
Abstract
Energy-driven biorefineries can be designed considering biotechnological and thermochemical conversion pathways. Nevertheless, energy and environmental comparisons are necessary to establish the best way to upgrade lignocellulosic biomass and set the requirements of these processes in different scenarios. This paper aims to evaluate experimentally a biorefinery producing energy vectors using coffee-cut stems (CCS) as feedstock. The obtained yields were the basis for energy and environmental analysis, in two different biorefinery scenarios: (i) production of bioethanol and biogas and (ii) production of syngas and electricity. The energy results indicated that the overall energy efficiency calculated in the first scenario was only 9.15%. Meanwhile, the second biorefinery configuration based on thermochemical routes presented an energy efficiency value of 70.89%. This difference was attributed to the higher consumption of utilities in the biorefinery based on biotechnological routes. The environmental results showed that the impact category of climate change for the first biorefinery (i.e., 0.0193 kg CO2 eq./MJ) had a lower value than that of the second process (i.e., 0.2377 kg CO2 eq./MJ). Thus, the biorefinery based on the biotechnological route presented a better environmental performance. Additionally, the results for both biorefineries allowed concluding that the inclusion of by-products and co-products in the calculation of the environmental analysis can dramatically affect the results.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Renewable energy has been used as an alternative to mitigate the environmental impact caused by the excessive use of fossil fuels in the last years (Ahmed et al. 2012). Indeed, renewable energy has supplied 11% of the energy demand in the world since 2017 (REN21. 2018). Different energy sources such as sunlight, wind, hydropower, and biomass have been researched as an alternative to produce reliable, affordable, and clean energy (i.e., to guarantee energy security). Solar and wind energy generation systems are the most studied renewable energy production pathways in different countries. For instance, the conversion efficiency of photovoltaic panels is affected by the system temperature. Thus, phase change materials have been considered as an alternative to holding the temperature in the desired range (Hussain et al. 2017). On the other hand, wind turbines are improved using mechanical and aerodynamic concepts to reduce the cost of the generated energy (Ferguson 2008). Nevertheless, these ways to produce renewable energy require large areas, which could not be available in different countries. Besides, solar and wind energy systems have not received the same level of development in the world (Junginger et al. 2014). Therefore, the research based on biomass, as an energy source, is essential to support the implementation of renewable energy systems in other regions such as Africa, Oceania, and South America.
Biomass has been considered as one of the most important alternatives to produce clean energy in the world. This renewable resource has been used to supply the energy needs of the industrial, transport, building, and residential sectors through the implementation of large- and small-scale applications (Cardona Alzate et al. 2018). In this way, biomass has been used to produce either heat or energy vectors (e.g., bioethanol, biogas, and syngas) (Solarte-Toro et al. 2018; Smuga-Kogut et al. 2019). Biomass is applied to produce direct heat (82.28%), biogas (15.60%), and liquid biofuels (2.12%) in the world (Eurostat 2017). Nevertheless, these shares vary depending on geopolitical and technological development aspects in each region and country. On the other hand, biomass can be classified regarding the source/origin as first-generation, second-generation, and third-generation raw materials (Moncada et al. 2014). From these categories, second-generation biomass can be preferred as feedstock in energy conversion processes to avoid the disjunction between food and energy security linked to the use of first-generation biomass (i.e., edible crops) (Koizumi 2015). Moreover, second-generation biomass can be upgraded through the implementation of biochemical and thermochemical processes to obtain different products able to be used in energy-driven or product-driven applications (Aristizábal-Marulanda et al. 2019; Ho et al. 2019).
Bioethanol and biogas are energy products used today widely in urban transport, heating and industry (Kaparaju et al. 2009). These products are obtained through alcoholic fermentation and anaerobic digestion of the cellulose and hemicellulose content of second-generation biomass (Deublein and Steinhauser 2010; Requejo et al. 2012). Bioethanol production has been researched and implemented considering different perspectives such as operation mode (e.g., batch, semi-batch, and continuous) (Santos et al. 2015), technologies (e.g., extractive fermentation and simultaneous saccharification and fermentation) (Palacios-Bereche et al. 2014), inhibitors concentration (e.g., furfural and hydroxymethylfurfural), and kinetics (Jarbezki 1992). This energy vector shares part of the total energy demand in the transport sector through blends with gasoline. Biogas is an alternative fuel to produce heat and power using cogeneration systems (Wellinger et al. 2013; Kapoor et al. 2019). Biogas is a mixture of gases composed mainly of methane (CH4) and carbon dioxide (CO2). Aspects such as inoculum to substrate ratio, carbon to nitrogen ratio, volatile matter concentration, pH, and substrate alkalinity are the main parameters evaluated by different researchers to maximize the yields and methane content (Angelidaki et al. 2009).
Regarding thermochemical conversion of second-generation biomass, high temperatures, low residence times, and different thermal degradation environments are the main characteristics of this process (Brown 2011). The thermochemical conversion routes are pyrolysis, combustion, and gasification. Pyrolysis includes the thermal degradation of biomass at 300 °C in a non-oxidizing atmosphere (i.e., nitrogen). Moreover, this process can be classified in slow and fast pyrolysis depending on the heating rate of the process. The main products of this process are biochar (slow pyrolysis) and bio-oil (fast pyrolysis) (Alvarez et al. 2018; Weber and Quicker 2018). In contrast to biomass pyrolysis, biomass combustion produces direct energy in an oxidizing atmosphere (e.g., air, oxygen) through the recovery of the thermal energy available in the biomass source. This process involves temperatures higher than 800 °C and low-pressures (Zhang et al. 2010). Finally, the gasification process is defined as the partial oxidation of biomass to produce a mixture of gases called syngas, which is composed of hydrogen (H2), carbon monoxide (CO) and other compounds like methane (CH4) and carbon dioxide (CO2) (Molino et al. 2016). Syngas composition varies as a function of the oxidizing agent (i.e., steam, oxygen, and air), feedstock, gasifier design, and process temperatures. Besides, char and ash are produced in this process, which can be used as a soil improver and concrete additive (Pels and Nie 2005; Fryda and Visser 2015). Biomass combustion is the most applied technology in the industry. Nevertheless, the use of pyrolysis and gasification has been increased over the years. Indeed, several gasification facilities are operating around the world (GSTC 2019). From these facilities, 10% are using second-generation biomass as raw material.
Second-generation raw materials such as sugarcane bagasse, rice husk, corn cobs, olive tree pruning, and switchgrass can be used to produce both bioethanol and biogas (Contreras et al. 2012; Quintero et al. 2013; Simo et al. 2016; Sritrakul et al. 2017). Nevertheless, yields and productivities are affected by the operating conditions of the production process as well as biological variables associated with the microorganism. On the other hand, thermochemical processes have been used to upgrade numerous raw materials such as oil palm fronds, sugarcane bagasse, woods, rice husk, and sawdust (Ahmed and Gupta 2012; Yoon et al. 2012; Guangul et al. 2014). In the Colombian context, coffee is one of the most important crops due to the coffee productive chain supporting the creation of jobs in the agricultural and industrial sectors. Coffee contributes with an important share of the national gross domestic product (GDP). Even so, this crop generates different agricultural residues such as coffee husk (CH), coffee pulp (CP), and coffee-cut stems (CCS), which can be upgraded to produce several products via biochemical and thermochemical conversion (Solarte-Toro et al. 2020). CCS obtained periodically after coffee tree renewal are considered as a potential feedstock for many processing routes based on the high content of natural biopolymers such as glucan, xylan, mannan, arabinan, and galactan, which can be converted into soluble C6 and C5 sugars (Triana et al. 2011). Moreover, CCS are produced at high rates in the field (i.e., 0.6 kg per kg of coffee cherry processed). In fact, the production rate of CCS was 60 t/h in 2017 (MinAgricultura 2017). For these reasons, a special interest has been focused on the use of CCS as feedstock in different biorefinery configurations in the Colombian context.
Different biorefinery configurations to upgrade CCS have been reported in the open literature (Aristizábal et al. 2015). Nevertheless, indicators related to energy efficiency, carbon conversion efficiency, and self-generation are not reported for biochemical and thermochemical energy-driven biorefineries based on this residue. Besides, a comprehensive environmental analysis of biorefinery systems using CCS as raw material using the life-cycle assessment (LCA) methodology has not been described in the open literature. In this way, the present study aims to compare, based on experimental data, the upgrading of CCS via biotechnological and thermochemical conversion pathways considering energy and environmental indicators.
Materials and methods
Raw material characterization
CCS were obtained from a farm placed at Salamina, Caldas, Colombia (N 5° 22′ 19.56″ O 75° 29′ 45.718″). The physicochemical characterization of this raw material was done using the National Renewable Energy Laboratories (NREL) standards to determine the extractives content. On the other hand, the Technical Association of the Pulp and Paper Industry (TAPPI) methodologies were applied to find the cellulose, hemicellulose, acid-insoluble lignin, and acid-soluble lignin content. Aristizábal-Marulanda et al. (2019) has reported the detailed protocol and standards to perform the characterization based on the abovementioned international procedures. Moreover, the proximate analysis to determine the volatile matter (VM) and fixed carbon (FC) contents of CCS was performed following ASTM standards. Table 1 presents all the methods applied to perform the complete characterization of CCS. Finally, the carbon (C), hydrogen (H), and oxygen (O) content of the raw materials, as well as the high heating value (HHV), were determined using the empirical correlation proposed by Nhuchhen and Abdul Salam (2012).
Configurations of CCS biorefinery
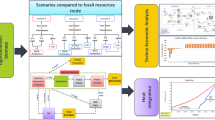
In this study, two energy-driven biorefineries (biorefineries designed mainly for obtaining energy vectors) were proposed. The first biorefinery is addressed to produce bioethanol and biogas. Meanwhile, the second biorefinery is focused on the production of syngas and electricity. The complete flowsheet of both biorefineries is presented in Fig. 1. A detailed description of each one of the stages involved in the proposed biorefineries is described in the following subsections.

Flowsheet of the experimental CCS biorefineries. a Energy-driven biorefinery based on biotechnological conversion pathways. b Energy-driven biorefinery based on thermochemical conversion pathways
Energy-driven biorefinery based on biotechnological conversion routes
This biorefinery produces bioethanol and biogas. The first stages correspond to the particle size reduction of the raw material. CCS were sun-dried and cut in slices of 0.3–0.5 cm of width and 1.0–3.0 cm of diameter using a bandsaw (DeWalt DW731) in the first particle size reduction stage I (see Fig. 1). Then, the obtained slices were dried in a convective oven (Thermo Precision model 6545) at 40 °C for 24 h. The slices of CCS obtained in the first particle size reduction stage were milled until reaching a particle size between 0.425 mm (40 U.S. mesh size) and 0.250 mm (60 U.S. mesh size) using a knife mill (Thomas Model 4 Wiley® Mill) in the particle size reduction stage II. A re-milling process was necessary to acquire sufficient material at the desired particle size. Finally, the milled CCS obtained in the second particle size reduction stage were divided into two fractions to perform the chemical characterization process and the production of bioethanol and biogas.
Dilute acid pretreatment is one of the most common and efficient methods to pretreat lignocellulosic biomass (Solarte-Toro et al. 2019a). This pretreatment is focused on dissolving the hemicellulose content of biomass resources. Moreover, the dilute acid pretreatment method increases the enzymatic digestibility of different raw materials improving the overall bioethanol and biogas yields (Demiray et al. 2019). Moreover, the effect of the dilute acid pretreatment on the physicochemical properties and the overall sugars yields for the specific case of CCS has already been reported (Solarte-Toro et al. 2020). Thus, the dilute acid pretreatment was selected as the pretreatment stage in the biorefinery based on biotechnological routes. A sample of 25 g was mixed with sulfuric acid at 2% (v/v) to obtain a 1:10 solid-liquid mass ratio in Schott glass bottles of 250 mL (Aristizábal Marulanda 2015). The operating conditions of the dilute acid pretreatment were 115 °C and 2 atm for 3 h. Once the reaction time was completed, the Schott bottles were cooled until room temperature. Then, the solid and liquid fractions were separated by vacuum filtration. The remaining solid was characterized to obtain the chemical composition of the raw material after pretreatment. This fraction is used further as a substrate for the enzymatic hydrolysis process. This pretreatment was done in triplicate.
The remaining solid obtained in the pretreatment was washed with abundant distilled water until neutral pH. The solid was dried in a convective oven at 40 °C for 48 h. Then, the moisture content was determined by applying the method reported in Table 1. The pretreated CCS (14 g) were suspended in 300 mL of 0.05 N (pH 4.8) citrate buffer solution. Moreover, the enzyme used was a Trichoderma ressei cellulase preparation (Cellic Ctec2), kindly provided by Novozymes (Denmark). The enzymatic hydrolysis operating conditions were 50 °C and 130 rpm using an incubator (Binder BD 115- UL) and an orbital shaker (DLAB SK - O330 – Pro), respectively. The enzyme dosage was estimated considering the Cellic Ctec2 enzyme activity (i.e., 145 ± 3.19 filter paper units (FPU) per mL). Thus, an enzyme dosage of 20 FPU per gram of dried solid was used. The enzyme activity was determined using the protocol described in the technical report NREL/TP-510-42628 (Adney and Nrel 2008). The solid fraction was mixed with the buffer solution at a 1:7.5 ratio (% w/v) corresponding to 140 g/L. Samples were withdrawn throughout the enzymatic process. Finally, the samples were analyzed by HPLC for the determination of glucose and xylose concentration. At the end of enzymatic hydrolysis, vacuum filtration was used to separate the solid and liquid fractions. The exhausted solid obtained in the enzymatic hydrolysis process was dried in an oven at 40 °C for 48 h, and the moisture content was measured. Additionally, this fraction was characterized using the procedure mentioned in Table 1. The enzymatic hydrolysis assays were performed in triplicate.
The strain of commercial origin (ATCC 9763) Saccharomyces cerevisiae yeast was employed (Mariscal Moreno 2011). The liquid fraction generated in the enzymatic hydrolysis was used as a culture medium for yeast propagation and ethanol production. Before these procedures, the culture medium was sterilized at 121 °C, 2 atm for 15 min. The cell growth was the same in a medium with and without nutrients. Therefore, the addition of nutrients was not considered in the assays. It was verified experimentally. Initially, the yeast was adapted to the culture medium in an aerobic environment at 32 °C, 180 rpm, and a volume corresponding to 10% of the total vessel (Erlenmeyer of 300 mL). Each propagation was carried out for 24 h with continuous cell replicate until reaching a concentration greater than or equal to 1.7*107 cell/mL in the fermentation volume. The quantification of cell growth in the propagation and fermentation cases was performed using the Neubauer chamber counting method. Finally, the fermentation process was carried out in an Erlenmeyer of 300 mL under anoxic conditions, 30 °C, 100 rpm, and a volume corresponding to 80% approximately, of the total volume. The pre-inoculum corresponded to 10% of fermentation volume. Samples were withdrawn between 0 and 24 h and analyzed by HPLC and GC-FID for the determination of sugars and ethanol content, respectively. The fermentation assays were performed in duplicate.
The solid fraction produced in the enzymatic hydrolysis was used as the substrate to produce biogas through an anaerobic digestion. The standard method VDI 4630, published by the Association of German Engineers, was applied to set up the operating conditions of the biochemical methane potential assays (BMP). Indeed, the anaerobic digestion process was done at mesophilic conditions (37 °C) for 20 days and using an inoculum to substrate ratio of 0.4 g of volatile solids (VS) of substrate per 1 g of volatile solids of the inoculum (VS). Moreover, the headspace in each assay was about 25%. Sludge from an upflow anaerobic sludge blanket (UASB) reactor installed in a coffee processing wastewater treatment plant located in Chinchiná, Caldas (4°58′50″N, 75°36′27″O), was used as the inoculum (VDI 2006). Airtight glass vessels were used to carry out the anaerobic digestion process. Then, a free-oxygen atmosphere was ensured using nitrogen (N2). The biogas production was monitored daily, applying a volumetric method (Angelidaki et al. 2009). The pH of the water was decreased using sulfuric acid to avoid high carbon dioxide solubilization (Walker et al. 2009). The CH4 and CO2 content of the biogas produced in each assay were quantified using a gas analyzer equipment (i.e., Gasboard 3100P, Wuhan, China).
Energy-driven biorefinery based on thermochemical conversion of CCS
The same particle size reduction stage I described above was required in the biorefinery based on thermochemical upgrading. CCS were gasified using a 10-kWe pilot-scale air-downdraft gasifier (García et al. 2017b). A schematic representation of this pilot-scale air-downdraft gasifier is presented in Fig. 2. The process involves the production of syngas, char, and ash. In this way, the syngas composition was measured using a portable gas analyzer (Gasboard—3100P, Wuhan, China). With this equipment, volumetric compositions of O2, CO, CO2, H2, CH4, and CnHm (e.g., ethane and propane) were determined. Finally, the carbon conversion and cold gas efficiency of the process were calculated using the mass balances obtained in the gasifier (Atnaw et al. 2013). Moreover, the global energy balance was performed using the heating value of the produced syngas and the raw material to identify the energy losses during the process. The electricity production was carried out burning the syngas in a spark gas engine Kubota model DG972 and electrical generator Mecc-Alte ECO3N-4.

Process flow diagram of the pilot-scale GEK TOTTI system
Chemical and crystallinity analysis
Determination of furans compounds
The furfural and hydroxymethylfurfural (HMF) concentrations were determined using a method based on UV spectra as described by Martinez et al. (2000) using a Jenway 6405 UV/Vis spectrophotometer. The detailed procedure is presented by Aristizábal-Marulanda et al. (2019).
Determination of ethanol
Ethanol was measured using a gas chromatograph (GC) system (Agilent Technologies 6850 Series II) equipped with a Flame Ionization Detector (FID). The detailed procedure is described by Aristizábal-Marulanda et al. (2019).
Crystallinity index analysis
The crystallinity index is an assay widely used to evaluate the crystallinity of lignocellulosic biomass. In this work, the purpose is to analyze the differences between the raw CCS, pretreated material, and the remaining solid from the saccharification process. For this, a RIGAKU MINIFLEX II diffractometer, using a Cu-Ka radiation at 30 kV and 15 mA with a scan rate of 5° (2θ), a sample width of 0.02° (2θ), and over a range from 5° to 50° (2θ) was used. The crystallinity index is defined as the crystalline to amorphous ratio, and it is calculated following a simple equation (Segal et al. 1958).
where I002 is the maximum intensity of the diffraction at 2θ≈22.6°; Iam is the minimum intensity of the diffraction at 2θ≈19°.
The data acquisition of these intensities was done with the software packages of Origin 8.6®.
Energy and environmental analysis
The proposed energy-driven biorefineries were evaluated considering the energy requirements in terms of thermal (i.e., cooling water and steam) and power needs. This evaluation was performed in the simulation tool Aspen Plus v.9.0 using the mass balances obtained in the experimental section. From this, the energy requirements of both processes were calculated in terms of heat (Q) and power (W). In the case of the energy-driven biorefinery based on biotechnological conversion pathways, a pinch analysis was done to reduce the flow of steam and cooling water required. Indeed, the Aspen Energy Analyzer v.9.0 software was used to accomplish the design of the heat exchanger network. This procedure was not carried out for the second biorefinery due to the gasification system used to produce electricity already has been thermally integrated.
A set of indicators were used to evaluate the energy performance of each biorefinery. These indicators are as follows: (i) the overall energy efficiency (η), (ii) specific energy consumption (SEC), (iii) resource-energy efficiency (ηE), (iv) self-generation index (SGI), and (v) carbon conversion efficiency CE. A brief description of each indicator and the equation used in the calculation procedure are summarized in Table 2. These indicators are the basis to compare the energy efficiency of the proposed biorefineries. This approach is also used for the analysis of energy behavior in a single process, making it possible to detect possible points to be improved. The high heating value (HHV) of the raw material, as well as the overall energy balances, are the main input data for calculating these indicators. It is important to note that this approach should be used carefully to perform the energy analysis of product-driven biorefineries because most of these indicators are expressed as a function of the energy content of the final products.
For the environmental assessment of both biorefineries, the life cycle assessment (LCA) methodology was applied. This tool is widely used to quantify the environmental impact of a product, service, or process throughout its life cycle. This methodology aims to identify the environmental hotspots of any type of process (García et al. 2017c; Cherubini and Jungmeier 2010). For instance, Joglekar et al. (2019) have used the LCA methodology to evaluate the environmental performance of a fruit peel waste biorefinery designed to produce phenolic compounds, essential oil, methane, and syngas. In the present work, the software SimaPro v8.3 (PRe Sustainability, Netherlands) and the Ecoinvent 3 database were used to determine the environmental impact of the cradle-to-gate approach, which includes the CCS production (i.e., germination, nursery, site preparation, stage of vegetative growth, production stage, and cutting) as well as the production processes involved in the two energy-driven biorefineries. The impact assessment of the biorefineries was performed using the characterization method of ReCiPe Midpoint (H - hierarchist version) v1.13. Climate change (CC), freshwater eutrophication (FE), human toxicity (HT), freshwater ecotoxicity (FET), agricultural land occupation (ALO), and fossil depletion (FD) were some categories involved. An economic allocation was considered to distribute the environmental burdens between the products of each biorefinery, given the importance of profitability for further decisions. As the products of biorefineries have energy features, the generation of 1 megajoule (MJ) of energy was chosen as the functional unit. Meanwhile, a functional unit of 1 Ha of coffee was selected in the CCS production stage (Aristizábal-Marulanda et al. 2019). The mass and energy balance were used as input and output data for each biorefinery. A detailed inventory of the CCS production was used based on data reported by Aristizábal-Marulanda et al. (2019).
Results and discussion
The results obtained for both biorefineries in terms of conversions, yields, energy performance, and environmental impact were divided into two sections to describe the experimental and simulation results (i.e., energy assessment). The first results section describes de experimental results of both biorefineries. Meanwhile, the second section resumes and compares the energy and environmental results.
Experimental results
Table 3 shows the physicochemical characterization of CCS, which is the starting point to calculate the yields of the biorefinery stages. The chemical composition indicates that CCS can be a promising material for both fermentable sugars and energy production due to the content of holocellulose (cellulose and hemicellulose) and lignin, respectively. Aristizábal et al. (2015) reported a chemical composition for CCS of 40.39 ± 2.2, 34.01 ± 1.20, 10.13 ± 1.30, 1.27 ± 0.03, and 14.18 ± 0.85% wt of cellulose, hemicellulose, lignin, ash, and others, respectively. The main differences of these values with those presented in Table 3 are in hemicellulose and lignin content that can be related to different coffee variety, culture conditions, and place of origin, among others. The results of the proximate analysis for CCS can be used to determine the feasibility of this raw material to be upgraded using biomass gasification as a thermochemical pathway. For example, the volatile matter (VM) to fixed carbon ratio (FC) can be calculated. Indeed, the VM/FC ratio for CCS was 4.18. According to the All Power Labs industry, the recommended VM/FC ratio should be in the range from 3 to 4 (All Power Labs 2015). Therefore, CCS could be considered as an available raw material to be used in this process. This ratio is slightly higher but involves an acceptable volatilization rate of the raw material during the thermal decomposition in the gasification process. Last implies to reach proper temperatures in the process (i.e., 850 °C). Moreover, CCS is a hardwood material with a relatively high bulk density (i.e., 18 kg/m3), which avoids issues such as bridging, rat-holding, and binding. The ultimate analysis of the raw material gives the H/C and O/C ratios. These are categorized as fuel properties. In fact, high O/C ratios are associated with lower heating values (LHV) due to the reduction of the heating value when the oxygen content in biomass is high, while higher H/C ratios imply high heating values. In the case of CCS, these ratios were 0.67 and 1.44, respectively, which are similar to those reported for wood biomass commonly used in thermochemical conversion processes (i.e., according to the Van Krevelen diagram) (Peters et al. 2016). Finally, the results obtained of both proximate and ultimate analysis are similar to other raw materials tested as feedstocks in biomass gasification processes such as Pinus patula, oil palm fronds, orange peel waste, rice husk, and sugarcane bagasse (Ahmed and Gupta 2012; Yoon et al. 2012; García et al. 2017a).
Energy-driven biorefinery based on biotechnological conversion pathways
The experimental results obtained in this biorefinery are related to the dilute acid pretreatment, enzymatic hydrolysis, ethanol fermentation, and biogas production. Thus, the results are described in this order. The dilute acid pretreatment is performed to disrupt the lignocellulosic matrix of the CCS in oligomers and monomeric sugars through the cleavage of glucosidic bonds (He et al. 2014). This process was analyzed considering hemicellulose conversion, xylose yield, furfural concentration, and solids recovery. However, the obtained results must be compared with those obtained for similar woody raw materials due to the few reports of pretreatment for CCS in the open literature. CCS are classified as angiosperm hardwood, allowing these comparisons.
Regarding the hemicellulose conversion, the CCS pretreatment allows obtaining a conversion into oligomers and monomeric sugars of 87.38%. This result is comparable with the conversions reported for several raw materials such as rapeseed straw, aspen wood, and yellow poplar (Allen et al. 2001; Wang et al. 2012; Kuglarz et al. 2018). On the other hand, the xylose yield of the pretreatment process was 8.29 g/100 g of CCS. This value is similar to the reported values for other angiosperm hardwoods pretreated by this method. Indeed, xylose yields (10–14 g/100 raw material) were obtained during the dilute acid pretreatment process of basswood (Jensen et al. 2008). Another important aspect to consider during the dilute acid pretreatment of biomass is the formation of inhibitory compounds. In this process, a concentration of 1.85 g/L and 4.44 g/L of furfural and HMF were obtained, respectively. These results indicate partial dehydration of the xylose and glucose product of the hemicellulose and glucose solubilization. However, the concentrations obtained in these experiments are near those compounds concentrations of hardwoods such as Eucalyptus globulus chips and olive tree biomass at high temperatures (i.e., 140–200 °C), low residence times (i.e., 5–10 min) and low acid concentrations (i.e., 0.5–2.0% w/w) (Wei et al. 2012; Martínez-Patiño et al. 2017). Finally, the solids recovery was analyzed to compare the yield of solids obtained in this process. The solids recovery in the dilute acid pretreatment of CCS was 61.67%, which is in agreement with the results reported for Artichoke stalks (Dziekońska-Kubczak et al. 2018). Thus, the operating conditions selected to perform the dilute acid pretreatment of CCS gives good results in terms of low inhibitory compounds concentration, high xylose production, and high-pretreated solids recovery. These conditions are ideal for the biorefinery purpose given the limitation of overliming and high possibilities to produce a glucose concentrated liquor in the saccharification stage. Nevertheless, different conditions should be assessed to find similar results without expending high amounts of energy due to the long residence time applied in this work.
The saccharification stage was performed using the remaining solid from the dilute acid pretreatment process. Liquor with a glucose concentration of 14.5 g/L was obtained after 72 h of hydrolysis using Cellic CTec2 as an enzymatic cocktail. Nevertheless, the solid characterization before and after the enzymatic hydrolysis only accounts for 20% of cellulose conversion. This result is lower than the conversions reported using this enzymatic cocktail (Rodrigues et al. 2015). Conversions higher than 60% were reported by Ramos et al. (2015) at similar operating conditions (i.e., 150 rpm, 5% total solids, 18 FPU/g substrate). The low cellulose conversion after 72 h of hydrolysis can be explained by analyzing the crystallinity of the solid before the process. Indeed, the solid used in the saccharification process has a high crystallinity index, which means a high difficulty of the enzymes to degrade the cellulose (Yoshida et al. 2008). This high crystallinity index could be a result of the drying process applied to the solid after the dilute acid pretreatment during 24 h. This explanation is discussed in detail in previous works (Solarte-Toro et al. 2020).
The ethanol fermentation starts with a sugar concentration (in the substrate) of 13.020 ± 0.141 g L−1 and ends (24 h after), reaching a value of 0.085 ± 0.005 g L−1. It means that the glucose consumption is 99.34%. The yield of CCS fermentation is 0.47 ± 0.03 g of ethanol per gram of glucose. García et al. (2018) reported several fermentation configurations using S. cerevisiae for analogous Pinus patula hydrolysates with some differences between them based on the substrate composition. For three different substrate compositions, experimental yields of 0.368, 0.371, and 0.355 g of ethanol per gram of glucose were obtained, after 69 h of fermentation (García-Velásquez et al. 2018). When the obtained and reported results are compared, it is possible to conclude that the fermentation process carried out in this work presents better performance in terms of sugar consumption and ethanol yield. This result can be attributed to the successful propagation stage and microorganism adaptation to the CCS hydrolysate.
The anaerobic digestion process was performed at mesophilic conditions to degrade the remaining solid of the saccharification stage as much as possible to produce biogas. The biogas yield obtained after 20 days was 85 ml/g VS of exhausted CCS. Moreover, the mean compositions of CH4 and CO2 were 60.62% and 39.38%, respectively. Therefore, the produced biogas has an energy content in the range of 21–24 MJ/m3. The experimental results of the biogas production are lower than the reported values for a wide variety of lignocellulosic raw materials (Solarte-Toro et al. 2018). For instance, Shang et al. (2019) reported a biogas yield of 201.81 ml/g VS from the anaerobic digestion of pretreated wheat straw. Moreover, Siddhu et al. (2019) reported a biogas yield of 156.6 ml/g VS of untreated rice straw. This is explained by the fact that the remaining solid from the enzymatic hydrolysis process is mainly composed of crystalline cellulose and lignin. Raw materials with high lignin content have low biogas yields due to the recalcitrance. On the other hand, the theoretical biogas composition predicted by the Buswell and Boyles equation (i.e., 62.83% CH4, 37.17% CO2) is quite similar to the obtained in the anaerobic digestion process, which validates the application of this equation to estimate an approximate composition of biogas from different biomass sources (Deublein and Steinhauser 2010). Finally, a theoretical power generation potential of 9.24 kWh/kg biogas can be calculated, which is very similar to the reported electricity potential of the biomass produced by different feedstocks (Solarte-Toro et al. 2018).
Energy-driven biorefinery based on thermochemical upgrading of CCS
The syngas composition produced from the CCS gasification is in terms of H2, CO, and CH4 was 17%, 13%, and 4%, respectively. This result implies a heating value of the syngas of 3.8 MJ/kg. The obtained results are in agreement with the syngas composition reported for different hardwoods and softwoods (Alzate et al. 2009). Moreover, the syngas composition in terms of H2 and CO reflects the low range of applications of this gas to produce added-value products (e.g., methanol). For this reason, electricity production was considered an alternative. The potential for electricity production from the gas is about 5.12 kWh/kg. This value is lower than that obtained in the biogas production case. Nevertheless, high flows of gas are the main advantages of this technology regarding low and middle scale applications. Finally, the yield of the CCS gasification was 1.30 Nm3/kg of CCS, which is higher than the value obtained in the biogas production process.
Regarding energy analysis, the first biorefinery configuration based on the biotechnological route has a higher energy intensity than the second process due to the amount of energy required to maintain the process conditions required in the pretreatment, saccharification, fermentation, and distillation stages. Additionally, the carbon conversion efficiency is lower in this biorefinery as a result of the carbon losses in the different stages of the process. The carbon conversion efficiency of this biorefinery was 62% in comparison with 97% for the biorefinery based on thermochemical routes. Moreover, the second biorefinery has a high renewable energy use due to a share of the produced energy is destined to supply the power requirements of the milling process. Meanwhile, the first biorefinery needs to supply a share of the energy requirements using non-renewable energy sources. The environmental assessment demonstrated that the biotechnological production of bioethanol and biogas has a higher environmental impact caused by the number of waste streams generated in each one of the processing stages involved in the biorefinery. Nevertheless, this configuration allows obtaining more valuable products (e.g., digestate, gypsum, bioethanol, biogas, xylose liquor) than the second biorefinery based on thermochemical routes. Therefore, this process has great potential to be applied at higher scales.
Energy and environmental analysis of both biorefineries
The energy analysis of both biorefineries was done calculating the energy indicators presented in Table 2. In general, the first biorefinery focused on the production of bioethanol and biogas is more energy demanding than the second biorefinery focused in the thermochemical conversion of CCS to syngas and electricity. Indeed, the overall energy efficiency calculated in the first case was only 9.15%, which compared to the overall energy efficiency of the gasification process (i.e., 70.89%) is deficient. This difference is attributed to utilities consumption in the first biorefinery. Indeed, the combined bioethanol and biogas production process has an electrical and thermal energy consumption of 33.36 kWe and 29 MWth, respectively. On the other hand, the gasification process considered in the syngas and electricity production process is thermally integrated. Therefore, the heat required to reach the desired temperatures in the process is supplied by the raw material itself. Another essential aspect of evaluating both biorefineries is the output energy flow of the products. The energy flow of the bioethanol and biogas streams were 14,835.34 MJ/h and 7923.77 MJ/h, respectively, while the energy flow of syngas was 117,342.755 MJ/h. This difference is derived from the mass and volumetric yields of both processes. The bioethanol and biogas yields reached in the first biorefinery were 65 L/t CCS and 36.89 Nm3/t CCS, respectively. Meanwhile, the syngas yield reached in the second biorefinery was 3214 Nm3/t CCS. These results are similar to those reported by Quintero et al. (2013) and García et al. (2017b) for bioethanol and syngas, correspondingly. Based on this information, the specific energy efficiency of the second biorefinery (i.e., syngas and electricity production) is higher than the efficiency in the first biorefinery. The results of the abovementioned indicators and the other ones presented in Table 2 are summarized in Table 4.
Other indicators described in Table 4 are the self-generation index, which expresses the share of energy that can be self-supplied by the biorefinery products. This indicator is lower in the first biorefinery than the second biorefinery due to the high heat and power requirements in the first case. Then, if all the bioethanol and biogas are used to produce steam and power, only 6.64% of the total heating and power requirements could be supplied. The gasification process can produce 0.27 MWe/t CCS. This result is very similar to those results obtained for the gasification of oil palm fronds and Pinus Patula using the same type of gasifier (Atnaw et al. 2014; García et al. 2017a). Finally, the carbon conversion efficiency indicator of both processes is quite similar. Any difference exists because the gasification process produces biochar and tar, which are carbonaceous materials. Therefore, the total carbon flow in the raw material is not present in the produced syngas (Atnaw et al. 2014).
Table 5 indicates the results of the environmental impacts for the two study cases analyzed: (i) energy-driven biorefinery based on biotechnological conversion routes and (ii) energy-driven biorefinery based on thermochemical upgrading of CCS. The first one considers the production of ethanol, biogas, and biofertilizer, and the second biorefinery involves electricity, syngas, and biochar. In general terms and according to the values of impact categories, the biorefinery that considers the generation of electricity and syngas presents the highest environmental impact. For this scenario, the main contributing item to all impact categories is the feedstock with a sharing over 96%. The CCS come from a conventional coffee crop and it represents a high consumption of fertilizers such as, urea, diammonium phosphate, and potassium chloride. The emissions (i.e., NH3, NO2, and NOx) associated with fertilizers have a high effect on all impact categories. The coffee crop involves several stages, germination, nursery, site preparation and planting, vegetative growth, production, and cutting. The stages that require higher time present the higher contribution to environmental impact categories: vegetative growth (1.5 years) and production (5 years). Last means higher fertilizer consumption.
In the biorefinery that has as leading products, ethanol, and biogas, the use of digestate as fertilizer favors its environmental performance positively. Cheong et al. (2020) have reported the feasibility of using digestate from anaerobic digestion as an alternative to replace commercial fertilizers. They achieved good aerial fresh and dry weight and increased chlorophyll index. Moreover, these authors also highlight the use of digestate from municipal solid waste and lignocellulosic materials as an effective fertilizer. If the biofertilizer is not considered as a product, the second biorefinery would have better environmental behavior. Figure 3 indicates the share of the environmental impact for the biorefinery that considered the ethanol and biogas production, where the feedstock is not the unique factor that contributes to the total value of impact categories, contrary to electricity and syngas biorefinery. Wastewater, steam, and sulfuric acid are other factors that have influenced the total environmental impact. The wastewater comes from ethanol purification (i.e., stillage) and it affects impact categories such as CC, FE, HT, FET, and ALO with a contribution of over 85%. This phenomenon is linked to the significant requirements of water in bio-based processes, specifically, in acid and enzymatic hydrolysis. For this reason, Humbird et al. (2011) proposed the use of high-solids concentration in these process stages to decrease the water demand and promote the high sugars concentration at the end of hydrolysis. On the other side, the steam consumption and sulfuric acid demand are associated with the acid hydrolysis reactor. Additionally, the distillation columns in the ethanol process also require high amounts of steam. The steam used as utility presents a sharing of 5.39 and 6.37% in categories as CC and FD, respectively. Its generation has a slight environmental load. On the other hand, due to the sulfuric acid production involves the use of fossil fuels. This reagent contributes to 3.26% to the FD category.

Sharing of the environmental impact for energy-driven biorefinery based on biotechnological conversion routes
The share for the second biorefinery is not presented due to the CCS have a contribution of 96% for all environmental impact categories. Although publications addressing specifically economic comparisons of energy-driven biorefineries based on the transformation routes are not very common, the proposed here schemes can be analyzed and compared qualitatively based on the conclusions presented by the authors. The energy-driven biorefinery with biotechnological conversion routes has the highest capital costs in comparison with the case of thermochemical conversion routes (García et al. 2017a). The authors, in this case, used Pinus Patula as a lignocellulosic source (with a similar composition to CCS) explained this result based on the number of equipment needed (e.g., pretreatment reactor, fermentation tank, distillation columns). Moreover, biotechnological processes have high operational expenditures given the energy consumption of a variety of processes and unit operations required. Several authors have reported the economic assessment of the bioethanol and biogas production using different raw materials (Robak and Balcerek 2018). For instance, Solarte-toro et al. (2019b) reported the economic assessment of the bioethanol production process using olive tree biomass as raw material. These authors report a high capital expenditure in the pretreatment and purification stages of the bioethanol production process. Moreover, the enzyme cost is analyzed as a limiting factor of the economic feasibility of the process. These results are similar to other results reported in the open literature for different raw materials such as corn stover (Humbird et al. 2011) and sugarcane bagasse (Chandel et al. 2019). On the other hand, Trakulvichean et al. (2019) reported an economic and environmental comparison of the bioethanol and biogas production using cellulosic cassava residues. From this, the biogas production process for heating purposes was a feasible option from environmental and economic perspectives. Regarding the thermochemical conversion of lignocellulosic biomass by gasification, the operational and capital expenditures are reported lower than the expenditures in the biotechnological biomass upgrading case. Even so, biomass gasification is not addressed at an industrial scale to produce electricity due to the low incomes generated by the process. For this reason, biomass gasification is mainly used to produce chemicals and liquid fuels (GSTC 2019). Thus, the proposed energy-driven biorefinery should be complemented with the further upgrading of the syngas to provide high-value products such as methanol or dimethyl ether (Brown 2011). Then, the energy-driven (only producing biofuels and electricity) based on thermochemical conversion processes will have a better economic performance considering the products proposed by these authors. Nevertheless, a more in-depth analysis related to the scale of the process, economic context, and cash flow should be considered before selecting any biorefinery configuration as the best from the economic point of view. Finally, another arrangement to be considered is the simultaneous production of sugar, electricity and bioethanol in sugar mills. This process configuration has better economic and environmental performance compared to stand-alone routes (Petersen et al. 2014). This result may be explained by the synergistic effect of integrating the biotechnological and thermochemical routes. Practically, the experiments and energy balance obtained in the present paper conceptually confirmed most of the literature conclusions discussed above. It is expected that the higher energy efficiency (70.89%) of the thermochemical route increases the incomes making this option the most attractive in comparison with the biotechnological route.
Conclusions
Lignocellulosic biomass is identified as a potential feedstock to obtain bioenergy. CCS are a potential feedstock to produce bioethanol, biogas, and syngas through the application of biotechnological and thermochemical conversion pathways. The use of experimental data at lab-scale levels for calculations is a useful strategy to make a more concise and reliable analysis of the biorefineries before significant investments required for pilot plant-scale studies. The thermochemical conversion of CCS is technically (and in some way economically) the best option based on low energy requirements and high specific energy efficiency. From the environmental point of view, the biotechnological conversion pathway has a lower impact due to the consideration of the primary residue (digestate) as a coproduct for fertilizers. Based on open literature, the biotechnological conversion routes are usually considered more feasible from the economic perspective than the thermochemical technologies. It is important to note that energy analysis is an essential factor in defining the economic performance of biomass transformation to biofuels. The present work demonstrated that some operating limits in the energy and environmental aspects must be fixed to guarantee a low impact in terms of emissions and energy requirements. The energy and environmental assessments could be developed quickly in a preliminary stage to find the best set of parameters for further biorefineries design.
References
Adney B, Nrel JB (2008) Measurement of cellulase activities. Technical Report NREL/TP-510-42628
Ahmed II, Gupta AK (2012) Sugarcane bagasse gasification: global reaction mechanism of syngas evolution. Appl Energy 91(1):75–81. https://doi.org/10.1016/j.apenergy.2011.07.001
Ahmed TY, Ahmad MM, Yusup S, Inayat A, Khan Z (2012) Mathematical and computational approaches for design of biomass gasification for hydrogen production: a review. Renew Sust Energ Rev 16:2304–2315. https://doi.org/10.1016/j.rser.2012.01.035
All Power Labs (2015) Biomass feedstock requirements. In: Power pallet technicians manual. pp 1–20
Allen SG, Schulman D, Lichwa J, Antal MJ, Jennings E, Elander R (2001) A comparison of aqueous and dilute-acid single-temperature pretreatment of yellow poplar sawdust. Ind Eng Chem Res 40:2352–2361. https://doi.org/10.1021/ie000579+
Alvarez J, Hooshdaran B, Cortazar M, Amutio M, Lopez G, Freire FB, Haghshenasfard M, Hosseini SH, Olazar M (2018) Valorization of citrus wastes by fast pyrolysis in a conical spouted bed reactor. Fuel 224:111–120. https://doi.org/10.1016/j.fuel.2018.03.028
Alzate CA, Chejne F, Valdés CF, Berrio A, Cruz JDL, Londoño CA (2009) CO-gasification of pelletized wood residues. Fuel 88:437–445. https://doi.org/10.1016/j.fuel.2008.10.017
Angelidaki I, Alves M, Bolzonella D, Borzacconi L, Campos JL, Guwy AJ, Kalyuzhnyi S, Jenicek P, van Lier JB (2009) Defining the biomethane potential (BMP) of solid organic wastes and energy crops: a proposed protocol for batch assays. Water Sci Technol 59:927–934. https://doi.org/10.2166/wst.2009.040
Aristizábal Marulanda V (2015) Jet biofuel production from agroindustrial wastes through furfural platform. Universidad Nacional de Colombia. Departamento de Ingeniería Química. Master Thesis
Aristizábal, M. V, Gómez P. Á, Cardona A. CA (2015) Biorefineries based on coffee cut-stems and sugarcane bagasse: furan-based compounds and alkanes as interesting products. Bioresour Technol 196:480–489. https://doi.org/10.1016/j.biortech.2015.07.057
Aristizábal-Marulanda V, García-Velásquez CA, Cardona CA (2019) Environmental assessment of energy-driven biorefineries: the case of the coffee cut-stems (CCS) in Colombia. Int J Life Cycle Assess In Press
ASTM E870–82 (2019) Standard test methods for analysis of wood fuels. West Conshohocken, PA
ASTM E871–82 (2019) Standard test method for moisture analysis of particulate wood fuels. West Conshohocken, PA
ASTM E872–82 (2013) Standard test method for volatile matter in the analysis of particulate wood fuels 1. ASTM Int:1–3. https://doi.org/10.1520/E0872-82R13.2
Atnaw SM, Sulaiman SA, Yusup S (2013) Syngas production from downdraft gasification of oil palm fronds. Energy 61:491–501. https://doi.org/10.1016/j.energy.2013.09.039
Atnaw SM, Kueh SC, Sulaiman SA (2014) Study on tar generated from downdraft gasification of oil palm fronds. Sci World J 2014:1–8. https://doi.org/10.1155/2014/497830
Brown RC (2011) Thermochemical processing of biomass: conversion into fuels, chemicals and power
Cardona Alzate CA, Solarte-Toro JC, Peña ÁG (2018) Fermentation, thermochemical and catalytic processes in the transformation of biomass through efficient biorefineries. Catal Today 302:61–72. https://doi.org/10.1016/j.cattod.2017.09.034
Chandel AK, Albarelli JQ, Santos DT, Chundawat SP, Puri M, Meireles MAA (2019) Comparative analysis of key technologies for cellulosic ethanol production from Brazilian sugarcane bagasse at a commercial scale. Biofuels Bioprod Biorefin 13:994–1014. https://doi.org/10.1002/bbb.1990
Cheong JC, Lee JTE, Lim JW, Song S, Tan JKN, Chiam ZY, Yap KY, Lim EY, Zhang J, Tan HTW, Tong YW (2020) Closing the food waste loop: food waste anaerobic digestate as fertilizer for the cultivation of the leafy vegetable, xiao bai cai (Brassica rapa). Sci Total Environ 715:136789. https://doi.org/10.1016/j.scitotenv.2020.136789
Cherubini F, Jungmeier G (2010) LCA of a biorefinery concept producing bioethanol, bioenergy, and chemicals from switchgrass. Int J Life Cycle Assess 15:53–66. https://doi.org/10.1007/s11367-009-0124-2
Contreras LM, Schelle H, Sebrango CR, Pereda I (2012) Methane potential and biodegradability of rice straw, rice husk and rice residues from the drying process. Water Sci Technol 65:1142–1149. https://doi.org/10.2166/wst.2012.951
Demiray E, Karatay S, Dönmez G (2019) Improvement of bioethanol production from pomegranate peels via acidic pretreatment and enzymatic hydrolysis. Environ Sci Pollut Res 26:1–13. https://doi.org/10.1007/s11356-019-06020-1
Deublein D, Steinhauser A (2010) Biogas from waste and renewable resources: an introduction. Wiley
Dziekońska-Kubczak U, Berłowska J, Dziugan P, Patelski P, Pielech-Przybylska K, Balcerek M (2018) Nitric acid pretreatment of Jerusalem artichoke stalks for enzymatic saccharification and bioethanol production. Energies 11:2153. https://doi.org/10.3390/en11082153
Eurostat (2017) World Energy Statistics 2017 Edition. 179
Ferguson A (2008) Wind power: benefits and limitations. In: Pimentel D (ed) Biofuels, solar and wind as renewable energy systems. Springer, pp 133–152
Fryda L, Visser R (2015) Biochar for soil improvement: evaluation of biochar from gasification and slow pyrolysis. Agriculture 5:1076–1115. https://doi.org/10.3390/agriculture5041076
García CA, Betancourt R, Cardona CA (2017a) Stand-alone and biorefinery pathways to produce hydrogen through gasification and dark fermentation using Pinus patula. J Environ Manag 203(part 2):695–703. https://doi.org/10.1016/j.jenvman.2016.04.001
García CA, Moncada J, Aristizábal MV, Cardona CA (2017b) Techno-economic and energetic assessment of hydrogen production through gasification in the Colombian context: coffee cut-stems case. Int J Hydrog Energy 42:5849–5864. https://doi.org/10.1016/j.ijhydene.2017.01.073
García CA, Morales M, Quintero J, Aroca G, Cardona CA (2017c) Environmental assessment of hydrogen production based on Pinus patula plantations in Colombia. Energy 139:606–616. https://doi.org/10.1016/j.energy.2017.08.012
García-Velásquez CA, Cardona CA (2019) Comparison of the biochemical and thermochemical routes for bioenergy production: a techno-economic (TEA), energetic and environmental assessment. Energy 172:232–242. https://doi.org/10.1016/j.energy.2019.01.073
García-Velásquez CA, Carmona-Garcia E, Caballero AS, Solarte-Toro JC, Martínez-Ruano JA, Cardona CA (2018) Fermentative production of ethanol using Pinus patula as raw material: economic and energy assessment. Waste and Biomass Valorization 11:1777–1788. https://doi.org/10.1007/s12649-018-0494-4
Global Syngas Technologies Council (GSTC) (2019) Syngas production
Guangul FM, Sulaiman SA, Ramli A (2014) Study of the effects of operating factors on the resulting producer gas of oil palm fronds gasification with a single throat downdraft gasifier. Renew Energy 72:271–283. https://doi.org/10.1016/j.renene.2014.07.022
He Y, Zhang J, Bao J (2014) Dry dilute acid pretreatment by co-currently feeding of corn stover feedstock and dilute acid solution without impregnation. Bioresour Technol 158:360–364. https://doi.org/10.1016/j.biortech.2014.02.074
Ho MC, Ong VZ, Wu TY (2019) Potential use of alkaline hydrogen peroxide in lignocellulosic biomass pretreatment and valorization – a review. Renew Sust Energ Rev 112:75–86. https://doi.org/10.1016/j.rser.2019.04.082
Humbird D, Davis R, Tao L, et al (2011) Process design and economics for biochemical conversion of lignocellulosic biomass to ethanol: dilute-acid pretreatment and enzymatic hydrolysis of corn stover
Hussain A, Arif SM, Aslam M (2017) Emerging renewable and sustainable energy technologies: state of the art. Renew Sust Energ Rev 71:12–28. https://doi.org/10.1016/j.rser.2016.12.033
Jarbezki A. (1992) Modelling of oscillatory behaviour in continuous ethanol fermentation. Biotechnol Lett 14:
Jensen J, Morinelly J, Aglan A et al (2008) Kinetic characterization of biomass dilute sulfuric acid hydrolysis: mixtures of hardwoods, softwood and switchgrass. Environ Energy Eng 54:1637–1645. https://doi.org/10.1002/aic
Joglekar SN, Pathak PD, Mandavgane SA, Kulkarni BD (2019) Process of fruit peel waste biorefinery: a case study of citrus waste biorefinery, its environmental impacts and recommendations. Environ Sci Pollut Res 26:34713–34722. https://doi.org/10.1007/s11356-019-04196-0
Junginger M, Goh CS, Faaij A (2014) International bioenergy trade: history status & outlook on securing sustainable bioenergy supply, demand and markets
Kaparaju P, Serrano M, Thomsen AB, Kongjan P, Angelidaki I (2009) Bioethanol, biohydrogen and biogas production from wheat straw in a biorefinery concept. Bioresour Technol 100:2562–2568. https://doi.org/10.1016/j.biortech.2008.11.011
Kapoor R, Ghosh P, Kumar M, Vijay VK (2019) Evaluation of biogas upgrading technologies and future perspectives: a review. Environ Sci Pollut Res 31:11631–11661. https://doi.org/10.1007/s11356-019-04767-1
Koizumi T (2015) Biofuels and food security. Renew Sust Energ Rev 52:829–841. https://doi.org/10.1016/j.rser.2015.06.041
Kuglarz M, Alvarado-Morales M, Dąbkowska K, Angelidaki I (2018) Integrated production of cellulosic bioethanol and succinic acid from rapeseed straw after dilute-acid pretreatment. Bioresour Technol 265:191–199. https://doi.org/10.1016/j.biortech.2018.05.099
Mariscal Moreno JP (2011) Evaluation and selection of microorganisms for ethanol production at industrial level. Master thesis. Departamento de Ingeniería Química, Universidad Nacional de Colombia sede Manizales
Martinez A, Rodriguez ME, York SW, Preston JF, Ingram LO (2000) Use of UV absorbance to monitor furans in dilute acid hydrolysates of biomass. Biotechnol Prog 16:637–641. https://doi.org/10.1021/bp0000508
Martínez-Patiño JC, Romero I, Ruiz E et al (2017) Design and optimization of sulfuric acid pretreatment of extracted olive tree biomass using response surface methodology. BioResources 12:1779–1797. https://doi.org/10.15376/biores.12.1.1779-1797
MinAgricultura (2017) Área, producción y rendimiento nacional por cultivo: Café. In: AGRONET. http://www.agronet.gov.co/estadistica/Paginas/default.aspx. Accessed 10 Jan 2017
Molino A, Chianese S, Musmarra D (2016) Biomass gasification technology: the state of the art overview. J Energy Chem 25:10–25. https://doi.org/10.1016/j.jechem.2015.11.005
Moncada J, Tamayo JA, Cardona CA (2014) Integrating first, second, and third generation biorefineries: incorporating microalgae into the sugarcane biorefinery. Chem Eng Sci 118:126–140. https://doi.org/10.1016/j.ces.2014.07.035
Nhuchhen DR, Abdul Salam P (2012) Estimation of higher heating value of biomass from proximate analysis: a new approach. Fuel 99:55–63. https://doi.org/10.1016/j.fuel.2012.04.015
Ortiz-Sánchez M, Solarte-Toro JC, Orrego-Alzate CE, et al (2020) Integral use of orange peel waste through the biorefinery concept: an experimental, technical, energy, and economic assessment. Biomass Convers Biorefinery 1–15. https://doi.org/10.1007/s13399-020-00627-y,
Palacios-Bereche R, Ensinas A, Modesto M, Nebra SA (2014) New alternatives for the fermentation process in the ethanol production from sugarcane: extractive and low temperature fermentation. Energy 70:595–604. https://doi.org/10.1016/j.energy.2014.04.032
Pels JR, Nie DS De (2005) Utilization of ashes from biomass combustion and gasification. October 17–21
Peters K, Xia X, Pomerantz A, Mullins O (2016) Geochemistry applied to evaluation of unconventional resources. In: Zee Ma Y, Holditch SA (eds) Unconventional Oil and Gas Resources Handbook: Evaluation and Development, 1st edn. Elsevier, Amsterdam, pp 71–126
Petersen AM, Aneke MC, Görgens JF (2014) Techno-economic comparison of ethanol and electricity coproduction schemes from sugarcane residues at existing sugar mills in Southern Africa. Biotechnol Biofuels 7:1–19. https://doi.org/10.1186/1754-6834-7-105
Quintero JA, Moncada J, Cardona CA (2013) Techno-economic analysis of bioethanol production from lignocellulosic residues in Colombia: a process simulation approach. Bioresour Technol 139:300–307. https://doi.org/10.1016/j.biortech.2013.04.048
Ramos LP, da Silva L, Ballem AC, Pitarelo AP, Chiarello LM, Silveira MHL (2015) Enzymatic hydrolysis of steam-exploded sugarcane bagasse using high total solids and low enzyme loadings. Bioresour Technol 175:195–202. https://doi.org/10.1016/j.biortech.2014.10.087
Renewable energy policy network for the 21st century (REN21). (2018) Renewables 2018 global status report. Paris Renew energy policy Netw 21st Century 325. 978-3-9818911-3-3
Requejo A, Peleteiro S, Rodríguez A, Garrote G, Parajó JC (2012) Valorization of residual woody biomass (Olea europaea trimmings) based on aqueous fractionation. J Chem Technol Biotechnol 87:87–94. https://doi.org/10.1002/jctb.2687
Robak K, Balcerek M (2018) Review of second generation bioethanol production from residual biomass. Food Technol Biotechnol 56:174–187. https://doi.org/10.17113/ftb.56.02.18.5428
Rodrigues AC, Haven MØ, Lindedam J, Felby C, Gama M (2015) Celluclast and Cellic CTec2: Saccharification/fermentation of wheat straw, solid-liquid partition and potential of enzyme recycling by alkaline washing. Enzym Microb Technol 79–80:70–77. https://doi.org/10.1016/j.enzmictec.2015.06.019
Ruiz-Mercado GJ, Smith RL, Gonzalez MA (2012) Sustainability indicators for chemical processes: II. Data needs. Ind Eng Chem Res 51:2329–2353. https://doi.org/10.1021/ie200755k
Santos LD, Sousa MDB, Guidini CZ, Resende MM, Cardoso VL, Ribeiro EJ (2015) Continuous ethanol fermentation in tower reactors with cell recycling using flocculent Saccharomyces cerevisiae. Process Biochem 50:1725–1729. https://doi.org/10.1016/j.procbio.2015.07.020
Segal I, Creely J, Martín E, Conrad M (1958) An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. Text Res J 29:786–794. https://doi.org/10.1177/004051755902901003
Shang G, Zhang C, Wang F, Qiu L, Guo X, Xu F (2019) Liquid hot water pretreatment to enhance the anaerobic digestion of wheat straw — effects of temperature and retention time. Environ Sci Pollut Res 26:1–11. https://doi.org/10.1007/s11356-019-06111-z
Siddhu MA, Li W, He Y et al (2019) Steam explosion pretreatment of rice straw to improve structural carbohydrates anaerobic digestibility for biomethanation. Environ Sci Pollut Res 26:2–8. https://doi.org/10.1007/s11356-019-05382-w
Simo WSF, Jong EN, Kapseu C (2016) Improving biogas production of sugarcane bagasse by hydrothermal pretreatment. http://www.sciencepublishinggroup.com 1:21. https://doi.org/10.11648/J.CBE.20160103.11
A. Sluiter, R. Ruiz, C. Scarlata, J. Sluiter, Templeton D (2008) Determination of extractives in biomass: laboratory analytical procedure (LAP). NREL/TP-510-42619, Cole Boulevard, Golden, Colorado
Smuga-Kogut M, Piskier T, Walendzik B, Szymanowska-Powalowska D (2019) Assessment of wasteland derived biomass for bioethanol production. Electron J Biotechnol 41:1–8. https://doi.org/10.1016/j.ejbt.2019.05.001
Solarte-Toro JC, Chacón-Pérez Y, Cardona-Alzate CA (2018) Evaluation of biogas and syngas as energy vectors for heat and power generation using lignocellulosic biomass as raw material. Electron J Biotechnol 33:52–62. https://doi.org/10.1016/j.ejbt.2018.03.005
Solarte-toro JC, Romero-garcía JM, Martínez-patiño JC (2019a) Acid pretreatment of lignocellulosic biomass for energy vectors production: a review focused on operational conditions and techno-economic assessment for bioethanol production. Renew Sustain Energy Rev 0–1. https://doi.org/10.1016/j.rser.2019.02.024
Solarte-toro JC, Romero-garcía JM, Susmozas A, Ruiz E (2019b) Techno-economic feasibility of bioethanol production via biorefinery of olive tree prunings ( OTP ): optimization of the pretreatment stage. Holzforschung 73:3–13. https://doi.org/10.1515/hf-2018-0096
Solarte-Toro JC, Chacón-Pérez Y, Piedrahita-Rodríguez S, Poveda Giraldo JA, Teixeira JA, Moustakas K, Alzate CAC (2020) Effect of dilute sulfuric acid pretreatment on the physicochemical properties and enzymatic hydrolysis of coffee cut-stems. Energy 195:116986. https://doi.org/10.1016/j.energy.2020.116986
Sritrakul N, Nitisinprasert S, Keawsompong S (2017) Evaluation of dilute acid pretreatment for bioethanol fermentation from sugarcane bagasse pith. Agric Nat Resour 51:512–519. https://doi.org/10.1016/j.anres.2017.12.006
T 249:1985 (1985) Carbohydrate composition of extractive-free wood and wood pulp by fas-liquid chromatography
Trakulvichean S, Chaiprasert P, Otmakhova J, Songkasiri W (2019) Integrated economic and environmental assessment of biogas and bioethanol production from cassava cellulosic waste. Waste Biomass Valoriz 10:691–700. https://doi.org/10.1007/s12649-017-0076-x
Triana CF, Quintero JA, Agudelo RA, Cardona CA, Higuita JC (2011) Analysis of coffee cut-stems (CCS) as raw material for fuel ethanol production. Energy 36:4182–4190. https://doi.org/10.1016/j.energy.2011.04.025
Verein Deutscher Ingenieure (VDI) (2006) Fermentation of organic materials. Characterization of the substrate, sampling, collection of material data, fermentation test. VDI 4630
Walker M, Zhang Y, Heaven S, Banks C (2009) Potential errors in the quantitative evaluation of biogas production in anaerobic digestion processes. Bioresour Technol 100:6339–6346. https://doi.org/10.1016/j.biortech.2009.07.018
Wang ZJ, Zhu JY, Zalesny RS, Chen KF (2012) Ethanol production from poplar wood through enzymatic saccharification and fermentation by dilute acid and SPORL pretreatments. Fuel 95:606–614. https://doi.org/10.1016/j.fuel.2011.12.032
Weber K, Quicker P (2018) Properties of biochar. Fuel 217:240–261. https://doi.org/10.1016/j.fuel.2017.12.054
Wei W, Wu S, Liu L (2012) Enzymatic saccharification of dilute acid pretreated eucalyptus chips for fermentable sugar production. Bioresour Technol 110:302–307. https://doi.org/10.1016/j.biortech.2012.01.003
Wellinger A, Murphy J, Baxter D (2013) The biogas handbook
Yoon SJ, Il SY, Kim YK, Lee JG (2012) Gasification and power generation characteristics of rice husk and rice husk pellet using a downdraft fixed-bed gasifier. Renew Energy 42:163–167. https://doi.org/10.1016/j.renene.2011.08.028
Yoshida M, Liu Y, Uchida S et al (2008) Effects of cellulose crystallinity, hemicellulose, and lignin on the enzymatic hydrolysis of Miscanthus sinensis to monosaccharides. Biosci Biotechnol Biochem 72:805–810. https://doi.org/10.1271/bbb.70689
Zhang L, Xu C (Charles), Champagne P (2010) Overview of recent advances in thermo-chemical conversion of biomass. Energy Convers Manag 51:969–982. https://doi.org/10.1016/j.enconman.2009.11.038
Acknowledgments
Aristizábal-Marulanda and Cardona-Alzate express their acknowledgments to Departamento Administrativo de Ciencia, Tecnología e Innovación (Colciencias), call 727 of 2015 (grant number 201010017510). Solarte-Toro and Cardona-Alzate express their gratitude to the research program entitled “Reconstrucción del tejido social en zonas posconflicto en Colombia” SIGP code: 57579 with the project entitled “Competencias empresariales y de innovación para el desarrollo económico y la inclusión productiva de las regiones afectadas por el conflicto colombiano” SIGP code 58907. Contract number: FP44842-213-2018.
Funding
This study is supported by the Departamento Administrativo de Ciencia, Tecnología e Innovación (Colciencias), call 727 of 2015 (grant number 201010017510).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Responsible editor: Ta Yeong Wu
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Aristizábal-Marulanda, V., Solarte-Toro, J.C. & Cardona Alzate, C.A. Study of biorefineries based on experimental data: production of bioethanol, biogas, syngas, and electricity using coffee-cut stems as raw material. Environ Sci Pollut Res 28, 24590–24604 (2021). https://doi.org/10.1007/s11356-020-09804-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-020-09804-y