
Abstract
Abrasion machining has stood out in the current industry due to constant improvements in the dimensional accuracy of a workpiece in its finishing process. Thus, it is necessary to use cutting fluid to cool and lubricate the workpiece-wheel contact, to reduce both the high temperatures reached and the friction. However, conventional cutting fluid is harmful to the environment and poses a risk to the operator’s health. As a result, the minimum lubricant quantity (MQL) technique emerged, using extremely smaller amounts of fluid and, however, showing excellent results in its applications. In this way, it could further optimize this method through studies on oil dilution, combating low cooling capacity. A fundamental concept for selecting the grinding wheel type to be used in grinding is friability, but there are few studies on its influence on the process. For these reasons, this research analyzed the impact of friability and the effects of MQL dilution on the grinding of austempered ductile iron, the use of two CBN wheels with high and low friability, and four types of lubri-refrigerant methods: flood, pure MQL, and diluted MQL in the oil-water ratio 1:5 and 1:10. Output parameters were analyzed: surface roughness (Ra), roundness error, diametrical wheel wear, cutting power, acoustic emission, viscosity, 3D confocal, and microhardness. The results show an improvement of the diluted MQL over the pure, coming close to the conventional method. Besides, the low friability wheel was more efficient in the analysis of surface roughness, roundness error, and diametrical wheel wear. However, most friable stood out in the results of acoustic emission and grinding power.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Abrasion machining plays a fundamental role in today’s industry, due to the growing demand for increasingly accurate workpieces, coupled with a low production cost. Thus, grinding is the machining process whose objective is to finish workpieces with small tolerances and high dimensional precision [1, 2]. This process removes material through the simultaneous contact of the multiple abrasive grains cutting edges with the workpiece, the material being removed called the chip [3, 4]. Each abrasive grain has a different number of cutting edges, and therefore, there is no defined geometric pattern for the abrasive grain [5, 6]. Grinding wheels, a grinding cutting tool, are composed of 3 components: the abrasive grains (mentioned above); the pores, which allow the passage of cutting fluid and store the removed material; and a bond, which has the function of joining the abrasive grains [7, 8]. Also, there are two main grades of wheels: conventional ones, such as those with aluminum oxide and silicon carbide grains, and super abrasives, such as cubic boron nitride (CBN). The super abrasives have a higher yield than the conventional ones, because they have greater durability, have greater thermal resistance, and resist much more wear than conventional wheels [9, 10]. However, super abrasive wheels are more expensive than conventional ones, and this cost is justified because of their benefits of greater accuracy and greater efficiency during operation [11, 12].
In addition, grinding requires a lot of energy to remove material because of its cutting dynamics, with many cutting edges acting simultaneously [3, 13]. Therefore, a large part of this energy is dissipated in the form of heat, making the temperature reached during the process very high. Thus, there is a possibility of compromising the mechanical integrity of ground workpieces [14, 15]. Therefore, this heat is treated as harmful to the process, since it brings several problems, such as alteration of the mechanical properties of the grinding wheel and workpiece and thermal damage to the workpiece, such as burns and residual tensile stress [1, 16, 17]. Also, there is the challenge of cooling the workpiece during grinding, which is performed today with cutting fluids.
In this sense, cutting fluids gain space as a great alternative to promote cooling and lubrication of the cutting zone, thus reducing the problems brought by high temperature [16, 18,19,20]. The cutting fluid chosen in most cases is the conventional one, which is a mixture of oil (mineral, semisynthetic, or synthetic), water, and substances to improve its efficiency, such as bactericides and additives [2, 17].
In the conventional method, a constant flow of cutting fluid is applied at low pressure through a nozzle on the surface during machining. The fluid acts as a lubricant and a coolant, reducing the friction between the workpiece and tool and removing heat from the cutting zone [21,22,23]. However, the cutting fluid presents some problems. Oil in contact with the operator’s skin can cause health problems, such as allergic dermatitis, acne, irritations, and skin cancer. Inhalation of the mist formed during machining can lead to respiratory issues, such as pneumonia and pulmonary fibrosis [24, 25]. Therefore, alternative techniques are currently being studied in order to reduce or replace the conventional method, such as nanofluids, cryogenic, modeling, and simulation of the manufacturing [26,27,28,29,30,31,32,33,34].
Also, from an ecological point of view, the conventional method is very harmful, since some of its components are toxic to fauna and flora [35, 36]. Thus, companies pay for the correct disposal of these fluids, due to stricter international regulations on the social and environmental impacts brought by cutting fluids [35, 37].
In this scenario, alternatives to the conventional method emerged, such as the minimum quantity lubricant (MQL) method, which gained recognition for using an extremely smaller amount of oil. While in the conventional method, an average of 60 l/h of fluid is used, in MQL, 10 to 150 ml/h of oil are used during machining [38, 39]. In this method, the atomized oil is mixed with air and thrown against the cutting zone at high speed. In this sense, the airflow removes and dissipates heat, while the oil droplets promote lubrication [2, 39,40,41].
However, pure MQL has a disadvantage in terms of its cooling capacity: the oil used has low heat dissipating power. Therefore, compressed air is the main refrigerant in the use of MQL. However, its dissipation capacity is still lower than that of water used in abundance in the conventional method [42]. Thus, to improve the cooling capacity, a percentage of water can be added to the oil, forming an oil-water mixture and added to the MQL. Because it has a specific heat twice that of oil, water evaporates during the process, eliminating excess heat [41, 42].
Bianchi et al. [41] sought to evaluate the effects caused on the grinding of AISI 4340 steel when using MQL with water. His research has shown that adding water to the mixture increases grinding power because of the lower lubrication capacity. However, when compared to the pure MQL method, the dilution showed less surface roughness and roundness errors, as well as less wheel wear. Thus, the diluted MQL proved to be more efficient than the pure oil technique in many aspects [41, 42]. Belentani et al. [42] conclude that the use of MQL diluted with a ratio of 1:5 (oil-water) results in a superficial quality of the workpiece close to that obtained by the conventional method (flood).
Another aspect of grinding is a concept called friability, which is the ability of the abrasive grain to generate new cutting edges after fractures due to stresses or impacts used in the process [43]. Its dynamics work based on the breaking of the abrasive grains when they are already losing their cutting capacity, generating new sharp edges. Thus, it is possible for the wheel to self-sharpen with wear [44]. Wheels with low friability tend to increase the friction between workpiece and wheel, as they take longer to generate new cutting edges, resulting in more significant heating and higher vibrations [45]. However, wheels with high friability wear out faster, and thus, the surface of the wheel becomes uneven, resulting in a surface with worse roughness and geometric errors in the final workpiece concerning the less friable grain [46]. Thus, the ideal is for the grinding wheels to have a cutting edge generation frequency, according to the output parameter to be prioritized [47]. Also, analyzing the application of the wheel in the grinding process is extremely important, since the way the wheel is manufactured and its physical properties, such as friability, determine the excellent workpiece finish and the best performance of the wheels during the process [48].
Therefore, this work focuses on analyzing the performance of CBN GS and CBN GL wheels, of high and low friability, respectively, with different forms of lubri-refrigerant: conventional, pure MQL, MQL oil-water ratio 1:5 and 1:10, in the grinding of a ductile iron DIN GGG70 austempered, based on surface roughness, roundness error, acoustic emission, diametrical grinding wheel wear, microhardness, viscosity, cutting power, and 3D confocal output parameters. Based on these parameters, this work aims to study the grinding methods that present the best efficiency in the combination of grinding wheel and cutting fluid, for each output variable, to increase sustainability and reduce the cost of current industrial production.
2 Materials and methods
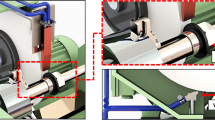
All tests were performed on an external CNC grinder RUAP515H, made by Sulmecânica. Also, two types of CBN wheels were used throughout the research, the only difference being the friability of their grains. Any other aspects, such as bond and porosity, were identical for both. The SNB151GSQ12VR2 wheel (CBN GS) has greater friability, while the SNB151GLQ12VR2 wheel (CBN GL) has less friability. Figure 1 shows the two setups used.

Experimental setup for different lubri-refrigeration conditions being a MQL technique and b flood technique
The wheels were manufactured by Nikkon Cutting Tools Co. - Saint-Gobain Group with the following dimensions: 350 mm (external diameter) × 127 mm (internal diameter) × 19 mm (width) and 5 mm (thickness abrasive layer).
Workpieces made of ductile iron DIN GGG70 were used for the tests. Before the experiments, an austempered heat treatment was carried out under a salt bath in the material, reaching a hardness of 48 ± 2 HRC (485 ± 40 HV). Afterward, it was turned until it reached 77 mm (initial diameter). Thus, a grinding was performed over 70 feeding cycles, removing 0.1 mm of material per cycle, up to a total of 4040.87 mm3 of material removed, reducing the workpiece diameter to 70 mm. All measurements are shown in Fig. 2.

Initial workpiece dimensions
Different lubri-refrigerant methods were employed, all aimed at optimizing grinding. First, the conventional method (flood method) was used, which was applied at a pressure of 0.1 MPa and a flow rate of 17 l/min. This flow was controlled by the Contech meter, model DMY-2030. A water-miscible semisynthetic cutting fluid, produced by Quimatic Tapmatic Co., model ME-1, was used, which was diluted in a 1:32 ratio, 3% oil, and 97% water.
Due to the favorable results that are shown by Bianchi et al. [41], Lopes et al. [49], Rodriguez et al. [50], and Bianchi et al. [51], the minimum quantity lubrication, pure and diluted, was also tested. The cutting fluid applied in this method was produced by ITW Chemical Products, model Biocut 9000, being used pure and in two dilutions, in a ratio of 1:5, i.e., a part of oil to five of water (83.33% water), and in a 1:10 ratio, i.e., one part of oil to ten of water (91% water). Regardless of the fluid used (pure or diluted), the application parameters, flow and pressure, were the same, 150 ml/h and 0.7 MPa, respectively. For this, an MQL applicator from ITW Chemical Products, model Accu-Lube, was used.
The relationship between wheel rotation and workpiece rotation was chosen to minimize roundness error. According to King et al. [52], for this to happen, the beta ratio must be an odd integer, because, thus, the error caused by the lobes formed in the workpiece is minimized. A rotation of 1793 rpm was then chosen for the wheel and 163 rpm for the workpiece, thus achieving a beta ratio of 11:1, i.e., 11 turns of the wheel to 1 of the workpieces. As a result, the cutting speed was 32.85 m/s, while the workpiece was 0.65 m/s.
Eight different grinding conditions were tested, for each five workpieces were used, adding up to 40 in all. The various conditions were obtained from the combination of the 4 different lubri-refrigerant methods (conventional, pure MQL, and MQL diluted in proportions of 1:5 and 1:10) with the different wheels (CBN GS and CBN GL). The work of Fernandes et al. [53], Javaroni et al. [54], and Talon et al. [55] served as a basis to define the spark-out time used during the tests. Finally, a time of 6 s was adopted, because, in this way, the geometric error of the workpiece is less. In this configuration, for every 0.1 mm that would be removed from the workpiece, the wheel does not penetrate the workpiece until it completes 10 turns. Thus, the elastic deformations caused by tool-workpiece contact are eliminated.
With the finalized tests, the wheel was dressed with a multi-granular diamond cluster produced by Master Diamond, with a volume of 15 mm × 8 mm × 10 mm. In total, an 80-μm layer was removed from the wheel; this material was removed in 40 passes of 2 μm each, at a speed of 500 mm/min under abundant refrigeration.
2.1 Parameter measurements
The surface roughness (Ra) data were obtained from a Taylor Hobson profilometer, Form Talysurf Intra i60 model, with a 2-μm diamond gauge, together with the Taylor Hobson μltra software. Measurements were performed with a cutoff of 0.25 mm and an evaluating length (ln) of 1.25 mm. For both parameters, 10 points equidistant 36° from the workpiece surface concerning its center were analyzed. Each point was measured 10 times to increase the reliability of the process.
Roundness error was another property of the measured workpiece, for which a Taylor Hobson instrument, model Talyround 31C, was used, along with statistical analysis performed through the Gaussian filter and least square circle (LSCI). In this technique, the quadratic sum of the radial distances to the reference circle is calculated, thus the closer the workpiece to the central circle, the lower the roundness error. Five measurements were made at each of the 3 points distributed throughout the workpiece, for all workpieces, for more excellent reliability of the results.
Before dressing the wheel, it was also possible to measure the wear of the wheel, as proposed by Malkin et al. [1]. They are possible because the thickness of the workpiece (5 mm) is less than that of the wheel (19 mm). With the two tests completed, a cylinder of 30 mm (external diameter) × 100 mm (length), made of AISI 1020 steel (90 ± 2 HRB - 192 ± 40 HV), was ground to a depth of 1 mm from a feed rate of 0.25 mm/min, which can be seen in Fig. 3. In total, 880.43 mm3 of the material was removed over 10 passes of 0.1 mm per pass. This process produced an impression of the wheel surface on the AISI 1020 workpiece, which made it possible to measure the worn and non-worn depth, which made it possible to determine how much of the wheel was spent during the tests.

Indirect wheel wear measurement method
The microhardness of the workpiece was also measured; for this, a Mitutoyo equipment, model HM-200, was used. The ASMT E140 regulation was used to define the 300 g load that was used. This load was necessary to produce the correct mark to make the diagonal measurement. Following the ASTM E384 regulation, measurements were made at 5 different depths of the workpiece every 60 μm. Therefore, analyzes were performed at 60, 120, 180, 240, and 300 μm from the ground surface.
The viscosity of the cutting fluid of the conventional method and the different dilutions of the MQL were measured using a Viscosimeter DV2T, manufactured by BROOKFIELD - AMETEK together with a temperature controller TC-550, also made by BROOKFIELD. For this test, workpieces of fluids from BIOCUT900 were collected in different dilutions with water, which was 1:0, 1:5, 1:10, and ME-1 3%. Each of the workpieces was subjected to five different temperatures, and their viscosities were recorded by the computer using the viscometer.
Since the grinding can cause some microstructural changes in the workpiece, an Olympus optical microscope, Model BX51, was used, with a × 500 magnification to check if there was any change in the microstructure. Before the analysis, the surface was cut, embedded, polished, and chemically attacked with 2% Nital. Also, three-dimensional images of the machined surface were captured with a laser scan at × 1000 magnification, using an Olympus confocal microscope, model LRXT OLS4100.
Electric tension (V) and current (A) measurements were made of the electric motor that rotates the wheel. A system formed by the Curvopower module, aided by Hall effect sensors (conversion of values), collected and processed the engine data. This set was connected to a PCI-6035EDAQ card with a 16-bit resolution and with an acquisition rate of 200 KS/s. The plates were produced by National Instruments. The data obtained during the tests were processed by the LabVIEW and MATLAB software; the wheel rotation can also be measured with the help of an encoder, thus making it possible to calculate the grinding power. The Sensis DM42 module was also connected to a BNC2110 acquisition board, allowing the acquisition of acoustic emission signals. These data were processed using the RMS (root mean square) technique.
3 Results and discussion
In this step, the output parameters mentioned above will be analyzed in each test performed, with variations in the types of CBN grinding wheel, associated with differences in the lubrication and cooling methods used.
3.1 Surface roughness
According to Fig. 4, it is noted that the conventional cutting fluid had the lowest surface roughness (Ra), being 0.17 μm when using CBN GL and 0.19 μm when using CBN GS. Another highlight is pure MQL, which obtained the highest values of surface roughness: 0.87 μm and 0.91 μm for CBN GL and GS, respectively. Regarding the diluted MQL techniques, there was a drop in the surface roughness of the workpiece for both dilutions compared to the pure method, with emphasis on the 1:5 oil-water ratio, which obtained the best results, showing a reduction concerning the MQL 1:0 of 56.3% for CBN GL and 53.8% for CBN GS. Regarding friability, the less friable CBN GL wheel obtained lower surface roughness values in all lubri-refrigerant methods than CBN GS. Even so, the biggest percentage difference in surface roughness due to friability was an increase of 13% in the MQL 1:5 technique.

Average surface roughness (Ra) for different lubri-refrigeration condition
Thus, on the CBN GL grinding wheel, it is worth mentioning its high capacity to resist great cutting forces from the grinding process, without showing significant wear on its abrasive grains, thus allowing to produce more regular surfaces with good surface roughness [53]. On the other hand, the GS grinding wheel, due to the increased wear of its abrasive grains due to the high stresses acting in the process, generated new cutting edges in its structure more frequently, which caused an irregular disposition on the grinding surface. Thus, the grinding wheel transferred this irregularity from its surface to the workpiece, producing a higher surface roughness [46].
The conventional method was more prominent in the surface roughness value, comparing the cutting fluids. As its performance is based on applying abundant amounts of water and oil, the formation of the clogging phenomenon in the grinding pores and on its cutting edges was avoided, facilitating the uniform cutting of the workpiece [42]. However, although the abundant method has the lowest surface roughness value, the MQL techniques achieved advantages in other aspects and did not differ from the smallest (conventional) surface roughness value. These advantages are derived from the drastic reduction in the amount of fluid used, with the consequence of reducing risks to the operator’s health, minimizing environmental and atmospheric pollution, in addition to reducing expenses with the process [56]. Besides, the MQL achieved satisfactory results because it can lubricate the wheel-workpiece contact with extreme efficiency in the cutting region, since it is injected in the process with high pressure to reach the peripheral speed of the wheel, and thus overcome the barriers of formed in the rotation of the wheel.
In this context, a reasonable minimization of the surface roughness values with the addition of water can be seen in Fig. 4. This minimization is because, as the oil is more viscous than water, the dilution of MQL penetrates more easily into the pores of the wheel, which helps in removing the chips that cause clogging [49]. Besides, as water has higher thermal conductivity than oil, the dilution’s cooling capacity is higher than pure, resulting in a reduction of plastic and elastic deformations resulting from the greater ductility achieved at high temperatures. However, when the lubricating capacity starts to be significantly reduced with the largest amount of water, the MQL loses its main function and worsens the roughness, as seen when comparing the ratio 1:5 and 1:10.
Therefore, it is inferred that the method highlighted in this parameter was the combination of MQL 1:5 with CBN GL, which reached an efficiency close to the conventional in both wheels, combining all the previously mentioned advantages of using the technique of minimum amount of lubricant.
3.2 Roundness error
Roundness error is a parameter that measures the volumetric expansion of the workpiece caused by both thermal expansion and compression stresses active in the process. This variable is directly linked to the surface roughness, since if there is a higher occurrence of roundness error in the workpiece, a more irregular surface is generated, also increasing its surface roughness [46]. The conventional method achieved the lowest roundness error of all lubri-refrigeration techniques, analyzed in Fig. 5, with values 1.57 μm and 2.13 μm for CBN GL and CBN GS wheels, respectively. Then MQL 1:5 comes, which showed a difference with the CBN GS of only 0.64 μm compared to the abundant method. Pure MQL, on the other hand, obtained the highest roundness error of this test: 4.58 μm and 4.72 μm for GL and GS, respectively.

Roundness error for different lubri-refrigeration conditions
According to Haddad et al. [57], several factors influence the roundness error of the workpiece when subjected to a machining process, which can be the type of grinding wheel used, the cooling method applied, and even the parameters used for the production of the workpiece. Thus, the less friable wheel (CBN GL) showed better results in all lubrication and cooling methods, given that it has less frequency of wear of its grains, resulting in a tool with a more homogeneous cut.
On the other hand, when comparing lubrication and cooling techniques, it is noted that even the conventional method with the lowest roundness error, it is the most significant cause of pollution during the machining process and presents many risks to the operator’s health [58]. Thus, the pure MQL that appeared in a context of substitution of the conventional method showed a great roundness error, however still useful. In this sense, the diluted MQL that has a higher cooling capacity than the pure reduced the thermal expansion of the workpiece during cutting, showing improvements in this parameter. However, it is noticeable in the two dilutions of MQL employed that, as the oil is greatly reduced by adding water to the emulsion, the roundness error values begin to increase. The explanation lies in the lack of lubrication in the cutting zone, which increases the friction between the workpiece and the grinding wheel, causing surface scratching and making cutting difficult.
Therefore, the alternative method with better roundness error results is MQL 1:5 with CBN GL grinding wheel, as this combination came closer to the result of the conventional process, reducing the impact both on the environment and on the operator’s health through the lowest oil consumption.
3.3 Diametrical wheel wear
Figure 6 shows the different wears suffered by the two types of wheels for each lubrication and cooling method. For all cutting fluids, the CBN GL wheel had lower diametrical wheel wear compared to the CBN GS wheel, because the capacity of the less friable wheel (CBN GL) to keep the grains connected over time is greater if compared to CBN GS. Therefore, less decoupling of grains is expected along the entire length of the wheel during machining, thus leading to less diametrical wheel wear.

Diametrical wheel wear for different lubri-refrigeration conditions
Among the different methods tested, the conventional (flood) was the one that presented the least wear for both wheels (6.62 μm for GL and 7.79 μm for GS). This result was due to the greater chip removal capacity of the cutting zone that this method has when compared to the others. This greater cleaning reduces the clogging effect of the wheel, which, consequently, reduces the mechanical and thermal loads suffered by the bond, resulting from the friction generated by the material impregnated in the wheel pores [59].
In contrast, the pure MQL method showed the highest wear on the wheel, 19.69 μm for CBN GL and 23.15 μm for CBN GS. This high consumption is due to the low cooling capacity of this fluid, which leads to a change in the mechanical properties of the wheel. This higher temperature facilitates the flash-butt-welding of the chips, further facilitating the adhesion of chips to the wheel, that is, increasing the clogging. Also, the low cleaning capacity of the MQL cutting zone further intensifies clogging. The properties of the grain also change with the heating of the cutting zone, making them break more easily and increase the wear of the wheel [60, 61].
Among the three different MQL methods tested, the one that comes closest to the conventional method is the MQL diluted 1:5, showing the wear of 10.49 μm for the CBN GL wheel and 11.84 μm for the CBN GS wheel. This behavior is because dilution with water provides a higher cooling capacity, reducing the negative effects brought about by high temperatures.
3.4 Grinding power
Figure 7 shows the power exerted by each wheel during machining for each different fluid tested. Bianchi et al. [41] and Rodriguez et al. [50] study the changes in the grinding parameters with the application of different types of lubricating fluids and conclude that methods that have less cooling capacity end up reducing the cutting power because, with the higher temperature, the ductility of the material is increased, making cutting easier.

Grinding power consumption for different lubri-refrigeration condition
Among all methods, the conventional one had the lowest power values, 378.0 W for the least friable wheel, while for the most friable, 314.0 W of power was consumed. Even having a large cooling capacity, which negatively affects the grinding power, the benefits brought by the cleaning capacity of the cutting zone are more impactful. This type of action significantly reduces wheel clogging. This phenomenon increases the cutting power since it reduces the cutting ability of the grinding wheel, and its adhesion on the workpiece surface during cutting also consumes energy [20, 62].
In contradiction with the other parameters already presented (surface roughness, diametrical wheel wear, and roundness error), the values of grinding power obtained in the tests when using pure MQL showed results closer to the other methods. MQL facilitates the penetration of lubricant into the cutting zone, forming a thin layer of oil, which helps to decrease the grinding power.
Also, as pure oil was used, its cooling capacity is limited, which leads to an increase in the temperature of the workpiece and, consequently, makes it softer, making cutting even easier [41]. After all, the pure MQL method still has the worst power values. For the less friable wheel, 634.0 W was used, while for the more friable wheel, 605.0 W was used. Compared to the conventional method, this fluid shows a 92.7% higher power consumption for the GS wheel.
MQL 1:10 had the second worst result, with power values around 10% lower when compared to pure MQL (582.0 W for GL and 529.0 W for GS). MQL 1:5, on the other hand, presented the closest results for this system. Compared to the conventional ones, the measured power values for the diluted MQL 1:5 are 36.2% higher for the CBN GL wheel (515.0 W) and 48.1% higher for the CBN GS (465.0 W). The difference between the two diluted MQL methods is due to the different water concentrations in each. As at 1:10, the fluid released against the cutting zone has more water; the softening effect of the workpiece is less, which ends up increasing the cutting power. Also, the lower amount of oil in this method increases the effects of rubbing and plowing, consuming more energy and, thus, increasing cutting power.
Regardless of the method tested, the disparity between the two wheels is present. The CBN GL wheel always presents higher power values when compared to the CBN GS wheel, due to the difference in friability between the wheels. The greater friability means that new edges are easily generated, mainly by macroscopic fractures. This effect keeps the cutting edges sharp, which facilitates the cut and, consequently, decreases the grinding power.
3.5 Acoustic emission
Figure 8 shows the acoustic emission of 4 lubri-refrigeration methods and two types of grinding wheels applied in this research. On the conventional method, CBN GL and CBN GS wheels achieved an acoustic emission of 0.97 V and 0.77 V, respectively. MQL 1:0, on the other hand, presented the worst performance, with 2.25 V for CBN GL and 2.11 V for CBN GS. Also, the diluted MQL 1:5 reduced the acoustic emission by approximately 12%, which diluted 1:10 in both wheels.

Acoustic emission for different lubri-refrigeration conditions
In this sense, it is noted that conventional cutting fluid stood out for presenting less friction between the workpiece and the tool, which implies a lower energy expenditure and more moderate forces acting during the process. MQL 1:0, on the other hand, presented the worst results because it has a low cooling capacity, despite the excellent lubrication capacity, making the material very ductile, which increases energy dissipation through greater material deformation and greater clogging and its effects. Thus, as the dissipation of energy is directly related to the acoustic emission, the higher the energy consumed in the process, the greater the acoustic emission. Therefore, it is worth mentioning that MQL 1:5 presented a good reduction in its emission concerning MQL 1:0, considering the water in its solution with the aid of compressed air, managed to reduce the ductility of the material during the process and penetrate the cutting zone more easily due to its lower viscosity. Thus, this method softened the clogging, reducing the dissipation of energy by the adhesion and friction of the clogging on the workpiece surface during the cutting. However, MQL 1:10 had a slight increase in its acoustic emission, since by significantly increasing the amount of water in the MQL solution, its lubrication capacity is compromised, resulting in an increase in rubbing and plowing and, consequently, in higher acoustic emission.
Regarding friability, the CBN GL wheel, which has low friability, obtained the highest acoustic emission for all cutting fluids. This behavior is a result of the greater difficulty of the grains in generating new cutting edges during the process, which in turn causes an increase in rubbing, plowing, and vibration in the process. With this, the acoustic emission is intensified with the less friable wheel.
Thus, diluted MQL 1:5 was more prominent, as it considerably improved the results of pure MQL and achieved efficiency close to the conventional one, in addition to bringing more sustainability and savings for grinding.
3.6 Microhardness
Microhardness is a critical parameter to understand better the performance of the grinding wheel, the cutting fluid, and the quality of the process [46]. The grinding process presents high thermal variations among its characteristics. These effects can cause major changes in the microstructure and, consequently, in the hardness of the workpiece if the process does not present good lubri-refrigeration.
Thus, the microhardness of the workpiece surface was analyzed before and after its grinding, using four methods of lubri-refrigeration and two types of wheels, which can be seen in Fig. 9. Regarding the results, the numerical difference between all combinations was not very large. In other words, it means that there was no significant change in the microhardness of the material and there was no thermal damage to the workpiece by the grinding.

Microhardness values obtained from the workpieces surface and subsurface
It is worth noting that although MQL has the worst result in other analyzed parameters, it was efficient, given that it had no variation in microhardness, thus being a promising alternative to the use of the conventional method.
The high and low friability wheels used in this research did not influence the microstructural change, i.e., the two CBN wheels showed good results and did not affect the workpiece structure.
3.7 Confocal images
Three-dimensional images made by the confocal microscope can be seen in Fig. 10.

Confocal microscopy of the ground surface for a flood method, b MQL 1:0 (oil-pure), c MQL diluted 1:5 (83% water), and d MQL diluted 1:10 (91% water)
The images are compatible with the results obtained on the surface roughness and variations in roundness error. The conventional method showed the smallest surface variations, due to the excellent lubrication, which reduces the machining forces, and the excellent cooling, which softens the expansive effects of the workpiece and the wheel. Besides, this method reduces the clogging effect of the grinding wheel, which has a high impact on the surface finish.
The MQL 1:5 method was the one that came closest to the conventional to the surface finish. This result was due to the better balance between lubrication and cooling that exists in this method. As it is less viscous than MQL 1:0, dilution 1:5 penetrates the cutting zone more easily, removing chips and reducing the effect of clogging, in addition to removing more heat, which reduces the variations caused by the expansion of the material and reduces thermal and mechanical loads, improving the surface finish and reduces geometric errors.
With the increase in the amount of water in the dilution, as in the case of MQL 1:10, the lubrication capacity is reduced. Thus, this reduction causes an increase in cutting forces, which can lead to vibrations, which worsen the surface finish and the surface roughness.
3.8 Viscosity
For all the different fluids tested, the viscosity changes, decreasing the higher temperature. This decrease occurs due to the introduction of energy in the system, which excites the fluid’s molecules, generating a disorder in the atomic bonds, making them weaker, which, consequently, causes the viscosity to decrease [3, 16]. Figure 11 shows the variations in viscosity suffered by the tests with a logarithm scale for viscosity and with an exponential trend line for the values found.

Viscosity value of the different cutting fluids and its dilutions
The fluids that contain water concentration (conventional, 1:5, and 1:10) are those that have the lowest viscosity values and the lowest rates of variation with increasing temperature. This lower viscosity allows the fluid to penetrate the cutting interface better, thus promoting a cleaning of this area, leading to a reduction in the clogging effect of the grinding wheel. These results improve the surface finishes and extend tool life.
For the MQL method diluted at a ratio of 1:5, the viscosity at room temperature is slightly higher when compared to MQL 1:10. However, during machining, the oil present in greater quantity in this proportion has its viscosity reduced with increasing temperature, reaching values close to those of the conventional method and that of MQL 1:10.
On the other hand, pure MQL has a higher initial value and a higher viscosity reduction rate. In this sense, the fluid used contains only oil, which has a much higher viscosity compared to the oil-water emulsion, which leads to a more abrupt change in its viscosity in the tested temperature range. This higher viscosity makes it difficult for the fluid to penetrate the cutting zone.
4 Conclusions
Based on the output parameters of the austempered ductile iron grinding, varying two CBN wheels with high (GS) and low (GL) friability under the conventional lubrication methods, pure MQL (1:0), and diluted MQL 1:5 and 1:10, the following conclusions were generated:
-
The flood method produced the best results in all the outputs of this work. This performance is justified by the high lubricant and coolant capacity that this technique has, reducing the temperature and the clogging and its effects. However, the high amount of cutting fluid used by the method has a major impact on cost, health, and the environment, making it an unsustainable method for today’s industry.
-
Pure MQL had the worst performance in the tests due to its low cooling capacity and the high clogging generated. On the other hand, this alternative method did not cause microstructural changes and produced a low surface roughness, which is within the tolerance accepted by the industry (up to 1.6 μm). Thus, pure MQL drastically reduces the consumption of cutting fluid, increasing the sustainability of manufacturing, and produced good results in this work, even though it is inferior to all the lubri-refrigerant methods analyzed.
-
The diluted MQL proved to be better than pure MQL in the tests. Thus, the increase in the cooling capacity of the MQL through the addition of water reduced the problems with heating and clogging that this lubri-refrigerant method suffered. Also, the 1:5 dilution (oil-water) proved to be better than 1:10, since the consequent reduction in oil from 1:5 to 1:10 significantly reduced the lubricating capacity of MQL, impairing the results. Therefore, diluted MQL 1:5 (oil-water) was the best alternative method for all analyzed outputs.
-
The greater friability of the CBN GS wheel produced better results in grinding power and acoustic emission, which is justified by the smaller contact area due to the higher number of sharp edges. On the other hand, the less friability of the CBN GL grinding wheel produced more uniform grain cutting edges, in addition to not distorting the grinding surface as in CBN GS, which resulted in better surface and geometric quality. Thus, CBN GL was better than CBN GS in all outputs, except for grinding power and acoustic emission.
-
No lubri-refrigerant methods or wheels used in this work resulted in microstructural changes. Thus, the refrigeration applied in all methods effectively reduced the heating during grinding, avoiding thermal damage.
-
Viscosity is much lower in the conventional method compared to pure MQL. However, the addition of water to the oil and applied through MQL substantially approached the viscosity of this emulsion to that of the conventional one. Besides that, the viscosity of both diluted MQL and conventional is reduced with increasing test temperature. Thus, diluted MQL has its penetration in the cutting zone better than pure MQL, benefiting the lubri-refrigerant performance of this method.
-
Therefore, pure MQL and diluted MQL methods are eco-friendly grinding alternatives that can produce high-quality workpieces with productivity like the flood method, in addition to significantly reducing the socio-environmental impact of manufacturing.
References
Malkin S, Guo C (2008) Grinding technology: theory and applications of machining with Abrasives, 2aed. Industrial Press Inc, New York
Garcia MV, Lopes JC, Diniz AE, Rodrigues AR, Volpato RS, Sanchez LEA, de Mello HJ, Aguiar PR, Bianchi EC (2020) Grinding performance of bearing steel using MQL under different dilutions and wheel cleaning for green manufacture. J Clean Prod 257:120376. https://doi.org/10.1016/j.jclepro.2020.120376
Marinescu ID, Hitchiner M, Uhlmann E, Rowe WB (2007) Handbook of machining with grinding wheels, 1st edn. CRC Press, New York
Rodriguez RL, Lopes JC, Garcia MV, Tarrento GE, Rodrigues AR, de Ângelo Sanchez LE, de Mello HJ, de Aguiar PR, Bianchi EC (2020) Grinding process applied to workpieces with different geometries interrupted using CBN wheel. Int J Adv Manuf Technol 107:1265–1275. https://doi.org/10.1007/s00170-020-05122-2
Ren YH, Zhang B, Zhou ZX Specific energy in grinding of tungsten carbides of various grain sizes. CIRP Ann 58:299–302
Bianchi EC, Rodriguez RL, Hildebrandt RA, Lopes JC, de Mello HJ, da Silva RB, de Aguiar PR (2018) Plunge cylindrical grinding with the minimum quantity lubrication coolant technique assisted with wheel cleaning system. Int J Adv Manuf Technol 95:2907–2916. https://doi.org/10.1007/s00170-017-1396-5
Wegener K, Hoffmeister H, Karpuschewski B et al (2011) CIRP Annals - manufacturing technology conditioning and monitoring of grinding wheels. CIRP Ann - Manuf Technol 60:757–777. https://doi.org/10.1016/j.cirp.2011.05.003
Sato BK, Rodriguez RL, Talon AG, Lopes JC, Mello HJ, Aguiar PR, Bianchi EC (2019) Grinding performance of AISI D6 steel using CBN wheel vitrified and resinoid bonded. Int J Adv Manuf Technol 105:2167–2182. https://doi.org/10.1007/s00170-019-04407-5
Buj-Corral I, Vivancos-Calvet J (2013) Improvement of the manufacturing process of abrasive stones for honing. Int J Adv Manuf Technol 68:2517–2523. https://doi.org/10.1007/s00170-013-4854-8
Oliveira JFG, Silva EJ, Guo C, Hashimoto F (2009) Industrial challenges in grinding. CIRP Ann - Manuf Technol 58:663–680. https://doi.org/10.1016/j.cirp.2009.09.006
Cai R, Rowe WB (2004) Assessment of vitrified CBN wheels for precision grinding. Int J Mach Tools Manuf 44:1391–1402. https://doi.org/10.1016/j.ijmachtools.2004.04.004
Lopes JC, Fragoso KM, Garcia MV, Ribeiro FSF, Francelin AP, de Angelo Sanchez LE, Rodrigues AR, de Mello HJ, Aguiar PR, Bianchi EC (2019) Behavior of hardened steel grinding using MQL under cold air and MQL CBN wheel cleaning. Int J Adv Manuf Technol 105:4373–4387. https://doi.org/10.1007/s00170-019-04571-8
de Mello HJ, de Mello DR, Rodriguez RL, Lopes JC, da Silva RB, de Angelo Sanchez LE, Hildebrandt RA, Aguiar PR, Bianchi EC (2018) Contribution to cylindrical grinding of interrupted surfaces of hardened steel with medium grit wheel. Int J Adv Manuf Technol 95:4049–4057. https://doi.org/10.1007/s00170-017-1552-y
Lavisse B, Lefebvre A, Torrance AAA et al (2018) The effects of the flow rate and speed of lubricoolant jets on heat transfer in the contact zone when grinding a nitrided steel. J Manuf Process 35:233–243. https://doi.org/10.1016/j.jmapro.2018.07.029
de Martini FL, Lopes JC, Ribeiro FSF et al (2019) Thermal model for surface grinding application. Int J Adv Manuf Technol 104:2783–2793. https://doi.org/10.1007/s00170-019-04101-6
de Moraes DL, Garcia MV, Lopes JC, Ribeiro FSF, de Angelo Sanchez LE, Foschini CR, de Mello HJ, Aguiar PR, Bianchi EC (2019) Performance of SAE 52100 steel grinding using MQL technique with pure and diluted oil. Int J Adv Manuf Technol 105:4211–4223. https://doi.org/10.1007/s00170-019-04582-5
Rowe WB (2014) Principles of modern grinding technology. Elsevier
Alexandre FA, Lopes WN, Lofrano Dotto FR, Ferreira FI, Aguiar PR, Bianchi EC, Lopes JC (2018) Tool condition monitoring of aluminum oxide grinding wheel using AE and fuzzy model. Int J Adv Manuf Technol 96:67–79. https://doi.org/10.1007/s00170-018-1582-0
da Silva LR, Bianchi EC, Fusse RY, Catai RE, França TV, Aguiar PR (2007) Analysis of surface integrity for minimum quantity lubricant-MQL in grinding. Int J Mach Tools Manuf 47:412–418. https://doi.org/10.1016/j.ijmachtools.2006.03.015
Silva LR, Corrêa ECS, Brandão JR, de Ávila RF (2020) Environmentally friendly manufacturing: behavior analysis of minimum quantity of lubricant - MQL in grinding process. J Clean Prod 256:103287. https://doi.org/10.1016/j.jclepro.2013.01.033
Brinksmeier E, Meyer D, Huesmann-Cordes AG, Herrmann C (2015) Metalworking fluids - mechanisms and performance. CIRP Ann - Manuf Technol 64:605–628. https://doi.org/10.1016/j.cirp.2015.05.003
Sato BK, Lopes JC, Diniz AE, Rodrigues AR, de Mello HJ, Sanchez LEA, Aguiar PR, Bianchi EC (2020) Toward sustainable grinding using minimum quantity lubrication technique with diluted oil and simultaneous wheel cleaning. Tribol Int 147:106276. https://doi.org/10.1016/j.triboint.2020.106276
Tawakoli T, Hadad MJ, Sadeghi MH, Daneshi A, Stöckert S, Rasifard A (2009) An experimental investigation of the effects of workpiece and grinding parameters on minimum quantity lubrication-MQL grinding. Int J Mach Tools Manuf 49:924–932. https://doi.org/10.1016/j.ijmachtools.2009.06.015
Kuram E, Ozcelik B, Bayramoglu M, Demirbas E, Simsek BT (2013) Optimization of cutting fluids and cutting parameters during end milling by using D-optimal design of experiments. J Clean Prod 42:159–166. https://doi.org/10.1016/j.jclepro.2012.11.003
Chetan GS, Venkateswara Rao P (2015) Application of sustainable techniques in metal cutting for enhanced machinability: a review. J Clean Prod 100:17–34. https://doi.org/10.1016/j.jclepro.2015.03.039
Brinksmeier E, Aurich JC, Govekar E, Heinzel C, Hoffmeister HW, Klocke F, Peters J, Rentsch R, Stephenson DJ, Uhlmann E, Weinert K, Wittmann M (2006) Advances in modeling and simulation of grinding processes. CIRP Ann 55:667–696. https://doi.org/10.1016/j.cirp.2006.10.003
Nie Z, Wang G, Wang L, Rong Y (Kevin) (2019) A coupled thermomechanical modeling method for predicting grinding residual stress based on randomly distributed abrasive grains. J Manuf Sci Eng 141:. https://doi.org/10.1115/1.4043799141
Nie Z, Wang G, Liu D, Rong Y(K) (2018) A statistical model of equivalent grinding heat source based on random distributed grains. J Manuf Sci Eng 140:140. https://doi.org/10.1115/1.4038729
Doman DA, Warkentin A, Bauer R (2009) Finite element modeling approaches in grinding. Int J Mach Tools Manuf 49:109–116. https://doi.org/10.1016/j.ijmachtools.2008.10.002
Alexandre FA, Lopes JC, de Martini FL et al (2020) Depth of dressing optimization in CBN wheels of different friabilities using acoustic emission (AE) technique. Int J Adv Manuf Technol. 106:5225–5240. https://doi.org/10.1007/s00170-020-04994-8
da Silva AE, Lopes JC, Daniel DM et al (2020) Behavior of austempered ductile iron (ADI) grinding using different MQL dilutions and CBN wheels with low and high friability. Int J Adv Manuf Technol:1–15. https://doi.org/10.1007/s00170-020-05347-1
Lopes JC, Garcia MV, Valentim M, Javaroni RL, Ribeiro FSF, de Angelo Sanchez LE, de Mello HJ, Aguiar PR, Bianchi EC (2019) Grinding performance using variants of the MQL technique: MQL with cooled air and MQL simultaneous to the wheel cleaning jet. Int J Adv Manuf Technol 105:4429–4442. https://doi.org/10.1007/s00170-019-04574-5
Ribeiro FSF, Lopes JC, Garcia MV et al (2020) Grinding performance by applying MQL technique: an approach of the wheel cleaning jet compared with wheel cleaning Teflon and Alumina block. Int J Adv Manuf Technol:1–12. https://doi.org/10.1007/s00170-020-05334-6
Rodriguez RL, Lopes JC, Mancini SD, de Ângelo Sanchez LE, de Almeida Varasquim FMF, Volpato RS, de Mello HJ, de Aguiar PR, Bianchi EC (2019) Contribution for minimization the usage of cutting fluids in CFRP grinding. Int J Adv Manuf Technol 103:487–497. https://doi.org/10.1007/s00170-019-03529-0
Aggarwal A, Singh H, Kumar P, Singh M (2008) Optimization of multiple quality characteristics for CNC turning under cryogenic cutting environment using desirability function. J Mater Process Technol 205:42–50. https://doi.org/10.1016/j.jmatprotec.2007.11.105
Debnath S, Reddy MM, Yi QS (2014) Environmental friendly cutting fluids and cooling techniques in machining: a review. J Clean Prod 83:33–47. https://doi.org/10.1016/j.jclepro.2014.07.071
MacAdam J, Ozgencil H, Autin O, Pidou M, Temple C, Parsons S, Jefferson B (2012) Incorporating biodegradation and advanced oxidation processes in the treatment of spent metalworking fluids. Environ Technol (United Kingdom) 33:2741–2750. https://doi.org/10.1080/09593330.2012.678389
Li CH, Li JY, Wang S (2013) Zhang Q (2013) Modeling and numerical simulation of the grinding temperature field with nanoparticle Jet of MQL. Adv Mech Eng 5:986984. https://doi.org/10.1155/2013/986984
Silva LR, Bianchi EC, Catai RE, Fusse RY, França TV, Aguiar PR (2005) Study on the behavior of the minimum quantity lubricant - MQL technique under different lubricating and cooling conditions when grinding ABNT 4340 steel. J Brazilian Soc Mech Sci Eng 27:192–199. https://doi.org/10.1590/S1678-58782005000200012
Cameron A, Bauer R, Warkentin A (2010) An investigation of the effects of wheel-cleaning parameters in creep-feed grinding. Int J Mach Tools Manuf 50:126–130. https://doi.org/10.1016/j.ijmachtools.2009.08.008
Bianchi EC, Sato BK, Sales AR, Lopes JC, de Mello HJ, de Angelo Sanchez LE, Diniz AE, Aguiar PR (2018) Evaluating the effect of the compressed air wheel cleaning in grinding the AISI 4340 steel with CBN and MQL with water. Int J Adv Manuf Technol 95:2855–2864. https://doi.org/10.1007/s00170-017-1433-4
Belentani R d M, Funes Júnior H, Canarim RC et al (2013) Utilization of minimum quantity lubrication (MQL) with water in CBN grinding of steel. Mater Res 17:88–96. https://doi.org/10.1590/s1516-14392013005000165
Groover MP & Groover MP (2012) Introduction to manufacturing processes.
Marinescu ID, Doi TK, Eckart U (2015) Handbook of ceramics grinding and polishing, 2nd edn. Elsevier
Stephenson, DA AJ (2016) Metal cutting theory and practice, Trird edit
Lopes JC, de Martini FL, Domingues BB et al (2019) Effect of CBN grain friability in hardened steel plunge grinding. Int J Adv Manuf Technol 103:1567–1577. https://doi.org/10.1007/s00170-019-03654-w
Linke B (2016) Life cycle and sustainability of abrasive tools. Springer International Publishing, Cham
SAINT-GOBAIN, Cubic Boron Nitride Mesh - Engineered Particles. https://www.surfaceconditioning.saint-gobain.com/products/cubic-boron-nitride-mesh. Accessed 21 Jan 2020
Lopes JC, Ventura CEH, Rodriguez RL, Talon AG, Volpato RS, Sato BK, de Mello HJ, de Aguiar PR, Bianchi EC (2018) Application of minimum quantity lubrication with addition of water in the grinding of alumina. Int J Adv Manuf Technol 97:1951–1959. https://doi.org/10.1007/s00170-018-2085-8
Rodriguez RL, Lopes JC, Hildebrandt RA, Perez RRV, Diniz AE, de Ângelo Sanchez LE, Rodrigues AR, de Mello HJ, de Aguiar PR, Bianchi EC (2019) Evaluation of grinding process using simultaneously MQL technique and cleaning jet on grinding wheel surface. J Mater Process Technol 271:357–367. https://doi.org/10.1016/j.jmatprotec.2019.03.019
Bianchi EC, Rodriguez RL, Hildebrandt RA, Lopes JC, de Mello HJ, de Aguiar PR, da Silva RB, Jackson MJ (2019) Application of the auxiliary wheel cleaning jet in the plunge cylindrical grinding with minimum quantity lubrication technique under various flow rates. Proc Inst Mech Eng Part B J Eng Manuf 233:1144–1156. https://doi.org/10.1177/0954405418774599
King RI, Hahn RS, Devereux OF (2009) Handbook of modern grinding technology. J Eng Mater Technol. 109:353. https://doi.org/10.1115/1.3225989
de Martini FL, Lopes JC, Volpato RS et al (2018) Comparative analysis of two CBN grinding wheels performance in nodular cast iron plunge grinding. Int J Adv Manuf Technol 98:237–249. https://doi.org/10.1007/s00170-018-2133-4
Javaroni RL, Lopes JC, Sato BK, Sanchez LEA, Mello HJ, Aguiar PR, Bianchi EC (2019) Minimum quantity of lubrication (MQL) as an eco-friendly alternative to the cutting fluids in advanced ceramics grinding. Int J Adv Manuf Technol 103:2809–2819. https://doi.org/10.1007/s00170-019-03697-z
Talon AG, Lopes JC, Tavares AB, Sato BK, Rodrigues AR, Genovez MC, Dinis Pinto TA, de Mello HJ, Aguiar PR, Bianchi EC (2019) Effect of hardened steel grinding using aluminum oxide wheel under application of cutting fluid with corrosion inhibitors. Int J Adv Manuf Technol 104:1437–1448. https://doi.org/10.1007/s00170-019-04005-5
Benedicto E, Carou D, Rubio EM (2017) Technical, economic and environmental review of the lubrication/cooling systems used in machining processes. In: Procedia Engineering. The Author(s), pp 99–116
Hadad MJJ, Tawakoli T, Sadeghi MHH, Sadeghi B (2012) Temperature and energy partition in minimum quantity lubrication-MQL grinding process. Int J Mach Tools Manuf 54–55:10–17. https://doi.org/10.1016/j.ijmachtools.2011.11.010
Schwarz M, Dado M, Hnilica R, Veverková D (2015) Environmental and health aspects of metalworking fluid use. Polish J Environ Stud 24:37–45
Javaroni RL, Lopes JC, Garcia MV, Ribeiro FSF, de Angelo Sanchez LE, de Mello HJ, Aguiar PR, Bianchi EC (2020) Grinding hardened steel using MQL associated with cleaning system and cBN wheel. Int J Adv Manuf Technol 107:2065–2080. https://doi.org/10.1007/s00170-020-05169-1
Lopes JC, Ventura CEH, de M. Fernandes L, et al (2019) Application of a wheel cleaning system during grinding of alumina with minimum quantity lubrication. Int J Adv Manuf Technol 102:333–341. https://doi.org/10.1007/s00170-018-3174-4
Lopes JC, de Martini FL, Garcia MV et al (2020) Performance of austempered ductile iron (ADI) grinding using diluted oil in MQL combined with wheel cleaning jet and different CBN grains friability. Int J Adv Manuf Technol 107:1805–1818. https://doi.org/10.1007/s00170-020-05142-y
Lopes JC, Garcia MV, Volpato RS, de Mello HJ, Ribeiro FSF, de Angelo Sanchez LE, de Oliveira Rocha K, Neto LD, Aguiar PR, Bianchi EC (2019) Application of MQL technique using TiO2 nanoparticles compared to MQL simultaneous to the grinding wheel cleaning jet. Int J Adv Manuf Technol. 106:2205–2218. https://doi.org/10.1007/s00170-019-04760-5
Acknowledgments
The authors thank companies Nikkon Ferramentas de Corte Ltda – Saint-Gobain Group for providing the grinding wheel and ITW Chemical Products for the donation the cutting fluids, and the authors thank everyone for supporting the research and opportunity for scientific and technological development.
Funding
The authors thank São Paulo Research Foundation (FAPESP) processes 2016/23910-0, 2018/22661-2, and 2019/24933-2; CAPES (Coordination for the Improvement of Higher Level Education Personnel); and CNPq (National Council for Scientific and Technological Development) for their financial support of this research.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interests
The authors declare that they have no conflict of interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Moretti, G.B., de Moraes, D.L., Garcia, M.V. et al. Grinding behavior of austempered ductile iron: a study about the effect of pure and diluted MQL technique applying different friability wheels. Int J Adv Manuf Technol 108, 3661–3673 (2020). https://doi.org/10.1007/s00170-020-05577-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-05577-3