
Abstract
Vegetable and fruit waste (VFW) is becoming a heavy burden of municipal waste disposal because of its huge amount, but it is a potentially valuable resource that can be developed into high value products such as methane. Conventional anaerobic digestion processes are not suitable for solving the problem of easy acidification of VFW. Thus, a two-stage laboratory-scale anaerobic digestion system was assembled for waste reduction and biogas production of VFW in the mesophilic temperatures. The biphasic system consists of a 70-L leach bed reactor (LBR) and a 35-L continuous stirred tank reactor (CSTR). Water is sprinkled over the material to enhance the extraction process of acidification phase. The leachate was then transferred to the CSTR for biogas production. Batch digestion was lasted 120 h until no biogas was produced. Leachate with a volatile fatty acid (VFA) concentration of 7.6 g/L was obtained within 10 h. The results showed that overall 70.9% of the volatile solids (VS) was removed in the solid-phase system. Over 90% of VFAs were reduced in the methanogenic reactor, and it has been observed that the maximum biogas production rate was 51.26 mL/(d gVS). The maximum methane concentration in the produced biogas was 71%.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The amount of vegetable and fruit waste (VFW) increased rapidly in recent years with the structural adjustment of agriculture in China. The total amount of municipal solid wastes (MSWs) was over 260 million tons per year since 2014, and in some areas, the organic content in MSW is higher than 60% due to high percentage of VFW [1,2,3]. In some VFW samples, the volatile solid (VS) content is 8~18%, and the water content is 75~95% on a wet basis [4].The high organic and water contents are the main cause of heavy odor and plenty of leachate during the collection, transportation, and landfill [5, 6]. Although VFW could be composted aerobically after being dewatered, anaerobic digestion seems to be a more attractive method for the treatment of VFW for energy recovery without any pretreatment [7]. Besides, the hydrolysis residue of raw material with stabilized biosolids can be used as a soil conditioner. This technology has been successfully applied in reducing the volume of waste that goes to landfills, thereby decreasing methane emissions produced by decay [8, 9].
The high biodegradability of the VFW facilitates the rapid production of volatile fatty acids (VFAs), therefore accelerating the decrease in pH, which could inhibit the methanogenic activity [10]. An option to avoid the acidification of the system is the addition of co-substrates with high nitrogen contents, which could result in a natural pH regulation and constitute a source of nitrogen [9, 11,12,13]. Some researchers focus on optimizing the operation conditions of the reaction, like temperature [14], different liquid and solid retention times [15], organic loading rate [16], etc. Padma [17] study the influence of pH value on process stability, hydrolysis, degradation degree, and methane production in two-stage anaerobic system. At pH 6, high concentrations of organic acids were recorded whereas high amount of hydrolysate was produced at pH 5.5.
In this paper, the performance of raw VFW base anaerobic digestion in a lab-scale two-phase system was investigated. The aim of this study was to examine various conditions for the optimal performance using VFW in the anaerobic systems and to evaluate the potential use of VFW as a substrate for methane production. The variations of pH, gas production, and VFAs in the liquid phase were detected. The performance of leach bed reactor (LBR) and continuous stirred tank reactor (CSTR) were assessed under the most effective conditions obtained in the batch systems to determine the feasibility of converting the VFW into biogas.
Materials and Methods
Substrate and Inoculum
The substrate used in this study was obtained from local vegetable market. A cutting mill was employed to cut the substrate into 1–5 cm. The total solid of substrate was 9.51%, with 90.68% VS content. The C/N ratio was 26.27:1, and no nitrogen was added to the reactor.
The seed sludge as inoculum in this study was originally obtained from a swine manure anaerobic digester and domesticated with kitchen waste for 2 months at 35 °C. Ten days before the experiment was started, no substrate was added into the reactor to make sure that no biogas was produced and all the organic feedstock was fully digested. Prior to use, the inoculum was sieved to remove bone, sand, and other coarse matters by screen with aperture of 0.3 mm.
Anaerobic Reactors
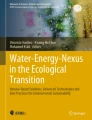
The assays were conducted on batch bench-scale reactors with a 70 L LBR and a 35 L CSTR (Fig. 1), carried out at 35 °C. The solid leach bed consisted of 0.5 cm, 1 cm ceramics particles and 2 cm wood and bamboo blocks. The cover of the reactors comprised several separate ports with different functions: pH online monitoring, mechanical agitation system, temperature control system based on recirculation of the internal hot water, biogas outlet for volume and composition measurement, and liquid outlet for sampling. Stirring of the continuous stirred tank was done five times per day at 20 rpm for 10 min.

Experimental apparatus of anaerobic digestion system. 1 Liquid injection port, 2 gas sampling port, 3 liquid distributor, 4 hot water interlayer, 5 raw material layer, 6 wood and bamboo block filter layer, 7 d = 1-cm ceramic particle filter layer, 8 d = 0.5-cm ceramic particle filter layer, 9 leachate, 10 liquid injection port, 11 motor, 12 gas sampling port, 13 mixer
Experimental Setup and Procedure
Ten kilograms substrate and 10 kg inoculum were added into the acidification reactor. The initial pH of the first phase was 5.90 in this study. The continuous stirred tank reactor for methane production was filled with 30-L well-acclimatized seed sludge. The headspace of the reactor was filled with pure N2 to assure the anaerobic condition. According to the time that liquid leached though the substrate and solid leaching bed, the experiment was divided into six stages. The durations for the six stages are 18 h, 23 h, 33 h, 29 h, 19 h, and 19 h, respectively. For each stage, all the leachate collected from the bottom of the reactor was added to the second phase and the digestive juice from the methanogen phase was pumped into the first phase via the top in the same weight of leachate. The experiment carried out until the substrate was decomposed and no more detectable in the acidification phase.
Analytical Methods
total solid (TS) and VS were determined using standard techniques [18], and experiments were repeated three times to average. Elementary analysis was performed by Vario EL element analyzer (Elementar, Germany). The ammonia nitrogen and pH were determined by FC-100 ammonia analyzer (Heyi, China) and pHS-3C pH meter (Leici, China), respectively.
Biogas production was measured by the LML-1 wet gas meter (Huazhi, China). The compositions of biogas (H2, CH4 and CO2) were analyzed by gas chromatograph (Agilent 6890, USA) equipped with thermal conductivity detector (TCD) and a 2-m stainless column packed with Porapak Q (50/80 mesh). The operational temperature at the injection port, the column oven, and the detector were 100 °C, 70 °C, and 150 °C, respectively. Argon was used as carrier gas at a flow rate of 30 mL/min.
Liquid sample was centrifuged for 15 min at 15,000 rpm and filtrated with 0.22-μm filter. The concentration of VFAs (including formate, acetate, propionate, butyrate, iso-butyrate, valerate, and iso-valerate) were analyzed using a high-performance liquid chromatograph (Waters 2695, USA) equipped with a 30 × 8 mm Shodex Rspak KC-811 S-DVB gel column. Phosphoric acid (0.1%) was used as carrier liquid at a flow rate of 0.7 mL/min. The operational temperature at the injection port and detector were 40 °C.
Results and Discussion
Evolution of Biogas Production in Acidification Phase
In a two-phase anaerobic system, the four steps of biomethanation process can be separated, with hydrolysis of feedstock and subsequent acidogenesis primarily occurring in the acidification digester, while syntrophic acetogenesis and methanogenesis taking place mainly in the second digester. Such separation makes it feasible to optimize acetogenesis and methanogenesis separately from hydrolysis and acidogenesis, in terms of pH, HRT, mixing, and loading rate [19]. Thus, the prior purpose for the first phase is to hydrolyze polymeric feedstock and maintain VFAs in the leachate as much as possible. For the acidification reactor, biogas production rate indicates biological activity of the microbe and reaction degree of the acidification process.
Figure 2 shows the evolution of biogas production in acidification phase. In stage 1, biogas production rate hardly raised at first leaching. There are two main causes for this situation. Firstly, the structure of raw material layer showed loose and anomaly pore in morphology, so liquid in the inoculum infiltrated to the bottom of the reactor in a short time. Secondly, the inoculum was originally obtained from a swine manure anaerobic digester for methanogenesis with methanogens as predominant microorganisms whose biological activities were inhibited in an acidic condition (the pH of the substrate was about 6.0) [20]. And it took time for bacteria which were responsible for hydrolysis and acidogenesis to thrive.

Gas production rate in the acidification phase
In the following stages, biogas production rate exhibited basically the same trend. Once digestive juice pumped from the second phase was transferred into the acidification reactor from the top, the processes of hydrolysis and acidogenesis experienced an adjustment period which prolonged as the experiment carried on. After the adjustment, the production rates all increased to peak, 2.2, 2.9, 2.13, 1.83, and 1.13 L/h, respectively, for stages 2~6.The compositions of gas sample taken at stage 2 were 1.32% H2, 13.05% N2, 3.73% CH4, and 77.26% CO2. In the sample taken at stage 6, no H2 had been detected and the concentration of CH4 was 24.07%. This result indicated that the biological activity of methanogen from the second phase was insufficiently inhibited. H2 was used to produce CH4 as raw material. As liquid infiltrated through the substrate bed, the microenvironment was excessive of metabolites, mainly VFAs, that inhibited the processes of hydrolysis and acidogenesis, so the gas production rate decreased until new digestive juice was added.
Evolution of pH and VFAs in Acidification Phase
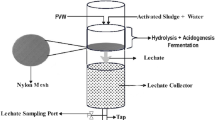
The value of pH, TS, VS, ammonia nitrogen, and VFAs are important indicators of the operation state in reactors [17]. Analysis results of the inoculum used in the study for pH, TS, VS, ammonia nitrogen, and VFAs were 7.59, 2.98%, 1.98%, 0.84 g/L, and 0.11 g/L, respectively. Figure 3 shows the evolution of pH values in acidification phase. In stage 1, pH dropped slightly as the liquid from inoculum infiltrated through the substrate bed quickly and little juice separated from VFW. Typical condition for continuous hydrogen production was a pH between 5.0 and 6.5 [21]. The pH of leachate in stage 1 was 5.81, so the leachate was poured back to the acidification reactor from the top instead of digestive juice from methanogenic reactor. The rapid pH decrease indicated more VFAs contained in the leachate and high efficiency of hydrolysis and acidogenesis.

pH variation in the acidification phase
Table 1 showed the concentration of VFAs in the leachate. At the beginning of the experiment, small molecular organic acids, especially formate, were the main component of total VFAs, 53.19% in the leachate sample taken at 23 h and 40.19% at 28 h. As the experiment continued, there was no formate detected, while the concentration of larger molecular organic acids gradually increase, indicating that the type of fermentation had changed into propionic acid type fermentation, and then butyric acid type fermentation [22]. According to the mechanism of anaerobic digestion [23], small molecular organic acids can be used effectively in the second phase for methanogen within a short time and the production and accumulation of propionic acid would affect anaerobic digestion system significantly [24]. The result demonstrated that LBR was effective for maintaining leachate which was of abundant small molecular organic acids and suitable for methane production in the second phase. This advantage could be reflected more significantly in a continuous experiment.
Evolution of pH, VFAs, and Gas Production in Methanogen Phase
The 25-L seed sludge as inoculum in the methanogen phase was originally obtained from a swine manure anaerobic digester and acclimatized with kitchen waste for 2 months at 35 °C. The methanogen phase was a stable system containing high concentration of ammonia nitrogen (0.84 g/L) and negligible VFAs (0.11 g/L). The inoculum was excessive for leachate produced from the acidification phase, therefore could maintain a steady range of pH value, 7.2~7.6. As shown in Fig. 4, once the leachate was added into the CSTR, pH value reduced 0.2~0.3, then gradually increased to about 7.5, a suitable level for methanogen.

pH variation in the methanogen phase
The gas production rate observed from the methanogen reactor is shown in Fig. 5. Two hours after the leachate pumped into the reactor, the gas production rate raised to 1.3 L/h. The lag phase of the methanogen bacteria could hardly be observed, indicating that the leachate of VFW from the acidification phase was suitable for methane production in the second phase. The maximum gas production rate observed in the reactor was 2.14 L/h. The rate of the entire experiment showed fluctuations with an average of 1.55 L/h. The composition of the biogas was 3.25%N2, 71.73%CH4, and 23.49% CO2.

Gas production rate in the methanogen phase
The concentration of VFAs observed from the methane reactor is shown in Table 2. The samples were taken at the end of stages 2~6. Compared to VFAs in leachates, 77.72~98.93% acetate was removed, while the removal rate of propionate decreased from 87.68% in stage 3 to 2.12% in stage 6. The propionate accumulation occurred and could lead to propionic inhibition for anaerobic digestion [25, 26]. As the result of which, the removal rate of total VFAs decreased from 91.68 to 29.41%. This means that the hydraulic retention time should be prolonged in further studies.
Residue of VFW Analysis
As the substrates were decomposed, the structure of raw material layer became compact from loose and anomaly pore in morphology at the beginning of the experiment, which is consistent with observed changes in previous studies [27,28,29]. For the substrate particles in smaller size, it is easier to contact with the microorganisms in the leaching solution, so the time for its degradation and methane production can be shortened. However, the total methane production is the same compared with the substrates in larger size [20, 30, 31]. The height of the substrate layer became too low to be monitored in the acidification phase, and all the hydrolysis residue of VFW was collected and analyzed. The total solid was 12.47% with VS content of 87.12%, and the total weight was 2.31 kg. Compared to the substrate, solid reduced significantly with VFW solid decrement rate up to 70.91%VS.
Conclusions
The anaerobic digestion process was tested without any chemical or heat treatment of inoculum and pH control. The major task for the acidification phase was to hydrolyze and acidify VFWs to obtain leachate with high concentration of VFAs for methanogenesis. The best yields in terms of VFAs production were obtained in a very short time of 10 h with a concentration of 7.6 g/L and over 90% of VFAs reduction in the methanogenic reactor. The methane concentration was 71.73%, and the maximum production rate was 51.26 mL/(d gVS). The results showed that overall 70.9% of the total VS were removed in the system.
References
Lin, J., Zuo, J., Gan, L., Li, P., Liu, F., Wang, K., Chen, L., & Gan, H. (2011). Effects of mixture ratio on anaerobic co-digestion with fruit and vegetable waste and food waste of China. Journal of Environmental Sciences (China), 23(8), 1403–1408.
Wang, Y., Zang, B., Liu, Y., & Li, G. (2018). Classification and management of kitchen waste: Disposals and proposals in Chaoyang district, Beijing, China. Journal of Material Cycles and Waste Management, 20(1), 461–468.
Ji, C., Kong, C.-X., Mei, Z.-L., & Li, J. (2017). A review of the anaerobic digestion of fruit and vegetable waste. Applied Biochemistry and Biotechnology, 183(3), 906–922.
Traverso, P., Pavan, P., Bolzonella, D., Innocenti, L., Cecchi, F., & Mata-Alvarez, J. (2000). Acidogenic fermentation of source separated mixtures of vegetables and fruits wasted from supermarkets. Biodegradation, 11(6), 407–414.
Lata, K., Rajeshwari, K. V., Pant, D. C., & Kishore, V. V. N. (2002). Volatile fatty acid production during anaerobic mesophilic digestion of tea and vegetable market wastes. World Journal of Microbiology and Biotechnology, 18(6), 589–592.
Chen, M., Yao, X.-Z., Ma, R.-C., Song, Q.-C., Long, Y., & He, R. (2017). Methanethiol generation potential from anaerobic degradation of municipal solid waste in landfills. Environmental Science and Pollution Research, 24(30), 23992–24001.
Sharma, V. K., Testa, C., Lastella, G., Cornacchia, G., & Comparato, M. P. (2000). Inclined-plug-flow type reactor for anaerobic digestion of semi-solid waste. Applied Energy, 65(1-4), 173–185.
Forster-Carneiro, T., Perez, M., & Romero, L. I. (2008). Influence of total solid and inoculum contents on performance of anaerobic reactors treating food waste. Bioresource Technology, 99(15), 6994–7002.
Bouallagui, H., Lahdheb, H., Ben Romdan, E., Rachdi, B., & Hamdi, M. (2009). Improvement of fruit and vegetable waste anaerobic digestion performance and stability with co-substrates addition. Journal of Environmental Management, 90(5), 1844–1849.
Garcia-Pena, E. I., Parameswaran, P., Kang, D. W., Canul-Chan, M., & Krajmalnik-Brown, R. (2011). Anaerobic digestion and co-digestion processes of vegetable and fruit residues: Process and microbial ecology. Bioresource Technology, 102(20), 9447–9455.
Agdag, O. N., & Sponza, D. T. (2005). Co-digestion of industrial sludge with municipal solid wastes in anaerobic simulated landfilling reactors. Process Biochemistry, 40(5), 1871–1879.
Habiba, L., Hassib, B., & Moktar, H. (2009). Improvement of activated sludge stabilisation and filterability during anaerobic digestion by fruit and vegetable waste addition. Bioresource Technology, 100(4), 1555–1560.
Molinuevo-Salces, B., Garcia-Gonzalez, M. C., Gonzalez-Fernandez, C., Cuetos, M. J., Moran, A., & Gomez, X. (2010). Anaerobic co-digestion of livestock wastes with vegetable processing wastes: A statistical analysis. Bioresource Technology, 101(24), 9479–9485.
Bouallagui, H., Rachdi, B., Gannoun, H., & Hamdi, M. (2009). Mesophilic and thermophilic anaerobic co-digestion of abattoir wastewater and fruit and vegetable waste in anaerobic sequencing batch reactors. Biodegradation, 20(3), 401–409.
Climenhaga, M. A., & Banks, C. J. (2008). Uncoupling of liquid and solid retention times in anaerobic digestion of catering wastes. Water Science and Technology, 58(8), 1581–1587.
De La Rubia, M. A., Raposo, F., Rincon, B., & Borja, R. (2009). Evaluation of the hydrolytic-acidogenic step of a two-stage mesophilic anaerobic digestion process of sunflower oil cake. Bioresource Technology, 100(18), 4133–4138.
Ravi, P. P., Lindner, J., Oechsner, H., & Lemmer, A. (2018). Effects of target pH-value on organic acids and methane production in two-stage anaerobic digestion of vegetable waste. Bioresource Technology, 247, 96–102.
Li, D., Yuan, Z. H., & Sun, Y. M. (2010). Semi-dry mesophilic anaerobic digestion of water sorted organic fraction of municipal solid waste (WS-OFMSW). Bioresource Technology, 101, 2722–2728.
Lv, W., Schanbacher, F. L., & Yu, Z. T. (2010). Putting microbes to work in sequence: Recent advances in temperature-phased anaerobic digestion processes. Bioresource Technology, 101(24), 9409–9414.
Ge, J., Huang, G., Li, J., & Han, L. (2018). Particle-scale visualization of the evolution of methanogens and methanotrophs and its correlation with CH4 emissions during manure aerobic composting. Waste Management, 78, 135–143.
Chakraborty, D., & Mohan, S. V. (2018). Effect of food to vegetable waste ratio on acidogenesis and methanogenesis during two-stage integration. Bioresource Technology, 254, 256–263.
Li, K., Liu, R., Cui, S., Yu, Q., & Ma, R. (2018). Anaerobic co-digestion of animal manures with corn stover or apple pulp for enhanced biogas production. Renewable Energy, 118, 335–342.
Raynal, J., Delgenes, J. P., & Moletta, R. (1998). Two-phase anaerobic digestion of solid wastes by a multiple liquefaction reactors process. Bioresource Technology, 65(1-2), 97–103.
Bouallagui, H., Ben Cheikh, R., Marouani, L., & Hamdi, M. (2003). Mesophilic biogas production from fruit and vegetable waste in a tubular digester. Bioresource Technology, 86(1), 85–89.
Wijekoon, K. C., Visvanathan, C., & Abeynayaka, A. (2011). Effect of organic loading rate on VFA production, organic matter removal and microbial activity of a two-stage thermophilic anaerobic membrane bioreactor. Bioresource Technology, 102(9), 5353–5360.
Speece, R. E., Boonyakitsombut, S., Kim, M., Azbar, N., & Ursillo, P. (2006). Overview of anaerobic treatment: Thermophilic and propionate implications. Water Environment Research, 78(5), 460–473.
Hills, D. J., & Nakano, K. (1984). Effects of particle-size on anaerobic-digestion of tomato solid-wastes. Agricultural Wastes, 10(4), 285–295.
Ge, J., Huang, G., Huang, J., Zeng, J., & Han, L. (2015). Mechanism and kinetics of organic matter degradation based on particle structure variation during pig manure aerobic composting. Journal of Hazardous Materials, 292, 19–26.
Sanders, W. T. M., Geerink, M., Zeeman, G., & Lettinga, G. (2000). Anaerobic hydrolysis kinetics of particulate substrates. Water Science and Technology, 41(3), 17–24.
Ge, J., Huang, G., Huang, J., Zeng, J., & Han, L. (2016). Particle-scale modeling of methane emission during pig manure/wheat straw aerobic composting. Environmental Science & Technology, 50(8), 4374–4383.
Tumutegyereize, P., Muranga, F. I., Kawongolo, J., & Nabugoomu, F. (2011). Optimization of biogas production from banana peels: Effect of particle size on methane yield. African Journal of Biotechnology, 10, 18243–18251.
Funding
This study was financially supported by GDAS’ Project of Science and Technology Development (2017GDASC X-0705,2018GDASC,X-1009).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Liu, WY., Liao, B. Anaerobic Co-Digestion of Vegetable and Fruit Market Waste in LBR + CSTR Two-Stage Process for Waste Reduction and Biogas Production. Appl Biochem Biotechnol 188, 185–193 (2019). https://doi.org/10.1007/s12010-018-2910-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12010-018-2910-4