
Abstract
The final quality of mechanical components has been increasingly desired in the industry. This final quality is directly linked to surface roughness, geometric deviations, and mechanical integrity of components subjected to machining processes. For that, the industry makes use of cutting fluids so that it is possible to achieve such conditions. In the case of grinding, the application of cutting fluid in abundance allows a great reduction in temperature, as well as a better removal of chips from the cutting surface of the wheel. However, the problems generated by the cutting fluid related to environmental and labor liabilities have increasingly led to the development of effective techniques for grinding with minimal amounts of cutting fluid. The difficulties linked to the use of MQL are concentrated in the low rate of heat removal and in the clogging of the cutting surface, varying according to the type of grinding wheel applied. In this sense, the present work proposes comparison during the cylindrical grinding of hardened steel under conventional lubrication conditions, minimum quantity lubricant (MQL), cooled air MQL (MQL + CA), and MQL with wheel cleaning jet (MQL + WCJ), using aluminum oxide (Al2O3) and CBN grinding wheels. The results are presented in terms of surface roughness, roundness error, microhardness, tangential force, diametrical wear of the grinding wheels, and G-ratio. The application of MQL + CA and MQL + WCJ can improve the use of MQL. In terms of roughness, the MQL + WCJ presents values close to the conventional increase of 8.8%. Roundness errors were reduced by up to 36.3% during the application of MQL + CA and MQL + WCJ and up to 10.5% for the tangential force. Thus, these advanced techniques have shown that the conditions are feasible for the application of pure MQL towards an eco-friendly grinding process.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Friction is one of the biggest sources of energy loss in mechanical systems. In passenger cars, one-third of the energy produced by liquid fuels is used to overcome friction losses in the engine, transmission, tires, and brakes [1]. For tribology, friction is intrinsically linked to the wear control and reliability aspects of all moving parts under various operating conditions and environments [2], being compounded by the complexity of mechanical designs in contact components [2, 3] as mechanical components with interrupted geometries [4,5,6]. In machining processes, the energy loss due to friction is about 20%, due to the chip dragging over the exit surface and the cutting-edge flank [7]. This drag occurs in the regions of deformation, promoting temperature rise and progressive wear of the cutting tool [8, 9].
However, the formation of heat during machining does not occur only with friction between the chip and the cutting tool. The contact between the cutting edge and the machining material causes the machining material to deform progressively, until the chip-shaped material breaks [8, 9]. Such a specific mechanism of machining processes with cutting tools with defined and undefined geometry promotes an increase in temperature due to material deformation. [10]. The given deformation occurs in the primary deformation region, which is responsible for the largest part of the heat formation during machining [8, 9]. Therefore, the heat generated by friction in the secondary and ternary regions, together with the heat generated by material deformation in the primary shear region, is responsible for the loss of energy in the form of heat during machining [8, 9].
Although dissipation and energy loss are influential factors in the process cost, the heat generated during machining causes damage to the workpieces and damage to the cutting tools, which can compromise the machining process as a whole [11]. The excessive temperature in mechanical components during machining can cause geometric distortions, such as deviations from roundness, flatness, and parallelism, among others [12,13,14,15], as well as structural damage such as the formation of white layer, resulting from rapid cooling during the application of cutting fluids, and black layer, caused by ineffective temperature control during machining [16, 17]. The formation of tempered martensite, characterized in the white layer, is observed in a small layer, in the scale of few microns, described in an excessive increase in the local hardness [18]. The black layer, characterized by the formation of over-tempered martensite, is presented in a layer of 20 to 40 μm, varying according to the parameters and machining processes, with the characteristic of reducing the hardness of the layer [18, 19]. For the cutting tools, thermal damage is mainly related to diffusion and loss of hardness, allowing more significant wear of the cutting edge, reduction in surface quality, and decrease in the life of the cutting tools [8, 9, 20]. The control over the tool has been applied together with neural networks [21], mainly in works that apply alternative methods of lubrication [22].
Machining processes that have high rates of heat formation are more susceptible to the presence of thermal damage [11, 23]. Grinding, for example, uses grinding wheels as cutting tools, which are characterized by having many abrasive grains joined by bonds [24,25,26,27]. The simultaneous removal of material by several cutting edges increases the formation of heat, being extremely important the temperature control, carried out by the application of cutting fluids. Despite benefits such as anticorrosive additives, greater chip removal, and reduced effort [28], the use of cutting fluids in abundance generates numerous environmental and occupational problems [29, 30]. Techniques such as the application of cutting fluids in minimal quantity, MQL, have been shown as an alternative for the reduction in the volume of applied cutting fluid [31,32,33,34]. Javaroni et al. [34], during aluminum oxide cylindrical grinding with CBN grinding wheel, determine that the use of MQL as a lubrication method is useful for conditions that seek surface roughness (Ra) up to 1.2 μm. The surface roughness is the most useful parameter availed on machining [35]. The authors point out that despite the reduction in the volume of cutting fluid obtained, there is a higher consumption of cutting tools during this application. Moraes et al. [33] performed experiments with the addition of water in the fluid applied to the MQL. The results indicated that the presence of water in MQL provides better results when compared with MQL with pure oil. The great challenge for the massive application of MQL compared with the conventional cutting fluid application is its reduced thermal dissipation capacity [36, 37]. The decrease in thermal dissipation capacity does not increase roughness and geometric deformations in terms of roundness [36, 37]. The higher volume of cutting fluid during use in abundance promotes more excellent heat dissipation, either by promoting higher cleaning of the cutting surface of the grinding wheel or by offering greater cooling for the workpiece [38, 39]. In this context, several studies have proposed technical alternatives to improve performance during the application of MQL. The application of nanoparticles, for example, imposes a greater heat reduction capacity on MQL, since the nanometric particles have high thermal conductivity [40,41,42]. Other studies consider variations in the MQL dilution, seeking the best application condition [43, 44].
Other techniques proposed, for example, are cleaning the cutting surface of the grinding wheel, by compressed air jet [13, 45,46,47,48,49] or even solid blocks [50]. The clogging of chips on the cutting surface of the grinding wheel prevents the penetration of the cutting fluid into the contact interface between the cutting edge and the work material [31]. Also, clogging reduces the cutting edge effectiveness, which promotes increased friction and temperature but decreased surface quality and geometric quality of ground components [13, 45,46,47,48,49]. Bianchi et al. [13] indicated that the application of MQL + WCJ was effective during grinding, improving the G ratio and reducing the tangential force during grinding of AISI 4340 steel with an AL2O3 grinding wheel.
Recently, studies have indicated that the application of MQL with cooled compressed air is promising and may reduce the machining temperature compared with conventional MQL [51,52,53,54]. Saberi et al. [54], during the grinding of CK45 steel with aluminum oxide grinding wheel, performed MQL temperature variations between − 4 and 14 °C. It was determined that due to the presence of a cooled lubricant in the contact area, there was a reduction in efforts and the friction coefficient compared with conventional lubrication and dry cutting, indicating the feasibility of applying the technique. Lopes et al. [51] showed that the MQL with cooled air promoted excellent final conditions of roughness and circularity. The application of air-cooled MQL to the cutting interface prevented disproportionate heating of the workpiece and avoided thermal distortions during grinding, compared with traditional MQL.
Therefore, this article seeks to make a comparison during the application of cooled air MQL with aluminum oxide (Al2O3) and CBN grinding wheels. For this purpose, the lubri-refrigeration conditions are conventional MQL, MQL with cleaning (MQL+WCJ), cooled air MQL (MQL+CA), and conventional lubrication. The parameters analyzed are surface roughness, roundness error, diametrical wheel wear, G-ratio, tangential cutting force, microhardness, and microstructure of the ground workpieces.
2 Experimental setup
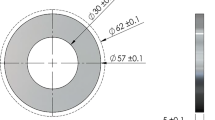
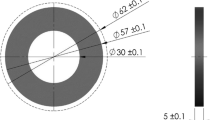
The workpieces are made of AISI 4340 steel. The material was prepared on a conventional lathe, with a disc shape and provided with an external diameter of 60 mm, an internal diameter of 30 mm and a width of 5 mm, all these dimensions with a tolerance of 0.1 mm. Then, all workpieces were subjected to heat treatments of quenching and tempering, giving them an average final hardness of 55 HRc. The specifications of the workpieces are shown in Fig. 1. The grinding machining process was carried out on a cylindrical grinding machine tool. The equipment applied was the SulMecânica, model RUAP515H, equipped with Fagor CNC control.

Workpiece dimensions
Two types of the grinding wheel were applied during the experiments: white aluminum oxide grinding wheel, manufactured by Norton Abrasives, model 38A150L6V (350 mm outside diameter, 15 mm width, and 127 mm hole diameter, and a cubic boron nitride grinding wheel, manufactured by Nikon Cutting Tools, model SNB151Q12VR2 (355.6 mm outside diameter, 25.6 mm width, and 127 mm hole diameter). The cutting speed applied during the tests was 32 m/s; the grinding wheel rotation was controlled through the application of a WEG model CF08 frequency inverter, due to the variance between the diameters of the grinding wheels presented.
As for the feed rate, the value of 0.5 mm/min was adopted in all conditions evaluated. The rotation adopted for the workpieces was 81 rpm, for which each cycle removed 0.1 mm up to a total volume of 2258 mm3.
The lubri-refrigeration techniques adopted during the tests were the application of cutting fluid and abundance, minimal quantity lubricant (MQL), MQL with cooled air (MQL+CA), and MQL with the cleaning of grinding wheel by a jet of compressed air (MQL+WCJ). For the application of cutting fluid in abundance, a semi-synthetic cutting fluid, in 1:32 dilution (Rocol UltraCut 370), was used at a flow rate of 17 l/min at a pressure of 0.1 MPa. The application of MQL relied on the use of Accu-Lube LB1100 fluid without dilution, at a flow rate of 150 ml/h under a pressure of 0.8 MPa. MQL+CA made use of cooled compressed air during the application of MQL. For this purpose, a device called a vortex tube (Emuge-Franken company) promoted the cooling of compressed air and allowed the application of nebulized fluid in temperatures of 0 °C. The test setup is shown in Fig. 2, in which Fig. 2a represents the setup with flood method, Fig. 2b represents MQL, and Fig. 2c represents MQL + CA.

Grinding setup for the conditions: a flood lubrication, b MQL, and c MQL + CA
After the tests and measurements carried out on the grinding wheels, each of them went through the dressing of the cutting surface, ensuring the integrity of the surface for the next grinding. The dressing speed was 32 m/s, at a feed rate of 500 mm/min. However, due to the characteristics inherent to each type of grinding wheel, different dressing depths were adopted. For CBN grinding wheel, 40 passes were applied with 2-μm depth each, while for the aluminum oxide grinding wheel, 50 passes were performed with 4-μm depth each.
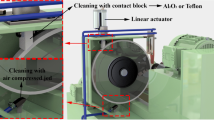
The cleaning system used in the application of MQL+WCJ made use of a jet of compressed air with a pressure of 0.7 MPa positioned opposite the direction of rotation of the grinding wheel, with an angle of attack of 30°, which can be seen in Fig. 3.

WCJ nozzle setup for a CBN wheel and b aluminum oxide wheel
The analyses carried out during and after the grinding aimed to evaluate the workpieces, the machining conditions, and wear of the grinding wheels, depending on the application of different machining conditions.
The checks on the workpieces were carried out in terms of surface roughness (Ra), roundness error, microhardness, and micrograph. The surface roughness was quantified using a Taylor Hobson Surtronic3+, with a 0.25-mm cutoff and a Gaussian filter. The final surface quality of the workpieces was assessed using scanning electron microscopy (Carl Zeiss, model EVO LS15) at × 1000 magnifications, as well as through 2D and 3D images recorded by a confocal microscope (Olympus, model LEXT OLS4100) at × 1000 magnifications.
Roundness error was evaluated with the Taylor Hobson, model Talyrond 31C, performed measurements of the final roundness in three positions of the workpieces.
Characteristics changes, such as changes in hardness due to excessive temperature or thermal shock, were investigated. First, metallographic observations were made to identify burning regions. Sections of the workpieces embedded in bakelite, sanded, polished, and chemically attacked with 2% Nital were observed in × 500 magnifications with metallographic microscopes (Olympus, Model BX51), with a × 500 magnification. A microdurometer (Mitutoyo HM-211), with loads of 300 g, was applied to measure Vickers microhardness in regions with 60-, 120-, 180-, 240-, and 300-μm distance from the ground surface. This distribution allowed the possible evaluation layers affected during grinding.
The machining conditions were quantified in terms of tangential force. The power consumed during the grinding was determined using an acquisition system mounted on the machine tool. Hall sensors attached to the electrical cabling and an encoder attached to the rotation axis of the electric motor, sent electrical tension, current, and rotation signals during machining. The acquisition system was connected to a module (Curvopower) and a board (PCI-6035EDAQ-16 bits), sent the data to the LabView 7.1 software at an acquisition rate of 2 kS/s. With the data referring to the peripheral speed of the grinding wheel and the power consumed, the tangential force was calculated with the aid of the Matlab 9.0 software.
The diametrical wheel wear of the grinding wheel was measured by applying the indirect measurement technique (Fig. 4). This technique consists of grinding material with low hardness (AISI 1020), which is performed with the grinding wheel after grinding of workpieces, without dressing. The impression of the worn region of the grinding wheel is then compared to the preserved area of the grinding wheel. A 1020 AISI steel workpiece (35 mm in diameter and 120 mm in length) was applied to print the cut surface of both grinding wheels. A surface roughness equipment (Surtronic3 + Taylor Hobson) was used to measure the printed surfaces in the worn region. Thus, the ratio between the worn volume of the grinding wheel and the volume of material removed determines the G-ratio of the process.

a Grinding wheel wear and b wear measurement by indirect method
3 Results and discussion
3.1 Surface roughness
Figure 5 shows the average surface roughness for each setup analyzed in this work. The results show that the use of aluminum oxide grinding wheel caused an average increase of 29% to the use of CBN wheel, being the biggest difference under the flood method (48%) and the smallest difference for the MQL+CA method (15%). Thus, the aluminum oxide grinding wheel produced worse surfaces for all the lubri-refrigerant methods analyzed compared with the CBN wheel. The alternative lubri-refrigerant method that came closest to the flood technique with the same grinding wheel was the MQL+WCJ with aluminum oxide wheel, which produced surface roughness only 8.8% higher than the flood method with aluminum oxide wheel, representing a numerical difference of 0.03 μm. On the other hand, the most significant difference between the surface roughness of the flood method concerning an alternative method occurred between MQL and the flood with aluminum oxide wheel, the roughness being 88.2% greater with MQL concerning the flood for this grinding wheel.

Average surface roughness obtained experimentally for each lubri-refrigerant condition
The superiority of the surface roughness produced by the CBN wheel over that produced by the aluminum oxide wheel for all the lubri-refrigerant methods analyzed is justified by two factors: resistance to high temperatures and the ability to dissipate heat. CBN grains and their bond suffer less damage due to the significant heating of the wheel-workpiece contact zone during material cutting. On the other hand, the aluminum oxide wheel has the resistance of its abrasive grains and its bond due to the high grinding temperature, which increases the phenomenon of micro-fracture and breakout. Thus, this type of grinding wheel tends to create uneven cutting edges, which creates a more irregular ground surface in the workpiece and, consequently, with higher surface roughness. Besides, the CBN abrasive grain has a thermal conductivity 40 times greater than the thermal conductivity of aluminum oxide abrasive grain, i.e., CBN can dissipate much more heat from the cutting zone than aluminum oxide. Thus, the temperature in the wheel-workpiece contact is higher using the aluminum oxide wheel compared with the CBN wheel, increasing tool wear, as mentioned above, and causing deformations in the workpiece material, which substantially impairs surface roughness. Also, the higher temperature causes larger chips due to the increased ductility of the material under high temperature, which intensifies flash-butt-welding and, consequently, clogging, causing damage to the surface quality of the workpiece as well, as seen in Fig. 6.

2D and 3D confocal microscopy, respectively, for the aluminum oxide grinding wheel and for the CBN grinding wheel
The worse performance of the MQL method in this parameter concerning the other techniques analyzed was the result of the higher heating of the cutting zone and the greater clogging of the grinding wheel. The MQL has a low cooling capacity, which is mainly exerted by the compressed air jet, reducing the high temperature of the cutting zone slightly and keeping it elevated. Thus, the increase in ductility caused by this temperature stretches the chips and facilitates their adhesion to the wheel cutting surface, clogging the grinding wheel and thus impairing the quality of the workpiece. Also, the heating of the workpiece surface causes thermal deformations that impair the cut, generating a more irregular surface roughness. On the other hand, the cooled air on MQL (MQL + CA) increases the cooling capacity of the method, reducing the impacts caused by heating and clogging, which produced a better surface roughness in this work. However, the MQL + WCJ stood out among all the techniques analyzed, as this method removed a significant part of the clogging of the grinding wheel, reducing the adhesion of the clogging on the surface of the workpiece and returning part of the cutting capacity of the grinding wheel. Thus, the union of MQL with WCJ produced the best surface quality of the workpiece in this work, significantly approaching the results of the flood method and expanding the socio-environmental preservation through lower oil consumption. The image of the workpiece surfaces for each technique can be seen in Fig. 7, showing the impact of each method on the surface finish. These images are from the ground workpieces with an aluminum oxide wheel, which generated greater surface variation for each lubri-refrigerant technique analyzed in comparison with the CBN wheel.

Confocal microscopy of workpieces surfaces for a flood, b MQL, c MQL + CA, and d MQL + WCJ
3.2 Roundness error
Figure 8 presents the results of the roundness error for the evaluated methods. According to Lopes et al. [26], roundness error is a parameter directly related to surface roughness. In this respect, the values obtained in this work show an apparent similarity between the trends of roundness error and surface roughness, where both presented the best values with the use of the conventional method, and the worst with the use of pure MQL, corroborating for validation of the statement above. Also, the application of MQL+CA promoted a 24.4% reduction in the roundness error for the CBN grinding wheel, and a 23.9% reduction for the aluminum oxide, when compared with the use of pure MQL. The use of MQL + WCJ, in turn, promoted a decrease of 36.3% and 35.3% for the CBN and aluminum oxide grinding wheels, respectively, compared with pure MQL.

Average roundness error obtained experimentally for each lubri-refrigerant condition
The pure MQL method as a lubri-refrigeration technique has a low capacity to remove chips housed in the grinding wheel and low efficiency in promoting the cooling of the contact surface between the tool and the workpiece. These deficiencies contribute to the higher occurrence of clogging of the grinding wheel and overheating of the contact area, thus promoting an increase in the scratching of the surface and the problems such as the thermal distortion of the material [31, 45]. Thus, the good results obtained by the MQL+CA method can be explained by the increase in the cooling capacity of the cutting surface, reducing thermal distortions, and maintaining the homogeneity of the machined material surface. Likewise, MQL + WCJ shows a significant improvement in the removal rate of chips housed in the pores of the grinding wheel, reducing the scratching effect and, consequently, the heat generated on the surface as a result of friction between the surfaces. Besides, when comparing the flood and MQL + WCJ methods, it is noted that the values obtained by the conventional method were 27.0% lower for the CBN grinding wheel and 16.4% lower for the aluminum oxide tool, demonstrating that the use of MQL + WCJ is valid. However, it still needs improvements to become more attractive to the industrial sector.
The use of the aluminum oxide grinding wheel during the tests showed higher values of roundness error for all evaluated lubrication methods. This result can be explained by the influence of the greater friability of the aluminum oxide grains compared with CBN grains since the greater the friability of the grains, the more susceptible to fracture they will be. In this sense, the low friability of the grains presents in the CBN grinding wheel is beneficial concerning the roundness error parameter since the more resistant grains tend to maintain the homogeneity of the tool surface, reducing distortions.
3.3 Microhardness and microstructure
Bearing in mind that grinding is a process of extreme precision, it is performed after thermal or chemical treatments that can influence the final dimensions of the product [51]. Thus, it is of great importance that the workpiece, when submitted to the grinding process, does not undergo significant variations in its microstructure, avoiding changes in the characteristics or mechanical properties of the final workpiece. These possible changes can be verified through the considerable variation of microhardness, which allows the detection of the main sources of structural variation in the process: machining temperature above expectations and large thermal variations throughout the process. When one of these phenomena occurs, microhardness varies significantly at the end of the process.
Therefore, it can be seen in Fig. 9 that for all lubri-refrigeration conditions evaluated in the tests, with both grinding wheels, there were no notable variations in microhardness, remaining close to the reference value. In this sense, it can be concluded that excessive residual tensile stresses, reduced fatigue strength, and phase transformations, for example, were avoided by the non-occurrence of microstructural variation. Besides, optical microscopy was performed to detect possible surface flaws and assist in the verification of the structural and surface integrity of the final product.

Microhardness obtained experimentally for each lubri-refrigerant condition
Despite the change in microhardness verified in the points shown in Fig. 10, it is noted that the evaluated techniques showed homogeneity in their microstructure. None of them showed superficial or subsurface burns that are identified by a black layer in the extension of the surface. Also, it was observed that the material did not exceed the austenitization temperature. In the occurrence of this phenomenon, there is the appearance of a white layer on the workpiece surface that receives this tone due to the martensite structure generated when there is an excess of retained austenite [33].

Micrograph of workpieces surfaces for a flood + CBN; b flood + Al2O3; c MQL+Al2O3; d MQL + CA + CBN; e MQL + CA + Al2O3
Thus, the MQL methods employed to become a promising alternative to the conventional lubri-refrigeration method, because of the extreme reduction of cutting fluid which, when grinding 4340 steel with CBN grinding wheel and aluminum oxide, does not affect the structural integrity of the final workpiece.
3.4 Tangential cutting force
In Fig. 11, the lowest tangential force (8.48 N) obtained through the combination of the CBN grinding wheel with the conventional cutting fluid is noted. However, when using the aluminum oxide grinding wheel, the MQL techniques employed approached the results of the abundant fluid, with emphasis on the MQL associated with the cleaning of the grinding wheel that surpassed the conventional method and reduced the tangential force by 5%.

Average tangential cutting obtained experimentally for each lubri-refrigerant condition
According to Sanchez et al. [55], both the clogging of the grinding wheel and the friction caused by the tool-workpiece contact influence the increase in the tangential cutting force. Thus, the two phenomena can be correlated, since the greater clogging of the grinding wheel increases the frictional force in the process, which is also the result of inefficient lubrication. Thus, the two best lubri-refrigeration methods for this parameter (flood and MQL + WCJ) stood out due to the high capacity to remove chips impregnated in the grinding wheel and the cutting region, thus avoiding the clogging of the grinding wheel and the increase friction. This high efficiency of removing chips was motivated both by the abundance of fluid from the conventional method, which prevents the chips from remaining in the cutting zone, and the WCJ’s extreme ability to remove chips impregnated in the grinding wheel.
Another point in evidence was the reduction in tangential force by 9.8% for the CBN grinding wheel and by 10.5% for the aluminum oxide grinding wheel, which the cooled air MQL technique presented in relation to the MQL without assistance. This improvement is due to the higher cooling power of the system with cold air, which allowed the ductility of the steel to be minimized during the process, and, consequently, reduced the size of the generated chips, due to the greater ease of breaking them in contact with the grain abrasives. Thus, the smaller chips formed in the process resulted in a lesser probability of causing clogging, being easier to be removed from the pores, and cutting edges of the grinding wheel.
Therefore, the biggest highlight for this analyzed parameter was the combination of MQL with the auxiliary cleaning system and the aluminum oxide grinding wheel, which even has the third-lowest tangential force in comparison with all the results presented; this combination still has all the sustainable advantages of the MQL technique over the conventional method, and the economic benefits of using the aluminum oxide wheel to replace the CBN wheel.
3.5 Diametrical wheel wear
The data referring to the diametrical wheel wear for the lubrication methods used are presented in Fig. 12. The use of the conventional method by flood reached the lowest values during the experiment. In contrast, the application of pure MQL as a method of lubri-refrigeration presented the highest values for this parameter.

Diametral wheel wear obtained experimentally for each lubri-refrigerant condition
Temperature control during the grinding operation is one of the factors that most influences this parameter because, according to Bianchi et al. [46], high temperatures affect directly on the resistance of the bond and the abrasive grains of the grinding wheel, which may cause the softening effect of the bond, thus impairing the integrity of the tool. Furthermore, according to Belentani et al. [56], the mechanical efforts during grinding also have a significant influence on the values obtained about diametrical wheel wear. In this sense, the better the lubrication of the contact interface between the workpiece surface and the grinding wheel, the smaller the diametrical wheel wear will be, since good lubrication promotes a reduction in machining efforts, especially the friction between the surfaces, causing thus the less material loss of the tool.
Figure 12 shows that the use of MQL + CA showed a reduction of 32.7% compared with pure MQL for the CBN grinding wheel and 25.6% for the aluminum oxide grinding wheel. These results could be justified by the increase in the cooling capacity of the MQL + CA technique, reducing the temperature at the interface and thus preserving the integrity of the bond and also of the material of the machined workpiece, which leads to less clogging of the grinding wheel and, consequently, to a reduction in friction between surfaces. The application of MQL + WCJ during the experiment promoted a decrease of 52.2% in the diametrical wheel wear for the CBN grinding wheel, and 39.4% for the aluminum oxide grinding wheel. Unlike the previous case, the use of MQL + WCJ has little effect on the cooling of the surface. Still, it acts directly on the removal of chips housed in the tool’s pores, thus contributing to less friction between the surfaces of the tool and the machined workpiece, generating less effort during machining and reducing the occurrence of abrasive grains from the grinding wheel.
According to Lopes et al. [26], the friability of the grinding wheel is directly related to the loss of material due to the efforts suffered during the machining operation, directly influencing the result of the diametral wheel wear. In this sense, the CBN grinding wheel has a much higher resistance compared with the aluminum oxide tool, which contributes to the occurrence of the micro-fracture phenomenon, where the abrasive grains break during the sharpening phenomenon, thus generating new cutting edges [4]. The aluminum oxide grinding wheel, on the other hand, has a lower resistance when compared with CBN, thus predominating the macro-fracture phenomenon where portions of abrasive grains come off the surface of the tool, generating a more accentuated wear of the grinding wheel [4, 26]. Thus, it is possible to justify the great difference between the results obtained in this parameter for the CBN and aluminum oxide grinding wheels.
3.6 G-ratio
Figure 13 shows the results obtained in the analysis of the G-ratio for the lubri-refrigeration methods studied in this work. The best results were obtained using the flood method, while pure MQL presented the worst values for this parameter. Bearing in mind that the G-ratio is calculated by the ratio of the volume of material removed to the volume of grinding wheel spent, the higher its value, the greater the efficiency of the machining process [27]. In this sense, the grinding wheel wear mechanisms, such as the abrasive grain break-out from the tool surface, as well as the loss of cutting capacity of these grains, are mainly responsible for the reduction of the G-ratio and, consequently, of the process efficiency [27, 48].

G-ratio obtained experimentally for each lubri-refrigerant condition
The use of MQL + CA during the experiment provided an increase of 48.6% in the G-ratio using the CBN grinding wheel and 34.0% for the aluminum oxide grinding wheel. The MQL + WCJ method, in turn, was able to increase the value of the G-ratio for the CBN tool by 109.0% and 65.0% for the aluminum oxide. As with the other parameters evaluated, the use of MQL + CA increases the efficiency in removing heat from the cutting interface, thus maintaining the integrity of the bond of the grinding wheel, as well as the material that constitutes the machined workpiece, reducing the effect of softening of both. As with diametrical wheel wear, there is a reduction in the impact of macro-fracture, reducing the volume of grinding wheel spent. Likewise, the use of the cleaning jet through MQL + WCJ helps in removing the housed chips, contributing to the reduction of efforts on the tool, especially the friction, thus reducing the material loss of the grinding wheel [30, 57].
4 Conclusions
Given the exposed results, the authors present the following conclusions:
-
In terms of surface roughness, for all conditions evaluated, the aluminum oxide grinding wheel showed lower results than CBN (average increase of 29%), due to the low heat dissipation seen with the use of the aluminum oxide grinding wheel. Among the techniques with MQL evaluated, the application of MQL + WCJ promoted the best results in terms of surface finish;
-
The roundness errors evaluated in the ground components indicated that the reduction in the amount of cutting fluid negatively affects the geometric quality of the workpiece. However, the cleaning presented in MQL + WCJ produced the results closest to the condition of the flood, with reductions of up to 36.3% compared with MQL, indicating that the cleaning of pores is a factor to be observed in the grinding processes with MQL.
-
Observation of microhardness does not show microstructural variations. In this sense, these results were observed under conditions of conventional lubrication and MQL, indicating that there were no layers affected due to the reduction in the amount of fluid applied. This point is reinforced by microstructural observations.
-
The tangential cutting force observed when using MQL + WCJ approached the value presented during the application of conventional lubrication for the CBN grinding wheel. For the same situation with the application of aluminum oxide grinding wheel, there was a 5% reduction in tangential force. MQL + CA can reduce the ductility of the material, thus reducing clogging on the cutting surface. However, MQL + WCJ still presented the best results among the evaluated MQL, with up to 10.5% reduction in tangential force compared to MQL.
-
Evaluated the diametral wheel wear of the grinding wheel, it is noted that for all conditions, the aluminum oxide grinding wheel showed marked wear when compared with CBN, explained in part by the degradation of the bond and the abrasive grains because of the high machining temperatures. Also, MQL + CA can reduce the formation of heat and offer excellent results compared with MQL. However, cleaning the cutting surface (WCJ) was even more effective among MQL applications in the G-ratio parameter. The application of MQL + WCJ during the experiment promoted a decrease of 52.2% in the diametrical wheel wear for the CBN grinding wheel and 39.4% for the aluminum oxide grinding wheel.
-
As shown, the G-ratio for the flood condition with CBN grinding wheel was superior to the techniques presented, and, among the MQL techniques, the MQL + WCJ presented the best results. The use of MQL + CA during the experiment provided an increase of 48.6% in the G-ratio using the CBN grinding wheel and 34.0% for the aluminum oxide grinding wheel. The MQL + WCJ method, in turn, was able to increase the value of the G-ratio for the CBN tool by 109.0% and 65.0% for the aluminum oxide.
-
Finally, the best result of the CBN grinding wheel in all conditions stands out, mainly due to its characteristic of resistance to high temperatures. As for MQL applications, MQL + WCJ was more effective, indicating that a clean cutting surface and free from clogging can help the final quality of the workpiece, presenting results close to the flood method.
-
Both cooled air and WCJ improved the performance of MQL in the grinding of AISI 4340, producing results close to the flood. However, the application of cutting fluid in abundance, especially with the CBN grinding wheel, obtained the best results. In this way, these alternative techniques can replace the flood method for machining conditions close to those applied in this work, which would bring a significant reduction in the socio-environmental impact that grinding currently causes.
References
Holmberg K, Andersson P, Erdemir A (2012) Global energy consumption due to friction in passenger cars. Tribol Int 47:221–234. https://doi.org/10.1016/j.triboint.2011.11.022
Hsu S, Ying C, Zhao F (2014) The nature of friction: a critical assessment. Friction 2:1–26. https://doi.org/10.1007/s40544-013-0033-z
Bruzzone AAG, Costa HL, Lonardo PM, Lucca DA (2008) Advances in engineered surfaces for functional performance. CIRP Ann - Manuf Technol 57:750–769. https://doi.org/10.1016/j.cirp.2008.09.003
Rodriguez RL, Lopes JC, Garcia MV, Tarrento GE, Rodrigues AR, de Ângelo Sanchez LE, de Mello HJ, de Aguiar PR, Bianchi EC (2020) Grinding process applied to workpieces with different geometries interrupted using CBN wheel. Int J Adv Manuf Technol 107:1265–1275. https://doi.org/10.1007/s00170-020-05122-2
de Mello HJ, de Mello DR, Rodriguez RL, Lopes JC, da Silva RB, de Angelo Sanchez LE, Hildebrandt RA, Aguiar PR, Bianchi EC (2018) Contribution to cylindrical grinding of interrupted surfaces of hardened steel with medium grit wheel. Int J Adv Manuf Technol 95:4049–4057. https://doi.org/10.1007/s00170-017-1552-y
Ribeiro FSF, Lopes JC, Garcia MV, et al (2020) Grinding assessment of workpieces with different interrupted geometries using aluminum oxide wheel with vitrified bond. Int J Adv Manuf Technol 1–11. https://doi.org/10.1007/s00170-020-05500-w
Abdelrazek AH, Choudhury IA, Nukman Y, Kazi SN (2020) Metal cutting lubricants and cutting tools: a review on the performance improvement and sustainability assessment. Int J Adv Manuf Technol 106:4221–4245. https://doi.org/10.1007/s00170-019-04890-w
SHAW MC, COOKSON JO (2005) Metal cutting principles. Oxford university press, New York
Trent EM, Wright PK (2000) Heat in metal cutting. In: Metal Cutting, 4Th edn. Butterworth-Heinemann
Vyas A, Shaw MC (2008) Mechanics of saw-tooth chip formation in metal cutting. J Manuf Sci Eng 121:163–172. https://doi.org/10.1115/1.2831200
de Martini FL, Lopes JC, Ribeiro FSF et al (2019) Thermal model for surface grinding application. Int J Adv Manuf Technol 104:2783–2793. https://doi.org/10.1007/s00170-019-04101-6
Ramesh R, Mannan MA, Poo AN (2000) Error compensation in machine tools — a review Part I : geometric , cutting-force induced and fixture- dependent errors. Int J Mach Tools Manuf 40:1235–1256
Bianchi EC, Rodriguez RL, Hildebrandt RA, Lopes JC, de Mello HJ, da Silva RB, de Aguiar PR (2018) Plunge cylindrical grinding with the minimum quantity lubrication coolant technique assisted with wheel cleaning system. Int J Adv Manuf Technol 95:2907–2916. https://doi.org/10.1007/s00170-017-1396-5
Bianchi EC, Destro RS, Oikawa MH et al (2010) The minimum quantity of lubricant (MQL) technique in the surface grinding of steel. WIT Trans Eng Sci 66:249–260. https://doi.org/10.2495/TD100211
Talon AG, Lopes JC, Tavares AB, Sato BK, Rodrigues AR, Genovez MC, Dinis Pinto TA, de Mello HJ, Aguiar PR, Bianchi EC (2019) Effect of hardened steel grinding using aluminum oxide wheel under application of cutting fluid with corrosion inhibitors. Int J Adv Manuf Technol 104:1437–1448. https://doi.org/10.1007/s00170-019-04005-5
Umbrello D (2013) Analysis of the white layers formed during machining of hardened AISI 52100 steel under dry and cryogenic cooling conditions. Int J Adv Manuf Technol 64:633–642. https://doi.org/10.1007/s00170-012-4073-8
Mao C, Zhou Z, Zhang J, Huang X, Gu D (2011) An experimental investigation of affected layers formed in grinding of AISI 52100 steel. Int J Adv Manuf Technol 54:515–523. https://doi.org/10.1007/s00170-010-2965-z
Umbrello D, Filice L (2009) Improving surface integrity in orthogonal machining of hardened AISI 52100 steel by modeling white and dark layers formation. CIRP Ann - Manuf Technol 58:73–76. https://doi.org/10.1016/j.cirp.2009.03.106
Javaroni RL, Lopes JC, Garcia MV, Ribeiro FSF, de Angelo Sanchez LE, de Mello HJ, Aguiar PR, Bianchi EC (2020) Grinding hardened steel using MQL associated with cleaning system and cBN wheel. Int J Adv Manuf Technol 107:2065–2080. https://doi.org/10.1007/s00170-020-05169-1
Alexandre FA, Lopes WN, Lofrano Dotto FR, Ferreira FI, Aguiar PR, Bianchi EC, Lopes JC (2018) Tool condition monitoring of aluminum oxide grinding wheel using AE and fuzzy model. Int J Adv Manuf Technol 96:67–79. https://doi.org/10.1007/s00170-018-1582-0
Kara F, Cicek A, Demir H (2013) Multiple regression and ann models for surface qualification of cryogenically-treated AISI 52100 bearing steel. J Balk Tribol Assoc 19:570–584
Özbek O, Saruhan H (2020) The effect of vibration and cutting zone temperature on surface roughness and tool wear in eco-friendly MQL turning of AISI D2. J Mater Res Technol 9:1–11. https://doi.org/10.1016/j.jmrt.2020.01.010
Alexandre FA, Lopes JC, de Martini FL et al (2020) Depth of dressing optimization in CBN wheels of different friabilities using acoustic emission (AE) technique. Int J Adv Manuf Technol 106:5225–5240. https://doi.org/10.1007/s00170-020-04994-8
de Martini FL, Lopes JC, Volpato RS et al (2018) Comparative analysis of two CBN grinding wheels performance in nodular cast iron plunge grinding. Int J Adv Manuf Technol 98:237–249. https://doi.org/10.1007/s00170-018-2133-4
Marinescu ID, Hitchiner M, Uhlmann E, Rowe WB (2007) Handbook of machining with grinding wheels, 1st edn. CRC Press, New York
Lopes JC, de Martini FL, Domingues BB et al (2019) Effect of CBN grain friability in hardened steel plunge grinding. Int J Adv Manuf Technol 103:1567–1577. https://doi.org/10.1007/s00170-019-03654-w
Sato BK, Rodriguez RL, Talon AG, Lopes JC, Mello HJ, Aguiar PR, Bianchi EC (2019) Grinding performance of AISI D6 steel using CBN wheel vitrified and resinoid bonded. Int J Adv Manuf Technol 105:2167–2182. https://doi.org/10.1007/s00170-019-04407-5
Talon AG, Lopes JC, Sato BK et al (2020) Grinding performance of hardened steel: a study about the application of different cutting fluids with corrosion inhibitor. Int J Adv Manuf Technol 1–14. https://doi.org/10.1007/s00170-020-05598-y
Garcia MV, Lopes JC, Diniz AE, Rodrigues AR, Volpato RS, Sanchez LEA, de Mello HJ, Aguiar PR, Bianchi EC (2020) Grinding performance of bearing steel using MQL under different dilutions and wheel cleaning for green manufacture. J Clean Prod 257:120376. https://doi.org/10.1016/j.jclepro.2020.120376
Rodriguez RL, Lopes JC, Mancini SD, de Ângelo Sanchez LE, de Almeida Varasquim FMF, Volpato RS, de Mello HJ, de Aguiar PR, Bianchi EC (2019) Contribution for minimization the usage of cutting fluids in CFRP grinding. Int J Adv Manuf Technol 103:487–497. https://doi.org/10.1007/s00170-019-03529-0
Lopes JC, de Martini FL, Garcia MV et al (2020) Performance of austempered ductile iron (ADI) grinding using diluted oil in MQL combined with wheel cleaning jet and different CBN grains friability. Int J Adv Manuf Technol 107:1805–1818. https://doi.org/10.1007/s00170-020-05142-y
Lopes JC, Ventura CEH, Rodriguez RL, Talon AG, Volpato RS, Sato BK, de Mello HJ, de Aguiar PR, Bianchi EC (2018) Application of minimum quantity lubrication with addition of water in the grinding of alumina. Int J Adv Manuf Technol 97:1951–1959. https://doi.org/10.1007/s00170-018-2085-8
de Moraes DL, Garcia MV, Lopes JC, Ribeiro FSF, de Angelo Sanchez LE, Foschini CR, de Mello HJ, Aguiar PR, Bianchi EC (2019) Performance of SAE 52100 steel grinding using MQL technique with pure and diluted oil. Int J Adv Manuf Technol 105:4211–4223. https://doi.org/10.1007/s00170-019-04582-5
Javaroni RL, Lopes JC, Sato BK, Sanchez LEA, Mello HJ, Aguiar PR, Bianchi EC (2019) Minimum quantity of lubrication (MQL) as an eco-friendly alternative to the cutting fluids in advanced ceramics grinding. Int J Adv Manuf Technol 103:2809–2819. https://doi.org/10.1007/s00170-019-03697-z
Munhoz MR, Dias LG, Breganon R, Ribeiro FSF, de Souza Gonçalves JF, Hashimoto EM, da Silva Júnior CE (2020) Analysis of the surface roughness obtained by the abrasive flow machining process using an abrasive paste with oiticica oil. Int J Adv Manuf Technol 106:5061–5070. https://doi.org/10.1007/s00170-019-04920-7
Li B, Li C, Zhang Y, Wang Y, Jia D, Yang M, Zhang N, Wu Q, Han Z, Sun K (2017) Heat transfer performance of MQL grinding with different nanofluids for Ni-based alloys using vegetable oil. J Clean Prod 154:1–11. https://doi.org/10.1016/j.jclepro.2017.03.213
Hadad MJJ, Tawakoli T, Sadeghi MHH, Sadeghi B (2012) Temperature and energy partition in minimum quantity lubrication-MQL grinding process. Int J Mach Tools Manuf 54–55:10–17. https://doi.org/10.1016/j.ijmachtools.2011.11.010
Shokrani A, Dhokia V, Newman ST (2015) A techno-health study of the use of cutting fluids and future alternatives. 625–632. https://doi.org/10.14809/faim.2014.0625
Benedicto E, Carou D, Rubio EM (2017) Technical, economic and environmental review of the lubrication/cooling systems used in machining processes. Procedia Engineering. The Author(s), In, pp 99–116
Lopes JC, Garcia MV, Volpato RS, de Mello HJ, Ribeiro FSF, de Angelo Sanchez LE, de Oliveira Rocha K, Neto LD, Aguiar PR, Bianchi EC (2020) Application of MQL technique using TiO2 nanoparticles compared to MQL simultaneous to the grinding wheel cleaning jet. Int J Adv Manuf Technol 106:2205–2218. https://doi.org/10.1007/s00170-019-04760-5
Setti D, Sinha MK, Ghosh S, Venkateswara Rao P (2015) Performance evaluation of Ti–6Al–4V grinding using chip formation and coefficient of friction under the influence of nanofluids. Int J Mach Tools Manuf 88:237–248. https://doi.org/10.1016/j.ijmachtools.2014.10.005
Zhang J, Li C, Zhang Y, Yang M, Jia D, Liu G, Hou Y, Li R, Zhang N, Wu Q, Cao H (2018) Experimental assessment of an environmentally friendly grinding process using nanofluid minimum quantity lubrication with cryogenic air. J Clean Prod 193:236–248. https://doi.org/10.1016/j.jclepro.2018.05.009
da Silva AE, Lopes JC, Daniel DM, de Moraes DL, Garcia MV, Ribeiro FSF, de Mello HJ, Sanchez LEDA, Aguiar PR, Bianchi EC (2020) Behavior of austempered ductile iron (ADI) grinding using different MQL dilutions and CBN wheels with low and high friability. Int J Adv Manuf Technol 107:4373–4387. https://doi.org/10.1007/s00170-020-05347-1
Moretti GB, de Moraes DL, Garcia MV, Lopes JC, Ribeiro FSF, Foschini CR, de Mello HJ, Sanchez LEDA, Aguiar PR, Bianchi EC (2020) Grinding behavior of austempered ductile iron: a study about the effect of pure and diluted MQL technique applying different friability wheels. Int J Adv Manuf Technol 108:3661–3673. https://doi.org/10.1007/s00170-020-05577-3
Bianchi EC, Rodriguez RL, Hildebrandt RA, Lopes JC, de Mello HJ, de Aguiar PR, da Silva RB, Jackson MJ (2019) Application of the auxiliary wheel cleaning jet in the plunge cylindrical grinding with minimum quantity lubrication technique under various flow rates. Proc Inst Mech Eng Part B J Eng Manuf 233:1144–1156. https://doi.org/10.1177/0954405418774599
Bianchi EC, Sato BK, Sales AR, Lopes JC, de Mello HJ, de Angelo Sanchez LE, Diniz AE, Aguiar PR (2018) Evaluating the effect of the compressed air wheel cleaning in grinding the AISI 4340 steel with CBN and MQL with water. Int J Adv Manuf Technol 95:2855–2864. https://doi.org/10.1007/s00170-017-1433-4
Lopes JC, Ventura CEH, de M. Fernandes L, et al (2019) Application of a wheel cleaning system during grinding of alumina with minimum quantity lubrication. Int J Adv Manuf Technol 102:333–341. https://doi.org/10.1007/s00170-018-3174-4
Rodriguez RL, Lopes JC, Hildebrandt RA, Perez RRV, Diniz AE, de Ângelo Sanchez LE, Rodrigues AR, de Mello HJ, de Aguiar PR, Bianchi EC (2019) Evaluation of grinding process using simultaneously MQL technique and cleaning jet on grinding wheel surface. J Mater Process Technol 271:357–367. https://doi.org/10.1016/j.jmatprotec.2019.03.019
Sato BK, Lopes JC, Diniz AE, Rodrigues AR, de Mello HJ, Sanchez LEA, Aguiar PR, Bianchi EC (2020) Toward sustainable grinding using minimum quantity lubrication technique with diluted oil and simultaneous wheel cleaning. Tribol Int 147:106276. https://doi.org/10.1016/j.triboint.2020.106276
Ribeiro FSF, Lopes JC, Garcia MV, de Angelo Sanchez LE, de Mello HJ, de Aguiar PR, Bianchi EC (2020) Grinding performance by applying MQL technique: an approach of the wheel cleaning jet compared with wheel cleaning Teflon and alumina block. Int J Adv Manuf Technol 107:4415–4426. https://doi.org/10.1007/s00170-020-05334-6
Lopes JC, Fragoso KM, Garcia MV, Ribeiro FSF, Francelin AP, de Angelo Sanchez LE, Rodrigues AR, de Mello HJ, Aguiar PR, Bianchi EC (2019) Behavior of hardened steel grinding using MQL under cold air and MQL CBN wheel cleaning. Int J Adv Manuf Technol 105:4373–4387. https://doi.org/10.1007/s00170-019-04571-8
Lopes JC, Garcia MV, Valentim M, Javaroni RL, Ribeiro FSF, de Angelo Sanchez LE, de Mello HJ, Aguiar PR, Bianchi EC (2019) Grinding performance using variants of the MQL technique: MQL with cooled air and MQL simultaneous to the wheel cleaning jet. Int J Adv Manuf Technol 105:4429–4442. https://doi.org/10.1007/s00170-019-04574-5
Nguyen T, Liu M, Zhang LC (2014) Cooling by sub-zero cold air jet in the grinding of a cylindrical component. Int J Adv Manuf Technol 73:341–352. https://doi.org/10.1007/s00170-014-5819-2
Saberi A, Rahimi AR, Parsa H, Ashrafijou M, Rabiei F (2016) Improvement of surface grinding process performance of CK45 soft steel by minimum quantity lubrication (MQL) technique using compressed cold air jet from vortex tube. J Clean Prod 131:728–738. https://doi.org/10.1016/j.jclepro.2016.04.104
Sanchez JA, Pombo I, Alberdi R, Izquierdo B, Ortega N, Plaza S, Martinez-Toledano J (2010) Machining evaluation of a hybrid MQL-CO2 grinding technology. J Clean Prod 18:1840–1849. https://doi.org/10.1016/J.JCLEPRO.2010.07.002
Belentani R de M, Funes Júnior H, Canarim RC, et al (2013) Utilization of minimum quantity lubrication (MQL) with water in CBN grinding of steel. Mater Res 17:88–96. https://doi.org/10.1590/s1516-14392013005000165
Wang Y, Li C, Zhang Y, Yang M, Li B, Jia D, Hou Y, Mao C (2016) Experimental evaluation of the lubrication properties of the wheel/workpiece interface in minimum quantity lubrication (MQL) grinding using different types of vegetable oils. J Clean Prod 127:487–499. https://doi.org/10.1016/j.jclepro.2016.03.121
Acknowledgments
The authors thank São Paulo Research Foundation (FAPESP) processes 2018/22661-2 and 2019/24933-2, CAPES (Coordination for the Improvement of Higher Level Education Personnel) and CNPq (National Council for Scientific and Technological Development) for their financial support of this research. The authors also thank companies Nikkon Ferramentas de Corte Ltda and Norton Abrasives-Saint Gobain Group for providing the grinding wheel and ITW Chemical Products for the donation the cutting fluids, and the authors thank everyone by support to the research and opportunity for scientific and technological development.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interests
The authors declare that there is no conflict of interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ribeiro, F.S.F., Lopes, J.C., Garcia, M.V. et al. New knowledge about grinding using MQL simultaneous to cooled air and MQL combined to wheel cleaning jet technique. Int J Adv Manuf Technol 109, 905–917 (2020). https://doi.org/10.1007/s00170-020-05721-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-05721-z