
Abstract
A novel flame-retardant agent, nitrogen- and phosphorus-containing polysiloxane [(IB-co-N-MDPA)PDMS] was synthesized, and it was employed on cotton fabrics. Cone calorimeter testing showed that the treated cotton fabric with (IB-co-N-MDPA)PDMS became less flammable with longer time to ignition and lower value of HRR, THR, EHC and mass loss. Thermogravimetric analysis demonstrated that (IB-co-N-MDPA)PDMS improved the thermal and thermo-oxidative stability of cotton fabric with fewer flammable volatiles, and more char is produced during combustion. Scanning electron microscopy showed that the surface of treated cotton fabric after combustion was covered by a compact char layer which indicated that (IB-co-N-MDPA)PDMS favored the formation of char as evidenced by the FTIR of residues. Furthermore, EDS analysis results demonstrated that the concurrent presence of Si and P in flame retardant effectively enhance the flame retardancy of cotton fabric with the remarkable amount of Si and P elements that were still present on the surface of fibers after combustion.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Cotton, as a kind of natural resource, has been the most versatile material for clothing, house furnishing, and many industrial and military goods, due to its superior water absorbance and breathability [1, 2]. However, one foremost defect of cotton is its high flammability which can lead to fire disaster and bring damage to lives and properties of human beings [3, 4]. Therefore, conferring a flame-retardant behavior to cotton fabrics has been an essential and challenging issue in textile industry and attracting more attention than ever before due to strict safety requirements [5–7].
Application of flame retardant is the most commonly used method to inhibit the flammability of cotton fabrics. Halogenated compounds containing chlorine and bromine have been developed as effective flame retardants for cotton fabrics attributed to their excellent inhibiting effect. Nevertheless, many countries and regions all over the world have restricted or completely phased out the employment of halogen-based flame retardants because they generate toxic gases [8, 9]. Consequently, researches for alternatives have been motivated, and new environmentally acceptable alternatives have been synthesized both at academic and industrial levels [10–13].
Organophosphorus compounds, especially the major industrial compounds known as Proban and Pyrovatex, have been established as excellent flame retardants because they have positive effects on flame-retardant properties of cotton fabrics [14]. These flame retardants can phosphorylate C(6) of the glucose monomer, inhibiting the formation of levoglucosan and promoting the dehydration process, which accelerate the formation of an inorganic carbonaceous fire residue [15]. The residual char acts as a protection layer blocking the transportation of heat. Furthermore, the phosphorous–nitrogen systems have attracted much attention due to synergistic effect of P–N rendering better flame retardancy to cotton fabrics [16].
Recently, silicone-based compounds have been proposed as promising new flame retardants for cotton fabrics. These flame retardants possess good thermal stability, low fire hazard, and biological compatibility [17, 18]. It is elucidated that these compounds produce siliceous char layer which delays the spread of fire and causes a remarkably larger reduction in materials’ flammability during combustion [19, 20], especially coupled with other flame-retardant elements [18, 21–24]. Therefore, silicone-based compounds have great potential as flame inhibitors for cotton fabrics, and it is of interest to develop eco-friendly new flame retardants containing Si, P, and N elements [25, 26].
In this study, a novel flame-retardant agent, nitrogen- and phosphorus-containing polysiloxane [(IB-co-N-MDPA)PDMS] was prepared, and it could be combined to cotton fabrics with covalent bond due to the activity group. The combustion properties of treated cotton fabric were evaluated by cone calorimeter. The thermal decomposition behavior of cotton fabrics was investigated by thermogravimetric (TG) analysis. In addition, morphologies and structure of the residues were investigated by scanning electron microscopy (SEM) and Fourier transform infrared (FTIR). Furthermore, the composition of elementals conferring flame retardancy to cotton fabrics was analyzed using energy-dispersive X-ray spectrometer (EDS).
Experimental
Materials
Scoured and bleached 100 % plain woven cotton fabric (14.75tex × 14.75tex, 122 g m−2) was supplied by Weifang Qirong Textiles Co., Ltd.
Poly(4-iodobutoxy) methylsiloxane was self-made in our laboratory. N-methylo-l 3-(dimethoxy dibenzyloxyphosphoiyl) acrylic amide was supplied by Yixing Xingfeng Chemical Factory (China). Sodium hydroxide was purchased from Tianjin Bodi Chemical Co., Ltd (China).
Preparation of (IB-co-N-MDPA)PDMS
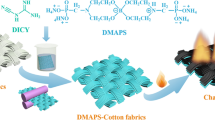
(IB-co-N-MDPA)PDMS was synthesized using N-methylo-3-(dimethoxy dibenzyloxyphosphoryl) acrylic amide, sodium hydroxide, and poly (4-iodo-n-butoxy) methylsiloxane as raw materials. The reaction equation is shown in Scheme 1. The structure of (IB-co-N-MDPA)PDMS was characterized by the FTIR and 1H NMR.

Preparation of (IB-co-N-MDPA)PDMS
FTIR (KBr) (cm−1): 1050 (vs. O = P-OCH3), 1660 (vs. C = O), 3340 (vs. Si–O, N–H).
1H-NMR: δ = 0.09–0.14 (OSiCH3), δ = 4.69 (OCH2), δ = 3.7–3.8 (CH2I), δ = 2.5–2.6 (O-CH2CH 2 ), δ = 2.2–2.4 (CH 2 CH2I), δ = 7.15–7.30 (–NH).
Preparation of treated cotton fabrics
The cotton fabrics were impregnated in finishing bath containing (IB-co-N-MDPA)PDMS and urea at room temperature for 30 min, and then passed through a laboratory-scale padder with two dips and two nips, to wet pick up 100 %. Then the samples were subjected to several times home laundering and drying cycle. After that, the samples were dried at 100 °C for 3 min and cured at 160 °C for 4 min.
The amount (mass% owf) of flame retardant added on cotton fabric was calculated as follows:
W b and W f represent the mass of cotton fabrics before and after flame-retardant treatment, respectively.
Characterization
The structure of (IB-co-N-MDPA)PDMS was verified by 1H NMR spectrum (JEOL LA500, Japan). FTIR analysis was carried out on a Nicolet 5700 FTIR apparatus (Thermo Nicolet Corporation, USA) using the KBr pellet technique.
Limited oxygen index (LOI) tests were carried out on a digital display oxygen index instrument LFY-606 according to GB/T 5454-2009. The vertical burning test was carried out on CZF-3 instrument according to GB/T 5455-2009.
A FTT0007 cone calorimeter (Fire Testing Technology Ltd.) was used to investigate the combustion of cotton fabrics following ISO 5660. The experiments were conducted under a heat flux of 30 kW m−2. The instrument allows for the determination of time to ignition (TTI, s), total heat release (THR, kW m−2), heat release rate (HRR, kW m−2), the relative peak (PHRR, kW m−2), effective heat combustion (EHC, MJ kg−1), and CO and CO2 yield (kg kg−1). The parameters calculated were fire performance index (FPI, s m2 kW−1) and CO2/CO ratio.
TG was performed using TGA851 thermal analyzer (Mettler-Toledo International Inc.) at a heating rate of 10 °C min−1 with a continuous nitrogen and air flow rate of 20 mL min−1 from 25 to 700 °C.
The surface morphology of the residue of the treated cotton fabrics after combustion was investigated by a JSM-6010LA SEM instrument (Japan Electron Optics Laboratory Co., Ltd). A sputter coater was used to pre-coat conductive gold onto the surface before observing the microstructure at 10-kV beam voltage.
EDS analysis was performed by a JSM-6700F instrument (Japan Electron Optics Laboratory Co., Ltd) and a OXFORD-INCA X-ray spectrometer EDS (Oxford instruments).
Results and discussion
Flame-retardant performance
The flammable properties of cotton fabrics were investigated, and the results are presented in Table 1. It can be seen that (IB-co-N-MDPA)PDMS increased the LOI value of cotton fabric from 18.0 to 28.2 %. The vertical burning test results demonstrated that the untreated cotton fabric was completely destroyed, while the treated cotton fabric obtained shorter char length (6.1 cm), shorter after-glow time (4.0 s) and no after-flame. It can be concluded that (IB-co-N-MDPA)PDMS enhanced the flame retardancy of cotton fabric.
Combustion behaviors
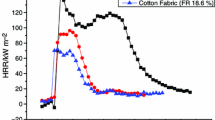
To investigate the combustion properties of treated cotton fabrics with (IB-co-N-MDPA)PDMS, cone calorimeter testing was conducted. Figure 1 shows the heat release rate (HRR) curves of untreated and treated cotton fabrics, and it can be seen that untreated cotton fabric is easily flammable with a peak heat release rate (PHRR) of 144.23 kW m−2, while the flammability of treated cotton is inhibited with a lower PHRR of 87.63 kW m−2 as collected in Table 2. TTI of treated cotton fabric is 13.6 s longer than that of untreated one (2 s) as shown in Table 2. Consequently, the FPI (ratio between TTI and PHRR) value of treated cotton fabric obtains a large increase which indicates better flame retardancy. In comparison with untreated cotton fabric, the total heat release (THR) of treated cotton fabric is reduced as shown in Fig. 2. The reduction in THR is associated with the formation of char layer which can provide protection to cotton fabric. For the cotton fabric treated with (IB-co-N-MDPA)PDMS, the heat released from volatiles is reduced obviously as confirmed by EHC curves of cotton fabrics (Fig. 3). Mass loss is also an important parameter which can reflect the flammability of materials. From Fig. 4, we can know that the mass loss of treated cotton fabric is lower than untreated one. Furthermore, it has been demonstrated that CO2/CO ratios play an important role on combustion of materials, and lower CO2/CO ratios mean inefficiency of combustion [27]. Compared with that of untreated cotton fabric (23.30), the CO2/CO ratio of treated one is lower (15.30). All of these indicate that (IB-co-N-MDPA)PDMS enhance obviously combustion properties of cotton fabrics.

HRR curves of samples

THR curves of samples

EHC curves of samples

Mass curves of samples
Thermal behaviors
Thermal degradation properties of untreated and treated cotton fabrics have been investigated by TG analysis in nitrogen atmosphere. The results are shown in Fig. 5a, b, and the corresponding data are presented in Table 3. As shown in Fig. 5a, b, the thermal degradation of untreated and treated cotton fabric in nitrogen undergoes only one step as already have been demonstrated [28] with a maximum mass loss at 379 and 327 °C, respectively. Under nitrogen atmosphere, cotton fabrics degrade by decomposition of cellulose at lower temperature to volatile species and dehydration to char. It is noted that (IB-co-N-MDPA)PDMS decreases the initial depolymerization temperature of cotton from 300 to 227 °C as shown in Table 3. The untreated cotton fabric degrades mainly in the range of 300–379 °C with 77.8 % mass loss, while the treated one degrades in the range of 227–327 °C with 33.3 % mass loss. The residue of untreated cotton fabric at 700 °C is 10.5 %, while it is 42.4 % for treated cotton fabric. It clearly demonstrates that (IB-co-N-MDPA)PDMS promotes the dehydration of cellulose producing more char which is helpful to inhibit the transformation of heat. The reason is that (IB-co-N-MDPA)PDMS a kind of phosphorus-containing flame retardant can form phosphoric and polyphosphoric acid in combustion. Moreover, it has been established that silicon-containing inhibitors can form silica char which works as a physical barrier and favors the char formation during combustion as have mentioned before.

a TG and DTG curves of untreated cotton fabric in nitrogen, b TG and DTG curves of treated cotton fabric in nitrogen
The thermo-oxidative stability of untreated and treated cotton fabrics have also been assessed by TG analysis in air atmosphere as shown in Fig. 6 and Table 4. Compared with thermal degradation in nitrogen, cotton fabrics degrade by three steps in air [28]. The first step (at 296–361 °C for untreated fabric and 238–292 °C for treated fabric) involves two competitive pathways, which mainly yield aliphatic char and volatile products. Within the second step (at 361–478 °C for untreated fabric and 292–553 °C for treated fabric), aliphatic char is further converted to aromatic char due to carbonization and yields CO and CO2 due char oxidation. During the last step (above 478 °C for untreated fabric and 553 °C for treated fabric), the char is further oxidized mainly to CO and CO2. It can be concluded that (IB-co-N-MDPA)PDMS favors the char formation and reduces volatile products at lower temperature which is helpful to enhance the thermo-oxidative stability of cotton fabric. Furthermore, fewer amounts of char of treated cotton fabric is oxidized in the last stage with a char residue of 10.5 % at 700 °C comparing with that of untreated ones due to the formation of phosphoric acid, polyphosphoric acid, and silica char as demonstrated in nitrogen atmosphere.

a TG and DTG curves of untreated cotton fabric in air, b TG and DTG curves of treated cotton fabric in air
The results from TG analysis demonstrate that (IB-co-N-MDPA)PDMS has a significant effect on thermal and thermo-oxidative stability of cotton fabric due to synergistic effect arise from P, N, and Si elements especially at higher temperature range.
Char structure
The morphologies of treated cotton fabric with (IB-co-N-MDPA)PDMS before and after burning have been assessed by SEM, and the results are shown in Fig. 7. It can be seen that, compared with the treated cotton fabric before burning (Fig. 7a, c, e), the structure of treated cotton fabric after burning is still maintained as shown in Fig. 7b, and the char fiber is covered with a continuous and compact swollen charred layer as shown in Fig. 7d, f. These directly prove that (IB-co-N-MDPA)PDMS promotes the char formation of cotton fabric and also demonstrates the formation silica matrix on the surface of fiber during burning. To further elucidate the flame retardancy effect of (IB-co-N-MDPA)PDMS on cotton fabric, the elemental composition of treated cotton fabric before and after burning was investigated by EDS.

SEM photographs of treated cotton fabric with (IB-co-N-MDPA)PDMS before and after burning: a treated cotton fabric ×100; b residues of treated cotton fabric ×100; c treated cotton fabric ×1000; d residues of treated cotton fabric ×1000; e treated cotton fabric ×3000; f residues of treated cotton fabric ×3000
Elemental analysis
Elemental analysis (EDS) coupled to energy spectrum has assessed the elemental composition of treated cotton fabric before and after combustion as shown in Figs. 8–11, and the data are collected in Table 5. According to the results, it can be pointed that C, N, O, Si, and P elements are main constituents of treated cotton fabric. Figures 8 and 9 show the EDS mapping of treated cotton fabric before and after combustion, respectively. It noted that the distributions of Si and P elements are homogeneous and regular in both condition, while more amount of these two elements accumulated on the fibers after combustion as confirmed by the energy spectra as shown in Figs. 10 and 11. From Table 5, we can know that the mass percentage concentrations of Si element on fibers increased from 0.67 to 1.42 % and the atomic percentage concentrations of Si element on fibers increased from 0.34 to 0.73 %, while the mass percentage concentrations of P element increased from 3.01 to 11.87 % and the atomic percentage concentrations of P element on fibers increased from 1.39 to 5.52 %. The increment of P element agrees with that (IB-co-N-MDPA)PDMS can decompose to phosphoric and polyphosphoric accelerating the charring of cellulose as illustrated in TG and morphology analysis. Furthermore, the remarkable amount of Si element still present on fibers after combustion establish that (IB-co-N-MDPA)PDMS can produce silica char conferring flame-retardant behavior to cotton fabric as demonstrated in SEM analysis.

EDS mapping of treated cotton fabric with (IB-co-N-MDPA)PDMS before combustion: a SEM photograph of treated cotton fabric before combustion; b distribution map of C element; c distribution map of O element; d distribution map of P element; e distribution map of Si element

EDS mapping of treated cotton fabric with (IB-co-N-MDPA)PDMS after combustion: a SEM photograph of treated cotton fabric after combustion; b distribution map of C element; c distribution map of O element; d distribution map of P element; e distribution map of Si element

Energy spectrum of treated cotton fabric with (IB-co-N-MDPA)PDMS before combustion

Energy spectrum of treated cotton fabric with (IB-co-N-MDPA)PDMS after combustion
Chemical structure of the residues after burning
To further examine the chemical structure of the residual char of cotton fabrics after burning in air, FTIR analysis was conducted and the results are shown in Fig. 12. It is noteworthy that the residue of treated cotton fabric obtained many characteristic absorbing peaks. In spectrum of residue of treated cotton fabric, the peak at 1660 cm−1 is ascribed to C=O stretching vibration; the two tiny peaks at 1385 cm−1 [29] are due to the splitting of a P=O single peak which indicates the formation of new compounds that containing P=O, and the peaks at 901 cm−1 [30] are due to the stretching vibration of and P–O–P, and these peaks evidence the formation of phosphoric and polyphosphoric acid as mentioned in G analysis; the peak at 1110 cm−1 is attributed to the Si–O–Si stretching vibration that evidenced the presence of silica charred layer. The FTIR analysis results demonstrate that (IB-co-N-MDPA)PDMS has positive effects on char formation of cellulose during burning which is in good agreement with results from TG and SEM analysis.

FTIR spectra of residues of the treated cotton fabric after burning in air
Washing durability
The flame retardancy of treated cotton fabric with (IB-co-N-MDPA)PDMS after washing is shown in Table 6. The results showed that the treated cotton fabric obtained good wash ability with a LOI value of 26.2 % after 20 times washing. The reason was that (IB-co-N-MDPA)PDMS can combine to cotton fabric with covalent bond due to the activity group.
Conclusions
A novel flame-retardant agent, nitrogen- and phosphorus-containing polysiloxane (IB-co-N-MDPA)PDMS was successfully prepared. The combustion properties of the cotton fabrics treated with (IB-co-N-MDPA)PDMS were evaluated by cone calorimeter. The results demonstrated that the treated cotton fabric with (IB-co-N-MDPA)PDMS generated less combustion heat and obtained better flame retardancy which can be evidenced by the increase in TTI and FPI value and the decrease in HRR, THR, EHC, mass loss, and CO/CO2 ratio. (IB-co-N-MDPA)PDMS improved the thermal and thermo-oxidative stability of cotton fabric and favored the char formation as evidenced by the chemical structures which was characterized by FTIR and EDS analyses. The morphology of the residues indicated that the treated cotton fabric structure was still maintained. From the above results, it can be concluded that (IB-co-N-MDPA)PDMS can confer cotton fabrics excellent flame retardancy and accelerate the char formation of cotton fabrics in combustion.
References
White LA. Preparation and thermal analysis of cotton-clay nanocomposites. J Appl Polym Sci. 2004;92:2125–31.
Yang CQ, He Q. Applications of micro-scale combustion calorimetry to the studies of cotton and nylon fabrics treated with organophosphorus flame retardants. J Anal Appl Pyrolysis. 2011;91:125–33.
Horrocks AR. Flame retardant challenges for textiles and fibres: new chemistry versus innovatory solutions. Polym Degrad Stab. 2011;96:377–92.
Mostashari SM, Mostashari SZ. Combustion pathway of cotton fabrics treated by ammonium sulfate as a flame-retardant studied by TG. J Therm Ana Calorim. 2008;91:437–41.
Wakelyn PJ. New and potential textile flammability regulations and test methods within the USA. In: Hull TR, Kandola BK, editors. Fire retardancy of polymers: new strategies and mechanisms. RSC Publishing; 2009. p. 266–93.
Lessan F, Montazer M, Moghadam MB. A novel durable flame-retardant cotton fabric using sodium hypophosphite, nano TiO2 and maleic acid. Thermochim Acta. 2011;520:48–54.
Siow HE, Laurendeau NA. Flame inhibition activity of phosphorus-containing compounds using laser-induced fluorescence measurements of hydroxyl. Combust Flame. 2004;136:16–24.
Rahman F, Langford KH, Scrimshaw MD, Lester JN. Polybrominated diphenyl ether (PBDE) flame retardants. Sci Total Environ. 2001;275:1–17.
Legler J, Brouwer A. Are brominated flame retardants endocrine disruptors? Environ Int. 2003;29:879–85.
Weil ED, Levchik SV. Flame retardants in commercial use or development for textiles. J Fire Sci. 2008;26:243–81.
Xie K, Gao A, Zhang Y. Flame retardant finishing of cotton fabric based on synergistic compounds containing boron and nitrogen. Carbohydr Polym. 2013;98:706–10.
Alongi J, Ciobanu M, Malucelli G. Novel flame retardant finishing systems for cotton fabrics based on phosphorus-containing compounds and silica derived from sol-gel processes. Carbohydr Polym. 2011;85:599–608.
Alongi J, Milnes J, Malucelli G, Bourbigot S, Kandola B. Thermal degradation of DNA-treated cotton fabrics under different heating conditions. J Anal Appl Pyrolysis. 2014;108:212–21.
Abou-Okeil A, El-Sawy SM, Abdel-Mohdy FA. Flame retardant cotton fabrics treated with organophosphorus polymer. Carbohydr Polym. 2013;92:2293–8.
Duquesne S, Lefebvre J, Seeley G, Camino G, Delobel R, Bras ML. Vinyl acetate/butyl acrylate copolymers-Part 2: fire retardancy using phosphorus-containing additives and monomers. Polym Degrad Stab. 2004;85:883–92.
Gaan S, Sun G, Hutches K, Engelhard MH. Effect of nitrogen additives on flame retardant action of tributyl phosphate: phosphorus-nitrogen synergism. Polym Degrad Stab. 2008;93:99–108.
Chang S, Slopek RP, Condon B, Grunlan JC. Surface coating for flame-retardant behavior of cotton fabric using a continuous layer-by-layer process. Ind Eng Chem Res. 2014;53:3805–12.
Mohamed AL, El-Sheikh MA, Waly AI. Enhancement of flame retardancy and water repellency properties of cotton fabrics using silanol based nano composites. Carbohydr Polym. 2014;102:727–37.
Alongi J, Malucelli G. Cotton fabrics treated with novel oxidic phases acting as effective smoke suppressants. Carbohydr Polym. 2012;90:251–60.
Yang S, Lv G, Liu Y, Wang Q. Synergism of polysiloxane and zinc borate flame retardant polycarbonate. Polym Degrad Stab. 2013;98:2795–800.
Yuan DD, Yin HQ, Cai XF. Effect of a novel flame retardant containing silicon and nitrogen on the thermal stability and flame retardancy of polycarbonate. J Therm Ana Calorim. 2013;111:1531–7.
Zhou TC, He XM, Guo C, Yu J, Lu DL, Yang Q. Synthesis of a novel flame retardant phosphorus/nitrogen/siloxane and its application on cotton fabrics. Text Res J. 2015;85:701–8.
Yuan DD, Yin HQ, Cai XF. Synergistic effects between silicon-containing flame retardant and potassium-4-(phenylsulfonyl)benzenesulfonate (KSS) on flame retardancy and thermal degradation of PC. J Therm Anal Calorim. 2013;114:19–25.
Wang N, Wu YH, Mi L, Zhang J, Li XR, Fang QH. The influence of silicone shell on double-layered microcapsules in intumescent flame-retardant natural rubber composites. J Therm Anal Calorim. 2014;118:349–57.
Vasiljevic J, Hadzic S, Jerman I, et al. Study of flame-retardant finishing of cellulose fibres: organiceinorganic hybrid versus conventional organophosphonate. Polym Degrad Stab. 2013;98:2602–8.
Lecoeur E, Vorman I, Bourbigot S, et al. Optimization of monoguanidine dihydrogen phosp- hate and amino propylethoxysilane based flame retardant formulations for cotton. Polym Degrad Stab. 2006;91:1909–14.
Nazare S, Kandola BK, Horrocks AR. Smoke, CO, and CO2 measurements and evaluation using different fire testing techniques for flame retardant unsaturated polyester resin formulations. J Fire Sci. 2008;26:215–42.
Alongi J, Camino G, Malucelli G. Heating rate effect on char yield from cotton, poly(ethylene terephthalate) and blend fabrics. Carbohydr Polym. 2013;92:1327–34.
Wang CS, Shieh JY. Synthesis and properties of epoxy resins containing bis(3-hydroxyphenyl) phenyl phosphate. Eur Polym J. 2000;36:443–52.
Chen DQ, Wang YZ, Hu XP. Flame-retardant and anti-dripping effects of a novel char-formingflame retardant for the treatment of poly (ethylene terephthalate) fabrics. Polym Degrad Stab. 2005;88:349–56.
Acknowledgements
This work was supported by the Opening Project of Key Laboratory of Clean Dyeing and Finishing Technology of Zhejiang Province, Project Number: 1507. This work was also supported by and The Project Sponsored by the Scientific Research Foundation for the Returned Overseas Chinese Scholars, State Education Ministry.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Dong, C., Lu, Z., Zhang, F. et al. Combustion behaviors of cotton fabrics treated by a novel nitrogen- and phosphorus-containing polysiloxane flame retardant. J Therm Anal Calorim 123, 535–544 (2016). https://doi.org/10.1007/s10973-015-4914-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-015-4914-4