
Abstract
The present study examines the influence of successive treatments on the fiber surface (NaOH, hydrogen peroxide, and acetic anhydride). The palm petiole fibers were incorporated as reinforcement in linear low-density polyethylene (LLDPE) composites with a loading of 15 wt% and evaluated for mechanical, morphological, and dynamic mechanical properties. The effect of treatments on fiber surfaces has been confirmed using FTIR. The scanning electron microscopy (SEM) results showed that the enhanced interfacial adhesion between the fibers and the matrix makes treated composites more rigid and homogeneous, which means that the fibers are distributed uniformly. The tensile modulus and flexural strength were all enhanced by adding 15% of untreated palm petiole fibers recorded at 598 MPa and 15.56 MPa, respectively, while the tensile strength was decreased. Palm-petiole fiber composites’ storage modulus increased, and the acetylated-alkali fiber (FNA) reinforced LLDPE composite showed the highest storage modulus. Loss modulus increased when palm petiole fibers were strengthened. The Tan delta of composites made from palm petiole fibers was low initially but expanded with fiber addition. We concluded that successive treatments improve the performance of the palm petiole fiber residue and have the potential to create a new type of sustainable and eco-friendly material for various applications.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Many plastics drive our commercial world. Plastic has infiltrated our daily lives, functioning as a vital energy source and a supplier of providing many products. However, since infinite dependence, the cost of plastic products has increased significantly in recent years. It is predicted to rise due to constant demand [1]. Most plastic-based systems are destroying the environment at an alarming rate; plastic pollution, landfill space shortages, oil depletion, incinerator emissions, and animal risks make people more aware of the need to protect the environment. This century has seen significant advancements in green materials in polymer science. Due to the rise in environmental issues, sustainability philosophies, production ideas, ecosystem effectiveness, green chemistry, and eco-friendly engineering are looking for options for developing environmentally friendly composites because they can help create recyclable and biodegradable materials [2].
In natural fiber composites (NFC), natural fibers are incorporated into polymer matrices as fillers or reinforcements. Using natural fibers is an effective way to deal with waste and reduce environmental pollution. NFCs are eco-friendly and could be used instead of fibers glass/carbon polymer composites. Various applications include packaging, equipment, industrials, disposable accessories, construction materials, and insulation. Natural fibers provide various benefits, including the capacity to sequester CO2, lower tool wears during machining, lower skin and respiratory irritation, biodegradability, lightweight, cheap, non-toxic, comparable mechanical properties, and widespread availability [3].
On the other hand, natural fibers have many severe inconveniences, including low water resistance, weak matrix bonding, and limited durability [4]. These drawbacks result in a poor interface between fiber/matrix. Therefore, several solutions for compatibility and adhesion have been proposed to improve the properties of the composite [5, 6].
Date palms (Phoenix dactylifera L.) have an abundance of cellulosic fibers. Date palm trees grow in tropical and subtropical climates, making them the principal source of natural fibers. Both environmental variables and soil quality have an impact on their growth. With over 160,000 ha of palm groves and 18.6 million date palms, Algeria is one of the world’s big producers of date palms, and date agriculture generates over 200,000 tons of garbage each year [7]. Date palm tree fibers are extracted for reinforced composite applications. The fibers are found in the palm trunk, petiole, rachis, leaflets, and fruit bunches. Palm petiole fibers are part of the palm leaf, the petiole being the large base of the leaf. A date palm fiber-reinforced polymer matrix improves the composite’s acoustic, thermal, and mechanical properties [8, 9]. Fiber surface treatments further enhance these qualities. There are three types of treatment: mechanical, enzymatic, and chemical procedures [10, 11]. Mechanical treatments aim to extract fibers while protecting the chemical structure and obtaining depressed morphological fibers (diameter/length). The enzyme treatment changes the chemical structure of the fibers, destroying them and making them easier to remove, which may lead to improved raw biomass optimization. Chemical treatments, such as strong acids or alkaline extraction, are extensively utilized to solubilize some of the lignin and carbohydrates found in the biomasses structure [12, 13]. The extraction process removes amorphous components such as lignin, hemicellulose, and wax from the fibers, resulting in a higher crystallinity of cellulose within the fibers, improving the composite’s properties [14, 15]. Polyethylene (PE) has excellent processability and versatility and can be combined with bio-based materials to improve its processability [16]. Linear Low-Density Polyethylene (LLDPE) has exceptional mechanical and physical properties, making it a perfect choice for diverse applications, such as food packaging, grocery bags, industrial films, and tubes [17].
Ventura-Cruz et al. [18] investigated micro-crystalline cellulose extraction from rose flowers using two successive surface treatments (5% NaOH solution and bleaching by 16% H2O2 at 55 °C for 90 min). After treatments of the RS, the cellulose content of the RS was improved to 58.3% in the RS-MCC. In comparison, the lignin content was reduced to 2.51%, and the morphology of the RS-MCC was changed to be irregularly formed with a rougher surface. The use of alkaline hydrogen peroxide was found to be a good option for removing lignin in RS fibers. Zaman et al. [19] evaluated the impact of loading and successive chemical modification of banana empty fruit bunch waste treated with alkali, followed by acetic anhydride as reinforcement polypropylene (PP) composites. At the load level of 40 wt% BBF, the PP/BBF composites that were treated with NaOH solution and both NaOH-acetylation exhibited improvements in flexural strength, tensile modulus, and flexural modulus of 7.5% and 11.8%, 24.3% to 69.5%, and 17.7% and 28.8%, respectively, higher than untreated composite. The NaOH/acetylation process also enhanced the compatibility of the fiber matrix by reducing its tensile strength while improving its modulus. The mechanical properties of the fruit Citrus maxima coupled with a silane agent and reinforced low-density polyethylene composites with 0 to 20 wt% were studied by researchers Joglekar and Munde [20]. It was found that the 5% CM/LLDPE-treated composite had better fiber distribution, tensile strength, and impact strength with 13.8 MPa and 340 J/m, respectively, relative to other composites. Shinoj et al. [21] studied the dynamic mechanical characteristics of fiber size, content, and surface treatment reinforced low-density polyethylene composite. The storage and loss modulus improve with the increased load of treated fiber. Tan δ indicates good impact characteristics after NaOH pretreatment. They discovered that the composites with more significant fiber size fractions (425–840μ) had the highest activation energy (80.7 kJ/mol), followed by those with medium (177–425μ) and small (75–177μ) fiber size fractions, which had lower activation energies (72.6 kJ/mol and 68.1 kJ/mol, respectively).
This study examined the mechanical, morphological, and dynamical properties of successive treatments on the surface of palm petiole fiber (NaOH, hydrogen peroxide, and acetic anhydride) used as reinforced in LLDPE composites made by a mono-screw extruder machine with a fiber loading of 15% by weight. This investigation will help encourage using recycled palm petiole fiber waste and save the environment by substituting synthetic fiber. This article aims to compare the properties of raw and chemically treated petiole fibers and identify the best chemical treatments for improving the dynamic, mechanical, and morphological properties of palm petiole fibers/LLDPE composite. After NaOH and hydrogen peroxide treatments decrease the amount of lignin, acetylation is expected to result in a stronger bond between the palm petiole fibers and LLDPE, making the material stronger.
2 Materials and methods
2.1 Materials
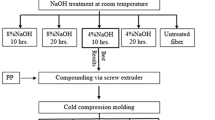
Palm petiole fibers were gathered through the yearly pruning process of date palm trees in the oasis of Biskra (south of Algeria). The petioles were washed and rinsed with water to eliminate debris or sand. The waste was crushed by a wood mill and sieved at 250 μm to remove the smallest particles. In this study, the petiole fibers were treated as shown in Fig. 1. They were first, as shown in Fig. 1a, immersed in a NaOH solution (10 wt%) at ambient temperature for 72 h. After mercerization, in Fig. 1b, the fibers were bleached at ambient temperature with (2.5%) hydrogen peroxide and sodium hydroxide at a high pH of 11.5 for 72 h. After drying, the NaOH fibers and NaOH/H2O2 fibers were treated with (10 wt%) acetic anhydride at ambient temperature for 72 h, as shown in Fig. 1c, d. Finally, the dried fibers were crushed into smaller sizes by the mortar grinder (Make: Retsch, Model: RM 200, Germany) and sieved to a granulometry of 38 μm by the sieve shaker (Make: Retsch, Model: AS 200, Germany). The composite samples were referred to by the method of modification they had been subjected to: FU: unmodified fibers, FN: NaOH-modified fibers, FNH: (1—NaOH, 2—hydrogen peroxide-modified fibers), FNA: (1—NaOH, 2—acetic anhydride-modified fibers), and (FNHA: 1—NaOH, 2—hydrogen peroxide, 3—acetic anhydride-modified fibers).

The chemical treatment processes of palm-petiole fiber (a) FN, (b) FNH, (c) FNA, and (d) FNHA
Linear low-density polyethylene resin type (LLDPE 3505 U) used as a matrix was purchased from the Plastic & Consultations Center (Alamirya Alexandria, Egypt). According to the manufacturer, this resin can be used in an extrusion machine or a rotational molding machine. LLDPE 3505 U is known to be a white powder with a particle size of 500 m, an actual density of 0.935 g/cm3, a bulk density of 0.37 g/cm3, and a melting flow rate of 5 g/10 min (129 °C, 2.16 kg) according to ISO 1872/1 and ASTM D 1895, ISO 1133, respectively.
2.2 Preparation of composites
The LLDPE/palm petiole fibers composite was prepared with a co-rotating mono-screw extruder machine (Make: Thermo Scientific, Model: Polylab QC, Germany) equipped with four heating zones. The extruder temperature was set at 100, 120, 125, and 130 °C at 20 rpm for the various zones along the extruder. The extruded composites were compressed with a hydraulic press machine (Make: schwabenthan polystat, Model: 300S, Germany) at 140 °C, 300 bar.
3 Characterization
3.1 Fourier transform infrared spectroscopy (FTIR) analysis
A PerkinElmer Spectrum Two (Waltham, USA) with an ATR-FTIR unit was used to analyze the characteristic peaks of palm petiole fibers before and after treatments. The fiber was placed on a diamond crystal with a resolution of 2 cm−1 and analyzed in a spectral range of 400–4000 cm−1.
3.2 Scanning electron microscopy test
The Thermo Scientific Quanta SEM Prisma E electron microscope, made in the USA, was used to examine the morphological characteristics of LLDPE composite specimens after tensile testing. This type of microscope generates high-resolution images using a focused beam of electrons. The analysis was carried out using accelerating voltages between 10 and 15 kV. Several SEM images were captured of the fiber-pullout surfaces, bubble formations, and fiber-matrix adhesions at magnifications ranging from 100 to 500 μm.
3.3 Mechanical properties
The mechanical characteristics of composites that contain both treated and untreated fibers experiments were conducted using an Instron Universal Testing Machine, Instron 5969 (Norwood, MA, USA), controlled by Bluehill3 software. The tests included tensile and three-point bending evaluations and were conducted at room temperature. The cells had a maximum capacity of 5 kN, and the tests were carried out at a 5 mm/min speed. A total of five samples were analyzed for both types of tests.
The tensile testing specimens were prepared according to (ISO 527-2, geometry type 1A) specific dimensions. The samples used in ISO 527-2 are rectangular and have a standardized length, width, and thickness. The parameters are listed in Table 1, and the specimens’ measurements are given in Fig. 2.

Tensile testing specimens type 1A
Flexural tests were done in the three-point bending mode according to ISO 178. The prescribed size for the specimens used in the test is a length of 80 mm, a width of 10 mm, and a thickness between 2 and 4 mm; during the test, the specimen is supported at two points and subjected to a three-point bending load.
3.4 Dynamic mechanical analysis
The damping properties of composites under oscillating force conditions were evaluated using DMA techniques. The composites were analyzed using the TA instrument DMA Q800 three-point bending machine (New Castle, USA). The tests were conducted by subjecting rectangular samples, with an estimated size of 59.70 × 12.80 × 3.18 mm, to a strain of 1 mm at a frequency of 1 Hz. The temperature was gradually increased from 20 to 80 °C at a heating rate of 2 °C/min. The results were plotted against temperature to identify composites with superior viscoelastic properties, which included the storage modulus, loss modulus, and tan delta.
4 Results and discussion
4.1 FTIR spectroscopy
The infrared spectra of palm petiole fibers before and after three pretreatments are shown in Fig. 3. The fibers have been modified to remove impurities and waxes, all while minimizing water absorption. The peak at 3340 cm−1 refers to the elongation of hydroxyl hydrogen bonds (O–H). The decreased peak intensity at 3340 cm−1 after NaOH treatment results in the extraction of lignin, hemicellulose, and other constituents on the fiber surface, resulting in a significant number of exposed (O–H) groups. As a result, the fibers become more hydrophilic. The elongation vibration of the carboxylic acid (C=O) in lignin or ester groups of hemicellulose and pectin is attributed at 1723 cm−1 for untreated fibers. The intensity of those peaks is reduced by 10% when palm petiole fibers are treated with NaOH. The carbonyl groups of lignin have a wavenumber of roughly 1598 cm−1. This peak appears in FU, but the intensity of those peaks in FN has reduced, which indicates that lignin has been reduced by NaOH treatment.

FTIR Spectra of (a) FU-FN, (b) FN-FNH-FNA, and (c) FNH-FNA, FNHA fibers
At 1224 cm−1, the intensity of this peak is attributed to acetyl (C–O) stretching of lignin, which was removed by 10% in FN. The (C–H) bending deformation of hemicellulose is attributed to 1367 cm−1 in FU. This intensity was released by the alkaline treatment [22]. The intensity at 1103 cm−1 also notes a decrease, attributed to the elongation of the lignin’s ether (C–O–C) groups. This reduction is due to the solubilization of lignin, hemicellulose, waxes, and pectins in sodium hydroxide [22, 23].
After the double pretreatment with NaOH/H2O2 solution, the intricate structure was broken, and large quantities of hemicelluloses and lignin were reduced. Increasing cellulose solubility caused the peak at 3340 cm−1 to grow more substantial due to the breaking of the hydrogen bond.
The intensity at 1723 cm−1 is attributed to C=O, which became weaker because hemicelluloses and lignin are soluble in NaOH and H2O2. During NaOH/H2O2 treatment, the peak at 1650 cm−1 attributed to H–O–H bending or aromatic C=C stretching was significantly reduced [24]. The decreases in peaks corresponding to hemicellulose and lignin show that bleaching could eliminate part of the hemicellulose and lignin in the fibers. As shown in Fig. 3, the intensities of the C=C stretching of aromatic lignin and the symmetric bending of CH2 in hemicellulose at 1505 cm−1 and 1422 cm−1, respectively [25] in the spectra of FNH were higher than those in the spectra of FN. Compared to NaOH treatment, this indicates that bleaching with NaOH/ H2O2 is substantially more effective at removing lignin.
The advantage of modification with acetic anhydride is made chemical bonding with the structure of the fibers for the production of a moisture-resistant surface [26]. The appearance of the peaks at 1723 cm−1 and 1238 cm−1 attributed to the axial deformation of (C=O)–O and C=O from acetyl groups confirmed the created chemical bonds of the acetyl groups with the palm petiole fibers molecules. Both peaks were characterized by strong peaks in FNA when compared with FN. The peak of the C–H stretching in the acetyl group is observed at 1367 cm−1 [27]. On the surface of fibers, impurity, wax, and lignin present which causes poor interfacial bonding between fibers and polymers. As a result, we changed the fiber’s surface to improve the interfacial adhesion [28].
4.2 SEM analysis
The SEM images of the fractured cross sections of tensile testing samples of the pure LLDPE matrix and composite reinforced with treated and untreated fibers are shown in Fig. 4a, b, c, d, e, and f. The LLDPE samples show smooth surfaces in Fig. 4a and rough surfaces on the other composites due to the presence of certain agglomerates and aggregates of filler particles distributed throughout the polymeric matrix. Figure 4b shows the fibers are distributed in the matrix and how some microcracks and fiber pullout can be observed on the surface of the composite LLDPE/FU. Figure 4b also shows that the middle area of the composite is poorly distributed, and the microvoids are also observable due to untreated fibers. Alkaline treatment roughened the surfaces of the fibers on account of the reduction of lignin and hemicelluloses. As a result, as shown in Fig. 4c, the load transfer between fiber and matrix in the LLDPE/FN composite has improved, which shows a more homogeneous surface compared to LLDPE/FU composites with smaller microvoids. The alkaline peroxide treatment improved the fiber-polymer matrix adhesion characteristics [29]. Figure 4d indicates the relatively clean surface of the composite LLDPE/FNH due to the removal of the impurities on the surface and the formation of microvoids in the fibers during the treatment process. Microvoids are essential in promoting the bonding of the fibers to the polymer via a mechanical interlocking mechanism. This may also explain why the LLDPE/FNH composite had better mechanical properties than the LLDPE/FN composite. Figure 4e demonstrates that the esterification of palm petiole fiber surfaces has reduced microvoids around the fibers. The surface roughness of the LLDPE/FNA composite after esterification treatment is lower than that of untreated composites. LLDPE/FU and FNA created a smoother surface in the composite. This confirms the good surface interaction between acetylated fibers FNA and LLDPE. In the instance of the LLDPE/FNHA sample, which showed the most excellent interfacial bonding, the fibers have cracked in the fracture plane due to proving the efficacy of the surface modification techniques used in Fig. 4f. In the same way, the surface of the fibers that had been bleached LLDPE/FNH or bleached and acetylated LLDPE/FNHA was smoother than that of the FN and FNA samples because amorphous layers had been removed from the surface of the fibers [26, 30].

SEM of (a) LLDPE, (b) LLDPE/FU, (c) LLDPE/FN, (d) LLDPE/FNH, (e) LLDPE/FNA, (f) LLDPE/FNHA
4.3 Mechanical properties
4.3.1 Tensile testing
Figures 5 and 6 show the variations in tensile strength and Young’s modulus of treated and untreated LLDPE/palm petiole fiber composites. The tensile strength decreased by 51.55% by adding 15% wt untreated fibers to the composite. The meager particulate size of fibers (35 μm) acts as stress concentration points if not appropriately dispersed, leading to the failure of the composite [20, 31]. Also, the character hydrophilic fibers and the character hydrophobic LLDPE matrix lead to poor adhesion interfacial. However, using chemical treatments like alkali treatment and hydrogen peroxide to reduce lignin and hemicellulose increases the surface area of the fiber. It makes exposing OH groups on the fiber surface easier for acetylation treatment. This usually results in good physical effective interactions and improves interfacial adhesion region, enhances the stiffness imparted by the fibers to the composites [26], and increases the tensile strength of treated composites with LLDPE/FN 13.56 MPa, LLDPE/FNH 14.61 MPa, LLDPE/FNA 14.49 MPa, LLDPE/FNHA 15.64 MPa compared to the untreated composite LLDPE/FU 13.39 MPa. The tensile strength of LLDPE/acetylated palm fiber composites (LLDPE/FNA and LLDPE/FNHA) improved as fiber loading increased, from 13.39 MPa for LLDPE/FU to 14.49 MPa for LLDPE/FNA and 15.64 MPa for LLDPE/FNHA. The increase in tensile strength could be attributed to several factors, including removing lignin and extractable substances, a slight rise in cellulose content, and converting a small portion of hemicellulose into acetylated hemicellulose. The acetylation process involves replacing the hydrogen atoms of the hydroxyl groups in the fiber cell membrane with acetyl groups, which reduces the fiber’s polarity. This process removes waxy material from the fiber surface, leading to better adhesion between the fiber and the matrix in composite materials. Additionally, acetylation increases the surface free energy, which helps to enhance composite properties [19].

Stress-strain curve of (a) LLDPE pure and LLDPE/ palm petiole fibers composites, (b) LLDPE/ palm petiole fibers composites in the range 0–0.5 mm/mm

Tensile properties of palm petiole fibers/LLDPE composites
Young’s modulus of LLDPE/palm petiole fiber composites reinforced with treated and untreated fibers is higher than that of polyethylene matrix, as shown in Fig. 6. Adding fibers from palm petioles to the LLDPE matrix made the composites stiffer without changing their strength. These results are the same as those found in [32]. It was shown that composites made of LLDPE/FU had Young’s modulus of 598 MPa, LLDPE/FN of 465 MPa, LLDPE/FNH of 490 MPa, LLDPE/FNA of 420 MPa, and LLDPE/FHA of 422 MPa, all higher than LLDPE at 390 MPa. During mercerization, NaOH reacts with the hydroxyl groups of the material hemicellulose. This causes the cell structure to become tangled and the fibers to break. By breaking down the hemicellulose, the space between the cells should become less thick and stiff. This may facilitate the fibers’ ability to reorganize themselves. This results in a more efficient packing of cellulose chains [33], and it was found that the fibers being bleached with H2O2 have more interactions with the polymer matrix, which leads to good dispersion in the composite. This results in stiffness enhancements from the fibers to the composites.
4.3.2 Flexural testing
Figures 7 and 8 show the variations in flexural strength and modulus for LLDPE composites reinforced with treated and untreated palm petiole fiber. The flexural strength improved by 22.51% by adding 15% untreated and treated fibers to the composite compared to virgin LLDPE. This rise due to reinforced composites with treated fibers improved the fiber-matrix interaction under compressive loads during bending and greater transfer capacity at the fiber-matrix interface in reinforced composites treated fibers. However, in LLDPE/FNH, it is noted that there is a decrease of 0.89 MPa in flexural stress compared to LLDPE/FN composites due to poor adhesion between the fiber and matrix phase. Several references [34, 35] have also reported that fiber agglomerations could cause reduced flexural strength for LLDPE/FNH composites in the matrix, fiber moisture absorption, and interfacial defects, which limited the stress transfer from LLDPE to palm petiole fibers during bending tests. It is worth noting that the adhesion between the fibers-matrix is enhanced when the fiber’s surface is pretreated with an alkaline solution [36]. The composites LLDPE/FU, LLDPE/FN, and LLDPE/FNA showed higher flexural stress at 15.56 MPa, 16.17 MPa, and 15.94 MPa, respectively, due to a higher lignin content in FU, FN, and FNA than in FNH, which is responsible for the rigidity of fibers [28].

Stress-strain curve of LLDPE/ palm petiole fibers composites

Flexural properties of palm petiole fibers/LLDPE composites
The H2O2 interacts with lignin components during the bleaching of fibers in peroxide solution, removing lignin from the fiber. It also interacts with the hydroxyl groups of hemicelluloses to eliminate humidity from the fiber and increase its hydrophobicity. Following delignification, fibers become more flexible and exhibit reduced stiffness. Acetylated palm fiber composites LLDPE/FNA have been found to exhibit greater flexural strength compared to LLDPE/FNH composites. This improved strength can be attributed to the alkaline pretreatment, which removes hemicellulose and extractives from the fiber, thus improving its surface characteristics. Furthermore, acetylation reduces polarity by covering hydroxyl groups in the fiber cell wall, replacing hydrogen atoms with acetyl groups [37].
As shown in the figure, the flexural modulus shows a wiggle after adding fibers into the LLDPE matrix. A similar trend was also found by [38]. After treatment, the LLDPE/FN and LLDPE/FNHA composite show the most significant improvement (6728 MPa, 7693 MPa), respectively, in flexural modulus; this is due to fiber bundles being broken and uniformly distributed, resulting in a better flexural modulus. In contrast, the LLDPE/FNH and LLDPE/FNA composites revealed a slight reduction in flexural modulus (2257 MPa, 1465 MPa), respectively, compared to the LLDPE/FN reference sample, which is likely due to partial deterioration of the structure of the FNH and FNA fibers [26].
Compared to the untreated and treated composites, the acetylated composite LLDPE/FNHA has a high flexural modulus. Researchers hypothesized that the fiber’s low polarity and high surface roughness treated successively with alkali, peroxide, and acetylation improved the compatibility of the fiber with the polymer matrix, resulting in excellent interaction between the two and even distribution of the fibers throughout the matrix [39].
4.4 DMA
4.4.1 Storage modulus (E′)
The storage modulus (E′) indicates the quantity of energy a material can store during one oscillation cycle [40]. It exhibits the temperature-dependent stiffness behavior and load-bearing capacities of composite materials. Figure 9 shows the storage modulus curves of LLDPE composites with 15 wt% palm petiole fiber, treated and untreated, recorded at 1 Hz from 20 to 80 °C. At 20 °C, pure LLDPE is less stiff, with a lower value of E′ at 1100 MPa, and more flexible [41] compared to LLDPE composites such as LLDPE/FU at 1259 MPa, LLDPE/FN at 1272 MPa, LLDPE/FNH at 1200 MPa, LLDPE/FNA at 1331 MPa, and LLDPE/FNHA at 1252 MPa in the range of temperature 29–34 °C. The incorporation of fibers has been found to improve (E′) and decrease with an increase in temperature [42]. The stiff fibers reduce the molecular mobility of LLDPE, making the material more rigid. Higher values of E′ indicate greater energy storage capacity and excellent interfacial adhesion between the matrix and fiber, as demonstrated by research [43]. The composites containing more lignin in fibers FU, FN, and FNA have higher E′ due to considerable stress transfer at the fiber-matrix interface, reducing molecular mobility according to S. Shinoj et al. [21].

Storage modulus properties of palm petiole fibers/LLDPE composites
4.4.2 Loss modulus (E″)
The loss modulus (E″) represents the dissipated thermal energy of composites under applied energy [44]. Figure 10 shows that the E″ value of pure LLDPE (100 MPa at 49 °C) was lower than that of composites reinforced with 15wt% of palm petiole fibers. The E″ values increased with the addition of FN, FNH, and FNA fibers due to the decreased mobility of the matrix chains. This is consistent with findings from other studies on OPF-LLDPE and OPF-sisal fiber-natural rubber-reinforced composites [21, 45]. Among the composites, the loss modulus of the LLDPE/FNA composite had the highest value of 123 MPa, followed by LLDPE/FU with 118 MPa and LLDPE/FN with 117 MPa at a temperature range of 52–55 °C. This could result from the enhanced adhesion between the fibers and the LLDPE matrix [46]. The E″ curves of all composites peaked and fell as the temperature increased, indicating that most of the energy was dissipated due to the free mobility of the polymer chains [47]. At elevated temperatures, the E″ of the LLDPE/FNHA composite decreased slightly to 115 MPa at 54 °C, possibly because the fiber prevented the polymer chains from moving freely [48]. Interestingly, for the internal fractions in composites that increase energy dissipation, the loss modulus of all composites was significantly better than that of plain LLDPE.

Loss modulus properties of palm petiole fibers/LLDPE composites
4.4.3 Tan delta
Tan δ measures the frictional behavior of fibers and the molecular mobility of polymers in composite materials [49]. Figure 11 shows the change in the value of tan δ as a function of temperature for treated and untreated palm petiole fiber reinforced LLDPE composites with 15% fiber loading, which were measured at 1 Hz in the range of 20 to 80 °C. At a temperature of 75 °C, pure LLDPE exhibited a higher tan δ value of 0.2315; similar results were discovered by [21]. Higher tan δ was observed for pure LLDPE except between temperatures of 100 and 25 °C. As shown in Fig. 7, the energy dissipation coefficients for the reinforced LLDPE composites (FU, FN, FNH, FNA, and FNHA) were found to be lower than that of pure LLDPE, with values of 0.2192, 0.2236, 0.2089, 0.223, and 0.2182, respectively, in the range of temperature 80–85 °C. This shows excellent contact between the palm petiole fibers and the matrix, resulting in reduced composite damping due to the polymeric chains connecting to the petiole fibers [50], which reduces their mobility and friction, as suggested in reference [51]. Saba et al. [52] found that fiber agglomeration is another factor contributing to the reduced tan δ value, resulting from less polymer by volume in the composites. The drop in tan δ observed after chemical modification of the fibers was attributed to enhanced interaction between the treated fibers and LLDPE. This trend is similar to the observations of Aziz et al. [53] on long kenafe polyester composites.

Tan delta properties of palm petiole fibers/LLDPE composites
5 Conclusion
The successive treatments of palm petiole fibers have been studied as a possible means to reinforce linear low-density polyethylene composites. FTIR spectra revealed that the two-step modification method (alkaline and blanching) in palm petiole fibers (FN and FNH) has a more critical ability to remove non-cellulosic materials, particularly lignin, and acetylation treatment is an effective strategy to improve the composite structure. SEM images confirmed the behavior of untreated and treated fibers in composites. The interfacial interaction between the fibers-matrix was improved after treatment. The LLDPE/FNHA composite had better interfacial bonding, homogeneity, and fiber distribution than the other fiber composites, which resulted from removing the amorphous material from the fiber surface after chemical treatments. The treated fibers substantially impact the composite’s hardness by adding stiffness to the polymer that usually results in an improvement in the mechanical properties, which was observed in LLDPE/FNA and LLDPE/FNHA composites, which provided 108% and 116% increases in tensile strength, respectively, in comparison to other composites. The higher stiffness and good fiber-matrix bonding of the composite decreased the molecular mobility of LLDPE, indicating a greater capacity to store energy, resulting in a high storage modulus in treated composites LLDPE/FN and LLDPE/FNA. At elevated temperatures, the loss modulus of the LLDPE/FNHA composite was slow due to the fiber preventing the polymer from free mobility. The higher tan δ was found for pure LLDPE, and reinforced composites have lower energy dissipation coefficients; composite damping has been significantly reduced due to polymeric chains connected to the petiole fibers.
Finally, this study suggests that palm petiole fibers reinforce linear low-density polyethylene (LLDPE). Using natural fiber-reinforced composites in engineering is intelligent because they have the same mechanical properties as synthetic fibers and lower environmental effects. The scientific researcher must also do more to stimulate and support using natural fibers improved in polymeric materials, which may be employed with a high potential for several applications. NFC is currently being employed in electronics and sports equipment in ways that will help them gain a significant market share.
Data availability
The data that support the findings of this study are available from the corresponding author (Jawaid, M.), upon reasonable request.
References
Yue R, An C, Ye Z, Owens E, Taylor E, Zhao S (2022) Green biomass-derived materials for oil spill response: recent advancements and future perspectives. Curr Opin Chem Eng 36:100767
George A, Sanjay M, Srisuk R, Parameswaranpillai J, Siengchin S (2020) A comprehensive review on chemical properties and applications of biopolymers and their composites. Int J Biol Macromol 154:329–338
Gurunathan T, Mohanty S, Nayak SK (2015) A review of the recent developments in biocomposites based on natural fibres and their application perspectives. Compos A: Appl Sci Manuf 77:1–25
FM AL-O, Rababah M (2017) Challenges in design of nanocellulose and its composites for different applications. In: Cellulose-reinforced nanofibre composites. Elsevier, pp 113–127
Atitallah IB, Ntaikou I, Antonopoulou G, Bradai C, Mechichi T, Lyberatos G (2022) Effect of alkaline/hydrogen peroxide pretreatment on date palm fibers: induced chemical and structural changes and assessment of ethanol production capacity via Pichia anomala and Pichia stipitis. Biomass Convers 12:4473–4489
Neto J, Lima R, Cavalcanti D, Souza J, Aguiar R, Banea M (2019) Effect of chemical treatment on the thermal properties of hybrid natural fiber-reinforced composites. J Appl Polym Sci 136:47154
Khiari R, Belgacem MN (2020) Date palm nanofibres and composites. In: Date Palm Fiber Composites. Springer, pp 185–206
Lahouioui M, Ben Arfi R, Fois M, Ibos L, Ghorbal A (2020) Investigation of fiber surface treatment effect on thermal, mechanical and acoustical properties of date palm fiber-reinforced cementitious composites. Waste and Biomass Valorization 11:4441–4455
Eslami-Farsani R (2015) Effect of fiber treatment on the mechanical properties of date palm fiber reinforced PP/EPDM composites. Advanced Composite Materials 24:27–40
Filgueira D, Holmen S, Melbø JK, Moldes D, Echtermeyer AT, Chinga-Carrasco G (2017) Enzymatic-assisted modification of thermomechanical pulp fibers to improve the interfacial adhesion with poly (lactic acid) for 3D printing. ACS Sustain Chem Eng 5:9338–9346
Reixach R, Espinach FX, Franco-Marquès E, Ramirez de Cartagena F, Pellicer N, Tresserras J et al (2013) Modeling of the tensile moduli of mechanical, thermomechanical, and chemi-thermomechanical pulps from orange tree pruning. Polym Compos 34:1840–1846
Kalia S, Thakur K, Celli A, Kiechel MA, Schauer CL (2013) Surface modification of plant fibers using environment friendly methods for their application in polymer composites, textile industry and antimicrobial activities: a review. J Environ Chem Eng 1:97–112
Chihaoui B, Serra-Parareda F, Tarrés Q, Espinach FX, Boufi S, Delgado-Aguilar M (2020) Effect of the fiber treatment on the stiffness of date palm fiber reinforced PP composites: macro and micromechanical evaluation of the Young’s modulus. Polymers 12:1693
Mehanny S, Abu-El Magd EE, Ibrahim M, Farag M, Gil-San-Millan R, Navarro J et al (2021) Extraction and characterization of nanocellulose from three types of palm residues. J Mater Res Technol 10:526–537
Hussin FNNM, Attan N, Wahab RA (2020) Extraction and characterization of nanocellulose from raw oil palm leaves (Elaeis guineensis). Arab J Sci Eng 45:175–186
Ling PA, Ismail H, Bakar A (2018) Linear low density polyethylene/poly (vinyl alcohol)/kenaf composites: effect of natural weathering on functional group, weight loss characteristics, tensile, morphological and thermal properties. Sains Malays 47:571–580
Krupa I, Luyt A (2001) Thermal and mechanical properties of extruded LLDPE/wax blends. Polym Degrad Stab 73:157–161
Ventura-Cruz S, Flores-Alamo N, Tecante A (2020) Preparation of microcrystalline cellulose from residual Rose stems (Rosa spp.) by successive delignification with alkaline hydrogen peroxide. Int J Biol Macromol 155:324–329
Zaman HU, Khan RA (2021) Acetylation used for natural fiber/polymer composites. J Thermoplast Compos Mater 34:3–23
Joglekar JJ, Munde Y, Jadhav A, Bhutada D, Radhakrishnan S, Kulkarni M (2021) Mechanical and morphological properties of Citrus Maxima waste powder filled Low-density polyethylene composites. Mater Today: Proc 47:5640–5645
Shinoj S, Visvanathan R, Panigrahi S, Varadharaju N (2011) Dynamic mechanical properties of oil palm fibre (OPF)-linear low density polyethylene (LLDPE) biocomposites and study of fibre–matrix interactions. Biosystems Engineering 109:99–107
Bekele AE, Lemu HG, Jiru MG (2022) Experimental study of physical, chemical and mechanical properties of enset and sisal fibers. Polym Test 106:107453
Rajeshkumar G, Seshadri SA, Devnani G, Sanjay M, Siengchin S, Maran JP et al (2021) Environment friendly, renewable and sustainable poly lactic acid (PLA) based natural fiber reinforced composites—a comprehensive review. J Clean Prod 310:127483
Wang W, Xu M, Lou J, Dong A (2020) Changes in physicomechanical properties and structures of jute fibers after tetraacetylethylenediamine activated hydrogen peroxide treatment. J Mater Res Technol 9:15412–15420
Liu Y, Liu H, Xiong J, Li A, Wang R, Wang L et al (2022) Bioinspired design of electrospun nanofiber based aerogel for efficient and cost-effective solar vapor generation. J Chem Eng 427:131539
Barczewski M, Matykiewicz D, Szostak M (2020) The effect of two-step surface treatment by hydrogen peroxide and silanization of flax/cotton fabrics on epoxy-based laminates thermomechanical properties and structure. J Mater Res Technol 9:13813–13824
Bartz J, Goebel JT, Giovanaz MA, da Rosa Zavareze E, Schirmer MA, Dias ARG (2015) Acetylation of barnyardgrass starch with acetic anhydride under iodine catalysis. Food Chem 178:236–242
Nampitch T (2021) Mechanical, thermal and morphological properties of polylactic acid/natural rubber/bagasse fiber composite foams. Results in Materials 12:100225
Maou S, Meghezzi A, Grohens Y, Meftah Y, Kervoelen A, Magueresse A (2021) Effect of various chemical modifications of date palm fibers (DPFs) on the thermo-physical properties of polyvinyl chloride (PVC)–high-density polyethylene (HDPE) composites. Crops Prod 171:113974
Verma D, Goh KL (2021) Effect of mercerization/alkali surface treatment of natural fibres and their utilization in polymer composites: mechanical and morphological studies. J Compos Sci 5:175
Chun KS, Yeng CM, Husseinsyah S, Pang MM, Ismail A (2017) Effect of eco-degradant on properties of low density polyethylene/corn stalk eco-composites. J Eng Sci Technol 12:1165–1177
AlMaadeed MA, Nógellová Z, Janigová I, Krupa I (2014) Improved mechanical properties of recycled linear low-density polyethylene composites filled with date palm wood powder. Materials & Design 58:209–216
Cao Y, Shibata S, Fukumoto I (2006) Mechanical properties of biodegradable composites reinforced with bagasse fibre before and after alkali treatments. Compos A: Appl Sci Manuf 37:423–429
Venkateshwaran N, Perumal AE, Arunsundaranayagam D (2013) Fiber surface treatment and its effect on mechanical and visco-elastic behaviour of banana/epoxy composite. Materials & Design 47:151–159
Li M, Pu Y, Thomas VM, Yoo CG, Ozcan S, Deng Y et al (2020) Recent advancements of plant-based natural fiber–reinforced composites and their applications. Compos Part B Eng 200:108254
Gulati K, Lal S, Kumar S, Arora S (2021) Effect of gamma irradiation on thermal, mechanical and water absorption behavior of LLDPE hybrid composites reinforced with date pit (Phoenix dactylifera) and glass fiber. Polymer Bulletin 78:7019–7038
Kabir M, Wang H, Lau K, Cardona F (2012) Chemical treatments on plant-based natural fibre reinforced polymer composites: an overview. Compos Part B Eng 43:2883–2892
Sahari J, Sapuan S, Zainudin E, Maleque MA (2013) Mechanical and thermal properties of environmentally friendly composites derived from sugar palm tree. Materials & Design 49:285–289
Bledzki A, Mamun A, Lucka-Gabor M, Gutowski V (2008) The effects of acetylation on properties of flax fibre and its polypropylene composites. Express Polymer Letters 2:413–422
Elappunkal TJ, Mathew R, Thomas P, Thomas S, Joseph K (2009) Dynamic mechanical properties of cotton/polypropylene commingled composite systems. J Appl Polym Sci 114:2624–2631
Faker M, Aghjeh MR, Ghaffari M, Seyyedi S (2008) Rheology, morphology and mechanical properties of polyethylene/ethylene vinyl acetate copolymer (PE/EVA) blends. Eur Polym J 44:1834–1842
Faria H, Cordeiro N, Belgacem MN, Dufresne A (2006) Dwarf cavendish as a source of natural fibers in poly (propylene)-based composites. Macromolecular Materials and Engineering 291:16–26
Khonakdar HA (2015) Dynamic mechanical analysis and thermal properties of LLDPE/EVA/modified silica nanocomposites. Compos Part B Eng 76:343–353
Asim M, Jawaid M, Fouad H, Alothman O (2021) Effect of surface modified date palm fibre loading on mechanical, thermal properties of date palm reinforced phenolic composites. Composite Structures 267:113913
Jacob M, Francis B, Thomas S, Varughese K (2006) Dynamical mechanical analysis of sisal/oil palm hybrid fiber-reinforced natural rubber composites. Polym Compos 27:671–680
Abhilash S, Lenin Singaravelu D (2022) A comparative study of mechanical, dynamic mechanical and morphological characterization of tampico and coir fibre-reinforced LLDPE processed by rotational moulding. Journal of Industrial Textiles 51:285S–310S
Singh T, Gangil B, Patnaik A, Kumar S, Rishiraj A, Fekete G (2018) Physico-mechanical, thermal and dynamic mechanical behaviour of natural-synthetic fiber reinforced vinylester based homogenous and functionally graded composites. Materials Research Express 6:025704
Shahroze RM, Ishak MR, Salit MS, Leman Z, Chandrasekar M, Munawar NS et al (2020) Sugar palm fiber/polyester nanocomposites: influence of adding nanoclay fillers on thermal, dynamic mechanical, and physical properties. J Vinyl Addit Technol 26:236–243
Saba N, Jawaid M, Alothman OY, Paridah M (2016) A review on dynamic mechanical properties of natural fibre reinforced polymer composites. Construct Build Mater 106:149–159
Asim M, Jawaid M, Nasir M, Saba N (2018) Effect of fiber loadings and treatment on dynamic mechanical, thermal and flammability properties of pineapple leaf fiber and kenaf phenolic composites. Journal of Renewable Materials 6:383
Martínez-Hernández A, Velasco-Santos C, De-Icaza M, Castano VM (2007) Dynamical–mechanical and thermal analysis of polymeric composites reinforced with keratin biofibers from chicken feathers. Compos Part B Eng 38:405–410
Saba N, Paridah M, Abdan K, Ibrahim NA (2016) Dynamic mechanical properties of oil palm nano filler/kenaf/epoxy hybrid nanocomposites. Construct Build Mater 124:133–138
Aziz SH, Ansell MP (2004) The effect of alkalization and fibre alignment on the mechanical and thermal properties of kenaf and hemp bast fibre composites: Part 1—polyester resin matrix. Composites Science and Technology 64:1219–1230
Acknowledgements
The authors would like to thank the Centre for Scientific and Technical Research on Arid Regions (CRSTRA) in Biskra, Algeria, and the Cable Company’s Plastic Analysis Laboratory in Biskra, Algeria for sponsoring this research. The authors would like to extend their gratitude to King Saud University (Riyadh, Saudi Arabia) for the funding of this Research through Researchers Supporting Project number (RSP2023R117).
Funding
The authors extend their gratitude to Researchers Supporting Project number
(RSP2023R117) King Saud University, Riyadh, Saudi Arabia for funding this work.
Author information
Authors and Affiliations
Contributions
Data curation, O.D. and O.K.; formal analysis, N.D. and H.B.; project administration and funding, M.J., N.D., and H.F.; writing—original draft, N.D., H.M., and M.J.; writing—review and editing, H.F, M.A.A., and M.J. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Ethical approval
No ethical clearance is required. We declare that there are no animal studies or human participant involvement in the study.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Debabeche, N., Kribaa, O., Boussehel, H. et al. Effect of fiber surface treatment on the mechanical, morphological, and dynamic mechanical properties of palm petiole fiber/LLDPE composites. Biomass Conv. Bioref. 14, 20699–20712 (2024). https://doi.org/10.1007/s13399-023-04197-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-023-04197-7