJ, Yu CY, Lu Y. High strength and deformation mechanisms of Al0.3CoCrFeNi high-entropy alloy thin films fabricated by magnetron sputtering. Entropy. 2019;21(2):146. https://doi.org/10.3390/e21020146.
Pogrebnjak AD, Yakushchenko IV, Bagdasaryan AA, Bondar OV, Krause-Rehberg R, Abadias G, Chartier P, Oyoshi K, Takeda Y, Beresnev VM, Sobol O. Microstructure, physical and chemical properties of nanostructured (Ti–Hf–Zr–V–Nb)N coatings under different deposition conditions. Mater Chem Phys. 2014;147:1079. https://doi.org/10.1016/j.matchemphys.2014.06.062.
Liang S, Tsai DC, Chang ZC, Sung H, Lin YC, Yeh YJ, Deng MJ, Shieu FS. Structural and mechanical properties of multi-element (TiVCrZrHf)N coatings by reactive magnetron sputtering. Appl Surf Sci. 2011;258:399. https://doi.org/10.1016/j.apsusc.2011.09.006.
Senkov ON, Senková S, Woodward C, Miracle DB. Low-density, refractory multi-principal element alloys of the Cr-Nb-Ti-V-Zr system: microstructure and phase analysis (Postprint). Acta Mater. 2013;61:1545. https://doi.org/10.1016/j.actamat.2012.11.032.
Song B, Li Y, Cong Z, Li Y, Song Z, Chen J. Effects of deposition temperature on the nanomechanical properties of refractory high entropy TaNbHfZr films. J Alloy Compd. 2019;797:1025. https://doi.org/10.1016/j.jallcom.2019.05.121.
Liao WB, Xu C, Wang TL, Feng C, Khan MA, Yasin G. Oxidation influences on the microstructure and mechanical properties of W-Nb–Mo–Ta–V–O refractory high-entropy alloy films. Vacuum. 2022;207(14): 111586. https://doi.org/10.1016/j.vacuum.2022.111586.
Feng X, Tang GZ, Gu L, Ma XX, Sun M, Wang L. Preparation and characterization of TaNbTiW multi-element alloy films. Appl Surf Sci. 2012;261:447. https://doi.org/10.1016/j.apsusc.2012.08.030.
Sun W, Dacek ST, Ong SP, Hautier G, Jain A, Richards WD, Gamst AC, Persson KA, Ceder G. The thermodynamic scale of inorganic crystalline metastability. Sci Adv. 2016;2(11): e1600225. https://doi.org/10.1126/sciadv.1600225.
Xing Q, Ma J, Wang C, Zhang Y. High-throughput screening solar-thermal conversion films in a pseudobinary (Cr, Fe, V)-(Ta, W) system. ACS Combin Sci. 2018;20(11):602. https://doi.org/10.1021/acscombsci.8b00055.
Yan XH, Ma J, Zhang Y. High-throughput screening for biomedical applications in a Ti-Zr-Nb alloy system through masking co-sputtering. Sci China Phys Mech Astronomy. 2019;62: 996111. https://doi.org/10.1007/s11433-019-9387-7.
Wang TL, Khan MA, Feng C, Lin M, Yasin G, Liao WB. Parallel preparation of multi-component alloys with composition gradient distribution and their nonlinear microstructures and mechanical properties. J Alloy Compd. 2022;921: 166159. https://doi.org/10.1016/j.jallcom.2022.166159.
Chen L, Liang SX, Liu Y, Zhang LC. Additive manufacturing of metallic lattice structures: Unconstrained design, accurate fabrication, fascinated performances, and challenges. Mater Sci Eng R Rep. 2021;146: 100648. https://doi.org/10.1016/j.mser.2021.100648.
Saccone MA, Gallivan RA, Narita K, Yee DW, Greer JR. Additive manufacturing of micro-architected metals via hydrogel infusion. Nature. 2022;612(7941):685. https://doi.org/10.1038/s41586-022-05433-2.
Sun W, Fu Y, Ma H, Wang Y, Gao M, Kong X, Guan RF. High-strength AlCoCrFeNi2.1 eutectic high entropy alloy skeleton with hollow brick wall structures by selective laser melting. Mater Sci Eng A. 2023;854:143816. https://doi.org/10.1016/j.msea.2023.145757.
Zhang D, Kenel C, Dunand DC. Microstructure and properties of additively-manufactured WC-Co microlattices and WC-Cu composites. Acta Mater. 2021;221: 117420. https://doi.org/10.1016/j.actamat.2021.117420.
Feng X, Surjadi JU, Fan R, Li X, Zhou W, Zhao S, Lu Y. Microalloyed medium-entropy alloy (MEA) composite nanolattices with ultrahigh toughness and cyclability. Mater Today. 2021;42:10. https://doi.org/10.1016/j.mattod.2020.10.003.
Surjadi JU, Feng X, Zhou W, Lu Y. Optimizing film thickness to delay strut fracture in high-entropy alloy composite microlattices. Int J Extreme Manuf. 2021;3(2):025101.
Surjadi JU, Gao L, Cao K, Fan R, Lu Y. Mechanical enhancement of core-shell microlattices through high-entropy alloy coating. Sci Rep. 2018;8(1):5442. https://doi.org/10.1038/s41598-018-23857-7.
Zhao G, Shao X, Zhang QL, Wu Y, Wang Y, Chen X, Tian H, Liu Y, Liu Y, Lu BH. Porous bio-high entropy alloy scaffolds fabricated by direct ink writing. J Mater Sci Technol. 2023;157:21. https://doi.org/10.1016/j.jmst.2023.02.015.
Surjadi JU, Feng X, Fan R, Lin W, Li X, Lu Y. Hollow medium-entropy alloy nanolattices with ultrahigh energy absorption and resilience. NPG Asia Mater. 2021. https://doi.org/10.1038/s41427-021-00306-y.
Zhao D, Yu K, Sun TF, Jing X, Wan Y, Chen K, Gao H, Wang Y, Chen L, Guo X, Wei QM. Material–structure–function integrated additive manufacturing of degradable metallic bone implants for load-bearing applications. Adv Func Mater. 2023;33(16):2213128. https://doi.org/10.1002/adfm.202213128.
Feng J, Wei D, Zhang PL, Yu Z, Liu C, Lu W, Wang KS, Yan H, Zhang L, Wang L. Preparation of TiNbTaZrMo high-entropy alloy with tunable Young’s modulus by selective laser melting. J Manuf Process. 2023;85:160. https://doi.org/10.1016/j.jmapro.2022.11.046.
Kenel C, Casati NPM, Dunand DC. 3D ink-extrusion additive manufacturing of CoCrFeNi high-entropy alloy micro-lattices. Nat Commun. 2019;10:904. https://doi.org/10.1038/s41467-019-08763-4.
Surjadi JU, Zhou Y, Huang S, Wang L, Li M, Fan S, Li X, Zhou J, Lam RHW, Wang Z, Lu Y. Lightweight, ultra-tough, 3D-architected hybrid carbon microlattices. Matter. 2022;5(11):4029. https://doi.org/10.1016/j.matt.2022.08.010.
Peng S, Peng S, Mooraj S, Feng R, Liu L, Ren J, Liu Y, Kong F, Xiao ZY, Zhu C, Liaw PK, Chen W. Additive manufacturing of three-dimensional (3D)-architected CoCrFeNiMn high- entropy alloy with great energy absorption. Scripta Mater. 2021;252:88. https://doi.org/10.1016/j.matlet.2019.05.108.
Moghaddam AO, Shaburova NA, Samodurova MN, Abdollahzadeh A, Trofimov EA. Additive manufacturing of high entropy alloys: a practical review. J Mater Sci Technol. 2021;77:131. https://doi.org/10.1016/j.jmst.2020.11.029.
Zhang W, Chabok A, Kooi BJ, Pei Y. Additive manufactured high entropy alloys: a review of the microstructure and properties. Mater Des. 2022;220: 110875. https://doi.org/10.1016/j.matdes.2022.110875.
Liu G, Zhang X, Chen X, He Y, Cheng L, Huo M, Yin J, Hao F, Chen S, Wang P, Yi S, Wan L, Mao Z, Chen Z, Wang X, Cao Z, Lu J. Additive manufacturing of structural materials. Mater Sci Eng R Rep. 2021;145: 100596. https://doi.org/10.1016/j.mser.2020.100596.
Liu G, Zhang X, Lu X, Zhao Y, Zhou Z, Xu J, Yin J, Tang T, Wang P, Yi S, Fan J, Zhuo X, Chan YH, Wong WL, Bian H, Zuo J, Dai Y, Wu J, Lu J. 4D additive–subtractive manufacturing of shape memory ceramics. Adv Mater. 2023;35(39):2302108. https://doi.org/10.1002/adma.202302108.
Yang Y, Jia Z, Zhang X, Liu Y, Wang Q, Li Y, Shao L, Di S, Kuang J, Sun L, Zhang LC, Kruzic JJ, Lu Y, Lu J, Shen B. Chemical short-range order in multi-principal element alloy with ordering effects on water electrolysis performance. Mater Today. 2023;72:97. https://doi.org/10.1016/j.mattod.2023.12.006.
Brif Y, Thomas M, Todd I. The use of high-entropy alloys in additive manufacturing. Scripta Mater. 2015;99:93. https://doi.org/10.1016/j.scriptamat.2014.11.037.
Liu Z, Zhao D, Wang P, Yan M, Yang C, Chen Z, Lu J, Lu Z. Additive manufacturing of metals: microstructure evolution and multistage control. J Mater Sci Technol. 2022;100:224. https://doi.org/10.1016/j.jmst.2021.06.011.
Han C, Fang Q, Shi Y, Tor SB, Chua CK, Zhou K. Recent advances on high-entropy alloys for 3D printing. Adv Mater. 2020;32(26):1903855.
Zhou PF, Xiao DH, Wu Z, Ou XQ. Al0.5FeCoCrNi high entropy alloy prepared by selective laser melting with gas-atomized pre-alloy powders. Mater Sci Eng A. 2019;739:86. https://doi.org/10.1016/J.MSEA.2018.10.035.
Liu LX, Pan J, Zhang C, Xu JY, Guo R, Liu L. Achieving high strength and ductility in a 3D-printed high entropy alloy by cooperative planar slipping and stacking fault. Mater Sci Eng A Struct Mater Prop Microstruct Process. 2022;843: 143106. https://doi.org/10.1016/j.msea.2022.143106.
Li Z, Zhao S, Ritchie RO, Meyers MA. Mechanical properties of high-entropy alloys with emphasis on face-centered cubic alloys. Prog Mater Sci. 2019;102:296. https://doi.org/10.1016/J.PMATSCI.2018.12.003.
Li R, Niu P, Yuan T, Cao P, Chen C, Zhou K. Selective laser melting of an equiatomic CoCrFeMnNi high-entropy alloy: processability, non-equilibrium microstructure and mechanical property. J Alloy Compd. 2018;746:125. https://doi.org/10.1016/j.jallcom.2018.02.298.
Li R, Kong D, He K, Dong C. Superior thermal stability and strength of additively manufactured CoCrFeMnNi high-entropy alloy via NbC decorated sub-micro dislocation cells. Scripta Mater. 2023;230: 115401. https://doi.org/10.1016/j.scriptamat.2023.115401.
Park JM, Choe J, Kim JG, Bae JW, Moon J, Yang S, Kim KT, Yu JH, Kim HS. Superior tensile properties of 1%C-CoCrFeMnNi high-entropy alloy additively manufactured by selective laser melting. Mater Res Lett. 2020;8(1):1. https://doi.org/10.1080/21663831.2019.1638844.
Wu Y, Zhao X, Chen Q, Yang C, Jiang M, Liu C, Jia Z, Chen Z, Yang T, Liu Z. Strengthening and fracture mechanisms of a precipitation hardening high-entropy alloy fabricated by selective laser melting. Virtual Phys Prototyping. 2022;17:451. https://doi.org/10.1080/17452759.2022.2037055.
Li SH, Zhao Y, Radhakrishnan J, Ramamurty U. A micropillar compression investigation into the plastic flow properties of additively manufactured alloys. Acta Mater. 2022;240: 118290. https://doi.org/10.1016/j.actamat.2022.118290.
Liu L, Ding Q, Zhong Y, Zou J, Wu J, Chiu YL, Li J, Zhang Z, Yu Q, Shen Z. Dislocation network in additive manufactured steel breaks strength-ductility trade-off. Mater Today. 2018;21(4):354. https://doi.org/10.1016/j.mattod.2017.11.004.
Li R, Kong D, He K, Zhou Y, Dong C. Improved passivation ability via tuning dislocation cell substructures for FeCoCrNiMn high-entropy alloy fabricated by laser powder bed fusion. Appl Surf Sci. 2023;621: 156856. https://doi.org/10.1016/j.apsusc.2023.156856.
Zhu ZG, Nguyen QB, Ng FL, An XH, Liao XZ, Liaw PK, Nai SML, Wei J. Hierarchical microstructure and strengthening mechanisms of a CoCrFeNiMn high entropy alloy additively manufactured by selective laser melting. Scripta Mater. 2018;154:20. https://doi.org/10.1016/j.scriptamat.2018.05.015.
Mu Y, He L, Deng S, Jia Y, Jia Y, Wang G, Zhai Q, Liaw PK, Liu CT. A high-entropy alloy with dislocation-precipitate skeleton for ultrastrength and ductility. Acta Mater. 2022;232: 117975. https://doi.org/10.1016/j.actamat.2022.117975.
Luo S, Su Y, Wang Z. Tailored microstructures and strengthening mechanisms in an additively manufactured dual-phase high-entropy alloy via selective laser melting. Sci China Mater. 2020;63(7):1279. https://doi.org/10.1007/s40843-020-1291-9.
Luo S, Zhao C, Su Y, Liu Q, Wang Z. Selective laser melting of dual phase AlCrCuFeNix high entropy alloys: Formability, heterogeneous microstructures and deformation mechanisms. Addit Manuf. 2020;31: 100925. https://doi.org/10.1016/j.addma.2019.100925.
Zhu Y, Zhou S, Xiong Z, Liang YJ, Xue Y, Wang L. Enabling stronger eutectic high-entropy alloys with larger ductility by 3D printed directional lamellae. Addit Manuf. 2021;39: 101901. https://doi.org/10.1016/j.addma.2021.101901.
Senkov ON, Wilks GB, Scott JM, Miracle DB. Mechanical properties of Nb25Mo25Ta25W25 and V20Nb20Mo20Ta20W20 refractory high entropy alloys. Intermetallics. 2011;19(5):698. https://doi.org/10.1016/j.intermet.2011.01.004.
Dobbelstein H, Thiele M, Gurevich EL, George EP, Ostendorf A. Direct metal deposition of refractory high entropy alloy MoNbTaW. Phys Procedia. 2016;83:624. https://doi.org/10.1016/j.phpro.2016.08.065.
Zhang H, Zhao Y, Cai J, Ji S, Geng J, Sun X, Li D. High-strength NbMoTaX refractory high-entropy alloy with low stacking fault energy eutectic phase via laser additive manufacturing. Mater Des. 2021;201: 109462. https://doi.org/10.1016/j.matdes.2021.109462.
Gu P, Qi T, Chen L, Ge T, Ren X. Manufacturing and analysis of VNbMoTaW refractory high-entropy alloy fabricated by selective laser melting. Int J Refract Metal Hard Mater. 2022;105: 105834. https://doi.org/10.1016/j.ijrmhm.2022.105834.
Dobbelstein H, Gurevich EL, George EP, Ostendorf A, Laplanche G. Laser metal deposition of a refractory TiZrNbHfTa high-entropy alloy. Addit Manuf. 2018;24:386. https://doi.org/10.1016/j.addma.2018.10.008.
Li Q, Zhang H, Li D, Chen Z, Wang F, Wu M. Comparative study of the microstructures and mechanical properties of laser metal deposited and vacuum arc melted refractory NbMoTa medium-entropy alloy. Int J Refract Metal Hard Mater. 2020;88: 105195. https://doi.org/10.1016/j.ijrmhm.2020.105195.
Gou S, Gao M, Shi Y, Li S, Fang Y, Chen X, Chen H, Yin W, Liu J, Lei Z, Wang H. Additive manufacturing of ductile refractory high-entropy alloys via phase engineering. Acta Mater. 2023;248:118781. https://doi.org/10.1016/j.actamat.2023.118781.
Gao X, Zhao K, Ke H, Ding D, Wang W, Bai H. High mixing entropy bulk metallic glasses. J Non-Cryst Solids. 2011;357(21):3557. https://doi.org/10.1016/j.jnoncrysol.2011.07.016.
Ma L, Wang L, Zhang T, Inoue A. Bulk glass formation of Ti-Zr-Hf-Cu-M (M= Fe Co, Ni) alloys. Mater Trans. 2002;43(2):277. https://doi.org/10.2320/matertrans.43.277.
Wang W. High-entropy metallic glasses. Jom. 2014;66:2067. https://doi.org/10.1007/s11837-014-1002-3.
Gao MC, Yeh JW, Liaw PK, Zhang Y. High-entropy alloys: fundamentals and applications. Edited Springer. 2016. https://doi.org/10.1007/978-3-319-27013-5.
Chen Y, Dai ZW, Jiang JZ. High entropy metallic glasses: glass formation, crystallization and properties. J Alloy Compd. 2021;866: 158852. https://doi.org/10.1016/j.jallcom.2021.158852.
Luan H, Li K, Shi L, Zhao W, Bu H, Gong P, Yao KF. Recent progress in high-entropy metallic glasses. J Mater Sci Technol. 2023. https://doi.org/10.1016/j.jmst.2023.03.031.
Guo S, Hu Q, Ng C, Liu C. More than entropy in high-entropy alloys: formingsolid solutions or amorphous phase. Intermetallics. 2013;41:96. https://doi.org/10.1016/j.intermet.2013.05.002.
Ye Y, Liu X, Wang S, Liu C, Yang Y. The general effect of atomic size misfiton glass formation in conventional and high-entropy alloys. Intermetallics. 2016;78:30. https://doi.org/10.1016/j.intermet.2016.08.005.
Takeuchi A, Amiya K, Wada T, Yubuta K, Zhang W, Makino A. Alloy designsof high-entropy crystalline and bulk glassy alloys by evaluating mixing enthalpy and deltaparameter for quinary to decimal equi-atomic alloys. Mater Trans. 2014;55(1):165. https://doi.org/10.2320/matertrans.M2013352.
Ying HQ, Liu SN, Wu ZD, Dong WX, Ge JC, Hahn H, Provenzano V, Wang XL, Lan S. Phase selection rule of high-entropy metallic glasses with different short-to-medium-range orders. Rare Met. 2022;41(6):2021. https://doi.org/10.1007/s12598-022-01973-8.
Lan S, Zhu L, Wu Z, Gu L, Zhang Q, Kong H, Liu J, Song R, Liu S, Sha G. A medium-range structure motif linking amorphous and crystalline states. Nat Mater. 2021;20(10):1347. https://doi.org/10.1038/s41563-021-01011-5.
Takeuchi A, Chen N, Wada T, Yokoyama Y, Kato H, Inoue A, Yeh J. Pd20Pt20Cu20Ni20P20 high-entropy alloy as a bulk metallic glass in the centimeter. Intermetallics. 2011;19(10):1546. https://doi.org/10.1016/j.intermet.2011.05.030.
Zhao S, Yang G, Ding H, Yao K. A quinary Ti–Zr–Hf–Be–Cu high entropy bulkmetallic glass with a critical size of 12 mm. Intermetallics. 2015;61:47. https://doi.org/10.1016/j.intermet.2015.02.011.
Kui H, Greer AL, Turnbull D. Formation of bulk metallic glass by fluxing. Appl Phys Lett. 1984;45(6):615. https://doi.org/10.1063/1.95330.
Peker A, Johnson WL. A highly processable metallic glass: Zr41.2Ti13.8Cu12.5Ni10.0Be22.5. Appl Phys Lett. 1993;63(17):2342. https://doi.org/10.1063/1.110520.
Wang Y, Zhang K, Feng Y, Li Y, Tang W, Zhang Y, Wei B, Hu Z. Excellent irradiation tolerance and mechanical behaviors in high-entropy metallic glasses. J Nucl Mater. 2019;527: 151785. https://doi.org/10.1016/j.jnucmat.2019.151785.
Zhao S, Wang H, Gu J, Guo N, Shao L, Zhang Y, Yao K, Chen N. High strain rate sensitivity of hardness in Ti-Zr-Hf-Be-(Cu/Ni) high entropy bulk metallic glasses. J Alloy Compd. 2018;742:312. https://doi.org/10.1016/j.jallcom.2018.01.264.
Fang Q, Yi M, Li J, Liu B, Huang Z. Deformation behaviors of Cu29Zr32Ti15Al5Ni19 high entropy bulk metallic glass during nanoindentation. Appl Surf Sci. 2018;443:122. https://doi.org/10.1016/j.apsusc.2018.02.245.
Zhou Q, Du Y, Han W, Jia Q, Deng Y, Wang H. Identifying the high entropy effect on plastic dynamics in bulk metallic glasses: A nanoindentation study at room and elevated temperatures. Mater Des. 2020;189: 108500. https://doi.org/10.1016/j.matdes.2020.108500.
Li M, Guan H, Yang S, Ma X, Li Q. Minor Cr alloyed Fe–Co–Ni–P–B high entropy bulk metallic glass with excellent mechanical properties. Mater Sci Eng, A. 2021;805: 140542. https://doi.org/10.1016/j.msea.2020.140542.
Zhou Q, Du Y, Han W, Ren Y, Zhai H, Wang H. Identifying the origin of strain rate sensitivity in a high entropy bulk metallic glass. Scripta Mater. 2019;164:121. https://doi.org/10.1016/j.scriptamat.2019.02.002.
Li H, Xie X, Zhao K, Wang Y, Zheng Y, Wang W, Qin L. In vitro and in vivo studies on biodegradable CaMgZnSrYb high-entropy bulk metallic glass. Acta Biomater. 2013;9(10):8561. https://doi.org/10.1016/j.actbio.2013.01.029.
Qi T, Li Y, Takeuchi A, Xie G, Miao H, Zhang W. Soft magnetic Fe25Co25Ni25(B, Si)25 high entropy bulk metallic glasses. Intermetallics. 2015;66:8. https://doi.org/10.1016/j.intermet.2015.06.015.
Li Y, Zhang W, Qi T. New soft magnetic Fe25Co25Ni25(P, C, B)25 high entropy bulk metallic glasses with large supercooled liquid region. J Alloy Compd. 2017;693:25. https://doi.org/10.1016/j.jallcom.2016.09.144.
Xu Y, Li Y, Zhu Z, Zhang W. Formation and properties of Fe25Co25Ni25(P, C, B, Si)25 high-entropy bulk metallic glasses. J Non-Cryst Solids. 2018;487:60. https://doi.org/10.1016/j.jallcom.2016.09.144.
Glasscott MW, Pendergast AD, Goines S, Bishop AR, Hoang AT, Renault C, Dick JE. Electrosynthesis of high-entropy metallic glass nanoparticles for designer, multi-functional electrocatalysis. Nat Commun. 2019;10(1):2650. https://doi.org/10.1038/s41467-019-10303-z.
Jia Z, Nomoto K, Wang Q, Kong C, Sun L, Zhang LC, Liang SX, Lu J, Kruzic JJ. A self-supported high-entropy metallic glass with a nanosponge architecture for efficient hydrogen evolution under alkaline and acidic conditions. Adv Func Mater. 2021;31(38):2101586. https://doi.org/10.1002/adfm.202101586.
Gao FY, Liu SN, Ge JC, Zhang XL, Zhu L, Zheng YR, Duan Y, Qin S, Dong W, Yu X. Nickel–molybdenum–niobium metallic glass for efficient hydrogen oxidation in hydroxide exchange membrane fuel cells. Nat Catal. 2022. https://doi.org/10.1038/s41929-022-00862-8.
Jia Z, Duan X, Qin P, Zhang W, Wang W, Yang C, Sun H, Wang S, Zhang LC. Disordered atomic packing structure of metallic glass: toward ultrafast hydroxyl radicals production rate and strong electron transfer ability in catalytic performance. Adv Func Mater. 2017;27(38):1702258. https://doi.org/10.1002/adfm.201702258.
Jia Z, Kang J, Zhang W, Wang W, Yang C, Sun H, Habibi D, Zhang L. Surface aging behaviour of Fe-based amorphous alloys as catalysts during heterogeneous photo Fenton-like process for water treatment. Appl Catal B. 2017;204:537. https://doi.org/10.1016/j.apcatb.2016.12.001.
Jia Z, Wang Q, Sun L, Wang Q, Zhang LC, Wu G, Luan JH, Jiao ZB, Wang A, Liang SX, Gu M, Lu J. Attractive in situ self-reconstructed hierarchical gradient structure of metallic glass for high efficiency and remarkable stability in catalytic performance. Adv Func Mater. 2019;29(19):1807857. https://doi.org/10.1002/adfm.201807857.
Jia Z, Zhang W, Wang W, Habibi D, Zhang L. Amorphous Fe78Si9B13 alloy: an efficient and reusable photo-enhanced Fenton-like catalyst in degradation of cibacron brilliant red 3B-A dye under UV–vis light. Appl Catal B. 2016;192:46. https://doi.org/10.1016/j.apcatb.2016.03.048.
Liang S, Jia Z, Zhang W, Li X, Wang W, Lin H, Zhang L. Ultrafast activation efficiency of three peroxides by Fe78Si9B13 metallic glass under photo-enhanced catalytic oxidation: a comparative study. Appl Catal B. 2018;221:108. https://doi.org/10.1016/j.apcatb.2017.09.007.
Liang SX, Jia Z, Liu YJ, Zhang W, Wang W, Lu J, Zhang LC. Compelling rejuvenated catalytic performance in metallic glasses. Adv Mater. 2018;30(45):1802764. https://doi.org/10.1002/adma.201802764.
Zhang LC, Jia Z, Lyu F, Liang SX, Lu J. A review of catalytic performance of metallic glasses in wastewater treatment: recent progress and prospects. Prog Mater Sci. 2019;105:100576. https://doi.org/10.1016/j.pmatsci.2019.100576.
Xue L, Shao L, Li Z, Han Z, Zhang B, Huo J, Wang X, Zhu S, Qian B, Cheng J, Shen B. Utilization of high entropy in rare earth-based magnetocaloric metallic glasses. J Market Res. 2022;18:5301. https://doi.org/10.1016/j.jmrt.2022.05.022.
Huo J, Huo L, Men H, Wang X, Inoue A, Wang J, Chang C, Li RW. The magnetocaloric effect of Gd-Tb-Dy-Al-M (M= Fe, Co and Ni) high-entropy bulk metallic glasses. Intermetallics. 2015;58:31. https://doi.org/10.1016/j.intermet.2014.11.004.
Pang C, Yuan C, Chen L, Xu H, Guo K, He J, Li Y, Wei M, Wang X, Huo J. Effect of yttrium addition on magnetocaloric properties of Gd-Co-Al-Ho high entropy metallic glasses. J Non-Cryst Solids. 2020;549:12034. https://doi.org/10.1016/j.jnoncrysol.2020.120354.
Zhang Y, Zhu J, Li S, Wang J, Ren Z. Achievement of giant cryogenic refrigerant capacity in quinary rare-earths based high-entropy amorphous alloy. J Mater Sci Technol. 2022;102:66. https://doi.org/10.1016/j.jmst.2021.06.028.
Yin H, Law J, Huang Y, Franco V, Shen H, Jiang S, Bao Y, Sun J. Design of Fe-containing GdTbCoAl high-entropy-metallic-glass composite microwires with tunable Curie temperatures and enhanced cooling efficiency. Mater Des. 2021;206: 109824. https://doi.org/10.1016/j.matdes.2021.109824.
Xue L, Shao L, Luo Q, Shen B. Gd25RE25Co25Al25 (RE= Tb, Dy and Ho) high-entropy glassy alloys with distinct spin-glass behavior and good magnetocaloric effect. J Alloy Compd. 2019;790:633. https://doi.org/10.1016/j.jallcom.2019.03.210.
Pang C, Chen L, Xu H, Guo W, Lv Z, Huo J, Cai M, Shen B, Wang X, Yuan C. Effect of Dy, Ho, and Er substitution on the magnetocaloric properties of Gd-Co-Al-Y high entropy bulk metallic glasses. J Alloy Compd. 2020;827:154101. https://doi.org/10.1016/j.jallcom.2020.154101.
Li J, Xue L, Yang W, Yuan C, Huo J, Shen B. Distinct spin glass behavior and excellent magnetocaloric effect in Er20Dy20Co20Al20RE20 (RE= Gd, Tb and Tm) high-entropy bulk metallic glasses. Intermetallics. 2018;96:90. https://doi.org/10.1016/j.intermet.2018.03.002.
Huo J, Wang JQ, Wang WH. Denary high entropy metallic glass with large magnetocaloric effect. J Alloy Compd. 2019;776:202. https://doi.org/10.1016/j.jallcom.2018.10.328.
Sheng W, Wang JQ, Wang G, Huo J, Wang X, Li RW. Amorphous microwires of high entropy alloys with large magnetocaloric effect. Intermetallics. 2018;96:79. https://doi.org/10.1016/j.intermet.2018.02.015.
Yin H, Wang JQ, Huang Y, Shen H, Guo S, Fan H, Huo J, Sun J. Relating microstructure to magnetocaloric properties in RE36Tb20Co20Al24 (RE= Gd, Dy or Ho) high-entropy metallic-glass microwires designed by binary eutectic clusters method. J Mater Sci Technol. 2023;149:167. https://doi.org/10.1016/j.jmst.2022.12.008.
Yin H, Huang Y, Daisenberg D, Xue P, Jiang S, Ru W, Jiang S, Bao Y, Bian X, Tong X. Atomic structure evolution of high entropy metallic glass microwires at cryogenic temperature. Scripta Mater. 2019;163:29. https://doi.org/10.1016/j.scriptamat.2018.12.031.
Zhang X, Luan H, Lou H, Liang T, Chen S, Xu D, Yin Z, Wang L, Zeng J, Ren Y. Highly variable chemical short-range order in a high-entropy metallic glass. Mater Today Phys. 2022;27: 100799. https://doi.org/10.1016/j.mtphys.2022.100799.
Luan H, Zhang X, Ding H, Zhang F, Luan J, Jiao Z, Yang YC, Bu H, Wang R, Gu J. High-entropy induced a glass-to-glass transition in a metallic glass. Nat Commun. 2022;13(1):2183. https://doi.org/10.1038/s41467-022-29789-1.
Huang Y, Weng ST, Jiang HY, Liu ZP, Liu XZ, Wang YT, Shen LQ, Sun BY, Yang F, Wang ZJ, Sun YH, Sun BA, Lu Z, Wang XF, Bai HY. Ultralarge-scale anomalous phase separation discovered in a Cr-Fe-Co-Ni-Zr high-entropy metallic glass system. Sci China Mater. 2023;66:335. https://doi.org/10.1007/s40843-022-2106-3.
Xue L, Shao L, Luo Q, Shen B. Gd25RE25Co25Al25 (RE= Tb, Dy and Ho) high-entropy glassy alloys with distinct spin-glass behavior and good magnetocaloric effect. J Alloys Compd. 2019;790:633. https://doi.org/10.1016/j.jallcom.2019.03.210.
Zhang X, Luan H, Lou H, Liang T, Chen S, Xu D, Yin Z, Wang L, Zeng J, Ren Y, Zeng Z, Shao Y, Yao KF, Zeng Q. Highly variable chemical short-range order in a high-entropy metallic glass. Mater Today Physics. 2022;27:100799. https://doi.org/10.1016/j.mtphys.2022.100799.
Jiang S, Wang H, Wu Y, Liu X, Chen H, Yao M, Gault B, Ponge D, Raabe D, Hirata A, Chen M, Wang Y, Lu Z. Ultrastrong steel via minimal lattice misfit and high-density nanoprecipitation. Nature. 2017;544:460. https://doi.org/10.1038/nature22032.
Sato J, Omori T, Oikawa K, Ohnuma I, Kainuma R, Ishida K. Cobalt-base high-temperature alloys. Science. 2006;312:90. https://doi.org/10.1126/science.1121738.
Ardell AJ. Precipitation hardening. Metall Trans A. 1985;16:2131. https://doi.org/10.1007/bf02670416.
Li C, Ma Y, Hao J, Yan Y, Wang Q, Dong C, Liaw PK. Microstructures and mechanical properties of body-centered-cubic (Al, Ti)0.7(Ni Co, Fe, Cr)5 high entropy alloys with coherent B2/L21 nanoprecipitation. Mater Sci Eng A. 2018;737:286. https://doi.org/10.1016/j.msea.2018.09.060.
Ma Y, Wang Q, Jiang BB, Li CL, Hao JM, Li XN, Dong C, Nieh TG. Controlled formation of coherent cuboidal nanoprecipitates in body-centered cubic high-entropy alloys based on Al2(Ni Co, Fe, Cr)14 compositions. Acta Mater. 2018;147:213. https://doi.org/10.1016/j.actamat.2018.01.050.
Liang Y-J, Wang L, Wen Y, Cheng B, Wu Q, Cao T, Xiao Q, Xue Y, Sha G, Wang Y, Ren Y, Li X, Wang L, Wang F, Cai H. High-content ductile coherent nanoprecipitates achieve ultrastrong high-entropy alloys. Nat Commun. 2018. https://doi.org/10.1038/s41467-018-06600-8.
Zhou YJ, Zhang Y, Wang YL, Chen GL. Solid solution alloys of AlCoCrFeNiTix with excellent room-temperature mechanical properties. Appl Phys Lett. 2007;90:181904. https://doi.org/10.1063/1.2734517.
Antonov S, Detrois M, Tin S. Design of novel precipitate-strengthened Al-Co-Cr-Fe-Nb-Ni high-entropy superalloys. Metall Mater Trans A. 2017;49:305. https://doi.org/10.1007/s11661-017-4399-9.
Chang YJ, Yeh AC. The evolution of microstructures and high temperature properties of AlxCo1.5CrFeNi1.5Tiy high entropy alloys. J Alloys Compd. 2015;653:379. https://doi.org/10.1016/j.jallcom.2015.09.042.
Yang T, Zhao Y, Liu W, Kai J, Liu C. L12-strengthened high-entropy alloys for advanced structural applications. J Mater Res. 2018;33:2983. https://doi.org/10.1557/jmr.2018.186.
Zhao YL, Yang T, Zhu JH, Chen D, Yang Y, Hu A, Liu CT, Kai JJ. Development of high-strength Co-free high-entropy alloys hardened by nanosized precipitates. Scripta Mater. 2018;148:51. https://doi.org/10.1016/j.scriptamat.2018.01.028.
Liu S, Gao MC, Liaw PK, Zhang Y. Microstructures and mechanical properties of AlxCrFeNiTi0.25 alloys. J Alloys Compd. 2015;619:610. https://doi.org/10.1016/j.jallcom.2014.09.073.
Wang W-R, Wang W-L, Yeh J-W. Phases, microstructure and mechanical properties of AlxCoCrFeNi high-entropy alloys at elevated temperatures. J Alloys Compd. 2014;589:143. https://doi.org/10.1016/j.jallcom.2013.11.084.
Gwalani B, Choudhuri D, Soni V, Ren Y, Styles M, Hwang JY, Nam SJ, Ryu H, Hong SH, Banerjee R. Cu assisted stabilization and nucleation of L12 precipitates in Al0.3CuFeCrNi2 fcc-based high entropy alloy. Acta Mater. 2017;129:170. https://doi.org/10.1016/j.actamat.2017.02.053.
He JY, Wang H, Huang HL, Xu XD, Chen MW, Wu Y, Liu XJ, Nieh TG, An K, Lu ZP. A precipitation-hardened high-entropy alloy with outstanding tensile properties. Acta Mater. 2016;102:187. https://doi.org/10.1016/j.actamat.2015.08.076.
Jin D, Wang Z, Yuan J, Jiang B, Yu F, Li J, Wang Q. High-strength and energetic Al2Ti6Zr2Nb3Ta3 high entropy alloy containing a cuboidal BCC/B2 coherent microstructure. J Alloys Compd. 2023;931:167546. https://doi.org/10.1016/j.jallcom.2022.167546.
Liu WH, Lu ZP, He JY, Luan JH, Wang ZJ, Liu B, Liu Y, Chen MW, Liu CT. Ductile CoCrFeNiMox high entropy alloys strengthened by hard intermetallic phases. Acta Mater. 2016;116:332. https://doi.org/10.1016/j.actamat.2016.06.063.
Li Z, Fu L, Peng J, Zheng H, Ji X, Sun Y, Ma S, Shan A. Improving mechanical properties of an FCC high-entropy alloy by γ′ and B2 precipitates strengthening. Mater Character. 2020;159:109989. https://doi.org/10.1016/j.matchar.2019.109989.
Guo JM, Zhou BC, Qiu S, Kong HJ, Niu MC, Luan JH, Zhang TL, Wu H, Jiao ZB. Achieving ultrahigh strength and ductility in high-entropy alloys via dual precipitation. J Mater Sci Technol. 2023;166:67. https://doi.org/10.1016/j.jmst.2023.05.021.
Luan H-W, Shao Y, Li J-F, Mao WL, Han ZD, Shao C, Yao KF. Phase stabilities of high entropy alloys. Scripta Mater. 2020;179:40. https://doi.org/10.1016/j.scriptamat.2019.12.041.
Zhang F, Zhao S, Jin K, Xue K, Velisa G, Bei H, Huang R, Ko JYP, Pagan DC, Neuefeind JC, Weber WJ, Zhang YW. Local structure and short-range order in a NiCoCr solid solution alloy. Phys Rev Lett. 2017;118(20): 205501. https://doi.org/10.1103/PhysRevLett.118.205501.
Wang F, Balbus GH, Xu S, Su Y, Shin J, Rottmann PF, Knipling KE, Stinville JC, Mills LH, Senkov ON. Multiplicity of dislocation pathways in a refractory multiprincipal element alloy. Science. 2020;370(6512):95. https://doi.org/10.1126/science.aba3722.
Zhang Z, Mao M, Wang J, Gludovatz B, Zhang Z, Mao SX, George EP, Yu Q, Ritchie RO. Nanoscale origins of the damage tolerance of the high-entropy alloy CrMnFeCoNi. Nat Commun. 2015;6(1):10143. https://doi.org/10.1038/ncomms10143.
Zhang R, Zhao S, Ophus C, Deng Y, Vachhani SJ, Ozdol B, Traylor R, Bustillo KC, Morris JW, Chrzan DC, Asta M, Minor A. Direct imaging of short-range order and its impact on deformation in Ti-6Al. Sci Adv. 2019;5(12):2799. https://doi.org/10.1126/sciadv.aax2799.
Chen X, Wang Q, Cheng Z, Zhu M, Zhou H, Jiang P, Zhou L, Xue Q, Yuan F, Zhu J, Wu X, Ma E. Direct observation of chemical short-range order in a medium-entropy alloy. Nature. 2021;592:712. https://doi.org/10.1038/s41586-021-03428-z.
Zhang R, Zhao S, Ding J, Chong Y, Jia T, Ophus C, Asta M, Ritchie RO, Minor AM. Short-range order and its impact on the CrCoNi medium-entropy alloy. Nature. 2020;581:283. https://doi.org/10.1038/s41586-020-2275-z.
Lyman CE, Goldstein JI, Romig AD, Echlin P, Joy DC, Newbury DE, Williams DB, Armstrong JT, Fiori CE, Lifshin E, Peters K-R: Energy-dispersive X-Ray microanalysis. Scanning Electron Microscopy, X-Ray Microanalysis, and Analytical Electron Microscopy: Springer US, 1990. 33.
Yu Q, Chen YJ, Fang Y. Heterogeneity in chemical distribution and its impact in high-entropy alloys. Acta Metall Sin. 2021;57(4):393.
Jian W-R, Xie Z, Xu S, Su Y, Yao X, Beyerlein IJ. Effects of lattice distortion and chemical short-range order on the mechanisms of deformation in medium entropy alloy CoCrNi. Acta Mater. 2020;199:352. https://doi.org/10.1016/j.actamat.2020.08.044.
Li QJ, Sheng H, Ma E. Strengthening in multi-principal element alloys with local-chemical-order roughened dislocation pathways. Nat Commun. 2019;10:3563. https://doi.org/10.1038/s41467-019-11464-7.
Cao FH, Wang YJ, Dai LH. Novel atomic-scale mechanism of incipient plasticity in a chemically complex CrCoNi medium-entropy alloy associated with inhomogeneity in local chemical environment. Acta Mater. 2020;194:283. https://doi.org/10.1016/j.actamat.2020.05.042.
Zhang Z, Sheng H, Wang Z, Gludovatz B, Zhang Z, George EP, Yu Q, Mao SX, Ritchie RO. Dislocation mechanisms and 3D twin architectures generate exceptional strength-ductility-toughness combination in CrCoNi medium-entropy alloy. Nat Commun. 2017;8:14390. https://doi.org/10.1038/ncomms14390.
Ding Q, Zhang Y, Chen X, Fu X, Chen D, Chen S, Gu L, Wei F, Bei H, Gao Y, Wen M, Li J, Zhang Z, Zhu T, Ritchie RO, Yu Q. Tuning element distribution, structure and properties by composition in high-entropy alloys. Nature. 2019;574:223. https://doi.org/10.1038/s41586-019-1617-1.
Wei D, Wang L, Zhang Y, Gong W, Tsuru T, Lobzenko I, Jiang J, Harjo S, Kawasaki T, Bae JW, Lu W, Lu Z, Hayasaka Y, Kiguchi T, Okamoto NL, Ichitsubo T, Kim HS, Furuhara T, Ma E, Kato H. Metalloid substitution elevates simultaneously the strength and ductility of face-centered-cubic high-entropy alloys. Acta Mater. 2022;225:117571. https://doi.org/10.1016/j.actamat.2021.117571.
Chen Y, Fang Y, Fu X, Lu Y, Chen S, Bei H, Yu Q. Origin of strong solid solution strengthening in the CrCoNi-W medium entropy alloy. J Mater Sci Technol. 2021;73:101. https://doi.org/10.1016/j.jmst.2020.08.058.
Chen S, Oh HS, Gludovatz B, Kim SJ, Park ES, Zhang Z, Ritchie RO, Yu Q. Real-time observations of TRIP-induced ultrahigh strain hardening in a dual-phase CrMnFeCoNi high-entropy alloy. Nat Commun. 2020;11:826. https://doi.org/10.1038/s41467-020-14641-1.
Yin S, Zuo Y, Abu-odeh A. Atomistic simulations of dislocation mobility in refractory high-entropy alloys and the effect of chemical short-range order. Nat Commun. 2021;12(1):4873. https://doi.org/10.1038/s41467-021-25134-0.
Rao SI, Varvenne C, Woodward C, Parthasarathy TA, Miracle D, Senkov ON, Curtin WA. Atomistic simulations of dislocations in a model BCC multicomponent concentrated solid solution alloy. Acta Mater. 2017;125:311. https://doi.org/10.1016/j.actamat.2016.12.011ss.
Wei S, Kim SJ, Kang J, Zhang Y, Zhang Y, Furuhara T, Park ES, Tasan CC. Natural-mixing guided design of refractory high-entropy alloys with as-cast tensile ductility. Nat Mater. 2020;19:1175. https://doi.org/10.1038/s41563-020-0750-4.
Maiti S, Steurer W. Structural-disorder and its effect on mechanical properties in single-phase TaNbHfZr high-entropy alloy. Acta Mater. 2016;106:87. https://doi.org/10.1016/j.actamat.2016.01.018.
Ma E, Wu X. Tailoring heterogeneities in high-entropy alloys to promote strength–ductility synergy. Nat Commun. 2019;10(1):5623. https://doi.org/10.1038/s41467-019-13311-1.
Smith LTW, Su Y, Xu S, Hunter A, Beyerlein IJ. The effect of local chemical ordering on Frank-Read source activation in a refractory multi-principal element alloy. Int J Plast. 2020;134:102850. https://doi.org/10.1016/j.ijplas.2020.102850.
Ikeda Y, Körmann F, Tanaka I, Neugebauer J. Impact of chemical fluctuations on stacking fault energies of CrCoNi and CrMnFeCoNi high entropy alloys from first principles. Entropy. 2018;20(9):655. https://doi.org/10.3390/e20090655.
Smith TM, Hooshmand MS, Esser BD, Otto F, McComb DW, George EP, Ghazisaeidi M, Mills MJ. Atomic-scale characterization and modeling of 60° dislocations in a high-entropy alloy. Acta Mater. 2016;110:352. https://doi.org/10.1016/j.actamat.2016.03.045.
Xu S, Hwang E, Jian W-R, Su Y, Beyerlein IJ. Atomistic calculations of the generalized stacking fault energies in two refractory multi-principal element alloys. Intermetallics. 2020;124:106844. https://doi.org/10.1016/j.intermet.2020.106844.
Li Z, Zhang Z, Liu X, Li H, Zhang E, Bai G, Xu H, Liu X, Zhang X. Strength, plasticity and coercivity tradeoff in soft magnetic high-entropy alloys by multiple coherent interfaces. Acta Mater. 2023;254:118970. https://doi.org/10.1016/j.actamat.2023.118970.
Gao W, Dong Y, Jia X, Yang L, Li X, Wu S, Zhao R, Wu H, Li Q, He A, Li J. Novel CoFeAlMn high-entropy alloys with excellentsoft magnetic properties and high thermal stability. J Mater Sci Technol. 2023;153:22. https://doi.org/10.1016/j.jmst.2023.01.010.
Gao W, Dong Y, Ma Y, Wu H, Jia X, Liu Z, Li X, Zhao R, Wu S, Li Q, He A, Li J. Effects of structural transformation on magnetic properties of AlCoFeCr high-entropy soft magnetic powder cores by adjusting Co/Fe ratio. Mater Des. 2023;225:111537. https://doi.org/10.1016/j.matdes.2022.111537.
Chaudhary V, Chaudhary R, Banerjee R, Ramanujan RV. Accelerated and conventional development of magnetic high entropy alloys. Mater Today. 2021;49:231. https://doi.org/10.1016/j.mattod.2021.03.018.
Yan J, Yin S, Asta M, Ritchie RO, Ding J, Yu Q. Anomalous size effect on yield strength enabled by compositional heterogeneity in high-entropy alloy nanoparticles. Nat Commun. 2022;13:2789. https://doi.org/10.1038/s41467-022-30524-z.
Zhang X, Godfrey A, Huang X, Hansen N, Liu Q. Microstructure and strengthening mechanisms in cold-drawn pearlitic steel wire. Acta Mater. 2011;59:3422. https://doi.org/10.1016/j.actamat.2011.02.017.
Borchers C, Kirchheim R. Cold-drawn pearlitic steel wires. Progress Mater Sci. 2016;82:405. https://doi.org/10.1016/j.pmatsci.2016.06.001.
Zhang X, Hansen N, Godfrey A, Huang X. Dislocation-based plasticity and strengthening mechanisms in sub-20 nm lamellar structures in pearlitic steel wire. Acta Mater. 2016;114:176. https://doi.org/10.1016/j.actamat.2016.04.040.
Chen Y, Kraft O, Walter M. Size effects in thin coarse-grained gold microwires under tensile and torsional loading. Acta Mater. 2015;87:78. https://doi.org/10.1016/j.actamat.2014.12.034.
Arya A, Suwas S, Gérard C, Signor L, Thilly L, Chokshi AH. Strength and microstructure evolution in nickel during large strain wire drawing. Acta Mater. 2021;221:117396. https://doi.org/10.1016/j.actamat.2021.117396.
Li D, Li C, Feng T, Zhang Y, Sha G, Lewandowski JJ, Liaw PK, Zhang Y. High-entropy Al0.3CoCrFeNi alloy fibers with high tensile strength and ductility at ambient and cryogenic temperatures. Acta Mater. 2017;123:285. https://doi.org/10.1016/j.actamat.2016.10.038.
Ochin P, Dezellus A, Plaindoux P, Pons J, Vermaut P, Portier R, Cesari E. Shape memory thin round wires produced by the in rotating water melt-spinning technique. Acta Mater. 2006;54(7):1877. https://doi.org/10.1016/j.actamat.2005.12.013.
Huo W, Fang F, Zhou H, Xie Z, Shang JK, Jiang JJSM. Remarkable strength of CoCrFeNi high-entropy alloy wires at cryogenic and elevated temperatures. Scripta Mater. 2017;141:125. https://doi.org/10.1016/j.scriptamat.2017.08.006.
Chen J-X, Li T, Chen Y, Cao F-H, Wang H-Y, Dai L-H. Ultra-strong heavy-drawn eutectic high entropy alloy wire. Acta Mater. 2023;243:118515. https://doi.org/10.1016/j.actamat.2022.118515.
Pei C, Zhang B, Xie J, Kou Z, Li X, Feng T, Sun B, Wang W. Superlattice-shelled nanocrystalline core structural design for highly sensitive GMI sensors. Acta Mater. 2023;255:119088. https://doi.org/10.1016/j.actamat.2023.119088.
Wang S, Guo F, Ning Z, Bai H, Li H, Fan H, Sun J, Huang Y. The effect of cold drawing on the structure, tensile fracture strength and reliability of CuZrAl amorphous microwires. Mater Sci Eng: A. 2023;881:145421. https://doi.org/10.1016/j.msea.2023.145421.
Liu JP, Chen JX, Liu TW, Li C, Chen Y, Dai LH. Superior strength-ductility CoCrNi medium-entropy alloy wire. Scripta Mater. 2020;181:19. https://doi.org/10.1016/j.scriptamat.2020.02.002.
Chen J-X, Chen Y, Liu J-P, Liu T-W, Dai L-H. Anomalous size effect in micron-scale CoCrNi medium-entropy alloy wire. Scripta Mater. 2021;199:113897. https://doi.org/10.1016/j.scriptamat.2021.113897.
Inoue A, Hagiwara M, Masumoto T. Production of Fe-P-C amorphous wires by in-rotating-water spinning method and mechanical properties of the wires. J Mater Sci. 1982;17:580. https://doi.org/10.1007/bf00591492.
Hagiwara M, Inoue A, Masumoto T. Mechanical properties of Fe-Si-B amorphous wires produced by in-rotating-water spinning method. Metall Trans A. 1982;13:373. https://doi.org/10.1007/BF02643346.
Wu S, Qiao D, Zhang H, Miao J, Zhao H, Wang J, Lu Y, Wang T, Li T. Microstructure and mechanical properties of C Hf0.25NbTaW0.5 refractory high-entropy alloys at room and high temperatures. J Mater Sci Technol. 2022;97:229. https://doi.org/10.1016/j.jmst.2021.05.015.
Li T, Jiao W, Miao J, Lu Y, Guo E, Wang T, Li T, Liaw PK. A novel ZrNbMoTaW refractory high-entropy alloy with in-situ forming heterogeneous structure. Mater Sci Eng: A. 2021;827:142061. https://doi.org/10.1016/j.msea.2021.142061.
Huang R, Tan J, Li W, Dong Q, Li CJ, Qin XM, Guo SF, Lu YP. Effects of V content on the microstructure and mechanical properties of Nb31Ti37-Zr26Al6V refractory medium-entropy alloys. Intermetallics. 2022;143:107472. https://doi.org/10.1016/j.intermet.2022.107472.
Xu ZQ, Ma ZL, Tan Y, Cheng XW. Designing TiVNbTaSi refractory high-entropy alloys with ambient tensile ductility. Scripta Mater. 2022;206:114230. https://doi.org/10.1016/j.scriptamat.2021.114230.
Guo Y, He J, Li Z, Jia L, Wu X, Liu C. Strengthening and dynamic recrystallization mediated by Si-alloying in a refractory high entropy alloy. Mater Sci Eng A. 2022;832:142480. https://doi.org/10.1016/j.msea.2021.142480.
Wang Z, Wu H, Wu Y, Huang H, Zhu X, Zhang Y, Zhu H, Yuan X, Chen Q, Wang S, Liu X, Wang H, Jiang S, Kim MJ, Lu Z. Solving oxygen embrittlement of refractory high-entropy alloy via grain boundary engineering. Mater Today. 2022;54:83. https://doi.org/10.1016/j.mattod.2022.02.006.
Cui D, Zhang Y, Liu L, Li Y, Wang L, Wang Z, Li J, Wang J, He F. Oxygen-assisted spinodal structure achieves 1.5 GPa yield strength in a ductile refractory high-entropy alloy. J Mater Sci Technol. 2023;157:11. https://doi.org/10.1016/j.jmst.2023.01.038.
Takeuchi A, Inoue A. Calculations of mixing enthalpy and mismatch entropy for ternary amorphous alloys. Mater Trans JIM. 2000;41(11):1372. https://doi.org/10.2320/matertrans1989.41.1372.
Zhang Y, Zhou YJ, Lin JP, Chen GL, Liaw PK. Solid-solution phase formation rules for multi-component alloys. Adv Eng Mater. 2008;10(6):534. https://doi.org/10.1002/adem.200700240.
Yang X, Zhang Y. Prediction of high-entropy stabilized solid-solution in multi-component alloys. Mater Chem Phys. 2012;132(2–3):233. https://doi.org/10.1016/j.matchemphys.2011.11.021.
Guo S, Ng C, Lu J, Liu CT. Effect of valence electron concentration on stability of fcc or bcc phase in high entropy alloys. J Appl Phys. 2011;109:103505. https://doi.org/10.1063/1.3587228.
Huang R, Wang W, Li T, Zhang L, Amar A, Chen X, Ren Z, Lu Y. A novel AlMoNbHfTi refractory high-entropy alloy with superior ductility. J Alloys Compd. 2023;940:168821. https://doi.org/10.1016/j.jallcom.2023.168821.
Soni V, Gwalani B, Alam T, Dasari S, Zheng Y, Senkov ON, Miracle D, Banerjee R. Phase inversion in a two-phase, BCC+B2, refractory high entropy alloy. Acta Mater. 2020;185:89. https://doi.org/10.1016/j.actamat.2019.12.004.
Murty BS, Yeh JW, Ranganathan S, Bhattacharjee PP. Acknowledgments for the second edition. High-Entropy Alloys: Elsevier. 2019. p. xvii. ISBN: 9780128160671
Cao Y, Zhang W, Liu B, Liu Y, Du M, Fu A. Phase decomposition behavior and its effects on mechanical properties of TiNbTa0.5ZrAl0.5 refractory high entropy alloy. J Mater Sci Technol. 2021;66:10. https://doi.org/10.1016/j.jmst.2020.05.038.
Yao H, Liu Y, Sun X, Lu Y, Wang T, Li T. Microstructure and mechanical properties of Ti3V2NbAlxNiy low-density refractory multielement alloys. Intermetallics. 2021;133:107187. https://doi.org/10.1016/j.intermet.2021.107187.
Wang J, Jiang F, Wang L, Yang G, Xu M, Yi J. Cr addition-mediated simultaneous achievement of excellent strength and plasticity in non-equiatomic Nb-Ti-Zr-Ta-base refractory high-entropy alloys. J Alloys Compd. 2023;946:169423. https://doi.org/10.1016/j.jallcom.2023.169423.
Yang C, Bian H, Aoyagi K, Hayasaka Y, Yamanaka K, Chiba A. Synergetic strengthening in HfMoNbTaTi refractory high-entropy alloy via disordered nanoscale phase and semicoherent refractory particle. Mater Des. 2021;212:110248. https://doi.org/10.1016/j.matdes.2021.110248.
Li T, Wang S, Fan W, Lu Y, Wang T, Li T, Liaw PK. CALPHAD-aided design for superior thermal stability and mechanical behavior in a TiZrHfNb refractory high-entropy alloy. Acta Mater. 2023;246:118728. https://doi.org/10.1016/j.actamat.2023.118728.
Li W, Xiong K, Yang L, Zhang S, He J, Wang Y, Mao Y. An ambient ductile TiHfVNbTa refractory high-entropy alloy: cold rolling, mechanical properties, lattice distortion, and first-principles prediction. Mater Sci Eng A. 2022;856:144046. https://doi.org/10.1016/j.msea.2022.144046.
Wen X, Wu Y, Huang H, Jiang S, Wang H, Liu X, Zhang Y, Wang X, Lu Z. Effects of Nb on deformation-induced transformation and mechanical properties of HfNbxTa0.2TiZr high entropy alloys. Mater Sci Eng: A. 2021;805:140798. https://doi.org/10.1016/j.msea.2021.140798.
Wu YD, Cai YH, Wang T, Si JJ, Zhu J, Wang YD, Hui XD. A refractory Hf25Nb25Ti25Zr25 high-entropy alloy with excellent structural stability and tensile properties. Mater Lett. 2014;130:277. https://doi.org/10.1016/j.matlet.2014.05.134.
Wang L, Ding J, Chen S, Jin K, Zhang Q, Cui J, Wang B, Chen B, Li T, Ren Y, Zheng S, Ming K, Lu W, Hou J, Sha G, Liang J, Wang L, Xue Y, Ma E. Tailoring planar slip to achieve pure metal-like ductility in body-centred-cubic multi-principal element alloys. Nat Mater. 2023;22:950. https://doi.org/10.1038/s41563-023-01517-0.
Yan X, Liaw PK, Zhang Y. Ultrastrong and ductile BCC high-entropy alloys with low-density via dislocation regulation and nanoprecipitates. J Mater Sci Technol. 2022;110:109. https://doi.org/10.1016/j.jmst.2021.08.034.
Ouyang D, Chen ZJ, Yu H-B, Chan KC, Liu L. Oxidation behavior of the Ti38V15Nb23Hf24 refractory high-entropy alloy at elevated temperatures. Corros Sci. 2022;198:110153. https://doi.org/10.1016/j.corsci.2022.110153.
OstovariMoghaddam A, Sudarikov M, Shaburova N, Zherebtsov D, Zhivulin V, AshuraliSolizoda I, Starikov A, Veselkov S, Samoilova O, Trofimov E. High temperature oxidation resistance of W-containing high entropy alloys. J Alloys Compd. 2022;897:162733. https://doi.org/10.1016/j.jallcom.2021.162733.
Tsai M-H, Yeh J-W. High-entropy alloys: a critical review. Mater Res Lett. 2014;2(3):107. https://doi.org/10.1080/21663831.2014.912690.
Jia W, Wang H, Chen M, Lu D, Lin L, Car R, Weinan E, Zhang L. Pushing the limit of molecular dynamics with Ab initio accuracy to 100 million atoms with machine learning. In: SC20: international conference for high performance computing, networking, storage and analysis: IEEE. 2020; 1.https://doi.org/10.1109/SC41405.2020.00009.
Ma D, Grabowski B, Körmann F, Neugebauer J, Raabe D. Ab initio thermodynamics of the CoCrFeMnNi high entropy alloy: importance of entropy contributions beyond the configurational one. Acta Mater. 2015;100:90. https://doi.org/10.1016/j.actamat.2015.08.050.
Bhandari U, Zhang C, Zeng C, Guo S, Yang S. Computational and experimental investigation of refractory high entropy alloy Mo15Nb20Re15Ta30W20. J Mater Res Technol. 2020;9(4):8929. https://doi.org/10.1016/j.jmrt.2020.06.036.
Singh S, Katiyar NK, Goel S, Joshi SN. Phase prediction and experimental realisation of a new high entropy alloy using machine learning. Sci Rep. 2023;13(1):4811. https://doi.org/10.1038/s41598-023-31461-7.
LeCun Y, Bengio Y, Hinton G. Deep learning. Nature. 2015;521(7553):436. https://doi.org/10.1038/nature14539.
Bhandari U, Rafi MR, Zhang C, Yang S. Yield strength prediction of high-entropy alloys using machine learning. Mater Today Commun. 2021;26:101871. https://doi.org/10.1016/j.mtcomm.2020.101871.
Yang C, Ren C, Jia Y, Wang G, Li M, Lu W. A machine learning-based alloy design system to facilitate the rational design of high entropy alloys with enhanced hardness. Acta Mater. 2022;222:117431. https://doi.org/10.1016/j.actamat.2021.117431.
Zhou Q, Tang P, Liu S, Pan J, Yan Q, Zhang S-C. Learning atoms for materials discovery. PANS. 2018;115(28):E6411. https://doi.org/10.1073/pnas.1801181115.
Yin J, Pei Z, Gao MC. Neural network-based order parameter for phase transitions and its applications in high-entropy alloys. Nat Comput Sci. 2021;1:686. https://doi.org/10.1038/s43588-021-00139-3.
Rickman JM, Chan HM, Harmer MP, Smeltzer JA, Marvel CJ, Roy A, Balasubramanian G. Materials informatics for the screening of multi-principal elements and high-entropy alloys. Nat Commun. 2019;10(1):2618. https://doi.org/10.1038/s41467-019-10533-1.
Peng J, Yamamoto Y, Hawk JA, Lara-Curzio E, Shin D. Coupling physics in machine learning to predict properties of high-temperatures alloys. npj Comput Mater. 2020;6:141. https://doi.org/10.1038/s41524-020-00407-2.
Kostiuchenko T, Körmann F, Neugebauer J, Shapeev A. Impact of lattice relaxations on phase transitions in a high-entropy alloy studied by machine-learning potentials. NPJ Comput Mater. 2019;5:55. https://doi.org/10.1038/s41524-019-0195-y.
Zhang J, Liu X, Bi S, Yin J, Zhang G, Eisenbach M. Robust data-driven approach for predicting the configurational energy of high entropy alloys. Mater Des. 2020;185:108247. https://doi.org/10.1016/j.matdes.2019.108247.
Liu X, Zhang J, Yin J, Bi S, Eisenbach M, Wang Y. Monte Carlo simulation of order-disorder transition in refractory high entropy alloys: a data-driven approach. Comput Mater Sci. 2021;187:110135. https://doi.org/10.1016/j.commatsci.2020.110135.
Byggmästar J, Nordlund K, Djurabekova F. Modeling refractory high-entropy alloys with efficient machine-learned interatomic potentials: defects and segregation. Phys Rev B. 2021;104:104101. https://doi.org/10.1103/physrevb.104.104101.
Pei Z, Yin J, Hawk JA, Alman DE, Gao MC. Machine-learning informed prediction of high-entropy solid solution formation: Beyond the Hume-Rothery rules. Npj Comput Mater. 2020;6:50. https://doi.org/10.1038/s41524-020-0308-7.
Tancret F, Toda-Caraballo I, Menou E, Rivera Díaz-Del-Castillo PEJ. Designing high entropy alloys employing thermodynamics and Gaussian process statistical analysis. Mater Des. 2017;115:486. https://doi.org/10.1016/j.matdes.2016.11.049.
Li Y, Guo W. Machine-learning model for predicting phase formations of high-entropy alloys. Phys Rev Mater. 2019;3:095005. https://doi.org/10.1103/physrevmaterials.3.095005.
Behler J. Representing potential energy surfaces by high-dimensional neural network potentials. J Phys Condens Matter. 2014;26(18):183001. https://doi.org/10.1088/0953-8984/26/18/183001.
Bartók AP, Payne MC, Kondor R, Csányi G. Gaussian approximation potentials: the accuracy of quantum mechanics, without the electrons. Phys Rev Lett. 2010;104(13):136403. https://doi.org/10.1103/physrevlett.104.136403.
Li X-G, Chen C, Zheng H, Zuo Y, Ong SP. Complex strengthening mechanisms in the NbMoTaW multi-principal element alloy. Npj Comput Mater. 2020;6:70. https://doi.org/10.1038/s41524-020-0339-0.
Shapeev AV. Moment tensor potentials: a class of systematically improvable interatomic potentials. Multiscale Model Simul. 2016;14:1153. https://doi.org/10.1137/15m1054183.
Shapeev A. Accurate representation of formation energies of crystalline alloys with many components. Comput Mater Sci. 2017;139:26. https://doi.org/10.1016/j.commatsci.2017.07.010.
Liu X, Pei Z, Eisenbach M. Dislocation core structures and Peierls stresses of the high-entropy alloy NiCoFeCrMn and its subsystems. Mater Des. 2019;180:107955. https://doi.org/10.1016/j.matdes.2019.107955.
Liu X, Zhang J, Pei Z. Machine learning for high-entropy alloys: progress, challenges and opportunities. progress Mater Sci. 2023;131:101018. https://doi.org/10.1016/j.pmatsci.2022.101018.
Kim G, Diao H, Lee C, Samaei AT, Phan T, de Jong M, An K, Ma D, Liaw PK, Chen W. First-principles and machine learning predictions of elasticity in severely lattice-distorted high-entropy alloys with experimental validation. Acta Mater. 2019;181:124. https://doi.org/10.1016/j.actamat.2019.09.026.
Oh HS, Kim SJ, Odbadrakh K, Ryu WH, Yoon KN, Mu S, Körmann F, Ikeda Y, Tasan CC, Raabe D, Egami T, Park ES. Engineering atomic-level complexity in high-entropy and complex concentrated alloys. Nat Commun. 2019;10:2090. https://doi.org/10.1038/s41467-019-10012-7.
Pei Z, Yin J. Machine learning as a contributor to physics: understanding Mg alloys. Mater Des. 2019;172:107759. https://doi.org/10.1016/j.matdes.2019.107759.
Wei J, Zhou M, Long A, Xue Y, Liao H, Wei C, Xu ZJ. Heterostructured electrocatalysts for hydrogen evolution reaction under alkaline conditions. Nano-Micro Lett. 2018;10:75. https://doi.org/10.1007/s40820-018-0229-x.
Jia Z, Yang Y, Wang Q, Kong C, Yao Y, Wang Q, Sun L, Shen B, Kruzic JJ. An ultrafast and stable high-entropy metallic glass electrode for alkaline hydrogen evolution reaction. ACS Mater Lett. 2022;4(8):1389. https://doi.org/10.1021/acsmaterialslett.2c00371.
Jia Z, Zhao Y, Wang Q, Lyu F, Tian X, Liang SX, Zhang LC, Luan J, Wang Q, Sun L. Nanoscale heterogeneities of non-noble iron-based metallic glasses toward efficient water oxidation at industrial-level current densities. ACS Appl Mater Interfaces. 2022;14(8):10288. https://doi.org/10.1021/acsami.1c22294.
Wu HB, Xia BY, Yu L, Yu X-Y, Lou XW. Porous molybdenum carbide nano-octahedrons synthesized via confined carburization in metal-organic frameworks for efficient hydrogen production. Nat Commun. 2015;6(1):6512. https://doi.org/10.1038/ncomms7512.
Lyu F, Zeng S, Jia Z, Ma F-X, Sun L, Cheng L, Pan J, Bao Y, Mao Z, Bu Y, Li YY, Lu J. Two-dimensional mineral hydrogel-derived single atoms-anchored heterostructures for ultrastable hydrogen evolution. Nat Commun. 2022;13(1):6249. https://doi.org/10.1038/s41467-022-33725-8.
Liu D, Li X, Chen S, Yan H, Wang C, Wu C, Haleem YA, Duan S, Lu J, Ge B, Ajayan PM, Luo Y, Jiang J, Song L. Atomically dispersed platinum supported on curved carbon supports for efficient electrocatalytic hydrogen evolution. Nat Energy. 2019;4(6):512. https://doi.org/10.1038/s41560-019-0402-6.
Jia Z, Nomoto K, Wang Q, Kong C, Sun L, Zhang LC, Liang SX, Lu J, Kruzic JJ. A self-supported high-entropy metallic glass with a nanosponge architecture for efficient hydrogen evolution under alkaline and acidic conditions. Adv Funct Mater. 2021;31(38):2101586. https://doi.org/10.1002/adfm.202101586.
Jia Z, Yang T, Sun L, Zhao Y, Li W, Luan J, Lyu F, Zhang LC, Kruzic JJ, Kai J-J, Huang JC, Lu J, Liu CT. A novel multinary intermetallic as an active electrocatalyst for hydrogen evolution. Adv Mater. 2020;32(21):2000385. https://doi.org/10.1002/adma.202000385.
Shi W, Liu H, Li Z, Li C, Zhou J, Yuan Y, Jiang F, Fu K, Yao Y. High-entropy alloy stabilized and activated Pt clusters for highly efficient electrocatalysis. SusMat. 2022;2(2):186. https://doi.org/10.1002/sus2.56.
Qin Y, Yu T, Deng S, Zhou X-Y, Lin D, Zhang Q, Jin Z, Zhang D, He YB, Qiu HJ, He L, Kang F, Li K, Zhang TY. RuO2 electronic structure and lattice strain dual engineering for enhanced acidic oxygen evolution reaction performance. Nat Commun. 2022;13(1):3784. https://doi.org/10.1038/s41467-022-31468-0.
Cao L, Luo Q, Chen J, Wang L, Lin Y, Wang H, Liu X, Shen X, Zhang W, Liu W, Qi Z, Jiang Z, Yang J, Yao T. Dynamic oxygen adsorption on single-atomic Ruthenium catalyst with high performance for acidic oxygen evolution reaction. Nat Commun. 2019;10(1):4849. https://doi.org/10.1038/s41467-019-12886-z.
Lin C, Li JL, Li X, Yang S, Luo W, Zhang Y, Kim SH, Kim D-H, Shinde SS, Li YF, Liu ZP, Jiang Z, Lee JH. In-situ reconstructed Ru atom array on α-MnO2 with enhanced performance for acidic water oxidation. Nat Catal. 2021;4(12):1012. https://doi.org/10.1038/s41929-021-00703-0.
Niu S, Kong XP, Li S, Zhang Y, Wu J, Zhao W, Xu P. Low Ru loading RuO2/(Co, Mn)3O4 nanocomposite with modulated electronic structure for efficient oxygen evolution reaction in acid. Appl Catal B Environ. 2021;297:120442. https://doi.org/10.1016/j.apcatb.2021.120442.
Wang Q, Jia Z, Li J, He Y, Yang Y, Li Y, Sun L, Shen B. Attractive electron delocalization behavior of FeCoMoPb amorphous nanoplates for highly efficient alkaline water oxidation. Small. 2022;18(46):2204135. https://doi.org/10.1002/smll.202204135.
Wang Q, Li J, Li Y, Shao G, Jia Z, Shen B. Non-noble metal-based amorphous high-entropy oxides as efficient and reliable electrocatalysts for oxygen evolution reaction. Nano Res. 2022;15(10):8751. https://doi.org/10.1007/s12274-022-4179-8.
Wang Q, Li Y, Yang Y, Zhang X, Guo Y, Jia Z, Shen B. Self-supported AlFeNiCoMo high-entropy alloy with micropillar array structure for efficient oxygen evolution reaction. APL Mater. 2022;10(10):101106. https://doi.org/10.1063/5.0117046.
Kwon J, Sun S, Choi S, Lee K, Jo S, Park K, Kim YK, Park HB, Park HY, Jang JH, Han H, Paik U, Song T. Tailored electronic structure of ir in high entropy alloy for highly active and durable bifunctional electrocatalyst for water splitting under an acidic environment. Adv Mater. 2023;35(26):2300091. https://doi.org/10.1002/adma.202300091.
Zhu H, Zhu Z, Hao J, Sun S, Lu S, Wang C, Ma P, Dong W, Du M. High-entropy alloy stabilized active Ir for highly efficient acidic oxygen evolution. Chem Eng J. 2022;431:133251. https://doi.org/10.1016/j.cej.2021.133251.
Zhang X, Yang Y, Liu Y, Jia Z, Wang Q, Sun L, Zhang LC, Kruzic JJ, Lu J, Shen B. Defect engineering of a high-entropy metallic glass surface for high-performance overall water splitting at ampere-level current densities. Adv Mater. 2023;35(38):2303439. https://doi.org/10.1002/adma.202303439.
Qiu HJ, Fang G, Gao J, Wen Y, Lv J, Li H, Xie G, Liu X, Sun S. Noble metal-free nanoporous high-entropy alloys as highly efficient electrocatalysts for oxygen evolution reaction. ACS Mater Lett. 2019;1(5):526. https://doi.org/10.1021/acsmaterialslett.9b00414.
Borghei M, Lehtonen J, Liu L, Rojas OJ. Advanced biomass-derived electrocatalysts for the oxygen reduction reaction. Adv Mater. 2018;30(24):1703691. https://doi.org/10.1002/adma.201703691.
Escudero-Escribano M, Malacrida P, Hansen MH, Vej-Hansen UG, Velázquez-Palenzuela A, Tripkovic V, Schiøtz J, Rossmeisl J, Stephens IEL, Chorkendorff I. Tuning the activity of Pt alloy electrocatalysts by means of the lanthanide contraction. Science. 2016;352(6281):73. https://doi.org/10.1126/science.aad8892.
Beall CE, Fabbri E, Schmidt TJ. Perovskite oxide based electrodes for the oxygen reduction and evolution reactions: the underlying mechanism. ACS Catal. 2021;11(5):3094. https://doi.org/10.1021/acscatal.0c04473.
Jiang K, Zhao D, Guo S, Zhang X, Zhu X, Guo J, Lu G, Huang X. Efficient oxygen reduction catalysis by subnanometer Pt alloy nanowires. Sci Adv. 2017;3(2):1601705. https://doi.org/10.1126/sciadv.1601705.
Li M, Zhao Z, Cheng T, Fortunelli A, Chen CY, Yu R, Zhang Q, Gu L, Merinov BV, Lin Z, Zhu E, Yu T, Jia Q, Guo J, Zhang L, Goddard WA, Huang Y, Duan X. Ultrafine jagged platinum nanowires enable ultrahigh mass activity for the oxygen reduction reaction. Science. 2016;354(6318):1414. https://doi.org/10.1126/science.aaf9050.
Ze H, Chen X, Wang XT, Wang YH, Chen QQ, Lin JS, Zhang YJ, Zhang XG, Tian ZQ, Li JF. Molecular insight of the critical role of ni in pt-based nanocatalysts for improving the oxygen reduction reaction probed using an in situ SERS borrowing strategy. J Am Chem Soc. 2021;143(3):1318. https://doi.org/10.1021/jacs.0c12755.
Xiong Y, Yang Y, DiSalvo FJ, Abruña HD. Synergistic bimetallic metallic organic framework-derived Pt–Co oxygen reduction electrocatalysts. ACS Nano. 2020;14(10):13069. https://doi.org/10.1021/acsnano.0c04559.
Yu L, Zeng K, Li C, Lin X, Liu H, Shi W, Qiu HJ, Yuan Y, Yao Y. High-entropy alloy catalysts: from bulk to nano toward highly efficient carbon and nitrogen catalysis. Carbon Energy. 2022;4(5):731. https://doi.org/10.1002/cey2.228.
Jin Z, Lyu J, Zhao YL, Li H, Chen Z, Lin X, Xie G, Liu X, Kai JJ, Qiu HJ. Top-down synthesis of noble metal particles on high-entropy oxide supports for electrocatalysis. Chem Mater. 2021;33:1771. https://doi.org/10.1021/acs.chemmater.0c04695.
Löffler T, Meyer H, Savan A, Wilde P, Garzón Manjón A, Chen YT, Ventosa E, Scheu C, Ludwig A, Schuhmann W. Discovery of a multinary noble metal-free oxygen reduction catalyst. Adv Energy Mater. 2018;8(34):1802269. https://doi.org/10.1002/aenm.201802269.
Ong BC, Kamarudin SK, Basri S. Direct liquid fuel cells: a review. Int J Hydrogen Energy. 2017;42(15):10142. https://doi.org/10.1016/j.ijhydene.2017.01.117.
Huang W, Wang H, Zhou J, Wang J, Duchesne PN, Muir D, Zhang P, Han N, Zhao F, Zeng M, Zhong J, Jin C, Li Y, Lee ST, Dai H. Highly active and durable methanol oxidation electrocatalyst based on the synergy of platinum–nickel hydroxide–graphene. Nat Commun. 2015;6(1):10035. https://doi.org/10.1038/ncomms10035.
Moazzami N, Khadempir S, Karimi-Maleh H, Karimi F, Karaman C. Enhanced methanol electrooxidation by electroactivated Pd/Ni(OH)2/N-rGO catalyst. Int J Hydrogen Energy. 2023;48(17):6680. https://doi.org/10.1016/j.ijhydene.2022.01.248.
Ren X, Lv Q, Liu L, Liu B, Wang Y, Liu A, Wu G. Current progress of Pt and Pt-based electrocatalysts used for fuel cells. Sustain Energy Fuels. 2020;4(1):15. https://doi.org/10.1039/C9SE00460B.
Yusenko KV, Riva S, Carvalho PA, Yusenko MV, Arnaboldi S, Sukhikh AS, Hanfland M, Gromilov SA. First hexagonal close packed high-entropy alloy with outstanding stability under extreme conditions and electrocatalytic activity for methanol oxidation. Scripta Mater. 2017;138:22. https://doi.org/10.1016/j.scriptamat.2017.05.022.
Talluri B, Yoo K, Kim J. High entropy spinel metal oxide (CoCrFeMnNi)3O4 nanoparticles as novel efficient electrocatalyst for methanol oxidation and oxygen evolution reactions. J Environ Chem Eng. 2022;10(1):106932. https://doi.org/10.1016/j.jece.2021.106932.
Katiyar NK, Nellaiappan S, Kumar R, Malviya KD, Pradeep KG, Singh AK, Sharma S, Tiwary CS, Biswas K. Formic acid and methanol electro-oxidation and counter hydrogen production using nano high entropy catalyst. Mater Today Energy. 2020;16:100393. https://doi.org/10.1016/j.mtener.2020.100393.
Dutta I, Chatterjee S, Cheng H, Parsapur RK, Liu Z, Li Z, Ye E, Kawanami H, Low JSC, Lai Z, Loh XJ, Huang KW. Formic acid to power towards low-carbon economy. Adv Energy Mater. 2022;12:2103799. https://doi.org/10.1002/aenm.202103799.
Wang TJ, Jiang YC, He JW, Li FM, Ding Y, Chen P, Chen Y. Porous palladium phosphide nanotubes for formic acid electrooxidation. Carbon Energy. 2022;4:283. https://doi.org/10.1002/cey2.170.
Chang J, Feng L, Liu C, Xing W, Hu X. An effective Pd–Ni2P/C anode catalyst for direct formic acid fuel cells. Angewandte Chemie Int Ed. 2014;53:122. https://doi.org/10.1002/anie.201308620.
Li C, Yuan Q, Ni B, He T, Zhang S, Long Y, Gu L, Wang X. Dendritic defect-rich palladium–copper–cobalt nanoalloys as robust multifunctional non-platinum electrocatalysts for fuel cells. Nat Commun. 2018;9:3702. https://doi.org/10.1038/s41467-018-06043-1.
An L, Zhao TS, Li YS. Carbon-neutral sustainable energy technology: direct ethanol fuel cells. Renewable Sustain Energy Rev. 2015;50:1462. https://doi.org/10.1016/j.rser.2015.05.074.
Kamarudin MZF, Kamarudin SK, Masdar MS, Daud WRW. Review: direct ethanol fuel cells. Int J Hydrogen Energy. 2013;38:9438. https://doi.org/10.1016/j.ijhydene.2012.07.059.
Zhang W, Yang Y, Huang B, Lv F, Wang K, Li N, Luo M, Chao Y, Li Y, Sun Y, Xu Z, Qin Y, Yang W, Zhou J, Du Y, Su D, Guo S. Ultrathin PtNiM (M = Rh, Os, and Ir) nanowires as efficient fuel oxidation electrocatalytic materials. Adv Mater. 2019. https://doi.org/10.1002/adma.201805833.
Chen W, Luo S, Sun M, Wu X, Zhou Y, Liao Y, Tang M, Fan X, Huang B, Quan Z. High-entropy intermetallic PtRhBiSnSb nanoplates for highly efficient alcohol oxidation electrocatalysis. Adv Mater. 2022;34:2206276. https://doi.org/10.1002/adma.202206276.
Wang T, Li LY, Chen LN, Sheng T, Chen L, Wang YC, Zhang P, Hong YH, Ye J, Lin WF, Zhang Q, Zhang P, Fu G, Tian N, Sun SG, Zhou ZY. High CO-tolerant Ru-based catalysts by constructing an oxide blocking layer. J Am Chem Soc. 2022;144:9292. https://doi.org/10.1021/jacs.2c00602.
Zhou Y, Shen X, Wang M, Zhang L, Qian T, Yan C, Lu J. The understanding, rational design, and application of high-entropy alloys as excellent electrocatalysts: a review. Sci China Mater. 2023;66:2527. https://doi.org/10.1007/s40843-022-2436-6.
Zhan C, Xu Y, Bu L, Zhu H, Feng Y, Yang T, Zhang Y, Yang Z, Huang B, Shao Q, Huang X. Subnanometer high-entropy alloy nanowires enable remarkable hydrogen oxidation catalysis. Nat Commun. 2021;12:6261. https://doi.org/10.1038/s41467-021-26425-2.
Nitopi S, Bertheussen E, Scott SB, Liu X, Engstfeld AK, Horch S, Seger B, Stephens IEL, Chan K, Hahn C, Nørskov JK, Jaramillo TF, Chorkendorff I. Progress and perspectives of electrochemical CO2 reduction on copper in aqueous electrolyte. Chem Rev. 2019;119:7610. https://doi.org/10.1021/acs.chemrev.8b00705.
Birdja YY, Pérez GE, Figueiredo MC, Göttle AJ, Calle VF, Koper MTM. Advances and challenges in understanding the electrocatalytic conversion of carbon dioxide to fuels. Nat Energy. 2019;4:732. https://doi.org/10.1038/s41560-019-0450-y.
Ross MB, De Luna P, Li Y, Dinh CT, Kim D, Yang P, Sargent EH. Designing materials for electrochemical carbon dioxide recycling. Nat Catal. 2019;2:648. https://doi.org/10.1038/s41929-019-0306-7.
Li F, Li YC, Wang Z, Li J, Nam D-H, Lum Y, Luo M, Wang X, Ozden A, Hung SF, Chen B, Wang Y, Wicks J, Xu Y, Li Y, Gabardo CM, Dinh CT, Wang Y, Zhuang TT, Sinton D, Sargent EH. Cooperative CO2-to-ethanol conversion via enriched intermediates at molecule–metal catalyst interfaces. Nat Catal. 2020;3:75. https://doi.org/10.1038/s41929-019-0383-7.
Wang X, Wang Z, García de Arquer FP, Dinh CT, Ozden A, Li YC, Nam DH, Li J, Liu YS, Wicks J, Chen Z, Chi M, Chen B, Wang Y, Tam J, Howe JY, Proppe A, Todorović P, Li F, Zhuang TT, Gabardo CM, Kirmani AR, McCallum C, Hung SF, Lum Y, Luo M, Min Y, Xu A, O’Brien CP, Stephen B, Sun B, Ip AH, Richter LJ, Kelley SO, Sinton D, Sargent EH. Efficient electrically powered CO2-to-ethanol via suppression of deoxygenation. Nat Energy. 2020; 5:478. https://doi.org/10.1038/s41560-020-0607-8.
Nellaiappan S, Katiyar NK, Kumar R, Parui A, Malviya KD, Pradeep KG, Singh AK, Sharma S, Tiwary CS, Biswas K. High-entropy alloys as catalysts for the CO2 and CO reduction reactions: experimental realization. ACS Catal. 2020;10:3658. https://doi.org/10.1021/acscatal.9b04302.
Li H, Huang H, Chen Y, Lai F, Fu H, Zhang L, Zhang N, Bai S, Liu T. High-entropy alloy aerogels: a new platform for carbon dioxide reduction. Adv Mater. 2022;35:2209242. https://doi.org/10.1002/adma.202209242.
Foster SL, Bakovic SIP, Duda RD, Maheshwari S, Milton RD, Minteer SD, Janik MJ, Renner JN, Greenlee LF. Catalysts for nitrogen reduction to ammonia. Nat Catal. 2018;1:490. https://doi.org/10.1038/s41929-018-0092-7.
Wang L, Xia M, Wang H, Huang K, Qian C, Maravelias CT, Ozin GA. Greening ammonia toward the solar ammonia refinery. Joule. 2018;2:1055. https://doi.org/10.1016/j.joule.2018.04.017.
Jiao F, Xu B. Electrochemical ammonia synthesis and ammonia fuel cells. Adv Mater. 2019;31:1805173. https://doi.org/10.1002/adma.201805173.
Zhang D, Zhao H, Wu X, Deng Y, Wang Z, Han Y, Li H, Shi Y, Chen X, Li S, Lai J, Huang B, Wang L. Multi-site electrocatalysts boost pH-universal nitrogen reduction by high-entropy alloys. Adv Funct Mater. 2021;31:2006939. https://doi.org/10.1002/adfm.202006939.
MacFarlane DR, Cherepanov PV, Choi J, Suryanto BHR, Hodgetts RY, Bakker JM, Ferrero Vallana FM, Simonov AN. A roadmap to the ammonia economy. Joule. 2020;4:1186. https://doi.org/10.1016/j.joule.2020.04.004.
Siddharth K, Hong Y, Qin X, Lee HJ, Chan YT, Zhu S, Chen G, Choi S-I, Shao M. Surface engineering in improving activity of Pt nanocubes for ammonia electrooxidation reaction. Appl Catal B Environ. 2020;269:118821. https://doi.org/10.1016/j.apcatb.2020.118821.
Li Y, Wang H, Priest C, Li S, Xu P, Wu G. Electrocatalysis: advanced electrocatalysis for energy and environmental sustainability via water and nitrogen reactions. Adv Mater. 2021. https://doi.org/10.1002/adma.202170042.
Li Y, Wang H, Priest C, Li S, Xu P, Wu G. Advanced electrocatalysis for energy and environmental sustainability via water and nitrogen reactions. Adv Mater. 2021;33:2000381. https://doi.org/10.1002/adma.202000381.
He S, Somayaji V, Wang M, Lee S-H, Geng Z, Zhu S, Novello P, Varanasi CV, Liu J. High entropy spinel oxide for efficient electrochemical oxidation of ammonia. Nano Res. 2022;15:4785. https://doi.org/10.1007/s12274-021-3665-8.
Ma Y, Ma Y, Wang Q, Schweidler S, Botros M, Fu T, Hahn H, Brezesinski T, Breitung B. High-entropy energy materials: challenges and new opportunities. Energy Environ Sci. 2021;14:2883. https://doi.org/10.1039/D1EE00505G.
Amiri A, Shahbazian YR. Recent progress of high-entropy materials for energy storage and conversion. J Mater Chem A. 2021;9:782. https://doi.org/10.1039/D0TA09578H.
Qiu N, Chen H, Yang Z, Sun S, Wang Y, Cui Y. A high entropy oxide (Mg0.2Co0.2Ni0.2Cu0.2Zn0.2O) with superior lithium storage performance. J Alloys Compd. 2019;777:767. https://doi.org/10.1016/j.jallcom.2018.11.049.
Sheberla D, Bachman JC, Elias JS, Sun C-J, Shao-Horn Y, Dincă M. Conductive MOF electrodes for stable supercapacitors with high areal capacitance. Nat Mater. 2017;16:220. https://doi.org/10.1038/nmat4766.
Zhang P, Zhu Q, Soomro RA, He S, Sun N, Qiao N, Xu B. In situ ice template approach to fabricate 3D flexible MXene film-based electrode for high performance supercapacitors. Adv Funct Mater. 2020. https://doi.org/10.1002/adfm.202000922.
Xu X, Du Y, Wang C, Guo Y, Zou J, Zhou K, Zeng Z, Liu Y, Li L. High-entropy alloy nanoparticles on aligned electronspun carbon nanofibers for supercapacitors. J Alloys Compd. 2020;822:153642. https://doi.org/10.1016/j.jallcom.2020.153642.
Lal MS, Sundara R. High entropy oxides—a cost-effective catalyst for the growth of high yield carbon nanotubes and their energy applications. ACS Appl Mater Interfaces. 2019;11:30846. https://doi.org/10.1021/acsami.9b08794.
Nitopi S, Bertheussen E, Scott SB, Liu X, Engstfeld AK, Horch S, Seger B, Stephens IE, Chan K, Hahn C. Progress and perspectives of electrochemical CO2 reduction on copper in aqueous electrolyte. Chem Rev. 2019. https://doi.org/10.1021/acs.chemrev.8b00705.
Zhu Y, Cui X, Liu H, Guo Z, Dang Y, Fan Z, Zhang Z, Hu W. Tandem catalysis in electrochemical CO2 reduction reaction. Nano Res. 2021;14:4471. https://doi.org/10.1007/s12274-021-3448-2.
Zhu Y, Cui X, Liu H, Guo Z, Dang Y, Fan Z, Zhang Z, Hu W. Tandem catalysis in electrochemical CO2 reduction reaction. Nano Res. 2021;14:4471. https://doi.org/10.1007/s12274-021-3448-2.
Chen Y, Egan GC, Wan J, Zhu S, Jacob RJ, Zhou W, Dai J, Wang Y, Danner VA, Yao Y, Fu K, Wang Y, Bao W, Li T, Zachariah MR, Hu L. Ultra-fast self-assembly and stabilization of reactive nanoparticles in reduced graphene oxide films. Nat Commun. 2016;7:12332. https://doi.org/10.1038/ncomms12332.
Liu C, Shen Y, Zhang J, Li G, Zheng X, Han X, Xu L, Zhu S, Chen Y, Deng Y, Hu W. Multiple twin boundary-regulated metastable Pd for ethanol oxidation reaction. Adv Energy Mater. 2022;12:3505. https://doi.org/10.1002/aenm.202103505.
Liu Q, Chen SW. Ultrafast synthesis of electrocatalysts. Trends Chem. 2022;4:918. https://doi.org/10.1016/j.trechm.2022.07.004.
Liu S, Shen Y, Zhang Y, Cui B, Xi S, Zhang J, Xu L, Zhu S, Chen Y, Deng Y, Hu W. Extreme environmental thermal shock induced dislocation-rich Pt nanoparticles boosting hydrogen evolution reaction. Adv Mater. 2022. https://doi.org/10.1002/adma.202270018.
Deng B, Wang Z, Chen W, Li JT, Luong DX, Carter RA, Gao G, Yakobson BI, Zhao Y, Tour JM. Phase controlled synthesis of transition metal carbide nanocrystals by ultrafast flash Joule heating. Nat Commun. 2022;13:262. https://doi.org/10.1038/s41467-021-27878-1.
Zhu W, Zhang J, Luo J, Zeng C, Su H, Zhang J, Liu R, Hu E, Liu Y, Liu WD, Chen Y, Hu W, Xu Y. Ultrafast non-equilibrium synthesis of cathode materials for Li-ion batteries. Adv Mater. 2022;35:2208974. https://doi.org/10.1002/adma.202208974.
Liao Y, Li Y, Zhao R, Zhang J, Zhao L, Ji L, Zhang Z, Liu X, Qin G, Zhang X. High-entropy-alloy nanoparticles with 21 ultra-mixed elements for efficient photothermal conversion. Natl Sci Rev. 2022. https://doi.org/10.1093/nsr/nwac041.
Xia D, Feng G, Ning F, Song J, Shang H, Zhang K, Ding Z, Gao P, Chu W. Engineering sub-2 nm ultrasmall high-entropy alloy nanoparticles with extremely superior performance for hydrogen evolution catalysis. Res Square Platform LLC. 2021. https://doi.org/10.21203/rs.3.rs-145497/v1.
Yao Y, Huang Z, Xie P, Lacey SD, Jacob RJ, Xie H, Chen F, Nie A, Pu T, Rehwoldt M, Yu D, Zachariah MR, Wang C, Shahbazian-Yassar R, Li J, Hu L. Carbothermal shock synthesis of high-entropy-alloy nanoparticles. Science. 2018;359:1489. https://doi.org/10.1126/science.aan5412.
Yao Y, Dong Q, Hu L. Overcoming immiscibility via a milliseconds-long “shock” synthesis toward alloyed nanoparticles. Matter. 2019;1:145. https://doi.org/10.1016/j.matt.2019.11.006.
Yao Y, Huang Z, Hughes LA, Gao J, Li T, Morris D, Zeltmann SE, Savitzky BH, Ophus C, Finfrock YZ, Dong Q, Jiao M, Mao Y, Chi M, Zhang P, Li J, Minor AM, Shahbazian-Yassar R, Hu L. Extreme mixing in nanoscale transition metal alloys. Matter. 2021;4:2340. https://doi.org/10.1016/j.matt.2021.04.014.
Cui M, Yang C, Hwang S, Yang M, Overa S, Dong Q, Yao Y, Brozena AH, Cullen DA, Chi M, Blum TF, Morris D, Finfrock Z, Wang X, Zhang P, Goncharov VG, Guo X, Luo J, Mo Y, Jiao F, Hu L. Multi-principal elemental intermetallic nanoparticles synthesized via a disorder-to-order transition. Science. 2022. https://doi.org/10.1126/sciadv.abm4322.
Yao Y, Huang Z, Li T, Wang H, Liu Y, Stein HS, Mao Y, Gao J, Jiao M, Dong Q, Dai J, Xie P, Xie H, Lacey SD, Takeuchi I, Gregoire JM, Jiang R, Wang C, Taylor AD, Shahbazian-Yassar R, Hu L. High-throughput, combinatorial synthesis of multimetallic nanoclusters. Proc Natl Acad Sci. 2020;117:6316. https://doi.org/10.1073/pnas.1903721117.
Aamlid SS, Oudah M, Rottler J, Hallas AM. Understanding the role of entropy in high entropy oxides. J Am Chem Soc. 2023;145:5991. https://doi.org/10.1021/jacs.2c11608.
Dong Q, Hong M, Gao J, Li T, Cui M, Li S, Qiao H, Brozena AH, Yao Y, Wang X, Chen G, Luo J, Hu L. Rapid synthesis of high-entropy oxide microparticles. Small. 2022. https://doi.org/10.1002/smll.202104761.
Li T, Yao Y, Ko BH, Huang Z, Dong Q, Gao J, Chen W, Li J, Li S, Wang X, Shahbazian-Yassar R, Jiao F, Hu L. Carbon-supported high-entropy oxide nanoparticles as stable electrocatalysts for oxygen reduction reactions. Adv Funct Mater. 2021. https://doi.org/10.1002/adfm.202010561.
Cui M, Yang C, Li B, Dong Q, Wu M, Hwang S, Xie H, Wang X, Wang G, Hu L. High-entropy metal sulfide nanoparticles promise high-performance oxygen evolution reaction. Adv Energy Mater. 2021;11:2002887. https://doi.org/10.1002/aenm.202002887.
Xie H, Qin M, Hong M, Rao J, Guo M, Luo J, Hu L. Rapid liquid phase–assisted ultrahigh-temperature sintering of high-entropy ceramic composites. Sci Adv. 2022. https://doi.org/10.1126/sciadv.abn8241.
Gębara P. Magnetocaloric effect of LaFe11.35Co0.6Si1.05 alloy. Rare Met. 2022;41(5):1563. https://doi.org/10.1007/s12598-017-0917-6.
Guan ZQ, Bai J, Zhang Y, Gu JL, Jiang XJ, Liang XZ, Huang RK, Zhang YD, Esling C, Zhao X, Zuo L. Revealing essence of magnetostructural coupling of Ni-Co-Mn-Ti alloys by first-principles calculations and experimental verification. Rare Met. 2022;41(5):1933. https://doi.org/10.1007/s12598-021-01947-2.
Zhou H, Long Y, Miraglia S, Porcher F, Zhang H. Age stability of La(Fe, Si)13 hydrides with giant magnetocaloric effects. Rare Met. 2022;41(3):992. https://doi.org/10.1007/s12598-021-01849-3.
Weiss P, Piccard A. Le phénomène magnétocalorique. Journal de Physique Théorique et Appliquée. 1917;7:103. https://doi.org/10.1051/jphystap:019170070010300.
Xu ZY, Zhang ZG, Gao RL, Gong WJ, Hou RF, Lin AL. Large magnetic refrigerant capacity of HoFe1−xCoxAl (x = 0, 0.3). Compd Rare Met. 2021;40(10):1. https://doi.org/10.1007/s12598-016-0829-x.
Zhang HY, Zhang ZY, Xu YF, Xia AL, Li WH, Wang FC, Chen SS, Sisó G. Microstructure and magnetocaloric properties of partially crystallized Gd60Co30Fe10 amorphous alloy prepared by different solidification cooling rates. Rare Met. 2022;41(1):246. https://doi.org/10.1007/s12598-021-01745-w.
Zheng D, Jing C, Lu B, Li Z, Xu K. Martensitic transformation, magnetocaloric effect and phase transition strain in Ni50Mn36−xGexSn14 Heusler alloys. Rare Met. 2022;41(12):4217. https://doi.org/10.1007/s12598-016-0820-6.
Gottschall T, Skokov KP, Fries M, Taubel A, Radulov I, Scheibel F, Benke D, Riegg S, Gutfleisch O. Magnetic refrigeration: making a cool choice: the materials library of magnetic refrigeration. Adv Energy Mater. 2019;9:1901322. https://doi.org/10.1002/aenm.201970130.
Kitanovski A. Energy applications of magnetocaloric materials. Adv Energy Mater. 2020;10:1903741. https://doi.org/10.1002/aenm.201903741.
Law JY, Moreno-Ramírez LM, Díaz-García Á, Franco V. Current perspective in magnetocaloric materials research. J Appl Phys. 2023. https://doi.org/10.1063/5.0130035.
Liu X, Chen H, Huang J, Qiao K, Yu Z, Xie L, Ramanujan RV, Hu F, Chu K, Long Y, Zhang H. High-performance thermomagnetic generator controlled by a magnetocaloric switch. Nat Commun. 2023. https://doi.org/10.1038/s41467-023-40634-x.
Kirol LD, Mills JI. Numerical analysis of thermomagnetic generators. J Appl Phys. 1984;56:824. https://doi.org/10.1063/1.334015.
Lucas MS, Belyea D, Bauer C, Bryant N, Michel E, Turgut Z, Leontsev SO, Horwath J, Semiatin SL, McHenry ME, Miller CW. Thermomagnetic analysis of FeCoCrxNi alloys: magnetic entropy of high-entropy alloys. J Appl Phys. 2013. https://doi.org/10.1063/1.4798340.
Law JY, Franco V. Pushing the limits of magnetocaloric high-entropy alloys. APL Mater. 2021;9(8):080702. https://doi.org/10.1063/5.0058388.
Law JY, Franco V. Review on magnetocaloric high-entropy alloys: design and analysis methods. J Mater Res. 2023;38:37. https://doi.org/10.1557/s43578-022-00712-0.
Perrin A, Sorescu M, Burton M-T, Laughlin DE, McHenry M. The role of compositional tuning of the distributed exchange on magnetocaloric properties of high-entropy alloys. JOM. 2017;69:2125. https://doi.org/10.1007/s11837-017-2523-3.
Perrin A, Sorescu M, Ravi V, Laughlin DE, McHenry ME. Mössbauer analysis of compositional tuning of magnetic exchange interactions in high entropy alloys. AIP Adv. 2019;9:035329. https://doi.org/10.1063/1.5079744.
Belyea DD, Lucas MS, Michel E, Horwath J, Miller CW. Tunable magnetocaloric effect in transition metal alloys. Sci Rep. 2015;5:15755. https://doi.org/10.1038/srep15755.
Kurniawan M, Perrin A, Xu P, Keylin V, McHenry M. Curie temperature engineering in high entropy alloys for magnetocaloric applications. IEEE Magn Lett. 2016;7:1. https://doi.org/10.1109/LMAG.2016.2592462.
Vorobiov S, Pylypenko O, Bereznyak Y, Pazukha I, Čižmár E, Orendáč M, Komanicky V. Magnetic properties, magnetoresistive, and magnetocaloric effects of AlCrFeCoNiCu thin-film high-entropy alloys prepared by the co-evaporation technique. Appl Phys A. 2021;127:179. https://doi.org/10.1007/s00339-020-04145-6.
Wu K, Liu C, Li Q, Huo J, Li M, Chang C, Sun Y. Magnetocaloric effect of Fe25Co25Ni25Mo5P10B10 high-entropy bulk metallic glass. J Magn Magn Mater. 2019;489:165404. https://doi.org/10.1016/j.jmmm.2019.165404.
Huo J, Huo L, Li J, Men H, Wang X, Inoue A, Chang C, Wang JQ, Li RW. High-entropy bulk metallic glasses as promising magnetic refrigerants. J Appl Phys. 2015;117(7):073902. https://doi.org/10.1063/1.4908286.
Luo L, Shen H, Bao Y, Yin H, Jiang S, Huang Y, Guo S, Gao S, Xing D, Li Z, Sun J. Magnetocaloric effect of melt-extracted high-entropy Gd19Tb19Er18Fe19Al25 amorphous microwires. J Magn Magn Mater. 2020;507:166856. https://doi.org/10.1016/j.jmmm.2020.166856.
Dong Z, Wang Z, Yin S. Magnetic properties and large cryogenic magneto-caloric effect of Er0.2Tm0.2Ho0.2Cu0.2Co0.2 amorphous ribbon. Intermetallics. 2020;124:106879. https://doi.org/10.1016/j.intermet.2020.106879.
Li L, Xu C, Yuan Y, Zhou S, Large refrigerant capacity induced by table-like magnetocaloric effect in amorphous Er0.2Gd0.2Ho0.2Co0.2Cu0.2 ribbons. Mater Res Lett. 2018; https://doi.org/10.1080/21663831.2018.1471749.
Zhang Y, Wu B, Guo D, Wang J, Ren Z. Magnetic properties and promising cryogenic magneto-caloric performances of Gd20Ho20Tm20Cu20Ni20 amorphous ribbons. Chinese Phys B. 2021. https://doi.org/10.1088/1674-1056/abc0d7.
Zhu WH, Ma L, He MF, Li ZK, Zhang HZ, Yao QR, Rao GH, Su KP, Zhong XC, Liu ZW, Gao XQ. Large refrigerant capacity induced by table-like magnetocaloric effect in high-entropy alloys TbDyHoEr. Adv Eng Mater. 2023;25:2201770. https://doi.org/10.1002/adem.202201770.
Sarlar K, Tekgül A, Kucuk I. Magnetocaloric properties in a FeNiGaMnSi high entropy alloy. Curr Appl Phys. 2020;20:18. https://doi.org/10.1016/j.cap.2019.09.019.
Sarlar K, Tekgül A, Kucuk I. Magnetocaloric properties of rare-earth-free Mn27Cr7Ni33Ge25Si8 high-entropy alloy. IEEE Magn Lett. 2019;10:1. https://doi.org/10.1109/LMAG.2019.2955667.
Dong Z, Huang S, Ström V, Chai G, Varga LK, Eriksson O, Vitos L. Mn Cr0.3Fe0.5Co0.2Ni0.5Al0.3 high entropy alloys for magnetocaloric refrigeration near room temperature. J Mater Sci Technol. 2021;79:15. https://doi.org/10.1016/j.jmst.2020.10.071.
Zhang Y, Xu P, Zhu J, Yan S, Zhang J, Li L. The emergence of considerable room temperature magnetocaloric performances in the transition metal high-entropy alloys. Mater Today Phys. 2023;32:101031. https://doi.org/10.1016/j.mtphys.2023.101031.
Zhang Y, Zhu J, Hao Z, Hao W, Mo Z, Li L. Tunable magnetic phase transition and magnetocaloric effect in the rare-earth-free Al-Mn-Fe-Co-Cr high-entropy alloys. Mater Des. 2023;229:111894. https://doi.org/10.1016/j.matdes.2023.111894.
Xue L, Shao L, Luo Q, Shen B. Gd25RE25Co25Al25 (RE= Tb, Dy and Ho) high-entropy glassy alloys with distinct spin-glass behavior and good magnetocaloric effect. J Alloys Compd. 2019;790:633. https://doi.org/10.1016/j.jallcom.2019.03.210.
Yin H, Law JY, Huang Y, Shen H, Jiang S, Guo S, Franco V, Sun J. Enhancing the magnetocaloric response of high-entropy metallic-glass by microstructural control. Sci China Mater. 2022;65:1134. https://doi.org/10.1007/s40843-021-1825-1.
Shao L, Xue L, Luo Q, Yin K, Yuan Z, Zhu M, Liang T, Zeng Q, Sun L, Shen B. Heterogeneous GdTbDyCoAl high-entropy alloy with distinctive magnetocaloric effect induced by hydrogenation. J Mater Sci Technol. 2022;109:147. https://doi.org/10.1016/j.jmst.2021.08.076.
Yin Y, Shi F, Liu G-Q, Tan X, Jiang J, Tiwari A, Li B. Spin-glass behavior and magnetocaloric properties of high-entropy perovskite oxides. Appl Phys Lett. 2022;120(8):082404. https://doi.org/10.1063/5.0081688.
Sun Y, Lv W, Liang Y, Gao Y, Cui W, Yan Y, Zhao W, Zhang Q, Sang X. Magnetocaloric properties of transition metal doped high entropy LaFe11Si2 alloys on Fe sites. Scripta Mater. 2023;223:115068. https://doi.org/10.1016/j.scriptamat.2022.115068.
Law JY, Moreno-Ramírez LM, Díaz-García Á, Martín-Cid A, Kobayashi S, Kawaguchi S, Nakamura T, Franco V. MnFeNiGeSi high-entropy alloy with large magnetocaloric effect. J Alloys Compd. 2021;855:157424. https://doi.org/10.1016/j.jallcom.2020.157424.
Law JY, Díaz-García Á, Moreno-Ramírez LM, Franco V. Increased magnetocaloric response of FeMnNiGeSi high-entropy alloys. Acta Mater. 2021;212:116931. https://doi.org/10.1016/j.actamat.2021.116931.
Zheng ZG, Chen XL, Wang HY, Da S, Wang G, Qiu ZG, Zeng DC, Xia QB. Giant magnetocaloric effects of MnNiSi-based high-entropy alloys near room temperature. J Alloys Compd. 2023;966:171483. https://doi.org/10.1016/j.jallcom.2023.171483.
Guo Y, Zhang T, Zhang Z, Chen B, Guo W, Pan S, Gong Y, Bai Y, Gong Y, Liu J, Miao X, Xu F. Large reversible magnetocaloric effect in high-entropy MnFeCoNiGeSi system with low-hysteresis magnetostructural transformation. APL Mater. 2022;10:091107. https://doi.org/10.1063/5.0108367.
Birbilis N, Choudhary S, Scully JR, Taheri ML. A perspective on corrosion of multi-principal element alloys. npj Mater Degrad. 2021;5:14. https://doi.org/10.1038/s41529-021-00163-8.
Fu Y, Li J, Luo H, Du C, Li X. Recent advances on environmental corrosion behavior and mechanism of high-entropy alloys. J Mater Sci Technol. 2021;80:217. https://doi.org/10.1016/j.jmst.2020.11.044.
Nascimento CB, Donatus U, Ríos CT, Oliveira MCLd, Antunes RA. A review on corrosion of high entropy alloys: exploring the interplay between corrosion properties, alloy composition, passive film stability and materials selection. Mater Res. 2022; https://doi.org/10.1590/1980-5373-mr-2021-0442.
Qiu Y, Thomas S, Gibson MA, Fraser HL, Birbilis N. Corrosion of high entropy alloys. npj Mater Degrad. 2017;1:15. https://doi.org/10.1038/s41529-017-0009-y.
Shi Y, Yang B, Liaw PK. Corrosion-resistant high-entropy alloys: a review. Metals. 2017;7:43. https://doi.org/10.3390/met7020043.
Lee CP, Chang CC, Chen YY, Yeh JW, Shih HC. Effect of the aluminium content of AlxCrFe1.5MnNi0.5 high-entropy alloys on the corrosion behaviour in aqueous environments. Corros Sci. 2008;50:2053. https://doi.org/10.1016/j.corsci.2008.04.011.
Kao YF, Lee TD, Chen SK, Chang YS. Electrochemical passive properties of AlxCoCrFeNi (x=0, 025, 050, 100) alloys in sulfuric acids. Corros Sci. 2010;52:1026. https://doi.org/10.1016/j.corsci.2009.11.028.
Shi Y, Yang B, Xie X, Brechtl J, Dahmen KA, Liaw PK. Corrosion of Al CoCrFeNi high-entropy alloys: Al-content and potential scan-rate dependent pitting behavior. Corros Sci. 2017;119:33. https://doi.org/10.1016/j.corsci.2017.02.019.
Raza A, Abdulahad S, Kang B, Ryu HJ, Hong SH. Corrosion resistance of weight reduced AlxCrFeMoV high entropy alloys. Appl Surface Sci. 2019;485:368. https://doi.org/10.1016/j.apsusc.2019.03.173.
Li BY, Peng K, Hu AP, Zhou LP, Zhu JJ, Li DY. Structure and properties of FeCoNiCrCu0.5Alx high-entropy alloy. Trans Nonferrous Metals Soc China. 2013;23:735. https://doi.org/10.1016/s1003-6326(13)62523-6.
Gerard AY, Han J, McDonnell SJ, Ogle K, Kautz EJ, Schreiber DK, Lu P, Saal JE, Frankel GS, Scully JR. Aqueous passivation of multi-principal element alloy Ni38Fe20Cr22Mn10Co10: unexpected high Cr enrichment within the passive film. Acta Mater. 2020;198:121. https://doi.org/10.1016/j.actamat.2020.07.024.
Luo H, Li Z, Mingers AM, Raabe D. Corrosion behavior of an equiatomic CoCrFeMnNi high-entropy alloy compared with 304 stainless steel in sulfuric acid solution. Corros Sci. 2018;134:131. https://doi.org/10.1016/j.corsci.2018.02.031.
Feng H, Li HB, Dai J, Han Y, Qu J-D, Jiang ZH, Zhao Y, Zhang T. Why CoCrFeMnNi HEA could not passivate in chloride solution? – A novel strategy to significantly improve corrosion resistance of CoCrFeMnNi HEA by N-alloying. Corros Sci. 2022;204:110396. https://doi.org/10.1016/j.corsci.2022.110396.
Inman SB, Sur D, Han J, Ogle K, Scully JR. Corrosion behavior of a compositionally complex alloy utilizing simultaneous Al, Cr, and Ti passivation. Corros Sci. 2023;217:111138. https://doi.org/10.1016/j.corsci.2023.111138.
Lin C, Meng L, Tan M, Ke L, Qi T. Microstructures and properties of Crx-FeNiCu0.5Ti0.5 high-entropy alloys for corrosion resistance. Intermetallics. 2023;153:107781. https://doi.org/10.1016/j.intermet.2022.107781.
Dai C, Zhao T, Du C, Liu Z, Zhang D. Effect of molybdenum content on the microstructure and corrosion behavior of FeCoCrNiMox high-entropy alloys. J Mater Sci Technol. 2020;46:64. https://doi.org/10.1016/j.jmst.2019.10.020.
Chou YL, Yeh JW, Shih HC. The effect of molybdenum on the corrosion behaviour of the high-entropy alloys Co1.5CrFeNi1.5Ti0.5Mox in aqueous environments. Corros Sci. 2010;52:2571. https://doi.org/10.1016/j.corsci.2010.04.004.
Qiu XW, Liu CG. Microstructure and properties of Al2CrFeCoCuTiNi high-entropy alloys prepared by laser cladding. J Alloys Compd. 2013;553:216. https://doi.org/10.1016/j.jallcom.2012.11.100.
Li K, Zhai Y, Lai M, Song M, Zou S, Huang G, Yaqoob K, Wang Z, Zhang N. Corrosion of eutectic high-entropy alloys: A review. Crystals. 2023;13:1231. https://doi.org/10.3390/cryst13081231.
Xue L, Paredes M, Ding Y, Case R, Castaneda H, Pradeep KG. The grain size effect on corrosion property of Al2Cr5Cu5Fe53Ni35 high-entropy alloy in marine environment. Corros Sci. 2022;208:952. https://doi.org/10.2139/ssrn.4157016.
Han Z, Ren W, Yang J, Tian A, Du Y, Liu G, Wei R, Zhang G, Chen Y. The corrosion behavior of ultra-fine grained CoNiFeCrMn high-entropy alloys. J Alloys Compd. 2020;816:152583. https://doi.org/10.1016/j.jallcom.2019.152583.
Wang Y, Jin J, Zhang M, Wang X, Gong P, Zhang J, Liu J. Effect of the grain size on the corrosion behavior of CoCrFeMnNi HEAs in a 05 M H2SO4 solution. J Alloys Compd. 2021;858:157712. https://doi.org/10.1016/j.jallcom.2020.157712.
Wang J, Zhang Z, Dai H, Fujiwara H, Chen X, Ameyama K. Enhanced corrosion resistance of CoCrFeMnNi high entropy alloy using heterogeneous structure design. Corros Sci. 2022;209:110761. https://doi.org/10.1016/j.corsci.2022.110761.
Abe JO, Popoola API, Ajenifuja E, Popoola OM. Hydrogen energy, economy and storage: review and recommendation. Int J Hydrogen Energy. 2019;44:15072. https://doi.org/10.1016/j.ijhydene.2019.04.068.
Yang ZX, Li XG, Yao QL, Lu ZH, Zhang N, Xia J, Yang K, Wang YQ, Zhang K, Liu HZ, Zhang LT, Lin HJ, Zhou QJ, Wang F, Yu ZM, Ma JM. 2022 roadmap on hydrogen energy from production to utilizations. Rare Met. 2022;41(10):3251. https://doi.org/10.1007/s12598-022-02029-7.
Durbin DJ, Malardier-Jugroot C. Review of hydrogen storage techniques for on board vehicle applications. Int J Hydrogen Energy. 2013;38:14595. https://doi.org/10.1016/j.ijhydene.2013.07.058.
Hirscher M, Yartys VA, Baricco M, Bellosta von Colbe J, Blanchard D, Bowman RC, Broom DP, Buckley CE, Chang F, Chen P, Cho YW, Crivello J-C, Cuevas F, David WIF, de Jongh PE, Denys RV, Dornheim M, Felderhoff M, Filinchuk Y, Froudakis GE, Grant DM, Gray EM, Hauback BC, He T, Humphries TD, Jensen TR, Kim S, Kojima Y, Latroche M, Li H-W, Lototskyy MV, Makepeace JW, Møller KT, Naheed L, Ngene P, Noréus D, Nygård MM, Orimo SI, Paskevicius M, Pasquini L, Ravnsbæk DB, Veronica Sofianos M, Udovic TJ, Vegge T, Walker GS, Webb CJ, Weidenthaler C, Zlotea C. Materials for hydrogen-based energy storage-past, recent progress and future outlook. J Alloys Compd. 2020; 827:153548. https://doi.org/10.1016/j.jallcom.2019.153548.
Kumar A, Muthukumar P, Sharma P, Kumar EA. Absorption based solid state hydrogen storage system: a review. Sustainable Energy Technol Assess. 2022;52:102204. https://doi.org/10.1016/j.seta.2022.102204.
Klopčič N, Grimmer I, Winkler F, Sartory M, Trattner A. A review on metal hydride materials for hydrogen storage. J Energy Storage. 2023;72:108456. https://doi.org/10.1016/j.est.2023.108456.
Ouyang L, Chen K, Jiang J, Yang XS, Zhu M. Hydrogen storage in light-metal based systems: a review. J Alloys Compd. 2020;829:154597. https://doi.org/10.1016/j.jallcom.2020.154597.
Yartys VA, Lototskyy MV. Laves type intermetallic compounds as hydrogen storage materials: a review. J Alloys Compd. 2022;916:165219. https://doi.org/10.1016/j.jallcom.2022.165219.
Kumar S, Jain A, Ichikawa T, Kojima Y, Dey GK. Development of vanadium based hydrogen storage material: a review. Renew Sustain Energy Rev. 2017;72:791. https://doi.org/10.1016/j.rser.2017.01.063.
Edalati P, Fuji M, Edalati K. Superfunctional high-entropy alloys and ceramics by severe plastic deformation. Rare Met. 2023;42(10):3246. https://doi.org/10.1007/s12598-023-02340-x.
Keith A, Zlotea C, Szilágyi PÁ. Perspective of interstitial hydrides of high-entropy alloys for vehicular hydrogen storage. Int J Hydrogen Energy. 2024;52:531. https://doi.org/10.1016/j.ijhydene.2023.01.141.
Kong L, Cheng B, Wan D, Xue Y. A review on BCC-structured high-entropy alloys for hydrogen storage. Front Mater. 2023;10:01. https://doi.org/10.3389/fmats.2023.1135864.
Luo L, Chen L, Li L, Liu S, Li Y, Li C, Li L, Cui J, Li Y. High-entropy alloys for solid hydrogen storage: a review. Int J Hydrogen Energy. 2024;50:406. https://doi.org/10.1016/j.ijhydene.2023.07.146.
Marques F, Balcerzak M, Winkelmann F, Zepon G, Felderhoff M. Review and outlook on high-entropy alloys for hydrogen storage. Energy Environ Sci. 2021;14:5191. https://doi.org/10.1039/d1ee01543e.
Shahi RR, Gupta AK, Kumari P. Perspectives of high entropy alloys as hydrogen storage materials. Int J Hydrogen Energy. 2023;48:21412. https://doi.org/10.1016/j.ijhydene.2022.02.113.
Yadav TP, Kumar A, Verma SK, Mukhopadhyay NK. High-entropy alloys for solid hydrogen storage: potentials and prospects. Trans Indian Natl Acad Eng. 2022;7:147. https://doi.org/10.1007/s41403-021-00316-w.
Yang F, Wang J, Zhang Y, Wu Z, Zhang Z, Zhao F, Huot J, Grobivć Novaković J, Novaković N. Recent progress on the development of high entropy alloys (HEAs) for solid hydrogen storage: a review. Int J Hydrogen Energy. 2022;47:11236. https://doi.org/10.1016/j.ijhydene.2022.01.141.
Lin HJ, Lu YS, Zhang LT, Liu HZ, Edalati K, Révész Á. Recent advances in metastable alloys for hydrogen storage: a review. Rare Met. 2022;41(6):1797. https://doi.org/10.1007/s12598-021-01917-8.
Sahlberg M, Karlsson D, Zlotea C, Jansson U. Superior hydrogen storage in high entropy alloys. Sci Rep. 2016;6:36770. https://doi.org/10.1038/srep36770.
Hu J, Zhang J, Xiao H, Xie L, Sun G, Shen H, Li P, Zhang J, Zu X. A first-principles study of hydrogen storage of high entropy alloy TiZrVMoNb. Int J Hydrogen Energy. 2021;46:21050. https://doi.org/10.1016/j.ijhydene.2021.03.200.
Hu J, Zhang J, Li M, Zhang S, Xiao H, Xie L, Sun G, Shen H, Zhou X, Li X, Li P, Zhang J, Vitos L, Zu X. The origin of anomalous hydrogen occupation in high entropy alloys. J Mater Chem A. 2022;10:7228. https://doi.org/10.1039/d1ta10649j.
Montero J, Zlotea C, Ek G, Crivello JC, Laversenne L, Sahlberg M. TiVZrNb multi-principal-element alloy: synthesis optimization, structural, and hydrogen sorption properties. Molecules. 2019;24:2799. https://doi.org/10.3390/molecules24152799.
Montero J, Ek G, Laversenne L, Nassif V, Sahlberg M, Zlotea C. How 10 at% Al addition in the Ti-V-Zr-Nb high-entropy alloy changes hydrogen sorption properties. Molecules. 2021;26:2470. https://doi.org/10.3390/molecules26092470.
Montero J, Ek G, Laversenne L, Nassif V, Zepon G, Sahlberg M, Zlotea C. Hydrogen storage properties of the refractory Ti–V–Zr–Nb–Ta multi-principal element alloy. J Alloys Compd. 2020;835:155376. https://doi.org/10.1016/j.jallcom.2020.155376.
Liu J, Xu J, Sleiman S, Chen X, Zhu S, Cheng H, Huot J. Microstructure and hydrogen storage properties of Ti–V–Cr based BCC-type high entropy alloys. Int J Hydrogen Energy. 2021;46:28709. https://doi.org/10.1016/j.ijhydene.2021.06.137.
Zlotea C, Sow MA, Ek G, Couzinié JP, Perrière L, Guillot I, Bourgon J, Møller KT, Jensen TR, Akiba E, Sahlberg M. Hydrogen sorption in TiZrNbHfTa high entropy alloy. J Alloys Compd. 2019;775:667. https://doi.org/10.1016/j.jallcom.2018.10.108.
Zhang C, Song A, Yuan Y, Wu Y, Zhang P, Lu Z, Song X. Study on the hydrogen storage properties of a TiZrNbTa high entropy alloy. Int J Hydrogen Energy. 2020;45:5367. https://doi.org/10.1016/j.ijhydene.2019.05.214.
Liu J, Xu J, Sleiman S, Ravalison F, Zhu W, Liu H, Cheng H, Huot J. Hydrogen storage properties of V0.3Ti0.3Cr0.25Mn0.1Nb0.05 high entropy alloy. Int J Hydrogen Energy. 2022;47:25724. https://doi.org/10.1016/j.ijhydene.2022.06.013.
Serrano LB, Moussa M, Yao J-Y, Silva G, Bobet J-L, Ferreira Santos S, Cardoso KR. Development of Ti-V-Nb-Cr-Mn high entropy alloys for hydrogen storage. SSRN Electron J. 2022. https://doi.org/10.2139/ssrn.4280850.
Martinez-Garcia A, Estrada-Guel I, Reguera E, Amaro-Hernandez R, González S, Garay-Reyes CG, Martínez-Sánchez R. Design and mechanosynthesis of Low-weight high-entropy alloys with hydrogen storage potential properties. Int J Hydrogen Energy. 2024;50:670. https://doi.org/10.1016/j.ijhydene.2023.07.341.
Zepon G, Leiva DR, Strozi RB, Bedoch A, Figueroa SJA, Ishikawa TT, Botta WJ. Hydrogen-induced phase transition of MgZrTiFe0.5Co0.5Ni0.5 high entropy alloy. Int J Hydrogen Energy. 2018;43:1702. https://doi.org/10.1016/j.ijhydene.2017.11.106.
Cardoso KR, Roche V, Jorge AM Jr, Antiqueira FJ, Zepon G, Champion Y. Hydrogen storage in MgAlTiFeNi high entropy alloy. J Alloys Compd. 2021;858:158357. https://doi.org/10.1016/j.jallcom.2020.158357.
Strozi RB, Leiva DR, Huot J, Botta WJ, Zepon G. Synthesis and hydrogen storage behavior of Mg–V–Al–Cr–Ni high entropy alloys. Int J Hydrogen Energy. 2021;46:2351. https://doi.org/10.1016/j.ijhydene.2020.10.106.
Ferraz MDB, Botta WJ, Zepon G. Synthesis, characterization and first hydrogen absorption/desorption of the Mg35Al15Ti25V10Zn15 high entropy alloy. Int J Hydrogen Energy. 2022;47:22881. https://doi.org/10.1016/j.ijhydene.2022.05.098.
de Marco MO, Li Y, Li H-W, Edalati K, Floriano R. Mechanical synthesis and hydrogen storage characterization of MgVCr and MgVTiCrFe high-entropy alloy. Adv Eng Mater. 2019;22:1. https://doi.org/10.1002/adem.201901079.
Montero J, Ek G, Sahlberg M, Zlotea C. Improving the hydrogen cycling properties by Mg addition in Ti-V-Zr-Nb refractory high entropy alloy. Scripta Mater. 2021;194:113699. https://doi.org/10.1016/j.scriptamat.2020.113699.
Edalati P, Floriano R, Mohammadi A, Li Y, Zepon G, Li H-W, Edalati K. Reversible room temperature hydrogen storage in high-entropy alloy TiZrCrMnFeNi. Scripta Mater. 2020;178:387. https://doi.org/10.1016/j.scriptamat.2019.12.009.
Mohammadi A, Ikeda Y, Edalati P, Mito M, Grabowski B, Li H-W, Edalati K. High-entropy hydrides for fast and reversible hydrogen storage at room temperature: binding-energy engineering via first-principles calculations and experiments. Acta Mater. 2022;236:118117. https://doi.org/10.1016/j.actamat.2022.118117.
Chen J, Li Z, Huang H, Lv Y, Liu B, Li Y, Wu Y, Yuan J, Wang Y. Superior cycle life of TiZrFeMnCrV high entropy alloy for hydrogen storage. Scripta Mater. 2022;212:114548. https://doi.org/10.1016/j.scriptamat.2022.114548.
Dangwal S, Edalati K. High-entropy alloy TiV2ZrCrMnFeNi for hydrogen storage at room temperature with full reversibility and good activation. Scripta Mater. 2024;238:115774. https://doi.org/10.1016/j.scriptamat.2023.115774.
Song Y, Xu DS, Yang R, Li D, Wu WT, Guo ZX. Theoretical study of the effects of alloying elements on the strength and modulus of β-type bio-titanium alloys. Mater Sci Eng A. 1999;260:269. https://doi.org/10.1016/S0921-5093(98)00886-7.
Huiskes RIK, Weinans H, Rietbergen BV. The relationship between stress shielding and bone resorption around total hip stems and the effects of flexible materials. Clin Orthopaed Relat Res. 1992;274:124. https://doi.org/10.1097/00003086-199201000-00014.
Burg KJL, Porter S, Kellam JF. Biomaterial developments for bone tissue engineering. Biomaterials. 2000;21:2347. https://doi.org/10.1016/s0142-9612(00)00102-2.
Sundfeldt MV, Carlsson LB, Johansson C, Thomsen P, Gretzer C. Aseptic loosening, not only a question of wear: a review of different theories. Acta Orthop. 2006;77:177. https://doi.org/10.1080/17453670610045902.
Laheurte P, Prima F, Eberhardt A, Gloriant T, Wary M, Patoor E. Mechanical properties of low modulus β titanium alloys designed from the electronic approach. J Mech Behav Biomed Mater. 2010;3:565. https://doi.org/10.1016/j.jmbbm.2010.07.001.
Xia YQ. Tantalum (industrially pure tantalum). Rare Metal Mater Eng. 1989. https://doi.org/10.3969/j.issn.19890261.
Hu WT. Tantalum in highly corrosive environments. Mater China. 2002. https://doi.org/10.3969/j.issn.1674-3962.2002.02.013.
Wang N, Li H, Wang J, Chen S, Ma Y, Zhang Z. Study on the anticorrosion, biocompatibility, and osteoinductivity of tantalum decorated with tantalum oxide nanotube array films. ACS Appl Mater Interfaces. 2012;4:4516. https://doi.org/10.1021/am300727v.
Bandyopadhyay A, Mitra I, Shivaram A, Dasgupta N, Bose S. Direct comparison of additively manufactured porous titanium and tantalum implants towards in vivo osseointegration. Addit Manuf. 2019;28:259. https://doi.org/10.1016/j.addma.2019.04.025.
Chattopadhyay C, Prasad A, Murty BS. Phase prediction in high entropy alloys – a kinetic approach. Acta Mater. 2018;153:214. https://doi.org/10.1016/j.actamat.2018.05.002.
Wang H, Niu Z, Chen C, Chen H, Zhu X, Zhou F, Zhang X, Liu X, Wu Y, Jiang S. Powder production of an equimolar NbTaTiZr high-entropy alloy via hydrogen embrittlement. Mater Character. 2022;193:112265. https://doi.org/10.1016/j.matchar.2022.112265.
Yuan Y, Wu Y, Yang Z, Liang X, Lei Z, Huang H, Wang H, Liu X, An K, Wu W, Lu Z. Formation, structure and properties of biocompatible TiZrHfNbTa high-entropy alloys. Mater Res Lett. 2019;7:225. https://doi.org/10.1080/21663831.2019.1584592.
Kruth JP, Mercelis P, Van Vaerenbergh J, Froyen L, Rombouts M. Binding mechanisms in selective laser sintering and selective laser melting. Rapid Prototyp J. 2005;11:26. https://doi.org/10.1108/13552540510573365.
Yadroitsev I, Bertrand P, Smurov I. Parametric analysis of the selective laser melting process. Appl Surface Sci. 2007;253:8064. https://doi.org/10.1016/j.apsusc.2007.02.088.
Kang Y, Tang Y, Zhu L, Jiang B, Xu X, Guselnikova O, Li H, Asahi T, Yamauchi Y. Porous nanoarchitectures of nonprecious metal borides: from controlled synthesis to heterogeneous catalyst applications. ACS Catal. 2022;12:14773. https://doi.org/10.1021/acscatal.2c03480.
Chen G, Zhao SY, Tan P, Wang J, Xiang CS, Tang HP. A comparative study of Ti-6Al-4V powders for additive manufacturing by gas atomization, plasma rotating electrode process and plasma atomization. Powder Technol. 2018;333:38. https://doi.org/10.1016/j.powtec.2018.04.013.
Ishimoto T, Ozasa R, Nakano K, Weinmann M, Schnitter C, Stenzel M, Matsugaki A, Nagase T, Matsuzaka T, Todai M, Kim HS, Nakano T. Development of TiNbTaZrMo bio-high entropy alloy (BioHEA) super-solid solution by selective laser melting, and its improved mechanical property and biocompatibility. Scripta Mater. 2021;194:113658. https://doi.org/10.1016/j.scriptamat.2020.113658.
Wang H, Niu Z, Chen C, Chen H, Zhu X, Zhou F, Zhang X, Jiang S, Liu X, Wu Y. Powder production of an equimolar NbTaTiZr high-entropy alloy via hydrogen embrittlement. SSRN Electron J. 2022;193:112265. https://doi.org/10.2139/ssrn.4153274.
Li Y, Yang C, Zhao H, Qu S, Li X, Li Y. New Developments of Ti-based alloys for biomedical applications. Materials. 2014;7:1709. https://doi.org/10.3390/ma7031709.
Zhang Y, Chen L, Liu H, Deng S, Qi H, Chen J. High-performance ferroelectric based materials via high-entropy strategy: Design, properties, and mechanism. InfoMat. 2023;5:12488. https://doi.org/10.1002/inf2.12488.
Rost CM, Sachet E, Borman T, Moballegh A, Dickey EC, Hou D, Jones JL, Curtarolo S, Maria JP. Entropy-stabilized oxides. Nat Commun. 2015. https://doi.org/10.1038/ncomms9485.
Oses C, Toher C, Curtarolo S. High-entropy ceramics. Nat Rev Mater. 2020;5:295. https://doi.org/10.1038/s41578-019-0170-8.
Liu Y, Yang J, Deng S, Zhang Y, Zhang Y, Sun S, Wang L, Jiang X, Huo C, Liu H, Qi H, Liu S, Chen J. Flexible polarization configuration in high-entropy piezoelectrics with high performance. Acta Mater. 2022;236:118115. https://doi.org/10.1016/j.actamat.2022.118115.
Zhang Y, Qi H, Sun S, Liu Y, Gao B, Wang L, Huo C, Ren Y, Deng S, Liu H, Chen J. Ultrahigh piezoelectric performance benefiting from quasi-isotropic local polarization distribution in complex lead-based perovskite. Nano Energy. 2022;104:107910. https://doi.org/10.1016/j.nanoen.2022.107910.
Zhang M, Xu X, Ahmed S, Yue Y, Palma M, Svec P, Gao F, Abrahams I, Reece MJ, Yan H. Phase transformations in an Aurivillius layer structured ferroelectric designed using the high entropy concept. Acta Mater. 2022;229:117815. https://doi.org/10.1016/j.actamat.2022.117815.
Liu Y, Deng S, Li J, Huo C, Wang L, Sun S, Zhang Y, Wu J, Liu H, Qi H, Chen J. High-performance electrostrictive relaxors with dispersive endotaxial nanoprecipitations. Adv Mater. 2022;34:e2204743. https://doi.org/10.1002/adma.202204743.
Chen L, Deng S, Liu H, Wu J, Qi H, Chen J. Giant energy-storage density with ultrahigh efficiency in lead-free relaxors via high-entropy design. Nat Commun. 2022;13:3089. https://doi.org/10.1038/s41467-022-30821-7.
Chen L, Wang N, Zhang Z, Yu H, Wu J, Deng S, Liu H, Qi H, Chen J. Local diverse polarization optimized comprehensive energy-storage performance in lead-free superparaelectrics. Adv Mater. 2022. https://doi.org/10.1002/adma.202205787.
Liu H, Sun Z, Zhang J, Luo H, Yao Y, Wang X, Qi H, Deng S, Liu J, Gallington LC, Zhang Y, Neuefeind JC, Chen J. Local chemical clustering enabled ultrahigh capacitive energy storage in Pb-free relaxors. J Am Chem Soc. 2023;145:19396. https://doi.org/10.1021/jacs.3c06912.
Liu H, Sun Z, Zhang J, Luo H, Zhang Q, Yao Y, Deng S, Qi H, Liu J, Gallington LC, Neuefeind JC, Chen J. Chemical design of Pb-free relaxors for giant capacitive energy storage. J Am Chem Soc. 2023;145:11764. https://doi.org/10.1021/jacs.3c02811.
Yang B, Zhang Y, Pan H, Si W, Zhang Q, Shen Z, Yu Y, Lan S, Meng F, Liu Y, Huang H, He J, Gu L, Zhang S, Chen LQ, Zhu J, Nan CW, Lin YH. High-entropy enhanced capacitive energy storage. Nat Mater. 2022;21:1074. https://doi.org/10.1038/s41563-022-01274-6.
Qian X, Han D, Zheng L, Chen J, Tyagi M, Li Q, Du F, Zheng S, Huang X, Zhang S, Shi J, Huang H, Shi X, Chen J, Qin H, Bernholc J, Chen X, Chen L-Q, Hong L, Zhang QM. High-entropy polymer produces a giant electrocaloric effect at low fields. Nature. 2021;600:664. https://doi.org/10.1038/s41586-021-04189-5.
Roychowdhury S, Ghosh T, Arora R, Samanta M, Xie L, Singh NK, Soni A, He J, Waghmare UV, Biswas K. Enhanced atomic ordering leads to high thermoelectric performance in AgSbTe2. Science. 2021;371:722. https://doi.org/10.1126/science.abb3517.
Xie L, Ming C, Song Q, Wang C, Liao J, Wang L, Zhu C, Xu F, Sun YY, Bai S, Chen L. Lead-free and scalable GeTe-based thermoelectric module with an efficiency of 12%. Sci Adv. 2023;9:7919. https://doi.org/10.1126/sciadv.adg7919.
Mao J, Liu Z, Zhou J, Zhu H, Zhang Q, Chen G, Ren Z. Advances in thermoelectrics. Adv Phys. 2018;67:69. https://doi.org/10.1080/00018732.2018.1551715.
Yang D, Su X, Li J, Bai H, Wang S, Li Z, Tang H, Tang K, Luo T, Yan Y, Wu J, Yang J, Zhang Q, Uher C, Kanatzidis MG, Tang X. Blocking ion migration stabilizes the high thermoelectric performance in Cu2Se composites. Adv Mater. 2020. https://doi.org/10.1002/adma.202003730.
Zhu Y, Wang D, Hong T, Hu L, Ina T, Zhan S, Qin B, Shi H, Su L, Gao X, Zhao LD. Multiple valence bands convergence and strong phonon scattering lead to high thermoelectric performance in p-type PbSe. Nat Commun. 2022;13:4179. https://doi.org/10.1038/s41467-022-31939-4.
Shi XL, Zou J, Chen ZG. Advanced thermoelectric design: from materials and structures to devices. Chem Rev. 2020;120:7399. https://doi.org/10.1021/acs.chemrev.0c00026.
Liu WD, Wang DZ, Liu Q, Zhou W, Shao Z, Chen ZG. High-performance GeTe-based thermoelectrics: from materials to devices. Adv Energy Mater. 2020. https://doi.org/10.1002/aenm.202000367.
Yan Q, Kanatzidis MG. High-performance thermoelectrics and challenges for practical devices. Nat Mater. 2021;21:503. https://doi.org/10.1038/s41563-021-01109-w.
Li M, Hong M, Tang X, Sun Q, Lyu WY, Xu SD, Kou LZ, Dargusch M, Zou J, Chen ZG. Crystal symmetry induced structure and bonding manipulation boosting thermoelectric performance of GeTe. Nano Energy. 2020;73:104740. https://doi.org/10.1016/j.nanoen.2020.104740.
Pei Y, Shi X, LaLonde A, Wang H, Chen L, Snyder GJ. Convergence of electronic bands for high performance bulk thermoelectrics. Nature. 2011;473:66. https://doi.org/10.1038/nature09996.
Perumal S, Samanta M, Ghosh T, Shenoy US, Bohra AK, Bhattacharya S, Singh A, Waghmare UV, Biswas K. Realization of high thermoelectric figure of merit in GeTe by complementary Co-doping of Bi and In. Joule. 2019;3:2565. https://doi.org/10.1016/j.joule.2019.08.017.
Zhang C, Yan G, Wang Y, Wu X, Hu L, Liu F, Ao W, Cojocaru-Mirédin O, Wuttig M, Snyder GJ, Yu Y. Grain boundary complexions enable a simultaneous optimization of electron and phonon transport leading to high-performance GeTe thermoelectric devices. Adv Energy Mater. 2023;13:2203361. https://doi.org/10.1002/aenm.202203361.
Jiang Y, Dong J, Zhuang H-L, Yu J, Su B, Li H, Pei J, Sun FH, Zhou M, Hu H, Li JW, Han Z, Zhang BP, Mori T, Li JF. Evolution of defect structures leading to high ZT in GeTe-based thermoelectric materials. Nat Commun. 2022. https://doi.org/10.1038/s41467-022-33774-z.
Samanta M, Biswas K. Low thermal conductivity and high thermoelectric performance in (GeTe)1–2x(GeSe)x(GeS)x: competition between solid solution and phase separation. J Am Chem Soc. 2017;139:9382. https://doi.org/10.1021/jacs.7b05143.
Hu C, Xia K, Fu C, Zhao X, Zhu T. Carrier grain boundary scattering in thermoelectric materials. Energy Environ Sci. 2022;15:1406. https://doi.org/10.1039/d1ee03802h.
Liu W, Yin LC, Li L, Yang Q, Wang DZ, Li M, Shi XL, Liu Q, Bai Y, Gentle I, Wang L, Chen ZG. Grain boundary re-crystallization and sub-nano regions leading to high plateau figure of merit for Bi2Te3 nanoflakes. Energy Environ Sci. 2023;11:5123. https://doi.org/10.1039/d3ee02370b.
Jang H, Park JH, Lee HS, Ryu B, Park SD, Ju HA, Yang SH, Kim YM, Nam WH, Wang H, Male J, Snyder GJ, Kim M, Jung YS, Oh MW. Regulating Te vacancies through dopant balancing via excess Ag enables rebounding power factor and high thermoelectric performance in p-type PbTe. Adv Sci. 2021. https://doi.org/10.1002/advs.202170130.
Wang D-Z, Liu W-D, Li M, Zheng K, Hu H, Yin L-C, Wang Y, Zhu H, Shi X-L, Yang X, Liu Q, Chen Z-G. Hierarchical architectural structures induce high performance in n-type GeTe-based thermoelectrics. Adv Funct Mater. 2023;33:2213040. https://doi.org/10.1002/adfm.202213040.
Zhu B, Liu X, Wang Q, Qiu Y, Shu Z, Guo Z, Tong Y, Cui J, Gu M, He J. Realizing record high performance in n-type Bi2Te3-based thermoelectric materials. Energy Environ Sci. 2020;13:2106. https://doi.org/10.1039/d0ee01349h.
Jin Z, Mao T, Qiu P, Yue Z, Wang L, Zhao K, Ren D, Shi X, Chen L. Thermoelectric properties and service stability of Ag-containing Cu2Se. Mater Today Phys. 2021;21:100550. https://doi.org/10.1016/j.mtphys.2021.100550.
Tang Y, Gibbs ZM, Agapito LA, Li G, Kim H-S, Nardelli Marco B, Curtarolo S, Snyder GJ. Convergence of multi-valley bands as the electronic origin of high thermoelectric performance in CoSb3 skutterudites. Nat Mater. 2015;14:1223. https://doi.org/10.1038/nmat4430.
Zhu H, Li W, Nozariasbmarz A, Liu N, Zhang Y, Priya S, Poudel B. Half-heusler alloys as emerging high power density thermoelectric cooling materials. Nat Commun. 2023;14:3300. https://doi.org/10.1038/s41467-023-38446-0.
Miracle DB. High entropy alloys as a bold step forward in alloy development. Nat Commun. 2019;10:1. https://doi.org/10.1038/s41467-019-09700-1.
Buckingham MA, Ward-OBrien B, Xiao W, Li Y, Qu J, Lewis DJ. High entropy metal chalcogenides: synthesis, properties, applications and future directions. Chem Commun. 2022;58:8025. https://doi.org/10.1039/d2cc01796b.
Hong M, Chen Z-G. Chemistry in advancing thermoelectric GeTe materials. Accounts Chem Res. 2022;55:3178. https://doi.org/10.1021/acs.accounts.2c00467.
Jiang B, Yu Y, Cui J, Liu X, Xie L, Liao J, Zhang Q, Huang Y, Ning S, Jia B, Zhu B, Bai S, Chen L, Pennycook SJ, He J. High-entropy-stabilized chalcogenides with high thermoelectric performance. Science. 2021;371:830. https://doi.org/10.1126/science.abe1292.
Jiang B, Wang W, Liu S, Wang Y, Wang C, Chen Y, Xie L, Huang M, He J. High figure-of-merit and power generation in high-entropy GeTe-based thermoelectrics. Science. 2022;377:208. https://doi.org/10.1126/science.abq5815.
Zhang W, Liaw PK, Zhang Y. Science and technology in high-entropy alloys. Sci China Mater. 2018;61:2. https://doi.org/10.1007/s40843-017-9195-8.
Li M, Sun Q, Xu SD, Hong M, Lyu WY, Liu JX, Wang Y, Dargusch M, Zou J, Chen ZG. Optimizing electronic quality factor toward high-performance Ge(1–x−y)TaxSbyTe thermoelectrics: The role of transition metal doping. Adv Mater. 2021;33:2102575. https://doi.org/10.1002/adma.202102575.
Yu Y, Xie L, Pennycook SJ, Bosman M, He J. Strain-induced van der Waals gaps in GeTe revealed by in situ nanobeam diffraction. Sci Adv. 2022. https://doi.org/10.1126/sciadv.add7690.
Hong M, Li M, Wang Y, Shi XL, Chen ZG. Advances in versatile GeTe thermoelectrics from materials to devices. Adv Mater. 2022;35:2208272. https://doi.org/10.1002/adma.202208272.
Chai L, Chen K, Zhi Y, Murty KL, Chen LY, Yang Z. Nanotwins induced by pulsed laser and their hardening effect in a Zr alloy. J Alloys Compd. 2018;748:163. https://doi.org/10.1016/j.jallcom.2018.03.126.
Kumar A, Bhumla P, Parashchuk T, Baran S, Bhattacharya S, Wojciechowski KT. Engineering electronic structure and lattice dynamics to achieve enhanced thermoelectric performance of Mn-Sb Co-Doped GeTe. Chem Mater. 2021;33:3611. https://doi.org/10.1021/acs.chemmater.1c00331.
Tsai YF, Wei PC, Chang L, Wang KK, Yang CC, Lai YC, Hsing CR, Wei CM, He J, Snyder GJ, Wu HJ. Compositional fluctuations locked by athermal transformation yielding high thermoelectric performance in GeTe. Adv Marter. 2021;33:2008808. https://doi.org/10.1002/adma.202008808.
Zhi S, Li J, Hu L, Li J, Li N, Wu H, Liu F, Zhang C, Ao W, Xie H, Zhao X, Pennycook SJ, Zhu T. Medium entropy-enabled high performance cubic GeTe thermoelectrics. Adv Sci. 2021;8:2100220. https://doi.org/10.1002/advs.202100220.
Liu R, Chen H, Zhao K, Qin Y, Jiang B, Zhang T, Sha G, Shi X, Uher C, Zhang W, Chen L. Entropy as a gene-like performance indicator promoting thermoelectric materials. Adv Mater. 2017;29:1702712. https://doi.org/10.1002/adma.201702712.
Si R, Zhang Z, Liu C, Peng Y, Bai X, Feng B, Chen J, Gao J, Miao L. Decoupled electron and phonon transport in thermoelectric GeTe compounded with multi-walled carbon nanotubes. Mater Today Phys. 2023;34:101081. https://doi.org/10.1016/j.mtphys.2023.101081.
Hong M, Zou J, Chen ZG. Thermoelectric GeTe with diverse degrees of freedom having secured superhigh performance. Adv Mater. 2019;31:1807071. https://doi.org/10.1002/adma.201807071.
Tsai YF, Ho MY, Wei PC, Wu HJ. Hierarchical twinning and light impurity doping enable high-performance GeTe thermoelectrics. Acta Mater. 2022;222:117406. https://doi.org/10.1016/j.actamat.2021.117406.
Hong M, Wang Y, Feng T, Sun Q, Xu S, Matsumura S, Pantelides ST, Zou J, Chen ZG. Correction to “Strong phonon–phonon interactions securing extraordinary thermoelectric Ge1–xSbxTe with Zn-alloying-induced band alignment.” J Am Chem Soc. 2019;141:16512. https://doi.org/10.1021/jacs.9b10240.
Zhang Q, Wang R, Song K, Tan X, Hu H, Guo Z, Wu G, Sun P, Liu G-Q, Jiang J. Raised solubility in SnTe by GeMnTe2 alloying enables converged valence bands, low thermal conductivity, and high thermoelectric performance. Nano Energy. 2022;94:106940. https://doi.org/10.1016/j.nanoen.2022.106940.
Zhang Q, Guo Z, Wang R, Tan X, Song K, Sun P, Hu H, Cui C, Liu GQ, Jiang J. High-performance thermoelectric material and module driven by medium-entropy engineering in SnTe. Adv Funct Mater. 2022;32:2205458. https://doi.org/10.1002/adfm.202205458.
Jiang B, Yu Y, Chen H, Cui J, Liu X, Xie L, He J. Entropy engineering promotes thermoelectric performance in p-type chalcogenides. Nat Commun. 2021;12:3234. https://doi.org/10.1038/s41467-021-23569-z.
El-Khouly A, Adam AM, Ibrahim EMM, Nafady A, Karpenkov D, Novitskii A, Voronin A, Khovaylo V, Elsehly EM. Mechanical and thermoelectric properties of FeVSb-based half-Heusler alloys. J Alloys Compd. 2021;886:161308. https://doi.org/10.1016/j.jallcom.2021.161308.
Cantor B, Chang ITH, Knight P, Vincent AJB. Microstructural development in equiatomic multicomponent alloys. Mater Sci Eng A. 2004;213(8):375. https://doi.org/10.1016/j.msea.2003.10.257.
Wang Y, Wang Y. High-entropy alloys in catalyses and supercapacitors: progress, prospects. Nano Energy. 2022;104:107958. https://doi.org/10.1016/j.nanoen.2022.107958.
Huang C, Qin P, Luo Y, Ruan Q, Liu L, Wu Y, Li Q, Xu Y, Liu R, Chu PK. Recent progress and perspective of cobalt-based catalysts for water splitting: design and nanoarchitectonics. Mater Today Energy. 2022;23:100911. https://doi.org/10.1016/j.mtener.2021.100911.
Li L, Cao X, Huo J, Qu J, Chen W, Liu C, Zhao Y, Liu H, Wang G. High valence metals engineering strategies of Fe/Co/Ni-based catalysts for boosted OER electrocatalysis. J Energy Chem. 2023;76:195. https://doi.org/10.1016/j.jechem.2022.09.022.
Wang D, Duan C, Yu Y, Li X, Wang Z, Liu Y, Liu C. Co-regulation of anion-cation in transition metal high entropy oxide for outstanding OER electrocatalytic performance. J Alloys Compd. 2023;967:171758. https://doi.org/10.1016/j.jallcom.2023.171758.
Shu Y, Bao J, Yang S, Duan X, Zhang P. Entropy-stabilized metal-CeOx solid solutions for catalytic combustion of volatile organic compund. AIChE J. 2020;67:e17046. https://doi.org/10.1002/aic.17046.
Pan Y, Liu JX, Tu TZ, Wang W, Zhang GJ. High-entropy oxides for catalysis: a diamond in the rough. Chem Eng J. 2023;451:138659. https://doi.org/10.1016/j.cej.2022.138659.
Zhang T, Li J, Zhang B, Wang G, Jiang K, Zheng Z, Shen J. High-entropy alloy CuCrFeNiCoP film of Cu-based as high-efficiency electrocatalyst for water splitting. J Alloys Compd. 2023;969:172439. https://doi.org/10.1016/j.jallcom.2023.172439.
Zhao Y, You J, Wang L, Bao W, Yao R. Recent advances in Ni3S2-based electrocatalysts for oxygen evolution reaction. Int J Hydrogen Energy. 2021;46:39146. https://doi.org/10.1016/j.ijhydene.2021.09.137.
Xiang H, Xing Y, Dai F-Z, Wang H, Su L, Miao L, Zhang G, Wang Y, Qi X, Yao L, Wang H, Zhao B, Li J, Zhou Y. High-entropy ceramics: present status, challenges, and a look forward. J Adv Ceramics. 2021;10:385. https://doi.org/10.1007/s40145-021-0477-y.
Liu Z-Y, Liu Y, Xu Y, Zhang H, Shao Z, Wang Z, Chen H. Novel high-entropy oxides for energy storage and conversion: from fundamentals to practical applications. Green Energy Environ. 2023;8:1341. https://doi.org/10.1016/j.gee.2023.04.007.
Sarkar A, Velasco L, Wang D, Wang Q, Talasila G, de Biasi L, Kübel C, Brezesinski T, Bhattacharya SS, Hahn H, Breitung B. High entropy oxides for reversible energy storage. Nat Commun. 2018;9:3400. https://doi.org/10.1038/s41467-018-05774-5.
Wang Y, Mi J, Wu ZS. Recent status and challenging perspective of high entropy oxides for chemical catalysis. Chem Catal. 2022;2:1624. https://doi.org/10.1016/j.checat.2022.05.003.
Wu Y, Klein V, Killian MS, Behling C, Chea S, Tsogoeva SB, Bachmann J. Novel fully organic water oxidation electrocatalysts: a quest for simplicity. ACS Omega. 2018;3:2602. https://doi.org/10.1021/acsomega.7b01982.
Gu Y, Bao A, Wang X, Chen Y, Dong L, Liu X, Pan H, Li Y, Qi X. Engineering the oxygen vacancies of rocksalt-type high-entropy oxides for enhanced electrocatalysis. Nanoscale. 2022;14:515. https://doi.org/10.1039/d1nr07000b.
Ding S, Sun Y, Lou F, Yu L, Xia B, Duan J, Zhang Y, Chen S. Plasma-regulated two-dimensional high entropy oxide arrays for synergistic hydrogen evolution: from theoretical prediction to electrocatalytic applications. J Power Sour. 2022;520:230873. https://doi.org/10.1016/j.jpowsour.2021.230873.
Patel RK, Jenjeti RN, Kumar R, Bhattacharya N, Kumar S, Ojha SK, Zhang Z, Zhou H, Qu K, Wang Z, Yang Z, Klewe C, Shafer P, Sampath S, Middey S. Thickness dependent OER electrocatalysis of epitaxial thin film of high entropy oxide. Appl Phys Rev. 2023;10:031407. https://doi.org/10.1063/5.0146005.
Xiong L, Sun Z, Zhang X, Zhao L, Huang P, Chen X, Jin H, Sun H, Lian Y, Deng Z, Rümmerli MH, Yin W, Zhang D, Wang S, Peng Y. Octahedral gold-silver nanoframes with rich crystalline defects for efficient methanol oxidation manifesting a CO-promoting effect. Nat Commun. 2019;10:3782. https://doi.org/10.1038/s41467-019-11766-w.
Feng D, Dong Y, Zhang L, Ge X, Zhang W, Dai S, Qiao ZA. Holey Lamellar high-entropy oxide as an ultra-high-activity heterogeneous catalyst for solvent-free aerobic oxidation of benzyl alcohol. Angew Chem. 2020;132:19671. https://doi.org/10.1002/ange.202004892.
Gu Y, Cheng Q, Li X, Zhang S, Wang Z, Wang Y. Direct synthesis of dimethyl carbonate from methanol and carbon dioxide catalyzed by cerium-based high-entropy oxides. Catal Lett. 2024;154:513. https://doi.org/10.1007/s10562-023-04303-4.
Navarro-Jaén S, Virginie M, Bonin J, Robert M, Wojcieszak R, Khodakov AY. Highlights and challenges in the selective reduction of carbon dioxide to methanol. Nat Rev Chem. 2021;5:564. https://doi.org/10.1038/s41570-021-00289-y.
Liu X, Wang X, Yang B, Zhang J, Lu J. High-entropy layered oxides nanosheets for highly efficient photoelectrocatalytic reduction of CO2 and application research. Nano Res. 2023;16:4775. https://doi.org/10.1007/s12274-022-5259-5.
Zhu S, Chen Y, Somayaji V, Novello P, Chacko D, Li F, Liu J. One-step synthesis of a high entropy oxide-supported rhodium catalyst for highly selective CO poduction in CO2 hydrogenation. ACS Appl Mater Interfaces. 2023;15:31384. https://doi.org/10.1021/acsami.3c02829.
Chu K, Qin J, Zhu H, De Ras M, Wang C, Xiong L, Zhang L, Zhang N, Martens JA, Hofkens J, Lai F, Liu T. High-entropy perovskite oxides: a versatile class of materials for nitrogen reduction reactions. Sci China Mater. 2022;65:2711. https://doi.org/10.1007/s40843-022-2021-y.
Sun Y, Yu L, Xu S, Xie S, Jiang L, Duan J, Zhu J, Chen S. Battery-driven N2 electrolysis enabled by high-entropy catalysts: from theoretical prediction to prototype model. Small. 2022. https://doi.org/10.1002/smll.202106358.
Gu K, Wang D, Xie C, Wang T, Huang G, Liu Y, Zou Y, Tao L, Wang S. Defect-rich high-entropy oxide nanosheets for efficient 5-hydroxymethylfurfural electrooxidation. Angew Chem. 2021;133:20415. https://doi.org/10.1002/ange.202107390.
Deng C, Zhu H, Huang Y, Liu H, Liu P, Cui P, Chao Y, Liu J, Wang R, Wu P, Zhu W. High temperature oxidizing-resistant magnetic high entropy catalyst for efficient oxidative desulfurization. Catal Today. 2022;405:66. https://doi.org/10.1016/j.cattod.2022.08.002.
Deng C, Han Z, Wu P, Zhu H, Liu R, Liu F, Ji H, She Y, Zhu W, Xu C. Enthalpy-driven synthesis of magnetic high entropy oxide catalyst for efficient oxidative desulfurization and high-value product recovery. Sep Purif Technol. 2024;330:125403. https://doi.org/10.1016/j.seppur.2023.125403.
Mizushima K, Jones PC, Wiseman PJ, Goodenough JB. LixCoO2 (0<x<-1): a new cathode material for batteries of high energy density. Mater Res Bull 1980; 15:783. https://doi.org/10.1016/0025-5408(80)90012-4.
Li P, Wang JJ, Cheng JL, Li F, Zhao W, Chen G. Investigation of the effects of Al on the glass forming ability of Zr-Cu-Ni-Al alloys through their solidification characteristics. Intermetallics. 2019;109:105. https://doi.org/10.1016/j.intermet.2019.03.018.
Chen M-S, Wu S-h, Lin J-Y. Preparation and characterization of α-Li3V2(PO4)3/LiFePO4 composite cathode materials. ECS Meeting Abstracts. 2010; MA2010-03:386.https://doi.org/10.1149/MA2010-03/1/386.
Manthiram A, Song B, Li W. A perspective on nickel-rich layered oxide cathodes for lithium-ion batteries. Energy Storage Mater. 2017;6:125. https://doi.org/10.1016/j.ensm.2016.10.007.
Martha SK, Grinblat J, Haik O, Zinigrad E, Drezen T, Miners JH, Exnar I, Kay A, Markovsky B, Aurbach D. LiMn0.8Fe0.2PO4: an advanced cathode material for rechargeable lithium batteries. Angewandte Chemie. International Edition. 2009; 48:8559. https://doi.org/10.1002/anie.200903587.
Wang Q, Sarkar A, Wang D, Velasco L, Azmi R, Bhattacharya SS, Bergfeldt T, Düvel A, Heitjans P, Brezesinski T, Hahn H, Breitung B. Multi-anionic and -cationic Compd: new high entropy materials for advanced Li-ion batteries. Energy Environ Sci. 2019;12:2433. https://doi.org/10.1039/c9ee00368a.
Zhao C, Ding F, Lu Y, Chen L, Hu YS. High-entropy layered oxide cathodes for sodium-ion batteries. Angewandte Chemie Int Edn. 2019;59:264. https://doi.org/10.1002/anie.201912171.
Gu ZY, Guo JZ, Cao JM, Wang XT, Zhao XX, Zheng XY, Li WH, Sun ZH, Liang HJ, Wu XL. An advanced high-entropy fluorophosphate cathode for sodium-ion batteries with increased working voltage and energy density. Adv Mater. 2022;34:2110108. https://doi.org/10.1002/adma.202270110.
Fang S, Bresser D, Passerini S. Transition metal oxide anodes for electrochemical energy storage in lithium- and sodium-Ion batteries. Trans Metal Oxides Electrochem Energy Storage 2020;10:1902485. https://doi.org/10.1002/aenm.201902485.
Jia Y, Chen S, Shao X, Chen J, Fang DL, Li S, Mao A, Li C, Synergetic effect of lattice distortion and oxygen vacancies on high-rate lithium-ion storage in high-entropy perovskite oxides. J Adv Ceram 2023; 12:1214. https://doi.org/10.26599/JAC.2023.9220751.
Ma Y, Ma Y, Dreyer SL, Wang Q, Wang K, Goonetilleke D, Omar A, Mikhailova D, Hahn H, Breitung B, Brezesinski T. High-entropy metal–organic frameworks for highly reversible sodium storage. Adv Mater. 2021;33:2101342. https://doi.org/10.1002/adma.202170269.
High-Entropy Alloys. Springer International Publishing. 2016. ISBN 978-0-12-816067-1.
Sarkar A, Breitung B, Hahn H. High entropy oxides: the role of entropy, enthalpy and synergy. Scripta Mater. 2020;187:43. https://doi.org/10.1016/j.scriptamat.2020.05.019.
Stockham MP, Dong B, Slater PR. High entropy lithium garnets – Testing the compositional flexibility of the lithium garnet system. J Solid State Chem. 2022;308:122944. https://doi.org/10.1016/j.jssc.2022.122944.
Delmas C, Fouassier C, Hagenmuller P. Structural classification and properties of the layered oxides. Physica B+C. 1980;99:81. https://doi.org/10.1016/0378-4363(80)90214-4.
Yang L, Chen C, Xiong S, Zheng C, Liu P, Ma Y, Xu W, Tang Y, Ong SP, Chen H. Multiprincipal component P2-Na0.6(Ti0.2Mn0.2Co0.2Ni0.2Ru0.2)O2 as a high-rate cathode for sodium-ion batteries. JACS Au. 2021; 1:98.https://doi.org/10.1021/jacsau.0c00002.
Lun Z, Ouyang B, Kwon DH, Ha Y, Foley EE, Huang TY, Cai Z, Kim H, Balasubramanian M, Sun Y, Huang J, Tian Y, Kim H, McCloskey BD, Yang W, Clément RJ, Ji H, Ceder G. Cation-disordered rocksalt-type high-entropy cathodes for Li-ion batteries. Nat Mater. 2021;20:214. https://doi.org/10.1038/s41563-020-00816-0.
Jin T, Li H, Zhu K, Wang PF, Liu P, Jiao L. Polyanion-type cathode materials for sodium-ion batteries. Chem Soc Rev. 2020;49:2342. https://doi.org/10.1039/C9CS00846B.
Li H, Xu M, Long H, Zheng J, Zhang L, Li S, Guan C, Lai Y, Zhang Z. Stabilization of multicationic redox chemistry in polyanionic cathode by increasing entropy. Adv Sci. 2022;9:2202082. https://doi.org/10.1002/advs.202202082.
Yang HM, He LX, Yang ZM, Chen QC, Jiang GQ, Zhu JC, Xue R, Qiu N, Wang Y. Design optimization of spinel-rocksalt intergrown high entropy oxide structure for enhanced electrochemical properties. J Alloy Compd. 2023;968: 172135. https://doi.org/10.1016/j.jallcom.2023.172135.
Patra J, Nguyen TX, Tsai CC, Clemens O, Li J, Pal P, Chan WK, Lee CH, Chen HYT, Ting JM, Chang JK. Effects of elemental modulation on phase purity and electrochemical properties of Co-free high-entropy spinel oxide anodes for lithium-ion batteries. Adv Funct Mater. 2022;32:2110992. https://doi.org/10.1002/adfm.202110992.
Chen K, Pei X, Tang L, Cheng H, Li Z, Li C, Zhang X, An L. A five-component entropy-stabilized fluorite oxide. J Eur Ceramic Soc. 2018;38:4161. https://doi.org/10.1016/j.jeurceramsoc.2018.04.063.
Sarkar A, Wang Q, Schiele A, Chellali MR, Bhattacharya SS, Wang D, Brezesinski T, Hahn H, Velasco L, Breitung B. High-entropy oxides: fundamental aspects and electrochemical properties. Adv Mater. 2019;31:1806236. https://doi.org/10.1002/adma.201806236.
Dąbrowa J, Stygar M, Mikuła A, Knapik A, Mroczka K, Tejchman W, Danielewski M, Martin M. Synthesis and microstructure of the (Co, Cr, Fe, Mn, Ni)3O4 high entropy oxide characterized by spinel structure. Mater Lett. 2018;216:32. https://doi.org/10.1016/j.matlet.2017.12.148.
Jiang S, Hu T, Gild J, Zhou N, Nie J, Qin M, Harrington T, Vecchio K, Luo J. A new class of high-entropy perovskite oxides. Scripta Mater. 2018;142:116. https://doi.org/10.1016/j.scriptamat.2017.08.040.
Ren K, Wang Q, Shao G, Zhao X, Wang Y. Multicomponent high-entropy zirconates with comprehensive properties for advanced thermal barrier coating. Scripta Mater. 2020;178:382. https://doi.org/10.1016/j.scriptamat.2019.12.006.
Vinnik DA, Trofimov EA, Zhivulin VE, Zaitseva OV, Gudkova SA, Starikov AY, Zherebtsov DA, Kirsanova AA, Häßner M, Niewa R. High-entropy oxide phases with magnetoplumbite structure. Ceram Int. 2019;45:12942. https://doi.org/10.1016/j.ceramint.2019.03.221.
Castle E, Csanádi T, Grasso S, Dusza J, Reece M. Processing and properties of high-entropy ultra-high temperature carbides. Sci Rep. 2018;8:8609. https://doi.org/10.1038/s41598-018-26827-1.
Chen H, Xiang H, Dai FZ, Liu J, Zhou Y. Porous high entropy (Zr0.2Hf0.2Ti0.2Nb0.2Ta0.2)B2: a novel strategy towards making ultrahigh temperature ceramics thermal insulating. J Mater Sci Technol 2019; 35:2404. https://doi.org/10.1016/j.jmst.2019.05.059.
Jin T, Sang X, Unocic RR, Kinch RT, Liu X, Hu J, Liu H, Dai S. Mechanochemical-assisted synthesis of high-entropy metal nitride via a soft urea strategy. Adv Mater. 2018. https://doi.org/10.1002/adma.201707512.
Qin Y, Liu JX, Li F, Wei X, Wu H, Zhang GJ. A high entropy silicide by reactive spark plasma sintering. J Adv Ceram. 2019;8:148. https://doi.org/10.1007/s40145-019-0319-3.
Sarkar A, Djenadic R, Wang D, Hein C, Kautenburger R, Clemens O, Hahn H. Rare earth and transition metal based entropy stabilised perovskite type oxides. J Eur Ceram Soc. 2018;38:2318. https://doi.org/10.1016/j.jeurceramsoc.2017.12.058.
Wang K, Chen L, Xu C, Zhang W, Liu Z, Wang Y, Ouyang J, Zhang X, Fu Y, Zhou Y. Microstructure and mechanical properties of (TiZrNbTaMo)C high-entropy ceramic. J Mater Sci Technol. 2020;39:99. https://doi.org/10.1016/j.jmst.2019.07.056.
Mary TA, Evans JSO, Vogt T, Sleight AW. Negative Thermal expansion from 03 to 1050 kelvin in ZrW2O8. Science. 1996;272:90. https://doi.org/10.1126/science.272.5258.90.
Beccara S, Dalba G, Fornasini P, Grisenti RE, Sanson A, Rocca FJPRL. Local thermal expansion in a cuprite structure: the case of Ag(2)O. Phys Rev Lett 2002; 89(2):025503.
Azuma M, Chen W-T, Seki H, Czapski M, Olga S, Oka K, Mizumaki M, Watanuki T, Ishimatsu N, Kawamura N, Ishiwata S, Tucker MG, Shimakawa Y, Attfield JP. Colossal negative thermal expansion in BiNiO3 induced by intermetallic charge transfer. Nat Commun. 2011;2:347. https://doi.org/10.1038/ncomms1361.
Jacobsson TJ: Chapter 8 - Temperature effects in lead halide perovskites. Characterization Techniques for Perovskite Solar Cell Materials. Edited by Pazoki M, Hagfeldt A, Edvinsson T. Elsevier, 2020. 181.
Li J, Yokochi A, Amos TG, Sleight AW. Strong negative thermal expansion along the O−Cu−O linkage in CuScO2. Chem Mater. 2002;14:2602. https://doi.org/10.1021/cm011633v.
Sahoo PP, Sumithra S, Madras G, Guru Row TN. Synthesis, structure, negative thermal expansion, and photocatalytic property of Mo doped ZrV2O7. Inorgan Chem. 2011;50:8774. https://doi.org/10.1021/ic201224g.
Wang J, Deng J, Yu R, Chen J, Xing X. Coprecipitation synthesis and negative thermal expansion of NbVO5. Dalton Trans. 2011;40:3394. https://doi.org/10.1039/c0dt01562h.
Wang X, Huang Q, Deng J, Yu R, Chen J, Xing X. Phase transformation and negative thermal expansion in TaVO5. Inorgan Chem. 2011;50:2685. https://doi.org/10.1021/ic200003n.
Bridges F, Keiber T, Juhas P, Billinge SJL, Sutton L, Wilde J, Kowach GR. Local vibrations and negative thermal expansion in ZrW2O8. Phys Rev Lett. 2014;112:045505. https://doi.org/10.1103/PhysRevLett.112.045505.
Chatterji T, Zbiri M, Hansen TC. Negative thermal expansion in ZnF2. Appl Phys Lett. 2011. https://doi.org/10.1063/1.3588414.
Li CW, Tang X, Muñoz JA, Keith JB, Tracy SJ, Abernathy DL, Fultz B. Structural relationship between negative thermal expansion and quartic anharmonicity of cubic ScF3. Phys Rev Lett. 2011;107:195504. https://doi.org/10.1103/PhysRevLett.107.195504.
Tyagi AK, Achary SN, Mathews MD. Phase transition and negative thermal expansion in A2(MoO4)3 system (A=Fe3+, Cr3+ and Al3+). J Alloys Compd. 2002;339:207. https://doi.org/10.1016/s0925-8388(01)02003-5.
Ding P, Liang EJ, Jia Y, Du ZY. Electronic structure, bonding and phonon modes in the negative thermal expansion materials of Cd(CN)2 and Zn(CN)2. J Phys Condens Matter. 2008;20:275224. https://doi.org/10.1088/0953-8984/20/27/275224.
Hu L, Chen J, Fan L, Ren Y, Rong Y, Pan Z, Deng J, Yu R, Xing X. Zero thermal expansion and ferromagnetism in cubic Sc1–xMxF3 (M = Ga, Fe) over a wide temperature range. J Am Chem Soc. 2014;136:13566. https://doi.org/10.1021/ja5077487.
Goodwin AL, Calleja M, Conterio MJ, Dove MT, Evans JSO, Keen DA, Peters L, Tucker MG, Colossal positive and negative thermal expansion in the framework material Ag3[Co(CN)6]. 2008; 319:794. https://doi.org/10.1126/science.1151442.
Lin S, Tong P, Wang B, Huang Y, Shao D, Lu W, Sun YP. Synthesis and characterization of antiperovskite nitrides GaNCr3−xMnx. J Solid State Chem. 2014;209:127. https://doi.org/10.1016/j.jssc.2013.10.034.
Song X, Sun Z, Huang Q, Rettenmayr M, Liu X, Seyring M, Li G, Rao G, Yin F. Adjustable zero thermal expansion in antiperovskite manganese nitride. Adv Mater. 2011;23:4690. https://doi.org/10.1002/adma.201102552.
Yan J, Sun Y, Wang C, Chu L, Shi Z, Deng S, Shi K, Lu H. Study of structure of Mn3Cu0.5Ge0.5N/Cu composite with nearly zero thermal expansion behavior around room temperature. Scripta Mater. 2014;84:19. https://doi.org/10.1016/j.scriptamat.2014.04.010.
Hao Y, Liang F, Zhang X, Wang F, Wu Y. Thermal expansion anomaly and spontaneous magnetostriction of Gd2Fe17 compound. J Rare Earths. 2011;29:772. https://doi.org/10.1016/s1002-0721(10)60540-6.
Zhang W, Li Z, Zhou Z, Yang F, Liu Z, Xue L, Chen H, Zheng Y. High entropy rare-earth molybdate ceramics with broad operating-temperature window and anti-hygroscopicity ability: a promising strategy for negative thermal expansion materials. ACS Appl Eng Mater. 2023;1:841. https://doi.org/10.1021/acsaenm.2c00237.
Hao X, Wang M, Liu X, Cai Y, Xiang Y, Tian J, Zhang F, Zhang W, Liang E, Li M, Jia Y. High configurational entropy for low phase transition temperature and thermal expansion of A2M3O12 oxide ceramics. Ceram Int. 2023;49:33051. https://doi.org/10.1016/j.ceramint.2023.08.005.
Xue Y, Zhao X, An Y, Wang Y, Gao M, Zhou H, Chen J. High-entropy (La0.2Nd0.2Sm0.2Eu0.2Gd0.2)2Ce2O7: a potential thermal barrier material with improved thermo-physical properties. J Adv Ceram 2022; 11:615. https://doi.org/10.1007/s40145-021-0563-1.
Wu J, Zhang M, Li Z, Huang M, Xiang H, Xue L, Jiang Z, Zhao Z, Wei L, Zheng Y, Yang F, Ran G, Zhou Y, Chen H. High-entropy (Sm0.2Eu0.2Gd0.2Dy0.2Er0.2)2Hf2O7 ceramic with superb resistance to radiation-induced amorphization. J Mater Sci Technol 2023; 155:1.https://doi.org/10.1016/j.jmst.2023.01.024.
Tian H, Wang T, Zhang F, Zhao S, Wan S, He F, Wang G. Tunable porous carbon spheres for high-performance rechargeable batteries. J Mater Chem A. 2018;6:12816. https://doi.org/10.1039/C8TA02353K.
Guo H, Wang X, Pan F, Shi Y, Jiang H, Cai L, Cheng J, Zhang X, Yang Y, Li L, Xiu Z, Batalu D, Lu W. State of the art recent advances and perspectives in 2D MXene-based microwave absorbing materials: A review. Nano Res. 2023;16:10287. https://doi.org/10.1007/s12274-023-5509-1.
Zhang J, Liu H, Gu Y, Zhang J, Zhang X, Qi X. Oxygen-vacancy-related dielectric relaxations and electrical properties in [Lix(BaSrCaMg)(1–x)/4]TiO3 high-entropy perovskite ceramics. J Mater Sci Mater Electron. 2022;33:9918. https://doi.org/10.1007/s10854-022-07982-8.
Niu H, Jiang X, Li W, Min Z, Putra BR, Wahyuni WT, Wang H, Zhang R, Fan B. Enhanced electromagnetic wave absorption via optical fiber-like PMMA@Ti3C2Tx@SiO2 composites with improved impedance matching. Nano Res. 2023;17:1676. https://doi.org/10.1007/s12274-023-6198-5.
Qiao L, Bi J, Liang G, Liu C, Yin Z, Yang Y, Wang H, Wang S, Shang M, Wang W. Synthesis and electromagnetic wave absorption performances of a novel (Mo0.25Cr0.25Ti0.25V0.25)3AlC2 high-entropy MAX phase. J Mater Sci Technol 2023; 137:112. https://doi.org/10.1016/j.jmst.2022.07.039.
Zhou Y, Zhao B, Chen H, Xiang H, Dai FZ, Wu S, Xu W. Electromagnetic wave absorbing properties of TMCs (TM=Ti, Zr, Hf, Nb and Ta) and high entropy (Ti0.2Zr0.2Hf0.2Nb0.2Ta0.2)C. J Mater Sci Technol. 2021;74:105. https://doi.org/10.1016/j.jmst.2020.10.016.
Wang W, Sun G, Sun X, Zhang Z, Zhang J, Liang Y, Bi J. Electromagnetic wave absorbing properties of high-entropy transition metal carbides powders. Mater Res Bull. 2023;163:112212. https://doi.org/10.1016/j.materresbull.2023.112212.
Zhao B, Yan Z, Du Y, Rao L, Chen G, Wu Y, Yang L, Zhang J, Wu L, Zhang DW, Che R. High-entropy enhanced microwave attenuation in titanate perovskites. Adv Mater. 2023;35:2210243. https://doi.org/10.1002/adma.202210243.
Chen L, Li Y, Zhao B, Liu S, Zhang H, Chen K, Li M, Du S, Xiu F, Che R, Chai Z, Huang Q. Multiprincipal element M2FeC (M = Ti,V,Nb,Ta,Zr) MAX phases with synergistic effect of dielectric and magnetic loss. 2023; 10:2206877. https://doi.org/10.1002/advs.202206877.
Ma J, Zhao B, Xiang H, Dai F-Z, Liu Y, Zhang R, Zhou Y. High-entropy spinel ferrites MFe2O4 (M = Mg, Mn, Fe Co, Ni, Cu, Zn) with tunable electromagnetic properties and strong microwave absorption. J Adv Ceram. 2022;11:754. https://doi.org/10.1007/s40145-022-0569-3.
Radoń A, Hawełek Ł, Łukowiec D, Kubacki J, Włodarczyk P. Dielectric and electromagnetic interference shielding properties of high entropy (Zn, Fe, Ni, Mg, Cd)Fe2O4 ferrite. Sci Rep. 2019;9:20078. https://doi.org/10.1038/s41598-019-56586-6.
Zhang W, Zhao B, Xiang H, Dai FZ, Wu S, Zhou Y. One-step synthesis and electromagnetic absorption properties of high entropy rare earth hexaborides (HE REB6) and high entropy rare earth hexaborides/borates (HE REB6/HE REBO3) composite powders. J Adv Ceram. 2020;10:62. https://doi.org/10.1007/s40145-020-0417-2.
Zhang W, Dai F-Z, Xiang H, Zhao B, Wang X, Ni N, Karre R, Wu S, Zhou Y. Enabling highly efficient and broadband electromagnetic wave absorption by tuning impedance match in high-entropy transition metal diborides (HE TMB2). J Adv Ceram. 2021;10:1299. https://doi.org/10.1007/s40145-021-0505-y.
Zhang W, Zhao B, Ni N, Xiang H, Dai FZ, Wu S, Zhou Y. High entropy rare earth hexaborides/tetraborides (HE REB6/HE REB4) composite powders with enhanced electromagnetic wave absorption performance. J Mater Sci Technol. 2021;87:155. https://doi.org/10.1016/j.jmst.2021.01.059.
Zhao B, Du Y, Yan Z, Rao L, Chen G, Yuan M, Yang L, Zhang J, Che R. Structural defects in phase-regulated high-entropy oxides toward superior microwave absorption properties. Adv Funct Mater. 2023;33:2209924. https://doi.org/10.1002/adfm.202209924.
Yan Z, Li D, Zhang X, Men Q, Fan B, Guan L, Guo X, Zhang R, Zhao B. Dual-phase high-entropy (FeCoNiZn)xV2Oy oxides with promising microwave absorption properties. Ceram Int. 2022;48:36871. https://doi.org/10.1016/j.ceramint.2022.08.253.
Dai G, Deng R, Zhang T, Yu Y, Song L. Quantitative evaluation of loss capability for in situ conductive phase enhanced microwave absorption of high-entropy transition metal oxides. Adv Funct Mater. 2022. https://doi.org/10.1002/adfm.202205325.
Hosseini Mohammadabadi F, Masoudpanah SM, Alamolhoda S, Koohdar HR. Electromagnetic microwave absorption properties of high entropy spinel ferrite ((MnNiCuZn)1−xCoxFe2O4)/graphene nanocomposites. J Mater Res Technol. 2021;14:1099. https://doi.org/10.1016/j.jmrt.2021.07.018.
Chen H, Zhao B, Zhao Z, Xiang H, Dai F-Z, Liu J, Zhou Y. Achieving strong microwave absorption capability and wide absorption bandwidth through a combination of high entropy rare earth silicide carbides/rare earth oxides. J Mater Sci Technol. 2020;47:216. https://doi.org/10.1016/j.jmst.2020.02.015.
Zhang LC, Shen ZQ, Xu J. Glass formation in a (Ti, Zr, Hf)–(Cu, Ni, Ag)–Al high-order alloy system by mechanical alloying. J Mater Res. 2003;18:2141. https://doi.org/10.1557/JMR.2003.0300.
Zhang LC, Xu J. Glass-forming ability of melt-spun multicomponent (Ti, Zr, Hf)–(Cu, Ni, Co)–Al alloys with equiatomic substitution. J Non-Crystall Solids. 2004;347:166. https://doi.org/10.1016/j.jnoncrysol.2004.09.007.
Zhang LC, Kim KB, Yu P, Zhang WY, Kunz U, Eckert J. Amorphization in mechanically alloyed (Ti, Zr, Nb)–(Cu, Ni)–Al equiatomic alloys. J Alloys Compd. 2007;428:157. https://doi.org/10.1016/j.jallcom.2006.03.092.
Liu C, Wang Y, Zhang Y, Zhang L-C, Wang L. Deformation mechanisms of additively manufactured TiNbTaZrMo refractory high-entropy alloy: the role of cellular structure. Int J Plast. 2024;173:103884. https://doi.org/10.1016/j.ijplas.2024.103884.
Kang Y, Cretu O, Kikkawa J, Kimoto K, Nara H, Nugraha AS, Kawamoto H, Eguchi M, Liao T, Sun Z, Asahi T, Yamauchi Y. Publisher correction: mesoporous multimetallic nanospheres with exposed highly entropic alloy sites. Nat Commun. 2023;14:4862. https://doi.org/10.1038/s41467-023-40653-8.
Acknowledgement
This study was financially supported by the National Key R&D Program of China (No.2021YFB3802800), the National Natural Science Foundation of China (Nos. 52222104, 12261160364, 51871120, 51520105001, 22275089, 52071157, 52231005, 52201174, 52171165, 52261033, 52371155, 51801128, 52171219, U20A20278, 52371106, 22071221, 52122408, 52201190, 22075014, 52272040, 62222405, 22125602, and 52301052) and the Natural Science Foundation of Jiangsu Province (Nos. BK20200019, BK20220858 and BK20231458). Zhen-Duo Wu acknowledges support by the open research fund of Songshan Lake Materials Laboratory (No. 2022SLABFN19). Huai-Jun Lin acknowledges support by Guangdong Basic and Applied Basic Research Foundation (No. 2024B1515020010). Jin-Yu Zhang acknowledges support by Shanxi Province Youth Innovation Team Project (No. 22JP042). Qian Yu acknowledges support by the National Science Fund for Distinguished Young Scholars of China (No. 52325102). Hai-Yan He acknowledges support by the Large Scientific Facility Open Subject of Songshan Lake, Dongguan, Guangdong. Zeng-Bao Jiao acknowledges support by the research institute for Advanced Manufacturing Fund (No. P0046108). Yang Lu acknowledges support by the Hong Kong RGC general research fund (No.11200623) and CRF project C7074-23G. Zhi-Gang Chen thanks the financial support from the Australian Research Council, HBIS-UQ Innovation Centre for Sustainable Steel project, and the QUT Capacity Building Professor Program. Zhi-Gang Chen acknowledges the National Computational Merit Allocation Scheme 2024 (wk98), supported by the National Computational Infrastructure, for providing computational resources and services. Zhi-Gang Chen acknowledges the use of the Central Analytical Research Facility hosted by the Institute for Future Environments at QUT. Wei-Di Liu acknowledges Queensland Cyber Infrastructure Foundation Ltd (Project pe62) for providing computation allocation. Yao Jiang acknowledges support by the Fundamental Research Funds for the Central Universities (No. 30923010211).
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflicts of interests
Qi-Liu, Zhi-Gang Chen and Si Lan are the editorial board members for Rare Metals and are not involved in the editorial review or the decision to publish this article. All authors declare that there are no competing interests.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Zhang, WT., Wang, XQ., Zhang, FQ. et al. Frontiers in high entropy alloys and high entropy functional materials. Rare Met. 43, 4639–4776 (2024). https://doi.org/10.1007/s12598-024-02852-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12598-024-02852-0