
Abstract
Nowadays, environmental concern and the search for environmentally friendly techniques have contributed to industrial development towards sustainability. Production without social and environmental impact is one of the main goals of engineering research. Although analysis is carried out, some manufacturing processes still require studies, such as grinding, for example. In this process, the interaction between the grinding wheel and workpiece generates a significant amount of heat, due to shearing, friction, and scratching caused by the contact of the numerous abrasive grains with the workpiece surface. The heat generated at the interface has a more intense flow to the workpiece, which can cause several microstructural damages, as well as providing shape errors and increased grinding wheel wear. Thus, the application of cutting fluid is indispensable to minimize the harmful effects caused by heat to the grinding wheel and the workpiece during the process. However, the industry commonly uses soluble cutting fluid, having oil in its composition, in addition to chemical components that prevent its degradation, due to recirculation in the system and the need to avoid the accumulation of bacteria, whereas its application has a flow rate of tens of liters per minute. These cutting fluids will be discarded at some point, which will require complex waste treatment processes for proper disposal. An alternative to this type of application is the minimum quantity lubrication (MQL), which consists of a few milliliters per hour, but which has low refrigerant power. Some techniques have been developed to enhance its application and make it more refrigerant, such as the application of a jet of compressed air directed to the grinding wheel cutting surface to perform the cleaning, minimizing the heat generation by the reduced agglomeration of chips in the grinding wheel pores. Therefore, this work analyzed the cylindrical plunge grinding of hardened steel workpiece with cubic boron nitride grinding wheel on different cooling conditions, comparing the conventional cutting fluid application method (flood) with the MQL technique, MQL simultaneously with the wheel cleaning jet (MQL + WCJ) and MQL with cutting fluid applied at 0 °C (MQL + CA). The performance of each method was analyzed by using the measurements of surface roughness (Ra), roundness error, diametral wheel wear, power consumed during the process, specific energy grinding, microhardness, and microstructural analysis to investigate possible modifications of the microstructure of the workpiece. It was found that in none of the cases, there were microstructural alterations, but the MQL application method presented the worst values of the variables among the techniques studied, whereas the application on low temperature showed potential to be used in a large scale. Nevertheless, the MQL application method applied simultaneously with the wheel cleaning jet (WCJ) has presented the closest values of the conventional method; it becomes the most feasible method for application in the industry towards the protection of the environment and health of the workers.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The exponential increase in pollution and degradation of the ecosystem since the first industrial revolution has brought profound damage to the planet and society [19]. Added to this, if the pollution is not reduced, projections show that in the future, damage to humanity and the biosphere will be irreversible [19, 26]. In this sense, international policies are tightening up environmental legislation, which directly impacts the current manufacturing methods, including machining. Therefore, scientific researches and industries seek more sustainable methods of production that meet contemporary industrial demand [26].
At the final stage of the production chain, the grinding process is used to reduce geometric deviations and improve the surface quality of workpiece. In this method, the abrasive grains attached to the bond of the grinding wheel remove the workpiece material through the generation of chips and lodging in the wheel porosity [21]. Thus, multiple edges are in contact with the part in the grinding, which generates simultaneously a high amount of elastic and plastic deformations in the workpieces [21]. Consequently, the dissipation of a large part of the cutting energy occurs in the form of heat, raising the temperature in the region of contact between wheel and workpiece [27]. However, high machining temperatures can cause damage to the workpiece produced, such as geometric deviations due to thermal expansion, microstructural alterations generating white layers (burn), and residual tensile stress, which reduces the fatigue resistance of the material [27]. From this, the industry uses the cutting fluids to soften the high temperature of grinding and its consequences.
The cutting fluids applied in the metal-mechanical industry are mostly composed of water and oil emulsion. In addition to this, the conventional lubrication method (flood) injects high amounts of these fluids into the cutting zone, which is widely used in grinding [21]. Also, the cutting fluids play a fundamental role in the machining due to its high lubricating, cooling, and removal capacity of the generated chips, thus reducing the friction, the temperature, and the clogging of the grinding wheel [29]. In numbers, this importance is seen with an approximate annual consumption of 2,000,000 m3 of mineral, semi-synthetic or synthetic oils for cutting fluids, but on the other hand, the actual volume of cutting fluid used in the industry is much more significant since it is mixed with this amount of oil in water most of the time [10, 11].
During machining, machine operators and persons close to the process come in contact with cutting fluids through liquid form or mist, which can be touched and also be inhaled []. So, additives, biocides, allergenic metals, and other toxic substances in contact with the skin may cause damage related to respiratory problems, dermatitis, and cancer [, 25]. Currently, 85% of the cutting fluids used in the industry have petroleum-derived oil in its composition, which may cause skin cancer, according to the International Agency for Research on Cancer (IARC) [10, 17]. The sum of the above factors listed corroborates that 80% of the cases of occupational skin diseases in the world are caused by contact with cutting fluid [14]. Therefore, the damage to health resulting from the application of these fluids is contrary to the worldwide guideline for the preservation of workers and also causes an increase in the cost to the industry due to indemnities, health care, and replacement of human resources [19, 26].
Another point to highlight is the disposal of the cutting fluid used. Contamination of surface and groundwater and soil by toxic components of fluids, when discarded in nature, has led to legislation regulating the safe disposal of cutting fluids used, since most cutting fluids are not biodegradable [26]. In this sense, for the cutting fluids to be safely discarded, they must undergo a process of filtration and separation of chemical residues, being a complex process that results in a high cost of discard. As a result, the cost of cutting fluids can be up to four times the cost of their purchase [19, 26]. In this way, the acquisition, storage, maintenance, and disposal of fluids represent a significant portion of the total machining cost [19, 26]. Furthermore, the use of cutting fluids mitigates the effects of the high temperature of the grinding, at the same time, its toxic composition causes unsustainable socio-environmental impacts for the eco-friendly industry of the future, besides its use, represents a high cost for the companies [19, 26]. Consequently, it is necessary to develop alternatives to the conventional method with the use of abundant cutting fluid.
New grinding methods have been developed, and they are being improved by the industry together with the researchers. Dry grinding has evolved through the development of new abrasive grains and more stable bond at high temperatures, such as cubic boron nitride (CBN) grain, for example, but its applicability is restricted because there are no effective cooling mechanisms in this technique [1]. The addition of nanoparticles to cutting fluids and the use of cryogenic elements towards low temperature during grinding have shown positive results [13, 32]. However, the minimum quantity lubrication (MQL) stands out among the possible alternatives to the use of abundant cutting fluid.
In the MQL method, oil droplets are transported to the cutting zone through the compressed airflow [16]. Nevertheless, the average oil consumption in the MQL is 30–150 mL/h, which represents a smaller fraction of about 60 L/h consumed by the conventional lubri-refrigeration method [29]. Moreover, the air barrier formed around the grinding wheel prevents cutting fluid, in the conventional method lubri-refrigeration, from efficiently penetrating the cutting zone. On the other hand, the speed of application of the air-oil mixture in the MQL technique is close to the cutting speed of the grinding wheel, allowing an efficient penetration of the fluid into cutting interface [30]. Thus, according to Belentani et al. [7], the application of MQL produces excellent cut zone lubrication when compared with the conventional method. However, compressed air mainly performs the function of cooling the cutting zone, which limits the reduction of the grinding temperature due to its low capacity to remove heat from the process [9]. Also, the compressed air does not remove the efficiently generated chips from the contact region between wheel and workpiece, resulting in increased deposition of chips in the pores, whereas these chips are mixed with abrasive grain fragments and fluid residue, which clog the wheel and reduce its cutting ability [6]. Therefore, the MQL represents a promising alternative to the conventional technique, but it needs improvements to enable its industrial large scale application.
The combined use of the MQL and the vortex tube is a means of increasing the cooling capacity of the MQL. The vortex tube is a device in which compressed air is inserted, and as a result, there is cold airflow at one end of the tube and the flow of hot air into the other. Saberi et al. [23] studied the application of MQL with the cold air from of the use the vortex tube (MQL + CA) on the grinding of soft steel, where this technique was compared with the conventional lubri-refrigeration and dry method. The authors observed that the use of MQL with cold air not only reduced the cutting force and coefficient of friction due to its excellent lubricating capacity but also increased the cooling capacity of the process with the cold air, reducing the temperature. Besides, the results of the MQL with cold air exceeded those obtained with dry grinding and were close to the results of the conventional method, making possible the implementation of this technique for the grinding of the alloy studied. Therefore, the application of the vortex tube, which is low cost and simple operability equipment, is an excellent alternative to reduce the constraints of large scale use of MQL in the industry.
Another point to highlight is the use of the wheel cleaning jet (WCJ). In this technique, the clogging caused by the lodge of the chips, fragments of abrasive grains, and cutting fluid into the porosity of the grinding wheel is removed through the insertion of compressed air directed to the wheel surface. The friction of compressed air in the wheel surface can remove the clogging, which returns the cutting capacity of the grinding wheel [27]. This phenomenon causes increased cutting power and reduces the surface quality of the workpiece, as well as lowers the cutting capacity of the tool [27]. Against this, the application of compressed air to the cutting surface of the grinding wheel reduces the clogging and its effects, benefiting the parameters that are affected by the clogging. Thus, the high clogging resulting from the use of the MQL is reduced with the application of the WCJ, which allows the excellent quality of the ground workpieces together with the low oil consumption in this process, as observed in the researches of Ruzzi et al. [22] and Bianchi et al. [3].
Therefore, this work was carried out with the application of the MQL with cold air (MQL + CA) technique on the external cylindrical plunge grinding of AISI 4340 hardened steel using CBN grinding wheel. In an exclusive and innovative way, the MQL + CA was compared with the conventional cutting fluid (flood) and minimum quantity lubrication (MQL) application methods with and without a WCJ. The analyses were performed in three different feed rates, and they sought to relate the differences in surface roughness (Ra), roundness error, diametrical wheel wear, power consumption during the process, microhardness, and optical microscopy from the ground surface to verify microstructure alteration due to the process.
2 Experimental setup
The tests were performed on a CNC external cylindrical grinding Sulmecânica, model RUAP515H. The cylindrical plunge grinding was used to analyze the phenomena of each lubri-refrigeration.
The grinding wheel used in the tests was made by Nikkon Ferramentas de Corte Ltda.-Saint Gobain Group with cubic boron nitride (CBN) grains and vitrified bond, specified as SBN151Q12VR2. The grinding wheels were made with the following dimensions: 350 mm (outside diameter) × 15 mm (width) × 127 mm (hole diameter). The abrasive grain’s layer thickness was 5 mm.
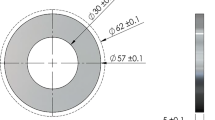
The workpieces used in tests were made of AISI 4340 steel in a ring shape, with an external diameter of 62 ± 0.1 mm, internal diameter of 30 ± 0.1 mm, and thickness of 4.5 ± 0.1 mm. After the workpieces have been machined, they were heat-treated in the process of quenching and tempering, thus obtaining an average hardness of 55 ± 2 HRC.
For MQL lubri-refrigeration system was used as an applicator made by ITW, model Accu-Lube 79053D, with a pressure of 0.8 MPA and flow rate of 150 mL/h. Besides, the compressed air system had a dryer for removal of moisture from the air. The mixing of the compressed air and the cutting fluid takes place inside the nozzle. The MQL cooling system (MQL + CA) was positioned near the application nozzle. The system consists of a vortex tube, produced by Emuge-Franken. The cooled compressed air was inserted into the nozzle at a pressure of 0.4 MPa and cooled the cutting fluid at a temperature of 0 °C.
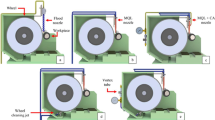
Figure 1 shows the CBN grinding wheel and its enlarged cutting surface with emphasis on abrasives grains. The flood, MQL, and MQL + CA nozzles position, as well as wheel cleaning jet nozzle are presented in Fig. 2.

CBN grinding wheel

Experimental setup for a schematic of MQL + CA nozzle positioning, b schematic of wheel cleaning system nozzle position, c flood lubri-refrigeration condition, d MQL lubri-refrigeration condition, e MQL + CA lubri-refrigeration condition with thermal insulation, and f close-up view of the schematic wheel cleaning system
The WCJ consists of a compressed air nozzle positioned at 1 mm from the grinding wheel cutting surface, with an angle of incidence of 30° and a pressure of 0.7 MPa. To achieve the uniformity of the compressed air jet, a nozzle was developed, which ensures homogeneous distribution of air throughout the grinding wheel cutting width. Also, it is emphasized that the cleaning system had compressed air independent of the MQL and MQL + CA system so that there was no interference between the systems.
On the grinding wheel cutting surface, two tests were made, side by side, because the grinding cutting width was 15 mm and the width of the workpiece was 4.5 mm. After the two tests, the grinding wheel was dressed with cutting speed of 32 m/s using a multi-granular agglomerate dressing tool, from Master Diamond with the following dimensions: 15 mm (length) × 8 mm (width). The dressing was done by removing 80 μm of the abrasive layer, being made 40 passes with 2 μm of material removed per pass with dressing speed of 500 mm/min.
The tests were done using two cutting fluids, one for the flood application technique and another for the MQL application technique. In the flood lubri-refrigeration technique, a semi-synthetic cutting fluid made by ITW Chemical Products, model Rocol Ultracut 370, water-miscible with concentration 3%, with a flow rate of 17 L/min and a pressure of 0.1 MPa was used. For the MQL lubri-refrigeration technique, a cutting fluid also made by ITW Chemical Products, model Accu-Lube LB 1100 was used. This cutting fluid is specific for the MQL technique and was applied with a flow rate of 120 mL/h and a pressure of 0.8 MPa.
The tests were done to prove the different aspects of the techniques. Thus, the tests were conducted under three different feed rates 0.25, 0.50, and 0.75 mm/min, i.e., with a specific removal rate of 0.81, 1.62, and 2.43 mm3/s. To obtain more excellent statistical reliability, the tests were done five times for each grinding condition; a total of 60 workpieces were analyzed. During the tests, 5 mm of the external diameter of the workpiece was removed through 50 grinding cycles, removing 0.1 mm per period, being the total volume removed from 2102.9 mm3, resulting in a final diameter of 57 mm. The initial (dashed line) and the final external workpiece diameter is shown in Fig. 3.

Dimension workpiece prior and after grinding process
The output parameters analyzed were surface roughness (Ra), roundness error, diametrical wheel wear, grinding power, specific energy grinding, optical and confocal microscopy, and microhardness.
The measurement of surface roughness and diametral wheel wear were measured with a Surtronic 3+ profilometer made by Taylor Hobson. All measurements were performed with a Gaussian filter. The surface roughness measurement was performed at 10 different points, equidistant at approximately 36° spacing, at each point 10 measurements were performed with a cutoff length of 0.25 mm.
The diametrical wheel wear analysis was done from the printing method of the grinding wheel profile. This method consists of the technique used by [3, 4, 20, 24] where an AISI 1020 soft steel cylinder is grinding. Thus it being possible to measure the worn step, as can be seen in Fig. 4.

Schematic of the procedure used to print the wear profile of the grinding wheel
The measurement procedure was only possible due to the fact that the total width of the cutting surface of the grinding wheel was not used. Thus, the Taylor Hobson TalyMap software was used to perform the printed profile wear analysis. The worn profile is shown in Fig. 5.

Fresh and worn profile printing on cylinder by grinding process
The roundness error was analyzed by a Taylor Hobson, Talyrond 31C model with a measurement accuracy of 0.02 μm. Measurements were made using the least squares method, i.e., the value corresponds to the analysis from the mean of all peaks and valleys, since that mean is the quadratic sum of the radial distances measured from the reference circle. The precision relative to the smaller value of deviation in relation to the center is considered least square. The measurements were performed at three different points on the ground workpiece surface, and on each point, the analysis was repeated five times for greater accuracy and minimization of possible errors.
The additional parameters used during the grinding process of the workpieces under different conditions are shown in Table 1.
For microhardness measurement equipment made by Mitutoyo, model HM-200 was used. Following the recommendations of the ASTM E140 standard, the 300-g loading was used to print the indentation, making it possible to measure the diagonal shape printed on the part more precisely. Also, the standard ASTM E384 was used to select the number of 5 measurements in each workpiece, varying the depth of analysis in 60 μm, being measured at the depths of 60, 120, 180, 240, and 300 μm from the ground surface. Thus, possible changes in microhardness values can be measured from the occurrence of value variation, e.g., a variation of the microhardness value due to the high heat generated during the process.
For micrograph analyses of the surface machined was used an optical microscope Olympus model BX51 under magnification of 500×. A confocal microscope Olympus, model LEXT OLS4100, was employed to capture the 2-D images of the surface machined under magnification 1000×.
LabView 7.1 software was used to process the average power data consumed and specific energy grinding during the grinding process. The technique was based on the researches of Fernandes et al. [8], Sato et al. [24], Rodriguez et al. [20], and Lopes et al. [15]. The Curvopower module was used together with two Hall-effect sensors for converting the voltage (V) and current (A) values of the electric motor of the grinding wheel. It was also used as an encoder to monitor the rotation of the grinding wheel. The systems were connected to a PCI-6035EDAQ board with 16-bit resolution and maximum acquisition frequency of 200 kS/s; the two boards were made by the National Instruments. In addition, the acquisition rate used to monitor the power signal was 2 kS/s.
The wheel rotation was 1780 rpm, while the part rotation was 81 rpm. A 7.5-s spark-out value corresponding to 10 workpiece rotations was used. The literature indicates that the spark-out time has to be chosen according to the time between 10 and 20 rotations of the workpiece [8].
Although the system was limited to a cutting speed of 32 m/s, the combination of the peripheral speed of the workpiece and the cutting speed allowed a comparison between the different modes of lubri-refrigeration proposed during the grinding process.
3 Results and discussion
3.1 Surface roughness
Figure 6 shows the average surface roughness (Ra) for each lubri-refrigeration method and feed rate analyzed in this work. The grinding temperature is a primordial factor for the workpiece surface quality. According to Bianchi et al. [3], high temperatures in the workpiece-wheel contact region induce a ductile behavior to workpiece material, which increases deformation during cutting, causing shape deviation and increasing roughness values. In addition, the clogging of the grinding wheel consists of a mixture of chips, abrasive grain fragments, and cutting fluid residue, which clogs the pores and may come in contact with the workpiece during grinding. Thus, these particles cause the clogging to corroborate with rubbing mechanism against the workpiece, scratching it and negatively influencing its roughness [22]. The lubrication allows the reduction of rubbing and plowing, which are responsible for variations in the quality surface of the ground workpiece. This fact shows that the lubrication also composes the variables that modify the surface shape and its roughness during the grinding process [27]. It was observed that the cooling and lubricating capacity of the process together with the clogging of the grinding wheel influences the average roughness [3, 22, 24]. Finally, it is essential to observe that under all grinding conditions being analyzed, the average roughness was below the acceptable maximum level of the grinding process (1.6 μm), which helps to sustain the use of alternative methods proposed in a large scale in the means of production [4].

Surface roughness (Ra) for different lubri-refrigeration and feed rate conditions
In the use of the MQL method, the worst roughness values between the analyzed techniques were produced. The first point to highlight is its low cooling capacity, which can not only generate the higher grinding temperatures but also increase the ductility of the material and its surface deformations [3, 15]. In addition, the greater clogging produced by a low capacity to remove the chips causes the increase of the average roughness with the use of MQL method. On the other hand, it should be considered that the excellent lubrication provided by the MQL impacts the roughness. However, it is apparent that the improvement in the roughness caused by the excellent lubrication is not enough to compensate for the damages caused to the surface through the low cooling because the high temperature generated during the process intensifies the clogging, which can be seen on the wheel’s enlarged cutting surface in Fig. 7, and corroborates with form alterations and damaging the surface quality of the workpiece, which can be seen in Fig. 8.

Enlarged grinding wheel surface after a dressing, b conventional method, c traditional MQL, d MQL + CA, and e MQL + WCJ grinding

Ground surface and profile for a conventional, b traditional MQL, c MQL + CA, and d MQL + WCJ lubri-refrigeration methods
The application of the conventional method with abundant fluid produced the lowest values of average roughness for all the cutting conditions analyzed. These results are explained by the excellent refrigerant capacity of this technique, which reduces both cutting temperature, rubbing and plowing [27]. In this sense, its satisfactory ability to remove the generated chips during the cutting reduces the diametrical grinding wheel wear, which explains the lower mean surface roughness values [22]. However, the abundant use of cutting fluid in this method degrades the ecosystem, harms the workers, and raises the cost of machining, which is contrary to the values of contemporary sustainable production.
The application of the cold air to the MQL method reduced the average roughness values, bringing them closer to the results found with the conventional technique. These results are justified considering the higher cooling capacity of this technique about traditional MQL, due to the lower MQL fluid temperature applied. In addition, the reduction of temperature decreases the deformation of the material during cutting, reducing the thickness of the chip, and clogging of the wheel [3, 28, 29]. Thus, the cutting temperature and its impacts on the surface roughness are diminished, which brings significant advances to the applicability of the minimum quantity of lubricant for the process.
By joining the MQL and WCJ methods, results were obtained substantially like those produced by the conventional method for the three cutting conditions. In this sense, WCJ significantly reduced the clogging of the grinding wheel to the point of causing a significant difference in the surface quality of the workpiece compared with the traditional MQL [5]. It is possible to affirm that the clogging of the grinding wheel had a greater influence on the roughness parameter in comparison with the fluid temperature in the MQL, once the application of the MQL + CA corroborates in mitigating plastic deformation on the ground surface comparing with the traditional MQL lubri-refrigeration, although the MQL method has shown to be very similar to the conventional period, with no plastic deformation on the surface ground. Therefore, WCJ increases the employability of the MQL technique, which brings biosphere preservation and benefits to the society, together with excellent results in the grinding process, although excellent results could be analyzed from low temperature compressed air in MQL technique. In this form, both methods of MQL application have the potential to aggregate an industry towards green manufacturing.
3.2 Roundness error
Figure 9 shows the results in relation to the roundness error for each evaluated lubri-refrigeration method. As in the roughness parameter, the high temperature in the piece-wheel contact zone causes damage to the parts. The cycles of temperature variation during grinding cause thermal expansions without homogeneity on the workpiece, which produces geometric deviations in its structure, such as roundness error [27]. Thus, the coolant techniques play a fundamental role in reducing these deviations through the lower cutting temperature [21].

Roundness error for different lubri-refrigeration and feed rate conditions
The conventional method produced workpieces with less roundness error values. These results are derived from the excellent cooling capacity of this technique, which reduces the high cutting temperature and its effects on grinding [16]. Thus, the thermal expansions are attenuated, increasing the geometric precision of the grinding.
Another point to highlight is the results obtained with MQL, where the low capacity to remove the chips by this technique corroborated for the greater clogging of the grinding wheel in relation to the other methods, which reduced the cutting ability of the wheel and increased the deforms of the ground surface, evidencing the geometric alterations of the workpiece due to the high heat generation at the cutting interface. [27]. However, low cooling ability of the MQL causes the greatest impact to roundness due to the fact of not removing heat efficiently, increasing the temperature, which in turn causes thermal dilations on the surface and structure of the workpiece during the cutting [3]. Therefore, the worst result of the MQL regarding the deviation of roundness is justified mainly by the high cutting temperature and the high clogging of the grinding wheel.
The application of MQL + CA demonstrated improvements to the results of the traditional MQL for all analyzed cutting conditions. According to Zhang et al. [32], the cold air applied to the MQL reduces the temperature of the air-oil mixture that reaches the cutting zone, i.e., the cooling capacity of this technique is increased and, in this way, the temperature in the workpiece-wheel contact zone and the thermal deformations are reduced, justifying the smaller roundness error of the MQL + CA about the traditional MQL. Consequently, the application of cold air from a vortex tube is a cheap alternative because it works from the compressed air that passes in its interior, not needing other mechanisms for its operation. Nevertheless, this equipment together with MQL brings improvements to the geometric precision, once the use of MQL expands this technique in the industrial sector, promoting lower environmental impacts.
The cold air to the cutting surface of the grinding wheel (WCJ) in conjunction with the MQL technique produces less clogging of the grinding wheel compared with the traditional MQL technique. Thus, the lower clogging increases the cutting capacity of the grinding wheel and decreases the variation of the shape of its surface, increasing the geometric precision of the grinding [27]. Besides, increasing the cooling capacity of the process reduces clogging of the porous and rubbing with the workpiece, which in turn reduces energy dissipation in the form of heat, decreasing the temperature of cut. The MQL + WCJ results were significantly lower than those obtained with the MQL + CA method. In addition, the results with MQL + WCJ were substantially closer to those obtained with the conventional method showing the viability of this technique as an alternative to the abundant cutting fluid method.
3.3 Diametral wheel wear
Figure 10 shows the diametric wheel wear for each lubri-refrigeration method evaluated in this work. The fracture of the bond and the abrasive grains are the main wear factors of the grinding wheel under the machining conditions [21]. High machining temperatures decrease the strength of the bond to machining forces, which produces detachment of abrasive grains and fracture of the bond [29]. In addition, wheel porosity clogging increases the power consumption, which in turn increases the stress under the bond and reduces its durability [3, 4]. The abrasive grains lose mechanical resistance due to the increase in machining temperature, reducing the volume of material that the grain can remove before fracture [16, 29].

Diametrical wheel wear for different lubri-refrigeration and feed rate conditions
Based on their excellent lubricant and cooling capacity added to the ability to remove the chips from the cutting zone, the conventional method presented the lowest tool wear values under the grinding conditions studied. In this sense, it is not only the reduction of the temperature of the cutting zone but also the reduction of the clogging of the wheel when the conventional method is applied [21]. Thus, these factors ease the diametrical wheel wear, justifying the observed trend.
The application of the MQL produced the highest wear in this work for all the cut depths evaluated. These results are justified by the low cooling capacity of this technique in consonance with the greater clogging in comparison with the other techniques [7, 9]. These two factors together reduce the resistance of the abrasive grains and of the bond, whereas increasing the temperature in the workpiece-wheel contact zone and the energy required for cutting, which corroborates the wheel wear towards the results obtained.
The application of cold air to MQL showed a significant reduction in the diametrical wear with this technique, which can be seen in Fig. 10. It is remarkable that the application of the MQL under low temperature softened the grinding wheel wear mechanisms [32]. So, the MQL + CA presented wear that justifies the use of it as an alternative to the conventional methods in consonance with the great reduction of the amount of cutting fluid used.
Among the alternative methods, the MQL + WCJ produced the lowest wear of the grinding wheel for the analyzed conditions. The main highlight of this lubri-refrigeration method is the significant reduction of the diametrical wheel wear provided by WCJ application simultaneously to MQL [3, 9]. This fact demonstrates that the removal of the chips from within the porous was more important than the effects caused by temperature reduction during the MQL + CA application. In addition, the wear value of the MQL + WCJ method close to that obtained with the conventional method showed its applicability in large scale.
3.4 Grinding power
The cutting power for each grinding condition is set forth in Fig. 11. Rodriguez et al. [20] conclude in their work that the ductility of the material affects the cutting power because the greater ductility demands less energy to deform and shear the material. In this sense, the high cutting temperatures of the grinding heat the material and increase its ductility besides friction, rubbing, plowing, and clogging affect the cutting power.

Grinding power for different lubri-refrigeration and feed rate conditions
Using the conventional method, the abundant cutting fluid provides excellent lubrication and cooling of the workpiece-wheel contact zone. The excellent cooling capacity of this method reduces the cutting temperature, which alleviates the increase of the ductility and thereby maintains the high cutting power of the grinding [22]. However, excellent lubrication substantially alleviates rubbing and plowing, reducing cutting power [27]. Nevertheless, the clogging is reduced by the excellent capacity to remove the chips from the cutting zone, which plays a fundamental role in reducing cutting power [9]. The results showed that the application of the conventional method resulted in the lower values of cutting power. This result can be justified by assuming that the effects of the excellent capacity to remove the chips from the cut zone together with the good lubricating capacity of this method outweigh the effects of cooling on the cutting power.
The application of MQL provided the highest cutting power in the tests. The high clogging of the grinding wheel with the use of this technique in the grinding raises the number of particles by rubbing and scratching the surface of the workpiece during the cutting, which increases the cutting power. On the other hand, MQL has excellent lubricity, which reduces rubbing and plowing, and its low coolant capacity increases the ductility of the material. However, the reduction of the power consumption through the good lubrication and of the greater ductility is not able to prevent the increase in the power produced by the greater clogging, justifying the worse result of the MQL in relation to the other methods analyzed.
With the use of the MQL + CA, there was an improvement in the results regarding the cutting power to MQL. The cold air reduces the cutting temperature, reducing the ductility of the material, which in turn generates smaller chips [28, 32]. Thus, the shorter length of the chips minimizes the clogging of the grinding wheel and facilitates its removal from the cutting zone [3, 28, 29]. In addition, the lower MQL + CA grinding temperature compared with the traditional MQL reduces abrasive grain detachment and bond fracture, prolonging the grinding wheel aggressiveness [29]. In this way, less clogging of the grinding wheel together with the prolongation of the grinding aggressiveness substantially corroborates to reduce the cutting forces.
The significant closeness between cutting power with the MQL + WCJ application and the conventional method is visible. The MQL + WCJ removes much of the clogging from the cutting surface of the grinding wheel, which reduces the area of grinding wheel that scratches and rubs with the workpiece during the contact, decreasing the energy dissipated in the process and, thus, making the cutting power is more efficiently used [3, 4]. Therefore, WCJ brought improvements to the MQL lubri-refrigeration method, which significantly approximated the result of this combination and the result using the conventional method, making it possible to use the MQL in conjunction with the WCJ as an alternative to the conventional method.
3.5 Specific grinding energy
Figure 12 shows the results of the specific grinding energy. It is possible to observe that the best result was obtained with the conventional and MQL + WCJ, MQL + CA, and finally MQL technique. This trend is similar to that observed in the power consumption analyze. The specific grinding energy is the energy required to machine a unit volume of material. According to Zhang et al. [31], The greatest influence on the specific cutting energy is related to cutting force parameters. Thus, mechanisms such as the lubrication of the cutting zone and the clogging of the wheel directly impact the specific cutting energy [20].

Specific energy grinding for different lubri-refrigeration and feed rate conditions
The conventional method presented the lowest specific grinding energy, which can be justified by its excellent lubricating capacity, reducing friction, rubbing, and plowing, decreasing the cutting force required [27]. The excellent ability to remove the chips from the cutting zone substantially alleviates the clogging of the grinding wheel, which influences the scratching of the workpiece and thereby the cutting force [7]. Therefore, the best lubrication coupled with the lowest clogging by using the conventional method provided low specific grinding energy in relation to the other methods evaluated in this work.
Another notable point is the higher specific grinding energy obtained with the MQL method. This lubri-refrigeration system has characteristics of the excellent cutting region lubrication, but it generates a high clogging of the wheel, in which produces opposite effects in the specific energy grinding parameter [3, 4]. In this sense, excellent lubrication reduces friction, rubbing, and plowing; on the other hand, the clogging of the wheel increases the cutting force required by its lower grinding. For the grinding conditions analyzed, the effects of greater clogging of the grinding wheel exceeded the impact of the excellent lubrication of the cutting zone, justifying the worst results of specific grinding energy.
The addition of cold air to MQL reduced the specific grinding energy. With the cutting temperature reduced by the MQL + CA about the traditional MQL, the reduction of the clogging of the grinding wheel occurs due to the smaller length of the chip generated [32]. Furthermore, not only the clogging of the grinding wheel but also the friction, the rubbing, and the plowing of the cutting zone corroborate to the reduction of the grinding energy observed in this work.
Regarding the results obtained with the use of MQL + WCJ, cleaning the cutting surface of the grinding wheel with WCJ substantially reduces the clogging of the wheel, i.e., the amount of material is reduced by clogging the porosity of the grinding wheel and increasing the area of contact workpiece-wheel, which reduces rubbing and plowing and decreases the cutting force [20, 27]. Therefore, the force reduction directly impacts the specific grinding energy, which shows better results from MQL + WCJ in relation to MQL and MQL + CA.
3.6 Microstructure and microhardness tests
Figures 13 and 14 show respectively the microstructure and microhardness of the analyzed samples. Grinding is the last process in the machined parts manufacturing chain because it is performed after heat treatment, when surface quality and geometric precision are required [16]. Thus, microstructural alteration in the workpiece during grinding can compromise the heat treatment and the mechanical characteristics of the piece due to thermal expansion of the workpiece during the grinding process, which can contribute to dimension and shape error of the final product. Aside from this, microstructure alteration can be occasioned residual traction tensions, phase transformation, reduction of resistance to fatigue besides crack in its structure [8, 16].

Microstructure of ground workpiece for a flood, b MQL, c MQL + CA, and d MQL + WCJ under the most severe condition (feed rate of 0.75 mm/min)

Microhardness values obtained from the workpieces surface and subsurface
Figure 13 shows the microstructure of the material on the ground surface under the most severe machining condition for each coolant method. The higher feed rate hinders the penetration of the applied fluids and increases the relative volume of material removed, which increases the cutting temperature and increases the machining difficulty [18, 20]. However, there was no notable microstructural alteration on the material for all systems analyzed, i.e., all techniques used demonstrated to be enough to avoid internal alteration on the material. Thus, the alternatives to the conventional method studied in this work did not produce thermal damages and microstructural changes in the workpiece, which corroborates with the use of these sustainable techniques.
The results of the hardness of the material are shown in Fig. 14. The microhardness values remained within the tolerance range for the material studied. Therefore, this demonstrates and supports the assertion that there was no significant alteration in the microstructure of the material, maintaining its mechanical properties. In this way, MQL, MQL + CA, and MQL + WCJ were effective in keeping the grinding temperature below the temperature that would affect the internal integrity of the material.
4 Conclusion
Based on the results of the application of conventional MQL, MQL + CA, and MQL + WCJ lubri-refrigeration techniques in the grinding process, it can be concluded in this work that:
The use of the conventional lubri-refrigeration method produced the best grinding results for all parameters analyzed in this work. These results are a result of the good lubricating and cooling capacity of this technique. On the other hand, this method uses large amounts of cutting fluid, which degrades the nature and health of workers.
In the traditional MQL method, compressed air plays the main role in cooling the cutting zone and assisting in the removal of the generated chips, which is lower when compared with the conventional method. The worst results were obtained with the MQL for all analyzed parameters, considering the increase in temperature, clogging, and scratching of the work surface, besides reducing the cutting capacity of the grinding wheel. However, the very reduced use of cutting fluid substantially increases the sustainability of this method, which may justify the use of this method as an alternative to the conventional method.
The application of cold air to the MQL by the MQL + CA method reduced the temperature of the applied air-oil mixture, which corroborated the reduction of the chips adhered to the porosity of the grinding wheel, reducing the clogging phenomenon. Both parameters referring to the geometric and superficial quality of the workpiece, as well as those referring to the energy expenditure and wheel wear, were improved, which demonstrates improvements in the process when the MQL + CA is compared with the traditional MQL.
Cleaning the grinding surface of the grinding wheel by WCJ significantly reduced the clogging of the grinding wheel. Besides that, this lower clogging improved the MQL results for all parameters analyzed, showing that the combination MQL + WCJ produces results very close to those of the conventional method. Therefore, the MQL + WCJ is a more sustainable alternative to the use of abundant cutting fluid of the conventional method, surpassing the results of the traditional MQL and MQL + CA.
The microhardness and metallography assay showed that all the lubri-refrigeration methods of this work maintained the machining temperature to a level that did not produce significant microstructural alteration on the material.
References
Aurich JC et al (2008) High-performance dry grinding using a grinding wheel with a defined grain pattern. CIRP Ann - Manuf Technol 57(1):357–362. https://doi.org/10.1016/j.cirp.2008.03.093
Benedicto E, Carou D, Rubio EM (2017) Technical, Economic and Environmental Review of the Lubrication/Cooling Systems Used in Machining Processes. In: Procedia Engineering. pp 99–116
Bianchi EC et al (2018) Evaluating the effect of the compressed air wheel cleaning in grinding the AISI 4340 steel with CBN and MQL with water. Int J Adv Manuf Technol 95(5–8):2855–2864. https://doi.org/10.1007/s00170-017-1433-4
Bianchi EC et al (2018) Plunge cylindrical grinding with the minimum quantity lubrication coolant technique assisted with wheel cleaning system. Int J Adv Manuf Technol 95(5–8):2907–2916. https://doi.org/10.1007/s00170-017-1396-5
Bianchi, Eduardo C. et al. Application of the auxiliary wheel cleaning jet in the plunge cylindrical grinding with minimum quantity lubrication technique under various flow rates. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, v. 233, n. 4, p. 1144–1156, 2019. 10.1177%2F0954405418774599
CAMERON A, Bauer R, Warkentin A (2010) An investigation of the effects of wheel cleaning parameters in creep-feed grinding. Int J Mach Tools Manuf 50(1):126–130. https://doi.org/10.1016/j.ijmachtools.2009.08.008
de Belentani R, M et al (2014) Utilization of minimum quantity lubrication (MQL) with water in CBN grinding of steel. Mater Res 17(1):88–96. https://doi.org/10.1590/S1516-14392013005000165
de Martini Fernandes Lucas et al Comparative analysis of two CBN grinding wheels performance in nodular cast iron plunge grinding Int J Adv Manuf Technol, v. 98, n. 1–4, p. 237–249, 2018. https://doi.org/10.1007/s00170-018-2133-4
de Oliveira D, J et al (2012) Improving minimum quantity lubrication in CBN grinding using compressed air wheel cleaning. J Mater Process Technol 212(12):2559–2568. https://doi.org/10.1016/j.jmatprotec.2012.05.019
Debnath S, Reddy MM, YI QS (2016) Influence of cutting fluid conditions and cutting parameters on surface roughness and tool wear in turning process using Taguchi method. Measurement 78:111–119. https://doi.org/10.1016/j.measurement.2015.09.011
DEMIRBAS E, KOBYA M (2017) Operating cost and treatment of metalworking fluid wastewater by chemical coagulation and electrocoagulation processes. Process Saf Environ Prot 105:79–90. https://doi.org/10.1016/j.psep.2016.10.013
Jabbar MA, Hashim Z, Zainuddin H, et al (2017) Respiratory Health Effects of Metalworking Fluid among Metal Machining Workers : Review Article. Asia Pacific Environ Occup Heal J 3:15–19
Jawahir IS et al (2016) Cryogenic manufacturing processes. CIRP Ann 65(2):713–736. https://doi.org/10.1016/j.cirp.2016.06.007
Lawal SA, Choudhury IA, Nukman Y (2013) A critical assessment of lubrication techniques in machining processes: a case for minimum quantity lubrication using vegetable oil-based lubricant. J Clean Prod 41:210–221. https://doi.org/10.1016/j.jclepro.2012.10.016
Lopes JC et al (2018) Application of minimum quantity lubrication with addition of water in the grinding of alumina. Int J Adv Manuf Technol 97(5–8):1951–1959. https://doi.org/10.1007/s00170-018-2085-8
Malkin, Stephen; Guo, Changsheng. Grinding technology: theory and application of machining with abrasives. Industrial Press Inc., 2008
Nizamuddina M, Agrawalb SM, Patilc N (2018) The effect of Karanja based soluble cutting fluid on chips formation in orthogonal cutting process of AISI 1045 steel. Des Eng 2351:9789
Paknejad M, Abdullah A, Azarhoushang B (2017) Effects of high power ultrasonic vibration on temperature distribution of workpiece in dry creep feed up grinding. Ultrason Sonochem 39:392–402. https://doi.org/10.1016/j.ultsonch.2017.04.029
PUSAVEC F et al (2010) Transitioning to sustainable production–part II: evaluation of sustainable machining technologies. J Clean Prod 18(12):1211–1221. https://doi.org/10.1016/j.jclepro.2010.01.015
Rodriguez RL et al (2019) Evaluation of grinding process using simultaneously MQL technique and cleaning jet on grinding wheel surface. J Mater Process Technol 271:357–367. https://doi.org/10.1016/j.jmatprotec.2019.03.019
ROWE, W. Brian. Principles of modern grinding technology. William Andrew, 2013
Ruzzi RS et al (2017) MQL with water in cylindrical plunge grinding of hardened steels using CBN wheels, with and without wheel cleaning by compressed air. Int J Adv Manuf Technol 90(1–4):329–338. https://doi.org/10.1007/s00170-016-9396-4
Saberi A et al (2016) Improvement of surface grinding process performance of CK45 soft steel by minimum quantity lubrication (MQL) technique using compressed cold air jet from vortex tube. J Clean Prod 131:728–738. https://doi.org/10.1016/j.jclepro.2016.04.104
SATO BK, Sales ARD, Lopes JC, Sanchez LEDA, Mello HJD, Aguiar PRD, Bianchi EC (2018) Influence of water in the MQL technique in the grinding of steel AISI 4340 using CBN wheels. REM - Int Eng J 71:391–396. https://doi.org/10.1590/0370-44672017710152
Shokoohi Y, Khosrojerdi E, Shiadhi BHR (2015) Machining and ecological effects of a new developed cutting fluid in combination with different cooling techniques on turning operation. J Clean Prod 94:330–339. https://doi.org/10.1016/j.jclepro.2015.01.055
SHOKRANI A, DHOKIA V, NEWMAN ST (2012) Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids. Int J Mach Tools Manuf 57:83–101. https://doi.org/10.1016/j.ijmachtools.2012.02.002
Silva LR et al (2013) Environmentally friendly manufacturing: behavior analysis of minimum quantity of lubricant-MQL in grinding process. J Clean Prod. https://doi.org/10.1016/j.jclepro.2013.01.033
Tawakoli T et al (2009) An experimental investigation of the effects of workpiece and grinding parameters on minimum quantity lubrication—MQL grinding. Int J Mach Tools Manuf 49(12–13):924–932. https://doi.org/10.1016/j.ijmachtools.2009.06.015
TAWAKOLI T et al (2011) Minimum quantity lubrication in grinding: effects of abrasive and coolant–lubricant types. J Clean Prod 19(17–18):2088–2099. https://doi.org/10.1016/j.jclepro.2011.06.020
Zhang Y et al (2015) Experimental evaluation of MoS2 nanoparticles in jet MQL grinding with different types of vegetable oil as base oil. J Clean Prod 87:930–940. https://doi.org/10.1016/j.jclepro.2014.10.027
Zhang D et al (2015b) Experimental research on the energy ratio coefficient and specific grinding energy in nanoparticle jet MQL grinding. Int J Adv Manuf Technol 78(5–8):1275–1288. https://doi.org/10.1007/s00170-014-6722-6
Zhang J et al (2018) Experimental assessment of an environmentally friendly grinding process using nanofluid minimum quantity lubrication with cryogenic air. J Clean Prod 193:236–248. https://doi.org/10.1016/j.jclepro.2018.05.009
Acknowledgment
The authors would like to thank Nikkon Ferramentas de Corte Ltda-Saint Gobain Group for providing the grinding wheel, ITW Chemical Products for the donation the cutting fluids, and Emuge-Franken for the donation of the vortex tube. The authors also thank everyone for supporting the research and for the opportunity for scientific and technological development.
Funding
This work is financially supported by the São Paulo Research Foundation (FAPESP) (processes 2013/00551-7, 2016/22114-6, and 2018/22661-2), CAPES (Coordination for the Improvement of Higher Level Education Personnel), and CNPq (National Council for Scientific and Technological Development).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Lopes, J.C., Fragoso, K.M., Garcia, M.V. et al. Behavior of hardened steel grinding using MQL under cold air and MQL CBN wheel cleaning. Int J Adv Manuf Technol 105, 4373–4387 (2019). https://doi.org/10.1007/s00170-019-04571-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04571-8