
Abstract
Fruit peels are a rich source of cellulose, hemicellulose, phenolic compounds, and terpenic compounds. Thus, they have the potential to be a novel renewable, sustainable, and low-cost raw material (source) for the production of several value-added products based on framework and concepts such as waste hierarchy that includes biofertilizers, dietary fiber, animal feed, industrial enzymes, substrate for the bioactive compounds production, synthesis of nanomaterials, and clean energy (from residual biomass). With a view of evaluating the environmental burden of biorefinery, a life cycle assessment (LCA) is performed for a representative citrus waste (CW) biorefinery. The functional unit used for LCA was set as 2500 kg of CW processed. The overall GWP was observed to be 937.3 kg CO2 equivalent per 2500 kg of CW processed. On further analysis of the environmental impact, it was found that different steps contributed significantly, as shown by the various environmental indicator values. Alternative advanced process intensification technologies like microwave and ultrasound-assisted steps replacing the conventional steps when implemented show considerable reduction in environmental indicator values. The variations in the contribution to environmental indicators should be considered during the design and process selection of biorefineries.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The food-processing sector establishes a vital linkage and synergy between the two pillars of the economy: “industry” and “agriculture.” Fruit peel wastes (FPWs) are abundantly generated from food-processing industries. Every fruit consists of 15–50% of peel, which is discarded as a waste after utilization of its fleshy part (i.e., mesocarp). In some cases, the volume of waste obtained is larger than the product itself (Wadhwa and Bakshi 2013, García et al. 2015, Pathak et al. 2015, 2017a, b).
Figure 1 presents an overview of contribution from different countries to global fruit and vegetable waste generation. Fruit and vegetable processing, packing, distribution, and consumption generate a huge quantity of fruit and vegetable wastes; for example, approximately 1.81, 6.53, 32.0, and 15.0 million tons of fruit and vegetable wastes (FVWs) are generated in India, the Philippines, China, and the USA, respectively, with the majority being disposed of either by composting or dumping in the landfills/rivers, causing environmental pollution (Wadhwa and Bakshi 2013).

Generation of fruit peel waste
Instead of using FPW for a single application, it would be beneficial to develop an integrated approach for multiple applications which assures economic feasibility. This integrated approach is summed up as “biorefinery.” Thus, biorefinery has become an emerging concept for solid waste management studies advocating conversion of entire biomass into various biofuels and chemicals (Ravindran and Jaiswal 2016). Biorefineries are proposed keeping in mind that they would contribute to a more sustainable supply of resources by conserving the exhaustible resources. By 2020, it is anticipated that a majority of chemicals produced through chemical routes would shift to bio-based processing with agro-industrial waste, municipal, and forestry waste as the primary feedstock (Gnansounou and Pandey 2016). However, bio-based products are subjected to many environmental drawbacks like increased land use, more reaction time, and high eutrophication potentials. In addition, the indirect emissions caused because of using auxiliary processing units and chemicals for biorefinery also add up to the total environmental burden (Uihlein and Schebek 2009). Hence, the environmental impacts resulting from the various processing steps in a biorefinery should be evaluated during the initial design phase itself using tools like life cycle assessment (LCA).
Based on the earlier work on FPW of banana, pomegranate, papaya, orange, pineapple, and mango (López et al. 2010, Upadhyay et al. 2010, Puligundla et al. 2014, Pathak et al. 2016a, b, 2018) and similar such studies reported by others in the literature, a general scheme for valorization of fruit peels and a generalized biorefinery can be envisaged. In addition, the paper discusses the environmental impact study of a representative citrus waste biorefinery (Pourbafrani et al. 2010), using literature data. The analysis provides an estimate of the overall probable environmental impacts and the contributions of each processing step in the biorefinery to environmental indicator value. The processing steps contributing in a relatively larger measure are then identified and uses of alternative advanced technologies to replace them are suggested. Implementation of these advanced technologies does reduce the impacts and is evaluated for the sake of comparison.
Valorization of FPW
The authors have been exploring the use of FPW for producing various value-added products and so far have explored valorization of banana peel (Pathak et al. 2016a, b), pomegranate peel (Pathak et al. 2017a, b), papaya peel (Pathak et al. 2018), orange peel (López et al. 2010), pineapple peel (Upadhyay et al. 2010), and mango peel (Puligundla et al. 2014; Banerjee et al. 2018). Several value-added products have been developed based on frameworks and concepts such as waste hierarchy, sustainable consumption, and production (Papargyropoulou et al. 2014).
Based on the valorization study of the aforementioned FPWs, a generalized valorization scheme for FPW is presented in Fig. 2.

A generalized scheme of valorization of fruit peel waste
Biorefinery approach
Economic feasibility of a biorefinery can be achieved by producing a combination of low-volume high-value products (e.g., essential oils, pectin, phenolic compounds) and low-value high-volume products (e.g., compost, cattle feed, methane). Based on the available technology, irregular supply of primary raw material, and considering the market demand, a more generalized biorefinery can be prescribed, focusing on biomaterials and biochemicals that include ethanol, essential oils, phenolic compounds, methane, and syngas.
Process description
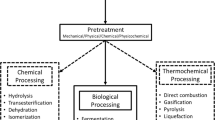
Figure 3 shows that the overall schematic for a biorefinery able to process a variety of FPW. FPWs are dried and size-reduced for further processing. Based on the type of FPW available for processing, solvent extraction is carried out to extract the phenolic compounds, which are used as antioxidants. On further processing with steam and flashing, essential oils are extracted. Hydrolysis is performed on the processed FPW by adding acid and water to convert the non-reducing sugars to reducing sugars. This process is necessary to enhance the yield of fermentation products. The hydrolysate is filtered, and the solids are subjected to either gasification to obtain syngas or anaerobic digestion to obtain methane and carbon dioxide. The liquid part of hydrolysate is partially sent for biochemical extraction and the rest is fermented. The fermentation products are distilled in a regular distillation setup to obtain purified ethanol. The stillage left after distillation can be mixed with solids for anaerobic processing.

Proposed generalized scheme for FPW biorefinery
Table 1 discusses various unit operations/processes and possible products derived from FPW. Economic feasibility of the biorefinery is not in the scope of this paper; however, there are a few studies carried out addressing the former (Barrera et al. 2016; Wan et al. 2016; Giwa et al. 2018; Martínez-Ruano et al. 2018).
It is evident from the above discussion that FPW can be used as a good resource for generation of biofuels and biochemicals. However, conversion of biomass into biofuel or biochemical needs input and output of flows (utilities obtained from fossil fuels, raw material and its transportation, etc.). Such input and output flows affect the overall environmental performance of the biorefinery. Thus, evaluation of the environmental loading has to be considered for a sustainable design of a biorefinery. Although the raw material is biodegradable, the conversion process cannot be considered to be environment benign. This study aims at thorough evaluation of environmental impacts of a representative citrus waste biorefinery.
Citrus waste biorefinery—LCA approach
Pourbafrani et al. (2010) proposed a new industrial approach for treatment of citrus waste to obtain products such as ethanol, limonene, and methane. The citrus waste is hydrolyzed with dilute acid explosion process followed by expansion to separate the limonene. The liquid hydrolysate is fermented to obtain ethanol, whereas the remaining stillage along with solid residue is sent to digester for methane production. Based on the process simulation using Aspen Plus® and actual experimentation, a detailed inventory analysis was performed to obtain 390 kg of ethanol, 558 Nm3 of Methane, and 125 kg of limonene by treating 2.5 tons/h of CW (Pourbafrani et al. 2010).
The gate to gate LCA was performed according to ISO 14040:2006 (ISO14040:2006). The work is carried out in four steps: goal and scope, life cycle inventory, life cycle assessment method, and interpretation.
The processes available in the Indian database of GaBi Education Software were used for process modeling.
Goal and scope
Figure 4 describes the goal and scope of CW biorefinery LCA. The scope includes the following processes:
- 1.
Hydrolysis and flashing
- 2.
Filtration
- 3.
Fermentation and distillation
- 4.
Anaerobic digestion

Process flow diagram for CW biorefinery
Besides these steps, production of utilities such as electricity and steam and raw material such as sulfuric acid is considered in LCA. The functional unit used in the study is 2500 kg of CW.
Assumptions and limitations
The following attributional LCA modeling approaches are subjected to certain assumptions and limitations. The results would obviously change with changes in assumptions.
- 1.
Health impacts of the CW are not considered in the study.
- 2.
Emissions pertaining to generation of CW are not a part of the study.
- 3.
To accommodate environmental emissions due to transportation of raw material, all raw materials travel a distance of 100 km to reach the processing site.
- 4.
The wastewater treatment plant is not within the scope of this study. The unreacted raw materials carried along with water are assumed to be emissions to freshwater.
- 5.
CW is considered to have no environmental burden as it is regarded as waste.
- 6.
The geographical location of the processing setup is assumed to be India, and hence an Indian data set is used to model background processes such as thermal energy from hard coal, electricity, and steam from hard coal.
- 7.
Water is assumed as a direct input to the process and water-processing unit is out of the scope of this study.
- 8.
With specific concentration to Indian subcontinent, the Indian database is used for process modeling.
Functional unit
Functional unit plays a pivotal role for any LCA. The life cycle inventory and the impacts are calculated based on functional unit. The functional unit for this study is set as 2500 kg of CW to enable us to evaluate the impact caused due to processing of CW.
Life cycle inventory
Feedstock
The citrus waste generated after extraction of juice has 20% dry matter with significant amounts of pectin 25%, hexosans 26%, and pectosans 7% (Pourbafrani et al. 2010). The CW thus obtained is used for further processing without any drying or grinding. Hence, drying and grinding processes are out of the scope of this study. The feedstock is sourced from nearby areas as it would decrease the cost of procurement and reduce the chances of its degradation before processing. Hence, the feedstock and other raw materials are assumed to travel a distance of 100 km to reach the processing site to incorporate the transportation emissions in the study.
Dilute acid hydrolysis and flashing
Hydrolysis is carried out in an autoclave using steam. Two thousand five hundred kilograms of CW was mixed with water, 1742 kg steam and 49 kg of sulfuric acid for hydrolysis. The hydrolysis conditions were considered in such a way so as to maximize the sugar content. The power required for the agitator was calculated using CheCalc software (https://www.checalc.com/solved/agitator.html). The separation of limonene is generally carried out by steam distillation. The CW is subjected to boiling water or steam. The peels release the essential oil through evaporation and condense to form two layers (aqueous layer and organic layer) in a decanter (Bousbia et al. 2009). Another method of removal of essential oil is cold pressing of peels. The watery emulsion formed due to cold pressing is centrifuged to separate out the essential oil. The cold pressing of CW is not in the scope of this study.
The obtained hydrolysate from hydrolysis section is flashed in an expansion tank. The vapors thus produced contain 99% limonene from the CWs. These vapors are condensed and limonene (100 kg) is separated from water using a decanter. The residual hydrolysate from the expansion tank is used for the next step. Table 2 shows the detailed inventory for acid hydrolysis and flashing.
Filtration
The residual hydrolysate is filtered to separate the soluble and insoluble components. The insoluble component around 1500 kg is washed and sent to the anaerobic digester and the soluble portion is sent to the fermenter for further processing. The detailed inventory analysis is given in Table 2.
Fermentation and distillation
The liquid hydrolysate is sent to a fermenter in which 6 kg Saccharomyces cerevisiae is used for fermentation under anaerobic conditions. The power of agitator required for fermentation was calculated using CheCalc software (https://www.checalc.com). The ethanol (390 kg) is distilled out from the mother liquor. The stillage obtained from the process is digested to obtain methane and carbon dioxide. Table 2 shows the inventory for fermentation and distillation.
Anaerobic digestion
The insoluble solids obtained by the filtration of hydrolysate are mixed with the stillage obtained from the bottom of the fermenter and the slurry is sent to the anaerobic digester to produce methane (558 Nm3/h) and carbon dioxide (803 Nm3/h). The detailed inventory analysis is given in Table 2.
Impact assessment method
The CML 2001 impact assessment method is used to evaluate the environmental impacts of the CW biorefinery (Cherubini and Jungmeier 2010). This method restricts quantitative modeling to early stages in the cause–effect chain to limit uncertainties. Results are grouped in midpoint categories according to common mechanisms (e.g., climate change) or commonly accepted groupings (e.g., ecotoxicity) (http://www.gabi-software.com/support/gabi/gabi-6-lcia-documentation/cml-2001-nov-2010/).
The results are reported in five different midpoint indicators:
- 1.
Global warming potential (kg CO2 equivalent) (GWP)
- 2.
Acidification potential (kg SO2 equivalent) (AP)
- 3.
Eutrophication potential (kg phosphate equivalent) (EP)
- 4.
Ozone depletion potential (kg R11 equivalent) (ODP)
- 5.
Photochemical ozone creation potential (kg ethene equivalent) (POCP)
Interpretation
Table 3 shows the contribution of each process to the overall environmental indicators for the production of 390 kg of ethanol and 558 m3 of methane from 2500 kg of CW. The GWP of the CW biorefinery is found out to be 937.3 kg CO2 equivalent. A high contribution of “Anaerobic digestion” is attributed to a large amount of biogenic carbon dioxide emitted in the process. The AP for CW biorefinery is observed to be 8.64 kg SO2 equivalent. The high contribution of the fermentation and distillation step in AP, EP ODP, and POCP is attributed to the use of steam and electricity obtained by combustion of fossil fuels.
Figure 5 shows the percent contribution of each process to the overall midpoint indicators of the process. It is observed from Fig. 5 that “hydrolysis and flashing,” which contribute only 14.3% to ODP of CW biorefinery, are one of the major contributors to other environmental indicators of CW biorefinery. “Hydrolysis and flashing” contribute to around 60% of the overall AP and EP of the CW biorefinery. A high contribution of the “fermentation and distillation” step (77%) to overall ODP is attributed to the use of electricity and process steam obtained from fossil fuels.

Percent contribution of processes in overall environmental impacts
Recommendations
It is evident from Fig. 5 that all the steps considered contribute significantly to different environmental indicators. With process intensification, the contribution of the steps can be decreased significantly.
The overall GWP is 937.3 kg CO2 equivalent for 2500 kg of CW processed. Such an evaluation would help in calculating the overall sustainability of the process. Steps/measures should be directed towards decreasing the overall environmental indicator value. A high contribution of “hydrolysis and flashing” is attributed to the use of process steam obtained from hard coal.
During the design phase of a biorefinery, it is important to identify the steps that contribute significantly to overall environmental impacts. The use of LCA as a tool helps in identifying such environmental hotspots of the process. Such environmental hotspots can be worked upon from process intensification viewpoint to decrease the environmental loading of the process. Process intensification offers a number of avenues to enhance the energy utilization efficiency and thereby the associated environmental impacts (Reay 2008). To elucidate the reduction in environmental impacts due to process intensification, processes such as microwave-assisted essential oil extraction, microwave and ultrasound-assisted extraction of pectin and phenolic compounds respectively are compared with the conventional methods. The use of microwave-assisted technologies for hydrolysis and essential oil extraction not only avoids the use of steam but also has a better efficiency and processing time than the conventional setup like steam distillation. The use of more sophisticated technologies might appear as an environmentally benign option; however, such technologies often have significant indirect emission associated with it. One such microwave-assisted essential oil extraction method, microwave hydrodiffusion and gravity (MHG) apparatus, was presented in the literature (Boukroufa et al. 2015). The functional unit used for environmental impact evaluation was set to 400 g of orange peel collected after extraction of juice. The scope of the study is limited to processing of orange peels. Detailed inventory can be sought from Boukroufa et al. (2015). Table 4 shows a rough comparison of environmental indicators for the processing of 400 g of CW for specified conditions to obtain essential oil.
Another example elucidating the use of sophisticated methods was further discussed by Boukroufa et al. (2015) wherein maximum extraction of pectin and total phenolic compounds was achieved using microwave and ultrasound-assisted technologies respectively. A major advantage of these processes included the reduction in the processing time with increase in yield. Microwave-assisted extraction yielded 24% pectin in just 3 min as compared to conventional method giving 18.32% in 120 min. Thus, environmental impacts per rate of production are higher for conventional extraction process compared to microwave-assisted. Table 5 shows a qualitative estimate for the environmental impacts for pectin extraction using the said methods. Also, the author sourced (Boukroufa et al. 2015) and generated the inventory for evaluation.
Similar results were obtained for ultrasound-assisted phenolic compound extraction. Higher values of environmental indicator for conventional extraction of phenolic compounds are attributed to relatively higher amount of energy consumption. Table 6 shows a qualitative comparison of environmental indicator for ultrasound-assisted and conventional method for extraction of phenolic compounds.
It is evident from Tables 5 and 6 that it is necessary to consider the yield and the production rate while deciding on the use of new technologies.
Another step of CW biorefinery is “anaerobic digestion” wherein a significant amount of biogenic CO2 is emitted. Hence, its impacts are not considered in the study. However, the carbon dioxide can be sequestrated biologically. Biological sequestration of CO2 not only avoids the use of energy intensive processes but also offers a variety of bio-based products (Mohan et al. n.d.). Moreover the methane produced can be used as an alternative fuel source for the production of steam which is used for distillation and as a heat source.
Conclusion
In the biorefinery approach, FPW can be used to produce a varied range of biomaterials, biochemicals, and bioenergy. A representative biorefinery of CW was chosen to evaluate environmental impacts and to identify environmental hotspots. The processes evaluated are generally common with other biorefineries proposed worldwide, thus extending the applicability of results. The overall GWP of the CW biorefinery was found to be 937.3 kg CO2 equivalent with “hydrolysis and flashing” contributing to around 60% to midpoint indicators (AP, EP, and POCP). However, the contribution of “hydrolysis and flashing” was 14% only to ODP. It can be concluded that individual contribution of various processing steps may vary for different indicators. Therefore, more attention should be paid on the use of such processing steps or decreasing the environmental loading of processing during the process development of such biorefineries. The use of modern technologies is often associated with an indirect impact; however, parameters like production rate and land required have to be considered before choosing a particular technology. Also, it is clear that a significant order of magnitude reduction in environmental indicator values can be achieved with the use of modern advanced technologies.
With conventional resources dwindling, FPWs hold promise that should be converted into realities and LCA can help in designing a sustainable product.
References
Banerjee J, Singh R, Vijayaraghavan R, MacFarlane D, Patti AF, Arora A (2018) A hydrocolloid based biorefinery approach to the valorisation of mango peel waste. Food Hydrocoll 77:142–151
Barrera I, Amezcua-Allieri MA, Estupinan L, Martínez T, Aburto J (2016) Technical and economical evaluation of bioethanol production from lignocellulosic residues in Mexico: case of sugarcane and blue agave bagasses. Chem Eng Res Des 107:91–101. https://doi.org/10.1016/j.cherd.2015.10.015
Bernesson S, Nilsson D, Hansson PA (2006) A limited LCA comparing large-and small-scale production of ethanol for heavy engines under Swedish conditions. Biomass Bioenergy 30(1):46-57
Boukroufa M, Boutekedjiret C, Petigny L, Rakotomanomana N, Chemat F (2015) Bio-refinery of orange peels waste: a new concept based on integrated green and solvent free extraction processes using ultrasound and microwave techniques to obtain essential oil, polyphenols and pectin. Ultrason Sonochem 24:72–79. https://doi.org/10.1016/j.ultsonch.2014.11.015
Bousbia N, Vian MA, Ferhat MA, Meklati BY, Chemat F (2009) A new process for extraction of essential oil from Citrus peels: microwave hydrodiffusion and gravity. J Food Eng 90:409–413
Cherubini F, Jungmeier G (2010) LCA of a biorefinery concept producing bioethanol, bioenergy, and chemicals from switchgrass. Int J Life Cycle Assess 15(1):53–66
García MÁA, Vargas JHL, Molina DAR (2015) Agro-industrial fruit co-products in Colombia, their sources and potential uses in processed food industries: a review. Revista Facultad Nacional de Agronomía, Medellín 68(2):7729–7742
Giwa A, Adeyemi I, Dindi A, Lopez CG-B, Lopresto CG, Curcio S, Chakraborty S (2018) Techno-economic assessment of the sustainability of an integrated biorefinery from microalgae and Jatropha: a review and case study. Renew Sust Energ Rev 88:239–257 https://doi.org/10.1016/j.rser.2018.02.032
Gnansounou E, Pandey A (2016) Life-cycle assessment of biorefineries. Elsevier
ISO, EN 14040: 2006 Environmental management-Life cycle assessment-Principles and framework. European Committee for Standardization
López JÁS, Li Q, Thompson IP (2010) Biorefinery of waste orange peel. Crit Rev Biotechnol 30(1):63–69
Martínez-Ruano JA, Caballero-Galván AS, Restrepo-Serna DL, Cardona CA (2018) Techno-economic and environmental assessment of biogas production from banana peel (Musa paradisiaca) in a biorefinery concept. Environ Sci Pollut Res. https://doi.org/10.1007/s11356-018-1848-y
Mohan SV, Modestra JA, Amulya K, Butti SK, Velvizhi G (n.d.) A circular bioeconomy with biobased products from CO2 sequestration. Trends Biotechnol Article in Press. https://doi.org/10.1016/j.tibtech.2016.02.012
Papargyropoulou E, Lozano R, Steinberger J, Wright N, Ujang Z b (2014) The food waste hierarchy as a framework for the management of food surplus and food waste. J Clean Prod 76:106–115. https://doi.org/10.1016/j.jclepro.2014.04.020
Pathak PD, Mandavgane SA, Kulkarni BD (2015) Fruit peel waste as a novel low-cost bio adsorbent. Rev Chem Eng 31(4):361–381
Pathak PD, Mandavgane SA, Kulkarni BD (2016a) Characterizing fruit and vegetable peels as bioadsorbents. Curr Sci 110(11):2114–2123
Pathak PD, Mandavgane SA, Kulkarni BD (2016b) Valorization of banana peel: a biorefinery approach. Rev Chem Eng 30(6):651–666. https://doi.org/10.1515/revce-2015-0063
Pathak PD, Mandavgane SA, Kulkarni BD (2017a) Fruit peel waste: characterization and its potential uses. Curr Sci 113(3):444–454
Pathak PD, Mandavgane SA, Kulkarni BD (2017b) Valorization of pomegranate peel: a biorefinery approach. Waste Biomass Valoriz 8(4):1127–1137. https://doi.org/10.1515/revce-2015-0063
Pathak PD, Mandavgane SA, Kulkarni BD (2018) Waste to wealth: a case study of papaya peel. Waste Biomass Valoriz 1–12
Pourbafrani M, Forgács G, Horváth IS, Niklasson C, Taherzadeh MJ (2010) Production of biofuels, limonene and pectin from citrus wastes. Bioresour Technol 101(11):4246–4250. https://doi.org/10.1016/j.biortech.2010.01.077
Puligundla P, Obulam VSR, Oh SE, Mok C (2014) Biotechnological potentialities and valorization of mango peel waste: a review. Sains Malaysiana 43(12):1901–1906
Ravindran R, Jaiswal AK (2016) Exploitation of food industry waste for high-value products. Trends Biotechnol 34 1:58–69
Reay D (2008) The role of process intensification in cutting greenhouse gas emissions. Appl Therm Eng 28(16):2011–2019. https://doi.org/10.1016/j.applthermaleng.2008.01.004
Uihlein A, Schebek L (2009) Environmental impacts of a lignocellulose feedstock biorefinery system: an assessment. Biomass Bioenergy 33(5):793–802
Upadhyay A, Lama JP, Tawata S (2010) Utilization of pineapple waste: a review. Journal of Food Science and Technology Nepal 6:10–18
Wadhwa M, Bakshi MPS (2013) Utilization of fruit and vegetable wastes as livestock feed and as substrates for generation of other value-added products. Rap Publication 4:30
Wan YK, Sadhukhan J, Ng KS, Ng DKS (2016) Techno-economic evaluations for feasibility of sago-based biorefinery, part 1: alternative energy systems. Chem Eng Res Des 107:263–279. https://doi.org/10.1016/j.cherd.2015.11.001
Funding
The authors are thankful to the Department of Science and Technology, India, for providing research grant (grant no. DST/TDT/TDP-02/2017) to undertake the work. BDK acknowledges the support as SERB Distinguished Fellow.
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible editor: Philippe Loubet
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Joglekar, S.N., Pathak, P.D., Mandavgane, S.A. et al. Process of fruit peel waste biorefinery: a case study of citrus waste biorefinery, its environmental impacts and recommendations. Environ Sci Pollut Res 26, 34713–34722 (2019). https://doi.org/10.1007/s11356-019-04196-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-019-04196-0