
Abstract
Laser welding of thin sheets has widespread application in various fields such as battery manufacturing, automobiles, aviation, electronics circuits and medical sciences. Hence, it is very essential to develop a predictive model using artificial intelligence in order to achieve high-quality weldments in an economical manner. In the present study, two advanced artificial intelligence techniques, namely adaptive neuro-fuzzy inference system (ANFIS) and multi-gene genetic programming (MGGP), were implemented to predict the welding responses such as heat-affected zone, surface roughness and welding strength during joining of thin sheets using Nd:YAG laser. The study attempts to develop an appropriate predictive model for the welding process. In the proposed methodology, 70% of the experimental data constitutes the training set whereas remaining 30% data is used as testing set. The results of this study indicated that the root-mean-square error (RMSE) of tested data set ranges between 7 and 16% for MGGP model, while RMSE for testing data set lies 18–35% for ANFIS model. The study indicates that the MGGP predicts the welding responses in a superior manner in laser welding process and can be applied for accurate prediction of performance measures.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Stainless steel (SS-316) and titanium alloy (Ti6Al4V) are extensively used in various fields of sophisticated industries such as biomedical, electrical and electronics, chemical plant, nuclear industries, automobiles and aviation sectors. The extensive use of these materials is due to their excellent functional and structural properties, e.g., corrosion resistance, high fatigue strength, high strength-to-weight ratio and biocompatibility [1,2,3]. The report published by Transparency Market Research Group [4] indicated that titanium alloy has huge impact in production of medical instruments, medical implants, and aviation sectors for production of airframes, aircraft engines, etc. Similarly, the report published by Grand View Research Group [5] stated that the global stainless steel market size was valued at USD 111.4 billion in 2019 and is anticipated to witness a CAGR of 6.3% in terms of revenue from 2020 to 2027. These two materials (i.e., titanium alloy and stainless steel) are widely used and studied by researchers. In the present world, with advancement of technology, we can create and absorb lot of data. With the introduction to Industry 4.0, implementing computer intelligence in the manufacturing industry is one of the reasons in adopting artificial intelligence (AI) in manufacturing sectors. A survey has been conducted by Fortune business insights [6], HCL [7], and Bernard Marr and Co. [8] on application and influence of AI on manufacturing sectors on year 2020. The reports stated that USA and European Union have invested about USD 111 million for growth of AI in manufacturing and industrial sectors. The report states that other countries like China and Saudi Arabia have taken steps forward of implementing AI in industries. To address all this study and issues implementing AI in manufacturing process of titanium alloy and stainless steel is an important topic and this will help industries and researchers to implement AI in manufacturing processes.
Joining of these materials is extensively studied by the researchers because of their aforementioned qualities and applications. The research is continuously carried out to attain good quality weldments of these materials [9,10,11,12]. Past literature suggests that the research work carried out by various researchers is mainly focused on joining of thick sheets of materials [13,14,15,16,17] and limited research work is reported on joining of thin sheet materials [18,19,20]. With the miniaturization of products, there is necessity to study the fabrication process of thin sheets. Laser is the best alternative for joining of thin sheets among other joining process. Laser welding process is a costlier technique for joining of materials. Hence, it is very necessary to adopt a methodology for predicting the weld quality using computational intelligence (CI) or artificial intelligence (AI) to attain high accuracy welds [21,22,23,24]. Recently, researchers focused more on development of predictive models in laser material processing using various approaches such as finite element model (FEM) [25, 26], statistical model [27, 28], numerical model [29, 30] and artificial intelligence (AI) [22,23,24] based models. There are various other artificial intelligence (AI) approaches such as neural network (NN) [31, 32], ANN [33], BPNN [33], support vector machine (SVR) [34], genetic programming (GP) [34,35,36], and multi-gene genetic programming (MGGP) [34, 37]. All these approaches are very effective and vary with different conditions and applications. Researchers have introduced different AI techniques such as support vector regression methodology, sensor data fusion by support vector regression methodology, statistical evaluation, and adaptive neuro-fuzzy approaches for predicting and forecasting processes in real-life problem to engineering problems. Shamshirband et al. [38] have implemented artificial intelligent (AI) process like support vector regression (SVR) methodology in constructing effective multisensory system. The study aimed to propose a methodology to improve tracking ability in sensory system. Olatomiwa et al. [39] have proposed adaptive neuro-fuzzy system in solar energy systems to predict the solar radiation in day time. The introduction of AI in the study provides global attention in very important applications like agricultural crop production, hydrological and ecological studies and development of solar energy systems. Orlowska and Szabat [40] have used adaptive neuro-fuzzy approach to control the vibration in electric controller using neuro-fuzzy controller in the study. The study shows the adaptability of AI to electrical and electronic systems.
Petković et al. [41] have introduced adaptive neuro-fuzzy inference system to estimate and optimize the design of lens systems. The introduction of ANFIS (adaptive neuro-fuzzy inference system) helps in providing good quality lens in digital manufacturing technology. To achieve efficiency in steam turbine, it is very necessary to detect and diagnose defects as early as possible. Salahshoor et al. [42] proposed artificial intelligence techniques such as SVM (support vector machine) and ANFIS to predict the diagnostic defects and faults in industrial steam turbine. Gupta [43] have proposed AI methodologies such as artificial neural networks (ANN) and support vector regression (SVR) to understand the effectivity of the proposed models over statistical approaches during turning operation. The study suggests the efficiency of AI methodology over statistical tools. Jahangirzadeh et al. [44] have proposed support vector regression model in construction of bridge pier. The study was performed to determine the optimum dimensions during construction of rectangular collar to minimize the cost and inaccuracy.
Less research work is available on AI-based approach in manufacturing processes. Sohrabpoor [45] have proposed adaptive neuro-fuzzy inference system (ANFIS) integrated with response surface methodology (RSM) for prediction of machining responses during laser processing of mild steel. The study suggests that the developed predictive model is quite accurate in predicting the responses. Aminian and Teimouri [46] have performed laser machining and laser weld of aluminum-based metal matrix composites. Aminian and Teimouri [46] have proposed different techniques such as response surface methodology (RSM), artificial neural network (ANN) and ANFIS for predicting the outputs for both laser processing techniques. The results of the comparative study indicate more promising results for the ANFIS process than for ANN and RSM. Zhang et al. [47] have adapted AI method like back propagation neural network (BPNN) for predicting and optimization of welding gaps in adaptive filling in laser welding of high strength steel. Subashini and Vasudevan [33] have used ANN and ANFIS approaches for developing an efficient predicting model for estimating the depth of penetration during tungsten inert gas (TIG) welding of stainless steel. ANFIS shows more accurate results as compared to ANN approach.
Sharma et al. [48] have proposed a statistical method rooted with genetic programming (GP) method for prediction of compaction strength of parts produced through powder metallurgy route. Panda et al. [35] have used a GP-based model for predicting the dimensions of parts made by additive manufacturing. Desai and Shaikh [49] used ANN and GP methodologies to determine the depth of cut in laser micro-milling process. A comparative study was performed to estimate the accuracy of the proposed developed models. It was found that both the models are quite efficient in predicting the depth of cut in laser micromilling process. Kok et al. [36] have proposed GP for estimation of surface roughness of metal matrix composite surfaces cut by abrasive water jet machining. Garg et al. [34] have proposed a multi-gene genetic programming (MGGP) approach to develop a predicting model for understanding the physical behavior of performance measures in fused deposition method (FDM). To study the effectiveness of the proposed model, Garg et al. [34] compared the developed predictive models using other AI approaches such as GP, ANFIS and SVR. The study showed the efficiency of MGGP approach in predicting performance measures. Garg et al. [37] have used MGGP model for developing a functional expression between process parameters and surface characteristics in selective laser melting process (SLM). The results show the robustness of the suggested model. Chatterjee et al. [21] have proposed two different AI approaches such as MGGP and ANFIS for predicting the performance measures in laser drilling operation. The results suggest the accuracy of MGGP model as compared to ANFIS model. To establish an empirical relationship between the process parameters and process outputs during turning operation, Garg and Lam [50] have proposed a MGGP model.
Advanced engineering materials (titanium alloys and stainless steels) are extensively used engineering materials. Titanium alloys and stainless steel find their widespread applications in aerospace industry, aviation sector, turbine blade manufacturing, electronics industry, automobile industry, day to day life usable products as well as medical equipment. Laser welding of advanced engineering materials of thin sheets and their comparative studies is a quite challenging task. The excessive heat input during laser welding may lead to over burnt surface and decrease the weld quality of the weldments. Therefore, it is very necessary to determine the influence of machining parameters on stainless steel and titanium alloy under identical machining parameters. Detailed literature survey shows that previous researches were basically focused on few aspects such as effect of machining parameters on process outputs, prediction of process outputs using computational, statistical and heuristic approaches. Therefore, application of meta-heuristic methodology and artificial intelligence (AI) for predicting and optimizing the process outputs during laser material processing has been explored rarely. Implementing AI techniques in manufacturing is a big step toward improving the manufacturing quality and reduces time and cost of the process. Laser welding process is a costlier process among other available joining processes but requires high skills to handle the process. Handling this process with high skills and accuracy will provide quality jobs with minimum defects compared to other processes. Implementing computational intelligence with AI techniques will help predicting the performance measures of the machining process, as well as to minimize cost of trial and pilot runs during experimentation.
In the present study, welding of similar materials such as SS-316 with SS-316 and Ti-6Al-4 V with Ti-6Al-4 V of 0.45 mm thickness was performed using Nd:YAG laser. The study mainly focuses on adapting artificial intelligence techniques, adaptive neuro-fuzzy inference system (ANFIS) and multi-gene genetic programming (MGGP) to predict the performance measures, e.g., bead width (BW), heat-affected zone (HAZ), surface roughness (SR) and welding strength (WS) of the weldments. The two artificial intelligence techniques enable a better welding predictability, so will help critical industry practitioners using these models in predicting successfully the outputs of given inputs in a reasonable manner during laser welding process. Further, the robustness of these two models allows a better manufacturing quality which in turn generates a higher safely for welded parts that are subjected to numerous cycles during their functioning period.
2 Material and methods
2.1 Materials
Selection of materials and workpieces’ dimensions has been done after exhaustive literature survey and research gap. The workpieces selected for the analysis are stainless steel (SS316) and titanium alloy (Ti-6Al-4 V) having 0.45 mm thickness. The material was procured by Manahar Metals Ltd., India. In order to verify the composition and weight percentage of the workpieces, energy-dispersive X-ray spectroscopy (EDS) has been performed using (FESEM-EDS) (FEI Quanta FEG 250, USA). The weight percentage of each constituent for both workpieces SS316 and Ti-6Al-4 V is shown in Figs. 1 and 2, respectively.

EDS spectra and constituents for stainless steel [19]

EDS spectra and constituents for titanium alloy [44]
2.2 Experimentation
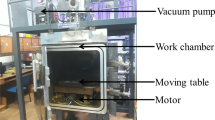
Joining of thin sheets made of similar metals (i.e., SS316 with SS316 and Ti-6Al-4 V with Ti-6Al-4 V) of 0.45 mm thickness has been performed using Nd:YAG pulsed laser. The schematic layout of butting welding process using laser is shown in Fig. 3. The specifications of welding setup are given in Table 1. The parameters and their ranges considered for the study were decided based on the literature survey [21, 50, 51], ranges available in the laser setup and pilot experiments. The parameters for welding setup are as follows:
-
Laser current (A): 200 A, 230 A and 260 A
-
Pulse width (B): 10 ms, 15 ms and 20 ms
-
Welding speed (C): 10 mm/min, 30 mm/min and 50 mm/min

Schematic layout of butt-welding process using laser
The welding of materials was performed in butt joint configuration and experiments were carried out using the design of experiments approach integrated with response surface methodology (RSM). The design matrix was decided as per face-centered central composite design (FCCCD). To perform the laser welding experiments, the three parameters such as laser current, pulse width and welding speed are varied at three different levels as explained in above section using RSM-FCCCD.
2.3 RSM
Response surface methodology (RSM) is a statistical approach embedded with mathematical technique used for strategizing, refining and optimizing procedure in a sequential way. In this process, it engages with different situation, in which a large number of input parameters possibly influence the output process or quality of product or performance measures. The output process or quality of product or performance measures are also known as response. The second-order model is widely used in response surface methodology due to its flexibility, and it can take a wide variety of functional forms (Eq. 1) [52].
Where Y is the corresponding response of input variables Xi; Xi2 and XiXj are the square and interaction terms of factors, respectively. β0, βi, βii and βij are the unknown regression coefficients and ε is statistical error.
2.4 ANFIS
Adaptive neuro-fuzzy inference system (ANFIS) is a combination of two different AI methodologies known as ANN and FIS. ANN and FIS are complementary to each other. ANN has the potential of adapting knowledge from both the process such as feedback and data without involving in considerate the pattern of data sets, whereas FIS methodology has an adaptability to understand the pattern of data sets because they use linguistic terms in the form of IF-THEN rules. ANNs have an excellent learning proficiency and can adapt and learn the fuzzy decision rules. Fuzzy inference system in ANFIS offers decision-based expert knowledge to be used in ANN system. The integration of these two intelligent techniques leads to develop a hybrid artificial intelligence (AI) network adaptive neuro-fuzzy inference system (ANFIS). The ANFIS network system consists of five different layers such as (1) fuzzification of input data, (2) product of fuzzified data, (3) normalization of fuzzified data, (4) defuzzification of fuzzified results and (5) output of responses. The ANFIS model consists of five layers and each of the layers consists of some nodes like ANN model [52, 53]. The detailed structure of ANFIS is shown in Fig. 4. The past literature has already discussed the working principle and implementation details of ANFIS [53,54,55,56,57,58,59]. ANFIS is widely used for predicting performance measures in machining and welding area [53,54,55,56,57,58,59].

ANFIS basic architecture [21]
2.5 MGGP
MGGP is a new and advanced version of genetic programming (GP) for predicting the responses. MGGP is effectively used as predictive tool in artificial intelligence, and in the present study, MGGP is used for estimation of quality of weldments in laser welding process. GP was introduced in early 1990s by J.R. Koza [60,61,62] and became an effective technique of evolutionary computational algorithms, used for solving problems of any degree of complexity in all types of engineering problems [63].
MGGP is an updated and modified robust version of GP algorithm. The standard genetic programming is effectively integrated with the model structure adaptability technique and classical regression process [63]. MGGP can easily understand the import information patterns inside the multidimensional information domain with high speed by excluding the typical and complex mathematical procedure [63, 64]. The steps included in MGGP model are stated by the pseudocode in Fig. 5. The comprehensive descriptions and understanding on MGGP can be found in [35, 50, 63, 64].

Steps involved in MGGP (pseudocode) [64]
3 Results and discussion
The weldments of stainless steel and titanium alloy are analyzed by means of optical microscope, scanning electron microscope, surface profile meter and universal testing machine to determine the performance measures such as bead width (BW) (Fig. 6) [52], heat-affected zone (HAZ) (Fig. 7) [52], surface roughness (SR) (Figs. 8 and 9) and welding strength (WS), respectively.

Macrograph of bead width of titanium alloy and stainless steel weldments [52]

Micrographs of HAZ for titanium alloy and stainless steel workpieces: a experiment number 4 (titanium alloy) b experiment number 6 (stainless steel) c experiment number 4 (stainless steel) d experiment number 6 (titanium alloy) [52]

Surface roughness calculation of the weldment at experiment run number 5 (for SS316)

Surface roughness calculation of the weldment at experiment run number 5 (for Ti-6Al-4 V)
The normalized values of the performance measures are considered for developing prediction models using the artificial intelligence techniques known as ANFIS and MGGP. The normalization of data of performance measures is made using Eq. 2 for lower-the-better and Eq. 3 for higher-the-better characteristics. In Eqs. 2 and 3, Xij denotes jth performance measure in ith trial, and Xmin and Xmax, respectively, are the maximum and minimum values of jth performance measures. For laser welding process, higher-the-better characteristic is used for performance measures such as BW and WS. Lower-the-better characteristic is used for performance measures such as HAZ and SR. The performance measures are normalized (as detailed in Eqs. 2 and 3) according to their desired results such as higher-the-better and lower-the-better for BW and WS, and HAZ and SR, respectively. The normalization of performance measures helps in executing the methodology in an effective manner. It is clearly observed that normalized values of performance measures ranges between 0.1 and 0.9, which is very helpful in handling the training and testing inputs in the proposed methodology. This will be very helpful in providing uniform data sets for executing all the output values in a predictive model. The normalized values of the performance measures are listed in Tables 2 and 3.
Normalization
3.1 Prediction of performance measures using MGGP
To predict the quality characteristics of the weldments of stainless steel and titanium alloy work pieces obtained via Nd:YAG laser welding, multi-gene genetic programming is implemented in MATLAB 2017b. The experimental data are divided into two parts namely training data and testing data. Seventy percent of experimental data (nine data) is selected for training while remaining thirty percent (six data) for testing. Trial and error methodology has been adopted to decide the parameters on MGGP. The parameters are shown in Table 4. The following tuning parameters (Table 4) are considered as per literature [21, 63, 64].
The steps of MGGP model applied to weldments are presented through Figs. 10 and 11. Figure 10 shows the multi-gene regression model for the population in proposed MGGP model. The residual plot suggests the adequacy of the proposed model based on root-mean-square error. Figure 11 compares the actual and predicted data during training and testing phase. Since root-mean-square error of 0.09572 is obtained during testing phase, the model is considered to be adequate. Similarly, the analysis is performed for other performance measures of the weldments for both the workpieces. Tables 5 and 6 present the predicted performance measure of weldments for stainless steel and titanium alloy work pieces, respectively.

Multi-gene regression for population heat-affected zone of stainless steel workpiece

Predicted vs actual data using MGGP model (training and testing) for heat-affected zone during laser welding of stainless steel
3.2 Comparison of prediction techniques
To analyze the effectiveness of both the predictive models, the predicted values obtained from MGGP and ANFIS for performance measures of weldments are compared with actual experimental values in Tables 5 and 6 for stainless steel and titanium alloy, respectively. From the study, it is observed that both the methods are quite adequate in predicting the performance measures during training phase because a maximum relative error of 6.3% and 6% is obtained for ANFIS and MGGP, respectively. These error values are well below the 10% limit indicated by the industrial partner involved in this research.
3.3 Experimental validation
To check the adequacy of the developed models, testing of each predictive model has been carried out. The unexamined experimental data have been used for testing and validation of the proposed ANFIS and MGGP models (Tables 5 and 6, respectively). The maximum relative errors of 11.2% and 9% are, respectively, obtained for ANFIS and MGGP in the testing phase. It is noted that MGGP model shows minimum root-mean-square error in comparison to ANFIS model for all the performance measures in testing phase both for stainless steel and titanium alloy workpieces (Table 7). Comparison of predicted values from ANFIS and MGGP with experimental data for testing data is made in Figs. 12 and 13 for stainless steel and titanium alloy, respectively. It is observed from the graphs that the values predicted by MGGP always match the experimental value. These results indicate that MGGP is superior over ANFIS in predicting the performance measures during laser welding.

Comparative graphs for experimental and predicted values for testing data using stainless steel as workpiece

Comparative graphs for experimental and predicted values for testing data using titanium alloy as workpiece
4 Conclusions
Two advanced AI techniques, namely ANFIS and MGGP, were implemented in this research to estimate the best welding responses and reduce the costly experimental verification. The following outcomes were obtained from the present study:
-
A comparative study was conducted between the two techniques to analyze the adequacy of the predictive models for the prediction of performance measures of the weldments. It can be concluded that both the AI techniques are quite effective in predicting performance measures of weldments in the training phase. The root-mean-square error (RMSE) is below 10% for both the weldments.
-
To determine the effectiveness of proposed AI models, it is required to correlate the findings on test data of both the models. The MGGP model shows an RMSE of only 0.1652 while the ANFIS model shows an RMSE of 0.4286 during prediction of the performance measures for both the processes and workpieces.
-
The results obtained in this study indicate that MGGP is an adequate model for predicting the performance measures of laser drilling and laser welding process among competing artificial intelligence techniques. It is observed that the maximum mean relative error of 11.2% and 9% was obtained for ANFIS and MGGP, respectively, in the testing phase. From this study, it can be concluded that the MGGP model achieves a higher prediction accuracy than the ANFIS model.
References
Li W, Liou F, Newkirk J, Taminger KMB, Seufzer WJ (2017) Investigation on Ti6Al4V-V-Cr-Fe-SS316 multi-layers metallic structure fabricated by laser 3D printing. Sci Rep 7(1):1–14
Saleh M, Zaidi Z, Ionescu M, Hurt C, Short K, Daniels J, Munroe P, Edwards L, Bhattacharyya D (2016) Relationship between damage and hardness profiles in ion irradiated SS316 using nanoindentation–Experiments and modelling. Int J Plast 86:151–169
Rafi HK, Karthik NV, Gong H, Starr TL, Stucker BE (2013) Microstructures and mechanical properties of Ti6Al4V parts fabricated by selective laser melting and electron beam melting. J Mater Eng Perform 22(12):3872–3883
https://www.transparencymarketresearch.com/titanium-alloys-market.html#:~:text=Titanium%20and%20its% 20alloys%20provides,corrosion%20resistance%2C%20and%20fracture%20toughness.&text=For%20the%20manufacturing%20of%20rotor,and%20Ti%2D%206Al%2D4V.
https://www.grandviewresearch.com/industry-analysis/stainless-steel-market#:~:text=Building%20and%20co nstruction%20is%20one,corrosion%20resistance%20of%20the%20structure
https://www.fortunebusinessinsights.com/industry-reports/artificial-intelligence-market-100114
https://www.grandviewresearch.com/industry-analysis/artificial-intelligence-ai-market
https://bernardmarr.com/default.asp?contentID=1829#:~:text=From%20managing%20global%20supply%20 chains,and%20accounting%20to%20customer%20service
Jandaghi M, Parvin P, Torkamany MJ, Sabbaghzadeh J (2008) Alloying element losses in pulsed Nd: YAG laser welding of stainless steel 316. J Phys D Appl Phys 41(23):235503
Rong Y, Xu J, Lei T, Wang W, Sabbar AA, Huang Y, Wang C, Chen Z (2018) Microstructure and alloy element distribution of dissimilar joint 316L and EH36 in laser welding. Sci Technol Weld Join 23(6):454–461
Panwisawas C, Perumal B, Ward RM, Turner N, Turner RP, Brooks JW, Basoalto HC (2017) Keyhole formation and thermal fluid flow-induced porosity during laser fusion welding in titanium alloys: Experimental and modelling. Acta Mater 126:251–263
Li Z, Gobbi SL, Norris I, Zolotovsky S, Richter KH (1997) Laser welding techniques for titanium alloy sheet. J Mater Process Technol 65(1–3):203–208
Ducharme R, Kapadia P, Dowden JM, Williams K, Steen WM (1993) An integrated mathematical model for the welding of thick sheets of metal with a continuous CO2 laser. In: International congress on applications of lasers & electro-optics (Vol. 1993, No. 1, pp. 97–105). Laser Institute of America.
Reisgen U, Olschok S, Engels O (2017) Innovative hybrid welding process for structural steelwork engineering—Laser submerged arc hybrid welding. J Laser Appl 29(2):022401
Bunaziv I, Akselsen OM, Frostevarg J, Kaplan AF (2018) Deep penetration fiber laser-arc hybrid welding of thick HSLA steel. J Mater Process Technol 256:216–228
Zhang M, Tang K, Zhang J, Mao C, Hu Y, Chen G (2018) Effects of processing parameters on underfill defects in deep penetration laser welding of thick plates. The Int J Adv Manuf Technol 96(1–4):491–501
Casalino G, Mortello M, Campanelli SL (2015) Ytterbium fiber laser welding of Ti6Al4V alloy. J Manuf Process 20:250–256
Xu H, Guo X, Lei Y, Lin J, Fu H, Xiao R, Huang T, Shin YC (2019) Welding deformation of ultra-thin 316 stainless steel plate using pulsed laser welding process. Opt Laser Technol 119:105583
Chatterjee S, Mahapatra SS, Bharadwaj V, Upadhyay BN, Bindra KS, Thomas J (2019) Parametric appraisal of mechanical and metallurgical behavior of butt welded joints using pulsed Nd: YAG laser on thin sheets of AISI 316. Opt Laser Technol 117:186–199
Dharmik BY, Lautre NK (2020) Performance assessment of CMT over GTA welding on stacked thin sheets of CRNGO Electrical steel. Mater Lett 272:127901
Chatterjee S, Mahapatra SS, Bharadwaj V, Upadhyay BN, Bindra KS (2021) Prediction of quality characteristics of laser drilled holes using artificial intelligence techniques. Eng Comput 37:1181–1204
Petković D (2017) Prediction of laser welding quality by computational intelligence approaches. Optik 140:597–600
Casalino G (2018) Computational intelligence for smart laser materials processing. Opt Laser Technol 100:165–175
Souza AC, Silva GC, Caldeira L, de Almeida Nogueira FM, Junior MLL, de Aguiar EP (2020) An enhanced method for the identification of ferritic morphologies in welded fusion zones based on gray-level co-occurrence matrix: a computational intelligence approach. In: Proceedings of the institution of mechanical engineers, Part C: J Mech Eng Sci, pp. 0954406220942268.
Ji Z, Wu S (1998) FEM simulation of the temperature field during the laser forming of sheet metal. J Mater Process Technol 74(1–3):89–95
Rong Y, Zhang G, Huang Y (2017) Study on deformation and residual stress of laser welding 316L T-joint using 3D/shell finite element analysis and experiment verification. Int J Adv Manuf Technol 89(5–8):2077–2085
Angelastro A, Campanelli SL, Casalino G (2017) Statistical analysis and optimization of direct metal laser deposition of 227-F Colmonoy nickel alloy. Opt Laser Technol 94:138–145
Meng Y, Gao M, Zeng X (2018) Quantitative analysis of synergic effects during laser-arc hybrid welding of AZ31 magnesium alloy. Opt Lasers Eng 111:183–192
Huang H, Wang J, Li L, Ma N (2016) Prediction of laser welding induced deformation in thin sheets by efficient numerical modeling. J Mater Process Technol 227:117–128
Lei Z, Wu S, Li P, Li B, Lu N, Hu X (2019) Numerical study of thermal fluid dynamics in laser welding of Al alloy with powder feeding. Appl Therm Eng 151:394–405
Park H, Rhee S (1999) Estimation of weld bead size in CO2 laser welding by using multiple regression and neural network. J Laser Appl 11(3):143–150
Casalino G, Minutolo FMC (2004) A model for evaluation of laser welding efficiency and quality using an artificial neural network and fuzzy logic. Proceed Inst Mech Eng Part B J Eng Manuf 218(6):641–646
Subashini L, Vasudevan M (2012) Adaptive neuro-fuzzy inference system (ANFIS)-based models for predicting the weld bead width and depth of penetration from the infrared thermal image of the weld pool. Metall Mater Trans B 43(1):145–154
Garg A, Tai K, Lee CH, Savalani MM (2014) A hybrid M5’-genetic programming approach for ensuring greater trustworthiness of prediction ability in modelling of FDM process. J Intell Manuf 25(6):1349–1365
Panda B, Shankhwar K, Garg A, Savalani MM (2019) Evaluation of genetic programming-based models for simulating bead dimensions in wire and arc additive manufacturing. J Intell Manuf 30(2):809–820
Kök M, Kanca E, Eyercioğlu Ö (2011) Prediction of surface roughness in abrasive waterjet machining of particle reinforced MMCs using genetic expression programming. Int J Adv Manuf Technol 55(9–12):955–968
Garg A, Lam JSL, Savalani MM (2018) Laser power based surface characteristics models for 3-D printing process. J Intell Manuf 29(6):1191–1202
Shamshirband S, Petković D, Javidnia H, Gani A (2014) Sensor data fusion by support vector regression methodology—a comparative study. IEEE Sens J 15(2):850–854
Olatomiwa L, Mekhilef S, Shamshirband S, Petković D (2015) Adaptive neuro-fuzzy approach for solar radiation prediction in Nigeria. Renew Sustain Energy Rev 51:1784–1791
Orlowska-Kowalska T, Szabat K (2007) Control of the drive system with stiff and elastic couplings using adaptive neuro-fuzzy approach. IEEE Trans Industr Electron 54(1):228–240
Petković D, Pavlović NT, Shamshirband S, Kiah MLM, Anuar NB, Idris MYI (2014) Adaptive neuro-fuzzy estimation of optimal lens system parameters. Opt Lasers Eng 55:84–93
Salahshoor K, Kordestani M, Khoshro MS (2010) Fault detection and diagnosis of an industrial steam turbine using fusion of SVM (support vector machine) and ANFIS (adaptive neuro-fuzzy inference system) classifiers. Energy 35(12):5472–5482
Gupta AK (2010) Predictive modelling of turning operations using response surface methodology, artificial neural networks and support vector regression. Int J Prod Res 48(3):763–778
Jahangirzadeh A, Shamshirband S, Aghabozorgi S, Akib S, Basser H, Anuar NB, Kiah MLM (2014) A cooperative expert based support vector regression (Co-ESVR) system to determine collar dimensions around bridge pier. Neurocomputing 140:172–184
Sohrabpoor H (2016) Analysis of laser powder deposition parameters: ANFIS modeling and ICA optimization. Optik 127(8):4031–4038
Aminian M, Teimouri R (2015) Application of soft computing techniques for modeling and analysis of MRR and taper in laser machining process as well as weld strength and weld width in laser welding process. Soft Comput 19(3):793–810
Zhang K, Chen Y, Zheng J, Huang J, Tang X (2017) Adaptive filling modeling of butt joints using genetic algorithm and neural network for laser welding with filler wire. J Manuf Process 30:553–561
Sharma N, Kumar K, Raj T, Kumar V (2019) Porosity exploration of SMA by Taguchi, regression analysis and genetic programming. J Intell Manuf 30(1):139–146
Desai CK, Shaikh A (2012) Prediction of depth of cut for single-pass laser micro-milling process using semi-analytical, ANN and GP approaches. Int J Adv Manuf Technol 60(9–12):865–882
Garg A, Lam JSL (2015) Improving environmental sustainability by formulation of generalized power consumption models using an ensemble based multi-gene genetic programming approach. J Clean Prod 102:246–263
Choubey A, Vishwakarma SC, Misra P, Jain RK, Agrawal DK, Arya R, Upadhyaya BN, Oak SM (2013) A highly efficient and compact long pulse Nd: YAG rod laser with 540. J of pulse energy for welding application. Rev Sci Instrum 84(7):073108
Chatterjee S, Mahapatra SS, Bhardwaj V, Upadhyaya BN, Bindra KS (2020) Comparative study of quality characteristics of Nd: YAG laser weldments in 316 stainless steel and Ti6Al4V. Lasers Eng 47(1–3):133–159
Gholami A, Bonakdari H, Ebtehaj I, Mohammadian M, Gharabaghi B, Khodashenas SR (2018) Uncertainty analysis of intelligent model of hybrid genetic algorithm and particle swarm optimization with ANFIS to predict threshold bank profile shape based on digital laser approach sensing. Measurement 121:294–303
Petković D, Nikolić V, Milovančević M, Lazov L (2016) Estimation of the most influential factors on the laser cutting process heat affected zone (HAZ) by adaptive neuro-fuzzy technique. Infrared Phys Technol 77:12–15
Abdulshahed AM, Longstaff AP, Fletcher S (2015) The application of ANFIS prediction models for thermal error compensation on CNC machine tools. Appl Soft Comput 27:158–168
Abdulshahed AM, Longstaff AP, Fletcher S, Myers A (2015) Thermal error modelling of machine tools based on ANFIS with fuzzy c-means clustering using a thermal imaging camera. Appl Math Model 39(7):1837–1852
Al-Ghamdi K, Taylan O (2015) A comparative study on modelling material removal rate by ANFIS and polynomial methods in electrical discharge machining process. Comput Ind Eng 79:27–41
Sohrabpoor H (2016) Analysis of laser powder deposition parameters: ANFIS modeling and ICA optimization. Optik-Int J Light Electron Opt 127(8):4031–4038
Sahu M, Khatua KK, Mahapatra SS (2011) A neural network approach for prediction of discharge in straight compound open channel flow. Flow Meas Instrum 22(5):438–446
Koza JR (1995) Survey of genetic algorithms and genetic programming. In: Wescon conference record (pp. 589–594). Western Periodicals Company
Koza JR (1994) Genetic programming II, vol 17. MIT press, Cambridge, MA
Koza JR, Koza JR (1992) Genetic programming: on the programming of computers by means of natural selection, vol 1. MIT press, Massachusetts, London, England
Kaydani H, Mohebbi A, Eftekhari M (2014) Permeability estimation in heterogeneous oil reservoirs by multi-gene genetic programming algorithm. J Petrol Sci Eng 123:201–206
Garg A, Tai K, Vijayaraghavan V, Singru PM (2014) Mathematical modelling of burr height of the drilling process using a statistical-based multi-gene genetic programming approach. Int J Adv Manuf Technol 73(1–4):113–126
Author information
Authors and Affiliations
Corresponding authors
Additional information
Technical Editor: Izabel fernanda Machado.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Chatterjee, S., Mahapatra, S.S., Lamberti, L. et al. Prediction of welding responses using AI approach: adaptive neuro-fuzzy inference system and genetic programming. J Braz. Soc. Mech. Sci. Eng. 44, 53 (2022). https://doi.org/10.1007/s40430-021-03294-w
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-021-03294-w