
Abstract
Lignocellulosic materials have huge potential because of their abundance, renewability, and non-edible nature aids to develop it to an eco-friendly bioplastic. These feedstocks can be utilized for extracting lignin and cellulose. Both the materials can easily be tunable by surface modifications and other chemical derivatizations to produce different bioplastics. Common biobased plastics that can be derived from lignin or cellulose include polylactic acid, polyhydroxyalkanoates, bio-polyethylene, polyurethanes and starch based nanocellulosic bioplastics. The present review addresses lignocellulosic compositions, conversion routes for bioplastic production and their applications in various fields. In the nearby future, lignocellulose derived bioplastics will emerge as valuable materials in different fields for a wide range of cutting-edge applications.
Graphic abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The heavy use of plastic products has created a high quantity of contaminants that are usually dumped in landfill sites where the environment is continuously destroyed, adversely impacting human health and natural resources (Thompson et al. 2009). Due to the environmental harm done by petroleum derived plastics and the diminution of fossil reserves, there is growing attention boosting bioplastics growth, which offers many benefits over petroleum originated plastics including reduced greenhouse gas emissions, biodegradation and usage of sustainable materials. Such substances can be used for natural resource conservation which renders them an appealing invention for environmental sustainability (Rosentrater and Otieno 2006; Thompson et al. 2009; Harding et al. 2017; Ahmed et al. 2018). They are made from renewable biomass feedstock such as vegetable oil, maize and pea starch, lignocellulose and proteins, and biopolymers, as well. Among them, lignocellulosic feedstocks are the most abundant and non-edible biomass. Huge amount of lignocellulosic waste is generated every day from farming activities, food processing, alcoholic industries, timber industries and sugar production. Usually they are disposed in an uncontrolled manner. The accumulation of these creates numerous safety, health, esthetic and environmental problems (Patel et al. 2002; Pei et al. 2011). The best and effective solution to correct such issues is to reuse these lignocellulosic wastes. These agrowastes can be utilized in different ways such as for improving the fertility of soils, papermaking and as conventional fuels. However, only a small portion of wastes are utilized for such purposes. Therefore, it is better to use this lignocellulosic biomass for developing sustainable products based on green protocols. Lignocellulosic waste materials possess enormous potential for the development of numerous valuable products (Adekunle et al. 2016; Tandon 2016; Al-Battashi et al. 2019). The chemical and morphological characteristics and its renewable nature have attracted researchers for utilizing it as an alternative feedstock for developing variety of valuable products. In recent years, biomaterials received much attention in various fields due to their unique characteristics such as biodegradability, biocompatibility, environment-friendly nature and low cost. Numerous scientific studies worldwide, exploring the possible use of lignocellulosic waste, have contributed to the development of bioplastics (Abraham et al. 2011; Brinchi et al. 2013; Fatma et al. 2018; Yang et al. 2019a; Machado et al. 2020; Moustakas et al. 2020). In recent years, much attention has been paid to the commercially feasible and sustainable use of lignocellulosic wastes for bioplastics production Kuhad and Singh 1993; Kumar et al. 2016; Maheshwari 2018; Fatma et al. 2018; Yang et al. 2019a, b). The review summarizes lignocellulosic composition, sources, various routes for the production of bioplastics and its future perspectives.
2 Current status of lignocellulosic feedstock for bioplastic production
In recent years, bioplastics are emerging as alternatives to replace fossil fuel-based plastics for reducing the adverse health issues and environmental impacts (Okolie et al. 2020). A variety of novel technologies have been discovered to upgrade lignocellulosic biomass into industrial scale in different fields such as fuels, bioplastics, lubricants, solvents, pharmaceuticals, cosmetics, surfactants, animal feed and nutraceuticals (Yang et al. 2019a, b). The goal of developing bio-based and environmentally friendly polymer systems has increased dramatically in recent years due to the environmental concerns of the existing petroleum-based materials. Lignocellulosic resources have tremendous potential to replace fossil-based plastics and materials (Brodin et al. 2017; Paula et al. 2018; Deepa et al. 2019). It is significant, because the production of high-performance bio-based and renewable materials is an essential factor for the bio-based industries’ sustainable growth. The efforts to convert biomass to create industrially important polymers through conventional biotechnological strategies have achieved partial success, indicating that the synergistic action of complex networks is needed for successful biomass conversions. The use of lignocellulosic waste for bioplastics production faces challenges such as costly production routes and highlights the need for technological advances and breakthroughs in the field (Moura et al. 2017). Kim et al. investigated the cost effective and sustainable production of bioplastics from lignocellulosic feedstocks and reported cone stover and organic wastes can contribute to reduce the cost to a great extent (Kim et al. 2020). Being an interdisciplinary area of research that is a wonderful blend of life science and engineering and can offer new methodologies to redesign biosynthesis routes for biomass conversion synergistic behavior and eventually lead to economic and efficient strategies for transforming biomass into beneficial commodities including biopolymers (Pei et al. 2011; Galbe and Wallberg 2019).
3 Lignocellulosic composition
Lignocellulosic biomass contains holocellulose and lignin. The blend of cellulose and hemicellulose is termed as holocellulose. The composition of lignocellulosic biomass includes carbohydrate polymers such as cellulose (40–50%), hemicellulose (20–30%), lignin (10–25%), small quantities of pectin, protein and extractives (Deepa et al. 2015; Kargarzadeh et al. 2017). The schematic representation of major components present in lignocellulosic biomass is depicted in Fig. 1. Lignocellulose has adapted to resist degradation and this obstinacy derives from cellulose crystallinity, lignin hydrophobicity, and lignin-hemicellulose matrix encapsulations of cellulose. There are various bonds between cellulose, lignin and hemicelluloses (Arevalo-Gallegos et al. 2017).

Major chemical composition and structure of lignocellulosic biomass
Lignin (C9H10O2(OCH3)n, the three dimensional polymer of phenyl propanoid units is the major noncarbohydrate component of lignocellulose. Lignin is one of the versatile polyphenolic amorphous polymers consisting of three o-methoxylated propanoid p-hydroxyphenyl groups, such as p-coumaryl, sinapyl alcohol and coniferyl. The corresponding monomeric phenylpropanoid units in the lignin polymer are defined as units of p-hydroxyphenyl, guaiacyl, and syringyl, respectively (Chen and Chen 2014). The composition of lignin depends on the ratio of various monomer units, depending on the source of the biomass. Softwood and fern lignin are usually made up of guaiacyl units as the key ingredient, with a limited proportion of p-hydroxyphenyl units. In comparison, in hardwood plants, lignin consists primarily of units of syringyl trailed by units of guaiacyl. The major herbaceous crop lignin constituents are guaiacyl assisted by p-hydroxyphenyl units and syringyl. Various monomer units are connected by aryl ether bonds and carbon-carbon bonds. The presence of hydroxyls and many polar groups that leads to powerful hydrogen bonds and make lignin insoluble in most of the solvents. It is an amorphous polymer with glassy transfer properties (Schutyser et al. 2018).
The second most prevalent polymer is hemicellulose, (C5H8O5)n. This is a combination of various polysaccharides including xylan, galactomannan, glucuronoxylan, arabinoxylan, xyloglucan and glucomannan. Due to its branched form, low degree of polymerization and occurrence of the acetyl group, hemicellulose has no crystalline structure and is easier to break down with heat and chemicals (Davis et al. 2013; Mishra et al. 2018). Various subclasses of hemicellulose can be found, including arabinoxylans, galactoglucomannans, linear mannans, glucuronoxylans, galactomannans, glucomannans, xyloglucans and h-glucans, Hemicelluloses composition varies with plant species (Miron et al. 2001). In both alkali solution and acid solution, hemicellulose can dissolve. Hemicellulose acts as a link between lignin and cellulose which creates the entire cellulose-hemicellulose-lignin network more rigid (Wang et al. 2016). It performs as a physical hurdle for reducing access to cellulose by cellulase. Therefore, Removal of hemicellulose using various pretreatments resulted in easy production of cellulose units. Yang et al. reported that acetylation promotes the lignocellulose degradation in which hemicellulose act as a catalyst by forming acetyl groups through ester bonds and deacetylation leads in removal of all the hemicellulose and the conversion become faster (Yang et al. 2007).
The chief constituent of lignocellulosic feedstock is cellulose (C6H10O6)n, a linear syndiotactical glucose polymer connected by β-l,4-glycosidic bonds. It is the widespread polymer on earth with essential characteristics such as stereoregularity, hydrophobicity and biocompatibility. Its unique polymer chains have a strong crystalline nature and have stable properties. Each cellulose glucosylic ring has three hydroxyls: one main hydroxyl unit, and two hydroxyl secondary groups (Peng et al. 2011; Köse et al. 2020). Therefore, cellulose may undergo a wide range of the hydroxyl based chemical reactions. These hydroxyl groups are capable to form hydrogen bonds with other molecules and have a great impact on cellulose structure and reaction. Hydrogen bonding in cellulose microfibril maintains the chain’s straightness, while inter chain hydrogen bonds determine the crystalline or amorphous characteristics within the cellulose framework. These strong contact forces hinder cellulose fiber from its solubility in most typical solvents, including water (Tsang et al. 2019). Aside from these three main components, lignocellulose also includes protein, small amounts of pectin and extractives including waxes of nonstructural sugars and chlorophyll (Xiao and Anderson 2013). The presence of pigments will induce some extent of inhibition of the enzymatic saccharification and fermentation characteristics. A wide variety of metals, alkaloids and polyphenols are also present in minute quantities (Chen and Chen 2014; Arevalo-Gallegos et al. 2017; Liu et al. 2020).
4 Lignocellulosic sources
Lignocellulosic feedstock denotes the dry stuff of plant and comprises a large portion of the terrestrial biomass found on the earth’s surface. Lignocellulosic biomass can be commonly categorized as virgin biomass, energy crops and waste biomass. The main sources and compositions of lignocellulosic feedstocks are depicted in Table 1.
Wood is used as a significant source of lignocellulose. Lignocellulosic biomass sources from forests comprise residues generated from natural forests, sawdust from sawmills mulch and branches from dead trees and quickly growing forests with short life span. Forest woods are of two types namely hardwood and softwood. Softwoods come from gymnosperms. Such trees are growing very quickly, and are less dense than hardwoods. Hardwoods are angiosperms. This feedstock is more beneficial than using seasonal plants, as they can be cultivated throughout the year, thereby reducing long-term storage problems and producing less ash. This has many advantages as a feedstock when compared to herbaceous biomass in terms of production, processing, storage, and transport (Fatma et al. 2018).
Non-wood sources provide an effective choice because of their availability, quick development, and cheap price, easier for processing and comprises of a small period of growth. Popular lignocellulosic non-wood biomass is categorized into agricultural residues, non-wood and native plant fibers. Native plants are often called herbaceous crops. Perennial grasses are easy for cultivating, harvesting and processing when compared with other annual crops. Furthermore, they have received great interest as active biomass feedstock due to their greater production of lignocellulose than typical tree species (Ying et al. 2016). Another important source of non-wood lignocellulose biomass is agricultural residues. The usage of agricultural residues for the generation of bioethanol would mitigate any dispute with the use of agricultural land for food purposes and energy purpose, as it is primarily extracted during plant processing. Non-wood lignocellulose biomass is commonly consumed for diverse purposes such as absorbents, fillers, and in papermaking industry (Takeda et al. 2019).
Waste materials generated in the society pose various health, safety and environmental issues. Nonetheless, solid waste material from urban and industrial sources contains lignocellulose and can be processed into biofuel. Municipal solid waste mainly consists of food and kitchen waste, garden waste, paper and cardboard waste and other miscellaneous residues. The organic fraction of them includes large quantities of plant derived biomass such as lignocellulose which have the potential to transform into valuable goods and can reduce the harms it creates (Chen and Lee 2018).
Marine algal sources can be utilized as a cheaper and abundant raw substrate for lignocellulose biomass. There are abundant possibilities for genetic engineering of several algae for the development of new bio-based products. Moreover, like maize and sugarcane, algae biomass is not especially concerned with food, and does not need agricultural soil or the irrigation of fresh water (Fatma et al. 2018). In addition, marine algae consumes high amount of CO2 during their growth that reduces global warming (Abdul-latif et al. 2020). These algal feedstocks could act as a viable and affordable source for third generation biofuel. It can also be utilized as a raw material for the generation of aeronautics fuel, bio-crude oils and bioplastics (Chandel 2018).
5 Production of bioplastics from lignocellulosic feedstocks
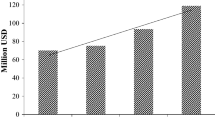
The bioplastic markets are continuously growing, but still constitute only about two percentages of the total plastic markets. To acquire technical, economic and environmental viability of valuable products from biomasses, it is essential to incorporate it with other greener components (Al-Battashi et al. 2019). Lignocellulosic biomasses have a heterogeneous and complex structure and compositions; also it varies with sources as discussed in previous sections. Production of bioplastics from biomass materials involve processes such as pretreatment, saccharification, detoxification of liquids, fermentation, purification and biocomposite developments (Brodin et al. 2017). Pretreatment intends to convert native lignocellulosic biomass into simpler constitutes like cellulose, lactic acid etc. (Sharma et al. 2017). A number of bioplastics can be developed from lignocellulosic materials by utilizing diverse production processes (Anju and Lata 2012; Ponnusamy et al. 2018; Tran and Lee 2019). Different routes lead to different bioplastics with variety of characteristics suitable for packaging, biomedical, water treatments or other high-end products (Ivanov and Christopher 2016; Machado et al. 2020).The development of bioplastics from lignocellulosic biomass includes two different conversion routes namely lignin conversion route and cellulose conversion route. The schematic representation of the main two routes of bioplastic production is depicted in Fig. 2. For achieving sustainable and profitable production of bioplastics from lignocellulosic resources mainly three aspects are to be considered namely (1) innovative economically feasible methodology (2) fixing of political and environmental problems for the production of bioplastics and (3) business models developments in a bioeconomy frame work (Brodin et al. 2017). By combining analytical chemistry, computational modeling and genetic engineering for lignin pretreatments will lead to lignin depolymerization and conversion in an effective manner (Ragauskas et al. 2005).

Two main routes for the production of bioplastics from lignocellulosic biomass
5.1 Lignin conversion route
The main steps in the development of bioplastics from lignin are depolymerization to obtain the desired monomers(Pei et al. 2011; Brodin et al. 2017; Tsang et al. 2019). There have been a number of methods for lignin depolymerization using pretreatments, physical or chemical treatments, hydrogenolysis, pyrolysis, solvothermal liquefaction and gasification (Tran and Lee 2019). The degradation routes such as pyrolysis, gasification, and hydrogenolysis are normally utilized for the production of biofuels rather than monomers for plastics production. The lignin conversion route for the production of bioplastics involves pretreatments, saccharification, fermentation, conversion, separation, and bioplastic production (Fitzpatrick et al. 2010; Anju and Lata 2012; Deepa et al. 2019). All these separation processes are essential to extract the desired monomers for bioplastics synthesis since a broad variety of monomers for different applications can be isolated from this complex lignocellulosic biomass.
5.1.1 Pretreatments
Pretreatments have a crucial role to modify structure, chemical composition and reduction of particle sizes of the biomass to proceed to next processing stages (Tsang et al. 2019). The pretreatment processes are grouped into physical, chemical, biological and multiple/combinatorial pretreatments (Agbor et al. 2011). The physical pretreatments include mechanical grinding, milling, scissor cutting, chipping, steam explosion, hot water treatment, microwave irradiation and low frequency ultrasound irradiation. The mechanical pretreatments produce a comparative reduction of particle size from 2 cm to a few millimeters, which can also increase the accessible pore size and surface area of the substrate. Due to shear forces, grinding and milling are more powerful than chipping for reducing the degree of polymerization (Tandon 2016; Deepa et al. 2019). By chipping, the biomass fragmented up to 10–30 mm and using milling/ grinding, the biomass particle sizes reduced to 0.2–2 mm. Steam explosion is another widely applied physico-chemical pretreatment method(Mathew et al. 2010; Kargarzadeh et al. 2017). In this process, the fragmented biomass is exposed to an elevated pressure steam of about 4.83 MPa for a few minutes and then allowed to reach atmospheric pressure slowly. Microwave and ultrasound irradiations help to improve the solubility of lignin from lignocellulosic biomass. But, microwave and ultrasound irradiation pretreatments have a number of demerits while considering for commercial scaling up in terms of energy consumption, phenolic acids byproducts, intricate operation procedures and stringent monitoring of equipments (Ponnusamy et al. 2018). In addition, ammonia and CO2 explosions, ozonolysis, alkaline hydrolysis etc. are certain other effective pretreatments. Ozonolysis, and acid or alkali hydrolysis are the main chemical pretreatment methods. Biological pretreatments utilize microorganisms like rot fungi to degrade the lignocellulosic biomass to macromonomers. Pretreatment must improve the construction of sugars by enzymatic hydrolysis; avoid the loss of carbohydrates; avoid inhibitory byproducts formation and also led to cost-effective production (Hasunuma et al. 2012).
5.1.2 Saccharification
Saccharification is a rate determining stage among the conversion processes. This can be carried out using different methodologies. The pretreated biomass can be directly saccharified by acidic hydrolysis along with heating, by simultaneous saccharification and fermentation (SSF) or by simultaneous saccharification and co-fermentation (SSCF). The advantages of these methodologies are shorter processing times, reduced foreign contaminations, less inhibitory effects and lower cost (Song et al. 2009; Lee et al. 2012; Padmaja 2015). But, some toxic compounds like acetaldehyde, furfuryl, hydroxyl-methyl fufuryl, from cellulose and hemicelluloses and hydroxybenzoic acid, p-hydroxybanzaldehyde, cinnamic acid, syringic acid, syringaldehyde, sinapyl alcohol and coniferyl from lignin, therefore detoxification steps are carried out before proceeding to fermentation steps. The enzymatic hydrolysis is an environment friendly economical route of saccharification that involves the degradation of pretreated biomass using cellulosic or hemicellulosic degrading microbes as enzymes (Hasunuma et al. 2012; Sharma et al. 2017). After saccharification, the desired components are fermented using a wide spectrum of microbes to yield variety of fragments that can be utilized for bioplastics production.
5.1.3 Fermentation
Fermentation is a simple, but effective processing methodology used in both laboratory scale and industrial settings to produce building blocks for bioplastic productions. For example, Lactic acid is one of the most demanding building blocks for Polylactic acid (PLA) which is a common bioplastic currently in the market (Pilla 2011; Tandon 2016; Koh et al. 2018). The fermentation processes can be divided into surface, submerged, solid state or simultaneous fermentations. Out of these processes, submerged fermentation is the most commonly adapted route. Fermentation can be carried out under aerobic or anaerobic conditions. Biofuels and lactic acid are normally produced anaerobically. When the enzymatic hydrolysis and fermentation are conducted at the same time, it is said to be simultaneous saccharification and fermentation (SSF). In SSF, the addition of enzyme and micro-organisms are to the same unit led to better fermentation compared to other fermentation methods (Fitzpatrick et al. 2010). However, there are some limitations like only very dilute media are to be used, more enzymes are needed, increased production cost and both the microorganism and enzymes needed optimal conditions (Tandon 2016). Solid state fermentation process involves pulping in which biomass is treatment with white rot fungi. Biopulping is considered as an effective treatment method for wood chips by utilizing white rot fungi and this route was reported as an energy saving method in paper industry. Compared to conventional pulping, biopulping has been more effective in reducing costs with improved tensile strength and offer a better environmental friendly process. The two major drawbacks of biopulping are pulp darkening and high incubation time (Singh et al. 2010).
5.2 Cellulose conversion route
Cellulose can be extracted from lignocellulosic biomass and can be utilized for the production of bioplastics (Li et al. 2015; Tandon 2016; Govil et al. 2020; Machado et al. 2020). The cellulose content depends on the source from which it is isolated. This conversion route involves delignification, removal of hemicelluloses and extraction of cellulose, surface modifications, and bioplastic composite production. The advantages of this route compared to lignin conversion route are the incorporation of surface modified cellulose with more crystallinity induces transparency, improved optical and mechanical properties.
5.2.1 Delignification and removal of hemicellulose
Normally delignification processes involve higher temperature and pressure, the development of processes at a lower temperature which readily removes the lignin and easy recovery of chemicals are really challenging (Silverstein et al. 2007; Yang et al. 2019a, b). Delignification separates lignin and a part of hemicelluloses from biomass. It was carried out using sodium chlorite, oxygen and hydrogen peroxide treatments. Sodium chlorite delignification method was the most effective to remove lignin from lignocellulosic biomasses as compared to other processes. Hydrogen peroxide treatments were effective in conversion of hemicelluloses. Delignification is resulting in the degradation of the lignin, transferring them into liquid medium and removal by proper washing. Actually, there are no particular chemicals that selectively remove lignin and therefore a definite amount of hemicelluloses together with cellulose are also eliminated during this process. After delignification and removal of hemicelluloses using alkali treatments only the complete removal of lignin can be attained (Deepa et al. 2015).
5.2.2 Extraction of cellulose
High purity cellulose in micro or nano forms have been extracted using several processing depends on the source and its pretreatments (Mondal 2016; Kargarzadeh et al. 2017). Pulping, extrusion, ball milling, homogenization, microfluidization, ultrasound treatments etc., are the major techniques used for extracting cellulose from lignocellulosic biomass. Pulp extracted through above described treatments can be further processed mechanically or chemically for the liberation of cellulose. Generally, mechanical techniques are high energy and time consuming. But, these are capable of converting almost the whole lignocellulosic biomass (Deepa et al. 2015; Nechyporchuk et al. 2016; Kargarzadeh et al. 2017). The defibrillation of cellulose in nano range is obtained by refining using high pressure homogenizing or ultrasound treatments. The combination of forces facilitates high degree of defibrillation in high pressure techniques and resulting in the production of nanocellulose. The relationship between degree of fibrillation and mechanical properties of cellulose composites was reported by Nakagaito and Yano. It was observed that fibrillation at the surface levels is not effectual in improving mechanical properties. But, by increasing the number of passes through refiner processing (approximately 16–30 passes) increases the mechanical characteristics of composites.
The kraft process is a leading chemical pulping method in which lignin dissolve out by using sulphurous acid and hydrogen sulphite during the processing (Khalil et al. 2012). Another production method uses steam explosion in which lignocellulosic resources treated with chemicals at high pressure steam for short intervals of time followed by sudden release of steam. Due to the sudden release of pressure, the cellulose isolated will be having particle size in nanorange with high aspect ratio (Mathew et al. 2010; Deepa et al. 2011; Oliveira et al. 2017). High intensity ultrasonication technique also includes treatment with chemicals under high-intensity ultrasonicator. The isolated and purified nanocellulose are soaked (concentration ∼ 0.5% in mass) in distilled water and preserve at 4 °C.
5.2.3 Surface modification of cellulose
Cellulose is hydrophilic in nature; in order to improve their solubility, compatibility and processibility some surface modification methods are utilized (Mohanty et al. 2000; Taraballi et al. 2012; Yoo and Youngblood 2016). Many methods are reported including surface derivatization (Isogai et al. 2011; Khalil et al. 2014; Mondal 2016; Kargarzadeh et al. 2017; Kumar et al. 2017), use of surfactant and graft copolymerization (Vilarinho et al. 2017; Rahman and Zhafer Putra 2019). The development of partly acetylated cellulose was reported to improve their physical properties without disturbing the microfibrillar morphology. Acetylation can be found to be improved the transparency, thermal degradation and decreased the hygroscopicity of cellulose biocomposite (Barkalow et al. 1989; Biswas et al. 2006; Ahmad et al. 2015). However, only an optimum degree of acetylation promotes these properties and on excessive increase in acetylation the properties get reduced. Carboxymethylation or hydroxypropylmethylation of cellulose produces water soluble high purity cellulose derivatives for applications mainly as ophthalmic solutions (Zhang et al. 2014; Salama et al. 2016; Baiya et al. 2018). Surface silylation using isopropyldimethylchlorosilane of cellulose fibrils increased the dispersion of cellulose in organic solvents (Goriparthi et al. 2012; Khalil et al. 2012; Blanco et al. 2018). The surface modification probably yield modified cellulose with a very high water contact angle (117°–146°). It also increases surface roughness and hydrophobicity leads to the stabilization of water-in-oil type emulsions. Normally, three different types of coupling agents namely 3-aminopropyltriethoxysilane, isopropyldimethylchlorosilane and 3-glycidoxypropyltrimethoxy silane are used to enhance the adhesion between nanofibrils and epoxy polymer matrix (Carpenter et al. 2015; Naeimi et al. 2018). Another coupling agent, titanate occurs through alcoholysis, coordination exchange or surface chelation. If hydroxyl groups are present on the substrate, the monoalkoxy- and neoalkoxy titanium coupling agents are used, which react with the hydroxyl groups to form a monomolecular layer. Epoxy modification was carried out by surface modification of cellulose fibrils through oxidation using cerium (IV) followed by grafting with glycidyl methacrylate (Oliveira et al. 2017). The main advantage of this method is that the reaction is performed in aqueous medium, therefore it avoid the use of organic solvents and difficult solvent exchange procedures. Succinic and maleic acid groups can be directly introduced into the cellulose surface by monolayer deposition by a reaction between their anhydrides and hydroxyl groups of the cellulose. Cellulose incorporated bioplastics have exceptional mechanical and barrier properties. These biodegradable polymers can be produced from nanocellulose suspension by using any one of the film forming methods like blow molding, extrusion or other techniques. Numerous reports are available about the developments of bioplastics from lignocellulosic biomasss (Sahari and Sapuan 2011; Abitbol et al. 2016; Laadila et al. 2017; Guzman-puyol et al. 2019; Bari et al. 2019). The building blocks for various bioplastics such as PLA, PE, PU and PHA can be produced from lignocellulosic materials.
5.3 Common bioplastics derived from lignocellulosic feedstocks
A large number of lignocellulosic biomass materials have been successfully tested for biopolymer production by hydrolysis and microbial fermentation such as fruit bunch of oil palm (Zhang et al. 2013), rice straw (Sindhu et al. 2013), wheat straw (Yang et al. 2019a, b), wheat bran (Sagnelli et al. 2017), sugarcane bagasse (Schreiner and Lopes 2014), and tequila bagasse(Gonz et al. 2019). Cesario et al. developed a novel process for the pre-treatment of lignocellulosic biomass which is ammonia fiber expansion (AFEX). The technique was used for biomass pretreatment and then enzyme based hydrolysis was applied to generate fermentable sugars like glucose, xylose and arabinose. This mixture was then fed to Burkholderia sacchari DSM 17,165. A cell concentration of 146 g/L and PHA yield of 72% was obtained using this technique (Cesario et al. 2014). PLA production from sugarcane bagasse hydrolysates for lactic acid production by Lactobacillus sp. was reported and could achieve 65.0 g/L of lactic acid (Wischral et al. 2019). Few examples of microbially produced biopolymer are listed in the Table 2.
5.3.1 Polylactic acid (PLA)
PLA is a polymerization product of lactic acid, which is prepared by condensation polymerization of lactic acid or by the chain growth or ring-opening of lactide (Jonoobi et al. 2010; Pilla 2011; Simangunsong et al. 2018). Among the different biomass, corn has reported as the best source for providing the high-purity lactic acid. The exploitation of other plant or woody biomass as starting materials will assure the reduction of production costs (Khalil et al. 2012). The costs of production can be abridged by increasing the raw material concentration, but indirectly this lead to increase in saccharification and fermentation costs. After fermentation, the lactate produced can be separated by ultrafiltration. Finally, through electrodialysis lactate converted to lactic acid. The most commonly used route is by ring-opening polymerization of the intermediate dilactide. Ring opening polymerization is commonly used for PLA production because direct condensation of lactic acid produce only low molecular weight PLA with deprived mechanical properties (Yang 2007; Brodin et al. 2017). SSF of lignocellulosic woody or plant-based biomass convert sugar into lactide or lactic acid that makes the process more economical and environmental friendly. PLA is a widely used thermoplastic that can be molded to form different biobased products. The reinforcement of PLA with nanocellulose fibrils has been demonstrated for packaging applications. Micro and nanocellulose are promising reinforcements for PLA biocomposites (Jonoobi et al. 2010; Klemm et al. 2011; Hassan et al. 2012; Khalil et al. 2012; Malladi et al. 2018). The major advantages of PLA are low processing temperatures, compatibility with various fibers, high mechanical strength, biocompatibility compared to conventional thermoplastics. PLA can be applicable to various industries like geotextile, packagings, non-wovens binder fiber, 3D printing, biosorbant, biomedical absorbable sutures and prosthetic devices etc. A number of industries namely NatureWorks™, Celluforce, Nippon, FP Innovates etc. have already launched commercial production of PLA and its biocomposites (Achaby et al. 2016; Jawaid and Kumar 2018; Malladi et al. 2018).
5.3.2 Polyhydroxyalkanoates (PHA)
PHAs are a class of biopolyesters, among them the prior important ones include polyhydroxybutyrate (PHB) and copolymer of 3-hydroxyvalerate and 3-hydroxybutyrate (PHVB). PHAs can be produced from biomass materials and also be thermoformed to various biobased products (Kaur et al. 2017). Several factors influence PHA production namely carbon source, processing conditions, type of microorganism and additives (Gumel and Annuar 2015; Dietrich et al. 2016). High purity PHA granules can be formed by fermentation, controlled reaction conditions, easy cell breaking and solubilizing of monomers, separation techniques. During processing, the introduction of low cost enzymes imparts an economical feasibility and also enzymes should be efficient and easily recycled (Mendes et al. 2016; Sindhu et al. 2016; Madhavan et al. 2019; Al-ahmed and Inammudin 2020). Continuous broth centrifugation is a high energy processing, but solvent extraction using chloroform or methylene chloride is more economical.
PHB- based bioplastics can be developed from lignocellulosic biomass using a two-step process. The first stage is the fermentation of carbon source to intracellular PHB rich bacterial cells and in the second stage; these cells are isolated by using a polymer dissolvable solvent extraction processing. But this method needs effective aerobic fermentation facility and organic solvents for high yield extraction of PHB. Therefore, better PHB production units utilizing lignocellulosic biomass as the feed stock for industrial production are to be established.PHA incorporated biocomposites were produced by solvent casting of the dispersion of either native or silylated cellulose acetate with PHA matrixes. Due to the incompatibility of cellulose crystals with a typically more hydrophobic thermoplastic matrix is a major hurdle in developing bioplastics from PHAs. So, the topological or surface modification like silylation, acetylation, oxidation, etc. is of prior importance.The applications of PHAs in various fields like food packaging, biomedical implants, textiles and optical devices are already reported (Gumel and Annuar 2015; Ivanov and Ahmed 2015; Ben et al. 2016; Kaur et al. 2017; Al-Battashi et al. 2019).
5.3.3 Bio-polyethylene
Conventional polyethylene is an aliphatic polyolefin that covers more than 30% of the global plastic market. Bio-polyethylene, which is a recently developed bioplastic prepared from ethanol extracted through SSF of lignocellulosic biomass. These bioethanol are the fermentation product of starchy sucrose biomass mostly sugarcane bagasse or corn feed stocks. In Brazil, biopolyethylene products are available at cheaper market prices because of the ease of availability of sugarcane feedstock. The disadvantage of this bioplastic is the non-degradable nature. The bio-polyethylene is currently producing via dehydration of bioethanol. In this methodology preheated blend of bioethanol and water in the ratio 1:1 M is heated in a reactor at 350 °C followed by cooling and fractionating to produce 99.99% pure biopolyethylene (Brodin et al. 2017; Al-ahmed 2020; Haro et al. 2013).
5.3.4 Polyurethanes (PU)
Lignin can be used as a low cost material for developing polyurethane (PU). The mechanical properties of PU depends on lignin content and nature of lignin, that is organosolv lignin (15–25 W%) in unmodified forms produce tough PUs while higher lignin contents led to the production of hard and brittle PUs. To optimize the PU’s mechanical properties, it is essential to combine flexible aliphatic polyols with rigid lignin polyols (Pilla 2011; Wu et al. 2012; Kurańska et al. 2013). An additional way to formulate more flexible PUs is through liquefaction of lignin polyols. The low molecular weight lignin fragments mixed with the flexible polyol like polyethylene glycol and glycerol through enzymatic hydrolysis followed by mechanical treatments. Jin et al., revealed certain self-polymerization occurred during hydrolysis and blending. Therefore, PU production from lignin is a tedious process that needs constant attention throughout the processing. PU is widely used in a number of applications like coatings, binders and foams in furniture, bedding, construction, electronic and automotive products. Lignin can also be utilized in the production of phenol-formaldehyde resins that form thermoset plastics easily. Lignin can therefore be used as a bio-based replacement for bioplastic production (Habibi et al. 2010; Klemm et al. 2011; Pilla 2011; Wu et al. 2012; Kurańska et al. 2013; Mohammed et al. 2015; Hoeng et al. 2016).
5.3.5 Starch based nanocellulosic composites
Similar to cellulose, starch can also be derived from a variety of crops like rice, corn, potato and wheat. Therefore, combinations of these two materials are reported to be as a better source for low cost biodegradable plastics which are readily compostable into carbonaceous materials (Kim et al. 2007; Fei et al. 2015; Sanyang et al. 2016). In order to mold objects from starch, first these are to be converted into thermoplastic form namely thermoplastic starch (TPS) Khalil et al. 2012, 2014; Oliveira De Moraes et al. 2013). TPS can be produced by plasticization of native starch with suitable plasticizers using thermo-mechanical extrusion processes (Gomes et al. 2001; Maulida et al. 2016; Thomas et al. 2019). Due to non-toxicity and ease of processibility, water, glycols, urea or formamide are widely used as plasticizers in starch biocomposites. In order to overcome the poor mechanical characteristics and high water barrier, TPS are incorporated with surface modified nanocellulose to produce suitable bioplastics. Starch can also be blended with PHB or PLA (Kolybaba et al. 2003; Fitzpatrick et al. 2010; Mostafa et al. 2018). Microfibrilated and bacterial cellulose have also been utilized as potential candidates for starch biocomposites. One of the main disadvantages of starchis its hydrophilicity compared to cellulose, therefore the biocomposites developed by compositing both the materials together with suitable plasticisers solve the problem of compatibility of starch and can emerge as potential future bioplastics. Moreover, the addition of nanocellulose to the starch matrix resulted in improved mechanical properties and decreased both water uptake and diffusion equilibrium. Starch-nanocellulose biocomposites were developed by adding starch into the culture medium of cellulose-producing bacteria (Acetobacter sp.). In this bottom-up approach, the starch granules are directly introduced into the forming network of cellulose (Khalil et al. 2012). Schematic representation of bioplastics production from lignocelluloses is depicted in Fig. 3.

Schematic representation of bioplastics production from lignocellulose
6 Application of lignocelluloses based bioplastics
In order to eliminate the uncontrolled environmental issues of disposal and maintaining sustainability, lignocelluloses derived materials will be considered as recommendable replacements of conventional non-degradable plastics (Li et al. 2015; Hubbe et al. 2017). Lignocelluloses have immense potential for the production of value added biomaterials especially bioplastics. These bioplastics can be used in various field like food packaging, (Siracusa et al. 2008; Byun and Kim 2014; Vilarinho et al. 2017), healthcare and cosmetics, electronics, membranes for waste water treatments (Dutt and Ajay 2012) and other consumer commodities. Packaging based on cellulose are low cost, lightweight and most importantly sustainable (Brinchi et al. 2013; Mohammed et al. 2015; Deepa et al. 2019). Cellophanes are derivative of cellulose employed as a packaging material because of its transparency, light weight and adequate gas barrier characteristics. Different types of celluloses namely nanocrystals nanofibres and bacterial nanocellulose have been reported for the production of bioplastics such as PLA, PHA, and PU (Shirai et al. 2013; He and Benson 2014; Teresa et al. 2018). The cellulose based packaging are formed from derivatization of cellulose like cellulose acetate, ethylcellulose, carboxymethyl cellulose, hydroxyethylcellulose and hydroxyl propylcellulose (Li et al. 2015; Khalil et al. 2016; Asim et al. 2018; Malladi et al. 2018). Lignocellulose derived bioplastics have an exceptional role in biomedical applications because of their non-toxic, biocompatible, crystalline, self assembling nature and also varied geometry and rheology (Xue et al. 2017). The peculiar surface morphology and mechanical properties of nanocellulose are to be made use of in designing scaffolds of different medicinal implants (Plackett et al. 2014; Ludwicka et al. 2016; Bacakova et al. 2019). It is best suitable for tissue engineering also due to their membrane-like structures and hydrogel properties (Raghavendra et al. 2015; Kabir et al. 2018; Bacakova et al. 2019; Yue et al. 2019). Another areas lignocelluloses derived bioplastics applied are tablet coatings, fillers, drug carriers, biosensors and as controlled drug release agents (Salama et al. 2016; Bacakova et al. 2019). These bioplastics are also suitable for immobilization of proteins, integrating protein-structural activity and long-term shelf life implants (Zhang et al. 2010; Abitbol et al. 2016).
These bioplastics can effectively be utilized for waste water treatments because of its abundant availability, nanofiltration capability, low cost, chemical inertness, and high aspect ratio. These materials are mainly used as adsorbents of impurities from waste water (Carpenter et al. 2015; Gopakumar et al. 2017; Maity and Ray 2017). The functionalities in the surface allow the contaminants to bind to the bioplastic membranes during filtration. Carboxylation and silanation are the most exploited surface modifications for improving the sorptive efficiency. By using freeze drying of aqueous suspensions with alkyltrimethoxysilanes, silanated CNFs can be easily developed and are found to be very effective in removing oils and other organic matter from waste water. Zang et al. also reported freeze-drying of graphene oxide with CNF suspension to produce graphene oxide trapped CNF hydrogels for removing a large amount of contaminants from waste water (Zhang et al. 2014). Another modified form of cellulose based adsorbents are magnetic membranes by introducing magnetic Iron nanocrystals into cellulose suspension to insert novel magnetic properties for effective removal of heavy metals (Zhu et al. 2011). A newer technology is bioplastics incorporated mats for purification purposes. The common bioplastics used in this purposes are poly (vinyl alcohol), poly (ethylene oxide), poly (ether sulfone), poly (acrylonitrile), poly (vinylidene fluoride) and poly (3-hydroxybutyrate).
Energy storage devices and recyclable solar cells are also developed from lignocellulosic bioplastics (Sabo et al. 2016; Mishra et al. 2019). These bioplastics shows sensitivity to pH, light, heat, moisture, chemical and magnetic fields depending on surface modifications. Therefore, these bioplastics can serve as a better candidate for designing different value added materials and implants.
7 Conclusion and future outlooks
Lignocellulosic raw materials are a potential material of choice especially in bioplastic productions due to its abundant availability, variety in surface modifications, and viable mechanical characteristics of derived materials. The specific characteristics and performance of the end products depend on the source and isolation methods of different biomaterials like lactate, alkanoates, acids, or cellulose. It is considered as a biomaterial for the future therefore researches are still continuing for the development of better quality lignocellulose-derived bioplastics in order to obtain comparable properties to conventional non-degradable plastics. This review provides an insight into the various sources, routes of bioplastic productions and also types of bioplastics derived from lignocellulosic raw materials. Interdisciplinary investigations help in the design of newer technologies that concern every angle of environmental problems. Green chemistry aims to develop production techniques that will be non-toxic, minimize reaction conditions, improving yield, and also recovery of enzymes. It should be concluded that lignocellulose is a potential biomass to produce numerous valuable materials in large-scale that can find applications in various fields.
References
Abdul-latif NS, Ong MY, Nomanbhay S (2020) Estimation of carbon dioxide (CO2) reduction by utilization of algal biomass bioplastic in Malaysia using carbon emission pinch analysis ( CEPA ). Bioengineered 11:154–164. https://doi.org/10.1080/21655979.2020.1718471
Abitbol T, Rivkin A, Cao Y et al (2016) Nanocellulose, a tiny fiber with huge applications. Curr Opin Biotechnol 39:76–88. https://doi.org/10.1016/j.copbio.2016.01.002
Abraham E, Deepa B, Pothan LA et al (2011) Extraction of nanocellulose fibrils from lignocellulosic fibres: a novel approach. Carbohydr Polym 86:1468–1475. https://doi.org/10.1016/j.carbpol.2011.06.034
Achaby M, El MN, El, Aboulkas A et al (2016) Processing and properties of eco-friendly bio-nanocomposite films filled with cellulose nanocrystals from sugarcane bagasse. Int J Biol Macromol. https://doi.org/10.1016/j.ijbiomac.2016.12.040
Adekunle A, Orsat V, Raghavan V (2016) Lignocellulosic bioethanol: a review and design conceptualization study of production from cassava peels. Renew Sustain Energy Rev 64:518–530. https://doi.org/10.1016/j.rser.2016.06.064
Agbor VB, Cicek N, Sparling R et al (2011) Biomass pretreatment: fundamentals toward application. Biotechnol Adv 29:675–685. https://doi.org/10.1016/j.biotechadv.2011.05.005
Ahmad A, Waheed S, Khan SM et al (2015) Effect of silica on the properties of cellulose acetate/polyethylene glycol membranes for reverse osmosis. Desalination 355:1–10. https://doi.org/10.1016/J.DESAL.2014.10.004
Ahmed T, Shahid M, Azeem F et al (2018) Biodegradation of plastics: current scenario and future prospects for environmental safety. Environ Sci Pollut Res 15:2–13. https://doi.org/10.1007/s11356-018-1234-9
Al-ahmed A, Inammudin (2020) Advanced applications of polysaccharides and their composites. Mater Res Found 73:184–197
Al-Battashi SH, Annamalai N, Sivakumar N et al (2019) Lignocellulosic biomass (LCB): a potential alternative biorefinery feedstock for polyhydroxyalkanoates production. Rev Environ Sci Biotechnol 4:1–23. https://doi.org/10.1007/s11157-018-09488-4
Alemdar A, Sain M (2008) Isolation and characterization of nanofibers from agricultural residues—wheat straw and soy hulls. Biores Technol 99:1664–1671. https://doi.org/10.1016/j.biortech.2007.04.029
Anju MS, Lata A (2012) Biological pretreatment of lignocellulosic substrates for enhanced delignification and enzymatic digestibility. Indian J Microbiol 52:122–130. https://doi.org/10.1007/s12088-011-0199-x
Arevalo-Gallegos A, Ahmad Z, Asgher M et al (2017) Lignocellulose: a sustainable material to produce value-added products with a zero waste approach—a review. Int J Biol Macromol 99:308–318
Asim M, Saba N, Jawaid M, Nasir M (2018) Potential of natural fiber/biomass filler-reinforced polymer composites in aerospace applications. Elsevier, Amsterdam
Aswathy US, Sukumaran RK, Devi GL et al (2010) Bio-ethanol from water hyacinth biomass: an evaluation of enzymatic saccharification strategy. Biores Technol 101:925–930. https://doi.org/10.1016/j.biortech.2009.08.019
Bacakova L, Pajorova J, Bacakova M et al (2019) Versatile application of nanocellulose: from industry to skin tissue engineering and wound healing. Nanomaterials 9:164–183. https://doi.org/10.3390/nano9020164
Baiya C, Nannuan L, Tassanapukdee Y et al (2018) The synthesis of carboxymethyl cellulose-based hydrogel from sugarcane bagasse using microwave-assisted irradiation for selective adsorption of copper(II) ions. Environ Progress Sustain Energy 38:157–165. https://doi.org/10.1002/ep.12950
Bari E, Morrell JJ, Sistani A (2019) Durability of natural/synthetic/biomass fiber-based polymeric composites: laboratory and field tests. Durability and life prediction in biocomposites, fibre-reinforced composites hybrid composites, pp 15–26. https://doi.org/10.1016/B978-0-08-102290-0.00002-7
Barkalow DG, Rowell RM, Young RA (1989) A new approach for the production of cellulose acetate: acetylation of mechanical pulp with subsequent isolation of cellulose acetate by differential solubility. J Appl Polym Sci 37:1009–1018
Ben M, Kennes C, Veiga MC (2016) Optimization of polyhydroxyalkanoate storage using mixed cultures and brewery wastewater. https://doi.org/10.1002/jctb.4891
Biswas A, Saha BC, Lawton JW et al (2006) Process for obtaining cellulose acetate from agricultural by-products. Carbohydr Polym 64:134–137. https://doi.org/10.1016/j.carbpol.2005.11.002
Blanco A, Monte MC, Campano C et al (2018) Nanocellulose for industrial use: cellulose nanofibers (CNF), cellulose nanocrystals (CNC), and bacterial cellulose (BC). Elsevier, Amsterdam
Boneberg BS, Machado GD, Santos DF et al (2016) Biorefinery of lignocellulosic biopolymers. Revista Eletrônica Científica da UERGS 2:79. https://doi.org/10.21674/2448-0479.21.79-100
Brinchi L, Cotana F, Fortunati E, Kenny JM (2013) Production of nanocrystalline cellulose from lignocellulosic biomass: technology and applications. Carbohydr Polym 94:154–169. https://doi.org/10.1016/j.carbpol.2013.01.033
Brodin M, Vallejos M, Opedal MT et al (2017) Lignocellulosics as sustainable resources for production of bioplastics—a review. J Clean Prod 162:646–664. https://doi.org/10.1016/j.jclepro.2017.05.209
Brosse N, Hage REL, Sannigrahi P, Ragauskas A (2010) Dilute sulphuric acid and ethanol organosolv pretreatment of miscanthus x giganteus. In: Cellulose chemistry and technology, pp 71–78
Brylev AN, Adylov DK, Tukhtaeva GG et al (2001) Polysaccharides of rice straw. Chem Nat Compd 37:569–570
Byun Y, Kim YT (2014) Utilization of bioplastics for food packaging industry. Innov Food Packag. https://doi.org/10.1016/B978-0-12-394601-0.00015-1
Carpenter AW, Lannoy D, Wiesner MR (2015) Cellulose nanomaterials in water treatment technologies. Environ Sci Technol 49:5277–5287. https://doi.org/10.1021/es506351r
Cesario MT, Rodrigo S, Raposo, Almeida MCMD de et al (2014) Enhanced bioproduction of poly-3-hydroxybutyrate from wheat straw lignocellulosic hydrolysates. New Biotechnol 31:104–113
Chandel AK (2018) Advances in sugarcane biorefinery technologies. Policy issues and paradigm shift for bioethanol and by-products, commercialization
Chen H, Chen H (2014) Chemical composition and structure of natural lignocellulose. In: Biotechnology of lignocellulose. Springer, Amsterdam, pp 25–71
Chen L, Fu S (2013) Enhanced cellulase hydrolysis of eucalyptus waste fibers from pulp mill by tween80-assisted ferric chloride pretreatment. J Agric Food Chem 61:3293–3300. https://doi.org/10.1021/jf400062e
Chen YW, Lee HV (2018) Revalorization of selected municipal solid wastes as new precursors of “green” nanocellulose via a novel one-pot isolation system: a source perspective. Int J Biol Macromol 107:78–92. https://doi.org/10.1016/j.ijbiomac.2017.08.143
Davis R, Kataria R, Cerrone F et al (2013) Conversion of grass biomass into fermentable sugars and its utilization for medium chain length polyhydroxyalkanoate (mcl-PHA) production by Pseudomonas strains. Biores Technol 150:202–209
Deepa B, Abraham E, Cordeiro N et al (2015) Utilization of various lignocellulosic biomass for the production of nanocellulose: a comparative study. Cellulose 22:1075–1090. https://doi.org/10.1007/s10570-015-0554-x
Deepa B, Abraham E, Mathew B et al (2011) Structure, morphology and thermal characteristics of banana nano fibers obtained by steam explosion. Biores Technol 102:1988–1997. https://doi.org/10.1016/j.biortech.2010.09.030
Deepa B, Chirayil CJ, Pothan LA, Thomas S (2019) Lignocellulose-based nanoparticles and nanocomposites: preparation, properties, and applications. Elsevier, Amsterdam
Demirbaş A (2005) Thermochemical conversion of biomass to liquid products in the aqueous medium. Energy Sources 27:1235–1243
Deshavath NN, Veeranki VD, Goud VV (2019) Lignocellulosic feedstocks for the production of bioethanol: availability, structure, and composition. In: Sustainable bioenergy: advances and impacts. Elsevier, pp 1–19
Dharmaraja J, Shobana S, Arvindnarayan S et al (2020) Biobutanol from lignocellulosic biomass: bioprocess strategies. In: Lignocellulosic biomass to liquid biofuels, pp 169–193
Di Blasi C, Branca C, Galgano A (2010) Biomass screening for the production of furfural via thermal decomposition. Ind Eng Chem Res 49:2658–2671. https://doi.org/10.1021/ie901731u
Dietrich K, Dumont M, Del LF, Orsat V (2016) Producing PHAs in the bioeconomy—towards a sustainable bioplastic producing PHAs in the bioeconomy—towards a sustainable bioplastic. Sustain Prod Consump. https://doi.org/10.1016/j.spc.2016.09.001
Dutt A, Ajay T (2012) Utilizing of sugar refinery waste (Cane Molasses) for production of bio-plastic under submerged fermentation process. J Polym Environ 20:446–453. https://doi.org/10.1007/s10924-011-0394-1
Fatma S, Hameed A, Noman M et al (2018) Lignocellulosic biomass: a sustainable bioenergy source for the future. Protein Peptide Lett 25:148–163. https://doi.org/10.2174/0929866525666180122144504
Fei Z, Huang S, Yin J et al (2015) Preparation and characterization of bio-based degradable plastic films composed of cellulose acetate and starch acetate. J Polym Environ 23:383–391. https://doi.org/10.1007/s10924-015-0711-1
Fitzpatrick M, Champagne P, Cunningham MF, Whitney RA (2010) A biorefinery processing perspective: treatment of lignocellulosic materials for the production of value-added products. Biores Technol 101:8915–8922. https://doi.org/10.1016/j.biortech.2010.06.125
Galbe M, Wallberg O (2019) Pretreatment for biorefineries: a review of common methods for efficient utilisation of lignocellulosic materials. Biotechnol Biofuels 12:1–26
Gomes ME, Ribeiro AS, Malafaya PB et al (2001) A new approach based on injection moulding to produce biodegradable starch-based polymeric scaffolds: morphology, mechanical and degradation behaviour. Biomaterials 22:883–889
Gonz Y, Grieve J, Meza-contreras JC et al (2019) Tequila agave bagasse hydrolysate for the production of polyhydroxybutyrate by burkholderia sacchari. Bioengineering 6:115–128
Gopakumar DA, Pasquini D, Henrique MA et al (2017) Meldrum’s acid modified cellulose nano fiber-based polyvinylidene fluoride microfiltration membrane for dye water treatment and nanoparticle removal. ACS Sustain Chem Eng 5:2026–2033. https://doi.org/10.1021/acssuschemeng.6b02952
Goriparthi BK, Suman KNS, Nalluri MR (2012) Processing and characterization of jute fiber reinforced hybrid biocomposites based on polylactide/polycaprolactone blends. Polym Compos 33:237–244
Govil T, Wang J, Samanta D et al (2020) Lignocellulosic feedstock: a review of a sustainable platform for cleaner production of nature’s plastics. J Clean Prod 8:122521. https://doi.org/10.1016/j.jclepro.2020.122521
Gumel AM, Annuar MSM (2015) Nanocomposites of polyhydroxyalkanoates (PHAs). In: RSC green chemistry, pp 98–118
Gupta VK, Potumarthi R, O’Donovan A et al (2014) Bioenergy research: an overview on technological developments and bioresources. In: Bioenergy research: advances and applications. Elsevier, pp 23–47
Guzman-puyol S, Ceseracciu L, Tedeschi G et al (2019) Transparent and robust all-cellulose nanocomposite packaging materials prepared in a mixture of trifluoroacetic acid and trifluoroacetic anhydride. Nanomaterials 9:368–387. https://doi.org/10.3390/nano9030368
Habibi Y, Lucia LA, Rojas OJ (2010) Cellulose nanocrystals: chemistry, self-assembly, and applications. Chem Rev 110:3479–3500
Harding KGG, Gounden T, Pretorius S (2017) “Biodegradable” plastics: a myth of marketing? Proc Manuf 7:106–110. https://doi.org/10.1016/j.promfg.2016.12.027
Haro P, Ollero P, Trippe F (2013) Technoeconomic assessment of potential processes for bio-ethylene production. Fuel Process Technol 114:35–48. https://doi.org/10.1016/j.fuproc.2013.03.024
Hassan ML, Mathew AP, Hassan EA et al (2012) Nanofibres from bagasse and rice straw: process optimization and properties. Wood Sci Technol 46:193–205. https://doi.org/10.1007/s00226-010-0373-z
Hasunuma T, Okazaki F, Okai N et al (2012) A review of enzymes and microbes for lignocellulosic biorefinery and the possibility of their application to consolidated bioprocessing technology. Biores Technol 47:2–21
He W, Benson R (2014) Polymeric biomaterials. Elsevier, Amsterdam
Hoeng F, Denneulin A, Bras J (2016) Use of nanocellulose in printed electronics. Nanoscale 8:13131–13154. https://doi.org/10.1039/C6NR03054H
Hubbe MA, Ferrer A, Tyagi P et al (2017) Nanocellulose in thin films, coatings, and plies for packaging applications: a review. Bioresources 12:2143–2233
Isogai A, Saito T, Fukuzumi H (2011) TEMPO-oxidized cellulose nanofibers. Nanoscale 3:71–85. https://doi.org/10.1039/c0nr00583e
Ivanov V, Ahmed Z (2015) Production and applications of crude polyhydroxyalkanoate-containing bioplastic from the organic fraction of municipal solid waste. Int J Environ Sci Technol 12:725–738. https://doi.org/10.1007/s13762-014-0505-3
Ivanov V, Christopher L (2016) Biore finery-derived bioplastics as promising low-embodied energy building materials. In: Nano and biotech based materials, pp 375–389
Jawaid M, Kumar S (2018) Bionanocomposites for packaging applications
Jonoobi M, Harun J, Mathew AP, Oksman K (2010) Mechanical properties of cellulose nanofiber (CNF) reinforced polylactic acid (PLA) prepared by twin screw extrusion. Compos Sci Technol 70:1742–1747. https://doi.org/10.1016/j.compscitech.2010.07.005
Kabir SMF, Sikdar PP, Rahman BHMA, Ali BA (2018) Cellulose-based hydrogel materials: chemistry, properties and their prospective applications. Prog Biomater. https://doi.org/10.1007/s40204-018-0095-0
Kargarzadeh H, Ioelovich M, Ahmad I et al (2017) Methods for extraction of nanocellulose from various sources
Kaur L, Khajuria R, Parihar L, Singh GD (2017) Polyhydroxyalkanoates: biosynthesis to commercial production: a review. J Microbiol Biotechnol Food Sci 6:1098–1106. https://doi.org/10.15414/jmbfs.2017.6.4.1098-1106
Khalil HPSA, Bhat AH, Yusra AFI (2012) Green composites from sustainable cellulose nanofibrils: a review. Carbohydr Polym 87:963–979. https://doi.org/10.1016/j.carbpol.2011.08.078
Khalil HPSA, Davoudpour Y, Islam N et al (2014) Production and modification of nanofibrillated cellulose using various mechanical processes: a review. Carbohydr Polym 99:649–665. https://doi.org/10.1016/j.carbpol.2013.08.069
Khalil HPSA, Davoudpour Y, Saurabh CK et al (2016) A review on nanocellulosic fibres as new material for sustainable packaging: process and applications. 64:823–836. https://doi.org/10.1016/j.rser.2016.06.072
Kim DH, Kwon OJ, Yang SR, Park JS (2007) Preparation of starch-based polyurethane films and their mechanical properties. Fibers Polym 8:249–256. https://doi.org/10.1007/BF02877266
Kim H, Lee S, Ahn Y et al (2020) Sustainable Production of Bioplastics from Lignocellulosic Biomass: Technoeconomic Analysis and Life-Cycle Assessment. ACS Sustainable Chemistry Engineering 8:12419–12429. https://doi.org/10.1021/acssuschemeng.0c02872
Kim J, Lee J, Kim KH et al (2017) Pyrolysis of wastes generated through saccharification of oak tree by using CO2 as reaction medium. Appl Therm Eng 110:335–345. https://doi.org/10.1016/j.applthermaleng.2016.08.200
Kim KH, Hong J (2001) Supercritical CO2 pretreatment of lignocellulose enhances enzymatic cellulose hydrolysis. Biores Technol 77:139–144. https://doi.org/10.1016/S0960-8524(00)00147-4
Klemm D, Klemm D, Kramer F et al (2011) Reviews nanocelluloses: a new family of nature-based materials Angewandte. Green Nanomater. https://doi.org/10.1002/anie.201001273
Koh JJ, Zhang X, He C (2018) Fully biodegradable poly(lactic acid)/starch blends: a review of toughening strategies. Int J Biol Macromol 109:99–113. https://doi.org/10.1016/j.ijbiomac.2017.12.048
Kolybaba M, Tabil LG, Panigrahi S et al (2003) Biodegradable Polym Past Present Future. The society for engineering in agricultural food biological systems 0300:1–15
Köse K, Mavlan M, Youngblood JP (2020) Applications and impact of nanocellulose based adsorbents. Cellulose 27:2967–2990
Kuhad RC, Singh A (1993) Lignocellulose biotechnology: current and future prospects. Crit Rev Biotechnol 13:151–172. https://doi.org/10.3109/07388559309040630
Kumar A, Gautam A, Dutt D (2016) Biotechnological transformation of lignocellulosic biomass in to industrial products: an overview. Adv Biosci Biotechnol 07:149–168. https://doi.org/10.4236/abb.2016.73014
Kumar A, Lee Y, Kim D et al (2017) Effect of crosslinking functionality on microstructure, mechanical properties, and in vitro cytocompatibility of cellulose nanocrystals reinforced poly(vinyl alcohol)/sodium alginate hybrid scaffolds. Int J Biol Macromol 95:962–973. https://doi.org/10.1016/j.ijbiomac.2016.10.085
Kurańska M, Aleksander P, Mikelis K, Ugis C (2013) Porous polyurethane composites based on bio-components. Compos Sci Technol 75:70–76. https://doi.org/10.1016/j.compscitech.2012.11.014
Laadila MA, Hegde K, Rouissi T et al (2017) Green synthesis of novel biocomposites from treated cellulosic fibers and recycled bio-plastic polylactic acid. J Clean Prod 235:. https://doi.org/10.1016/j.jclepro.2017.06.235
Lee WS, Chen IC, Chang CH, Yang SS (2012) Bioethanol production from sweet potato by co-immobilization of saccharolytic molds and Saccharomyces cerevisiae. Renew Energy 39:216–222. https://doi.org/10.1016/j.renene.2011.08.024
Li F, Mascheroni E, Piergiovanni L (2015) The potential of nanocellulose in the packaging field: a review. https://doi.org/10.1002/pts.2121
Liu G, Zhao X, Chen C et al (2020) Robust production of pigment-free pullulan from lignocellulosic hydrolysate by a new fungus co-utilizing glucose and xylose. Carbohydr Polym 241:116400. https://doi.org/10.1016/j.carbpol.2020.116400
Ludwicka K, Jedrzejczak-krzepkowska M, Kubiak K et al (2016) Medical and cosmetic applications of bacterial nanocellulose. Elsevier, Amsterdam
Machado G, Santos F, Lourega R et al (2020) Biopolymers from lignocellulosic biomass feedstocks, production processes and applications. In: Lignocellulosic biorefining technologies, pp 125–140
Madhavan A, Arun KB, Sindhu R et al (2019) Tailoring of microbes for the production of high value plant-derived compounds: from pathway engineering to fermentative production. Biochimica et Biophysica Acta Proteins Proteomics 1867:140262. https://doi.org/10.1016/j.bbapap.2019.140262
Maheshwari NV (2018) Agro-industrial lignocellulosic waste: an alternative to unravel the future bioenergy. In: Biofuels: greenhouse gas mitigation and global warming: next generation biofuels and role of biotechnology. Springer, India, pp 291–305
Maity J, Ray SK (2017) Removal of Cu (II) ion from water using sugar cane bagasse cellulose and gelatin based composite hydrogels. Elsevier, Amsterdam
Malladi R, Nagalakshmaiah M, Robert M, Elkoun S (2018) Importance of agriculture and industrial waste in the field of nanocellulose and its recent industrial developments: a review. ACS Sustain Chem Eng 6:2807–2828. https://doi.org/10.1021/acssuschemeng.7b03437
Mathew B, Lopes A, Ferreira S et al (2010) Isolation of nanocellulose from pineapple leaf fibres by steam explosion. Carbohydr Polym 81:720–725. https://doi.org/10.1016/j.carbpol.2010.03.046
Maulida SM, Tarigan P (2016) Production of starch based bioplastic from cassava peel reinforced with microcrystalline celllulose avicel PH101 using sorbitol as plasticizer. J Phys Conf Ser 710:012012. https://doi.org/10.1088/1742-6596/710/1/012012
McKendry P (2002) Energy production from biomass (part 1): overview of biomass. Biores Technol 83:37–46. https://doi.org/10.1016/S0960-8524(01)00118-3
Mendes J, Paschoalin R, Carmona V et al (2016) Biodegradable polymer blends based on corn starch and thermoplastic chitosan processed by extrusion. Carbohydr Polym 137:452–458. https://doi.org/10.1016/j.carbpol.2015.10.093
Miron J, Yosef E, Ben-Ghedalia D (2001) Composition and in vitro digestibility of monosaccharide constituents of selected byproduct feeds. J Agric Food Chem 49:2322–2326. https://doi.org/10.1021/jf0008700
Mishra R, Sabu A, Tiwari SK (2018) Materials chemistry and the futurist eco-friendly applications of nanocellulose: status and prospect. J Saudi Chem Soc. https://doi.org/10.1016/j.jscs.2018.02.005
Mishra S, Unnikrishnan L, Nayak SK, Mohanty S (2019) Advances in piezoelectric polymer composites for energy harvesting applications: a systematic review. Macromol Mater Eng 1800463:1–25. https://doi.org/10.1002/mame.201800463
Mohammed L, Ansari MNM, Pua G et al (2015) A review on natural fiber reinforced polymer composite and its applications. Int J Polym Sci 2015:1–16. https://doi.org/10.1155/2015/243947
Mohanty AK, Khan MA, Hinrichsen G (2000) Influence of chemical surface modification on the properties of biodegradable jute fabrics - polyester amide composites. Compos Part A Appl Sci Manuf 31:143–150. https://doi.org/10.1016/S1359-835X(99)00057-3
Mondal S (2016) Preparation, properties and applications of nanocellulosic materials. Carbohydr Polym. https://doi.org/10.1016/j.carbpol.2016.12.050
Moreno-Bayona DA, Gomez-Mendez LD, Blanco-vargas A et al (2019) Simultaneous bioconversion of lignocellulosic residues and oxodegradable polyethylene by Pleurotus ostreatus for biochar production, enriched with phosphate solubilizing bacteria for agricultural use. PLoS ONE 10:1–25
Mostafa NA, Farag AA, Abo-dief HM, Tayeb AM (2018) Production of biodegradable plastic from agricultural wastes. Arab J Chem 11:546–553. https://doi.org/10.1016/j.arabjc.2015.04.008
Moura IG, De SAV, De, Sofia A et al (2017) Bioplastics from agro-wastes for food packaging applications. In: Food packaging. Elsevier, pp 223–263
Moustakas K, Loizidou M, Rehan M, Nizami AS (2020) A review of recent developments in renewable and sustainable energy systems: key challenges and future perspective. Renew Sustain Energy Rev 119:109418
Naeimi A, Honarmand M, Jawhid O (2018) Iron porphyrin immobilized on cellulose extracted from sesbania sesban plant: a novel eco-friendly and cost- effective catalyst for green oxidation of organic compounds. Cellul Chem Technol 52:343–351
Nechyporchuk O, Belgacem MN, Bras J (2016) Production of cellulose nanofibrils: a review of recent advances. Ind Crops Prod 93:2–25. https://doi.org/10.1016/j.indcrop.2016.02.016
Okolie JA, Nanda S, Dalai AK, Kozinski JA (2020) Chemistry and specialty industrial applications of lignocellulosic biomass. Waste Biomass Valoriz 20:1–25. https://doi.org/10.1007/s12649-020-01123-0
Oliveira De Moraes J, Scheibe AS, Sereno A, Borges Laurindo J (2013) Scale-up of the production of cassava starch based films using tape-casting. J Food Eng 119:800–808. https://doi.org/10.1016/j.jfoodeng.2013.07.009
Oliveira J, Luiza Martins A, Komesu JMN (2017) Nanotechnology applications on lignocellulosic biomass pretreatment
Padmaja NSPG (2015) Enhancing the enzymatic saccharification of agricultural and processing residues of cassava through pretreatment techniques. Waste Biomass Valoriz. https://doi.org/10.1007/s12649-015-9345-8
Pan W, Perrotta JA, Stipanovic AJ et al (2012) Production of polyhydroxyalkanoates by Burkholderia cepacia ATCC 17759 using a detoxi W ed sugar maple hemicellulosic hydrolysate. J Ind Microbiol Biotechnol 39:459–469. https://doi.org/10.1007/s10295-011-1040-6
Patel M, Bastioli C, Würd-Marini L (2002) Environmental assessment of bio-based polymers and natural fibres. Utrecht University, Amsterdam, pp 1–59
Paula C, De, De CBC, Paula BC, De, Contiero J (2018) Prospective biodegradable plastics from biomass conversion processes. In: Biofuels-state of development, pp 246–274
Pei L, Schmidt M, Wei W (2011) Conversion of biomass into bioplastics and their potential environmental impacts. In: Biotechnology of biopolymers
Peng BL, Dhar N, Liu HL, Tam KC (2011) Chemistry and applications of nanocrystalline cellulose and its derivatives: a nanotechnology perspective. 89:1191–1206. https://doi.org/10.1002/cjce.20554
Petersson A, Thomsen MH, Hauggaard-Nielsen H, Thomsen AB (2007) Potential bioethanol and biogas production using lignocellulosic biomass from winter rye, oilseed rape and faba bean. Biomass Bioenerg 31:812–819. https://doi.org/10.1016/j.biombioe.2007.06.001
Pilla S (2011) Handbook of bioplastics and biocomposites engineering applications. Wiley, New York
Plackett DV, Letchford K, Jackson JK et al (2014) A review of nanocellulose as a novel vehicle for drug delivery. Nord Pulp Pap Res J 29:105–118
Ponnusamy VK, Nguyen DD, Dharmaraja J et al (2018) A review on lignin structure, pretreatments, fermentation reactions and biorefinery potential. Biores Technol 271:462–472. https://doi.org/10.1016/j.biortech.2018.09.070
Rabemanolontsoa H, Saka S (2013) Comparative study on chemical composition of various biomass species. RSC Adv 3:3946–3956. https://doi.org/10.1039/c3ra22958k
Ragauskas AJ, Nagy M, Kim DH et al (2006) From wood to fuels. Ind Biotechnol 2:55–65
Ragauskas AJ, Nagy M, Kim DH et al (2005) From wood to fuels integrating biofuels and pulp production. Ind Biotechnol 2:55–65
Raghavendra GM, Varaprasad K, Jayaramudu T (2015) Biomaterials design, development and biomedical applications, vol 2. Elsevier, Amsterdam
Rahman R, Zhafer Putra S (2019) Tensile properties of natural and synthetic fiber-reinforced polymer composites. Elsevier, Amsterdam
Rosentrater KA, Otieno AW (2006) Considerations for manufacturing bio-based plastic products. J Polym Environ 14:335–346. https://doi.org/10.1007/s10924-006-0036-1
Sabo R, Yermakov A, Law CT et al (2016) Nanocellulose-enabled electronics, energy harvesting devices, smart materials and sensors: a review. J Renew Mater 4:297–312. https://doi.org/10.7569/JRM.2016.634114
Sagnelli D, Hebelstrup KH, Leroy E, Rolland-sabaté A (2017) Plant-crafted starches for bioplastics production. Carbohydr Polym 152:398–408. https://doi.org/10.1016/j.carbpol.2016.07.039
Sahari J, Sapuan SM (2011) Natural fibre reinforced biodegradable polymer composites. Rev Adv Mater Sci 30:166–174
Saini JK, Saini R, Tewari L (2015) Lignocellulosic agriculture wastes as biomass feedstocks for second-generation bioethanol production: concepts and recent developments. Biotechnology 5:337–353
Salama A, El-Sakhawy M, Kamel S (2016) Carboxymethyl cellulose based hybrid material for sustained release of protein drugs. Int J Biol Macromol 93:1647–1652. https://doi.org/10.1016/j.ijbiomac.2016.04.029
Sánchez ÓJ, Cardona CA (2008) Trends in biotechnological production of fuel ethanol from different feedstocks. Biores Technol 99:5270–5295
Sanyang ML, Sapuan SM, Jawaid M et al (2016) Effect of plasticizer type and concentration on physical properties of biodegradable films based on sugar palm (Arenga pinnata) starch for food packaging. J Food Sci Technol 53:326–336. https://doi.org/10.1007/s13197-015-2009-7
Schreiner M, Lopes G (2014) Polyhydroxyalkanoate biosynthesis and simultaneous remotion of organic inhibitors from sugarcane bagasse hydrolysate by Burkholderia sp. J Ind Microbiol Biotechnol 41:1353–1363. https://doi.org/10.1007/s10295-014-1485-5
Schutyser W, Renders T, Van Den Bosch S et al (2018) Chemicals from lignin: an interplay of lignocellulose fractionation, depolymerisation, and upgrading. Chem Soc Rev 47:852–908
Sharma KH, Xu C, Qin W (2017) Biological pretreatment of lignocellulosic biomass for biofuels and bioproducts: an overview. Waste Biomass Valoriz 59:1–17. https://doi.org/10.1007/s12649-017-0059-y
Shirai MA, Grossmann MVE, Mali S et al (2013) Development of biodegradable flexible films of starch and poly(lactic acid) plasticized with adipate or citrate esters. Carbohyd Polym 92:19–22. https://doi.org/10.1016/j.carbpol.2012.09.038
Silverstein RA, Chen Y, Sharma-Shivappa RR et al (2007) A comparison of chemical pretreatment methods for improving saccharification of cotton stalks. Biores Technol 98:3000–3011. https://doi.org/10.1016/j.biortech.2006.10.022
Simangunsong DI, Hutapea THA, Lee HW, Ahn JO (2018) The effect of nanocrystalline cellulose (NCC) filler on polylactic acid (PLA) nanocomposite properties. J Eng Technol Sci 50:578–587. https://doi.org/10.5614/j.eng.technol.sci.2018.50.4.9
Sindhu R, Gnansounou E, Binod P, Pandey A (2016) Bioconversion of sugarcane crop residue for value added products: an overview. Renew Energy. https://doi.org/10.1016/j.renene.2016.02.057
Sindhu R, Kuttiraja M, Binod P et al (2014) Physicochemical characterization of alkali pretreated sugarcane tops and optimization of enzymatic sacchari fi cation using response surface methodology. Renew Energy 62:362–368. https://doi.org/10.1016/j.renene.2013.07.041
Sindhu R, Silviya N, Binod P, Pandey A (2013) Pentose-rich hydrolysate from acid pretreated rice straw as a carbon source for the production of poly-3-hydroxybutyrate. Biochem Eng J 78:67–72. https://doi.org/10.1016/j.bej.2012.12.015
Singh P, Sulaiman O, Hashim R (2010) Biopulping of lignocellulosic material using different fungal species: a review. Rev Environ Sci Biotechnol 9:141–151. https://doi.org/10.1007/s11157-010-9200-0
Sinner M, Puls J, Dietrichs H (1979) Carbohydrate composition of nut shells and some other agricultural residues. Starch Stärke 31:267–269. https://doi.org/10.1002/star.19790310807
Siracusa V, Rocculi P, Romani S, Rosa MD (2008) Biodegradable polymers for food packaging: a review. Trends Food Sci Technol 19:634–643. https://doi.org/10.1016/J.TIFS.2008.07.003
Song H, Li H, Seo J et al (2009) Pilot-scale production of bacterial cellulose by a spherical type bubble column bioreactor using saccharified food wastes. Korean J Chem Eng 26:141–146
Takeda Y, Tobimatsu Y, Yamamura M et al (2019) Comparative evaluations of lignocellulose reactivity and usability in transgenic rice plants with altered lignin composition. J Wood Sci 65:6. https://doi.org/10.1186/s10086-019-1784-6
Tandon G (2016) Bioproducts from residual lignocellulosic biomass. In: Bioproducts from agrowastes, pp 52–76
Taraballi F, Wang S, Li J et al (2012) Understanding the nano-topography changes and cellular influences resulting from the surface adsorption of human hair keratins. 1–7. https://doi.org/10.1002/adhm.201200043
Teresa CM, Manuela MR, M MM DDAMCM (2018) Marine algal carbohydrates as carbon sources for the production of biochemicals and biomaterials. Biotechnol Adv 36:798–817. https://doi.org/10.1016/j.biotechadv.2018.02.006
Thomas MS, Koshy RR, Mary SK et al (2019) Starch, chitin and chitosan based composites and nanocomposites
Thompson RC, Moore CJ, vom Saal FS, Swan SH (2009) Plastics, the environment and human health: current consensus and future trends. Philos Trans R Soc Lond Ser B Biol Sci 364:2153–2166. https://doi.org/10.1098/rstb.2009.0053
Tran MH, Lee EY (2019) Green preparation of bioplastics based on degradation and chemical modification of lignin residue. J Wood Chem Technol 38:460–478. https://doi.org/10.1080/02773813.2018.1533978
Tsang YF, Kumar V, Samadar P et al (2019) Production of bioplastic through food waste valorization. Environ Int 127:625–644. https://doi.org/10.1016/j.envint.2019.03.076
Vilarinho F, Sanches-silva A, Vaz MF, Farinha JP (2017) Nanocellulose: a benefit for green food packaging. 8398. https://doi.org/10.1080/10408398.2016.1270254
Wan C, Zhou Y, Li Y (2011) Liquid hot water and alkaline pretreatment of soybean straw for improving cellulose digestibility. Biores Technol 102:6254–6259. https://doi.org/10.1016/j.biortech.2011.02.075
Wang S, Lin H, Zhang L et al (2016) Structural characterization and pyrolysis behavior of cellulose and hemicellulose isolated from softwood Pinus armandii Franch. Energy Fuels 30:5721–5728. https://doi.org/10.1021/acs.energyfuels.6b00650
Wang YS, Byrd CS, Barlaz MA (1994) Anaerobic biodegradability of cellulose and hemicellulose in excavated refuse samples using a biochemical methane potential assay. J Ind Microbiol 13:147–153. https://doi.org/10.1007/BF01583999
Wischral D, Arias JM, Modesto LF et al (2019) Lactic acid production from sugarcane bagasse hydrolysates by Lactobacillus pentosus: integrating xylose and glucose fermentation. Biotechnol Prog 35:2718. https://doi.org/10.1002/btpr.2718
Wu C, Huang X, Wang G et al (2012) Hyperbranched-polymer functionalization of graphene sheets for enhanced mechanical and dielectric properties of polyurethane composites. J Mater Chem 22:7010–7019. https://doi.org/10.1039/c2jm16901k
Wypych G (2018) Functional fillers–renewable and recycling. In: Functional fillers. Elsevier, pp 181–195
Xiao C, Anderson CT (2013) Roles of pectin in biomass yield and processing for biofuels. Front Plant Sci 4
Xue Y, Mou Z, Xiao H (2017) Nanocellulose as sustainable biomass material: structure, properties, present status and future prospects in biomedical applications. Nanoscale 9:14758–14781. https://doi.org/10.1039/C7NR04994C
Yang H, Yan R, Chen H et al (2007) Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 86:1781–1788. https://doi.org/10.1016/j.fuel.2006.12.013
Yang J, Ching YC, Chuah CH (2019a) Applications of lignocellulosic fibers and lignin in bioplastics: a review. Polymers 11:751–777. https://doi.org/10.3390/polym11050751
Yang J, Ching YC, Chuah CH (2019b) Applications of lignocellulosic fibers and lignin in bioplastics: a review. Polymers 11:751–277
Yang S (2007) Bioprocessing for value-added products from renewable resources. New technologies and applications
Ying Y, Teong K, Nadiah W et al (2016) The world availability of non-wood lignocellulosic biomass for the production of cellulosic ethanol and potential pretreatments for the enhancement of enzymatic saccharification. Renew Sustain Energy Rev 60:155–172. https://doi.org/10.1016/j.rser.2016.01.072
Yoo Y, Youngblood JP (2016) Green one-pot synthesis of surface hydrophobized cellulose nanocrystals in aqueous medium green one-pot synthesis of surface hydrophobized cellulose nanocrystals in aqueous medium. ACS Sustain Chem Eng 5:1–48. https://doi.org/10.1021/acssuschemeng.6b00781
Yue Y, Wang X, Han J et al (2019) Effects of nanocellulose on sodium alginate/polyacrylamide hydrogel: mechanical properties and adsorption-desorption capacities. Carbohydr Polym 206:289–301. https://doi.org/10.1016/j.carbpol.2018.10.105
Zhang BT, Wang W, Zhang D et al (2010) Biotemplated synthesis of gold nanoparticle- bacteria cellulose nanofiber nanocomposites and their application. Biosensing. 1152–1160. https://doi.org/10.1002/adfm.200902104
Zhang Y, Kumar A, Hardwidge PR et al (2016) D-lactic acid production from renewable lignocellulosic biomass via genetically modified Lactobacillus plantarum. Biotechnol Prog 32:271–278. https://doi.org/10.1002/btpr.2212
Zhang Y, Liu Y, Wang X et al (2014) Porous graphene oxide/carboxymethyl cellulose monoliths, with high metal ion adsorption. Carbohydr Polym 101:392–400
Zhang Y, Sun W, Wang H, Geng A (2013) Bioresource technology polyhydroxybutyrate production from oil palm empty fruit bunch using Bacillus megaterium R11. Biores Technol 147:307–314. https://doi.org/10.1016/j.biortech.2013.08.029
Zhu H, Jia S, Wan T et al (2011) Biosynthesis of spherical Fe3O4/bacterial cellulose nanocomposites as adsorbents for heavy metal ions. Carbohydr Polym 86:1558–1564. https://doi.org/10.1016/j.carbpol.2011.06.061
Acknowledgements
Reshmy R and Raveendran Sindhu acknowledge Department of Science and Technology for sanctioning a project under DST WOS B scheme. Aravind Madhavan acknowledges Department of Health Research, Ministry of Health and Family Welfare for sanctioning a project under Young Scientist Scheme. Ranjna Sirohi acknowledges CSIR for providing fellowship under direct SRF scheme bearing the Grant No. 09/171(0136)/19.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declared that they have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Reshmy, R., Thomas, D., Philip, E. et al. Bioplastic production from renewable lignocellulosic feedstocks: a review. Rev Environ Sci Biotechnol 20, 167–187 (2021). https://doi.org/10.1007/s11157-021-09565-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11157-021-09565-1