
Abstract
Characterized by the high heat generation, grinding has great difficulty in dry machining. As an alternative, it is proposed to apply abundant cutting fluid (conventional method) or a minimum amount of lubrication, which in turn dispenses with disposal costs and drastically reduces the volume of cutting fluid application during machining compared with the conventional technique. Despite this, the application of cutting fluids in MQL can cause clogging of the grinding wheel, damaging the workpiece quality. Against this, one of the techniques explored in the literature is the application of grinding wheel cleaning jet (WCJ), removing part of the layer adhered to the surface of the grinding wheel. Also, the present work proposes the cleaning of the cutting surface of the grinding wheel through the mechanical contact between Alumina (WCAB), and Teflon (WCTB) blocks with the cutting surface of the CBN grinding wheel, during cylindrical grinding of AISI 4340 steel hardened. Feed rates of 0.25; 0.50; 0.75, and 1 mm/min were applied under the following lubri-refrigeration conditions: conventional, MQL, and MQL with WCJ, WCAB, and WCTB. The parameters studied were roughness, roundness deviation, diametrical wheel wear, grinding power, acoustic emission, and microstructural analysis. The results showed that the WCAB and WCTB could improve grinding conditions compared with MQL without cleaning, mainly when applied with Alumina block. However, WCJ is the better condition associated with MQL. However, the conventional flood lubricant application remains with better results, indicant that it is necessary more effort to improve the MQL technique.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Among the machining processes, the grinding process aims to provide mechanical components with characteristics not obtained by processes with defined cutting geometry, such as turning and milling [1]. Cutting tools with undefined geometries promote high removal rates in hardened materials [2] and high metric precision [3]. High levels of surface finish, quantified in terms of surface roughness, and high standards regarding geometric precision are demanded by high precision mechanical components, which are applied in the automotive and aeronautical industry, for example [4]. In addition, such components require an intact microstructure without the presence of thermally affected areas or regions weakened by the presence of micro or nano surface cracks [5], which can compromise their mechanical resistance [6]. In this way, mechanical and thermal damage caused during machining, because of nature of grinding [7], can compromise the safe application of a highly reliable workpiece [8], mainly in materials of difficult machining [9].
The removal of material during machining in the case of grinding can be controlled by measuring parameters such as acoustic emission [10]. The contact between the cutting edge of the tool and the workpiece, generating material deformation and progressive disruption of the repressed material in the form of chips [11] generating noise that can be classified in terms of acoustic emission [4]. The deformation of the material and the consequent chip breakage occurs at high deformation speeds [12], producing high heat [13] flowing to the cutting tool, workpiece, and chip [14]. The increase in temperature during machining is the biggest obstacle to be overcome, since the rise in temperature causes damage to the cutting tool, such as adhesion and diffusion, reflected in shorter tool life. Also, the workpiece under high temperature undergoes microstructural changes [15], geometric deformations, and loss of surface quality [16]. Thus, the simplest way to reduce and control the overall temperature in machining is to apply cutting fluids [17] normally applied in the order of liters per minute [18]. However, its application is costly [19] and generates numerous environmental and labor liabilities due to the harmful agents present in its composition, combined with the growth of colonies of microorganisms in its recirculation system [20].
The cutting tool applied to the grinding (grinding wheel) is composed of abrasive ceramic grains, such as aluminum oxide [3], silicon carbide, and cubic boron nitride [2], joined by a vitrified or resin bond [21]. This structure gives the grinding wheel numerous cutting edges of undefined geometry, simultaneously providing several points of material removal, which produces high rates of heat generation [22] due to chip deformation and chip friction under the cutting surface of the grinding wheel making dry machining unfeasible [23].
Dry machining is covered in several works [24,25,26]. One of the motivations for the elimination of cutting fluids is the cost, which can reach 17% of the production cost within the automotive industry [25]. According to Sreejith and Ngoi [26], dry machining requires adequate measures to compensate for the absence of refrigerants and that dry machining is only possible when all operations can be done dry. However, such technology needs to be improved, so that dry cutting is fully employed in industries. Materials for cutting tools and coatings resistant to high temperatures [24], self-lubricating surfaces [25], cryogenic machining, hybrid machining [26], and application of minimal cutting fluids [27] are promising techniques for reducing and eliminating the use of cutting fluids in machining.
The application of minimum quantity lubrication (MQL) is used in recent researches about grinding [14, 28,29,30]. The comparison between grinding wheels of Al2O3 and CBN during the grinding of hardened steel 100Cr6 indicated lower temperatures for the application of CBN [29]. The amount of energy transferred to the workpiece for the implementation of MQL with an Al2O3 grinding wheel ranges from 73 to 77%, compared with 36% for conventional lubrication. Allied to this, for the application of MQL with CBN grinding wheel, the energy partition that is conducted to the workpiece is 46 to 52% as opposed to 14% with the use of conventional fluid. This indicates that the application of MQL requires techniques that promote a more significant temperature reduction [29]. De Moraes et al. [28] performed comparisons between MQL with pure oil and with oil diluted in water, indicating that the presence of water in the solution provided an improvement in final roughness, temperature, friction during the grinding, and roundness deviation of the workpiece when compared with the method with pure oil, especially in proportion to the MQL 1:5 dilution that reduced the amount of oil in the process by 83%. According to Mao et al. [30], the heat transfer during the application of MQL in the grinding follows a non-linear trend due to the characteristic of fluid spray application, making it difficult to determine the proper mixture without previous tests.
In many cases, the improvement of thermal dissipation during grinding can be promoted by mechanisms for cleaning the clogged cutting surface of the grinding wheel [31], formed by chip residues, lubricant, and loose abrasive grains [32]. The presence of a sludge layer on the cutting surface promotes an increase in the contact area between the wheel and the workpiece, thus increasing friction during grinding and improving a decrease in the surface and dimensional quality of the mechanical component, which lead to a higher incidence of the dressing process of the grinding wheel and compromising its life [33].
Experiments indicated that cleaning of the grinding wheel surface by applying a compressed air jet called wheel cleaning jet (WCJ). In this sense, the jet positioned 30° from the base of the grinding machine and in opposition to the rotation of the grinding wheel, significantly reduced the clogging of the wheel surface during machining the AISI 4340 steel with CBN wheel and MQL. This result is close to that obtained with conventional lubrication [32]. The same scenario can be observed for the application of aluminum oxide grinding wheels [31], in which the MQL with WCJ was able to reduce roughness, shape errors, machining energy, and forces of cut compared with conventional MQL and cryogenic MQL techniques. Besides that, the MQL + WCJ obtaining values close to the traditional lubrication condition. In this way, an expansion in the industrial applicability of the MQL with WCJ alternative technique can be achieved through the methods of cleaning the grinding wheel during the machining, promoting lower machining temperatures, and increase the life of the wheel. However, the application of compressed air jets for cleaning can lead to increases in the cost of electricity and high levels of noise in the production environment.
However, the environmental issue related to the reduction of the cutting fluid application can impact in other circumstances. Greater tool wear, due to less heat dissipation [22], increased machining power and, consequently, increased energy consumption and longer machining times [11] can negatively impact the reduction in the use of cutting fluid, justifying the great need in the development of techniques that improve the machining conditions with a reduced volume of cutting fluid used.
The present work proposes the application of new techniques for cleaning the grinding wheel cutting surface, which is based on the mechanical cleaning of the cutting surface through the use of mechanically actuated Teflon bars (WCTB) and aluminum oxide bars (WCAB) against the wheel at the time of grinding. Also, there will be a comparison between the methods proposed here with the WCJ technique, as well as a comparison with the conventional lubrication technique. The primary purpose of the job is to seek better environmental machining conditions by not only reducing the volume of cutting fluid but also by increasing the life of the wheel and reducing energy consumption. Thus, the input parameters are roughness, roundness deviation, grinding wheel wear, grinding power, acoustic emission, and microstructural analysis.
2 Materials and methods
The tests were carried out through the cylindrical grinding. The machine tool applied was a cylindrical grinding machine model RUAP 515-H SulMecânica, with Fagor CNC command. The cylindrical grinding has a 3.6 kW and 1800 rpm of maximum rotate. The CBN grinding wheel with a vitrified bond was used, manufactured by Nikon, model B91R300V23A, with an external diameter of 350 mm, an internal diameter of 127 mm, and a width of 15 mm.
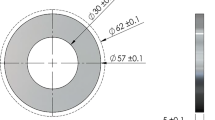
The material chosen for the analyses was AISI 4340 steel, highly applied in the mechanical metal industry, quenched, and tempered, reaching an average hardness of 54 HRc. The workpieces have an external diameter of 54 mm, an internal diameter of 30 mm, and a width of 4 mm, with a maximum tolerance of 0.1 mm.
The lubrication methods applied were based on conventional lubrication techniques with abundant cutting fluid and with the application of cutting fluids MQL. The cutting fluid adopted for traditional application is a semi-synthetic cutting fluid Rocol ultra cut 370, prepared in a 1:40 emulsion, applied at a flow rate of 17 l/min and 0.12 MPa. The MQL fluid application was fulfilled with the Accu-lube 79053D system (ITW Chemical Products Ltd.), in which the biodegradable fluid ITW LB 1000 was applied. The pressure applied to the MQL system was 0.6 MPa, at a flow rate of 150 ml/h of cutting fluid.
Together with the MQL system, a cleaning nozzle was applied, positioned at a 30° angle of attack, directed against the rotation of the grinding wheel, using a pressure of 0.7 MPa and a flow of 480 l/min of compressed air. This system set is effective for cleaning the grinding wheel cutting surface in previous works [31, 32].
A system for mechanically cleaning the cutting interface of the wheel, using Alumina blocks (WCAB), with granulometry 80, and industrial Teflon blocks (WCTB), was installed on the top of the grinder. Both bars have a rectangular profile (60 × 25 mm) with an angle of 60° by the contact interface, being driven by a linear electric actuator. The contact between the cleaning block and the CBN grinding wheel is made by the actuator, in which the maximum point of displacement and maximum application force of the mechanical cleaning system is carried out by measuring the voltage and currents consumed by the actuator. In this way, a control system based on the application of a microcontroller programmed for such use determines the maximum force in which the cleaning system acts on the grinding wheel, thereby ensuring compensation for the wear of the grinding wheel and the wear of the bars Teflon and Alumina. The component assembly setup is shown in Fig. 1.

Grinding setup, with emphasis on cleaning with compressed air and with Teflon and Alumina blocks
The machining parameters consisted of the peripheral speed of the grinding wheel (Vs) of 30 m/s, workpiece speed (Vw) of 0.58 m/s, applying time of 3 s for the spark-out. At each test and wear measurement of the grinding wheel, a diamond-type dresser dressed it at a speed of 0.3 mm/s and an advance of 0.02 mm/rotation, to a depth of 2 μm. Each test removed 1618 mm3 of workpieces.
In terms of repeatability, each condition was evaluated in three experiments, with four feed rates: 0.25, 0.50, 0.75, and 1 mm/min. The requirements for the tests were based on the application of conventional lubri-refrigeration, MQL without cleaning, MQL + WCJ, MQL + WCTB, and MQL + WCAB.
The tests were evaluated in terms of roughness, roundness deviation, diametrical grinding wheel wear, grinding power, acoustic emission, and microstructural analysis.
The measurement of surface roughness was obtained in terms of arithmetic mean roughness (Ra) using a Taylor Hobson Surtronic 3+ rugosimeter, configured with a 0.25 mm cut-off and a sample length of 1.25 mm, in which measurements were made three measurements on each workpiece.
Still on superficial analysis, the confocal microscopy technique was applied, aiming to obtain the surface of the specimens in 3D images after the different conditions of grinding. For this purpose, an Olympus confocal microscope, Model LEXT OLS4100 with × 1000 magnifications, was applied. A scanning electron microscope (SEM) model EVO LS15, manufactured by Carl Zeiss, was applied to the visualization of the ground surface, with a magnification of × 500.
The structure of workpieces subjected to grinding in different conditions was observed under conventional microscopy, using an optical microscope, models Olympus BX-51, with magnifications of × 500. The workpieces were previously prepared and embedded in bakelite, and then chemically attacked with 2% Nital. The observation of the microstructure allows the visualization of the formation of superficial martensite or white layer, as well as the creation of micro-cracks visible only in such observations.
A roundness measurement equipment manufactured by the company Taylor Hobson, model Talyrond 31c, was applied to measure the roundness deviation of the workpieces. The equipment probe traveled a circular path around the workpiece in each measurement, with three measurements being made for each condition.
As for the evaluation of the wear of the grinding wheel, the technique of printing the wheel surface on a workpiece of AISI 1020 steel was applied, with dimensions of 30 mm in diameter and 120 mm in length. As it is low-strength steel, grinding through a dip in this material ensures the comparison of the unused region of the grinding wheel with the area where the grinding was performed, considering that the workpiece is 4 mm thick and the 15 mm grinding wheel. The evaluation of the worn region of the grinding wheel is made through the rugosimeter mentioned above.
The machining power was evaluated through a data acquisition system coupled to the grinding machine. This set contains hall sensors for measuring the current and voltage consumed, together with an encoder fixed to the primary motor shaft. The components are connected to a Curvepower module and subsequently connected to a PCI-6035E DAQ card, both from National Instruments. In this way, the encoder can provide the peripheral speed of the grinding wheel and the hall sensors the voltage and current at the time of grinding. Together with this system, the software LabView 7.1 (National Instruments) and MatLab 2016a (Mathworks) were used for data acquisition and processing.
The data related to the acoustic emission were collected using a piezoelectric sensor model 353B03, positioned on the counter-tip of the workpieces holder. This sensor was connected to PCI-6035E DAQ, using the LabView 7.1 and MatLab 2016a software for data acquisition and treatment. All data were acquired at a rate of 2 kS/s.
3 Results
3.1 Surface roughness
The average results of surface roughness in terms of μm Ra are shown in Fig. 2. The increase in the feed rate from 0.25 to 1 mm/min provided an overall increase in roughness for all conditions. The increase in roughness due to the higher feed rate is linked to the more exceptional thickness of the chip, which consequently generates greater contact area and cutting efforts [34].

Average surface roughness for different machining conditions
The abundant application of cutting fluids gave the ground workpieces lower values of surface roughness in all conditions since the conventional condition provides a higher rate of heat removal and flushing away the chips from the regions of cut [22, 35]. On the other hand, the application of MQL without any cleaning provided the worst machining conditions, mainly aggravated by the accumulation of material at the cutting interface, increasing friction, and higher the cutting temperature during grinding [36,37,38,39].
The comparison made between the cleaning processes WCJ, WCTB, and WCAB showed results that varied according to the feed rate. In the face of the conventional condition, the WCJ generated an increase of 30, 5, 4.8, and 7% in the surface roughness applied at the feed rates of 0.25, 0.50, 0.75, and 1 mm/min respectively. The WCTB generated an increase in roughness compared with the conventional condition in the order of 87.5, 42, 77.4, and 124%, in the mentioned speeds of advancement respectively, while the cleaning performed by WCAB provided increases in roughness 75, 25, 45, and 57% at the given rates respectively and compared with the conventional condition. Explored in previous works [11, 32, 38, 39], the WCJ promoted the best condition for the application of MQL, since the correct positioning of the nozzle promoted the removal of a large part of the layer adhered to the cutting surface of the grinding wheel. The use of the WCTB provided greater clogging due to the mechanical characteristics of such material. The contact of a low hardness material with the CBN grinding wheel generated rapid wear of the block, causing the material to stick to the contact regions and worsen the final conditions of the workpiece. Despite what has been reported, the application of Teflon blocks next to MQL still provides better surface roughness compared with the use of MQL without any cleaning technique. MQL aided with WCAB showed better cleaning conditions compared with MQL without cleaning and MQL with cleaning with Teflon block, mainly at feed rates of 0.75 and 1 mm/min. The increase in chip thickness considerably increases the width of the bonded layer. Thus, the application of material with abrasive characteristics, as in the case of the aluminum oxide block, promoted the removal of the bonded material by machining, in which the micro edges of cutting the block could remove such an adhered layer. The presence of a larger layer of adhered material ensured less contact between the grinding wheel and the Alumina block since at the lowest feed rates (0.25 and 0.50 mm/min), the average surface roughness values obtained did not show high variations in the final roughness of the workpiece.
The surface of workpieces subjected to the most severe machining condition is shown in Fig. 3. Despite the increase in the average roughness seen in Fig. 2 seen for WCAB, this condition presents a more homogeneous surface (Fig. 3c) compared with the condition with WCTB (Fig. 3d). For the feed rate of 1 mm/min, cleaning with Teflon (Fig. 3d) presented deeper risks, evidenced by 3D scanning, similar to that found for the condition of MQL without cleaning (Fig. 3e).

SEM and 3D images for 1 mm/min feed. a Conventional lubrication. b MQL + WCJ. c MQL + WCAB. d MQL + WCTB. e MQL without cleaning
Among the proposed cleaning processes, the WCAB condition surpassed the WCTB condition; however, it was not able to overcome WCJ in terms of surface roughness.
3.2 Roundness deviation
The geometric errors presented in workpieces subjected to the grinding process are directly linked to distortions caused by thermal damage at the time of grinding, as well as by mechanical deformations caused by abrupt machining parameters [31, 40]. The average values shown in Fig. 4 indicate lower roundness errors for the conventional condition.

Average roundness deviation for different machining conditions
The greater supply of cutting fluid during conventional application provided higher fluid volume on the workpiece-wheel contact interface. Thus, greater thermal dissipation and friction reduction were achieved, culminating in the smallest roundness deviations. As seen in roughness, increasing the feed rate from 0.25 to 1 mm/min progressively increased roundness deviations due to thermal and mechanical distortions during the grinding.
The increase in the roundness deviation is clear for all MQL applications presented. Reducing the volume from 7 l/min (conventional method) to 150 ml/h during MQL applications fatally compromises thermal dissipation [34], but the presence of a clean grinding wheel cutting surface or with the least amount of adhered debris can reduce the contact area and consequently reduce the friction during the grinding [41]. Besides that, the MQL technique with WCJ can reduce the roundness deviation by 17 to 35% compared with MQL without cleaning. In this context, the WCAB showed excellent results, indicating average values higher than 1 to 7% when cleaning by WCJ, demonstrating great proximity between the results of these two techniques. Despite the reduction in roundness deviation obtained for the application of WCTB, this cleaning technique did not match the WCAB. Again, the moment the Teflon block acted in contact with the grinding wheel to remove the clogged layer, part of the material removed from the Teflon was adhered to the cutting surface, generating roundness deviation higher than WCJ and WCAB. Thus, the WCAB improves better results compared with MQL, just above the results presented in MQL with WCJ.
3.3 Diametral wheel wear
The mechanisms that cause an increase in surface roughness and an increase in roundness deviations also culminate in a decrease in the life of the cutting tool [42]. Besides that, changes in machining parameters, such as an increase in the feed rate, cause an increase in the wear rate of the grinding wheel and thus increase the machining costs [43, 44]. The loss of abrasive material from the grinding wheel is due to the friability of the grinding wheel and also by thermal degradation of the bond [45].
The trend shown in Fig. 5 indicates that the lowest wear rate of the grinding wheel occurs for the conventional condition. In this sense, the highest wear values are seen for the application of MQL without cleaning, which increases of 66 to 194% in the diametrical wear of the grinding wheel compared with the conventional method. The application of MQL without cleaning limits the grinding process, considering that the damage caused to the workpieces, as well as the increase in the wear rate of the cutting tool, can make production unviable [25, 26].

Diametrical wheel wear obtained during different machining conditions
Given the results presented, the MQL condition with WCJ provided the best condition for the application of MQL, a fact that is helped by the temperature reduction promoted by the air jet, which can reduce the local temperature of operation and prevent thermal degradation of the bond [46, 47].
The increase in the feed rate brought a general increase in the wear of the grinding wheel for all the cleaning conditions proposed. WCTB and WCAB reduced wear compared with the MQL condition without cleaning, indicating close values for both conditions. However, the subtle increase in the diametrical wear of the grinding wheel with WCAB against the application WCTB is caused by the higher hardness of the Alumina than the Teflon, which together with the removal of clogged debris ends up removing with it a higher amount of abrasive grains. Thus, it is possible to determine that WCTB presented results comparable to MQL with WCJ, surpassing WCAB.
3.4 Grinding power
The grinding power is directly linked to the clogging of the micropores of the grinding wheel and the consequent increase in the contact area between the chip and grinding wheel [1, 42]. In this context, the constant deformation and removal of material in the form of chips gradually increase the temperature accumulated in the workpiece, providing increased adhesion and diffusion between workpiece and cutting tool [12]. Also, the heat generated in the workpiece can create the phenomenon of thermal softening of the workpiece, which can be beneficial for the reduction of efforts under certain machining conditions with defined geometry [12]. However, the grinding of high ductility materials, such as those presented by metallic materials under high temperatures, makes it even more challenging to remove the material, since the thermal softening of the material causes the clogging of the cutting interface of the grinding wheel, culminating in the increased contact area through the largest contact area [15, 48].
As well as the results previously mentioned, in Fig. 6, which indicates the average values for the grinding power during the tests, the lowest values obtained during the application of fluids in abundance are clear. Among the cleaning techniques presented, cleaning with compressed air was able to present the best results among MQL applications. The WCTB showed results slightly inferior among the cleaning conditions, while the WCAB showed intermediate values between WCJ and WCTB. Firstly, the WCJ generates only its contact with the grinding wheel through the jet of compressed air, while the other presented methods promote mechanical contact at the cutting interface. Despite the contact controlled by the actuator, the material is removed from the blocks that contribute in part to the increase in the measured grinding power, part of which is consumed by the grinding of the Teflon and Alumina cleaning systems. The adhesion of the material to the Teflon block resulted in increased friction at the contact interface, requiring higher energy for material removal. The physical characteristics of Alumina prevented its adhesion and provided more elevated rates of removal of the adhered layer on the cutting surface, surpassing the results presented by cleaning with Teflon.

Grinding power for various machining conditions
However, despite the portion of energy consumed by the contact between the cleaning blocks and the grinding wheel, the MQL without cleaning cannot overcome the conditions with mechanical cleaning, thus indicating that the portion of energy consumed by the contact between the grinding wheel and the cleaning can be minimal if compared with the amount of energy released with the severe increase in friction on a surface clogged by chips.
Once again, WCAB presented better results than WCTB, however still showing greater grinding power in relation to MQL with WCJ.
3.5 Acoustic emission
The cutting surface of the grinding wheel is characterized by the presence of several cutting edges grouped by the bond [21]. Hamilton et al. [49] point out that the lubrication mechanisms by micro irregularities occur through hydrodynamic lubrication and capillarity. In grinding, the cutting fluid can penetrate the grain interstices and be removed during machining, forming cutting fluid microfilm between the grinding wheel and the workpiece. In this way, the clogging of the contact interface reduces the penetration of cutting fluid into the contact interfaces, thus increasing the acoustic emission during grinding [50, 51].
Figure 7 shows the results of the RMS acoustic emission signals (in Volts) in all evaluated machining conditions.

Acoustic emission for various machining conditions
Conventional lubri-refrigeration allowed for the least amount of chips in the cutting zone, as debris is removed more easily during machining. The severe increase in the acoustic emission measured values can be observed for all feed rates during the application of MQL, indicating high degrees of clogging of the grinding wheel. The use of MQL with WCTB and WCAB obtained similar results for the feed rates of 0.25 mm/min and 0.50 mm/min, but with the increase in the feed rate, there were lower values of acoustic emission for cleaning with WCAB.
The results showed that WCAB shows good results compared with MQL and WCTB. The reduction of acoustic emission thorough cleaning with WCTB and WCAB cannot overcome cleaning with WCJ terms of acoustic emission. However, they present less noise when compared with the application of a jet of compressed air through a cleaning nozzle.
3.6 Workpiece cross section analysis
The presence of a white layer can compromise the final application of the workpiece. The formation of tempered martensite, commonly called the white layer, allows the creation and propagation of microcracks on the ground surface, compromising the application of the affected material in mechanical components with high mechanical stress [52, 53]. The formation of this layer is directly linked to the lubri-refrigeration machining conditions.
In this way, the microstructural evaluation of the ground workpieces indicates the effectiveness of the cleaning methods presented combined with the use of MQL, in terms of surface integrity, due to the lack of microstructural changes. Figure 8 shows the micrographs taken on workpieces submitted to the most extreme condition, with an advance of 1 mm/min. No signs of superficial burning and annealing were found. The higher mechanical and thermal stresses to which the workpieces were exposed, mainly in the condition of MQL without cleaning (Fig. 8f), were not enough to generate microstructural changes that could compromise the integrity of the ground workpieces under the given circumstances.

Micrograph of ground workpieces under 1 mm/min feed rate. a Workpiece embedded in Bakelite. b Conventional lubri-refrigeration condition. c MQL + WCJ. d MQL + WCAB. e MQL + WCTB. f MQL without cleaning
Despite the good results presented regarding the nonexistence of affected layers, flood lubrication showed the best results in all previous parameters and indicating new techniques for the application of MQL must be developed to allow its use on a large scale.
3.7 Comparative results
The comparative result demonstrates the trend observed for all the adopted feed rates. Based on the average values for all feed rates and considering the values obtained for the conventional condition as a reference, in Fig. 9 that all conditions with cleaning showed values that were between the conventional condition and the MQL without cleaning. In terms of roughness, roundness error, grinding power, and acoustic emission, WCAB showed better results compared with WCTB, while for the diametrical wheel wear, the opposite was obtained. Compared with MQL with WCJ, the results of the roundness deviation were close to the WCAB, whereas for the diametrical wheel wear, the WCTB condition was closer.

Comparative between the average of all conditions and parameters evaluated
4 Conclusions
The comparison among the cleaning process with WCJ, WCTB, and WCAB compared with the MQL without cleaning, and the conventional lubrication cooling on the grinding of AISI 4340 quenched and tempered steel indicated the following results:
In all tests, the conventional flood shows better results, followed by the condition of MQL with WCJ, demonstrating that cleaning techniques together with MQL can be fundamental in grinding.
The surface roughness obtained with WCTB and WCAB showed better values compared with the MQL condition without cleaning, since the Alumina block showed good results due to the greater layer adhered to the advances of 0.75 and 1 mm/min. For the 1 mm/min feed rate, cleaning with Teflon showed values close to MQL without cleaning.
The roundness deviation presented during the application of the WCAB values close to the MQL with WJC, indicating that the Alumina was able to clean the cutting surface and promote the sharpening of the grains. Besides that, this sharpening culminated in a higher wear rate of the grinding wheel during the WCAB application than during the WCTB application.
The values obtained for WCTB in terms of diametrical wheel wear indicate that the lower resistance of Teflon does not remove excessive abrasive material in cleaning, reducing wheel wear compared with WCAB.
The low mechanical resistance of Teflon made this material easily adheres to the cutting surface of the grinding wheel, generating an increase in the contact area and the friction during the grinding. The loss in lubrication efficiency caused the energy consumed to be close to the value of the MQL condition without cleaning. Thus, the grinding power decreases compared with MQL and increases compared with MQL with WCJ.
The acoustic emission values indicated that the application of WCTB and WCAB shows reductions compared with the MQL condition without cleaning. However, it also demonstrates that the conventional lubrication condition presents values well below the acoustic emission compared with the best MQL condition.
No thermal damage was found, such as tempered martensite for all conditions evaluated.
Reduction in grinding power and diametral wheel wear compared with MQL without cleaning showed that the WCTB and WCBA promote better environmental conditions for grinding, but, among the evaluated MQL techniques, WCJ still obtained the best results.
Thus, the cleaning process based on the application of Teflon and Alumina blocks represents an alternative to cleaning with compressed air, requiring further studies on the implementation of this technique.
References
Marinescu ID, Doi TK, Eckart U (2015) Handbook of ceramics grinding and polishing, 2nd edn. Elsevier
Sato BK, Rodriguez RL, Talon AG, Lopes JC, Mello HJ, Aguiar PR, Bianchi EC (2019) Grinding performance of AISI D6 steel using CBN wheel vitrified and resinoid bonded. Int J Adv Manuf Technol 105:2167–2182. https://doi.org/10.1007/s00170-019-04407-5
Talon AG, Lopes JC, Tavares AB, et al (2019) Effect of hardened steel grinding using aluminum oxide wheel under application of cutting fluid with corrosion inhibitors
de Mello HJ, de Mello DR, Rodriguez RL, Lopes JC, da Silva RB, de Angelo Sanchez LE, Hildebrandt RA, Aguiar PR, Bianchi EC (2018) Contribution to cylindrical grinding of interrupted surfaces of hardened steel with medium grit wheel. Int J Adv Manuf Technol 95:4049–4057. https://doi.org/10.1007/s00170-017-1552-y
Yao CF, Jin QC, Huang XC, Wu DX, Ren JX, Zhang DH (2013) Research on surface integrity of grinding inconel718. Int J Adv Manuf Technol 65:1019–1030. https://doi.org/10.1007/s00170-012-4236-7
Tunc LT, Gu Y, Burke MG (2016) Effects of minimal quantity lubrication (MQL) on surface integrity in robotic milling of austenitic stainless steel. Procedia CIRP 45:215–218. https://doi.org/10.1016/j.procir.2016.02.337
Kopac J, Krajnik P (2006) High-performance grinding-a review. J Mater Process Technol 175:278–284. https://doi.org/10.1016/j.jmatprotec.2005.04.010
Brinksmeier E, Mutlugünes Y, Klocke F, Aurich JC, Shore P, Ohmori H (2010) Ultra-precision grinding. CIRP Ann 59:652–671. https://doi.org/10.1016/J.CIRP.2010.05.001
Dudzinski D, Devillez A, Moufki A, Larrouquère D, Zerrouki V, Vigneau J (2004) A review of developments towards dry and high speed machining of Inconel 718 alloy. Int J Mach Tools Manuf 44:439–456. https://doi.org/10.1016/S0890-6955(03)00159-7
Alexandre FA, Lopes WN, Lofrano Dotto FR, Ferreira FI, Aguiar PR, Bianchi EC, Lopes JC (2018) Tool condition monitoring of aluminum oxide grinding wheel using AE and fuzzy model. Int J Adv Manuf Technol 96:67–79. https://doi.org/10.1007/s00170-018-1582-0
Bianchi EC, Rodriguez RL, Hildebrandt RA, Lopes JC, de Mello HJ, da Silva RB, de Aguiar PR (2018) Plunge cylindrical grinding with the minimum quantity lubrication coolant technique assisted with wheel cleaning system. Int J Adv Manuf Technol 95:2907–2916. https://doi.org/10.1007/s00170-017-1396-5
Trent EM, Wright PK (2000) Metal Cutting, 4th. Butterworth-Heinemann, Heat in metal cutting
Vyas A, Shaw MC (2008) Mechanics of saw-tooth chip formation in metal cutting. J Manuf Sci Eng 121:163–172. https://doi.org/10.1115/1.2831200
Rodriguez RL, Lopes JC, Hildebrandt RA, Perez RRV, Diniz AE, de Ângelo Sanchez LE, Rodrigues AR, de Mello HJ, de Aguiar PR, Bianchi EC (2019) Evaluation of grinding process using simultaneously MQL technique and cleaning jet on grinding wheel surface. J Mater Process Technol 271:357–367. https://doi.org/10.1016/j.jmatprotec.2019.03.019
Marinescu ID, Rowe WB, Dimitrov B, Ohmori H (2012) Tribology of abrasive machining processes
de Martini FL, Lopes JC, Volpato RS et al (2018) Comparative analysis of two CBN grinding wheels performance in nodular cast iron plunge grinding. Int J Adv Manuf Technol 98:237–249. https://doi.org/10.1007/s00170-018-2133-4
Chetan GS, Venkateswara Rao P (2015) Application of sustainable techniques in metal cutting for enhanced machinability: a review. J Clean Prod 100:17–34
Irani RA, Bauer RJ, Warkentin A (2005) A review of cutting fluid application in the grinding process. Int J Mach Tools Manuf 45:1696–1705. https://doi.org/10.1016/j.ijmachtools.2005.03.006
Debnath S, Reddy MM, Yi QS (2014) Environmental friendly cutting fluids and cooling techniques in machining: a review. J Clean Prod 83:33–47
Rodriguez RL, Lopes JC, Mancini SD, de Ângelo Sanchez LE, de Almeida Varasquim FMF, Volpato RS, de Mello HJ, de Aguiar PR, Bianchi EC (2019) Contribution for minimization the usage of cutting fluids in CFRP grinding. Int J Adv Manuf Technol 103:487–497. https://doi.org/10.1007/s00170-019-03529-0
Marinescu ID, Hitchiner M, Uhlmann E, Rowe WB (2007) Handbook of machining with grinding wheels, 1st edn. CRC Press, New York
de Martini FL, Lopes JC, Ribeiro FSF et al (2019) Thermal model for surface grinding application. Int J Adv Manuf Technol 104:2783–2793. https://doi.org/10.1007/s00170-019-04101-6
Marinescu ID (2013) Tribology of abrasive machining processes. William Andrew
Goindi GS, Sarkar P (2017) Dry machining: a step towards sustainable machining – challenges and future directions. J Clean Prod 165:1557–1571. https://doi.org/10.1016/j.jclepro.2017.07.235
Klocke F, Eisenblatter G (1997) Dry cutting. Keynote Pap 46:519–526. https://doi.org/10.1016/S0007-8506(07)60877-4
Sreejith P, Ngoi B (2000) Dry machining: machining of the future. J Mater Process Technol 101:287–291. https://doi.org/10.1016/S0924-0136(00)00445-3
Javaroni RL, Lopes JC, Sato BK, Sanchez LEA, Mello HJ, Aguiar PR, Bianchi EC (2019) Minimum quantity of lubrication (MQL) as an eco-friendly alternative to the cutting fluids in advanced ceramics grinding. Int J Adv Manuf Technol 103:2809–2819. https://doi.org/10.1007/s00170-019-03697-z
de Moraes DL, Garcia MV, Lopes JC, Ribeiro FSF, de Angelo Sanchez LE, Foschini CR, de Mello HJ, Aguiar PR, Bianchi EC (2019) Performance of SAE 52100 steel grinding using MQL technique with pure and diluted oil. Int J Adv Manuf Technol 105:4211–4223. https://doi.org/10.1007/s00170-019-04582-5
Hadad MJ, Tawakoli T, Sadeghi MH, Sadeghi B (2012) Temperature and energy partition in minimum quantity lubrication-MQL grinding process. Int J Mach Tools Manuf 54–55:10–17. https://doi.org/10.1016/J.IJMACHTOOLS.2011.11.010
Mao C, Zou H, Huang Y, Li Y, Zhou Z (2013) Analysis of heat transfer coefficient on workpiece surface during minimum quantity lubricant grinding. Int J Adv Manuf Technol 66:363–370. https://doi.org/10.1007/s00170-012-4330-x
Lopes JC, Garcia MV, Valentim M, Javaroni RL, Ribeiro FSF, de Angelo Sanchez LE, de Mello HJ, Aguiar PR, Bianchi EC (2019) Grinding performance using variants of the MQL technique: MQL with cooled air and MQL simultaneous to the wheel cleaning jet. Int J Adv Manuf Technol 105:4429–4442. https://doi.org/10.1007/s00170-019-04574-5
Lopes JC, Fragoso KM, Garcia MV, Ribeiro FSF, Francelin AP, de Angelo Sanchez LE, Rodrigues AR, de Mello HJ, Aguiar PR, Bianchi EC (2019) Behavior of hardened steel grinding using MQL under cold air and MQL CBN wheel cleaning. Int J Adv Manuf Technol 105:4373–4387. https://doi.org/10.1007/s00170-019-04571-8
D’Addona DM, Matarazzo D, De Aguiar PR et al (2016) Neural networks tool condition monitoring in single-point dressing operations. Procedia CIRP 41:431–436. https://doi.org/10.1016/j.procir.2016.01.001
Walker T (2013) The MQL handbook
Hadad M, Sadeghi B (2012) Thermal analysis of minimum quantity lubrication-MQL grinding process. Int J Mach Tools Manuf 63:1–15. https://doi.org/10.1016/j.ijmachtools.2012.07.003
Bianchi EC, Sato BK, Sales AR, Lopes JC, de Mello HJ, de Angelo Sanchez LE, Diniz AE, Aguiar PR (2018) Evaluating the effect of the compressed air wheel cleaning in grinding the AISI 4340 steel with CBN and MQL with water. Int J Adv Manuf Technol 95:2855–2864. https://doi.org/10.1007/s00170-017-1433-4
Tawakoli T, Hadad MJ, Sadeghi MH (2010) Influence of oil mist parameters on minimum quantity lubrication - MQL grinding process. Int J Mach Tools Manuf 50:521–531. https://doi.org/10.1016/j.ijmachtools.2010.03.005
Bianchi EC, Rodriguez RL, Hildebrandt RA, Lopes JC, de Mello HJ, de Aguiar PR, da Silva RB, Jackson MJ (2019) Application of the auxiliary wheel cleaning jet in the plunge cylindrical grinding with minimum quantity lubrication technique under various flow rates. Proc Inst Mech Eng Part B J Eng Manuf 233:1144–1156. https://doi.org/10.1177/0954405418774599
Lopes JC, Ventura CEH, Rodriguez RL, Talon AG, Volpato RS, Sato BK, de Mello HJ, de Aguiar PR, Bianchi EC (2018) Application of minimum quantity lubrication with addition of water in the grinding of alumina. Int J Adv Manuf Technol 97:1951–1959. https://doi.org/10.1007/s00170-018-2085-8
Kurt M, Köklü U (2012) Minimization of the shape error in the interrupted grinding process by using Taguchi method. Mechanika 18:677–682. https://doi.org/10.5755/j01.mech.18.6.3163
Maruda RW, Krolczyk GM, Wojciechowski S, Zak K, Habrat W, Nieslony P (2018) Effects of extreme pressure and anti-wear additives on surface topography and tool wear during MQCL turning of AISI 1045 steel. J Mech Sci Technol 32:1585–1591. https://doi.org/10.1007/s12206-018-0313-7
SHAW MC, COOKSON JO (2005) Metal cutting principles. Oxford university press, New York
King RI, Hahn RS, Devereux OF (2009) Handbook of modern grinding technology. J Eng Mater Technol 109:353. https://doi.org/10.1115/1.3225989
Lopes JC, Garcia MV, Volpato RS, de Mello HJ, Ribeiro FSF, de Angelo Sanchez LE, de Oliveira Rocha K, Neto LD, Aguiar PR, Bianchi EC (2019) Application of MQL technique using TiO2 nanoparticles compared to MQL simultaneous to the grinding wheel cleaning jet. Int J Adv Manuf Technol 106:2205–2218. https://doi.org/10.1007/s00170-019-04760-5
Hou ZB, Komanduri R (2004) On the mechanics of the grinding process, part III - thermal analysis of the abrasive cut-off operation. Int J Mach Tools Manuf 44:271–289. https://doi.org/10.1016/j.ijmachtools.2003.09.009
Reddy PP, Ghosh A (2014) Effect of cryogenic cooling on spindle power and G-ratio in grinding of hardened bearing steel. Procedia Mater Sci 5:2622–2628. https://doi.org/10.1016/j.mspro.2014.07.523
Reddy PP, Ghosh A (2016) Some critical issues in cryo-grinding by a vitrified bonded alumina wheel using liquid nitrogen jet. J Mater Process Technol 229:329–337. https://doi.org/10.1016/j.jmatprotec.2015.09.040
Bruzzone AAG, Costa HL, Lonardo PM, Lucca DA (2008) Advances in engineered surfaces for functional performance. CIRP Ann - Manuf Technol 57:750–769. https://doi.org/10.1016/j.cirp.2008.09.003
Hamilton DB, Walowit JA, Allen CM (1966) A theory of lubrication by microirregularities. J Basic Eng 88:177–185. https://doi.org/10.1115/1.3645799
Oliveira DDJ, Guermandi LG, Bianchi EC et al (2012) Improving minimum quantity lubrication in CBN grinding using compressed air wheel cleaning. J Mater Process Technol 212:2559–2568. https://doi.org/10.1016/j.jmatprotec.2012.05.019
Hadad MJ, Emami M, Sadeghi MH et al (2010) An investigation on surface grinding of AISI 4140 hardened steel using minimum quantity lubrication-MQL technique. Int J Mater Form 3:241–251
Umbrello D (2013) Analysis of the white layers formed during machining of hardened AISI 52100 steel under dry and cryogenic cooling conditions. Int J Adv Manuf Technol 64:633–642. https://doi.org/10.1007/s00170-012-4073-8
Lopes JC, de Martini FL, Domingues BB et al (2019) Effect of CBN grain friability in hardened steel plunge grinding. Int J Adv Manuf Technol 103:1567–1577. https://doi.org/10.1007/s00170-019-03654-w
Acknowledgments
The authors thank the São Paulo Research Foundation (FAPESP - processes 2013/00551-7, 2015/09197-7, and 2018/22661-2), Coordination for the Improvement of Higher Level Education Personnel (CAPES) and National Council for Scientific and Technological Development (CNPq) for their financial support of this research. The authors also thank companies Nikkon Ferramentas de Corte Ltda - Saint Gobain Group for providing the grinding wheel and ITW Chemicals for the donation of cutting fluids, and the authors thank all by support to the research and opportunity for scientific and technological development
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interests
The authors declare that they have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ribeiro, F.S.F., Lopes, J.C., Garcia, M.V. et al. Grinding performance by applying MQL technique: an approach of the wheel cleaning jet compared with wheel cleaning Teflon and Alumina block. Int J Adv Manuf Technol 107, 4415–4426 (2020). https://doi.org/10.1007/s00170-020-05334-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-05334-6