
Abstract
A novel environmentally friendly flame-retardant compound, diethyl 3-(triethoxysilanepropyl) phosphoramidate (DTP) was synthesized via a simple one-step procedure with good yield and characterized by FT-IR and 1H-NMR, 31P-NMR and 29Si-NMR. The synthesized compound was coated onto cotton fabrics with different levels of add-ons (5–17 mass%) using the traditional pad-dry-cure method. SEM and XPS were conducted to characterize the surfaces of the coated cotton fabrics. The XPS results showed that DTP was attached to cotton through covalent bond. Cone calorimeter test showed that the cotton fabric treated with DTP became less flammable due to the lower HRR, THR and CO2/CO ratio. The modified cotton fabrics exhibited efficient flame retardancy, which was evidenced by limiting oxygen index (LOI) and vertical flammability test. Cotton fabrics treated with DTP in 5–17 mass% add-ons had high LOI values of 23–32%. Thermogravimetric analysis results show that the usage of DTP promotes degradation of the cotton fabrics and catalyzes its char formation.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Over the past several decades, a variety of organic flame retardants has been developed to reduce the inflammability of various products, especially in textiles. Cotton is one of the most widely used textiles in the world, but the inflammability largely limits its application in some fields. Therefore, it is necessary to improve the inflammability of cotton fabrics with flame-retardant treatment. In the past, the traditional halogenated compound is one of the widely used flame retardants in the world, and most of their products are used for commercial purpose. However, they were gradually restricted due to the release of toxic gases and corrosive smoke during combustion [1–5]. The development of nonhalogenated flame retardants becomes a crucial and emergent issue. In recent years, phosphorus- and nitrogen-containing flame retardants have attracted much attention because they have a wide range of thermal and chemical stabilities [6–8]. In addition, they can strengthen the thermal and flame-retardant properties [6], and their synergism has been demonstrated in the previous studies [9, 10].
Phosphorus-containing compounds are considered to be the most effective flame retardants in the gas and condensed phases [11]. During combustion, phosphorus-containing parts act as an acid source which promotes the char formation in the condensed phase by promoting the dehydration of the substrate [12]. Phosphorus-containing parts are converted to phosphoric acid during the primary thermal degradation. Further thermal degradation results in the formation of nonvolatile polyphosphoric acid which could react with the decomposing polymer by esterification and dehydration to facilitate the formation of char residues [13]. The gas phase mechanism prevails in most thermoplastics and nonoxygenated thermoset polymers. Phosphorus-containing compounds release radicals during combustion, and these radicals can interact with hydrogen radical and hydroxyl radical to slow down the process of chain reaction [11]. However, flame retardants only containing phosphorus rarely provide acceptable flame-retardant property to polymers to meet the practical requirement. To solve this problem and further increase the flame retardancy, the phosphorus-containing compounds are used with some nitrogen- and silicon- containing flame retardants due to their synergistic effect. The nitrogen-containing compounds are typically used as a gas source and produce nontoxic and nonflammable gases at high temperature which can dilute the oxygen concentration near the flame and form a protective layer when heating [14, 15]. The silicon-containing compounds are considered to be one of the environmentally friendly flame retardants. Silicon-containing parts are transformed into silica carbon with high thermal stability during fire [16]. Silica carbon could form a silica layer and protect the char residues from further thermal decomposition and oxidation [2, 17]. The proposed synergistic effect of phosphorus–nitrogen–silicon-containing compounds is that phosphorus guarantees the formation of char residue, nitrogen forms the protective char and silicon enhances the thermal stability of the char residue during combustion [18, 19]. Gao et al. [20] synthesized a novel organic phosphorus-based flame retardant (AHDTMPA) which reacted with cotton fabrics to form P–O–C covalent bonds. The treated cotton exhibited good flame retardancy. Alongi et al. [21–23] and Leistner et al. [24] exploited the sol–gel processes and layer by layer assembly to enhance the flame retardancy of cotton or polyester–cotton blends. Each has an expected consequence.
In this paper, a novel phosphorus–nitrogen–silicon-containing flame retardant (DTP) was designed and synthesized via substituted nucleophilic reaction. The flame retardant was coated onto cellulose to produce flame-resistant cotton fabrics. The treated cotton fabrics were characterized by SEM and XPS. Thermogravimetric analysis was conducted to analyze the thermal property of the coated cotton fabrics. The flame retardancy of the treated cotton fabrics was determined by the LOI and vertical flammability test. The results showed that DTP-coated cotton exhibited high flame-retardant efficiency and the synergistic effect exists among the phosphorus, nitrogen and silicon.
Experimental
Materials
The scoured and bleached cotton fabric (133 × 72/40s × 40s) was purchased from Zhejiang Guandong Textile Dyeing Garment Co., Ltd. γ-Aminopropyl triethoxysilane and diethyl chlorophosphate were obtained from the J&K Chemical Co., Ltd and Aladdin Industrial Co., Ltd, respectively. Other chemicals were from Sinopharm Chemical Reagent Co., Ltd. All the chemicals were reagent grade and used without further purification.
Synthesis of diethyl 3-(triethoxysilanepropyl) phosphoramidate (DTP)
Diethyl 3-(triethoxysilanepropyl) phosphoramidate (DTP) was prepared in one step through the substituted nucleophilic reaction (Scheme 1). Diethyl chlorophosphate (0.1 mol) was added into a 500-mL three-neck round-bottom flask with 200 mL ethyl acetate, and the temperature was kept at 0–5 °C. A solution of γ-aminopropyl triethoxysilane (0.13 mol) in 50 mL ethyl acetate was added dropwise within 30 min under nitrogen atmosphere. Triethylamine (0.1 mol) was added as acid-binding agent. The mixture was refluxed for 12 h after temperature increased to 85 °C. Yellow oil was obtained with the yield of 82.6% after filtration and evaporation of solvent. Then, DTP was characterized by FT-IR and 1H-NMR, 31P-NMR and 28Si-NMR.

Synthesis of diethyl 3-(triethoxysilanepropyl) phosphoramidate (DTP)
The Fourier transform infrared spectroscopy (FT-IR) analysis was carried out using a NICOLET 10 FT-IR spectrometer (Nicolet Instrument Corporation, Madison, WI) with the scanning number of 500–4000 cm−1. NMR spectra were recorded on an AVANCE III 400 MHz Digital NMR spectrometer (Bruker AXS GmbH, Germany) using DMSO as the solvent. 1H NMR (400 MHz, DMSO): δ (ppm): 0.61 (2H); 1.23 (6H); 1.34 (9H); 1.61 (2H); 2.88 (2H); 3.67 (1H); 3.79 (4H); 4.06 (6H); 31P NMR (162 MHz, DMSO): δ (ppm): 10.04; 29Si NMR (79 MHz, DMSO): δ (ppm): −59.13.
Fabric treatment
The synthesized compound was dissolved in 30% aqueous ethanol at different concentrations. Cotton samples were soaked in the coating solution until thorough wetting, padded with wet pickup of 100%, dried at 100 °C for 5 min and cured at 150 °C for 90 s. The treated cotton fabrics were soaked in 0.5% detergent solution for 15 min, washed with distilled water and dried at ambient temperature.
The capable routes during the fabric treatment are shown in Scheme 2. The cotton fabrics were weighed before and after treatment to obtain add-on percent using Eq. (1).

Routes during the fabric treatment
Thermogravimetric analysis
Thermogravimetric analysis was conducted under nitrogen with ramping conditions from 25 to 600 °C at a rate of 10 °C min−1. The mass of the samples was in the range of 9–11 mg. The onset of degradation and char contents at 600 °C were obtained from TG curves.
Limiting oxygen index (LOI) and vertical flammability test
The flame retardancy of the samples was measured by LOI according to the standard oxygen index test GB/T 5454-1997. LOI denotes the lowest volume concentration of oxygen sustaining candle burning of materials in a mixture of oxygen and nitrogen. Vertical flammability test was conducted on vertical flammability model YG815 instrument with strips of fabrics (30 cm × 8 cm) according to GB/T 2406-93.
Cone calorimetry test
Cone calorimetry test was employed to investigate the combustion behavior of square samples (100 mm × 100 mm) under an irradiative heat flow of 35 kW m−2 in horizontal configuration according to the standard international testing method ISO 5660.
Results and discussion
FT-IR spectra characterization of DTP
Figure 1 shows the FTIR spectra of diethyl 3-(triethoxysilanepropyl) phosphoramidate, γ-aminopropyl triethoxysilane and diethyl chlorophosphate. The NH group stretching appeared at 3229 cm−1 (Fig. 1a), and its stretching and deformation vibrations are barely affected by the presence of the phosphorus atom. The absorption band of the P=O stretches are shown at 1230 and 1189 cm−1 [8]. The first absorption represents the P=O frequency with two O-alkyl groups and NHR group attached. The second absorption is attributed to the stretching bands of hydrogen bond between P=O and neighboring NH [25]. The absorption band near 1000–953 cm−1 is assigned to the P–O-ethyl [8]. The peak at 1028 cm−1 corresponds to the Si–O vibration. The new peak at 780 cm−1 is attributed to the P–N group.

FTIR spectra of diethyl 3-(triethoxysilanepropyl) phosphoramidate (a), γ-aminopropyl triethoxysilane (b) and diethyl chlorophosphate (c)
SEM and XPS analysis
SEM micrographs of cotton and DTP-coated cotton fabrics are shown in Fig. 2. It can be seen that the surfaces of the uncoated cotton fibers are smooth, and the cotton fibers treated with DTP have uneven coverage which provides evidence that DTP was attached onto fibers.

SEM micrographs of cotton fabric (a, ×3000) and cotton fabric treated with DTP (b, ×3000)
In order to determine the surface composition and chemical states of the cotton treated with DTP, the samples were characterized by XPS. The results are shown in Fig. 3. For the untreated cotton (Fig. 3a), two elements were detected which corresponded to C 1s (283 eV) and O 1s (531 eV), respectively. The XPS survey of the treated cotton exhibited new peak at 108.4, 139.4 and 408.4 eV, which were assigned to Si 2p, P 2p and N 1s, respectively. In Fig. 3b, the peak of Si 2p was divided into two peaks at 101.8 and 102.6 eV. The binding energy ranges of the chemical species Si–O–C and Si–O–Si were 101–102 and 103–104 eV, respectively [26]. The peak at 101.8 eV was assigned to the chemical species Si–O–C, which demonstrated the formation of covalent bond between cotton and DTP.

XPS spectra of cotton and the treated cotton (a), and high resolution spectra of Si 2p (b)
Thermal properties
The thermal degradation data were obtained under nitrogen atmosphere. TG analysis provides information about degradation mechanism and thermal stability by measuring mass loss of samples as a function of temperature. The experimental TG and DTG curves of cotton and the coated cotton fabrics under nitrogen atmosphere are shown in Fig. 4. Thermogravimetric data of the cotton and treated cotton fabrics in nitrogen are shown in Table 1. Untreated cotton fabric showed the onset of degradation (5% mass loss) at 304 °C, and obtained 11% char yield of the mass at 600 °C. While the onset of the degradation of cotton fabric treated with DTP was 256 °C, and provided char yield of 43% at 600 °C. It is reported that thermal decomposition of cotton produced volatiles including combustible and noncombustible species at 350 °C [27], and phosphorus additives lowered the onset temperature of the second stage of the treated cellulose by 50–150 °C [22, 28]. The reason is that the phosphorus content may accelerate the process of fabric degradation. When the treated fabrics are heated and ignited, the phosphorus-containing flame retardants decompose to form the phosphoric acid which is able to acid-catalyze the dehydration by phosphorylating the C(6) primary hydroxyl groups of cellulose and inhibiting the C(6)–C(1) intramolecular rearrangement which produces levoglucosan and promotes the char formation [29]. The protective and continuous carbon layer from the decomposition resists the transport of mass and heat. In the meanwhile, the nitrogen-containing compounds produced amino gases which can dilute the concentration of the oxygen near the flame. The gases could form the protective layer while heating. The formed char layers serve as superior protective barriers to the main material against flame and heat [30]. The silicon dioxide formed by the silicon-containing compounds during fire is not ignited, and can be fixed in the materials [17]. In addition, it was reported that silicon usually immigrated to the surface of the char as char enhancer [2, 31]. Therefore, DTP exhibits good flame retardancy due to the synergistic effect among phosphorus, nitrogen and silicon.

TG (a) and DTG (b) curves of cotton and the treated cotton fabric under nitrogen atmosphere
Flame-retardant performance
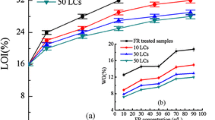
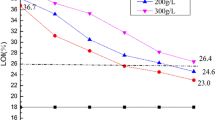
LOI and vertical flammability tests were used to evaluate the flame-retardant properties of the treated fabrics with different add-ons. The after-flame time and char length are recorded in the vertical flammability test. LOI is the minimum percent of oxygen which is required to sustain a candle-like flame when a sample is burned in an atmosphere of nitrogen and oxygen. Figure 5 shows the images taken after the vertical flammability test, and Table 2 summarizes the test results for the treated samples. There was no occurrence of after-flame or after-glow burning upon the removal of the fire for the treated samples with add-ons at 15 and 17 mass%. The corresponding char lengths were 13.4 and 10.1 cm, respectively (Table 2), which is within the required maximum char length 10.0–15.0 cm in order to pass a vertical flammability test[22]. The samples with 5 and 10 mass% add-ons, which had after-flame burning of less than 20 s and char length of more than 20 cm, had poor flame retardance.

Vertical flammability test results of cotton and the treated fabrics
Textiles are thought to be flammable when LOI is below 21% and are considered to be flame retardant when LOI are 26–28% [32]. The LOI values for all samples are shown in Table 2. It can be seen that the samples with 5 and 17 mass% add-ons have LOI values of 23.6 and 31.3%, respectively. Cotton fabrics treated with DTP are considered to be self-extinguishing except for the 5 and 10 mass% add-ons which are classified as slow burning[22, 33]. Based on LOI and vertical flammability test results, it can be concluded that DTP acts as a good flame retardant applied on cotton fabric at the level of 15–17 mass% add-ons.
Cone calorimetry test
In order to investigate the combustion properties of the treated cotton fabrics with DTP, cone calorimeter test was conducted. Figure 6 shows the curves of heat release rate (HRR) and total heat release (THR) of cotton and the treated cotton. Untreated cotton has faster HRR than the treated cotton (Fig. 6a). Peak of heat release rate (pHRR) of pure cotton is 178 kW m−2, and pHRR of treated cotton fabric is 113 kW m−2 which is 37% lower than that of pure cotton. THR of the treated cotton fabric (1.61 MJ m−2 in 300 s) is also lower than that of pure cotton fabric (1.96 MJ m−2 in 300 s) (Fig. 6b). The reduction in THR is associated with the formation of char layer which can provide protection to cotton fabric [34, 35]. It is reported that CO2/CO ratios play an important role on the combustion of materials, and lower CO2/CO ratios mean inefficiency of combustion [34]. The ratio of the treated cotton fabric is lower than that of pure cotton fabric in Table 3.

Heat release rate curves (a) and total heat release curves (b) of cotton and the cotton treated with DTP after cone calorimeter test
Conclusions
A novel reactive flame-retardant DTP containing phosphorus, nitrogen and silicon was successfully synthesized by the substituted nucleophilic reaction and characterized by FT-IR and 1H-NMR, 31P-NMR and 29Si-NMR. DTP was coated onto cotton fabrics with the traditional pad-dry-cure method. The XPS results indicated that DTP was attached to the cotton fabrics via covalent bond. The combustion properties were investigated by cone calorimeter test. The results showed that the treated cotton fabric with DTP generated less combustion heat and obtained better flame retardancy proved with the decrease in HRR, THR and CO2/CO ratio. According to the LOI and vertical flammability tests, it was found that the samples with more than 15 mass% add-ons had char length of less than 15 cm and LOI of more than 28%, which showed good flame retardancy. The modified cotton fabric degraded at lower temperature and produced higher char yields at 600 °C in nitrogen atmosphere by TG compared with that of pristine cotton fabric. The char formed during the degradation of DTP makes a significant contribution to the enhancement of the flame retardancy of cotton fabrics. As demonstrated by TG, DTP could significantly improve the thermal properties of cotton.
References
Ding L, Song R, Li B. An easy-to-obtain silicone-containing flame retardant and its effects on the combustion of polycarbonate. J Appl Polym Sci. 2012;126:1489–96.
Qian X, Song L, Bihe Y, Yu B, Shi Y, Hu Y, Yuen RKK. Organic/inorganic flame retardants containing phosphorus, nitrogen and silicon: preparation and their performance on the flame retardancy of epoxy resins as a novel intumescent flame retardant system. Mater Chem Phys. 2014;143:1243–52.
Tai Q, Song L, Lv X, Lu H, Hu Y, Yuen RKK. Flame-retarded polystyrene with phosphorus- and nitrogen-containing oligomer: preparation and thermal properties. J Appl Polym Sci. 2012;123:770–8.
Yuan D, Yin H, Cai X. Effect of a novel flame retardant containing silicon and nitrogen on the thermal stability and flame retardancy of polycarbonate. J Therm Anal Calorim. 2013;111:1531–7.
Dong C, Lu Z, Zhu P, Zhang F, Zhang X. Combustion behaviors of cotton fabrics treated by a novel guanidyl- and phosphorus-containing polysiloxane flame retardant. J Therm Anal Calorim. 2014;119:349–57.
Sun S, He Y, Wang X, Wu D. Flammability characteristics and performance of halogen-free flame-retarded polyoxymethylene based on phosphorus–nitrogen synergistic effects. J Appl Polym Sci. 2010;118:611–22.
Jiang W, Jin FL, Park SJ. Synthesis of a novel phosphorus-nitrogen-containing intumescent flame retardant and its application to fabrics. J Ind Eng Chem. 2015;27:40–3.
Nguyen TMD, Chang S, Condon B, Uchimiya M, Fortier C. Development of an environmentally friendly halogen-free phosphorus–nitrogen bond flame retardant for cotton fabrics. Polym Adv Technol. 2012;23:1555–63.
Gaan S, Sun G, Hutches K, Engelhard MH. Effect of nitrogen additives on flame retardant action of tributyl phosphate: phosphorus–nitrogen synergism. Polym Degrad Stab. 2008;93:99–108.
Leu TS, Wang CS. Synergistic effect of a phosphorus–nitrogen flame retardant on engineering plastics. J Appl Polym Sci. 2004;92:410–7.
Kilinc M, Cakal GO, Bayram G, Eroglu I, Özkar S. Flame retardancy and mechanical properties of pet-based composites containing phosphorus and boron-based additives. J Appl Polym Sci. 2015;132:0021–8995.
Jiang SH, Shi YQ, Qian XD, Zhou KQ, Xu HY, Lo SM, Gui Z, Hu Y. Synthesis of a novel phosphorus- and nitrogen-containing acrylate and its performance as an intumescent flame retardant for epoxy acrylate. Ind Eng Chem Res. 2013;52:17442–50.
Wang GA, Cheng WM, Tu YL, Wang CC, Chen CY. Characterizations of a new flame-retardant polymer. Polym Degrad Stab. 2006;91:3344–53.
Chen XY, Chen JW, Qiao XL, Wang DG, Cai XY. Performance of nano-Co3O4/peroxymonosulfate system: kinetics and mechanism study using Acid Orange 7 as a model compound. Appl Catal B-Environ. 2008;80:116–21.
Kandola BK, Horrocks AR. Complex char formation in flame-retarded fibre-intumescent combinations. 2. Thermal analytical studies. Polym Degrad Stab. 1996;54:289–303.
Chen J, Liu S, Zhao J. Synthesis, application and flame retardancy mechanism of a novel flame retardant containing silicon and caged bicyclic phosphate for polyamide 6. Polym Degrad Stab. 2011;96:1508–15.
Li Q, Jiang P, Su Z, Wei P, Wang G, Tang X. Synergistic effect of phosphorus, nitrogen, and silicon on flame-retardant properties and char yield in polypropylene. J Appl Polym Sci. 2005;96:854–60.
Hsiue GH, Liu YL, Tsiao J. Phosphorus-containing epoxy resins for flame retardancy V: synergistic effect of phosphorus–silicon on flame retardancy. J Appl Polym Sci. 2000;78(1):1–7.
Ebdon JR, Hunt BJ, Jones MS, Thorpe FG. Chemical modification of polymers to improve flame retardance. 2. The influence of silicon-containing groups. Polym Degrad Stab. 1996;54:395–400.
Gao WW, Zhang GX, Zhang FX. Enhancement of flame retardancy of cotton fabrics by grafting a novel organic phosphorous-based flame retardant. Cellulose. 2015;22:2787–96.
Alongi J, Carosio F, Malucelli G. Layer by layer complex architectures based on ammonium polyphosphate, chitosan and silica on polyester-cotton blends: flammability and combustion behaviour. Cellulose. 2012;19:1041–50.
Alongi J, Colleoni C, Rosace G, Malucelli G. Phosphorus- and nitrogen-doped silica coatings for enhancing the flame retardancy of cotton: synergisms or additive effects? Polym Degrad Stab. 2013;98:579–89.
Alongi J, Colleoni C, Rosace G, Malucelli G. Sol–gel derived architectures for enhancing cotton flame retardancy: effect of pure and phosphorus-doped silica phases. Polym Degrad Stab. 2014;99:92–8.
Leistner M, Abu-Odeh AA, Rohmer SC, Grunlan JC. Water-based chitosan/melamine polyphosphate multilayer nanocoating that extinguishes fire on polyester-cotton fabric. Carbohyd Polym. 2015;130:227–32.
Thompson HW, Bellamy LJ, The infra-red spectra of complex molecules: Methuen and Co., London, price 35s. Spectrochim Acta. 1955;7:250.
Bastarrachea LJ, Goddard JM. Development of antimicrobial stainless steel via surface modification with N-halamines: characterization of surface chemistry and N-halamine chlorination. J Appl Polym Sci. 2013;127:821–31.
Nguyen TM, Chang S, Condon B. The comparison of differences in flammability and thermal degradation between cotton fabrics treated with phosphoramidate derivatives. Polym Adv Technol. 2014;25:665–72.
Faroq AA, Price D, Milnes GJ, Horrocks AR. 18th annual meeting of the UK polymer degradation discussion group thermogravimetric analysis study of the mechanism of pyrolysis of untreated and flame retardant treated cotton fabrics under a continuous flow of nitrogen. Polym Degrad Stab. 1994;44:323–33.
Nguyen TM, Chang S, Condon B, Slopek R, Graves E, Yoshioka-Tarver M. Structural effect of phosphoramidate derivatives on the thermal and flame retardant behaviors of treated cotton cellulose. Ind Eng Chem Res. 2013;52:4715–24.
Holdsworth AF, Horrocks AR, Kandola BK, Price D. The potential of metal oxalates as novel flame retardants and synergists for engineering polymers. Polym Degrad Stab. 2014;110:290–7.
Chen Y, Zhan J, Zhang P, Nie S, Lu H, Song L, Hu Y. Preparation of intumescent flame retardant poly(butylene succinate) using fumed silica as synergistic agent. Ind Eng Chem Res. 2010;49:8200–8.
Chang S, Condon B, Graves E, Uchimiya M, Fortier C, Easson M, Wakelyn P. Flame retardant properties of triazine phosphonates derivative with cotton fabric. Fiber Polym. 2011;12:334–9.
Nguyen TM, Chang S, Condon B, Slopek R. Synthesis of a novel flame retardant containing phosphorus-nitrogen and its comparison for cotton fabric. Fiber Polym. 2012;13:963–70.
Dong C, Lu Z, Zhang F, Zhu P, Wang P, Che Y, Sui S. Combustion behaviors of cotton fabrics treated by a novel nitrogen- and phosphorus-containing polysiloxane flame retardant. J Therm Anal Calorim. 2016;123(1):535–44.
Jiang D, Sun C, Zhou Y, Wang H, Yan X, He Q, Guo J, Guo Z. Enhanced flame retardancy of cotton fabrics with a novel intumescent flame-retardant finishing system. Fiber Polym. 2015;16(2):388–96.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zhou, L., Liang, Z., Li, R. et al. Flame-retardant treatment of cotton fabric with organophosphorus derivative containing nitrogen and silicon. J Therm Anal Calorim 128, 653–660 (2017). https://doi.org/10.1007/s10973-016-5949-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-016-5949-x