
Abstract
Polyester is a synthetic material which is produced from the petroleum products. The various environmental impacts are associated with polyester from manufacturing to end of life. Therefore, the manufacturing of recycled polyester (rPET) is an important to process as concerned with environmental impact and also inevitable. The rPET has a wide scope of their potential applications similar to virgin polyester. Generally, life cycle assessment (LCA) technique investigates the environmental impacts of the particular products from its cradle to grave. Therefore, it helps to identify the critical phase which creates the maximum impact on the entire product life cycle. So, it is significant to understand the environmental impact of rPET, nevertheless, LCA on rPET is foreseeable. The data from the LCA can initiate preliminary steps to reduce the environmental burdens from the products, also it provides the detailed information on how it affects the ecosystem. In this chapter we discussed about the LCA on rPET, initially, the brief introduction will be provided about the present manufacturing techniques of rPET. Various issues associated with sustainability of rPET manufacturing, importance and methodology of LCA on rPET were explained in detail. Based on the LCA results, the important parameters with respect to the sustainability of rPET would be present in this chapter.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
The several natural fibers were chiefly used for the production of textiles and garments until the seventeenth century [1, 2]. Either way today’s situation differs, according to the development of synthetic fibers in the late 1930s, these fibers are now largely used for textiles [3]. Polyester fibers are the examples of synthetic fibers containing ester groups in their main polymeric chain [4]. Polyethylene terephthalate (PET) having the ester group and generally known as polyester. In 2018, 106 million tons of global production compared to 25% cotton fibers, however, polyethylene terephthalate produced and consumes higher than any other textile fibers [5]. Eco-friendly industries and eco-friendly industrial practice has been promoted by the awareness created on environmental concerns. In the case of environmental benefits, the classical 3R can be implemented in the rPET industry, also it must be promoted to make awareness to the consumers [6, 7]. As it is known recycling is not new with vast history [8]. Last two decades, the awareness of sustainability and waste management results protection towards to the environment by practicing the more and more recycling process. Humanity poses large problems mainly due to plastic and polymeric waste in which crude oil is the first non-renewable materials which is the raw materials to produce various thermoplastic materials including the textile fibers. Majority of the synthetic materials consists of larger molecular size and rigid structure resulting non-biodegradable and non-decomposable. Accounting into the problems above it is advisory to recycle plastics and polymers and recycling motivates to decrease or lower landfill expenses, compared to virgin plastics recycled polymers are cheaper and further energy can be recovered from the plastic through various process [9]. 60% of the global PET produced with high-molecular weight further utilized to produce the textile fibers and 30% of PET is utilized to produce the bottles and other articles [10]. According to the reference [11], 70–80% of crude oil is used to produce virgin polyester, among them only 30–40% were recycled. Therefore, it is necessary to take attention which increase the recycling percentage, resulting the reduction of the environmental burdens by landfilling as well as carbon emission. In order to reduce our carbon footprint, larger companies receive tons and tons of paper and plastic which is recyclable. However, some of the statistics says 91% of plastics are not recycled, apart from that people buy millions of plastic bottles (food, beverages, water etc.) per minute [12]. In 2015, approximately 20% of textiles were reused in Sweden [13], in 2018 it can be increased to 40% as per the Swedish Environmental Protection Agency (SEPA) [14] and is predicted to increase further 20% in 2020. Figure 1 shown the recycled PET bottles% in various forms in the USA. Public imagination has been gathered by the idea of using recycled PET materials including bottles, molded articles, textile fibers, buttons etc. The concept of recycling has become green option, since it reduces the energy requirement for the production of virgin PET also reduce the consumption of non-renewable resources.

Percentage of PET bottled recycled in various forms in the USA (2017)
Generally, the textile wastes can be classified into three types, which are [15]:
-
Wastes from pre-consumer stage
-
Wastes from post manufacturing
-
Wastes from post-consumer stage
Pre-consumer stage waste is defined as waste generated during the production, for example in textile productions, short fibers in the spinning, yarns in both weaving and knitting and fabrics from garment cutting and many. Generally, these wastes can be reused and produce different products, for example the short fibers were used to produce the coarser (i.e. thicker) fabric. After manufacturing, products having the defects are classified into the wastes from post manufacturing stage, perhaps it can be sold to very less price to the consumers or it will be reused and produced as same or different products.
To make rPET it includes the recycling of the accessories and beverage bottles as an example. Figure 2 summarizes the various routes of recycling and reuse of textiles. In any process waste is inadvertent and it has to be reused for the improvement of the environment. Recycling is the best solution for the polyester textile which drastically reduced the carbon emission and saves the energy as compared to virgin PET manufacturing.

(reused under the terms of the Creative Commons Attribution license from Journal of Cleaner Productions, Elsevier Publications [16])
Recycling and reuse routes for textile wastes,
If the materials were recovered from the waste use it again is called as reuse, whereas, after recovering, modify into the product is called recycling, meanwhile the recycled product is higher values than the original product is called as upcycling and lower values is called downcycling. There are four approaches for the recycling which is well explained in Fig. 3. Primary recycling defines the recycle of waste into original products. Recycling the post-consumer plastic waste into new products with reduced properties may classified into secondary recycling. Production of fuel or monomer from the PET waste are classified into tertiary recycling approach [17].

Various recycling approaches
2 The Life Cycle Assessment Methodology
LCA is the method to evaluate the environmental performance of the products throughout the cycle, starting from raw material to it last stage of cycle. In accordance to the ISO standard, life cycle assessment can be conducted with four phases namely (Fig. 4) [18,19,20]. First stage comprises of aim of study and describe all the products that are assessed. In the second stage of inventory the raw material is acquired to the process of development to its final information of the product are collected [21]. In order to develop, calculate the data of discharge from the process of the life cycle of the product in this stage energy consumption, raw material requirement, environmental emission and discharged are figured and calculated. The third stage is impact assessment stage the data of inventory are translated into the effect of human health, ecological health and resource depletion. The last stage of the life cycle assessment is the interpretation where the results are interpreted and discussed. The four stages of LCA has been described graphically in Fig. 4.

The life cycle assessment framework
-
Goal and scope,
-
Inventory analysis,
-
Impact assessment and
-
Interpretation.
The first phase is “goal and scope” where the purpose of LCA study can be well explained. It is clearly discussed in ISO 14040 and 14044 standards. Inventory analysis deals with the energy and material requirement to produce the products and its analysis from cradle to grave. Impact assessment can assess the significant potential effect on the environment with respect to throughout their life cycle of the product. Interpretation defines the discussion of the results.
-
Goal and Scope
In the life cycle assessment, goal and scope could be the first phase. If the goal and scope will be perfectly planned, the entire study could be easy. While planning for goal and scope, there are many things to be strictly considered, they are given below.
-
The product system
-
Function of the product system
-
Functional units (rPET, virgin PET)
-
Product system boundary
-
Various LCA procedures
-
Limitations of product system
-
Critical review
-
Requirement of data for this phase
-
Hypothetical assumption of the product system
-
The scope of the study may require modification according to the product design and other parameters since LCA is an iterative technique further information is collected for every LCA study.
-
Life Cycle Inventory Analysis (LCI)
The LCA which is the second phase used in the data collection portion. It generally involves to quantifying the values of input and output products which includes energy, raw material and finished product. In the inventory analysis the following things must be in the check list.
-
Raw materials
-
Energy requirement
-
Water
-
Recourses (renewable or non-renewable)
-
Transportation
-
Carbon and other substance emission
-
Consumer use
-
Disposal
-
Landfilling
-
Recycle or Reuse.
-
In case of decentralized sectors, it is challenging job to analyze, since every operation should not be in same place. For example, crude oil is available in the gulf countries, it transported into India to refine, thereafter virgin polyester is produced by using refined crude oil products. Then the produced fibers sent for the yarn and fabric formation. Later, garment manufacturing can be done in India or in Bangladesh, finally the garments were export into Europe or USA. If you consider in the supply chain, there are lot of transportation taking place which directly increase the carbon emission and energy utilization.
-
Impact Assessment (LCIA)
As discussed previous section, the impact analysis can quantify the potential impact on the environment due to the product formation. Generally, the results of the inputs and outputs are focused by this phase and categorize them strategically in order to help the environment. As per the ISO, this step can be done or follow with proper systematic procedure, the tentative procedure is given bellow, perhaps some of the steps are compulsory and some are to keep optional.
-
Classification (compulsory)
-
Characterization (compulsory)
-
Normalization (optional)
-
Grouping (optional)
-
Weighting (optional)
-
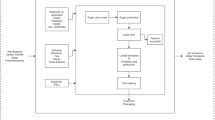
Figure 5, explains the feasible implementation of a combined midpoint and damage approach which including the ecosystem quality, human health and climate changes [22].

(reused under the terms of the Creative Commons Attribution license from Environmental and Climate Technologies, The Journal of Riga Technical University [22])
Feasible implementation of a combined midpoint and damage approach,
-
Interpretation
LCA’s last phase is the life cycle interpretation in which “identify, quantify, check and evaluate”, previous phases such as life cycle inventory (LCI) and or the life cycle impact assessment (LCIA) [23] are the results from the information above. The Interpretation is made throughout all the phases with the purpose to summarize and discuss the results achieved systematically and to verify if the results are in accordance with the defined goal and scope. Final conclusion can be made in this phase after considering the following points.
-
Identification of critical places
-
Identification of potential significance on the environmental impacts.
-
Determination of data sensitivity from the previous phases (LCI and LCIA).
-
Conclusion
-
Recommendation for the further analysis
-
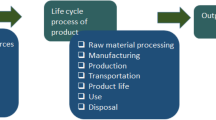
3 Product Life Cycle
The main purpose of the life cycle assessment is to reduce the utilization of various resources and emission of GHG and other substance throughout its life cycle [24]. Figure 8 describes the entire life cycle of rPET. Generally, the polyester waste can be recycled in two methods such as, ‘open and closed loop’ [25]. Simple explanation for the closed-loop method of recycling, if the product can be recycled to back (i.e. same product) is called open-loop recycling (e.g. bottle to bottle). If it recycled into different product is called as closed loop (e.g. bottle to fiber) [26,27,28]. Figures 6 and 7 exhibits the open-loop and closed-loop methods of recycling of PET respectively.

Open-loop recycling process of PET

Closed loop recycling process of PET
-
System Boundary
A system boundary is the important part in the life cycle assessment, it explains what are the things going to include in the LCA study [9, 29]. In case of rPET, the system boundary includes from the collection of wastes from various places (e.g. municipal centers) and it transport into the manufacturing hubs (i.e. melt spinning or melt-blown units) [28, 30, 31].
3.1 Raw Material Collection
Municipal waste is the prime source for the recycling of PET, which contains the various waste materials such as paperboards, brand labels, caps, lids, glass, plastic materials and metals. However, some of the city and residential hubs have the plan to keep these plastic containers in separately, which is not mixed with these wastes, it makes easy to separate and sort. Recovering plastic bottle packaging from residences has been reliable waste collection strategy, however it recovers only 20–45% [32,33,34,35]. Countries like India, the main sources for the collection of these plastic bottles are cafes, airports, railway stations and bus depot [30, 34, 36].
-
Sorting
Sorting is the important process in the recycling sequence, it is generally carried out by two method, either automatically or manually. While these processes, the unwanted (i.e. non-PET materials) materials can be sort outed. In terms of textile fabrics, polyester alone should be sorted, also ensures that the sewing thread must be in the same as polyester if not it should be separated. In the case of food and beverage PET bottles, the colored bottles must be separated from colorless one. Most of these bottles have the polyolefin caps (lids), which is necessary to separate from the batch. Usually the color sorting is very easy process [37, 38]. In automatic sorting machines consists of color sensible sensor which can be used for sorting the colored and colorless materials [39,40,41]. Fourier-transform near-infrared spectroscopy for polymer structure study can help to evaluate the mixture of non-PET materials [37, 38, 42].
-
Cleaning
After sorting the recycling materials were sent to cleaning process. It is necessary to clean the residual food items, beverages, short fibers, labels and other materials like adhesives [43,44,45,46]. Generally, the municipal waste requires more water for cleaning, since it also calculated in the water footprint.
-
Final Separation
The final separation is the process where the PET can be separated from sink or floating materials such as threads, labels, adhesives from the PET flakes [47,48,49]. Placing the Raman emission spectroscopic detectors reduce the PVC contamination in the PET flakes [50, 51]. For PET flake sorting involves many methods which includes the conventional and modern methods, however there are some limitation in terms of conventional methods such improper colored flake sorting and difficult to sort the flake with different physical properties (i.e. variable density). The best example for modern flake sorting is laser-sorting [50, 52, 53]. Laser-sorting involves to sort the flakes by using of emission spectroscopy. Generally, the automotive plastic materials consist of different physical properties, but in this method can be sort easily. Even it can separate the same density material such as polyethylene from polypropylene [52,53,54,55,56].
3.2 Melt-Spinning
Recycling of PET can be carried out according to different strategies it has been discussed deeply in the previous section of this chapter. Due to the molecular weight (MW) reduction, the chemical recycling for the depolymerization of post-consumed PET to make monomers which can be used as raw materials, generally these can be reprocessed after several washing and few mechanical recycling process (i.e. grinding) [57]. During the chemical recycling, the PET undergoes different chain reaction due to thermal, mechanical and hydrolytic process.
3.3 Textile Manufacturing
Textile manufacturing is the series of process, here the fiber is fed as raw materials which converting into yarn by using of various spinning machineries. Then the yarn is fed as raw materials to produce the fabric (i.e. knitted or woven) and this process is called weaving or knitting. Later the fabric is converted into garments. Figure 8 describes the whole life cycle of rPET garments from cradle to grave.

(inspired from [21])
Production life cycle for the garments made from rPET,
-
Spinning for Yarn Formation
Spinning is the process which involves to produce the yarn from the fibers. Currently there are several spinning methods involved to produce the yarn. Due to the greater number of machineries (i.e. blowroom, carding, draw frame, comber preparation, comber, speed frame and ring frame), this process consumes high level energy. In spinning there are possibility for the flying of micro and macro fibers, which generally cause the byssinosis [6, 7, 21, 58,59,60,61,62,63].
-
Fabric Formation
The fabric can be prepared via weaving or knitting. The weaving is a process of formation of fabric with interlacement of two or more sets of yarns using a stable machine called loom. Human beings have started using the woven fabrics since the dawn of history. For weaving, loom or weaving machine is used to the fabric construction. Weaving process can be carried out after warping and sizing. In the weaving, there are many fabric weave patterns (i.e. designs) available, however, the plain weave is the simplest way of fabric construction in fabric weaving. In this weave, each weft yarns passes under and over the warp yarn across the width of the fabric. Similar to spinning, weaving also consumes high level of energy. Knitting is the technique of forming the fabrics, which has achieved tremendous success all over the world. A woven fabric has two sets of threads which cross each other at right angles, producing a fabric that is relatively inelastic. A knitted fabric has been formed with only one thread or possibly a series of threads, and the fabric is composed of series of inter-looped loops. Since these loops can be distorted to a certain degree in any direction and since nearly all knitting yarns are more or less elastic, a knitted fabric is quite elastic.
-
Coloration
The term ‘coloration’ means ‘to add color’. Textiles are usually colored to make them attractive for aesthetic appeal. They are also colored for functional reasons, e.g. military camouflage and fluorescent jackets for traffic or police personnel. Life would be more hazardous and certainly dull if textiles were used only in their natural colors. During the coloration of the recycled fabric, the dyes, water and chemicals are used which is the major environmental impacts in the coloration process. Prior to coloration, it is required to remove the impurities present in the fabric, therefore scouring of rPET fabric can be carried out. In the scouring, strong or mild alkalis were used with warmer condition [6, 7, 21, 58,59,60,61,62,63], Perhaps, rPET or virgin PET, both are hydrophobic fibers as well as no presence of polar groups, resulting poor dye ability, therefore, it required a certain temperature (i.e. above 120 °C) for better dyeability. Nevertheless, it required lots of energy as well as increasing the GHG emission due to energy production. As environmental and health concerns, these dyes create waste water and release the harmful substances into nearby water bodies which is highly toxic [6, 7, 21, 58,59,60,61,62,63].
-
Garmenting
“Garment manufacturing” is the final process in the textile process sequence. In this garment manufacturing, there are numerous operations involved namely spreading, cutting, sewing, fusing, ironing and packing, also this process are more labor oriented process as compared to yarn and fabric manufacturing. In Asian region, the garment factories are located far away from spinning and weaving department, on other hand, Europe and USA were importing the garments from in these regions. For both raw fabric and finished garment requires to transport huge distance which results in higher energy consumption and followed by increasing the CO2 emission. Around 8% is estimated to be the CO2 emissions from freight transport. Eventually, transport costs increase due to the price of oil and gas where transportation to the huge consumer place which directly influenced the energy utilization. Recently the “green logistics” become popular due to the reduction of GWP and CO2 by reduction of the distance between manufacturing hub to consumer place [7, 21, 64,65,66,67].
-
Consumer Use and Disposal
Consumer use and disposal phase is one of the important phases in the life cycle assessment. Since we all think that the majority of GWP and carbon emission from the manufacturing, but consumer disposal phase generating the almost equaling amount of the carbon emission like the production phase. Every year, the purchasing capacity of the people has been increased or sometimes they provide some better offer initiate to buy more and more garments per person. After consumer use, discarded garments may throw into municipal waste and finally it goes for the landfilling. Landfilling has been increased every year, however some of the organization makes awareness to the consumers to donate their clothes, which turns into partial success. Due to donating or reusing makes sense which reduce the landfill burdens. But for synthetic materials like polyester, there are huge possibilities to recycle into the same or different products. But usually the recycling ensures the higher or lower valued products. In this case, consumer attitude and behavior have to change for reduction of environmental impacts, the best was to reduce the buying of new products and make sure to reuse or recycle the same products [6, 59,60,61, 68]. In the concerns with environment, Levi’s started the concept of “8 bottle one Jean”, where 8 PET bottles recycled to produce the new Jeans [69].
-
Impact Categories (IC)
Impact category is one of the important concerns in the life cycle assessment, since it characterizes the environmental impacts. It can be selected in every life cycle assessment study to define the various environmental impacts caused by the rPET or other products [70,71,72,73]. Currently the following six impact category is very important, they are,
-
Global warming potential (GWP), it also described as ‘climatic change’. It is described in amount of CO2 emission (kg CO2 eq).
-
Ozone depletion potential (ODP) is related to the decomposition of ozone layer due to environmental impacts. It can be measured through [kg CFC-11 eq].
-
Eutrophication Potential (EP) is related to the quantification of available of nutrients present in the waterbodies (i.e. phosphorous and nitrogen). Sometime it is called as phosphorous footprint.
-
Acidification potential (AP) is the releasing of protons (H+ eq) in the ecosystems.
-
Photochemical ozone formation is related to the degradation of volatile organic compounds (VOC). It causes various health and environment issues.
-
Primary energy consumption (PEI) is related to the non-renewable and renewable energy utilization.
-
Apart from these important impact categories, there are several categories including,
-
Human toxicity, defines the impact of human health due to the hazardous chemical utilization.
-
Aquatic toxicity, related to the enrichment of aquatic ecosystems with nutrients with respect to the water quality.
-
Particulate matter.
-
Noise & Light pollution.
When we performing the LCA, the respective study might require more specific impact categories. Since, if we need to achieve the proper results might require the relevant and respective impact categories can fulfil.
4 Life Cycle Assessment of RPET
-
LCA on the Open-Loop Recycled PET
Shen et al. [29] studied the LCA of open-loop recycled PET. In this recycling, cradle stage is very difficult to define, therefore they choose the cut-off approach, which could easy to define the system boundary. The detailed system boundary is described in Fig. 9. Here life can be split as first and second life which is purely independent.
Fig. 9 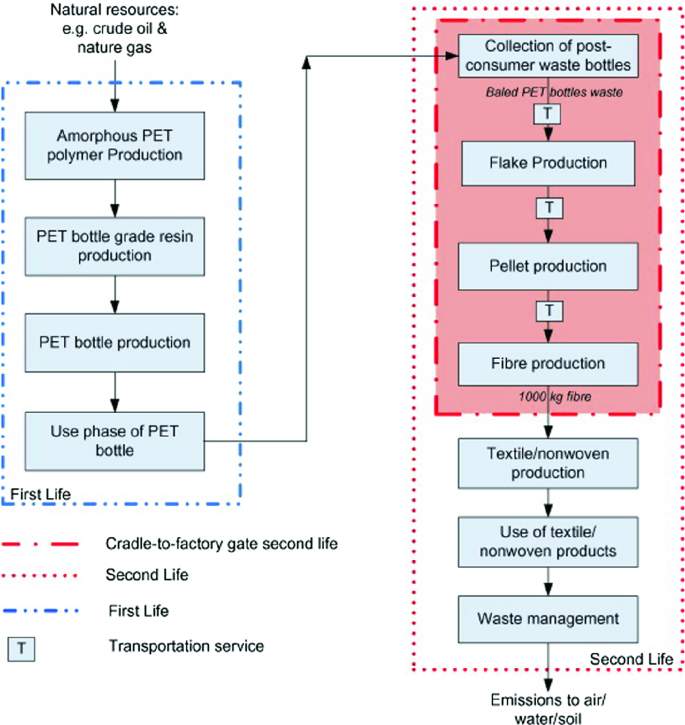
(reused from [29], with kind permission of Elsevier Publications)
Cradle to grave of open-loop recycled PET with cut-off approach,

From their results [29], Table 1 shows LCA results of rPET from cradle to gate based on the cut-off approach. As compared to virgin PET, rPET fibers save around 45–85% of non-renewable energy utilization. Resulting, rPET has a strong influence on the reduction of global warming potential (GWP). Results show that there is a reduction of 76% from mechanical recycling, 54% via semi-mechanical recycling, 36% and 24% via chemical recycling of PET with oligomer and monomer forms respectively. Therefore, it concludes that these recycling process reduced significantly the environmental impacts with respect to all seven Centrum voor Milieuwetenschappen Leiden (CML) categories which excluding the freshwater aquatic ecotoxicity. As compared to another recycling process, the mechanical type of recycling shows the lowest environmental impacts. Since for the production of fibers, need to increase the PET to above the melting temperature, where there is a higher energy utilization, resulting in the responsible environmental impacts, particularly, abiotic depletion, photooxidation and acidification etc. Meanwhile, there is a requirement of water for cleaning the PET bottles and other process makes wastewater, which necessary to reduce the chemical oxygen demand. The wastewater is responsible for the eutrophication followed the toxicity due to the mixing of untreated water with nearby areas. Allocation factor (AF) can be calculated through waste evaluation technique, which helps further to identify the baled PET waste and virgin PET materials. The AF is the ratio of market value of waste PET bottle waste and the market value of virgin PET bottle grade resin. However, the AF could have varied with respect to the continent, amount of waste generations and most importantly on the crude oil price. Due to the fluctuation of crude oil price, sometimes it is difficult to calculate the accrete value, nevertheless, we can add some percentage in the tolerance. With respect to the AF, they compare the LCA results and it shown in Table 2.
Mechanical and semi-mechanical recycled PET fibers supplies benefit to the environment in all category than that of virgin fiber except in freshwater aquatic ecotoxicity. Analyzing back-to-monomer recycling based on the “waste valuation” method is not being possible due to lack of sufficient data. The rPET from bottle offers higher environmental benefits than the single-use virgin PET fiber. Among the various types of recycling, the mechanical rPET cannot be recycled for further, perhaps, the chemical rPET can be further recycled even under the larger scale with economic viability. However, the bottle to bottle recycling is another way of recycling the PET bottles which is an example of closed-loop recycling system.
-
LCA on the Closed-Loop Recycled PET
Chilton et al. [30] conducted the LCA on PET bottles under closed-loop method. Figure 10 explains the system boundary as well as the closed-loop recycling process for the respective studies. Table 3 described the overall emission results of rPET. In each process steps, PET cleaning is the highest responsible for the GWP, since it emits the various GHG such as CO2, CO, SO2, and NOx, particulate material and dioxins. This is due to the utilization of electrical energy, of course while production of the electrical energy emits the huge quantity of GHG. Apart from that, transportation of PET from material reclamation facility (MRF) to processing plant is another source for the generation of HCl, ammonia, lead and cadmium.
Fig. 10 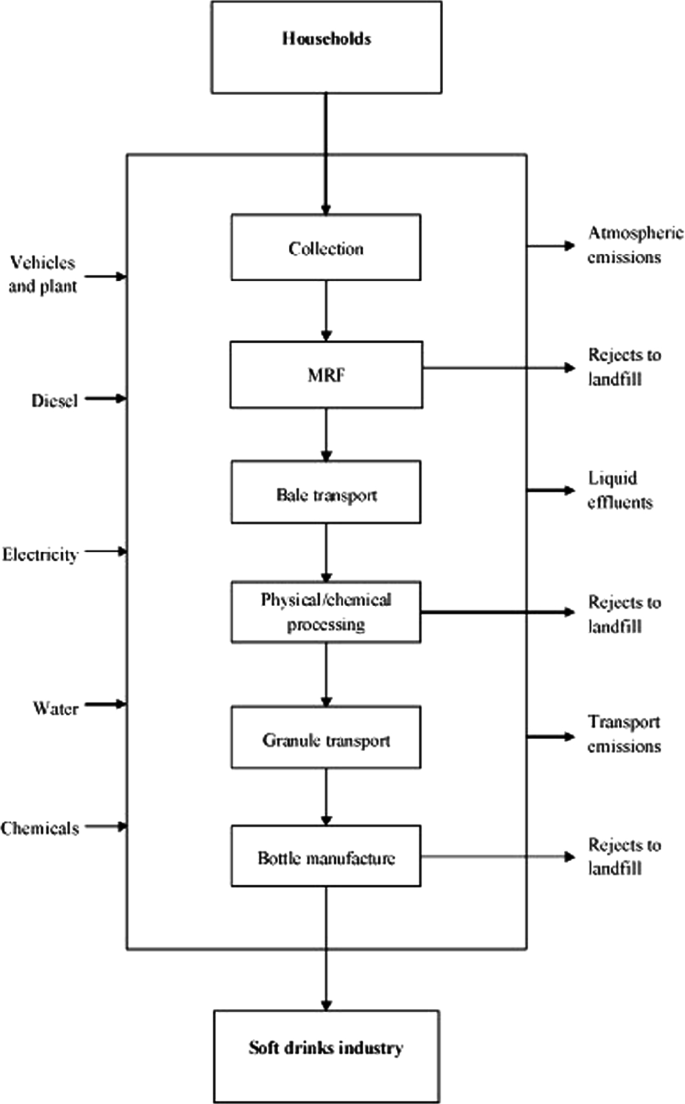
(reused from [30], with kind permission of Elsevier Publications)
The system boundary for closed-loop PET recycling,
Table 3 Emission from PET recycling, (reused from [30], with the kind permission of Elsevier Publications)

-
LCA on the Recycled PET Post-Consumer Use
Intini et al. [74] studied the thermal insulation panel from recycled PET bottles and fiber which is obtained from post-consumer use. In this case, they make a nonwoven fabric out of PET waste materials to use in the thermal insulation panel. The detailed system boundary is given in Fig. 11. Separate collection increases the percentage of recovered PET from nonwoven manufacturing, it would be reduced the amount of purchased waste PET from other countries which reduce the transport and followed by the GHG emissions. In place of acrylic resin, the use of thermo-bonding virgin PET provides the better viscosity of the product. While maintaining the higher thermo physical properties of recycled products, there will be drastic reduction of environmental impacts due to the virgin PET, which involved by the use of waste PET which is shown in the results Table 4 [74]. Table 4 discussed the environmental impact of rPET flakes, rPET fiber and rPET thermal insulated panel, which is assessed by the first analysis. From this, it is found that, there is a very low impact of rPET flakes as compared to the virgin PET. Perhaps, collection and transporting the waste PET bottle accounts a 6% of GWP for one kg PET flakes, whereas over 20% same impact category takes over the additives influence.
Fig. 11 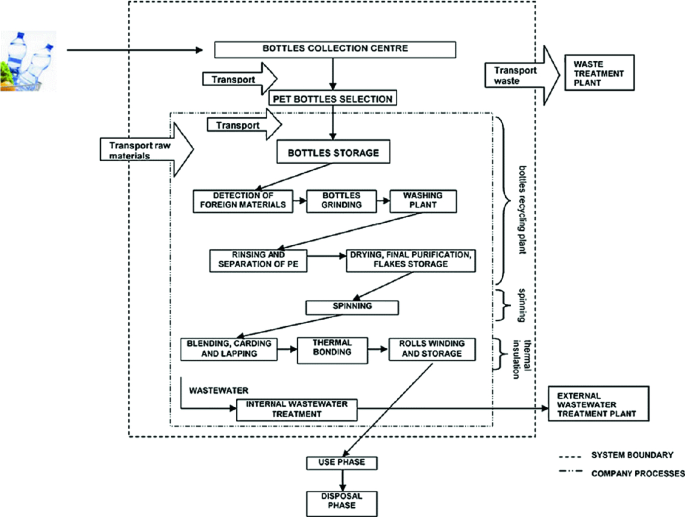
(reused from [74], with the kind permission of Springer Nature)
The system boundary for PET recycling for post-consumer use,
Table 4 Impact category results of PET recycling for post-consumer use (reused from [74], with the kind permission of Springer Nature)

-
LCA on the Bio-based and Recycled PET
Shen et al. [75] associated the life cycle energy and GHG emission of bio-based PET, recycled PET, PLA and other man-made cellulosic fibers such as viscose rayon, modal rayon and Tencel. The typical system boundary is shown in Fig. 12.
Fig. 12 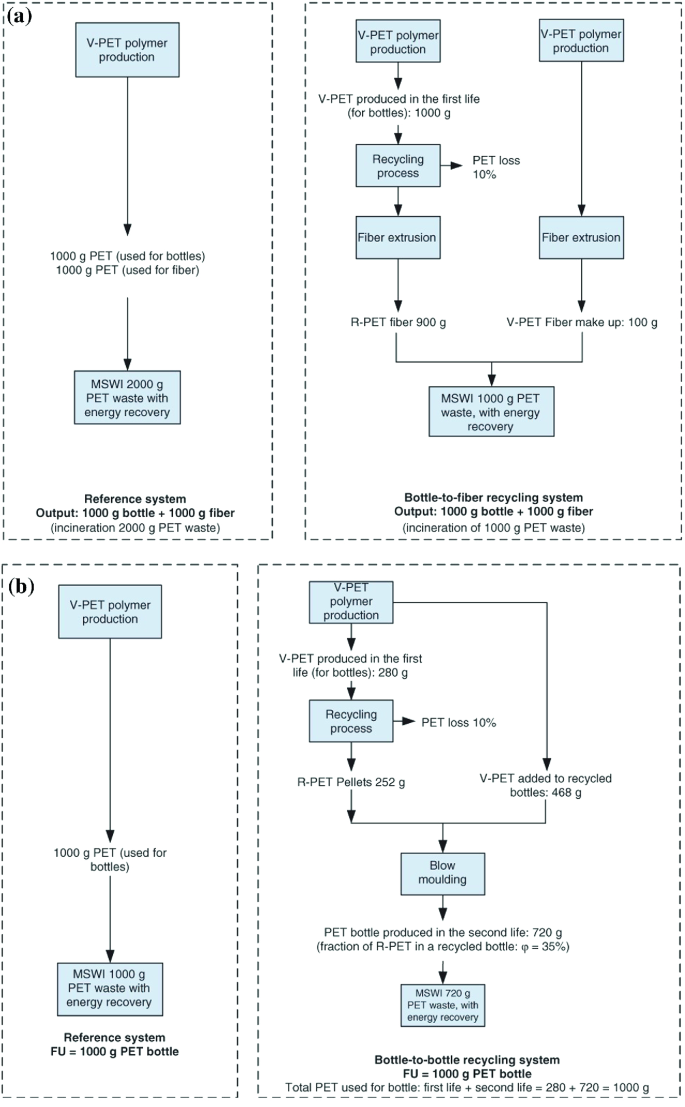
(reused from [75], with the kind permission of John Wiley and Sons)
The system expansion method to closed loop recycling (a) and open loop recycling (b). Where V-PET virgin PET; R-PET recycled PET,

Figures 13 and 14 show [75] the results of cradle-to-grave non-renewable energy use (NREU) and GHG emissions. Recycled PET uses lower non-renewable energy utilization than other fibers, even less than the Tencel fiber.

(reused from [75], with the kind permission of John Wiley and Sons)
Comparison of cradle to NREU of PET and other polymers,

(reused from [75], with the kind permission of John Wiley and Sons)
Comparison of cradle to GHG of PET and other polymers,
Figure 14 describes the cradle to grave of PET and other polymers on GHG. Recycled PET shows much lower GHG emission as compared to virgin Tencel and virgin PLA, of course, petrochemical PET and bio-based PET.
-
LCA on the Textile Manufacturing
Kang et al. [76] studied the LCA on the different process of textile manufacturing. Table 5 shows the inventory for LCA of polyester with respect to each production stage in both inputs (i.e. resources, water, products with their energy consumption) and output (i.e. wastewater, gas and solid waste) are established by the inventory analysis. The data for cotton cultivation, transportation of material from cultivation to the production factories and production factories to the consumer or distributors, textile spinning, pre-treatment, dyeing, printing is calculated from the previous researchers [77,78,79]. The environmental impacts of the recycling process are ignored as it was assumed that half of it is reused whereas another half is incinerated or used in sanitary landfill. In their study, they calculated the gross coal consumption by dividing the direct coal consumption for the energy production as well as the steam consumption for the production. Among the various process, the coloration of textile phase consumes huge energy as well as large requirement of resources (Table 6), on other hand it produce vast quantity of solid and liquid waste.
Table 5 LCA results of polyester cotton production (reused from [76], with the kind permission of Springer Nature) Table 6 LCA inventory results of polyester cotton on various chemical processing (reused from [76], with kind permission of Springer Nature)
-
Future Scope and Conclusion
The world’s production of PET is accounted for 60% which is twice that of the plastic bottles which are developed from the non-virgin supply chain for polyester fiber. It has the greatest impact on the global energy and resource requirements, as a source of raw materials used recycled PET petroleum in the lesser amount. In a quality wise the rPET as same like virgin PET, yet the production of rPET requires 59% lesser energy than the virgin PET. Additionally, discards are being curbed which is turn prolongs landfill life and reduce toxic emission from incinerators. The environmental impacts of recycling bottle-to-fiber (open loop methods) are discussed in this chapter. The authors [29] used three techniques, such as cut-off, waste evaluation and system expansion. The system boundary of the cradle-to-factory gate was followed by the cut-off, system evaluation and the waste evaluation methods are analyzed. The non-renewable energy saving of 40–85% from the rPET fiber based on all three techniques as compared to virgin PET. Also, the rPET offers the reduction of GWP from 25 to 75% depends on the type of technology. In simple words, most of the environmental categories are reduced by the impact of bottle-to-fiber recycling based on all three techniques. Also, the authors analyzed the impact of rPET which is produced via different methods such as mechanical, semi-mechanical, chemical- monomer and chemical-oligomer. The rPET fiber has diverse applications when it produced from chemical recycling process than the semi-mechanical recycled PET. As concerns with environmental impacts, the mechanical and semi-mechanical has a lower impact than the chemical route of recycling. The chemical recycling offers the highest product quality, meanwhile, it has the highest impact on the environmental impacts than the mechanical and semi-mechanical route.
The overall conclusion, rPET offers the net reduction of emission of CO2, carbon monoxide, acids and their gases, particulate matters, heavy metals and dioxins. This is due to the reduction of the landfill as well as emission associated with the manufacturing the virgin PET with respect to an equivalent amount. Of course, during the recycling process also involved the emission of above said gases and materials, among the various recycling process, the cleaning and transporting accounts huge share than the other process. Last but not least, the LCA studies can provide information which helps to make the decision process on the environmental impacts. However, the various other factors should be included while making the final conclusions, the factors are the cost of recycling, the market potential for recycled PET materials, national & international policy and regulations.
Regarding recycling, there are lots of facts which are important. Due to population increase, each of them adds a significant amount of waste in his life time to this world. People produce enormous waste in a single day in New Delhi to fill up the whole Taj Mahal for two times. It is essential to create educational awareness to the customers. Many universities provide education of recycling as an option or a required course. In general, multidisciplinary engineering and science education in material science, chemistry, mechanical, chemical and environmental engineering are involved in this type of education. It has enormous job opportunities apart from environmental benefits. After waste are categorized according to paper, plastics, glass, etc., are further taken to recycling plants. The logistics and processing of waste are involved by man power which helps them in jobs addition to that of the welfare of their families.
For rRET the final step in value chain that is market and demand is a strong driver for increased collection. Virgin PET is substituted by the secondary PET to a high extent to low reach environmental impact of PET collection and recycling. Collection and recycling systems providing high-quality secondary PET raw material to the market are required products of high quality made by recycling. Cooperation and communication in the value chain are called. For these criteria of rPET in public procurement and giving economic incentives/advantages to product manufacturers using rPET are included with policy instruments focusing on creating a pull by using rPET. In order to broaden and deepen the conventional LCA to more comprehensive LCA are initiated by many of the recent developments in the LCA of rPET. Scope of current LCA from environmental mainly impacts only covering all three dimensions of sustainability (people, planet and prosperity) with a broadened framework as that of this regard. Product level, sector level and economy level the scope. are predominantly broadened by it. Leaving the current LCA on rPET has to widened from technology level into physical, economic and behavioral relations [80]. Current LCA of rPET can expand into new approaches of ISO 14040 series such as ISO 14067 (water footprinting), ISO 14045 (life cycle costing) and ISO 14025 (other types of environmental labels and claims).
-
Software for LCA
Obviously, there is a lot of software available on the market place. The most disseminated LCA software is the following;
References
Periyasamy AP, Dhurai B (2011) Salt free dying. Asian Dyer 8:47–50
Periyasamy AP, Mehta P (2013) Lyocell fibers for nonwovens. Chem Fibers Int 63
Sinclair R (2014) Understanding textile fibres and their properties: what is a textile fibre? In: Sinclair R (ed) Textiles and fashion: materials, design and technology. Woodhead Publishing, pp 3–27. https://doi.org/10.1016/b978-1-84569-931-4.00001-5
Kajiwara K, Ohta Y (2009) Synthetic textile fibers: structure, characteristics and identification. In: Houck MM (ed) Identification of textile fibers. Woodhead Publishing Series in Textiles. Elsevier, pp 68–87. https://doi.org/10.1533/9781845695651.1.68
Lenzing AG (2018) Innovative by nature
Periyasamy AP, Venkatesan H (2018) Eco-materials in textile finishing. In: Martínez LMT, Kharissova OV, Kharisov BI (eds) Handbook of ecomaterials. Springer International Publishing, Cham, pp 1–22. https://doi.org/10.1007/978-3-319-48281-1_55-1
Venkatesan H, Periyasamy AP (2017) Eco-fibers in the textile industry. In: Martínez LMT, Kharissova OV, Kharisov BI (eds) Handbook of ecomaterials. Springer International Publishing, Cham, pp 1–21. https://doi.org/10.1007/978-3-319-48281-1_25-1
Fletcher BL, Mackay ME (1996) A model of plastics recycling: does recycling reduce the amount of waste? Resour Conserv Recycl 17:141–151. https://doi.org/10.1016/0921-3449(96)01068-3
Song HS, Moon KS, Hyun JC (1999) A life-cycle assessment (LCA) study on the various recycle routes of pet bottles. Korean J Chem Eng 16:202–207. https://doi.org/10.1007/BF02706837
Sarioğlu E, Kaynak HK (2018) Ch. 2: PET bottle recycling for sustainable textiles. In: Kaynak HK, Camlibel NO (eds) Polyester—production, characterization and innovative applications. IntechOpen, Rijeka. https://doi.org/10.5772/intechopen.72589
Why is recycled polyester considered a sustainable textile? 2009
A million bottles a minute: world’s plastic binge “as dangerous as climate change.” (2017) The Guardian
Strand J (2015) Environmental impact of the Swedish textile consumption: a general LCA study. Swedish Environmental Research Institute
Textile and recycling (2019). http://www.swedishepa.se/Global-links/Search/?query=textiles. Accessed Feb 10
Sustainable textile material (2017)
Sandin G, Peters GM (2018) Environmental impact of textile reuse and recycling—a review. J Clean Prod 184:353–365. https://doi.org/10.1016/j.jclepro.2018.02.266
Leonas KK (2016) In: Muthu SS (ed) The use of recycled fibers in fashion and home products. Springer Singapore, Singapore, pp 55–77. https://doi.org/10.1007/978-981-10-2146-6_2
Beck A, Scheringer M, Hungerbühler K (2008) Fate modelling within LCA. Int J Life Cycle Assess 5:335–344. https://doi.org/10.1007/bf02978667
Bjørn A, Hauschild MZ (2017) Cradle to cradle and LCA. In: Hauschild MZ, Rosenbaum RK, Olsen SI (eds) Life cycle assessment: theory and practice. Springer International Publishing, Cham, pp 605–631. https://doi.org/10.1007/978-3-319-56475-3_25
Muthu SS (2016) Evaluation of sustainability in textile industry. In: Muthu SS (ed) Sustainability in the textile industry. Springer Singapore, Singapore, pp 9–15. https://doi.org/10.1007/978-981-10-2639-3_2
Periyasamy AP, Wiener J, Militky J (2017) Life-cycle assessment of denim. In: Muthu (SS) Sustainability in denim. Woodhead Publishing Limited, U.K., pp 83–110 https://doi.org/10.1016/b978-0-08-102043-2.00004-6
Kittipongvises S (2017) Assessment of environmental impacts of limestone quarrying operations in Thailand. Environ Clim Technol 20:67–83. https://doi.org/10.1515/rtuect-2017-0011
Skone TJ (2000) What is life cycle interpretation? In: Environmental progress, vol 19. American Institute of Chemical Engineers, pp 92–100. https://doi.org/10.1002/ep.670190207
Nakatani J, Fujii M, Moriguchi Y, Hirao M (2010) Life-cycle assessment of domestic and transboundary recycling of post-consumer PET bottles. Int J Life Cycle Assess 15:590–597. https://doi.org/10.1007/s11367-010-0189-y
Hackett T (2015) A comparative life cycle assessment of denim jeans and a cotton t-Shirt: the production of fast fashion essential items from cradle to gate. College of Agriculture at the University of Kentucky
Utracki LA (2011) Recycling and biodegradable blends. In: Utracki LA (ed) Commercial polymer blends. Springer US, Boston, MA, pp 469–484. https://doi.org/10.1007/978-1-4615-5789-0_22
Bonifazi G, Serranti S (2019) Recycling technologies. In: Meyers RA (ed) Encyclopedia of sustainability science and technology. Springer New York, New York, NY, pp 1–57. https://doi.org/10.1007/978-1-4939-2493-6_116-4
Gomes TS, Visconte LLY, Pacheco EBAV (2019) Life cycle assessment of polyethylene terephthalate packaging: an overview. J Polym Environ 27:533–548. https://doi.org/10.1007/s10924-019-01375-5
Shen L, Worrell E, Patel MK (2010) Open-loop recycling: a LCA case study of PET bottle-to-fibre recycling. Resour Conserv Recycl 55:34–52. https://doi.org/10.1016/j.resconrec.2010.06.014
Chilton T, Burnley S, Nesaratnam S (2010) A life cycle assessment of the closed-loop recycling and thermal recovery of post-consumer PET. Resour Conserv Recycl 54:1241–1249. https://doi.org/10.1016/j.resconrec.2010.04.002
Welle F (2011) Twenty years of PET bottle to bottle recycling—an overview. Resour Conserv Recycl 55:865–875. https://doi.org/10.1016/j.resconrec.2011.04.009
Woodard R, Bench M, Harder MK (2005) The development of a UK kerbside scheme using known practice. J Environ Manage 75:115–127. https://doi.org/10.1016/j.jenvman.2004.11.011
Cimpan C, Rothmann M, Hamelin L, Wenzel H (2015) Towards increased recycling of household waste: documenting cascading effects and material efficiency of commingled recyclables and biowaste collection. J Environ Manage 157:69–83. https://doi.org/10.1016/j.jenvman.2015.04.008
Dahlén L, Lagerkvist A (2010) Evaluation of recycling programmes in household waste collection systems. Waste Manage Res 28:577–586. https://doi.org/10.1177/0734242X09341193
Bach C, Dauchy X, Chagnon MC, Etienne S (2012) Chemical compounds and toxicological assessments of drinking water stored in polyethylene terephthalate (PET) bottles: a source of controversy reviewed. Water Res 46:571–583. https://doi.org/10.1016/j.watres.2011.11.062
Mansour AMH, Ali SA (2015) Reusing waste plastic bottles as an alternative sustainable building material. Energy Sustain Dev 24:79–85. https://doi.org/10.1016/j.esd.2014.11.001
Poon CS, Yu ATW, Ng LH (2001) On-site sorting of construction and demolition waste in Hong Kong. Resour Conserv Recycl 32:157–172. https://doi.org/10.1016/S0921-3449(01)00052-0
Dimitrakakis E, Janz A, Bilitewski B, Gidarakos E (2009) Small WEEE: determining recyclables and hazardous substances in plastics. J Hazard Mater 161:913–919. https://doi.org/10.1016/j.jhazmat.2008.04.054
Kuczenski B, Geyer R (2010) Material flow analysis of polyethylene terephthalate in the US, 1996-2007. Resour Conserv Recycl 54:1161–1169. https://doi.org/10.1016/j.resconrec.2010.03.013
Janajreh I, Alshrah M, Zamzam S (2015) Mechanical recycling of PVC plastic waste streams from cable industry: a case study. Sustain Cities Soc 18:13–20. https://doi.org/10.1016/j.scs.2015.05.003
Sadat-Shojai M, Bakhshandeh GR (2011) Recycling of PVC wastes. Polym Degrad Stab 96:404–415. https://doi.org/10.1016/j.polymdegradstab.2010.12.001
Hennebert P, Filella M (2018) WEEE plastic sorting for bromine essential to enforce EU regulation. Waste Manag 71:390–399. https://doi.org/10.1016/j.wasman.2017.09.031
Zhang M, Gao B (2013) Removal of arsenic, methylene blue, and phosphate by biochar/AlOOH nanocomposite. Chem Eng J 226:286–292. https://doi.org/10.1016/j.cej.2013.04.077
Khoo SC, Phang XY, Ng CM, Lim KL, Lam SS, Ma NL (2019) Recent technologies for treatment and recycling of used disposable baby diapers. Process Saf Environ Prot 123:116–129. https://doi.org/10.1016/j.psep.2018.12.016
Hole G, Hole AS (2019) Recycling as the way to greener production: a mini review. J Clean Prod 212:910–915. https://doi.org/10.1016/j.jclepro.2018.12.080
Barsky D, Sala R, Menéndez L, Toro-Moyano I (2015) Use and re-use: re-knapped flakes from the Mode 1 site of Fuente Nueva 3 (Orce, Andalucía, Spain). Quatern Int 361:21–33. https://doi.org/10.1016/j.quaint.2014.01.048
Wu G, Li J, Zhenming X (2013) Triboelectrostatic separation for granular plastic waste recycling: a review. Waste Manag 33:585–597. https://doi.org/10.1016/j.wasman.2012.10.014
Mueller W (2013) The effectiveness of recycling policy options: Waste diversion or just diversions? Waste Manag 33:508–518. https://doi.org/10.1016/j.wasman.2012.12.007
Bowman DJ, Bearman RA (2014) Coarse waste rejection through size based separation. Miner Eng 62:102–110. https://doi.org/10.1016/j.mineng.2013.12.018
Marques GA, Tenório JAS (2000) Use of froth flotation to separate PVC/PET mixtures. Waste Manag 20:265–269. https://doi.org/10.1016/S0956-053X(99)00333-5
Burat F, Güney A, Olgaç Kangal M (2009) Selective separation of virgin and post-consumer polymers (PET and PVC) by flotation method. Waste Manag 29:1807–1813. https://doi.org/10.1016/j.wasman.2008.12.018
Huang Y, Sutter E, Shi NN, Zheng J, Yang T, Englund D, Gao H-J, Sutter P (2015) Reliable exfoliation of large-area high-quality flakes of graphene and other two-dimensional materials. ACS Nano, vol 9. American Chemical Society, pp 10612–10620. https://doi.org/10.1021/acsnano.5b04258
Wehrl HF, Judenhofer MS, Wiehr S, Pichler BJ (2009) Pre-clinical PET/MR: technological advances and new perspectives in biomedical research. Eur J Nucl Med Mol Imaging 36:56–68. https://doi.org/10.1007/s00259-009-1078-0
Patra D, Mishra AK (2002) Recent developments in multi-component synchronous fluorescence scan analysis. TrAC Trends Anal Chem 21:787–798. https://doi.org/10.1016/S0165-9936(02)01201-3
Dias FB, Plomp L, Veldhuis JBJ (2000) Trends in polymer electrolytes for secondary lithium batteries. J Power Sour 88:169–191. https://doi.org/10.1016/S0378-7753(99)00529-7
Maris E, Aoussat A, Naffrechoux E, Froelich D (2012) Polymer tracer detection systems with UV fluorescence spectrometry to improve product recyclability. Miner Eng 29:77–88. https://doi.org/10.1016/j.mineng.2011.09.016
La M, Francesco P, Vinci M (1994) Recycling poly(ethyleneterephthalate). Polym Degrad Stab 45:121–125. https://doi.org/10.1016/0141-3910(94)90187-2
Periyasamy AP, Ramamoorthy SK, Rwawiire S, Zhao Y (2018) Sustainable wastewater treatment methods for textile industry. In: Muthu SS (ed) Sustainable innovations in apparel production. Springer Singapore, Singapore, pp 21–87. https://doi.org/10.1007/978-981-10-8591-8_2
Periyasamy AP, Rwahwire S, Zhao Y (2018) Environmental friendly textile processing. In: Martínez LMT, Kharissova OV, Kharisov BI (eds) Handbook of ecomaterials. Springer International Publishing, Cham, pp 1–38. https://doi.org/10.1007/978-3-319-48281-1_176-1
Periyasamy AP, Duraisamy G (2018) Carbon footprint on denim manufacturing. In: Martínez LMT, Kharissova OV, Kharisov BI (eds) Handbook of ecomaterials. Springer International Publishing, Cham, pp 1–18. https://doi.org/10.1007/978-3-319-48281-1_112-1
Periyasamy AP, Ramamoorthy SK, Lavate SS (2018) Eco-friendly denim processing. In: Martínez LMT, Kharissova OV, Kharisov BI (eds) Handbook of ecomaterials. Springer International Publishing, Cham, pp 1–21. https://doi.org/10.1007/978-3-319-48281-1_102-1
Periyasamy AP, Militky J (2017) Denim and consumers’ phase of life cycle. In: Muthu SS (ed) Sustainability in denim. Woodhead Publishing Limited, U.K., pp 257–282. https://doi.org/10.1016/b978-0-08-102043-2.00010-1
Periyasamy AP, Militky J (2017) Denim processing and health hazards. In: Muthu SS (ed) Sustainability in denim. Woodhead Publishing Limited, U.K., pp 161–196. https://doi.org/10.1016/b978-0-08-102043-2.00007-1
Periyasamy AP (2018) Testing of chromic materials. In: Vikova M (ed) Chromic materials: fundamentals, measurements, and applications. Apple Academic Press, New Jersey, USA, pp 1–398
Ramamoorthy SK, Åkesson D, Rajan R, Periyasamy AP, Skrifvars M (2019) Mechanical performance of biofibers and their corresponding composites. In: Jawaid M, Thariq M, Saba N (eds) Mechanical and physical testing of biocomposites, fibre-reinforced composites and hybrid composites. Woodhead Publishing Series in Composites science and engineering. Elsevier, pp 259–292. https://doi.org/10.1016/b978-0-08-102292-4.00014-x
Rwahwire S, Tomkova B, Periyasamy AP, Kale BM (2019) Green thermoset reinforced biocomposites. In: Koronis G, Silva A (eds) Green composites for automotive applications. Woodhead Publishing Series in Composites science and engineering. Woodhead Publishing, pp 61–80. https://doi.org/10.1016/b978-0-08-102177-4.00003-3
Le CH, Louda P, Periyasamy A, Bakalova T, Kovacic V (2018) Flexural behavior of carbon textile-reinforced geopolymer composite thin plate. Fibers 6:87. https://doi.org/10.3390/fib6040087
Seipel S, Yu J, Periyasamy AP, Viková M, Vik M, Nierstrasz VA (2018) Inkjet printing and UV-LED curing of photochromic dyes for functional and smart textile applications. In: RSC advances, vol 8. The Royal Society of Chemistry, pp 28395–28404. https://doi.org/10.1039/c8ra05856c
Levi Strauss & Co. 2016. 8 bottles one jean. http://explore.levi.com/news/sustainability/introducing-levis-wasteless-8-bottles-1-jean/. Accessed Nov 15
Guinée JB (2015) Selection of impact categories and classification of LCI results to impact categories. In: Hauschild M, Huijbregts M (eds) Life cycle impact assessment. LCA compendium—the complete world of life cycle assessment. Springer, Dordrecht, pp 17–37. https://doi.org/10.1007/978-94-017-9744-3
Pfister S, Koehler A, Hellweg S (2009) Assessing the environmental impacts of freshwater consumption in LCA. In: Environmental science & technology, vol 43. American Chemical Society, pp 4098–4104. https://doi.org/10.1021/es802423e
McClelland SC, Arndt C, Gordon DR, Thoma G (2018) Type and number of environmental impact categories used in livestock life cycle assessment: a systematic review. Livest Sci 209:39–45. https://doi.org/10.1016/j.livsci.2018.01.008
Esnouf A, Heijungs R, Coste G, Latrille É, Steyer JP, Hélias A (2019) A tool to guide the selection of impact categories for LCA studies by using the representativeness index. Sci Total Environ 658:768–776. https://doi.org/10.1016/j.scitotenv.2018.12.194
Intini F, Kühtz S (2011) Recycling in buildings: an LCA case study of a thermal insulation panel made of polyester fiber, recycled from post-consumer PET bottles. Int J Life Cycle Assess 16:306–315. https://doi.org/10.1007/s11367-011-0267-9
Shen L, Worrell E, Patel MK (2012) Comparing life cycle energy and GHG emissions of bio-based PET, recycled PET, PLA, and man-made cellulosics. In: Biofuels, bioproducts and biorefining, vol 6. Wiley, New York, pp 625–639. https://doi.org/10.1002/bbb.1368
Kang H, Shao S, Zhang Y, Hou H, Sun X, Zhang S, Qin C (2018) Improved design for textile production process based on life cycle assessment. Clean Technol Environ Policy 20:1355–1365. https://doi.org/10.1007/s10098-018-1572-9
Baydar G, Ciliz N, Mammadov A (2015) Life cycle assessment of cotton textile products in Turkey. Resour Conserv Recycl 104:213–223. https://doi.org/10.1016/j.resconrec.2015.08.007
Rana S, Karunamoorthy S, Parveen S, Fangueiro R (2015) Life cycle assessment of cotton textiles and clothing. In: Muthu SS (ed) Handbook of life cycle assessment (LCA) of textiles and clothing. Woodhead Publishing, pp 195–216. https://doi.org/10.1016/b978-0-08-100169-1.00009-5
Li FG, Zhang LJ, Cui JJ, Dong HL, Zhang CJ, Wang GP (2005) Study of agricultural tri-dimension pollution on ecological system in cotton field and its control tactics. Cotton Sci 17:299–303
Guinée JB (2012) Life cycle assessment: past, present and future. In: International symposium on LCA and construction, pp 10–12
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Periyasamy, A.P., Militky, J. (2020). LCA (Life Cycle Assessment) on Recycled Polyester. In: Muthu, S. (eds) Environmental Footprints of Recycled Polyester. Textile Science and Clothing Technology. Springer, Singapore. https://doi.org/10.1007/978-981-13-9578-9_1
Download citation
DOI: https://doi.org/10.1007/978-981-13-9578-9_1
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-9577-2
Online ISBN: 978-981-13-9578-9
eBook Packages: EngineeringEngineering (R0)