
Abstract
Plastics recycling is becoming a common action to reduce our products and processes' environmental impact, and it is of the utmost importance to introduce circular economy strategies. However, for most of the different types of thermoplastics, recycling is not currently its usual end of life due to the technical difficulties in the sorting and recycling processes. This paper presents the complete life cycle assessment of an industrial component made with three different thermoplastics; two virgin thermoplastics typically used for similar parts in the market as Polyamide 6 and Polypropylene, and an alternative source of 100% recycled Polypropylene. All life cycle stages are included in the study. After carrying out the life cycle inventory, calculations of the environmental impact of each life cycle steps have been performed with ReCiPe 2016 EndPoint (H/A) v1.03/World and with IPCC 2013 GWP 100a v1.03 methodologies, comparing all three materials under the same conditions. A sensibility assessment has also been performed, calculating a worst-case scenario of the recycled material, and considering higher material acquisition distances. This study shows that recycled Polypropylene contributes to reducing the overall environmental impact of the component life cycle by 29.8% under ReCiPe, and by 42.8% under Carbon Footprint when compared to virgin Polypropylene. For the worst-case scenario, these reductions in the environmental impact of the component life cycle are also significant: 23.2% and 36.4%, respectively, showing that the use of recycled polymers is a key approach to reduce the environmental impact of plastic components.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The consumption of plastic materials, especially polypropylene, has increased exponentially in recent decades, and it is now stabilized in its historic maximum [1]. This growth is due to the increase in technological possibilities for this type of material, the rise of consumption in society, and the new manufacturing techniques as additive manufacturing [2,3,4]. This culture of consumism makes it necessary to establish sustainable environmental management that optimizes the collection, separation, and handling of waste [5], but it also minimizes its use by modifying the social perception of when it should be used [6] and the affections it causes [7]. Otherwise, some studies foresee an unsustainable situation in the medium term [8], both because of the accumulation of waste [9], and because of the significant environmental impact of certain specific materials [10].
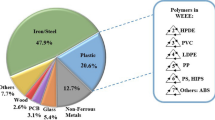
Consumer electronics, household appliances, and other large electrical devices account for much of the waste [11]. These appliances are often challenging to treat and require specialized treatment capable of separating materials that is not always carried out [12]. This is why the European Union published the Waste Electrical and Electronic Equipment (WEEE) Directive [13], which promotes the recycling, recovery, and even the reuse of materials from these appliances; and the WEEE2 [14], which classifies and differentiates between appliances and components. It takes into account both internal components and packaging waste.
WEEE and WEEE2 are complemented by the European Directives on Registration, Evaluation, Authorization, and Restriction of Chemicals (REACH) [15] and the one addressing Restriction of Hazardous Substances (RoHS) [16], as well as the RoHS2 [17], which control the use of hazardous raw materials in electrical and electronic equipment.
Since 2019, the European Union has taken a more active role in defining a framework for the member countries' environmental activities [18]. This framework is to be transformed into an action plan to make the Union economies part of the environmental transformation [19].
All these restrictions applied by the European Union affect directly to the product design process. These limitations are mainly focused on energy consumption and the availability of the required documentation to stablish the compliance with each regulation [20]. The trend of product design considering environmental impact, also known as ecodesign [21], includes the environmental impact as another factor when making design decisions [22, 23], affecting the choice of raw materials, manufacturing processes [24], assembly and disassembly methods [25, 26]. The choice of less polluting materials means less impact in terms of raw materials, but it must be accompanied by the objective of reducing the overall impact in all activities of the design [27]. One of the options proposed by ecodesign to reduce the environmental impact is facilitating the separation and identification of materials and its recyclability. The ecodesign criteria recommend the use of dismountable joints whenever possible, as Maitre-Ekern and Dalhammar [28], proposed as prevention against planned obsolescence. This also benefits the working time in the treatment centers and the their cost.
These environmental design criteria, put into practice at the end of the appliance's life, favors the trend towards "0 landfill" [29], which implies that all the materials that make up a product should be reusable or recoverable and recyclable [30]. The European Union has also promoted strategies to push circular economy, and the valorization of plastic components [31, 32], and, therefore, companies are starting to define strategies to introduce circular economy in their business [33].
In the European Union there are laws such as the Energy-using Products (EuP) [34] and the Energy-related Products (ErP) [35] that establish ecodesign requirements for products, especially regarding energy-efficiency. More ambitious approaches have been analyzed by some authors, such as Kiling et al. [36], which proposes a method to integrate functional, economic, and environmental assessments to comply with legislation and achieve even more environmentally conscious designs.
Ecodesign is also directly related to the circular economy that studies the use and valuation of waste [37] and its effect on both the environmental and economic impact [38, 39]. Other authors, such as Ungerman, study circular economy models applied to business models [40]. The materials recovered and reused, either in their original form or treated later, can reduce the problem of the amount of waste originated from consumption. It has been shown that energy intake is also lower in the recycling of certain elements concerning the energy required for their primary extraction [41].
EEA producers and recyclers can share information on materials used due to the methodology proposed in the technical report published by the International Electrotechnical Commission, IEC/TR 62635:2012 [42]. Thanks to this information exchange, more appropriate end-of-life (EOL) treatments can be used [43, 44]. It also allows the calculation of a recyclability index and recovery rate of raw materials [45]. After that, the user can select the most appropriate working methods and the most significant components to recover. On the other hand, the REAPro method was proposed by the European Union to evaluate resource efficiency, identify critical points, and improve potentials [46].
Thermoplastic materials with fillers have different characteristics that make them difficult to reuse and use them again as raw materials [47], and are specified in the design and manufacturing processes, either by their aesthetic finish or by their characteristics and physical properties [48].
Plastic materials can be recycled through two processes that can be compared in terms of results and their environmental impact: mechanical recycling and chemical recycling [49].
When recycling plastic by mechanical methods, the most critical step is the sorting process, as studied by Peeters with the case of different technologies of a single product [50]. Different polymers cannot be mixed if the objective is to obtain a recycled polymer with similar characteristics to the virgin one [51]. The same applies to fillers, binders, and additives, which must be taken into account when classifying and separating materials [52]. To start with, this material has to be characterized in order to know the starting properties to be, then, crushed into small pieces and fed into the extruder. The size and shape of the raw material shaped in the form of chippings are critical for the recovery process and the industrialization of the procedure as described in the recycling process and installation patented by Rialti SpA [53]. The main sources of recycled material are textile fiber scraps and industrial waste. This procedure also includes mixing it with the necessary additives and fillers in the final product. The step in which these fillers are added to the raw material determines the result and affects water and energy consumptions. These materials or compounds are necessary to stabilize properties such as fluidity, flame resistance, or mechanical strength, among others. The mixture is made by adjusting the starting material so that the resultant one offers the properties stipulated for the final product.
Chemical recycling does not require the proper cleaning of the components to be processed, not even the total separation of the plastics, which reduces the pre-treatment separation costs. This process is much newer and less technologically and industrially developed [54]. It decomposes the materials into monomers or shorter chains than the starting polymers [55], which can be used for the subsequent polymerization into new thermoplastics.
The result of the recycled material will be a new compound, recycled by mechanical means, with physical properties (mechanical, rheological), that allows the material to be a substitute of the materials recycled to obtain it [56].
Depending on the origin of the thermoplastic wastes, two main groups can be described. Post-consumer and post-industrial materials.
Post-consumer materials are those extracted from waste separation, that is, materials from cities or companies that are, subsequently, separated in specific waste treatment facilities [57]. The separation is usually done manually, as the different thermoplastics on the market may be similar in density or vary in their properties depending on the additives. Some materials, such as polyethylene terephthalate (PET) used in commercial bottles or containers, are easily identifiable and recyclable since their use is widespread for certain products [58, 59].
Another source of post-consumer materials is the one of product recovery. Appliances such as household ones, air conditioners, telephones, etc., are managed mainly in two ways. Either they are taken to specialized treatment centers [60] where the different components are separated according to their material [61] and their recovering feasibility; or they are crushed and separated later, looking for the most valuable materials and separating the rest. The materials obtained by separation in specialized centers are considered to be of better quality and purity than those extracted in the separation of domestic waste [62]. But even so, they are unreliable as they can be subject to human error or cross-contamination [63]. The common agreement is that this is still a field with significant room for improvement [64].
Post-industrial materials are those that come from industrial processes, so their traceability is easier [65], and are derived from excess production, product non-conformities, or other causes of waste in a product's manufacturing process which are not reusable in its primary process [66].
ISO 14040 [67] defines the principles and framework of the LCA for a product. These principles include the definition of the scope, the limitations of the assessment, and the interpretation phase. In addition, the requirements and guidelines for the study are listed under the standard ISO 14044 [68].
The LCA methodology has been successfully applied to assess the impact of PP manufacturing [69] or other materials [70]. The methodology can also reveal the significant phases in which the impact can be identified and reduced, such as the study carried by Zhang et al. on the minimization of the environmental impact by optimizing the cutting parameters [71]. For example, this approach has also been implemented to reveal the most critical areas where not all inventory information is available thanks to sensitivity analyses [72]. Alternative use of the LCA aims to compare design solutions and the impact within the whole life cycle, such as the definition of the manufacturing material [73, 74].
There are many examples of current LCA applied to assess the impact of products [75, 76] or processes [77,78,79]. Industry and its processes can also be assessed in order to analyze the impact on resources [80, 81] or industrial scenarios [82, 83], and are primarilyrelated to energy production [84, 85] and consumption [86, 87]. LCA can also be mixed with economic factors to include in the development decisions [36].
This paper will analyze the environmental impact of a functional unit depending on the material used. One of the proposed alternatives studied is 100% recycled, while the other two are different virgin thermoplastic alternatives commonly used for the same purpose. PA6 and PA66 have been widely applied to electronic housings. However, they are being replaced by other thermoplastics like PP due to economic reasons. Product designers modified the first concepts used in induction hobs to reduce the mechanical requirements of the materials. In the case of BSH cooktops, introducing a metallic chassis allowed the use of materials with lower mechanical properties, so PP replaced PA6 in most induction cooktops a few years ago after a comprehensive study to prove the feasibility of the material.
2 Materials and Methods
To validate the suitability of using recycled materials, two counter-type materials are studied. In this case, polypropylene with 40% talc and HB fire resistance characteristics, which is the least flame retardant rating defined by a slow burning on a horizontal part. The comparison begins with rheological tests, and after confirming that both materials are comparable, samples for testing are injected [88]. Lifetime and release tests are carried with the test samples. This comparison aims to establish that the properties of the recycled material are similar to those of the virgin material in order to study the environmental impact of the part manufactured with both raw materials.
After a brief comparative study, it was found that virgin and recycled material shared the range of mechanical and rheological characteristics required so that both were interchangeable (Table 1).
In the comparative environmental impact study, the functional unit is also analyzed with unfilled Polyamide 6.
2.1 LCA Methodology
The comparison and analysis of the environmental impact were carried out by means of a LCA based on ISO 14040 [67] and 14044 [68], and following the ReCiPe 2016 EndPoint (H/A) v1.03/World (2010) methodology. This approach allows the comparison of the environmental impact on different areas, and the different impact categories are weighted and unified into a single value. This study's result offers a comparable result among different materials, products or services [89].
The study also calculates the Carbon Footprint following the IPCC 2013 GWP 100a v1.03 methodology. This method is also commonly used because of its social relevance, as countries should try to reduce their greenhouse gas (GHG) emissions in order to limit global warming and minimize its negative impact on ecosystems, food security, cities, and so forth [90, 91].
2.1.1 Goal and Scope Definition
This study aims to compare the environmental impact associated with the manufacture of a plastic component present in the induction cooktops of a home appliance manufacturer. The study includes an analysis of three different raw materials and will also analyze the influence of the raw materials on the functional unit's impact, the manufacturing processes, distribution, and its end of life (EOL).
2.1.2 Functional Unit
The environmental impact study of the recycled polypropylene was carried out on an injected component used in the 6th generation of induction cooktops manufactured by the home appliance producer. This component is defined in polypropylene with 40% talc, and the impact of its variant on unfilled PA6 is also analyzed.
The part is then injected with three raw materials. Two polypropylene references from different suppliers and one PA6. Its dimensions are 534 × 460 × 35mm, with a thickness of 1.8 mm (Fig. 1). In order to focus on the impact of the material and the processing, the functional unit is defined as one injected part, delivered to the final consumer, and including the EOL.

Plastic component injected in virgin PP
This part houses different power electronic boards and manages the electrical routing required for the correct performance of the appliance.
Due to the assembly's design, the efforts of the part and, therefore, its mechanical requirements are minimized. Its working position is fixed on a metal component that supports the mechanical stresses made by the components' weight and the compression of the internal springs. This makes it possible to use a thermoplastic with inferior mechanical characteristics and lower price compared to the PA6, which was traditionally used for this type of parts. The maximum temperature measured in the part in cases of extreme use is 73 ºC, so even thermal stresses do not require the use of special technical materials. In fact, those with higher use-temperature specifications are needed in other parts of the hob due to the higher temperatures reached.
2.1.3 System Boundaries
The LCA limits are established from obtaining the raw material and its manufacture to its transport to the induction cooktop factory in Zaragoza (Spain) where it is assembled. After the complete appliance assembly, it is considered a road distribution by full truck according to the percentages of distribution by countries given by the home appliance producer. The main destination countries are, among others: Germany, France, Spain, and The United Kingdom. In the calculation of the environmental impact, the average route followed by an appliance is calculated (Fig. 2).

System boundaries description with assessed steps, inputs, and outputs
2.1.4 Inventory Data, Cut-Off Criteria, and Assumptions
Both polypropylene materials are injected under similar conditions, the same injection machine and the same mold. The injection parameters used are the same. The variant manufactured in PA6 uses the same tools, but it is adapted to the raw material requirements such as drying and injection parameters.
Manufacturing data for virgin PA and PP are extracted from the Plastics Europe publications on plastics production in Europe [92]. Both materials are manufactured in Europe and, therefore, this data is representative for calculations and comparisons with recycled PP, whose calculation is the purpose of the paper.
The environmental impact value of virgin polypropylene is combined with the one of talc, which supposes up to 40% in terms of weight; being both values obtained from the Ecoinvent datasets.
To know exactly the energy consumption of the process, the machine's consumption during the automatic injection process has been measured (Fig. 3) with a Circutor C80 power analyzer [93].

Power consumption measurement in injection facilities. Detail of the power analyzer connection
All calculations have been made with the SimaPro 9 software [94] and the EcoInvent database v3.5 [95]. The impact of the energy mix used is also calculated according to the country where the process takes place in.
3 Life Cycle Inventory
All the processes involved in the life-cycle of the functional units assessed are broken down into single processes that can be quantified and compared. The impact of these simple processes can be quantified thanks to material or process datasets, and will be later used for calculating the real impact of the functional unit.
Information for material or thermoplastic recycling is not included in such datasets and, therefore, it has been calculated in detail as the required data is available from the recycled material producer. This manufacturer of recycled raw materials has consumption measurements at all points of its manufacturing process to be accurate.
3.1 Polymer Manufacturing and Transportation to the Injection Plant
Values of the environmental impact of the virgin raw materials included in the assessment are obtained from an EcoInvent dataset based on Plastics Europe data [92]. However, transport values and distances are defined according to the real situation of induction cooktop components. Distances are selected from current suppliers of both raw materials and injected parts.
The manufacture of recycled material begins with the identification and transport of post-industrial raw material sources. These materials are transported to the producer by freight trains, freight ships and " > 32 metric ton" trucks; depending on the origin of the post-industrial material. In this case, the manufacturing process of recycled polypropylene with 40% talc and HB flame resistance has been studied (E-RIALFILL H 07 40 T).
Firstly, it is established that the manufacturing process is the result of mixing three sources:
-
Ground material, crushed and stored on the premises until use.
-
Scrap from internal manufacturing processes that are not compliant but recoverable.
-
Masterbatch, fillers, stabilizers, and other components needed to obtain the specified product.
Materials with these three different origins are mixed in adequate proportions according to the manufacturer's expertise.
Under the description given in the patented process [53], the material is treated to allow its further treatment and to increase the efficiency of processing. Nevertheless, the complete diagram is not included due to the confidentiality agreement reached with the company.
The thermoplastic sources from the first points are homogenized and, if necessary, crushed to obtain sizes and shapes admissible by subsequent processes.
The quantities defined for each type of material are loaded into the production line, where they are extruded, cooled down, and cut. According to the technical data sheet, the result is 100% recycled material with mainly mechanical and other physical characteristics (Fig. 4). These properties are adjusted for each production batch according to the results of the previous analysis of the raw material in the input warehouse.

Post-industrial waste converted to recycled raw material compound
SCADA systems control each point in the manufacturing process so that there is total traceability both in terms of quantities of material and the energy which contributed to the system; and the result of the line in the final product, line stoppages, and inefficiencies. These systems are used to control processes parameters at a distance.
The quantities of material supplied by each of the dosing units of the extrusion line analyzed and, therefore, the composition of the recycled material, can be broken down as follows:
-
55% PP,
-
40% Talc,
-
2% Carbonates,
-
3% Masterbatch: additives, lubricant, stabiliser, etc.
For confidentiality reasons, we cannot specify the materials supplied as masterbatch in full detail, which are within the manufacturer's knowledge. These materials will be taken into account for the calculation of the environmental impact, but the manufacturing process will not be fully detailed.
The average production range of recycled raw materials with the defined manufacturing process is between 3000 and 4000 kg/h, while the average energy consumption is between 0.2 and 0.3 kWh/Kg. As said, although the calculations are made with exact values, they are not shown to protect the confidentiality of the process.
These values are obtained as the average calculated from the supplier's data during average production.
Once the material is manufactured, it travels from the supplier by truck to the injection plant. There it is stored in silos for later use. In all cases, it is considered a full " > 32 metric ton" truck transport. The transport distances considered for each of the assessed materials are 1295 km for PA6, 1477 km for virgin PP and 1272 km for recycled PP.
To calculate the value of the recycled PP, it has been considered that the primary raw material has neither a positive, nor a negative impact in itself since it is a material that would have ended up in a landfill or incinerated. However, the transport to the recycling plant does generate an impact, just as the electrical energy or other sources do, such as transport and auxiliary components necessary to calculate the total impact of the material produced in the plant.
3.2 Injection Molding Process
Once the impact of the raw materials is known, it is introduced into the analysis of the whole piece defined in the scope of the study.
The injection process uses the same moud and injection machine Engel Duo 550 [96] for all three materials. The differences in the process will be only those related to the specific raw material. These differences are analyzed, including the consumption of the necessary instrumentation.
In order to evaluate this process, electricity consumption measurements were collected during the injection of the various materials.
To avoid consumption peaks that would distort the measurement obtained, they have been carried out with the previously detailed equipment for periods of several hours in automatic mode [97].
The results attained are compared per injected part, as the density of both materials is slightly different, which means a variation in the final weight of the piece (Table 2). Data of the energy consumption of the PA6 processing includes the consumption during the drying of the material necessary before the injection.
3.3 Transportation to the Assembly Plant and the Customers
After the injection process, the part is manually handled for packaging and subsequent shipment. The supplier that injects the part is located at a distance of 9 km from the manufacturer's induction cooktop assembly plant in Montañana, Zaragoza. A " > 32 metric ton" milk-run truck, shared with other components, does this transportation to the assembly plant.
After the assembly of the appliances, the distribution scenario of the final product is considered in all cases, but the different weight of each part is taken into account. Freight trains, freight ships, and " > 32 metric ton" trucks, are used depending on the country of destination. The distances are obtained as the average of the values given by the logistics department of the home appliance manufacturer, and represent the average, in km, carried out by an average worktop. This value has been weighted according to the volume of worktops sent to each country.
3.4 End of Life
The EOL of the device and its components are considered and, for this purpose, the average values for recovery and disposal according to IEC-TR 62635 [42] are also taken into account. These values state different percentages of recycling, landfill disposal, or incineration for each raw material type.
As the part understudy will be treated with the EOL of the product (an induction hob), and the most typical EoL treatment is shredding, it has been considered that the part will not be recycled. The IEC-TR 62635 considers non-recyclable plastic parts with filling, as these materials are required to be manually separated, a scenario that is not always fulfilled. Therefore, the most restrictive scenario has been considered, with 5% incineration and 95% landfilling, as proposed by IEC-TR 62635.
4 Results
Results compare the impact under both methodologies. The different materials are presented broken into the different processes studied. Firstly, a base case is assessed comparing the results of the functional unit (one injected part, delivered to the final consumer, and including the EOL) under the three different raw materials at each step of the complete process.
Once differences are analyzed, a worst-case is defined and assessed in order to evaluate the variation of the results under different conditions.
4.1 Base Scenario Results
After assessing the functional unit, results show a reduction in the overall values of the ReCiPe environmental impact of 29.8% compared to virgin material and 74.1% compared to PA6. This aggregated reduction will be separated into different processes to obtain a better insight into the reduction potential in each situation.
The same process is held with IPCC or Carbon Footprint. The reduction of the impact when using recycled materials represents 42.8% compared to virgin materials and 81.2% with PA6.
After the required calculation of the single material impact, the analysis compares the impact of the functional units' complete life cycles in the three different cases.
Using recycled material reduces the environmental impact in comparison with virgin alternatives. Breaking the result down on the different stages of the process included in the inventory is possible to know each process's contribution to the complete impact (Table 3).
The main impact relates to the production of the raw material. The production of PA6 is significantly higher compared to the production or recycling of the PP but, in all cases, it represents the highest percentage of the result. For virgin PP material production represents 48% of the impact, 81% for PA6, and only 27% for recycled PP.
The relevance of the transport processes is remarkable. Adding all affected transportation, the accumulated portion of PA6 transportation is 6% lower due to the higher overall impact. For the virgin ones, PP represents 20%, and for recycled PP 28%. This explains the significant impact of transport-related processes [98]. However, this impact can be reduced by either selecting closer sources of materials and suppliers or improving transport selection [99]. Transportation impact is also affected by the weight of the functional unit. PA6, with its lower density, reflects a lower impact in the LCA phase.
The analyzed material for recycling comes from an extensive provider network, as it arrives from several countries. Achieving a local supplier or, at least, increasing their contribution to the mix of processes material would reduce the average transport and, therefore, the associated impact.
The different kinds of thermoplastic affect the impact of the processing and injection process, as it can be seen in the case of PA6 given that the electric consumption required for the injection is higher, and requires a previous drying stage which is not needed in the other materials.
Regarding the carbon footprint, the comparative impact shows a significant reduction when using any of the studied PP (Table 4).
The use of recycled material reduces the result of CO2 eq in 81.2% compared to the use of PA6. The impact is reduced in 42.8% when compared to virgin PP.
The most damaging processes remain the same as in the case of ReCiPe methodology. Material production accounts for 3.824 kg CO2 eq. of the PA6 functional unit material production, representing 86.7% of the total. For virgin PP the material production casts 0.868 kg CO2 eq., 60% of the total impact, and for the recycled PP, 0.25 kg CO2 eq., only 30% of the total impact.
Values are similar in all three cases due to transport. The differences appear because of the different distances traveled in each case, and the different materials' density. However, they account for a different percentage due to the different overall impact. In the case of PA6, transport-related emissions weight 6.4%, and the value increases for virgin PP (22%) and recycled PP (37.6%).
4.2 Worst Case Scenario Analysis
The result obtained from the study is calculated based on characteristics and data obtained in an average real case.
In the study carried out, the existing variation in the recycled polypropylene's origin has been verified. The study was carried out with average values, but given the wide variety of suppliers, it is possible to anticipate different environmental impact values depending on the batch used to manufacture the material.
It was decided to evaluate the piece's environmental impact by modifying the scenario for obtaining the raw material by the recycled material producer (Worst Case or WC). In the scenario proposed, the material is obtained from a more distant source, such as textile production plants in Turkey. The transport proposed is a combination of road and sea transport to the production plant in Italy.
Of all the sources of impact analyzed in the study, the only one affected in this new scenario is the manufacturing of the recycled polypropylene (Table 5), since the rest of the values remain constant, and it is considered that the modification of the origin of the material does not affect the mechanical properties or the electrical energy required for its processing.
The only value modified is the impact of the material production, which includes the impacts of transporting post-industrial waste to the recycling plant.
The Carbon Footprint results (Table 6) show a rise in the overall impact again. This increase focuses on the production of the recycled material, which includes the necessary transportation of the selected waste to the recycling plant.
The analysis result shows an increase of 9.5% in ReCiPe impact and 11.2% in Carbon Footprint.
Taking into account these calculations, the maximum distances of PP material acquisition that make the recycled results equal to the virgin PP alternative can also be obtained. Following ReCiPe, these theoretical maximum distances would be around 9400 km if all the transportation was carried out by a > 32 metric ton truck, and more than 50,000 km if it was performed by freight ship. With IPCC methodology, these theoretical maximum distances are even higher (around 12,000 km and more than 140,000 km, respectively). All these distances are theoretical and clearly not realistic. Local sources will always be preferred due to their lower environmental impact. However, these high theoretical distance values show that, for the studied process, PP recycling is an interesting option from an environmental point of view, almost regardless of the origin of the materials (as there are relatively low differences between the base scenario and the worst-case scenario already showed). Obviously, this statement would not apply from an economic analysis, which is out of this paper's scope.
5 Conclusions
Differences in results demonstrate the importance of materials selection in the design process. The environmental impact of a single part can vary up to 30% only depending on the chosen supplier of material and up to 75% depending on the type of thermoplastic selected.
The recycled material can be an option to replace common virgin materials reducing by 30% the environmental impact of the material. This replacement can be executed directly when the mechanical requirements comply with the datasheet of the substituting material.
Using recycled material reduces the impact of raw material manufacturing by 61%. Even when the worst-case scenario is assessed, the reduction is a significant 48%. This focuses on the impact reduction in the recycling process, as there are no significant differences in other processes, but only those related to the distance travelled or the different density among materials.
Transportation of the materials to the injection plants brings significant damage to the environment, as seen in the sensibility assessment. These affections are reduced by 9.5% by selecting local suppliers. When there is no possibility of reducing transport, the impact can be optimized either by modifying the transport processes (train or boat instead of truck for long distances); or by distributing the impact in a more significant share of material (transporting raw material in full containers or at full capacity instead of moving final parts which are more delicate and in need of more space). This mainly affects the Carbon Footprint results (11.2%), that emphasizes the use of fossil fuels in processes and transport.
The impact of the injection molding process remains at similar values among all materials, as electric consumption is the primary source of impact. However, PA6 requires a previous stage of drying which implies an additional step and increases the process impact by 33% compared to the recycled material.
Regarding Carbon Footprint, which is more affected by the electrical consumptions, the injection is the most variable stage of the process after material production, which varies by 37.4% comparing the use of PA6 to virgin PP. The slight difference between virgin and recycled PP is due to the different melting temperatures and mold conditioning in the process.
The EOL stage causes the same impact regardless of the chosen thermoplastic as the most conservative approach, landfilling, has been selected for all of them. Most plastic materials, especially if they included fillers, are not usually recycled and can only be landfilled or incinerated, as the IEC/TR 62635:2012 shows [42].
The standardization of the use of recycled thermoplastics is the best way to develop a material waste market with the potential to be recycled. The European Union is creating plans to promote circular economy and waste valorization [19] as one of the main areas of the European Green Deal [18].
The design of the complete system must take into account legal requirements that can affect the thermoplastic selection. For the same functional unit, and depending on the raw material, the impact reduction can vary by 50% comparing two raw materials, and by 74%, when the selected thermoplastic is exchanged and when using recycled material. As the presence of renewable energies is increasing in the electricity mix, the environmental impacts of recycled polymers will decrease in the future, as the electrical consumption is relevant for the recycling processes.
After the assessment of post-industrial waste, future research lines would include the evaluation of post-consumption thermoplastic waste. It also opens the analysis of a closed-loop cycle, which would involve re-using the waste generated by the same products in a circular economy aligned scenario.
Abbreviations
- EEA:
-
European economic area
- EOL:
-
End of life
- ErP:
-
Energy-related products
- EuP:
-
Energy-using products
- ISO:
-
International Organization for Standardization
- LCA:
-
Life Cycle Assessment
- PA:
-
Polyamide
- PP:
-
Polypropylene
- REACH:
-
Registration, Evaluation, Authorization and Restriction of Chemicals
- REAPro:
-
Resource efficiency assessment of products
- RoHS:
-
Restriction of hazardous substances
- WEEE:
-
Waste electrical and electronic equipment
References
Plastics Europe. (2019). Plastics. The facts 2019. An analysis of European plastics. Plastics Europe.
Renjith, S. C., Park, K., Okudan, G. E., & Kremer. . (2020). A design framework for additive manufacturing: integration of additive manufacturing capabilities in the early design process. International Journal of Precision Engineering and Manufacturing, 21, 329–345
den Boer, J., Lambrechts, W., & Krikke, H. (2020). Additive manufacturing in military and humanitarian missions: Advantages and challenges in the spare parts supply chain. Journal of Cleaner Production, 257, 120301
Ma, J. (2020). Environmentally sustainable management of 3D printing network: decision support for 3D printing work allocation. International Journal of Precision Engineering and Manufacturing, 21, 537–544
Chen, W.-Q., Ciacci, L., Sun, N.-N., & Yoshioka, T. (2020). Sustainable cycles and management of plastics: A brief review of RCR publications in 2019 and early 2020. Resources, Conservation and Recycling, 159, 104822
Abejón, R., Bala, A., Vázquez-Rowe, I., Aldaco, R., & Fullana-i-Palmer, P. (2020). When plastic packaging should be preferred: Life cycle analysis of packages for fruit and vegetable distribution in the Spanish peninsular market. Resources, Conservation and Recycling, 155, 104666
Van Rensburg, M. L., Nkomo, S. L., & Dube, T. (2020). The “plastic waste era”; social perceptions towards single use plastic consumption and impacts on the marine environment in Durban. South Africa. Applied Geography, 114, 102132
Albanna, M. (2011). Solid waste management options and their impacts on climate change and human health. Environmental protection strategies for sustainable development. (pp. 499–528). Springer.
Antelava, A., Damilos, S., Hafeez, S., Manos, G., Al-Salem, S. M., Sharma, B. K., Kohli, K., & Constantinou, A. (2019). Plastic solid waste (PSW) in the Context of Life Cycle Assessment (LCA) and sustainable management. Environmental Management, 64, 230–244
Gómez, P., Elduque, D., Clavería, I., Pina, C., & Javierre, C. (2019). Influence of the material composition onthe environmental impact. International Journal of Precision Engineering and Manufacturing-Green Technology, 7, 431–442
Islam, M. T., & Huda, N. (2020). Assessing the recycling potential of unregulated e-waste in Australia. Resources, Conservation and Recycling, 152, 104526
Jaunich, M. K., & J. D.-Z.-A. (2020). Life-cycle modeling framework for electronic waste recovery and recycling processes. Resources, Conservation and Recycling, 161, 104841
Council of the EU. (2003). Directive 2002/96/EC of the European Parliament and of the Council of 27 January 2003 on Waste Electrical and Electronic Equipment (WEEE). Official Journal of the European Union, EU Publications Office.
European Parliament Directive. (2012). 2012/19/EU of the European Parliament and of the Council of 4 July 2012 on waste electrical and electronic equipment (WEEE). Official Journal of the European Union.
E Parliament. (2006). 1907/2006 Registration, Evaluation, Authorization and Restriction of Chemicals (REACH). European Parliament.
European Parliament. (2003). Directive 2002/95/EC of the European Parliament and of the Council of 27 January 2003 on the restriction of the use of certain hazardous substances in electrical and electronic equipment (RoHS). EU Publications Office.
European Parliament. (2011) Directive 2011/65/EU Restriction of Hazardous Substances in Electrical and Electronic Equipment. Luxembourg: Official Journal of the European Union.
European Commission. (2019). The European Green Deal. Brussels: Communication from the commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the regions.
European Commission (2020) A new Circular Economy Action Plan For a cleaner and more competitive Europe. Brussels: Communication from the commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the regions.
European Commission. (2014). Commission Regulation (EU) No 66/2014 of 14 January 2014 implementing Directive 2009/125/EC of the European Parliament and of the Council with regard to ecodesign requirements for domestic ovens, hobs and range hoods. Official Journal of the European Union.
Kuo, T. C., & Wang, C. J. (2019). Integrating robust design criteria and axiomatic design principles to support sustainable product development. International Journal of Precision Engineering and Manufacturing-Green Technology, 6, 549–557
Pantano, A., Tucciarelli, T., Montinaro, N., & Mancino, A. (2019). Design of a telescopic tower for wind energy production with reduced environmental impact. International Journal of Precision Engineering and Manufacturing-Green Technology, 7, 119–130
Civancik-Uslu, D., Puig, R., Voigt, S., Walter, D., & Fullana-i-Palmer, P. (2019). Improving the production chain with LCA and eco-design: application to cosmetic packaging. Resources, Conservation and Recycling, 151, 104475
Lee, H. T., et al. (2019). Research trends in sustainable manufacturing: a review and future perspective based on research databases. International Journal of Precision Engineering and Manufacturing-Green Technology, 6, 809–819
Aguilar, C. M. G., Panameño, R., Velazquez, A. P., Álvarez, B. E. A., Kiperstok, A., & César, S. F. (2017). Cleaner production applied in a small furniture industry in Brazil: addressing focused changes in design to reduce waste. Sustainability, 9, 1867
Lee, S. C., Tseng, H. E., Chang, C. C., & Huang, Y. M. (2020). Applying interactive genetic algorithms to disassembly sequence planning. International Journal of Precision Engineering and Manufacturing, 21, 663–679
Rodrigues, V. P., Pigosso, D. C. A., & McAloone, T. C. (2017). Measuring the implementation of ecodesign management practices: A review and consolidation of process-oriented performance indicators. Journal of Cleaner Production, 156, 293–309
Maitre-Ekern, E., & Dalhammar, C. (2016). Regulating planned obsolescence: a review of legal approaches to increase product durability and reparability in Europe. RECIEL, 25, 378–394
Polverini, D., & Miretti, U. (2019). An approach for the techno-economic assessment of circular economy requirements under the Ecodesign Directive. Resources, Conservation and Recycling, 150, 104425
Milios, L. (2017). Advancing to a circular economy: three essential ingredients for a comprehensive policy mix. Sustainability Science, 13, 861–878
European Commission, Environment. Home Page. (2018). https://eur-lex.europa.eu/resource.html?uri=cellar:2df5d1d2-fac7-11e7-b8f5-01aa75ed71a1.0001.02/DOC_1&format=PDF. Accessed 6 Apr 2020.
EURLEX. (2018). https://eurlex.europa.eu/resource.html?uri=cellar:2df5d1d2-fac7-11e7-b8f5-01aa75ed71a1.0001.02/DOC_2&format=PDF. Accessed 6 Apr 2020.
Khan, O., Daddib, T., Slabbinck, H., Kleinhans, K., Vazquez-Brust, D., & De Meester, S. (2020). Assessing the determinants of intentions and behaviors of organizations towards a circular economy for plastics. Resources, Conservation & Recycling, 163, 105069
European Parliament. (2009). Directive 2009/125/EC of the European Parliament and of the Council of 21 October 2009 Establishing a Framework for the Setting of Ecodesign Requirements for Energy-Related Products. Official Journal of the European Union, EU Publications Office.
European Parliament. (2009). 2009/125/EC ErP (Energy related Products). European Parliament.
Kiling, F. S., Shin, S.-J., Lee, M.-K., & Meilanitasari, P. (2020). An energy-related products compliant eco-design method with durability-embedded economic and environmental assessments. International Journal of Precision Engineering and Manufacturing-Green Technology, 8, 561–581
van Ewijk, S., & Stegemann, J. A. (2020). Recognising waste use potential to achieve a circular economy. Waste Management, 105, 1–7
Peng, S. T., Yang, Y., Li, T., Smith, T. M., Tan, G. Z., & Zhang, H. C. (2019). Environmental benefits of engine remanufacture in China’s circular economy development. Environmental Science & Technology, 53, 19
Paletta, A., Filho, W. L., Balogun, A.-L., Foschi, E., & Bonoli, A. (2019). Barriers and challenges to plastics valorization in the context of a circular economy: Case studies from Italy. Journal of Cleaner Production, 241, 118149
Ungerman, O., & Dědková, J. (2019). Model of the circular economy and its application in business practice. Environment, Development and Sustainability, 22, 3407–3432
Hao, H., Qiao, Q., Liu, Z., & Zhao, F. (2017). Impact of recycling on energy consumption and greenhouse gas emissions from electric vehicle production: The China 2025 case. Resources, Conservation and Recycling, 122, 114–125
IEC, International Electrotechnical Commission. IEC TR 62635:2012. 19 October 2012. https://webstore.iec.ch/publication/7292. Accessed 8 Apr 2020.
Jaunich, M. K., Levis, J. W., DeCarolis, J. F., Barlaz, M. A., & Ranjithan, S. R. (2019). Solid waste management policy implications on waste process choices and systemwide cost and greenhouse gas performance. Environmental Science & Technology, 53, 1766–1775
Wang, Y. X., Levis, J. W., & Barlaz, M. A. (2020). An assessment of the dynamic global warming impact associated with long-term emissions from landfills. Environmental Science & Technology, 54, 1304–1313
Roithner, C., & Rechberger, H. (2020). Implementing the dimension of quality into the conventional quantitative definition of recycling rates. Waste Management, 105, 586–593
Munusamy, Y., Sethupathi, S., & Choon, C. H. (2019). Potential use of waste cockle shell as filler for thermoplastic composite. Journal of Material Cycles and Waste Management, 21, 1063–1074
Dorigato, A. (2021). Recycling of polymer blends. Advanced Industrial and Engineering Polymer Research., 4, 53–69
Malinowski, R., Krasowska, K., Sikorska, W., Moraczewski, K., Kaczor, D., Kosmalska, D., & Królikowski, B. (2020). Studies on manufacturing, mechanical properties and structure of polybutylene adipate-coterephthalate-based green composites modified by coconut fibers. International Journal of Precision Engineering and Manufacturing-Green Technology.
de Andrade, M. F. C., Souza, P. M. S., Cavalett, O., & Morales, A. R. (2016). Life Cycle Assessment of Poly Lactic Acid (PLA): comparison between chemical recycling, mechanical recycling and composting. Journal of Polymers and the Environment, 24, 372–384
Peeters, J. R., Vanegas, P., Kellens, K., Wang, F., Huisman, J., Dewulf, W., & Duflou, J. R. (2015). Forecasting waste compositions: A case study on plastic waste of electronic display housings. Waste Management, 46, 28–39
Maris, J., Bourdon, S., Brossard, J.-M., Cauret, L., Fontaine, L., & Montembault, V. (2018). Mechanical recycling: Compatibilization of mixed thermoplastic wastes. Polymer Degradation and Stability, 147, 245–266
Lin, T. A., Lin, J.-H., & Bao, L. (2020). Polypropylene/thermoplastic polyurethane blends: mechanical characterizations, recyclability and sustainable development of thermoplastic materials. Journal of Materials Research and Technology, 9, 5304–5312
Toso, M.D., & Toso, M.D. (2020). Process for recovering plastic material and related plant. Italy Patent WO/2020/115335. 11 06.
Solis, M., & Silveira, S. (2020). Technologies for chemical recycling of household plastics—A technical review and TRL assessment. Waste Management, 105, 128–138
Braido, R. S., Borges, L. E. P., & Pinto, J. C. (2018). Chemical recycling of crosslinked polymethyl methacrylate and characterization of polymers produced with the recycled monomer. Journal of Analytical and Applied Pyrolysis, 132, 47–55
Maisel, F., Chancerel, P., Dimitrova, G., Emmerich, J., Nissen, N. F., & Schneider-Ramelow, M. (2020). Preparing WEEE plastics for recycling—How optimal particle sizes in pre-processing can improve the separation efficiency of high-quality plastics. Resources, Conservation and Recycling, 154, 104619
Singkran, N. (2020). Assessment of urban product consumption and relevant waste management. Journal of Material Cycles and Waste Management., 22, 1019–1026
Zhang, R., et al. (2020). PET bottles recycling in China: An LCA coupled with LCC case study of blanket production made of waste PET bottles. Journal of Environmental Management, 260, 110062
Dahlbo, H., Poliakova, V., Mylläri, V., Sahimaa, O., & Anderson, R. (2018). Recycling potential of post-consumer plastic packaging waste in Finland. Waste Management, 71, 52–61
Siman, R. R., Yamane, L. H., Baldam, R. D., Tackla, J. P., Lessa, S. F. D., & de Britto, P. M. (2020). Governance tools: Improving the circular economy through the promotion of the economic sustainability of waste picker organizations. Waste Management, 105, 149–169
Xu, G. C., Yano, J., & Sakai, S. (2019). Recycling potentials of precious metals from end-of-life vehicle parts by selective dismantling. Environmental Science & Technology, 53, 733–742
Jang, Y.-C., Lee, G., Kwon, Y., Lim, J.-h, & Jeong, J.-h. (2020). Recycling and management practices of plastic packaging waste towards a circular economy in South Korea. Resources, Conservation and Recycling, 158, 104798
Wagner, F., Peeters, J. R., Ramon, H., De Keyzer, J., Duflou, J. R., & Dewulf, W. (2020). Quality assessment of mixed plastic flakes from Waste Electrical and Electronic Equipment (WEEE) by spectroscopic techniques. Resources, Conservation and Recycling, 158, 104801
Hahladakis, J. N., & Iacovidou, E. (2019). An overview of the challenges and trade-offs in closing the loop of post-consumer plastic waste (PCPW): Focus on recycling. Journal of Hazardous Materials, 380, 120887
Huysman, S., De Schaepmeester, J., Ragaert, K., Dewulf, J., & De Meester, S. (2017). Performance indicators for a circular economy: A case study on post-industrial plastic waste. Resources, Conservation and Recycling, 120, 46–54
Prosman, E. J., & Wæhrens, B. V. (2019). Managing waste quality in industrial symbiosis: Insights on how to organize supplier integration. Journal of Cleaner Production, 234, 113–123
ISO. (2006). ISO 14040:2006 environmental management—life cycle assessment—principles and framework. Geneva, Switzerland: ISO
ISO. (2006). ISO 14040:2006 environmental management—life cycle assessment—requirements and guidelines. Geneva, Switzerland: ISO
Moretti, C., Junginger, M., & Shen, L. (2020). Environmental life cycle assessment of polypropylene made from used cooking oil. Resources, Conservation & Recycling, 157, 104750
Bartolozzi, I., Daddi, T., Punta, C., Fiorati, A., & Iraldo, F. (2020). Life cycle assessment of emerging environmental technologies in the early stage of development: A case study on nanostructured materials. Journal of Industrial Ecology, 24, 1
Zhang, L., Zhang, B., Bao, H., & Huang, H. (2018). Optimization of cutting parameters for minimizing environmental impact: considering energy efficiency, noise emission and economic dimension. International Journal of Precision Engineering and Manufacturing, 19, 613–624
Kozderka, M., Rose, B., Kočí, V., Caillaud, E., & Bahlouli, N. (2015) High Impact Polypropylene Recycling—Mechanical Resistance and LCA Case Study with Improved Efficiency by Preliminary Sensitivity Analysis. Product Life-cycle Management in the Era of Internet of Things. In: IFIP International Conference on Product Lifecycle Management, Doha.
Kočí, V. (2019). Comparisons of environmental impacts between wood and plastic transport pallets. Science of The Total Environment, 686, 514–528
Gradin, K. T., & Åström, A. H. (2020). Comparative life cycle assessment of car disc brake systems—case study results and method discussion about comparative LCAs. The International Journal of Life Cycle Assessment, 25, 350–362
Lozano-Miralles, J. A., Hermoso-Orzaez, M. J., Gago Calderon, A., & Brito, P. (2020). LCA case study to LED outdoor luminaries as a circular economy solution to local scale. Sustainability, 12, 190
de Bortoli, A., Bouhaya, L., & Feraille, A. (2020). A life cycle model for high-speed rail infrastructure: environmental inventories and assessment of the Tours-Bordeaux railway in France. The International Journal of Life Cycle Assessment, 25, 814–830
Pratico, F. G., Giunta, M., & Mistretta, M. (2020). Energy and environmental life cycle assessment of sustainable pavement materials and technologies for urban roads. Sustainability, 12, 704
Goswein, V., Rodrigues, C., Silvestre, J. D., Freire, F., Habert, G., & Konig, J. (2020). Using anticipatory life cycle assessment to enable future sustainable construction. Journal of Industrial Ecology, 24, 1
Halim, N. H. A., Haron, C. H. C., & Ghani, J. A. (2020). Sustainable machining of Hardened Inconel 718: a comparative study. International Journal of Precision Engineering and Manufacturing., 21, 1375–1387
Lodato, C., Tonini, D., Damgaard, A., & Astrup, T. F. (2020). A process-oriented life-cycle assessment (LCA) model for environmental and resource-related technologies (EASETECH). The International Journal of Life Cycle Assessment, 25, 73–88
Winans, K., Brodt, S., & Kendall, A. (2020). Life cycle assessment of California processing tomato: an evaluation of the effects of evolving practices and technologies over a 10-year (2005–2015) timeframe. The International Journal of Life Cycle Assessment, 25, 538–547
Aissani, L., Lacassagne, A., Bahers, J. B., & Le Feon, S. (2019). Life cycle assessment of industrial symbiosis: A critical review of relevant reference scenarios. Journal of Industrial Ecology, 23, 972–985
Jain, A., Kumar, S., Bajpai, V., & Park, H. W. (2019). Replacement of hazard lubricants by green coolant in machining of Ti6Al4V: A 3D FEM approach. International Journal of Precision Engineering and Manufacturing, 20, 1027–1035
Zhang, C., & Xu, Y. (2020). Economic analysis of largescale farm biogas power generation system considering environmental benefits based on LCA: A case study in China. Journal of Cleaner Production, 258, 120985
Blanco, C. F., Cucurachi, S., Peijnenburg, W. J. G. M., Guinée, J. B., Vijver, M. G., Trattnig, R., & Heijungs, R. (2020). Assessing the sustainability of emerging technologies: A probabilistic LCA method applied to advanced photovoltaics. Journal of Cleaner Production, 259, 120968
Burchart-Korol, D., Jursova, S., Folega, P., & Pustejovska, P. (2020). Life cycle impact assessment of electric vehicle battery charging in European Union countries. Journal of Cleaner Production, 257, 120476
Vandepaer, L., Cloutier, J., Bauer, C., & Amor, B. (2019). Integrating batteries in the future swiss electricity supply system: A consequential environmental assessment. Journal of Industrial Ecology, 23, 709–725
Galve, J.E., Elduque, D., Pina, C., Clavería, I., & Javierre, C. (2018). Processability analysis of an injected part in virgin or recycled polypropylene. In: The 30th European Modeling & Simulation Symposium. Budapest: EMSS.
Forcellese, A., Marconi, M., Simoncini, M., & Vita, A. (2020). Life cycle impact assessment of different manufacturing technologies for automotive CFRP components. Journal of Cleaner Production, 271, 122677
Ichisugi, Y., Masui, T., Karkour, S., & Itsubo, N. (2019). Projection of national carbon footprint in Japan with integration of LCA and IAMs. Sustainability, 11, 6875
Masson-Delmotte, V., Zhai, P., Pörtner, H.-O., Roberts, D., Skea, J., Shukla, P.R., Pirani, A., Moufouma-Okia, W., Péan, C., Pidcock, R., Connors, S., Matthews, J.B.R., Chen, Y., Zhou, X., Gomis, M.I., Lonnoy, E., Maycock, T., Tignor, M., & Waterfield, T. (eds.) (2018). Global Warming of 1.5 °C. An IPCC Special Report on the impacts of global warming of 1.5 °C above pre-industrial levels and related global greenhouse gas emission pathways, in the context of strengthening the global response to the threat of climate change, sustainable development, and efforts to eradicate poverty. IPCC
Plastics Europe. n.d. https://www.plasticseurope.org/en/focus-areas/life-cycle-thinking. Accessed 08 2020.
Elduque, A., Elduque, D., Clavería, I., & Javierre, C. (2018). Influence of material and injection molding machine’s selection in the electricity consumption and environmental impact of the injection molding process: an experimental approach. International Journal of Precision Engineering and Manufacturing-Green Technology, 5, 13–28
PRé. (2020). SimaPro Database Manual. Methods Library (v 4.15). Consultants B. V.
Ecoinvent. https://www.ecoinvent.org/about/mission-andvision/mission-and-vision.html. Accessed 08 2020.
Engel. https://www.engelglobal.com/fileadmin/master/Downloads/Broschueren/ENGEL_duo_en.pdf. Accessed 08 2020
Elduque, A., Elduque, D., Javierre, C., Fernández, Á., & Santolaria, J. (2015). Environmental impact analysis of the injection molding process: analysis of the processing of high density polyethylene parts. Journal of Cleaner Production, 108, 80–89
Gobbi, G. P., Di Liberto, L., & Barnaba, F. (2020). Impact of port emissions on EU-regulated and non-regulated air quality indicators: The case of Civitavecchia (Italy). Science of the Total Environment, 719, 134948
Hammad, A. W. A., Rey, D., Bu-Qammaz, A., Grzybowska, H., & Akbarnezhad, A. (2020). Mathematical optimization in enhancing the sustainability of aircraft trajectory: A review. International Journal of Sustainable Transportation, 14, 413–436
Acknowledgements
The authors would like to thank RIALTI SpA for their capacity and for providing data and material for the analysis. Also, we would like to acknowledge the company Inyecciones Montañana (Inymon) for their openness to the processes and their will to collaborate in the study. The study presented in this paper has been partially supported by the Spanish MINECO under Project RETO RTC-2017-5965-6, and has been performed by members of the I+AITIIP (DGA-T08_20R) research group of the FEDER 2014-2020 """ 'Building Europe from Aragón'" program, recognized by the Regional Government of Aragon.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Galve, J.E., Elduque, D., Pina, C. et al. Life Cycle Assessment of a Plastic Part Injected with Recycled Polypropylene: A Comparison with Alternative Virgin Materials. Int. J. of Precis. Eng. and Manuf.-Green Tech. 9, 919–932 (2022). https://doi.org/10.1007/s40684-021-00363-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40684-021-00363-2