
Abstract
Non-genetically modified (non-GMO) high oleic (HO) soybean is a new variety containing 72–75% oleic acid when compared to traditional soybean (25%). In line with sustainability standards for plant-based value-added foods, non-GMO-HO soymilk powders were developed for lactose intolerance, special diet requirements for population groups. HO soymilk samples were formulated into flowable powder by using spray drying technology at inlet temperature (IT) (120–160 °C), aspirator 32–38 m3/h (80–100%), and feed rate 3–7 mL/min (10–20%). The optimization of the spray dried parameter was calculated by using central composite design (CCD) of response surface methodology (RSM). Spray drying parameters (outlet temperature (°C), the run time (min), thermal efficiency (%)) and powder properties such as product yield (%), pH, color value (L*, a*, b*, delta E, and chroma), flowability (m/s), wettability (min), moisture content (%), and water activity dispersibility, of soymilk powder, were optimized. Based on the experimental data, RSM graphical representation inlet temperature 140 °C, aspirator 35 m3/h (90%), and 5 mL/min (15%) feed rate showed the best results. Spray dried soymilk from optimized parameters evaluated its particle properties, rheological behavior, and thermal stability. The desirability function (%) of the regression analysis model fit data validated all the optimizing parameters and results. The non-GMO-HO soy product has potential application in food processing industries based on its functional and nutritional properties.
Graphical abstract
Graphical representation of the non-GMO-HO soymilk powder production and its optimization parameters by using response surface methodology.

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The non-GMO-HO soybean contains high (72–75%) oleic acid, reduced saturated fatty acids (7–11%), and zero trans-fat per serving (Gullickson, 2019). However, traditional soybean is high in saturated fatty acids (15%) and less oleic acids (25%). High saturated fatty acid is not recommended for healthier diets; in contrast, high oleic acid adds the stability factor to diets. In addition, non-GMO-HO soybean has no trans-fat, thus does not require hydrogenation to enhance its shelf life. With the high-temperature tolerance, non-GMO-HO soybean can avoid the chemical processes that prevent artery-clogging by trans-fats. In addition, it also can last longer during frying time and temperatures and elongates the shelf life in baked goods (Huth et al., 2015). Non-GMO-HO soybean is more sustainable than traditional soybean variety with added health benefits. Including non-GMO-HO soybean in the diet, it lowers the risk of cardiovascular diseases, obesity, metabolic syndrome, certain types of cancer, and other chronic diseases (Messina, 2016). Furthermore, soy isoflavones show promising biological activities, anti-estrogenic, anti-proliferative, insulinotropic, anti-inflammatory, and have cholesterol-lowering agents (Marventano et al., 2017; Richter et al., 2015).
A wide range of soy products are available in the market, yet soymilk is popular among Gen Z and the vegan population due to its health benefits. Soymilk contains a sufficient amount of protein, iron, unsaturated fatty acid, and vitamins (USDA, 2015). However, it is low in calcium, sugar, and vitamin D content compared to cow’s milk (Liu, 1997), so the enrichment of soymilk with vitamins and minerals is a viable solution. Additionally, soymilk is an alternative plant-based milk for those who are allergic to milk protein, lactose intolerant, and have special dietary requirements. However, both traditional soymilk and non-GMO-HO soymilk have limited shelf life, high cost, and with added high transportation cost of carrying liquid milk. In addition, soymilk also contains some antinutritional factors (ANF) such as trypsin inhibitors (TI), lectins, phytic acids, and indigestible oligosaccharides (Gu et al., 2010). These ANFs can be easily reduced or removed during food processing methods (Jiang et al., 2013).
The conversion of soymilk into powder form helps to reduce the ANF, perishability of product, and storage and transportation costs (Samtiya et al., 2020). Spray drying is the most extensively used drying technique to produce powder from a liquid sample with quick exposure of heat with food products (Shishir & Chen, 2017). A high evaporation rate gives superior quality products with relatively reduced processing costs (Olufemi & Ayomoh, 2019). An excellent study was performed by Jinapong et al., which provides a clear understanding of the production of dehydrated soymilk using spray drying technology (Jinapong et al., 2008). A spray drying process for producing powdered soymilk depends on many parameters such as inlet air temperature, outlet air temperature, feed rate, atomizer speed, rate of evaporation, and consistency of feed solution (Saha et al., 2019). The temperatures and drying conditions experienced by a droplet during spray drying have an important influence on the powder properties. Therefore, optimizing the drying parameters to obtain the desired quality product is becoming one of the most significant steps. An optimization process was performed using response surface methodology (RSM) with a central composite design (CCD) and JMP 15 Software for statistical analysis. CCD Face-Centered RSM was selected due to higher accuracy than commonly used traditional methods, such as orthogonal design and uniform design (Li et al., 2015).
The present study aims to optimize the spray drying parameters like inlet temperature (°C), aspirator m3/h, and feed rate mL/min to determine the acceptable quality of non-GMO-HO soymilk powder. To optimize the above processing conditions, total 16 runs (triplicate) of spray drying were perform by setting the inlet temperature range 120–160 °C, aspirator 32–38 m3/h (80–100%), and feed rate 3–7 mL/min (10–20%). The process optimization of the above parameters was done by considering the product yield (%), color (L*, a*, b*, and delt E*), flowability (m/s), pH, wettability (s), water activity (Aw), moisture content (%), and dispersibility. In addition, spray drying parameters like thermal efficiency (%), the run time (min), and outlet temperature (°C) were also optimized to reduce the processing cost. The following response variables were optimized: outlet temperature (minimize), thermal efficiency (maximize), run time (minimize), product yield (maximize), color values (maximize), flowability (maximize), pH (maximize/set into target), wetting time (minimize), water activity (minimize), moisture content (minimize), dispersibility (maximize). Test information for the spray drying of the soymilk was acquired by investigating under the selected ideal conditions. Most of the experiment in this study was performed in triplicates (n = 3). The response surface model was confirmed by contrasting the experimental value obtained from an independent set of samples with the predicted value obtained from the optimized model (Largo et al., 2014). Optimized model was validated by using the desirability function (%) of regression analysis fit model data. Further powder properties like particle morphology, rheological behavior, and thermal stability of spray dried soymilk powder were also determined.
Materials and Methods
Sample Preparation
Non-GMO-HO soybean was provided by USDA-ARS and Missouri Soybean Merchandise Council (MSMC). Soymilk was produced using a soymilk machine (Soyajoy G4 Soymilk Maker, 2003) (30–35-min extraction time). Approximately 100 g of dry soybean was soaked in 1200 mL double distilled water with 0.1% NaHCO3 for 16 h. The soaked soybeans were passed through the soymilk making machine, followed by filtration through a double layer muslin cloth. A total of 1000 mL of soymilk were recovered from the above combination (Soyajoy Operation Manual). Prepared soymilk was thick in consistency with 8.33% of total solid content. The obtained soymilk was centrifuge (Beckman Coulter ™ Model J6-MI) at 5000 rpm for 10 min. Supernatant was vacuum filtered using 20-μm size Whatman filter paper (Fisher brand, Filter No. P5). After filtration, consistency of the sample was reduced to 4.52% total solid content, which was further used to determine the product yield (%) after spray drying process.
Spray Drying Parameters
Spray drying of non-GMO-HO soymilk was investigated to turn the liquid soymilk into powder form by using a Mini-Spray Dryer B-290 with dimensions (W × H × D) 65 × 110 × 70 cm. The spray dryer operates by using a peristaltic pump with a nozzle tip (made up of titanium, diameter 0.7 mm) (B-290 Operation Manual, 2020). The cyclone separator/collecting chamber was equipped of 3.3 borosilicate glass, and the nozzle/heater/connection piece was made of stainless steel. In addition, majority of parts of the spray dryer were PFA-coated (perfluoro alkoxy polymer) to prevent any kind of contamination and acid resistance (Aragaus et al., 2008). To determine the effectiveness of spray drying process, a set of different combinations of inlet temperature (140 ± 20 °C), aspirator 35 ± 3 m3/h (90 ± 10%), and feed rate 5 ± 2 mL/min (15 ± 5%) were set up. Before initiating the spray drying experiments, the spray dryer system was run for 10 min with distilled water to obtain steady-state conditions (n = 3).
Outlet Temperature
The outlet temperature was recorded at the outlet pipe of the B-290 with a thermocouple sensor. Recorded outlet temperature reads the maximum temperature, and the powder samples get exposed during the spray drying process. This temperature is the resultant temperature of all heat and mass transfer during spray drying (Santos et al., 2017).
Thermal Efficiency of Spray Dryer
Heat consumption in the spray drying process accounts for a large cost (approx. 60% of total cost), so in order to determine the amount of heat used during spray drying process, thermal efficiency was calculated (F. Cheng et al., 2018). The thermal efficiency (η) of the spray dryer is defined as the amount of heat utilized to the amount of heat supplied. Thermal efficiency (%) of spray drying process mostly varies from 25 to 60%.
where T1 is the inlet temperature of the hot air, T2 is the outlet temperature of spray drying atomizer, and Ta is ambient air temperature.
Color Value of Spray Dried Soymilk
In this experiment, color value was determined by using a Colorimeter (Konika Minolta® CR-410, Ramsey, NJ, USA). Before taking the color values, colorimeter was calibrated by the white calibration plate to ensure reflected x, y, and z values were similar to the calibration value provided on another side of the white plate (Koca et al., 2015). Then color values L* (luminosity), a*, and b* (chromaticity) were recorded in triplicates to calculate the color difference ΔE* and chroma (color intensity).
where ΔL* defines luminosity (L* = 0 black: L* = 100 white) and Δa* and Δb* are responsible for chromaticity (a* = red and − a* = green and b* = yellow and − b* = blue) (Mouw, 2018).
Product Yield (%)
Initial solid mass in the soymilk feed solution was measured before processing. After spray drying, weight of collected dried powder was recorded to calculate the product yield (n = 3). To evaluate the product yield of spray dried powder, recovered solid mass of spray dried powder and initial solid mass in feed were measured (Sasikumar et al., 2020).
Flowability and Cohesiveness
The bulk density was determined through the addition of 1 g of soymilk powder to a 10-mL graduated cylinder, measuring the volume to calculate the density. The tapped density was determined by vertically tapping the cylinder against a padded surface 50 times and then calculating the density at the new volume (Mosgoeller et al., 2012). Tapped density and bulk density were calculated by dividing the mass by bulk volume (bulk density) and tapped volume (tapped density) (n = 3). Based on bulk density and tapped density outcome, Carr Index (CI) and Hausner ratio (HR) were calculated to determine the flowability and cohesiveness of spray dried soymilk powder. CI values range between ≤ 10 and > 38, and HR varies from 1 to > 1.6. Lower the CI and HR values, better the flowability and cohesiveness of spray dried soymilk powder (Ganesan et al., 2008).
In the given equation, ρt tapped density and ρb are bulk density (Seth et al., 2017).
Dispersibility
The dispersibility of spray dried soymilk powder was determined by the Jinapong method with few modifications (Jinapong et al., 2008). To measure the dispersibility of spray dried powder %, total solid (TS) content and moisture content (MC) % were determined. To analyze the % total solid, 10 mL of distilled water (25 °C) was poured into a 50-mL beaker then 1 g of spray dried soymilk powder was added into a beaker and stirred for 20 s making 25 complete movements back and forth across the whole diameter of the beaker. The reconstituted spray dried soymilk powder was filtered through the sieve (0.212 mm). The filtered liquid was transferred into an aluminum disc, and the sample was dried in an oven at 105 °C until it was completely dry (15–20 min). The percentage weight of remaining solid was calculated to determine the % total solid (n = 3) (Zungur Bastıoğlu et al., 2016).
where MC is the moisture content of the of soymilk powder; % TS is the percentage of dry matter of the spray dried powder, and W is the weight of the of soymilk powder (g).
Moisture content (%) of soymilk powder was measured by using a moisture analyzer (METTLER TOLEDO HE53). To measure the moisture content (%), 2 g of spray dried soymilk powder was evenly spread on the aluminum disc to record the moisture content. It takes about 3–5 min to attain the desirable temperature (105 °C) and moisture content (%) displayed on the screen.
pH
The pH of the sample was tested by taking 5 mL of the liquid soymilk and using a digital pH meter (Mettler Toledo TM) with a pH electrode (In Lab® Expert Pro-ISM). The pH meter was calibrated using a standardized buffer solution at pH 7.00. The pH of soymilk was recorded before spray drying and after reconstitution to see if a change in the pH of the sample occurred after spray drying. To test the reconstituted soymilk powder, 1 g of dried soymilk was thoroughly mixed with 10 mL of DI water (n = 3).
Wettability
To measure the wettability of spray dried soymilk powder, 100 mL of distilled water was poured into a glass beaker. Using a funnel with a stopper at 10-cm height from the beaker, 0.1 g of the soymilk powder sample was added to the water (n = 3). Wetting time was recorded when the powder first hits the water until the powder was completely wetted (i.e., powder penetrated the surface of the water) (Zungur Bastıoğlu et al., 2016).
Water Activity
Water activity of food samples is expressed as the ratio of food vapor pressure and distilled water vapor pressure when both media are completely stable and undisturbed with surrounding media. Water activity of spray dried soymilk powder was measured by using a water activity meter (AquaLab CX-2). To record the water activity, 2 g of soymilk powder was evenly spread on the plastic disc; then the system was switched on. The water activity was recorded in triplicates. Water activity analyzer operates at room temperature (24–26 °C), which took approx. 5–10 min to record the reading. Water activity of food samples varies from 0 to 1, with 0.20 water activity is the indication of the dry sample, and 0.99 Aw value represents the moist samples (Seth et al., 2017).
Morphological Characterization Using Scanning Electron Microscopy
Scanning electron microscope (FEI Quanta 600F ESEM) operating in high vacuum was used to determine the particle shape, size, and morphology of spray dried non-GMO-HO soymilk powder. Soymilk sample was mounted with carbon adhesive and sputtered with 25-nm platinum for imaging. Imaging was performed at 5 kV, 30-μm objective aperture, 3.5 spot size, and 8-mm working distance.
Rheological Behavior of Spray Dried Soymilk Powder
Viscosity of spray dried non-GMO-HO soymilk powder was determined by using Anton-Paar MCR-302 rheometer at room temperature (25 °C) with cone plate measuring system. Initial testing was performed with distilled water with a viscosity range of 1 ± 0.2 mPa s to determine the initial test parameter of the rheometer (Alatalo & Hassanipour, 2020). Cone on plate was used with diameter 50 mm, 1° angle of the cone on a flat surface of plate. Total 0.75 mL of soymilk sample was carefully placed on the plate using a micropipette and approx. 0.2–0.3 mL liquid was trimmed. Viscosity range of reconstituted soymilk powder was selected at low viscous range and Newtonian regression model was used due to the consistent behavior of fluid with change in shear rate (s−1). Spray dried soymilk powder was reconstituted with DI water (5% and 10%) and compared with commercially available baby food powder (5% and 10%). Experiments were performed in triplicates (n = 3) setting the pre-shear rate 0.1 to 100 s−1 for an individual sweep and run time 10 ± 5 min.
Analysis of Thermal Properties of Non-GMO-HO Soymilk Powder
Thermal analysis of spray dried non-GMO-HO soymilk powder was measured using TA Instruments Q20 Differential Scanning Calorimeter (Q20 DSC) attached to the refrigerated cooling system 90 (RCS 90). Before starting the experiment, system was stabilized to flange temperature (< − 70 °C). RCS 90 cools the system up to − 80 °C, and the DSC can be heated to 400 °C. Q series (Q20-0985-DSC Q20) software was used to analyze the glass transition temperature and thermal degradation behavior of fresh and 1-year stored (4 °C) non-GMO-HO soymilk powder. Approximate 10 ± 1 mg of both fresh and stored soymilk powder sample was sealed in an aluminum pan and subjected to heating from 20 to 200 °C, at the heating rate of 10 °C/min (n = 3). Nitrogen flow rate was maintained 50 mL/min to analyze the change in thermal properties of soymilk powder in thermal scan curve.
Experimental Design and Statistical Analysis
The experiments were designed using central composite design (CCD) of response surface methodology (RSM) by using JMP 14 software with three independent variable parameters of spray dryer (inlet air temperature, aspirator, and feed rate). The selection of a range of variables was a pre-requisite for design of experiment using RSM. The pre-trials were conducted for selection of maximum and minimum values of the variables (Saha et al., 2019). Thus, the range of inlet air temperature was selected 120–160 °C (× 1), aspirator 80–100% (× 2), and feed rate 10–20% (× 3). Sixteen sets of experiments were carried out with two center points at different levels of the independent parameter (Table 1), and 100 mL of soymilk was spray dried in each experiment. The response surface variables to be optimized are as follows: spray dried parameters such as outlet temperature (minimize), run time (minimize), and thermal efficiency (maximize), and powder characterization parameters such as powder yield (maximize); color value L, a, b, and chroma (maximize); flowability (maximize); water activity (minimize); wetting time (minimize); pH (set on the target/maximize); moisture content (minimize); and dispersibility (maximize). A regression analysis was solved with a second-order polynomial model according to the relationship between responses (y) and variables (x) (Moghaddam et al., 2017).
Verification of the response surface model was performed by comparing the experimental value obtained from an independent set of samples with the predicted value obtained from the optimized model (Largo et al., 2014). The main benefit of using RSM is this model allowed for the characterization of the optimal parameters for the standard soymilk with the least number of trials to determine which parameters needed to be run for high oleic acid content soymilk to provide enough information for statistically acceptable results.
Results and Discussion
Spray Drying Parameters
Outlet Temperature (°C)
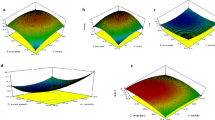
The outlet temperature significantly affects the thermal efficiency of spray drying process and powder parameters such as moisture content, dispersibility, water activity, particle size, and cohesiveness and flowability (Koca et al., 2015). Low outlet temperature sets favorable condition for providing high thermal efficiency to the spray drying process with uniform size of powder particle without any crake and damage (Sharma et al., 2012). In contrast, high outlet temperature helps to reduce moisture content in soymilk during drying process (Ozdikicierler et al., 2014). From the experimental data (Table 1), outlet temperature range of the air inside the drying chamber was 49–92 °C. Outlet temperature rises with increase in inlet temperature, aspirator, and feed rate. An inclination in outlet temperature was observed from temperature 140–160 °C and aspirator 85–100% (Fig. 1 a, b), but it was reversed in the case of feed rate 10–15%. Maximum outlet temperature (92 °C) was obtained at lower feed rate (10%) (Fig. 1 b). This might be due to more heat supply was required which can cause decrease in the rate of evaporation which reduces the outlet temperature. Minimum outlet temperature (49 °C) was recorded at the inlet temperature at 120 °C, aspirator at 80%, and feed rate at 20%. From regression analysis values (Table 2), obtained P value was 0.0034 and R2 value was 0.948 with desirability function 50% (Table 3).

Effect of inlet temperature (°C), aspirator (%), and feed rate (%) on a, b outlet temperature (°C); c, d thermal efficiency (%); e, f run time (min)
Thermal Efficiency (%)
Thermal efficiency determines effectiveness of heat transfer to the material for drying in relation to heat supplied. Higher thermal efficiency indicates the desirable condition in spray dryer process to utilize high energy with reduced operational cost. Increase in relative humidity (%) of ambient and inlet temperature of dryer reduces the thermal efficiency of the spray drying process (Wisniewski, 2015). Inlet temperature of the spray drying process was varied from 120 to 160 °C and relative humidity during the process fluctuated between 40 and 70%. Based on the experimental data and interactive response surface plot, maximum thermal efficiency (75%) was observed at lower inlet temperature (120 °C) and aspirator (80%) and higher feed rate was 20% (Fig. 1 c, d). Thermal efficiency was increased with decrease inlet temperature and aspirator speed, but it showed opposite effect with feed rate. This might be due to direct influence of feed rate into the rate of evaporation. So, high feed rate increases the rate of evaporation, which reduced outlet air temperature rate that helped increase thermal efficiency of the spray dryer (Saha et al., 2019). From the optimized data of regression analysis, obtained P value was 0.051 and lower R2 value was 0.86 with 45% desirability function (Tables 2 and 3).
Spray Dryer Run Time
Minimum run time is the desired condition of the spray drying process because reduced run time can save the heat consumption which reduces the operation cost of the spray dryer. From the interaction response surface plot (Fig. 1 e, f), minimum run time (15 min) was observed at approximate 140–160 °C inlet temperature, 90–100% aspirator, and at 20% feed rate. Conversely, maximum run time (30 min) was recorded at nearly 120–140 °C inlet temperature, 80–90% aspirator, and 10–15% feed rate. However, inlet temperature and aspirator do not show significant effect to the running time of spray dryer, but it increases with upsurge in feed rate. Increase in feed rate intensifies the rate of heat transfer which enhanced the rate of evaporation, and the sample takes less time to dry. From the regression analysis (Table 2), P value was < 0.0001 and R2 value was 0.991. Here P value was less than 0.05 and the R2 value was more than 0.95 and desirability function was 71% (Table 3) which satisfy the above conditions.
Powder Yield
Higher product yield (%) denotes the most desired output with the given responses like inlet temperature, aspirator, and feed rate. Inlet temperature, aspirator, and feed rate exhibit a complex influence on powder yield. Interaction surface plot and experimental data (Table 1) show higher product yield (40–50%) at inlet temperature 140–160 °C, aspirator 100–90%, and at feed rate 10–15% (Fig. 2a, b). Minimum product yield (31–40) % was calculated at approximate inlet temperature 120–140 °C, aspirator 80–90%, and at feed rate 10 to 15% (Fig. 2a, b). Concentration of % total solid significantly affects the product yield of spray dried powder but in this study, % TS was kept constant (4.52%) throughout the drying process. From the regression analysis data (Table 2), obtained P value is 0.84 and R2 is 0.43 which shows high deviation from the desired value (P ≤ 0.05 and R2 ≥ 0.90). This huge deviation might be due to the increase in relative humidity of ambient air (40–70%) and pressure drop (− 50 to − 70 bar) (Khwanpruk et al., 2018). Powder recovered at low inlet temperature and low aspirator speed has high moisture content as compared to mass recovered at high temperature and aspirator speed. Samples with high moisture content were difficult to scrape from the collecting chamber and some samples accumulate on the cyclone separator at low aspirator speed (Magri et al., 2019). Obtained desirability function from optimized spray drying parameter was 70% (Table 3).

Effect of inlet temperature (°C), aspirator (%), and feed rate (%) on a, b product yield (%); c, d Carr Index (CI); e, f Hausner ratio (HR)
Powder Flowability
Powder flow property significantly affected by ambient temperature, moisture content, powder particle size, and cohesiveness (Seth et al., 2017). Powder flowing property and cohesiveness can be determined by using Carr Index (CI) and Hausner ratio (HR) values. Increase in CI and HR ratio values shows reversible effect to powder flow property: higher the CI and HR values, lower the flowability and cohesiveness of spray dried powder. Experimental data and response surface plot show powder flowability and cohesiveness notably affected by inlet temperature and aspirator of spray dryer. CI and HR value decreases with increase in inlet temperature because moisture content of powder decreases at higher temperature which improve the flowing property of soymilk powder (Juliano & Barbosa-Cánovas, 2010). Spray dried soymilk powder is very sensitive to change in temperature; slight increase in temperature reduces the cohesiveness and moisture content (Seth et al., 2017). From the experimental data and interaction plots, minimum CI and HR value was observed at temperature 140 °C, aspirator 90%, and feed rate 15% (Table 1) (Fig. 2c, d). Obtained P value was 0.14 and 0.17 and R2 value was 0.79 and 0.77 for CI and HR respectively. Desirability function from optimized spray drying parameters was 65% and 66% for CI and HR, which showed slightly high regression values which does not completely satisfy the above condition. This might be due to change in other physical properties like size, shape, and density of recovered spray dried powder. In addition, adhesiveness, electrostatic chargeability, and other surface properties affect the flowability of spray dried soymilk powder (Kudo et al., 2020).
Color Value
Color of soymilk powder indicates the very important quality measures which determine the product acceptance from all age group of consumers. Dramatic color change during processing may lead to the product being rejected by the consumer (Muzaffar et al., 2016). Color value of food product gets affected by change in temperature, moisture content, and processing condition. Millard reaction may occur at high temperature processing during spray drying. Optimizing the process parameters is critical to ensure color acceptability without loss of nutritional quality of the spray dried non-GMO-HO soymilk powder. The color values (L, a, b, delta E, and chroma) of the spray dried non-GMO-HO soymilk powder (Fig. 13c) could be compared with commercially available milk powders and have great potentials to enter the plant-based food market.
Color Value L*
The lightness value (L*) of the spray dried powder was an indicator for the extent of scorching or over drying of the powder. The L* value of soymilk powder varied from 70.16 to 84.35 (Table 1). Experimental data and response surface plot (Fig. 3 a, b) show maximum range of color value (80–85) was obtained at 140 °C inlet temperature and 10–15% feed rate. Inlet air temperature significantly affected the L* value of the powder, as it increased with inlet temperature 120–140 °C, but slight decline in L* value was observed from inlet temperature from 140 to 160 °C. Reason for this could be higher degree of Millard reaction occurring at a higher temperature (Koca et al., 2015). Color value L* also decreased at high feed rate from 15 to 20%. This possibly was due to high feed rate % reducing the evaporation rate which may cause under drying of soymilk powder with less L* value. Change in aspirator speed (80–100%) does not show any significant effect on color value L*. From the regression analysis (Table 2), P value was 0.506 and R2 value was 0.607 with 51% desirability function (Table 3). This deviation in regression analysis values for lightness is potentially due to narrow range in change in L* value.

Effect of inlet temperature (°C), aspirator (%), and feed rate (%) on color value L* lightness (a, b); a* red-green (c, d); b* blue-yellow (e, f); delta E (g, h); chroma (i, j)
Color Value a*
Color value a* of soymilk powder fluctuated between 0.13 and − 1.01 (Table 1). Insignificant positive to slight negative a* value indicates that soymilk powder is light in reddish area that which cannot clearly identified with the bare eyes. Maximum a* value 0.13 was observed at inlet temperature 120 °C, aspirator 80%, and feed rate 20% and minimum a* value (− 1.01) was recorded at 160 °C inlet temperature, 100% aspirator, and 20% feed rate (Fig. 3 c, d). Color value a* decreases with increase in inlet temperature and aspirator but it does not get significantly affected with change in feed rate (Mouw, 2018). The regression P value was 0.38 and R2 value was 0.664 and desirability function was 81% (Tables 2 and 3).
Color Value b*
Found on the experimental data, color value b* ranged from 9.45 to 15.71. In response surface plots, maximum b* value was observed at inlet temperature 140–160 °C, aspirator 90–100%, and at feed rate 15–20% (Fig. 3 e, f). Observed P value was 0.484 and R2 value was 0.523 and desirability function was 52% (Tables 2 and 3).
Delta E
Delta E indicates the color difference between soymilk powder samples. Minimum color difference between the powder sample was observed at optimize inlet temperature (140 °C) (Table 1) and any inclination or reduction in temperature drastically affects the color value delta E of spray dried powder (Koca et al., 2015). From the regression data, P value was 0.617 and R2 was 0.681 with 98% desirability function (Table 2).
Chroma
Chroma expresses the intensity, purity, or saturation of color. In this study, chroma value changed from 44.78 to 123.91, and higher range of chromatic intensity was observed at optimum inlet temperature 140 °C, aspirator 90%, and feed rate 15% (Fig. 3i, j). Chroma intensity considerably decreases with increase and decrease in inlet temperature, but it does not show any substantial effect with change in aspirator and feed rate of spray drying process (Watson et al., 2017). Regression P value was 0.55 and R2 was 0.59 with 51% desirability function (Table 2).
pH
The pH of spray dried HO soymilk varied between 6.87 and 6.97 (Table 1). There were no significant changes observed in the pH of spray dried soymilk with changes in processing conditions. Based on interaction response surface plots (Fig. 4 a, b), maximum range of pH was observed at temperature 130–150 °C and aspirator 95–100%, but there was only a slight change with increase in feed rate 10–20%. This narrow range of pH change possibly due to the concentration of non-GMO-HO soymilk being kept the same in all portions of the experiment. The pH decreases with increase in inlet temperature 150–160 °C because reduced water activity affecting the hydrogen bond formation negatively, thus leading in reduction in pH of spray dried soymilk. From the regression analysis data (Table 2), P value is 0.3525 and R2 value is 0.677 with 52% desirability function.

Effect of inlet temperature (°C), aspirator (%), and feed rate (%) on reconstitution properties of soymilk powder a, b pH; c, d wetting time (min); e, f water activity (Aw); g, h moisture content (%); i, j dispersibility
Wetting Time (min)
Wetting property of soymilk powder depends on the particle density, shape, porosity, inlet temperature, solubility, protein denaturation, etc. (Koç et al., 2014). Less wetting time considered as satisfactory condition since it shows that most of the solid elements in the powder obtained under the experimental conditions were readily soluble in water. These indices related to the number of soluble solids present in the product as a function of the solubilization of starches, sugars, proteins, and fibers (Ribeiro Oliveira et al., 2019). According to the experimental data (Table 1), less time (1.06 min) was taken to wet the sample at temperature 140 °C, aspirator 100%, and feed rate 15%. From the graphs (Fig. 4c, d), sample recovered at temperature 140–160 °C, aspirator 85–100%, and feed rate 10 to 15% ranges shows less time (1.6 to 2.2 min) was taken to wet the spray dried sample. Maximum responses in wetting time were observed at inlet temperature 120–140 °C, aspirator 80–85%, and feed rate 15 to 20% spray dried sample. From the regression analysis data (Table 2), obtained P value was 0.036 and R2 value was 0.876 with 79% desirability function (Table 3). Both the P value and R2 values are satisfying the above condition and show less regression.
Water Activity
Water activity of spray dried soymilk powder measures the availability of free water. Therefore, higher water activity in spray dried powder creates susceptible conditions for microbial contamination which interferes with the shelf life of spray dried powder (Seth et al., 2017). Water activity value of spray dried soymilk powder fluctuated 0.41 to 0.58 (Table 1). Water activity of soymilk powder significantly impacted by change in drying temperature (inlet and outlet temperatures) (Watson et al., 2017). Lower range of water activity was observed at inlet temperature (140 to 160 °C); in contrast, higher water activity was recorded at lower inlet temperature (120 °C) (Fig. 4e, f). Acquired R2 and P value were 0.87 and 0.046 (Table 2) respectively with 26% desirability function on lower side and 74% desirability on higher range of water activity values (Table 3).
Dispersibility
Dispersibility of spray dried soymilk powder is one of the important reconstitution properties, and it shows the ability of powder particle to disperse in water. Dispersibility of spray dried powder directly changes with change in moisture content, inlet temperature, particle size, powder density, and % total solid in the feed (Sharma et al., 2012). In this experiment, % total solid content was kept constant throughout the process. Higher range of powder dispersibility (90 to 96%) (Table 1) (Fig. 4i, j) and lower moisture content (6.01 to 7.5%) (Fig. 4g, h) were recorded at inlet temperature 140 to 160 °C, 80 to 90% aspirator, and 10 to 15% feed rate. In the current study, 150-μm size nozzle was used during spray drying to achieve consistent size of powder particle. Regression P value was 0.017 and R2 value was 0.91 for moisture content (%) and for dispersibility 0.69 (P value) and 0.51 (R2 value). Obtained desirability function was 31% for moisture content and 49% for dispersibility of soymilk powder (Table 3).
Particle Morphology of Soymilk by Scanning Electron Microscopy
Spray dried non-GMO-HO soymilk powder with optimized parameters of inlet temperature (140 °C), aspirator 90%, and feed rate 15% was used for morphological characterization. Particle shape, size, distribution, and surface morphology were determined by using scanning electron microscope. Measured diameter of spray dried soymilk powder was nearly 0.98–6.4 μm (most of the particle 1–2 μm in diameter except few particles) (Fig. 5c, d) and no significant deviation was observed in the particle size. Particle size of spray dried powder particle depends on the orifice thickness of the nozzle which was kept constant (150 μm) throughout the drying process. Particle appeared like granular in shape, small particle was agglomerated with large particles (Syll et al., 2013). Microscopic particles were granular in shape with some concavities, surface of the smaller particles appeared smooth, and there were some pores appeared on the larger particle. High rate of evaporation causes roughness on the soymilk powder which creates concavities on the particle surface (Wang et al., 2015). Rate of evaporation directly depends on the feed rate of spray drying process, increase in feed rate causes the increases the rate of evaporation. Taking this point into consideration, feed rate was optimize to 15% because very low rate of feed rate enhances the drying time of process which add more cost to the production, wherein very high feed rate affects the sphericity of powder particles.

SEM images of spray dried non-GMO-HO soymilk powder at 140 °C inlet temperature, 90% aspirator, and 15% feed rate are their different magnifications a 1000 × , b 5000 × , c 10,000 × , d 15,000 ×
Rheological Properties of Spray Dried Soymilk Powder
Viscosity is one of the most critical parameters that measure the stickiness and fluid flow behavior of samples. Viscosity of sample affected by many parameters such as temperature, concentration, shape of molecules, and applied shear stress (Alatalo & Hassanipour, 2020). Soymilk powder from optimized parameters inlet temperature (140 °C), aspirator (90%), and feed rate (15%) was selected to determine the viscosity of samples. All the experiments were performed at room temperature (25 °C), which results viscosity soymilk samples do not change considerably with change in shear rate. Insignificant variation in viscosity of soymilk sample was observed at 15 ± 5 shear rate (s−1); however, it became constant at higher range of shear rate. Reconstituted soymilks demonstrate the Newtonian behavior with intensification in shear rate and calculated by regression equation. Viscosity of reconstituted non-GMO-HO soymilk increases with increase in concentration of soymilk powder in distilled water. Reconstituted commercially available baby food powder (5% and 10%) was used as a control sample. Measured viscosity of 5% baby was 1.5 ± 0.2 mPa s and for 10%, it was 2.6 ± 0.3 mPa s (Fig. 6a). On the other hand, viscosity of 5% reconstituted soymilk powder was 7 ± 1.85 mPa s which was almost double of the commercially available whole milk (3.5 ± 0.5) mPa s and slightly higher consistency of soymilk (Shimoyamada et al., 2019) (Y. Cheng et al., 2005). Higher concentration (10%) of reconstituted soymilk showed greater viscosity range 17 ± 1.05 mPa s of soymilk (Fig. 6a). Lower concentration of soymilk powder, whole milk, and baby food powder shows the easily flowable behavior. However, higher concentration of soymilk showed higher viscosity and falls under medium flowable pattern.

Viscosity graph of reconstituted spray dried non-GMO-HO soymilk powder (5% and 10%) at 140 °C inlet temperature, 90% aspirator, and 15% feed rate and commercial baby food powder (5% and 10%). a Shear rate (s−1) vs viscosity mPa s. b Shear rate (s−1) vs shear stress (Pa)
Thermal Stability of Non-GMO-HO Soymilk Powder
Thermal stability of non-GMO-HO soymilk powder was determined by using differential scanning calorimetry. To measure the effect of thermal properties on the storage stability of soymilk powder, thermal analysis of freshly prepared soymilk powder and 1-year stored soymilk powder was used. Thermal degradation peak for 10 ± 1 mg of freshly prepared soymilk powder sample was observed at 90 ± 5 °C (Fig. 7 a); however, same amount of the stored soymilk sample was degraded at 73 ± 5 °C (Fig. 7 b) and similar result was recorded for denaturation of soy protein (Liu et al., 2004) (Speroni et al., 2010). Glass transition temperature for stored soymilk started at 42.80 (To) reaches its intermediate range at 47.42 °C (Tm) and ends at 62.46 temperature (Te). Onset temperature for endothermic peak range was 40.73 °C reaches up to its maximum peak at 73.12 °C and ends at 143 °C (Fig. 7 a). Furthermore, total amount of specific heat required in glass transition range was 1.974 J/g °C and in endothermic peak range was 0.8712 J/g °C. On the other hand, for fresh soymilk sample, glass transition started at 49.25 °C reaches its intermediate range at 62.33 °C and ends at 77.72 °C. Onset temperature for endothermic peak range started at 51.22 °C reaches its maximum peak at 91.38 °C and end set temperature was recorded at 153 °C (Fig. 7 b) and similar thermal behavior was documented in spray dried camel milk (Ogolla et al., 2019). Specific heat required at endothermic peak range was 1.034 J/g °C and glass transition range was 1.921 J/g °C.

DSC curve of freshly prepared and 1-y stored (4 °C) spray dried non-GMO-HO soymilk powder at 140 °C inlet temperature, 90% aspirator, and 15% feed rate. a Temperature (°C) vs heat flow (W/g) thermal transition of freshly prepared soymilk. b Temperature (°C) vs heat flow (W/g) thermal transition of stored soymilk
Regression Analysis Fit Model
ANOVA results for variables as a linear, quadratic, and interaction term for all the variables of spray dried non-GMO-HO soymilk powder are presented in Table 4. According to Table 4 results of ANOVA, summary to fit, analysis of variance, and effect test were performed and statistically significant P value (< 0.005), R2 value (> 0.90), F ratio (≥ 1), sum of square (SS), and root mean square error (RMSE) were calculated. Based on these data, spray drying parameter of HO soymilk powder is optimized. According to the regression analysis, output P value < 0.005, R2 and R2 adj > 0.90, and F ratio ≥ 1 response showed good reproducibility of the variables (adj-R2 measure of the amount of variation around the mean adjusted for the number of model parameters) (Noordin et al., 2004). Additionally, model, error, and C (corrected) total of sum of square and mean square were calculated. Higher error and C total values from sum of square indicate higher mean deviations and less reliability of model (Balasubramani et al., 2013).
Validation and Optimization of Spray Drying Parameter for HO Soymilk Powder
Spray drying parameters were optimized by maximizing the thermal efficiency of spray dryer and product yield, flowability, color values, and dispersibility of non-GMO-HO soymilk powder although minimizing the outlet temperature, run time of spray dryer and pH, wetting time, water activity, and moisture content of non-GMO-HO soymilk powder. Optimizing the response parameters like inlet temperature, aspirator, and feed rate was kept in the acceptable range. Based on the results and statistical analysis, 140 °C inlet temperature, 89.37% aspirator, and 15.31% feed rate showed more than 50% desirability function for most of the variables. For the validation of result, 1200 mL of non-GMO-HO soymilk (8% w/v soymilk) was dried using the optimized condition and the variances were analyzed. All the response parameters were optimized based on the significant P value, R2 value, F ratio, sum of square (SS), and root mean square error (RMSE) values.
Conclusion
The first study was conducted on the newly developed non-GMO-HO soybean variety to develop spray dried non-GMO-HO soymilk powder. Central composite design in response surface methodology was used to calculate the regression analysis data, and significant values from these data were used to optimize process parameters. The experimental data observed that product yield was maximum 49.85% at inlet temperature 160 °C, aspirator 90%, and feed rate 15%. Thermal efficiency was highest (75%) at inlet temperature 120 °C, aspirator 80%, and feed rate 20%. Maximum pH (6.97) close to pH 7 was obtained at inlet temperature 140 °C, aspirator 100%, and feed rate 15%. Maximum color (L*) was at inlet temperature 140 °C, aspirator 90%, and feed rate 15%. In addition, the minimum run time (15 min) was at inlet temperature 140 °C, aspirator 90%, and feed rate 20%. The minimum time to wet the spray dried soymilk powder (1.06 min) was at inlet temperature 140 °C, aspirator 100%, and feed rate 15%. The low Carr Index (33.3) was at inlet temperature 140 °C, aspirator 80%, and feed rate 15%. Based on response surface methodology and regression analysis data, inlet temperature 140 °C, aspirator 90%, and feed rate 15% had more than 50% desirability with desired color value. Particle size was 0.98–6.4 μm and morphology granular with some concavities this wide range in particle size might occur due to pore size of nozzle used during spray drying was 150 μm which was in micrometer range. Non-GMO-HO soymilk powder (5% and 10%) showed a higher viscosity range of viscosity 7 ± 1.85 to 17 ± 1.05 which was higher than commercially available milk, reconstituted baby food, and raw milk soymilk. Data obtained from the DSC curve showed the freshly prepared soymilk has higher thermal stability (90 ± 5 °C), and after 1 year of storage, soymilk powder showed the reasonable thermal stability (73 ± 5 °C).
From both experimental and statistical analysis data, it was observed that high inlet temperature and aspirator speed had most remarkable effect on most of the studied responses. Spray dried non-GMO-HO soymilk powder can be used for diverse purposes such as reconstituted milk powder, dairy free beverages, complimentary baby food, and RTU nutritious foods during emergencies. The non-GMO-HO soy product has potential application in food processing industries based on its functional and nutritional properties. Therefore, this study has laid the foundation to open opportunities and commercialize non-GMO-HO soymilk powder in the plant-based food sector.
Data Availability
The data supporting the results of this study are available from the corresponding author, Kiruba Krishnaswamy (krishnaswamyk@umsystem.edu).
References
Arpagaus, C., & Schwartzbach, H. (2008). Scale-up from bench-top research to laboratory production. Scale-up from the Büchi Mini Spray Dryer B-290 to the Niro MOBILE MINORTM. Retrieved February 19, 2021, from https://static1.buchi.com/sites/default/files/downloads/B-290_Scale-up_B-290_Niro_MOBILE_MINOR_en_01.pdf
B-290 operation Manual, (2020). Technical data overview & materials used, B-290 Mini Spray Dryer Operation Manual, 20–23. Retrieved February 19, 2021, from https://static1.buchi.com/sites/default/files/downloads/B-290_OM_en_I_0.pdf
Alatalo, D., & Hassanipour, F. (2020). An experimental study on human milk rheology: Behavior changes from external factors. Fluids, 5(2), 42. https://doi.org/10.3390/fluids5020042
Balasubramani, P., Viswanathan, R., & Vairamani, M. (2013). Response surface optimisation of process variables for microencapsulation of garlic (Allium sativum L.) oleoresin by spray drying. Biosystems Engineering, 114(3), 205–213. https://doi.org/10.1016/j.biosystemseng.2012.12.008
Cheng, F., Zhou, X., & Liu, Y. (2018). Methods for improvement of the thermal efficiency during spray drying. E3S Web of Conferences, 53, 01031. https://doi.org/10.1051/e3sconf/20185301031
Cheng, Y., Shimizu, N., & Kimura, T. (2005). The viscoelastic properties of soybean curd (tofu) as affected by soymilk concentration and type of coagulant. International Journal of Food Science & Technology, 40(4), 385–390. https://doi.org/10.1111/j.1365-2621.2004.00935.x
Ganesan, V., Rosentrater, K. A., & Muthukumarappan, K. (2008). Flowability and handling characteristics of bulk solids and powders – A review with implications for DDGS. Biosystems Engineering, 101(4), 425–435. https://doi.org/10.1016/j.biosystemseng.2008.09.008
Gu, C., Pan, H., Sun, Z., & Qin, G. (2010). Effect of soybean variety on anti-nutritional factors content, and growth performance and nutrients metabolism in rat. International Journal of Molecular Sciences, 11(3), 1048–1056. https://doi.org/10.3390/ijms11031048
Gullickson G. (2019). High-oleic soybeans out of the lab, into the field. (2019, January 22). Successful Farming. https://www.agriculture.com/crops/soybeans/out-of-the-lab-into-the-field
Huth, P. J., Fulgoni, V. L., III., & Larson, B. T. (2015). A systematic review of high-oleic vegetable oil substitutions for other fats and oils on cardiovascular disease risk factors: Implications for novel high-oleic soybean oils. Advances in Nutrition, 6(6), 674–693. https://doi.org/10.3945/an.115.008979
Jiang, S., Cai, W., & Xu, B. (2013). Food quality improvement of soy milk made from short-time germinated soybeans. Foods, 2(2), 198–212. https://doi.org/10.3390/foods2020198
Jinapong, N., Suphantharika, M., & Jamnong, P. (2008). Production of instant soymilk powders by ultrafiltration, spray drying and fluidized bed agglomeration. Journal of Food Engineering, 84(2), 194–205. https://doi.org/10.1016/j.jfoodeng.2007.04.032
Juliano, P., & Barbosa-Cánovas, G. V. (2010). Food powders flowability characterization: Theory, methods, and applications. Annual Review of Food Science and Technology, 1(1), 211–239. https://doi.org/10.1146/annurev.food.102308.124155
Khwanpruk, K., Akkaraphenphan, C., Wattananukit, P., Kaewket, W., & Chusai, S. (2018). Effect of drying air condition and feed composition on the properties of orange juice spray dried powder. MATEC Web of Conferences, 192, 03013. https://doi.org/10.1051/matecconf/201819203013
Koç, B., Sakin-Yılmazer, M., Kaymak-Ertekin, F., & Balkır, P. (2014). Physical properties of yoghurt powder produced by spray drying. Journal of Food Science and Technology, 51(7), 1377–1383. https://doi.org/10.1007/s13197-012-0653-8
Koca, N., Erbay, Z., & Kaymak-Ertekin, F. (2015). Effects of spray-drying conditions on the chemical, physical, and sensory properties of cheese powder. Journal of Dairy Science, 98(5), 2934–2943. https://doi.org/10.3168/jds.2014-9111
Kudo, Y., Yasuda, M., & Matsusaka, S. (2020). Effect of particle size distribution on flowability of granulated lactose. Advanced Powder Technology, 31(1), 121–127. https://doi.org/10.1016/j.apt.2019.10.004
Mouw, (2018). LAB color space and values | X-Rite Color Blog. (n.d.). X-Rite. Retrieved February 19, 2021, from https://www.xrite.com/blog/lab-color-space
Largo, E., Cortés Rodríguez, M., & Ciro-Velásquez, H. (2014). Influence of maltodextrin and spray drying process conditions on sugarcane juice powder quality. Revista Facultad Nacional de Agronomía, 68, 7509–7520. https://doi.org/10.15446/rfnam.v68n1.47839
Li, J., Lin, X., Wu, F., Shen, L., Wang, Y., & Feng, Y. (2015). Application of the central composite design to optimize the calcium carbonate-HPMC co-processed excipient prepared by co-spray drying. RSC Advances, 5(114), 94105–94114. https://doi.org/10.1039/C5RA15941E
Liu, Z.-S., Chang, S. K. C., Li, L.-T., & Tatsumi, E. (2004). Effect of selective thermal denaturation of soybean proteins on soymilk viscosity and tofu’s physical properties. Food Research International, 37(8), 815–822. https://doi.org/10.1016/j.foodres.2004.04.004
Magri, G., Franzé, S., Musazzi, U. M., Selmin, F., & Cilurzo, F. (2019). Data on spray-drying processing to optimize the yield of materials sensitive to heat and moisture content. Data in Brief, 23, 103792. https://doi.org/10.1016/j.dib.2019.103792
Marventano, S., Pulido, M. I., Sánchez-González, C., Godos, J., Speciani, A., Galvano, F., & Grosso, G. (2017). Legume consumption and CVD risk: A systematic review and meta-analysis. Public Health Nutrition, 20(2), 245–254. https://doi.org/10.1017/S1368980016002299
Messina, M. (2016). Soy and health update: Evaluation of the clinical and epidemiologic literature. Nutrients, 8(12), 754. https://doi.org/10.3390/nu8120754
Moghaddam, A. D., Pero, M., & Askari, G. R. (2017). Optimizing spray drying conditions of sour cherry juice based on physicochemical properties, using response surface methodology (RSM). Journal of Food Science and Technology, 54(1), 174–184. https://doi.org/10.1007/s13197-016-2449-8
Mosgoeller, W., Prassl, R., & Zimmer, A. (2012). Chapter seventeen—Nanoparticle-mediated treatment of pulmonary arterial hypertension. In N. Düzgüneş (Ed.), Methods in enzymology (Vol. 508, pp. 325–354). Academic Press. https://doi.org/10.1016/B978-0-12-391860-4.00017-3
Muzaffar, K., Wani, S. A., Dinkarrao, B. V., & Kumar, P. (2016). Determination of production efficiency, color, glass transition, and sticky point temperature of spray-dried pomegranate juice powder. Cogent Food & Agriculture, 2(1), 1144444. https://doi.org/10.1080/23311932.2016.1144444
Noordin, M. Y., Venkatesh, V. C., Sharif, S., Elting, S., & Abdullah, A. (2004). Application of response surface methodology in describing the performance of coated carbide tools when turning AISI 1045 steel. Journal of Materials Processing Technology, 145(1), 46–58. https://doi.org/10.1016/S0924-0136(03)00861-6
Ogolla, J. A., Kulig, B., Bădulescu, L., Okoth, M. W., Esper, G., Breitenbach, J., Hensel, O., & Sturm, B. (2019). Influence of inlet drying air temperature and milk flow rate on the physical, optical and thermal properties of spray-dried camel milk powders. Food and Bioprocess Technology, 12(5), 751–768. https://doi.org/10.1007/s11947-019-2243-5
Olufemi, B. A., & Ayomoh, M. K. (2019). Parametric optimization and statistical evaluation of a spray dryer for the evaporation of caustic soda solution. Heliyon, 5(7), e02026. https://doi.org/10.1016/j.heliyon.2019.e02026
Ozdikicierler, O., Dirim, S. N., & Pazir, F. (2014). The effects of spray drying process parameters on the characteristic process indices and rheological powder properties of microencapsulated plant (Gypsophila) extract powder. Powder Technology, 253, 474–480. https://doi.org/10.1016/j.powtec.2013.12.004
Ribeiro Oliveira, A., Chaves Ribeiro, A. E., Resende Oliveira, É., & da Silva Ana Caroline, M., Soares Soares Júnior, M., & Caliari, M. (2019). Broken rice grains pregelatinized flours incorporated with lyophilized açaí pulp and the effect of extrusion on their physicochemical properties. Journal of Food Science and Technology, 56(3), 1337–1348. https://doi.org/10.1007/s13197-019-03606-y
Richter, C. K., Skulas-Ray, A. C., Champagne, C. M., & Kris-Etherton, P. M. (2015). Plant protein and animal proteins: Do they differentially affect cardiovascular disease risk? Advances in Nutrition, 6(6), 712–728. https://doi.org/10.3945/an.115.009654
Saha, D., Nanda, S. K., & Yadav, D. N. (2019). Optimization of spray drying process parameters for production of groundnut milk powder. Powder Technology, 355, 417–424. https://doi.org/10.1016/j.powtec.2019.07.066
Samtiya, M., Aluko, R. E., & Dhewa, T. (2020). Plant food antinutritional factors and their reduction strategies: An overview. Food Production, Processing and Nutrition, 2(1), 6. https://doi.org/10.1186/s43014-020-0020-5
Santos, D., Maurício, A. C., Sencadas, V., Santos, J. D., Fernandes, M. H., & Gomes, P. S. (2017). Spray drying: An overview. Biomaterials - Physics and Chemistry - New Edition. https://doi.org/10.5772/intechopen.72247
Sasikumar, R., Das, M., & Deka, S. C. (2020). Process optimization for the production of blood fruit powder by spray drying technique and its quality evaluation. Journal of Food Science and Technology, 57(6), 2269–2282. https://doi.org/10.1007/s13197-020-04264-1
Seth, D., Mishra, H. N., & Deka, S. C. (2017). Functional and reconstitution properties of spray-dried sweetened yogurt powder as influenced by processing conditions. International Journal of Food Properties, 20(7), 1603–1611. https://doi.org/10.1080/10942912.2016.1214965
Sharma, A., Jana, A. H., & Chavan, R. S. (2012). Functionality of milk powders and milk-based powders for end use applications—A review. Comprehensive Reviews in Food Science and Food Safety, 11(5), 518–528. https://doi.org/10.1111/j.1541-4337.2012.00199.x
Shimoyamada, M., Ishiyama, A., Masuda, H., Egusa, S., & Matsuno, M. (2019). Viscosity changes of soymilk due to vacuum evaporation with moderate heating. LWT, 112, 108255. https://doi.org/10.1016/j.lwt.2019.108255
Shishir, M. R. I., & Chen, W. (2017). Trends of spray drying: A critical review on drying of fruit and vegetable juices. Trends in Food Science & Technology, 65, 49–67. https://doi.org/10.1016/j.tifs.2017.05.006
Soya Powde, (2003). Automatic soymilk maker owner’s manual. Retrieved February 19, 2021, from http://www.soymilkmaker.com/Soyapower.pdf
Liu, K. (1997). Soybeans: Chemistry, technology, and utilization Edited by Keshun Liu (Hartz Seed). Chapman and Hall, New York. 1997. xxvi + 532 pp. 22.5 × 14.5 cm. $89.95. ISBN 0–412–08121–0. (1997). Journal of Natural Products, 60(11), 1218–1218. https://doi.org/10.1021/np970092e
Speroni, F., Añón, M. C., & de Lamballerie, M. (2010). Effects of calcium and high pressure on soybean proteins: A calorimetric study. Food Research International, 43(5), 1347–1355. https://doi.org/10.1016/j.foodres.2010.03.022
USDA, (2015). Composition of foods raw, processed, prepared. USDA National Nutrient Database for Standard Reference, Release 28 (2015). Retrieved February 19, 2021, from https://data.nal.usda.gov/system/files/sr28_doc.pdf
Syll, O., Khalloufi, S., & Schuck, P. (2013). Dispersibility and morphology of spray-dried soy powders depending on the spraying system. Dairy Science & Technology, 93(4), 431–442. https://doi.org/10.1007/s13594-013-0112-y
Wang, W., Dufour, C., & Zhou, W. (2015). Impacts of spray-drying conditions on the physicochemical properties of soy sauce powders using maltodextrin as auxiliary drying carrier. CyTA - Journal of Food, 13(4), 548–555. https://doi.org/10.1080/19476337.2015.1014430
Watson, M. A., Lea, J. M., & Bett-Garber, K. L. (2017). Spray drying of pomegranate juice using maltodextrin/cyclodextrin blends as the wall material. Food Science & Nutrition, 5(3), 820–826. https://doi.org/10.1002/fsn3.467
Wisniewski, R. (2015). Spray drying technology review. International Conference on Environmental Systems (46th). 12–16 July 2015, Bellevue, Washington. https://ttu-ir.tdl.org/bitstream/handle/2346/64598/ICES_2015_submission_68.pdf?sequence=1
Zungur Bastıoğlu, A., Tomruk, D., Koç, M., & Ertekin, F. K. (2016). Spray dried melon seed milk powder: Physical, rheological, and sensory properties. Journal of Food Science and Technology, 53(5), 2396–2404. https://doi.org/10.1007/s13197-016-2214-z
Funding
This research was funded using Missouri soybean farmers’ checkoff dollars provided by the Missouri Soybean Merchandising Council (MSMC) project no. MSMC00065151.
Author information
Authors and Affiliations
Contributions
Priya Singh: Powder characterization, visualization, software, data analysis and interpretation, writing — original draft preparation. Kiruba Krishnaswamy: Conceptualization, methodology, software, visualization, review and editing, supervision, project administration, funding acquisition; Landon: Spray drying physical characterization, data curation.
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Highlights
• Developing non-GMO-HO soymilk powder for lactose intolerant population.
• Existence of current PTE source was identified in surface water.
• Optimization spray drying parameters for non-GMO-HO soymilk powder.
• Analysis of physical, particle, rheological, and thermal properties of spray dried non-GMO-HO soymilk powder.
• Response surface methodology (RSM) with a central composite design (CCD) was used for optimization.
Rights and permissions
About this article

Cite this article
Singh, P., Bilyeu, L. & Krishnaswamy, K. Improving Process Sustainability by Optimizing Spray Drying Parameters: High Oleic Soymilk Using Response Surface Methodology. Food Bioprocess Technol 15, 833–851 (2022). https://doi.org/10.1007/s11947-021-02726-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11947-021-02726-8