
Abstract
The use of natural fibers has seen a significant rise in the composites sector, resulting in the creation of polymer composites with exceptional strength. These environmentally-friendly alternatives offer a compelling substitute for synthetic composites. This study explores the use of date palm waste as reinforcement for the fabrication of polyvinyl chloride (PVC) composites. A surface modification method was essential for improving the binding interaction between palm fibers and PVC composites. The two-hour benzoyl chloride treatment at 140 °C played a crucial role. The study examined the effects of hydrothermal aging on mechanical properties of composites, using various techniques such as surface morphology analysis, Fourier Transform Infrared spectroscopy, and Thermogravimetric Analysis, on composites made of untreated fibers and those treated with benzoyl chloride. Although the treatment of palm fiber-reinforced composites with benzoyl chloride improved their mechanical properties, it is crucial to note that hydrothermal aging reduced their tensile strength by 10%. Despite this, these composites prove to be well-suited for applications requiring moderate strength and stiffness in mild environmental conditions. These composites, while utilizing benzoyl chloride for surface treatment, still represent a more sustainable alternative to traditional synthetic composites by incorporating renewable date palm waste and enhancing mechanical properties, which potentially reduces overall environmental impact.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Introduction
The agricultural sector, particularly in the Middle East and North Africa (MENA) region, faces a significant challenge in managing the vast quantities of waste generated from date palm harvests. Annually, the MENA region produces an estimated 2.6 to 2.8 million metric tons of agricultural waste1, with a single date palm tree contributing approximately 26 to 35 kg of biomass waste. This waste, comprising rachis, leaflets, spadix stems, mesh, and date pits, represents a substantial environmental burden and an untapped resource2,3.
In response to this challenge, a paradigm shift is occurring in materials science and engineering. Researchers are increasingly focusing on valorizing agricultural waste, particularly natural fibers, as sustainable alternatives to traditional synthetic materials4,5,6.
The potential applications of these natural fiber-based materials are vast and diverse. They are making significant inroads in the construction and automotive industries, finding use in outdoor furniture, window parts, door panels, and roof materials7,8. Their versatility extends to reinforcing various polymer-based materials, including polyvinyl chloride (PVC), polystyrene (PS)9,10, polyethylene (PE)11, and polypropylene (PP)12. The growing interest in these materials stems from their remarkable properties, which in many aspects surpass those of conventional reinforcement materials like fiberglass.
Natural fibers, particularly those derived from date palm waste, offer a unique combination of benefits. They boast exceptional mechanical properties, thermal stability, and acoustic insulation capabilities. Furthermore, their biodegradability addresses growing environmental concerns, while their non-abrasive nature and cost-effectiveness make them increasingly attractive to manufacturers13. These attributes position natural fiber composites as a promising solution for sustainable material development in the twenty-first century.
However, the widespread adoption of these materials faces a significant hurdle: their susceptibility to water absorption. This characteristic not only affects the mechanical properties of the composites but also limits their applicability in outdoor and moisture-rich environments14. The complex relationship between water absorption and the mechanical performance of biocomposites has been the subject of extensive research, with most studies reporting detrimental effects on material integrity and longevity.
To overcome these limitations, innovative fiber modification techniques have emerged as a critical area of research. These modifications aim to remove hemicelluloses, lignin, and amorphous cellulose regions while introducing hydrophobic properties7,15,16. Among these techniques, the treatment of fibers with benzoyl chloride (C6H5ClO) has shown particular promise. This method not only increases the cellulose percentage in fibers but also enhances their crystallinity index, thermal stability, and mechanical strength13,17.
Previous studies have demonstrated the efficacy of benzoyl chloride treatment across various natural fibers. Increasing cellulose reduces the composites' affinity for water, concurrently improving the adhesion between natural fibers and the polymeric matrix. Consequently, these yields improved mechanical properties and heightened surface roughness18. Jacob et al.19 reported improved mechanical properties and reduced water absorption in polyethylene composites reinforced with benzoyl chloride-treated plantain peel powder. Ganesh Babu's research20 highlighted the potential of this treatment in enhancing the performance of brake pads made from Cyperus pandora fibers. Sherwani et al.21 conducted a comprehensive investigation into the effects of benzoyl chloride treatment on sugar palm fibers, noting significant improvements in mechanical and morphological properties. Similarly, Izwan et al.22 observed enhancements in physical and mechanical properties of sugar palm fibers following benzoyl treatment, including changes in color, diameter reduction, and increased tensile strength.
Building on this foundation, our groundbreaking study aims to revolutionize composite material production by introducing a novel method of treating date palm fibers with benzoyl chloride. This research uniquely addresses the challenges of interfacial adhesion and compatibility with polyvinyl chloride (PVC) matrix, with a specific focus on applications in automotive interior components, furniture, and building materials. Our comprehensive approach employs a range of analytical techniques, including visual observations of physical changes, Fourier transform infrared (FTIR) analysis for chemical structure characterization, scanning electron microscopy (SEM) for microstructural examination, thermal degradation testing, and mechanical strength assessments.
A key innovation of this study lies in its exploration of how benzoyl chloride treatment affects the water absorption properties and tensile strength retention of date palm fiber composites during hydrothermal aging. This aspect is crucial for developing materials suitable for use in humid environments or outdoor applications. By addressing these critical issues, our research paves the way for the development of more durable, high-performance natural fiber composites. The implications of this study extend far beyond academic interest. By demonstrating the potential of treated date palm fibers in producing robust, long-lasting composite materials, we open new possibilities for sustainable material use across various industries. This research not only contributes to solving agricultural waste management issues, but also aligns with global efforts towards sustainable development and circular economy principles.
This study represents a significant advancement in sustainable material science and engineering. By harnessing the potential of date palm waste and innovating fiber treatment methods, we aim to create a new generation of eco-friendly, high-performance materials that can meet the demanding requirements of modern industrial applications while addressing pressing environmental concerns.
Materials and methodology
Materials
This study involved retrieving date palm leaflets (Phoenix dactylifera L.) from the Biskra region in the southeastern part of Algeria were obtained with permission from owner of plantation. The leaflets were immersed in cold and hot water to remove impurities. Subsequently, they were air-dried and then trimmed to lengths of 1 cm. Finally, grinding and sieving were used to obtain fibers with an average width of 100 µm and an aspect ratio of 2.96.
Polyvinyl chloride (PVC) was sourced from the National Cable Industry Unit of Biskra, Algeria. It has a degree of polymerization ranging from 1250 to 1450 and a viscosity range from 120 to 130 mPa s. The K-value of the PVC is 67–72. We utilized a PVC compound containing a plasticizer (Di-Iso-Décyl-Phtalate, DIDP), a stabilizer with a calcium/zinc base (BAEROPAN MC 9917 KA), and a lubricant (stearic acid). This stabilizer is commonly used in PVC molding resins and provides good heat stability and resistance to oxidation.
The chemicals sodium hydroxide, acetic acid, benzoyl chloride acid, and xylene were procured from Sigma Aldrich and employed to treat the fibers' surfaces.
Fiber surface treatment
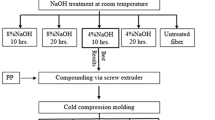
A quantity of 10 g of palm fiber is submerged in a solution containing 2% sodium hydroxide (NaOH) at a ratio of 1:20 for 30 min. The fiber is subsequently subjected to multiple rinses with deionized water containing a concentration of 10−2 mol/L acetic acid to remove any residual soda. Subsequently, a mixture comprising 300 ml of xylene and 50 ml of benzoyl chloride acid is introduced to the alkali-treated fiber. The process involves continuous stirring and heating at 140 °C under reflux conditions for 2 h. The palm fiber is subjected to a rinsing process using distilled water to eliminate any remaining inorganic salts. Subsequently, the fiber is immersed in ethanol for one hour to eliminate residual benzoyl chloride. After a thorough water rinse, the specimen undergoes a 24-h desiccation process in an oven with an 80 °C temperature setting.
Fabrication of composites
Date palm fiber-reinforced PVC composites were fabricated using a calendar and a hydraulic press. Initially, the treated (BTF) and untreated (UTF) palm fibers (UTF) underwent a drying phase at 60 °C for 24 h to eliminate moisture. The PVC matrix was subsequently melted within a calendar machine ("Schwabenthan polymix 200 P") at temperatures ranging from 160 to 165 °C. Following this, the treated and untreated palm fibers were introduced into the molten PVC at a rate of 10 wt%. The resulting mixture underwent calendaring into strips and was then subjected to compression in a hydraulic press ("polystat 300 S") at temperatures of 160–165 °C and a pressure of 300 bars for 10 min. A detailed formulation of the composites is presented in Table 1.
Plants (either cultivated or wild)
We declare that permission to collect palm Petiole as waste from Biskra district of Algeria with permission from owner of plantation and assure you it complies with relevant institutional, national, and international guidelines and legislation.
Characterization
Fourier transform infrared analysis (FTIR)
The FTIR-8400S Shimadzu spectrometer was used to investigate potential chemical bonding in raw and treated fibers. The samples were tested with 2 wt% of KBr and compressed to form a disc. Spectral data were obtained in transmission mode within the range of 4000–400 cm−1.
Morphological analysis
A Quanta FEG250 scanning electron microscope (SEM) set to 15 kV was used to examine the surface structure of palm fibers and polyvinyl chloride composites, both treated and untreated. The specimens underwent processing using liquid nitrogen.
Thermal properties
The Universal V4.5A TA instrument was used for thermogravimetric analysis (TGA) of fibers and PVC composites. The analysis involved exposing the samples to a heating rate of 10 °C min−1, commencing at room temperature, and reaching a maximum temperature of 600 °C. These experiments were executed in a nitrogen atmosphere.
Mechanical analysis
Tensile tests were performed using Zwick/Roell Z50 testing equipment with a 1 mm/min crosshead speed, following ASTM D638-22. For each sample, test at least five specimens.
Three-point flexural tests were performed using the INSTRON testing machine, following the standard ISO 178:2001. The sample size was 100 × 10 × 2 mm3, and the crosshead speed was 1 mm/min.
Hydrothermal aging test
The composites have been inspected for tensile characterization after hydrothermal aging. For this purpose, composites specimens are weighed and immersed in a distilled water bath set at 50 °C for five hours. The samples were taken every hour and dried correctly before the tensile and water uptake tests. The weight uptake (wuptake) has been calculated in terms of percentage as per the following formula:
where wf is the weight of the sample after hydrothermal aging and w0 is the weight of the sample before hydrothermal aging.
Similarly, the loss of tensile strength (σLoss) in terms of percentage has been computed as:
where σ0 is the tensile strength of the sample before hydrothermal aging, and σf is the tensile strength of the sample after hydrothermal aging.
Results and discussion
Physical appearance of treated and untreated palm fiber
The physical changes in palm fiber before and after chemical treatment were observed visually. Figure 1 shows the varied colors of fibers after treatment. Before treatment with benzoyl chloride, the UTF exhibited a dark brown color that gradually turned to a deep black. The change in color of natural fibers following treatment is associated with the breakdown of hemicellulose and lignin components from the fibers upon NaOH treatment22,23.

Physical appearance of treated and untreated palm fiber.
FTIR analysis
Fourier transform infrared (FTIR) spectra are a powerful way to see how benzoic acid chloride changes the chemical structure of palm fiber. Figure 2 displays significant differences in the FTIR spectra of untreated palm fiber (UTF) and palm fiber treated with benzoyl chloride (BTF). It is important to note that a drop in the absorption band is linked to the O–H stretching of hydroxyl groups in cellulose and hemicellulose, which happens around 3422 cm−1. This decrease shows that the reaction between these hydroxyl groups and benzoyl chloride went well, which changed the surface chemistry of the fiber22,23. At the same time, lower peaks at 2920 cm−1 and 2850 cm−1, which are connected to methylene group vibrations, show that aliphatic chains have changed. These changes, along with changes in the CH2 group bending vibrations (shown by the peak at 1460 cm−1), suggest that the molecular structure of the fiber has been completely changed24. Additionally, characteristic bands at 1120 cm−1 and 1046 cm−1, indicative of the elongation vibrations of C–O–C groups, are evident25. An indicator of the benzoylation process is the increased carbonyl band centered at 1737 cm−1. This prominent feature signifies the formation of ester linkages, a direct result of the reaction between hydroxyl groups and benzoyl chloride. The emergence of this band, coupled with new peaks at 1273 cm−1 and 1312 cm−1, provides strong evidence for the successful esterification of the palm fibers.

FTIR spectra of untreated fiber (UTF) and benzoyl chloride-treated fiber (BTF).
The appearance of a peak at 1605 cm−1, due to C=C stretching in aromatic rings, further confirms the introduction of benzoyl groups. This, along with the higher intensity at 710 cm−1, which shows aromatic rings with only one substituent, shows that benzene rings are part of the fiber structure. These modifications significantly alter the fiber's surface properties and, potentially, its interactions with other materials18. An important consequence of the benzoyl chloride treatment is a reduction in the fiber's hydrophilicity. The decreased band, typically associated with water absorption, evidences this. The lowered hydrophilicity can enhance the fiber's compatibility with hydrophobic matrices, making it more suitable for certain composites applications26. Figure 3 schematizes the benzoyl treatment of palm fibers.

Benzoyl treatment of date palm fibers by benzoyl chloride.
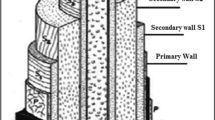
Scanning electron microscopy
Figure 4's scanning electron microscope (SEM) pictures provide a close-up view of palm fibers without treatment (Fig. 4a) and those treated with benzoyl chloride (Fig. 4b). These micrographs clearly demonstrate how the chemical treatment altered the fibers' shape and influenced their surface properties27.

Micromorphology of palm fibers; (a) untreated fiber, (b) treated fiber.
Figure 4a, depicting the untreated palm fiber, reveals a complex and irregular surface topography. The fiber surface is characterized by pronounced roughness, with numerous protrusions and indentations creating a highly-textured landscape. A substantial accumulation of impurities and dust particles, forming a thick, heterogeneous layer across the fiber's exterior, further accentuates this roughness. The fiber's surface structure deeply embeds these contaminants, likely comprising various polysaccharides, extractives, and other non-cellulosic components. Such impurities not only contribute to the fiber's irregular appearance, but also play a significant role in its physical and chemical properties. The presence of these surface contaminants and structural irregularities in the untreated fiber can have a number of negative effects. Firstly, they act as potential stress concentration points, creating weak spots in the fiber's structure that could initiate or propagate fractures under mechanical stress. Additionally, these impurities significantly impair the fiber's ability to form strong, coherent interfaces with polymeric matrices in composite materials. The inconsistent surface chemistry and topography hinder effective wetting and bonding, resulting in poor stress transfer between the fiber and the surrounding matrix. Unfortunately, this weak interfacial adhesion can make composites that use these untreated fibers perform badly and last a long time28,29
In stark contrast, Fig. 4b showcases the remarkable transformation achieved through benzoyl chloride treatment. The treated fiber exhibits a dramatically altered surface morphology, characterized by a notably cleaner and more uniform appearance. The most striking change is the significant reduction in visible surface impurities and contaminants. The treatment process has effectively stripped away the layer of non-cellulosic materials, exposing a more homogeneous fiber surface.
The benzoyl chloride treatment appears to have induced a chemical etching effect on the fiber surface. This etching process not only removes impurities but also modifies the underlying cellulose structure, potentially increasing the surface area available for bonding. The resulting surface is markedly smoother, with a more consistent texture that suggests improved uniformity in both physical structure and chemical composition. As Fiore et al.30 reported, removing lignin, wax, pectin, and hemicellulose contributes to an augmented roughness of the fiber surface. This increased roughness, in turn, improves the adhesion of polymers within composites materials. After the treatment, the observed phenomenon was a reduction in fiber size. This shrinking will help the fibers reduce moisture absorption22.
Figure 5a–c presents SEM micrographs of the neat PVC and their composites. At first observation, the SEM morphology of all PVC/palm fiber composites appeared similar yet significantly different from pure polyvinyl chloride resin. Adding date palm fibers to PVC composites caused the surface to become more rough and irregular. Figure 5b illustrates that including 10 wt% UTF fillers roughens the surface compared to pure PVC resin. In addition, the SEM micrograph of PVC-UTF composites showed clumping, fiber pull-outs caused by the incompatible palm filler's poor dispersion and minimal adherence, and the formation of voids that promote the production of fragile interfaces or critical stress intensity points, which allow cracks to begin and spread, resulting in composites failure and a diminution in the value of mechanical properties31,32.

Micromorphology of PVC/palm fiber composites; (a) neat PVC, (b) reinforced with untreated fiber (PVC-UTF) and (c) reinforced with treated fiber (PVC-BTF).
The fracture surface of the PVC-BTF composites, where the fibers were treated with benzoyl chloride (Fig. 5c), reveals a pattern of fiber breakage rather than pull-out that indicates a more effective adhesion between the surfaces of composites reinforced with treated fibers, with the PVC-BTF composites demonstrating superior performance. In contrast to other composites, the bond strength between the PVC matrix and BTF fibers was significantly higher, and no visible voids were observed at the fracture interfaces. The benzoylation process was crucial in toughening the fiber surface and strengthening the bond between the PVC matrix and the fibers. This heightened bonding was attributed to decreased hydroxyl groups, fostering improved fiber cohesion9,33.
Thermal properties
Figure 6 presents the thermal analysis (TGA) and derivative (DTG) curves for untreated (UTF) and benzoyl chloride-treated fibers (BTF). The thermal degradation behavior is illustrated through four distinct stages: initial dehydration, removal of hemicellulose and a portion of lignin, alpha-cellulose decomposition, and lignin pyrolysis34. The annotated curves clearly indicate the weight loss percentages and temperature ranges for each stage, with treated fibers showing higher thermal stability and shifted degradation temperatures.

Thermogravimetric and derivative thermogravimetric curves of untreated fiber (UTF) and benzoyl chloride-treated fiber (BTF).
During the initial Stage of decomposition, occurring between 50 and 150 °C, the fibers undergo dehydration, resulting in a 7.16% mass loss within the temperature range of 50.62 °C to 148.81 °C. The observed mass loss primarily results from the evaporation of volatile extracts within the fibers. The significant rise in moisture loss at elevated temperatures suggests robust hydrogen bonding between cellulose and water, indicating an increased abundance of hydroxyl groups OH. It underscores the inherently hydrophilic nature of natural fibers18,26. Not only that, but the temperature at which benzoyl chloride-treated fibers (BTF) break down is much higher than that of untreated palm fibers (UTF), which causes a slight drop in weight (2.54%). This weight reduction indicates a decrease in fiber moisture content after treatment, highlighting the effectiveness of the benzoyl chloride treatment process.
The final three stages are associated with the deterioration of hemicellulose, lignin, and cellulose linkages as the temperature increases22. The second Stage, observed at 210 °C to 303 °C for raw fibers and 156 °C to 242 °C for treated fibers, signifies the removal of hemicelluloses and a portion of lignin35. Alpha-cellulose decomposition occurs in the temperature range of 320–430 °C for untreated fibers, while this process is observed within the 280–444 °C range for benzoyl-treated fibers. These temperature ranges indicate the thermal stability improvements achieved through benzoyl chloride treatment, as evidenced by the shifted decomposition stages and elevated degradation temperatures. During this degradation phase, the UTF exhibits a weight loss of 57.03%, whereas the BTF experiences a weight loss of 64.02%. The maximum degradation temperature of benzoyl-treated palm fibers exhibits an increase, measuring 390.72 °C, compared to the raw fibers, with maximum degradation temperature of 349.71 °C. Cellulose undergoes a slow decomposition process at lower temperatures. In contrast, cellulose molecules are rapidly disintegrated at high temperatures, resulting in the decomposition of glycosyl units and the subsequent production of levoglucosan36,37.
During the fourth Stage, two minor peaks were detected at temperatures of 409 °C and 470 °C, corresponding to the stages of lignin degradation and pyrolysis, respectively38. At temperatures exceeding 500 °C, the molecules undergo decomposition, forming diverse low molecular weight substances, including CO2, CO, H2O, hydrocarbons, and hydrogen (H2)37. Untreated fibers exhibited a residue weight of approximately 28.46% at a temperature of 600 °C, whereas the benzoyl chloride-treated palm fibers showed a residue weight of 27.86%. The benzoyl fiber treatment did not increase thermal stability, resulting in a lower temperature than UTF. Fewer decomposition peaks for treated palm fiber demonstrated the elimination of specific components from the fiber during treatment22. That is due to the varied degradation tendencies of benzoyl-treated fiber molecules. The dissociation of C–C chain bonds and H-abstraction at the dissociation site39 contribute to the intricate thermal behavior observed. Providing a comprehensive summary, Table 2 offers valuable insights into the thermal degradation characteristics of treated (BTF) and untreated (UTF) palm fibers. The tabulated information encompasses critical parameters such as the initial degradation temperature, percentage weight loss, and percentage residue, elucidating the impact of benzoyl chloride treatment on the thermal stability of the fibers.
Figure 7 displays the TGA and DTG curves for neat PVC and PVC composites reinforced with treated and untreated palm fibers. The curves demonstrate two distinct stages of thermal decomposition: the removal of Hydrogen Chloride molecules and the degradation of polyene into a carbon black residue. The annotated curves provide clear demarcations of the onset and maximum decomposition temperatures, with PVC composites showing enhanced thermal stability due to improved adhesion between the matrix and fibers. The corresponding thermal analysis data, summarized in Table 3, provides valuable insights into the distinctive thermal characteristics of PVC and its composites. The thermal decomposition of the polyvinyl chloride matrix happens in two distinct stages: the first one initiates at 257.75 °C and concludes at 367.06 °C, reaching a peak decomposition temperature of 310.75 °C. In this phase, there is a weight loss of 53.60%, attributed to the removal of Hydrogen Chloride molecules and the creation of double bonds of polyene within the PVC chains. The subsequent degradation stage, spanning from 416.55 to 559.22 °C, involves the degradation of polyene into a carbon black residue, which remains stable above 559.22 °C and contributes to 27.15% of the total weight40,41.

Thermogravimetric and derivative thermogravimetric curves of neat PVC and composites reinforced with untreated fiber (PVC-UTF) and benzoyl chloride-treated fiber (PVC-BTF).
Both treated and untreated PVC composites reinforced with palm fiber exhibit a marginal weight loss at approximately 100 °C, attributed to the evaporation of water present in UTF and BTF fibers. The introduction of palm fiber decreases the onset decomposition temperature, estimated at 238.36 °C and 231.76 °C for PVC-UTF and PVC-BTF, respectively. This reduction is attributed to the chain scission of composites, leading to increased release of hydrochloric acid (HCl) and the decomposition of holocellulose (cellulose and hemicellulose)42. Enhanced adhesion between the PVC matrix and cellulose fiber leads to enhanced contacts, reducing the composites' thermal stability. This is corroborated by the degradation process of composites, in which the deterioration of one component in a composite has a multiplicative effect on the deterioration of all other components41. The second peak at approximately 454.36 °C is evident in treated and untreated composites. This phase is accompanied by a weight loss between 52.01% and 51.18%. The decomposition process involves the breakdown of lignin, the residual residue, and the production of ashes, indicating the comprehensive combustion of the composites9,43.
Mechanical characterization
Tensile testing
Figure 8 illustrates neat PVC and composites' tensile strength and modulus before aging. It is noteworthy that the incorporation of date palm fiber into PVC results in a reduction in tensile strength from 12.8 ± 1.12 MPa for pristine polyvinyl chloride to 11.3 ± 0.48 MPa for untreated composites, specifically PVC-UTF. The decrease in tensile strength observed in untreated composites (PVC-UTF), compared to the pristine polyvinyl chloride (PVC), can be ascribed to the compromised interfacial adhesion within the composites. Conversely, reduced adhesion between the matrix and filler at the interface results in their separation, enhancing deformability and causing an increase in deformability19,44. The tensile strength trend reveals a notable enhancement in treated PVC-BTF composites compared to untreated PVC-UTF composites. These findings suggest an improved compatibility between hydrophilic cellulose fibers and the hydrophobic PVC matrix following the application of benzoyl chloride treatment. The improvement in tensile strength properties, observed in treated composites (PVC-BTF) attributed to the modification of palm fibers surface. The benzoylation treatment reduces the presence of free OH groups on the fiber interface. Consequently, it amplifies the hydrophobic properties of the fibers, promoting improved interaction with the matrix. This, in effect, augments the mechanical properties of the composites, aligning with observations documented in prior literature13.

Ultimate tensile strength and modulus of neat PVC and composites.
The tensile modulus of the composites exhibits an increase, rising from 112.2 ± 11.06 MPa for polyvinyl chloride (PVC) to 304.5 ± 7.26 MPa for the treated composites. It is anticipated that benzoyl modification will facilitate the removal of solidifying materials, including lignin and natural oils, from the fiber's surface45. This removal process results in enhanced packing of cellulose chains, increased fiber surface roughness, and enhanced contact area between the fiber and polyvinyl chloride (PVC)30. Therefore, this chemical modification has been found to have a beneficial effect on the mechanical properties of the composites46. An elevation in stiffness was also noted in untreated samples, attributed to the inherent rigidity of fibers compared to the polymer. This increased stiffness contributes to a stiffer composite without altering its strength. These outcomes align with findings reported in9,47.
Flexural testing
Figure 9 illustrates the flexural strength and modulus variations for PVC composites reinforced with treated and untreated palm fibers. The results display a similar trend to the tensile strength findings. The benzoyl-treated PVC-BTF composites exhibit the highest flexural strength at approximately 2.63 ± 0.04 MPa. The enhanced flexural strength observed in benzoyl-treated PVC-BTF composites can be ascribed to improved homogeneity, adequate wetting, and enhanced interfacial bonding between benzoyl-treated date palm fibers (BTF) and the PVC matrix under compressive loads during bending. Additionally, the fiber-matrix interface has increased transfer capacity in the reinforced composites with treated fibers47,48.

Flexural Strength and modulus of neat PVC and composites.
The flexural modulus, as depicted in Fig. 9, has experienced a positive increase due to the reinforcement with palm fibers. This increase can be attributed to the enhanced strength of the reinforcement material. The flexural modulus is primarily influenced by the properties of the matrix and the bonding between them and fibers49. It has been observed that the treatment of benzoylation significantly influences the flexural modulus. The treated composites PVC-BTF exhibited the highest flexural modulus (88.66 ± 4.10 MPa) compared to the PVC-UTF composites and pure PVC. The application of the treatment resulted in significant alterations on the surface of the palm fiber. These alterations included the elimination of alkali-soluble components and a decrease in the thickness of the palm fiber.
Consequently, numerous small voids were formed on the fiber surface45. The benzene rings in the benzoyl group (C6H5O) instead of hydroxyl groups attached to the fibers enhance the hydrophobic nature of the fiber surfaces17. Thus, enhancing the adhesion between the surfaces of palm fiber and the PVC matrix contributes to improving the flexural modulus in PVC-BTF composites 50.
Hydrothermal aging of composites
Humidity aging is widely recognized as a significant factor contributing to the degradation of organic materials exposed to air or in contact with water over time. Several mechanisms of aging caused by dampness have been acknowledged, including matrix plasticization, differential enlargement due to concentration gradients, and damage at the matrix/fiber interface51,52.
The curves shown in Fig. 10 depict the water uptake and the trend of loss of tensile strength under exposure to hydrothermal aging versus the square root of time for the virgin PVC and composites. By comparing the mass gain plots of specimens, it can be seen that the influence of increased temperature on the diffusion characteristics is very apparent. The observed phenomena may be explained by the widely recognized impact of temperature on the thermodynamic contribution, known as the "Soret effect" of diffusion substances. Elevated temperatures expedite the process of water absorption53. Since the PVC matrix is a hydrophobic material, the rate of water uptake was less than other composites and did not exceed 0.13%54. The untreated specimens PVC-UTF show higher absorbed water, about 1.23%, after 5 h of immersion in water at 50 °C. The observed phenomenon can be attributed to the gaps and micro-voids between UTF and PVC composites, which provide the channels through which water can pass, causing plasticization and reducing the glass transition temperature55,56. The untreated palm fiber shows a significant amount of OH groups, which readily interactions with water molecules forming hydrogen bonds, leading to swelling and weakening of the fiber structure as described in Fig. 11. This interaction can also disrupt the fiber-matrix interface, leading to debonding and further mechanical degradation. Consequently, the increase in the concentration of hydroxyl groups corresponds to an elevated water absorption rate24.

Weight uptake and loss of tensile strength after hydrothermal aging of neat PVC and composites.

Formation of hydrogen bonds between cellulose molecules and water molecules.
The benzoyl treatment significantly reduced water absorption for the PVC-BTF composites, amounting to 0.65%. Using benzoylation treatment enhanced the hydrophobic nature of PVC composites reinforced with palm fiber, decreasing mass absorption. This reduction in weight absorption is explained by the hydrophobic nature imparted by benzoyl groups on the fiber surface18,21,57. The trend of tensile strength loss (Fig. 10) is the same for PVC, PVC-UTF, and PVC-BTF composites after hydrothermal aging for 5 h at 50 °C. Observing untreated fiber-reinforced PVC composites (PVC-UTF) shows that when specimens are submerged in water, their tensile strength drops sharply, from 11.3 MPa to 8.85 MPa. This drop in tensile strength, which is around 21.68% compared to the initial tensile strength, is due to the swelling of palm fibers along water absorption, water gets into composites by diffusing into the matrix through capillarity at the fiber-matrix interface. Hydrophilic parts of the matrix then absorb the water and move along the inside fibers. Then, palm fibers caused a visible growth because the lumen physically grew and cellulose molecules mixed with water molecules. When it became big enough, matrix cracked around the swollen fibers. Over time, as the material aged, pectins, hemicelluloses, and some celluloses that weren't fully crystallized started to leak out of the palm fibers. This caused the fiber-matrix interface to delaminate completely. Lastly, the different ways that each cell wall layer swelled caused the strengthening fibers to split and peel off, which reduced the fiber/matrix interface and caused further damage58,59. Nevertheless, treated PVC-BTF composites exhibit a slightly lower tensile strength than untreated composites. Karlsson et al.60 suggest that fibers tend to swell when water infiltrates the interior of composites materials, leading to matrix structure alterations through chain reorientation and contraction. This phenomenon results in decohesion, weakening interfacial adhesion, and ultimately diminishing mechanical properties.
This drop in tensile strength, which is around 21.68% compared to the initial tensile strength, is due to the swelling of palm fibers along water absorption, which reduced the fiber/matrix interface and caused further damage58,59. Nevertheless, treated PVC-BTF composites exhibit a slightly lower tensile strength than untreated composites. Behera et al.60 suggest that fibers tend to swell when water infiltrates the interior of composite materials, leading to matrix structure alterations through chain reorientation and contraction. This phenomenon results in decohesion, weakening interfacial adhesion, and ultimately diminishing mechanical properties.
Conclusion
This research investigates the capacity of date palm fibers to enhance the strength of polyvinyl chloride (PVC) polymer composites, focusing on the effects of benzoyl chloride treatment. The study reveals that treating the fibers with benzoyl chloride significantly improves the mechanical properties of the PVC composites. This improvement is primarily attributed to the enhanced adhesion between the matrix and fibers, which is confirmed through Fourier-transform infrared (FTIR) spectroscopy and surface morphology analysis using scanning electron microscopy (SEM). The tensile strength of the treated composites (PVC-BTF) increased from 11.3 ± 0.48 MPa for untreated composites (PVC-UTF) to 12.8 ± 1.12 MPa, and the tensile modulus rose from 112.2 ± 11.06 MPa to 304.5 ± 7.26 MPa, indicating a substantial enhancement in mechanical performance. Furthermore, thermal analysis shows an improvement in the thermal stability of the composites post-treatment. However, hydrothermal aging tests highlight a significant impact on water absorption and tensile strength, with untreated composites showing a 21.68% reduction in tensile strength due to water-induced swelling and interface degradation. Despite this, the benzoyl chloride-treated composites demonstrate a more controlled water uptake and better retention of tensile properties, making them suitable for applications requiring moderate strength and stiffness in mild environmental conditions. These findings underscore the potential of benzoyl chloride-treated date palm fibers as a sustainable reinforcement material for PVC composites, offering improved mechanical and thermal properties while reducing environmental impact.
Data availability
The data that support the findings of this study are available from the corresponding author, (Jawaid, M.), upon reasonable request.
References
Awad, S., Zhou, Y., Katsou, E., Li, Y. & Fan, M. Critical review on date palm tree (Phoenix dactylifera L.) fibres and their uses in bio-composites. Waste Biomass Valor https://doi.org/10.1007/s12649-020-01105-2 (2021).
Nasser, R. A. et al. Chemical analysis of different parts of date palm (Phoenix dactylifera L.) using ultimate, proximate and thermo-gravimetric techniques for energy production. Energies https://doi.org/10.3390/en9050374 (2016).
Elseify, L. A., Midani, M., Shihata, L. A. & El-Mously, H. review on cellulosic fibers extracted from date palms (Phoenix dactylifera L.) and their applications. Cellulose https://doi.org/10.1007/s10570-019-02259-6 (2019).
Jayaprakash, K., Osama, A., Rajagopal, R., Goyette, B. & Karthikeyan, O. P. Agriculture waste biomass repurposed into natural fibers: A circular bioeconomy perspective. Bioengineering https://doi.org/10.3390/bioengineering9070296 (2022).
Jonoobi, M. et al. A review on date palm tree: Properties, characterization and its potential applications. J. Renew. Mater. https://doi.org/10.32604/jrm.2019.08188 (2019).
Faiad, A. et al. Date palm tree waste recycling: Treatment and processing for potential engineering applications. Sustainability https://doi.org/10.3390/su14031134 (2022).
Keya, K. N. et al. Natural fiber reinforced polymer composites: History, types, advantages and applications. Mater. Eng. Res. https://doi.org/10.25082/MER.2019.02.006 (2019).
Punia Bangar, S. et al. Plant-based natural fibers for food packaging: A green approach to the reinforcement of biopolymers. J. Polym. Environ. https://doi.org/10.1007/s10924-023-02849-3 (2023).
Benchouia, H. E., Guerira, B., Chikhi, M., Boussehel, H. & Tedeschi, C. An experimental evaluation of a new eco-friendly insulating material based on date palm fibers and polystyrene. J. Build. Eng. https://doi.org/10.1016/j.jobe.2022.105751 (2023).
Raza, M. et al. Development and characterization of polystyrene–date palm surface fibers composites for sustainable heat insulation in construction. J. Build. Eng. https://doi.org/10.1016/j.jobe.2023.106982 (2023).
Yadav, Y. K. et al. abrication and mechanical behavior of date palm fibers reinforced high performance polymer composite. Mater. Today Proc. https://doi.org/10.1016/j.matpr.2023.02.147 (2023).
Feng, N. L., Malingam, S. D., Ping, C. W. & Razali, N. Valorization of date palm waste for plastic reinforcement: Macro and micromechanics of flexural strength. Polym. Compos. https://doi.org/10.1002/pc.25451 (2020).
Babayo, H., Musa, H. & Garba, M. D. Fabrication of benzoyl chloride treated tiger-nut fiber reinforced insect repellent hybrid composite. Sci. Rep. https://doi.org/10.1038/s41598-022-12876-0 (2022).
Sahu, P. & Gupta, M. Water absorption behavior of cellulosic fibres polymer composites: A review on its effects and remedies. J. Ind. Text. https://doi.org/10.1177/1528083720974424 (2022).
Koohestani, B., Darban, A., Mokhtari, P., Yilmaz, E. & Darezereshki, E. Comparison of different natural fiber treatments: A literature review. Int. J. Environ. Sci. Technol. https://doi.org/10.1007/s13762-018-1890-9 (2019).
Dilfi, K. F. A., Balan, A., Bin, H., Xian, G. & Thomas, S. Effect of surface modification of jute fiber on the mechanical properties and durability of jute fiber-reinforced epoxy composites. Polym. Compos. https://doi.org/10.1002/pc.24817 (2018).
Anand, P. & Anbumalar, V. Investigation on thermal behavior of alkali and benzoyl treated hemp fiber reinforced cellulose filled epoxy hybrid green composites. Cellul. Chem. Technol. 51(1–2), 91–101 (2017).
Vijay, R. et al. Characterization of raw and benzoyl chloride treated impomea pes-caprae fibers and its epoxy composites. Mater. Res. Express https://doi.org/10.1088/2053-1591/ab2de2 (2019).
Jacob, J., Mamza, P., Ahmed, A. & Yaro, S. Effect of benzoyl chloride treatment on the mechanical and viscoelastic properties of plantain peel powder reinforced polyethylene composites. Sci. World J. 13(4), 25–29 (2018).
Babu, L. G. Influence of benzoyl chloride treatment on the tribological characteristics of cyperus pangorei fibers based non-asbestos brake friction composites. Mater. Res. Express https://doi.org/10.1088/2053-1591/ab54f1 (2019).
Sherwani, S., Sapuan, S., Leman, Z., Zainudin, E. & Khalina, A. Effect of alkaline and benzoyl chloride treatments on the mechanical and morphological properties of sugar palm fiber reinforced poly (lactic acid) composites. Text. Res. J. https://doi.org/10.1177/00405175211041878 (2022).
Izwan, S. M., Sapuan, S., Zuhri, M. & Mohamed, A. Effects of benzoyl treatment on NaOH treated sugar palm fiber: Tensile, thermal, and morphological properties. J. Mater. Res. Technol. https://doi.org/10.1016/j.jmrt.2020.03.105 (2020).
Then, Y. Y. et al. Surface modifications of oil palm mesocarp fiber by superheated steam, alkali, and superheated steam-alkali for biocomposite applications. BioResources. 9(4), 7467–7483 (2014).
Upadhyaya, P., Garg, M., Kumar, V. & Nema, A. K. The effect of water absorption on mechanical properties of wood flour/wheat husk polypropylene hybrid composites. Mater. Sci. Appl. https://doi.org/10.4236/msa.2012.35047 (2012).
Kocaman, S. & Ahmetli, G. Effects of various methods of chemical modification of lignocellulose hazelnut shell waste on a newly synthesized bio-based epoxy composite. J. Polym. Environ. https://doi.org/10.1007/s10924-020-01675-1 (2020).
NagarajaGanesh, B. & Muralikannan, R. Physico-chemical, thermal, and flexural characterization of cocos nucifera fibers. Int. J. Polym. Anal. Charact. https://doi.org/10.1080/1023666X.2016.1139359 (2016).
Ghori, W., Saba, N., Jawaid, M. & Asim, M. A review on date palm (phoenix dactylifera) fibers and its polymer composites. InIOP Conference Series: Materials Science and Engineering. https://doi.org/10.1088/1757-899X/368/1/012009 (2018).
Oushabi, A. et al. Improvement of the interface bonding between date palm fibers and polymeric matrices using alkali-silane treatments. Int. J. Ind. Chem. https://doi.org/10.1007/s40090-018-0162-3 (2018).
Abdellah, M. Y., Seleem, A., Marzok, W., Hashem, A. & Backer, A. H. Tensile and imp act properties of hybrid date palm fibre composite structures embedded with chopped rubber. Int. J. Eng. Res. Appl. https://doi.org/10.9790/9622-1205015466 (2022).
Fiore, V. et al. A new eco-friendly chemical treatment of natural fibres: Effect of sodium bicarbonate on properties of sisal fibre and its epoxy composites. Compos. Part B Eng. https://doi.org/10.1016/j.compositesb.2015.09.028 (2016).
Oushabi, A. et al. The effect of alkali treatment on mechanical, morphological and thermal properties of date palm fibers (dpfs): Study of the interface of DPF–polyurethane composite. S. Afr. J. Chem. Eng. https://doi.org/10.1016/j.sajce.2017.04.005 (2017).
Saba, N., Alothman, O. Y., Almutairi, Z., Jawaid, M. & Ghori, W. Date palm reinforced epoxy composites: Tensile, impact and morphological properties. J. Mater. Res. Technol. https://doi.org/10.1016/j.jmrt.2019.07.004 (2019).
Wang, L., He, C. & Yang, X. Effects of pretreatment on the soil aging behavior of rice husk fibers/polyvinyl chloride composites. BioResources. 14(1), 59–69 (2019).
Elseify, L. A. & Midani, M. Characterization of date palm fiber. In Date palm fiber composites. Composites science and technology (eds Midani, M. et al.) (Springer, 2020). https://doi.org/10.1007/978-981-15-9339-0_8.
Madhu, P., Pradeep, S., Sanjay, M. & Siengchin, S. Characterization of raw and alkali treated prosopis juliflora fibers for potential polymer composite reinforcement. In IOP Conference Series: Materials Science and Engineering. https://doi.org/10.1088/1757-899X/653/1/012016 (2019) .
Nurazzi, N. et al. Thermogravimetric analysis properties of cellulosic natural fiber polymer composites: A review on influence of chemical treatments. Polymers 13(16), 2710. https://doi.org/10.3390/polym13162710 (2021).
Indran, S., Raj, R. E. & Sreenivasan, V. Characterization of new natural cellulosic fiber from cissus quadrangularis root. Carbohydr. Polym. https://doi.org/10.1016/j.carbpol.2014.04.051 (2014).
Kim, Y. M. et al. Investigation into the lignin decomposition mechanism by analysis of the pyrolysis product of Pinus radiata. Bioresour. Technol. 219, 371–377. https://doi.org/10.1016/j.renene.2021.06.006 (2016).
Taimur-Al-Mobarak, M. M., Gafur, M., Ahmed, A. & Dhar, S. Effect of chemical modifications on surface morphological, structural, mechanical, and thermal properties of sponge-gourd natural fiber. Fibers Polym https://doi.org/10.1007/s12221-018-7199-3 (2018).
Özsin, G., Kılıç, M., Kırbıyık Kurukavak, Ç. & Varol, E. Thermal characteristics, stability, and degradation of PVC composites and nanocomposites. In Poly(Vinyl Chloride) Based Composites and Nanocomposites Engineering Materials (eds Akhina, H. & Sabu, T.) (Springer, 2024). https://doi.org/10.1007/978-3-031-45375-5_14.
Beztout, M., Boukerrou, A., Djidjelli, H., Barres, C. & Fenouillot, F. Effects of acetylation process and cellulose content on the mechanical, thermal, morphological and rheological properties of poly (vinyl chloride)/cellulose composites. Cellul. Chem. Technol. 49(5–6), 517–528 (2015).
Boulahia, H., Zerizer, A., Touati, Z. & Sesbou, A. Recycling the cork powder in a PVC-based composite material: Combined effect on physico-mechanical and thermal properties. Int. Polym. Process. https://doi.org/10.3139/217.3199 (2016).
Djomi, R. et al. Physicochemical and thermal characterization of dura palm kernel powder as a load for polymers: Case of polyvinyl chloride. J. Mater. Sci. Chem. Eng. https://doi.org/10.4236/msce.2018.66001 (2018).
Ferreira, Ed. S. B., Luna, C. B. B., Araujo, E. M., Siqueira, D. D. & Wellen, R. M. R. Polypropylene/wood powder composites: Evaluation of pp viscosity in thermal, mechanical, thermomechanical, and morphological characters. J. Thermoplastic Compos. Mater. https://doi.org/10.1177/0892705719880958 (2022).
Jariwala, H. & Jain, P. A review on mechanical behavior of natural fiber reinforced polymer composites and its applications. J. Reinforced Plast. Compos. 38(10), 441–453. https://doi.org/10.1177/0731684419828524 (2019).
Dan-Asabe, B., Yaro, A., YawasD, A. S. & Samotu, I. A. Mechanical, spectroscopic and micro-structural characterization of banana particulate reinforced PVC composite as piping material. Tribol. Ind. 38(2), 255 (2016).
Debabeche, N. et al. Effect of fiber surface treatment on the mechanical, morphological, and dynamic mechanical properties of palm petiole fiber/lldpe composites. Biomass Convers. Biorefinery https://doi.org/10.1007/s13399-023-04197-7 (2023).
Radzi, A., Sapuan, S., Jawaid, M. & Mansor, M. Effect of alkaline treatment on mechanical, physical and thermal properties of roselle/sugar palm fiber reinforced thermoplastic polyurethane hybrid composites. Fibers Polym. https://doi.org/10.1007/s12221-019-1061-8 (2019).
Safri, S. N., Sultan, M. T., Saba, N. & Jawaid, M. Effect of benzoyl treatment on flexural and compressive properties of sugar palm/glass fibres/epoxy hybrid composites. Polym. Test. https://doi.org/10.1016/j.polymertesting.2018.09.017 (2018).
Behera, D. et al. Fabrication and characterization of industrial biocomposite from cellulosic fibers of Luffa cylindrica in a protein based natural matrix. Ind. Crops Prod. 212, 118328. https://doi.org/10.1016/j.indcrop.2024.118328 (2024).
Srinivasan, T. et al. Effect of hygrothermal ageing on the compressive behavior of glass fiber reinforced IPN composite pipes. Mater. Today Proc. 45, 1354–1359. https://doi.org/10.1016/j.matpr.2020.06.102 (2021).
Musthaq, M. A., Dhakal, H. N., Zhang, Z., Barouni, A. & Zahari, R. The effect of various environmental conditions on the impact damage behaviour of natural-fibre-reinforced composites (NFRCs)—a critical review. Polymers https://doi.org/10.3390/polym15051229 (2023).
Jain, D., Sekhon, H., Bera, T. K. & Jain, R. Comparison of different hydrophobic treatments for the durability improvement of palmyra natural fiber composites under hydrothermal ageing environments. J. Nat. Fibers https://doi.org/10.1080/15440478.2019.1588828 (2020).
Jemii, H., Hammiche, D., Boubakri, A., Haddar, N. & Guermazi, N. Mechanical, thermal and physico-chemical behavior of virgin and hydrothermally aged polymeric pipes. J. Thermoplastic Compos. Mater. https://doi.org/10.1177/0892705720962167 (2022).
Kuciel, S., Mazur, K. & Hebda, M. The influence of wood and basalt fibres on mechanical, thermal and hydrothermal properties of PLA composites. J. Polym. Environ. https://doi.org/10.1007/s10924-020-01677-z (2020).
Chen, Q., Zhang, R., Qin, D., Feng, Z. & Wang, Y. Modification of the physical-mechanical properties of bamboo-plastic composites with bamboo charcoal after hydrothermal aging. BioResources. 13(1), 1661–1677 (2018).
Sumi, S., Unnikrishnan, N. & Mathew, L. Surface modification of coir fibers for extended hydrophobicity and antimicrobial property for possible geotextile application. J. Nat. Fibers https://doi.org/10.1080/15440478.2016.1209714 (2017).
Mejri, M., Toubal, L., Cuillière, J. C. & François, V. Hygrothermal aging effects on mechanical and fatigue behaviors of a short-natural-fiber-reinforced composite. Int. J. Fatigue. https://doi.org/10.1016/j.ijfatigue.2017.11.004 (2018).
Li, Y. & Xue, B. Hydrothermal ageing mechanisms of unidirectional flax fabric reinforced epoxy composites. Polym. Degrad. Stab. 126, 144–158. https://doi.org/10.1016/j.polymdegradstab.2016.02.00420 (2016).
Behera, A. K., Srivastava, R. & Das, A. B. Mechanical and degradation properties of thermoplastic starch reinforced nanocomposites. Starch-Stärke 74(3–4), 2100270. https://doi.org/10.1002/star.202100270 (2022).
Acknowledgements
The authors would like to thank lab technician of University of Biskra, Algeria.
Funding
This work was supported by the United Arab Emirates University (Grant number: 12N233). The work is also funded by Researchers Supporting Project number (RSP2024R117), King Saud University, Riyadh, Saudi Arabia.
Author information
Authors and Affiliations
Contributions
Data curation, H.B. and M.J.; formal analysis, H.B. and B.G..; project administration, H.B. and M.J.; writing—original draft, H.B. and B.G.; writing—review and editing, M.J. funding, validation and editing, funding: H.F; validation and editing manuscript: R.K All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Boussehel, H., Guerira, B., Jawaid, M. et al. Effect of benzoyl chloride treatment on morphological, thermal, mechanical, and hydrothermal aging properties of date palm/polyvinyl chloride (PVC) composites. Sci Rep 14, 20384 (2024). https://doi.org/10.1038/s41598-024-71489-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-024-71489-x
- Springer Nature Limited