
Abstract
Grinding is one of the highest dimensional accuracy machining processes in the industry. To obtain the smallest form and geometrical workpiece deviation, it is necessary to add cutting fluids as the aim of ensuring the tolerances established for this process, by reducing the machining temperature, due to its cooling capacity, facilitating the cutting by its capacity lubricant. Currently, it is known that together with conventional fluid, there are problems related to environmental pollution and damage to the operator’s health. Some techniques have come up to alleviate these problems; one of them is the minimum quantity lubricant (MQL) that has been outstanding for obtaining results close to flood application. This technique has stood out concerning the surface integrity and geometric and dimensional precision of the machined workpiece since a smaller quantity of cutting fluid is directed precisely in the cutting region. However, the reduced cooling capacity of MQL has promoted the researches to perfect this technique. In this way, this research aims to analyze the consequences of the water addition in this method to minimize the probability of thermal damages in the workpiece when applied in the grinding of SAE 52100 steel which is widely used in the manufacture of bearings, shafts, blades, and various other components where there is a need for high hardness and high abrasion resistance. The analysis of the output parameters evaluated the performance of the technique: surface roughness (Ra), roundness error, diametrical wheel wear, viscosity, cutting power, metallography, and microhardness. Beyond this, it evaluated the behavior of each lubri-refrigeration method concerning the ground surface through scanning electron and confocal microscopy, and it used optical microscopy to analyze of the grinding wheel cutting surface. The results of the water increment in the MQL were superior to those of the MQL (oil-pure) in almost all aspects, remaining inferior only in the cutting power. Also, the 1:5 dilution (oil-water) presented close and satisfactory results when compared to traditional cutting fluid (flood); it becomes an excellent alternative for insertion environmentally correct cutting fluids in today’s industry.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Among the machining processes used in the metal-mechanical industries, the grinding has a great prominence, mainly in the matter of precise geometric tolerances and excellent surface finish. Besides, through this process, it is possible to machine the most complex types of materials [1]. During this process, the amount of energy required to remove a volume of material is high because the grinding wheel consists of abrasive grains, bond, and porosity for chip lodgment, which culminates in multiple cutting edges simultaneously in contact with the surface of the workpiece, removing material in chip form [2]. Since grinding is most often the last machining process the part will undergo, companies have been seeking for low cost, high productivity, and excellent final product quality, although the machining agility is inherently associated with high cutting speed, feed rate, and depth of cut, increasing the energy and temperature in the cutting interface [3, 4]. Thus, the high heat generated in the cutting zone dissipates to the grinding wheel and the workpiece, which affects its finish and its microstructure, which can cause microstructure alteration in consequence to superficial burning, beyond residual tensile tensions, which decrease the resistance to fatigue, and dimensional deviations resulting from the increased ductility of the material [5, 6].
In this context, cutting fluids arise, which, in addition to cooling and lubricating the cutting zone, protect the machine and tool against corrosion and reduce the clogging and the friction in the cutting zone [7]. Currently, approximately 2,000,000 m3 of cutting fluids are used per year in the industry; however, if added to the dilution in water to generate the emulsion, the volume used increases substantially [8]. As a result, about 1.2 million workers come into contact with these fluids around the world [9]. In order to mitigate these social and environmental impacts, companies pay for the fluids used to be properly filtered and disposed of, but these expenses can generate costs of US$ 28–56/m3 for large companies and US$ 56–113/m3 for small companies [4, 8]. Because most cutting fluids are not biodegradable, the petroleum-based fluid discharge may require physical and chemical treatment techniques to remove hazardous waste, and such treatments may need to be carried out by an environmental protection agency (EPA), raising the cost of production [10, 11]. Consequently, this impasse associated with cutting fluids, as well as the gradual increase of environmental and health concerns, results in a search for new technologies to optimize the grinding process [4, 12]. In this sense, alternatives to flood methods have emerged, such as the minimum quantity lubricant (MQL), which in turn has been outstanding for its good performance when compared to flood methods [13]. The minimal quantity of oil provides less environmental pollution and insalubrity around the operation, due to the minimization of harmful residues generated in the lubri-refrigeration process [14, 15].
The purpose of the MQL technique is to use a small quantity of atomized oil and direct it to the cutting zone through the flow of compressed air. Therefore, the minimum quantity lubricant has a low cost of production and is more sustainable, because of reduction of the disposal, maintenance, storage, and reduced consumption of oil, on average between 30 and 100 mL/h, which in the flood method represents 60 L/min [10, 16, 17]. For the control and standardization of the legislation, the Standards of the Environmental Management System ISO 14000 were published, which consists of evaluating the company processes, verifying its environmental impact from the beginning of the manufacturing to the final product and analyzing the requirements of pollution, waste generation, consumption of natural resources, and energy consumption [18]. As a result, the MQL method was classified as sustainable by ISO 14000 [19]. Bianchi et al. [20] and Belentani et al. [21] conclude from their research that this method can reduce wheel wear and friction, as well as improve the workpiece’s finish and integrity, because the air-oil mixture is inserted at a velocity close to the tangential velocity of the grinding wheel, since this velocity is sufficient to penetrate the air barrier around the grinding wheel, so efficiently applying the cutting fluid in the cutting zone. In the flood technique, the cutting fluid does not effectively break the air barrier around the grinding wheel due to its low speed of application, resulting in inefficiency because the fluid is not integrally inserted into the cutting interface [21, 22]. The fact that most fluids are not biodegradable makes the cost of their treatment and disposal ecologically correct up to 4 times the purchase price [10, 23].
For materials that are difficult to machining, costs involving the purchase, maintenance, and correct disposal represent 20 to 30% of the cost of machining. This magnitude is observed when compared to the value of the tool that reaches from 2 to 4% of the machining value [10, 23]. In this sense, Shokrani et al. [10] obtained results indicating that MQL when applied in aluminum machining can increase the life of the grinding wheel by up to 8 times. Kalita et al. [24] studied energy consumption in EN24 steel machining process in the flood cooling method and in fluid variation in MQL technique. For the flood method, the highest energy consumption was 152 J/mm3. Sadeghi et al. [25] and Davim [26] report that the improvement in MQL machining is a consequence, among other things, of the Rebinder effect, which consists in the penetration of the atomized fluid into the microcracks of the material surface, preventing them from closing during plastic deformation. This improvement occurs because the microcracks are stress concentrators, which on the one hand weaken the affected surface, but on the other hand reduce the shear energy required for the cutting of the material, benefiting the grinding. Hadad and Sadeghi [27] developed analytical thermal modeling to evaluate the application of MQL with vitrified Al2O3 and CBN grinding wheel. From temperature response curves, it was verified that the main reason for this technique not being fully applied in the grinding is due to the fact that it does not sufficiently cool the cutting zone, becoming a disadvantage in relation to the flood application, which still has wide use in the industry.
According Oliveira et al. [22] and Bianchi et al. [28], the MQL, due to its low cooling power promoted by compressed air, can generate microstructure alteration through the formation of the black and white layers, besides not efficiently flowing the chips and cleaning the pores of the grinding wheel during the grinding, which provides the increasing forces. Therefore, it has increased the industrial interest in alternatives that soften the effects of the MQL mainly due to the low cooling capacity of this technique.
When mixing water and oil and applying to the MQL system, the quantity of oil used will be lesser, which produces less harmful fluid mist to the operator and greater preservation to the environment [29]. Bianchi et al. [30] investigated the addition of water in the MQL system and had positive results, which indicate better atomization of the fluid in operating, as well as minor diametrical wheel wear, besides this innovation results in lesser softening of the material. Belentani et al. [21] and Silva et al. [31] studied the MQL mixture with water and concluded that, when compared to MQL with pure oil, this mixture presents better results in the reduction of cutting temperature, surface roughness, and roundness error value, second only to the lubricating power with pure oil, which is explained by the lower quantity of oil reaching the cutting region and by the lower viscosity present in the oil-water mixture. Bianchi et al. [28] investigated the application of MQL with water diluted in 1:1, 1:3, and 1:5 oil-water proportion in AISI 4340 steel with vitrified CBN grinding wheel. The authors affirm that there was a reduction in temperature and, thus, lower dimensional variation, improving geometric precision. Therefore, it can be affirmed that the addition of water to the MQL brings benefits to the grinding with this technique, making possible the extensive use of the MQL in the industry, which produces a breakthrough towards more sustainable and socially safe machining. In this sense, the use of water with MQL enhance the cooling ability of this method and it can enlarge the applicability of the MQL in SAE 52100 steel grinding, which is very important for the bearings production. Besides that, the diluted MQL can increase the sustainability of the bearing grinding because of its substantial reduction in oil use.
Therefore, this work has the aim of evaluating the performance of the MQL in dilutions of 1:0 (pure oil), 1:1 (50% water), 1:3 (75% water), and 1:5 (83% water) in the external cylindrical plunge grinding of the SAE 52100 steel, comparing it to the flood method. Thus, this study aims at the socio-environmental preservation in line with the current industrial demand that can be provided by the MQL with the addition of water.
2 Experimental setup
An external cylindrical plunge grinding machine manufactured by Sulmecânica, model RUAP515H, with numerical control produced by Fagor was used for the tests.
A superabrasive grinding wheel manufactured by Nikkon - Saint Gobain, model SBN151Q12VR2, with cubic boron nitride abrasive grains with 120 mesh, vitrified bond, and dimensions of 350 mm (external diameter) × 127 mm (internal diameter) × 15 mm (cutting width) was used. This specification of the grinding process can attribute a combination of good finishing (less than 1.6 μm) and precision (IT3–IT6) [32]. After the grinding process, the wheel was dressed with a multigranular diamond cluster by 40 passes of 2 μm each per pass. The positioning of the multigranular diamond cluster during the operation is shown in Fig. 1, which was modeled from the Solid Edge software.

Experimental setup for dressing process
In order to evaluate the lubri-refrigeration methods proposed in the grinding, SAE 52100 steel was used to manufacture the workpieces, which after turning with an external diameter of 54 mm ± 0.1 mm, internal diameter of 30 mm ± 0.1 mm, and width of 4.5 mm ± 0.1 mm, were submitted to the quenching and tempered heat treatment, reaching an average hardness of 780 HV. Figure 2 presents the dimensions of the workpieces used during the tests.

Dimension workpiece used in grinding process prior and after the tests
After the grinding of the workpieces with flood and MQL diluted technique, the parameters surface roughness (Ra), roundness error, diametrical wheel wear, viscosity, grinding power and microhardness, and also image analysis with the aid of scanning electron and confocal and optical microscopy were used to analyze possible damage to the workpiece surface and to the cutting surface of the grinding wheel. Other data used during the process can be seen in Table 1.
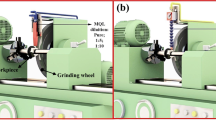
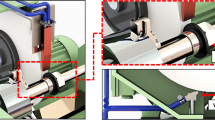
The components of the MQL system were an air compressor, a flow meter, and a pressure regulator. The application nozzle was positioned 10 mm from the contact zone between the grinding wheel and the workpiece. For the MQL technique, an Accu-Lube device 79053D, manufactured by ITW Chemical Products, was used. In the Flood and MQL tests, ITW Chemical Products cutting fluid, model Rocal Ultracut 370, and BIOCUT 9000 were used. In the flood system, the cutting fluid was applied with a dilution of 1:32 (97% water) and a flow rate of 17 L/min and pressure of 0.1 MPa. For the MQL system, the fluid was applied into the cutting interface with a pressure of 0.8 MPa and a flow rate of 150 mL/h with dilutions of 1:0 (pure oil), 1:1 (50% water), 1:3 (75% water), and 1:5 (83% water). In this work, 100% of water was not used as the coolant, because this would accelerate the oxidation of machine components and workpiece. Thus, the use of the cutting fluid substantially softens the oxidation during cutting, because the cutting fluids own anticorrosive additives in their composition. The two cutting fluid application systems can be seen in Fig. 3.

Experimental setup for different lubri-refrigeration conditions being the a flood technique and b MQL technique
The surface roughness value was obtained using a Taylor Hobson profilometer, model Surtronic 3+ with Gaussian statistical filter. Thus, to measure the surface roughness (Ra) on the workpiece, 10 measurements along its length were taken. In this way, the average surface roughness value was determined for each lubri-refrigeration technique evaluated.
The analysis of the diametrical wheel wear was done with the impression of the wear profile in a cylindrical normalized workpiece of SAE 1020 steel (soft steel–90 HRB–196 HV). This measurement is a denominated indirect method [30, 32]. In this method, the surface of the cylinder was ground through 10 passes of 0.1 mm each, totaling 1 mm of wear. After the grinding of the cylinder, the profilometer was used along with the software Taylor Hobson Talymap, determining the diametrical wheel wear.
Roundness error values were performed by a Taylor Hobson measuring instrument, model Talyrond 31C, equipped with an adjustable arm for moving the probe. The measurement is performed when the ruby ball located at the tip of the probe travels through the profile of the workpiece. After grinding, three positions of the workpiece surface were selected, and five measurements were taken for each location. In this way, it is possible to increase the statistical reliability of the measurements performed along the workpiece surface. The procedure used to measure the deviations of circularity was the method of circles determined by least squares (LSCI—least square circle). Mathematically, this circle is the quadratic sum of the radial distances measured from the reference circle, where the value must be minimal.
The viscosity of the diluted cut fluids used in the MQL technique and of the cutting fluid used in the flood technique was measured using Viscometer DV2T, manufactured by Brookfield-Ametek coupled to a TC-550 temperature controller, also produced by Brookfield. In this test, the cutting fluids were submitted to five different temperatures, being recorded the viscosity at each temperature.
A computer with a data acquisition board, LabVIEW 7.1 software, and a power module, equipped with two Hall effect sensors, one measuring current and the other voltage, were used to collect the grinding power data. This proposal was based on the research of Fernandes et al. [33] and Belentani et al. [21]. Through this methodology, the grinding power data could be obtained instantly during machining, since the signals received from the sensors were multiplied by an integrated circuit, aiding in the acquisition in real-time.
To identify some variation in the microstructure of the material, metallographic analyses were carried out from the workpieces with the worst roundness errors, since according to De Jesus Oliveira et al. [22], this error can indicate high heat generation, resulting in microstructure alteration. Each sample was sanded, polished, chemically attacked with Nital 2%, and photographed by the Olympus BX-51 optical microscope with a magnification of 100×.
Microhardness tests were carried out using the MicroWizhard 1.04 microdurometer produced by Mitutoyo, equipped with a Vickers indenter with an applied load of 500 g. The measurements were performed at points positioned from the ground surface.
A scanning electron microscope (SEM) was used to perform the surface analyses of the machined workpiece; this equipment was produced by Carl Zeiss, model EVO LS15. The Olympus microscope, model Lext OLS4100 with the magnification of 1000×, was used to two-dimensional and three-dimensional images of the ground surface.
3 Results and discussion
In this section, the mentioned output parameters will be explored and analyzed in each test performed with the variations of the lubri-refrigeration methods.
3.1 Surface roughness
Evaluating Fig. 4, it can be seen that the flood method has the lowest surface roughness value; however, while the quantity of water diluted in the MQL technique increases, its surface roughness value approaches the flood technique. As the surface roughness values of the MQL lubri-refrigeration workpiece follow a polynomial curve, the tendency of the two techniques is to get more, as water increases, with a notable difference between the surface roughness of the dilution of 1:0 (oil-pure) and 1:5 oil-water, reducing it by about 53%.

Surface roughness (Ra) for different lubri-refrigeration condition
Nevertheless, the MQL method demonstrates an advantage over the flood, since the fluid particles can reach the cutting zone with the same peripheral velocity of the grinding wheel, overcoming the air barrier formed around the grinding wheel during the machining and presenting efficiency, since the quantity of fluid used is much lower than the flood method, which is one of the reasons for making such techniques comparable [34]. However, the higher surface roughness value obtained with the MQL diluted 1:0 was due to its higher viscosity between the applied fluids, which culminates in a mixture of chip and oil that lodges in the pores of the grinding wheel more easily, besides having a lower capacity of removing chips from the cutting region during machining causing the filling phenomenon, shown in Fig. 5, thus increasing the friction in the cutting workpiece zone and the scratching of the surface, which is directly related to the surface roughness [21, 22].

Optical microscopy of the grinding wheel surface for a wheel surface after grinding, b flood method, c MQL 1:0 (oil-pure), d MQL diluted 1:1 (50% water), e MQL diluted 1:3 (75% water), and f MQL diluted 1:5 (83% water)
As the water has a better refrigerant capacity than the oil, the temperature of the workpiece during machining remains lower, which makes the material less ductile and facilitates the removal by shear reducing the elastic and plastic deformation of the workpiece region surface, which are responsible for causing more significant variation in the topography of the ground surface. Added to this, the ratio 1:5 has the lowest lubrication of the cutting zone, but on the other hand, it is able to atomize the fluid better and reach the cutting zone more efficiently, penetrating the microcracks of the surface and facilitating shear cutting through and the Rebinder effect [26]. Moreover, this mixture of oil-water can reduce the adhesion between the chip and the grinding wheel, facilitating the elimination of chip by the centrifugal force exerted by the grinding wheel during the rotation and therefore minimizing the clogging, the phenomenon responsible for reducing of the process precision [28]. Belentani et al. [21] and Bianchi et al. [35] studied the water dilution in the MQL technique in SAE 4340 steel and obtained the same tendency as the average value of the surface roughness to reduce as the quantity of dilution of water increases, reaching its best value with a dilution ratio of 1:5.
Thus, water dilution in the MQL technique provided significant improvements on surface roughness in this work, since the values obtained remained below 1.6 μm, which according to Bianchi et al. [35] is a benchmark acceptable by industries for the grinding process. On the other hand, the dilution ratio of 1:0 remained above this average value of surface roughness, i.e., the increment of water was fundamental to make the process viable. Therefore, by consuming an quantity of oil that is remarkably lower than the flood method, the impact to the ecosystem and the health of the operators decreases substantially, since their employability does not reduce the final workpiece quality, taking into account the demands of the industries when it comes to economy and sustainability, making it an excellent choice for future cutting fluids.
3.2 Roundness error
The mean influence on the quality of the roundness error is the volumetric expansion that occurs in the workpiece by the temperature variation because when the workpiece is subjected to the methods with the lowest refrigeration capacity during the machining, the most significant roundness error was presented [36]. Figure 6 shows that the best results for the roundness error were obtained by the flood method, which has the best refrigeration between the evaluated techniques, due to the high amount of fluid that reaches a large part of the workpiece extension, causing the temperature to decrease substantially.

Roundness error for different lubri-refrigeration condition
To ensure roundness error close to the flood method, the usual MQL has a much better efficiency in applying the fluid into the cutting zone than the flood one, although the oil has low thermal conductivity and is inefficient to absorb heat. In this respect, the addition of water was more efficient in comparison to MQL 1:0 (pure oil), because when the oil-water solution comes in contact with the workpiece, the water boils and changes phase, contributing to the removal of heat and consequently reducing the machining temperature. Thus, this justifies the improvement of the result of roundness error as a function of the increase of water quantity in the dilution of MQL in this work; in addition to this, one could observe the same trend in the research of Sato et al. [37] in SAE 4340 steel grinding. Furthermore, it can be seen in the 1:5 dilution that the roundness error is very close to the flood one, becoming MQL possible with the addition of water as an alternative to the flood method.
Therefore, the addition of water in the MQL system proved to be effective in favor of geometric tolerances, improving the dimensional precision and surface quality of the workpiece, being the main objective of the grinding process. From this, the MQL can fit the concept of green engineering that has as objective the use of viable processes that reduce the environmental pollution and the risk to the operator health without losing the capacity to exercise its function, in this case, quantities were used of cutting fluid less than flood one to obtain similar roundness error with the MQL technique with the addition of water [18].
3.3 Diametrical wheel wear
Silva et al. [31] and Belentani et al. [21] attribute the friction between the grinding wheel and the workpiece, mechanical stresses, and high machining temperatures as the leading causes of the diametrical wheel wear. Besides, Bianchi et al. [30] state that the lower temperature maintains the abrasive sharpened grains for a more extended period and preserves the integrity of the bond, which in turn contributes to reducing the diametric wheel wear. It is also noted that the flood method presented the best results in this test because it is more efficient in lubri-refrigeration than the MQL technique due to its high quantity of fluid used.
When only the MQL method is evaluated in its water dilution proportions, the increasing improvement in the wear results in this research as the quantity of water increases was evident. However, for this technique to be feasible on a large scale in the industry, it should present results comparable to those of the flood method, as can be seen in Fig. 7, in which the concentration with 83% water (1:5 dilution) presented values very close to the abundant fluid.

Diametrical wheel wear for different lubri-refrigeration condition
The diametral wheel wear result is due to the increase of the refrigeration capacity achieved by MQL, reducing the temperature and thereby the loss of resistance of the bond and the release of the abrasive grains. Lopes et al. [38] and Bianchi et al. [35] presented in their research on the oil-water solution in the MQL system applied to the Al2O3 and SAE 4340 steel grinding, respectively, a trend similar to the results of this work.
The reduction of diametrical wheel wear in this work shows an advance of the applicability of the MQL method in the industry, mainly because it is a superabrasive grinding wheel, which has only a small layer of abrasive grains and a high purchase cost. Compared to the conventional wheel, there is a minimization of the wheel change and therefore a smaller number of dressings, besides increasing the chip removal capacity, the less wear obtained results in a significant saving in the grinding process [39].
Since MQL has been the focus of many researchers because of its potential for reducing operator health risks and reducing environmental damage, its only impasse is to be able to match the flood method of process quality; it became increasingly active with the results presented in the variation of this technique, in this case with the increase of water dilution reaching up to 83% of the solution, an ecological and economical machining simultaneously becomes more and more tangible.
3.4 Viscosity analyses
Note a common characteristic among the tests carried out, since the viscosity tends to decrease as the temperature increases in the five conditions evaluated; this is due to the fact that the heating increases the excitation of the molecules of the fluids generating a disorder in the atomic bonds and making the intermolecular forces less effective, which thus decrease the viscosity [39].
In this sense, observing Fig. 8, it can be seen that the ratio of dilution closer to the MQL with the conventional one at all temperatures, because the water is less viscous than the oil, was 1:5 dilution. This low value is essential in reducing the clogging wheel (Fig. 5), in which the less viscous fluid allows to better drain the chip and withdraw it from the cutting zone. Also, the clogging reduction minimizes the scratching of the workpiece surface, improving its surface quality. In this context, Bianchi et al. [28] state that less viscous cutting fluids, in this case, the ones with the highest quantity of water, tend to penetrate better in the cutting region, further improving the penetration efficiency that MQL without water already had.

Viscosity value of the different cutting fluids and its dilutions
Therefore, the clogging of the wheel is one of the greatest impasses of the MQL technique, because the heat generated during the process and the lack of flow of the pore chip corroborate to a kind of flash-butt-welding, producing a layer with a thickness of a few micrometers on the cutting surface [40]. This layer causes the abrasive grains to become non-aggressive, intensifying the plowing and rubbing, something that happens with less intensity when applying abundant fluid by flood technique. There is a facility to remove the chip by the reduction of viscosity, especially at a dilution of 1:5 because with the higher dilution of water, the chips are removed and the adhesion mechanisms provided by the oil do not occur, minimizing the clogging and improving the surface quality of the workpiece. Thus, reducing the proportion of lubricating oil by replacing it with water also allows for improvements in the final quality of the grinding by analyzing the effects of low viscosity in the process.
3.5 Grinding power
Figure 9 shows the experimental results of the grinding power for each lubri-refrigeration method. Parallel to this, Belentani et al. [21] state in their study that the temperature in the contact zone and the lubrication of that region impact the cutting power. In this sense, the decrease in temperature reduces the ductility of the material, which increases the energy required to deform and shear the material. In this sense, the authors affirm that the lubrication of the cutting zone alleviates both rubbing and plowing, which are also responsible for increasing the grinding power. However, the clogging of the wheel pores, fragments of grains, and cutting fluid residue corroborate for the increased process force because the layer formed on the cutting surface of the wheel deforms the workpiece, decreasing the accuracy of the process. Therefore, it is notable that three factors influence the grinding power during the grinding process, being the deformation of the material in the cut, the mechanisms of friction, plowing, and rubbing, beyond the clogging of the wheel.

Power consumption for different lubri-refrigeration condition
It is notable in Fig. 9 that the best result was obtained in grinding using the flood method. In this technique, the cutting fluid applied in abundance provides proper lubrication and excellent removal of the chips, which softens the clogging of the wheel and the mechanisms of friction, plowing, and rubbing. The best cutting power results in this work because the high quantity of fluid required to apply in this technique causes a high impact on the ecosystem, the workers, and also the cost of the grinding process, being against the sustainable and efficient focus of the current industry.
The first point to highlight concerning the MQL is the proximity between the grinding power values of the MQL 1:0 (pure oil) and the flood method in this work. The MQL method is applied to the cutting zone with a velocity close to the tangential velocity of the grinding wheel, which is sufficient for the fluid to pass through the air barrier formed around the wheel. In this way, the fluid used in the minimum quantity of lubricant arrives efficiently in the cutting zone, promoting excellent lubrication of that region [21, 31]. Added to this, only the MQL is not able to remove part of the chips from the cutting zone, which increases the clogging and thereby increases the grinding power [22, 31]. Therefore, the application of MQL with pure oil results in a cutting power significantly close to the grinding with flood fluid in this work, because it has the excellent lubricating capacity, although its low ability to remove the generated chips leaves it at a disadvantage in power; this tendency was observed by Bianchi et al. [28].
However, the substantial reduction in the use of cutting fluid with the MQL method alleviates the socio-environmental impacts of the grinding without a considerable increase of the grinding power, which produces an excellent cost-benefit in the use of this technique. Another feature to highlight is the distance of the grinding power results with the addition of water to the MQL in comparison to the flood method in this work. The dilution applied to the MQL reduces the quantity of oil penetrating the workpiece-wheel contact region and because there is higher refrigeration due to the increase of the quantity of water, clogging and plowing decrease while decreasing the heat generation, become less ductile, and consequently require more grinding power to remove the material. Bianchi et al. [28] and Belentani et al. [21] explain that the higher refrigeration capacity of this technique reduces the cutting temperature by increasing the grinding power required to deform and shear the workpiece material.
Thus, the lower lubricating capacity added to the lower cutting temperature corroborates to increase the grinding power due to the increase in the quantity of water present in the solution applied to the MQL. In addition, the higher efficiency in the removal of the chips from the cutting region was not sufficient to reduce the power consumed. According to Bianchi et al. [28] who compared the MQL technique between 1:0 and 1:1 dilution, the highest cooling capacity increases grinding power due to increased material hardness. On the other hand, the application of the MQL dilution, especially in the highest water proportion (1:5—83% water), substantially reduces the use of oil about MQL, which minimizes the impact on nature and the society. Also, this technique approaches the use of MQL aiming at sustainable manufacture towards the contemporary industry.
3.6 Metallography and microhardness
Figure 10 presents the microstructure of workpieces, each of them to a lubri-refrigeration condition is different. In this sense, Fig. 10b with a 1:0 dilution has the worst refrigeration, and Fig. 10e at a dilution of 1:5 has the best refrigeration between MQL variations. This feature is the primary microstructural influence of the workpiece because, in the grinding process, the machining temperatures reach high temperatures, which can cause superficial burns identified by black and white layers from the ground surface. Also, white layers may arise due to the large amount of retained austenite that tends to appear if the machining temperature exceeds the austenitization temperature, forming a martensite structure (white) on the surface, with a hardness higher than the internal hardness of the material [41].

Optical microscopy from ground surface for a flood method, b MQL 1:0 (oil-pure), c MQL diluted 1:1 (50% water), d MQL diluted 1:3 (75% water), and e MQL diluted 1:5 (83% water)
It is observed visually in the images that in the worse condition (Fig. 10b) and the best one (Fig. 10a), there were no significant alterations for the microstructure of the material. Thus, it is possible to extend this result to the other proportions of the MQL dilution that are intermediary to these two.
Therefore, the refrigeration capacity of the MQL method, even though it is inferior to the flood method, still can meet the expectations imposed on it, as it does not damage the structure of the material, maintaining its microstructure characteristics.
Because it is an operation performed after the heat treatment, the properties of the rectified ground material should not be altered, such as hardness, which is tested and evaluated in Fig. 11.

Vickers microhardness value from ground surface for different lubri-refrigeration and diluted technique
In high hardness materials such as SAE 52100 steel used in this research, elevated temperatures can cause softening of the material and affect its performance in the final evaluation, by making it difficult to remove shear chips, causing the workpiece to deform plastically [31, 42]. However, for the four workpieces analyzed in Fig. 11, the microhardness values found are very close to the reference value, and the small difference noted between the flood, and the MQL is not substantial to motivate the loss of machined workpiece functions.
Furthermore, the metallographic analyses revealed that the application of the MQL method did not affect the microstructure and the hardness of the material, besides presenting results similar to the flood method. This technique is an alternative to the abundant fluid without loss of the final quality of the process.
3.7 Ground surface analysis
It can be seen in Fig. 12 that visually the results of the application of the cutting fluids are in agreement with the results found graphically by the increase of the water percentage in the MQL technique which makes the material surface increasingly homogeneous, bringing it closer to the surface quality resulting from the flood method. This is justified by the contribution of the increased MQL refrigeration diluted with the minimization of plastic deformations followed by the lower clogging and the lower thermal gradient. Thus, the compatibility of the images with the obtained surface roughness data was evident, since the proportion of pure MQL presents irregularities in the workpiece surface, which were reduced in the solution of MQL diluted in 1:5. Besides, it can be seen in the images that chips adhered to the surface of the material due to high machining temperature.

Scanning electron microscopy of the ground surface for a flood method, b MQL 1:0 (oil-pure), c MQL diluted 1:1 (50% water), d MQL diluted 1:3 (75% water), and e MQL diluted 1:5 (83% water)
Confocal microscopy was performed to increase the reliability of the surface roughness results and roundness errors that were measured on the ground workpiece surface.
It can be observed in Fig. 13 that the best result found was the flood fluid method, which presented the highest homogeneity of the surface topography of the material, which was motivated by the efficiency of the lubri-refrigeration presented by this method. This refrigeration minimized the clogging of the wheel and contributed to a smaller dimensional variation caused by the lower heat generation during the process, which is the leading cause of surface irregularities.

Confocal microscopy of the ground surface for a flood method, b MQL 1:0 (oil-pure), c MQL diluted 1:1 (50% water), d MQL diluted 1:3 (75% water), and e MQL diluted 1:5 (83% water)
When comparing the proportions of the MQL, a significant improvement of the method using a 1:5 dilution (Fig. 13e) to that of 1:0 (Fig. 13b) was observed, indicating the superiority of the water over the oil in the refrigeration capacity, which was the most significant influence on dimensional surface measurements.
However, to be perpetuated in the industry, the MQL technique must present satisfactory results when compared to the flood method already used in the industry. When observing the two conditions in Fig. 13a, e, one does not notice significant variations of one for another inducing proximity to the final quality among the techniques.
Belentani et al. [21] and Bianchi et al. [30] found satisfactory results in their studies of water addition in the MQL method analyzing the material surface, which match the study carried out in this research and guarantee the reliability of the MQL. Therefore, the immersion of this method, meeting the environmental and health requirements of the operator recommended by the industry, tends to increase over the currently non-ecological abundant fluid method, given the remarkable difference between the quantity of fluids used in the two processes and the admirable similarity between the results found in the final workpiece.
4 Conclusion
Through the analysis of the grinding results obtained by the tests carried out SAE 52100 steel quenching and tempered, together with CBN superabrasive grinding wheel, it was possible to compare the performance of flood, MQL, and MQL lubrication technique with the addition of water, to evaluate its use and conclude the following:
The functional lubri-refrigeration capacity of the flood method generated the best results in the parameters analyzed in this research. However, due to the abundant use of cutting fluid, this technique is not considered sustainable because it generates pollution and environmental degradation, besides the effects on the operator’s health.
MQL is an alternative that requires extremely low amounts of cutting fluid and becomes environmentally friendly because it does not need disposal and storage for reuse. In this context, the water increment in the MQL provided an improvement in all aspects on the final workpiece quality when compared to the method with pure oil, especially in the proportion of MQL 1:5 dilution that reduced by 83% the quantity of oil in the process.
The application of MQL diluted 1:5 reduced the wheel clogging, the scratching, plowing, and rubbing, besides minimizing the machining temperature and facilitating the cutting. However, it requires a higher grinding power to remove material because the water removes much of the heat from the process which makes the material less ductile.
The higher expectation of the MQL with oil-water dilution was to achieve results close to the flood method, highly used in the industry and, through the analysis of the results, it is possible to notice an expressive performance of the MQL in the comparison to the two techniques, which was possible by MQL’s precision in reaching the cutting region.
Through micrograph and microhardness, it was possible to precision evaluate the integrity of the external and internal structure of the material in the tests with water dilution in the MQL and to guarantee that the grinding did not alter its microhardness and microstructure.
Therefore, this research provides an excellent alternative to the current cutting fluids, since MQL meets the requirements of ecological machining and guarantees the improvement in the health of the operators besides their economic advantage. In addition to this, the study with the increment of water presented positive results and may favor the emergence of new research on the MQL technique, which tends to perpetuate more and more in the industrial sector.
References
Li B et al (2016) Grinding temperature and energy ratio coefficient in MQL grinding of high-temperature nickel-base alloy by using different vegetable oils as base oil. Chin J Aeronaut 29(4):1084–1095
Khan AW, Wuyi C (2010) Systematic geometric error modeling for workspace volumetric calibration of a 5-axis turbine blade grinding machine. Chin J Aeronaut 23(5):604–615
Lopes JC et al (2019) Effect of CBN grain friability in hardened steel plunge grinding. Int J Adv Manuf Technol:1–11
Debnath S, Reddy MM, Yi QS (2014) Environmental friendly cutting fluids and cooling techniques in machining: a review. J Clean Prod 83:33–47
Jia D et al (2014) Experimental verification of nanoparticle jet minimum quantity lubrication effectiveness in grinding. J Nanopart Res 16(12):2758
Destro RS et al (2011) Análise de diferentes métodos de lubrirrefrigeração na retificação plana de aço
Alberdi R et al (2011) Strategies for optimal use of fluids in grinding. Int J Mach Tools Manuf 51(6):491–499
Demirbas E, Kobya M (2017) Operating cost and treatment of metalworking fluid wastewater by chemical coagulation and electrocoagulation processes. Process Saf Environ Prot 105:79–90
Tebaldo V, Di Confiengo GG, Faga MG (2017) Sustainability in machining: “eco-friendly” turning of Inconel 718. Surface characterisation and economic analysis. J Clean Prod 140:1567–1577
Shokrani A, Dhokia V, Newman ST (2012) Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids. Int J Mach Tools Manuf 57:83–101
Zhang JZ, Rao PN, Eckman M (2012) Experimental evaluation of a bio-based cutting fluid using multiple machining characteristics. Wear 12:13–14
Javaroni RL et al (2019) Minimum quantity of lubrication (MQL) as an eco-friendly alternative to the cutting fluids in advanced ceramics grinding. Int J Adv Manuf Technol:1–11
Benedicto E, Carou D, Rubio EM (2017) Technical, economic and environmental review of the lubrication/cooling systems used in machining processes. Procedia Eng 184:99–116
Shokrani A, Dhokia V, Newman ST (2014) A techno-health study of the use of cutting fluids and future alternatives. In: 24th International Conference on Flexible Automation and Intelligent Manufacturing (FAIM 2014), p 1225
Rodriguez RL et al (2019) Evaluation of grinding process using simultaneously MQL technique and cleaning jet on grinding wheel surface. J Mater Process Technol 271:357–367
Hadad MJ et al (2012) Temperature and energy partition in minimum quantity lubrication-MQL grinding process. Int J Mach Tools Manuf 54:10–17
Tawakoli T et al (2011) Minimum quantity lubrication in grinding: effects of abrasive and coolant–lubricant types. J Clean Prod 19(17–18):2088–2099
Dixit US, Sarma DK, Davim JP (2012) Environmentally friendly machining. Springer-Verlag, New York
Sanchez JA et al (2010) Machining evaluation of a hybrid MQL-CO2 grinding technology. J Clean Prod 18(18):1840–1849
Bianchi EC et al (2019) Application of the auxiliary wheel cleaning jet in the plunge cylindrical grinding with minimum quantity lubrication technique under various flow rates. Proc Inst Mech Eng B J Eng Manuf 233(4):1144–1156
Belentani R d M et al (2014) Utilization of minimum quantity lubrication (MQL) with water in CBN grinding of steel. Mater Res 17(1):88–96
De Jesus Oliveira D et al (2012) Improving minimum quantity lubrication in CBN grinding using compressed air wheel cleaning. J Mater Process Technol 212(12):2559–2568
Pusavec F et al (2010) Transitioning to sustainable production–part II: evaluation of sustainable machining technologies. J Clean Prod 18(12):1211–1221
Kalita P et al (2012) Study of specific energy and friction coefficient in minimum quantity lubrication grinding using oil-based nanolubricants. J Manuf Process 14(2):160–166
Sadeghi MH et al (2010) An investigation on surface grinding of AISI 4140 hardened steel using minimum quantity lubrication-MQL technique. Int J Mater Form 3(4):241–251
Davim JP (ed) (2008) Machining: fundamentals and recent advances. Springer Science & Business Media, Berlin
Hadad M, Sadeghi B (2012) Thermal analysis of minimum quantity lubrication-MQL grinding process. Int J Mach Tools Manuf 63:1–15
Bianchi EC et al (2018) Evaluating the effect of the compressed air wheel cleaning in grinding the AISI 4340 steel with CBN and MQL with water. Int J Adv Manuf Technol 95(5–8):2855–2864
Mao C et al (2012) Experimental investigation of surface quality for minimum quantity oil–water lubrication grinding. Int J Adv Manuf Technol 59, 93(1–4):–100
Bianchi EC, Rodriguez RL, Hildebrandt RA, Lopes JC, de Mello HJ, de Aguiar PR, Jackson MJ (2018) Application of the auxiliary wheel cleaning jet in the plunge cylindrical grinding with minimum quantity lubrication technique under various flow rates. Proc Inst Mech Eng B J Eng Manuf 0954405418774599
Silva LR et al (2013) Environmentally friendly manufacturing: behavior analysis of minimum quantity of lubricant-MQL in grinding process. J Clean Prod
Malkin S, Guo C (2008) Grinding technology: theory and application of machining with abrasives. Industrial Press Inc, New York
De Martini Fernandes L et al (2018) Comparative analysis of two CBN grinding wheels performance in nodular cast iron plunge grinding. Int J Adv Manuf Technol:1–13
Mao C et al (2013) The influence of spraying parameters on grinding performance for nanofluid minimum quantity lubrication. Int J Adv Manuf Technol 64(9–12):1791–1799
Bianchi EC et al (2018) Plunge cylindrical grinding with the minimum quantity lubrication coolant technique assisted with wheel cleaning system. Int J Adv Manuf Technol 95(5–8):2907–2916
Awale AS et al (2019) Influence of minimum quantity lubrication on surface integrity of ground hardened H13 hot die steel. Int J Adv Manuf Technol 100(1–4):983–997
Sato BK et al (2018) Influence of water in the MQL technique in the grinding of steel AISI 4340 using CBN wheels. REM-International Engineering Journal 71(3):391–396
Lopes JC et al (2018) Application of minimum quantity lubrication with addition of water in the grinding of alumina. Int J Adv Manuf Technol 97(5–8):1951–1959
Vennard JK (2013) Elementary fluid mechanics. Read Books Ltd, Redditch
Rodriguez RL, Hildebrandt RA, Lopes JC, Mello HJD, Silva RBD, Aguiar PRD, Bianchi EC (2017) Application viability evaluation of the minimum quantity lubrication coolant technique under different flow rates in plunge cylindrical grinding of the ABNT 4340 steel with aluminum oxide wheel. REM Int Eng J 70(4):429–436
Zhang S, Ding TC, Li JF (2012) Microstructural alteration and microhardness at near-surface of AISI H13 steel by hard milling. Mach Sci Technol 16(3):473–486
Saini S, Ahuja IS, Sharma VS (2012) Residual stresses, surface roughness, and tool wear in hard turning: a comprehensive review. Mater Manuf Process 27(6):583–598
Acknowledgments
The authors thank São Paulo Research Foundation (FAPESP) processes 2016/23910-0 and 2018/22661-2, CAPES (Coordination for the Improvement of Higher Level Education Personnel) and CNPq (National Council for Scientific and Technological Development) for their financial support of this research. The authors also thank companies Nikkon Ferramentas de Corte Ltda - Saint Gobain Group for providing the grinding wheel and ITW Chemical Products for the donation the cutting fluids. Also, the authors thank everyone for their support to the research and the opportunity for scientific and technological development.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
de Moraes, D.L., Garcia, M.V., Lopes, J.C. et al. Performance of SAE 52100 steel grinding using MQL technique with pure and diluted oil. Int J Adv Manuf Technol 105, 4211–4223 (2019). https://doi.org/10.1007/s00170-019-04582-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04582-5