
Abstract
Sustainable bio-materials are now potential alternatives for synthetic composites to achieve more functional green products. However, the microstructure-performance synergy is critical in such materials. In this work, the mechanical properties, thermal stability, and morphological analysis of the date palm polypropylene composites are investigated. Various reinforcement conditions, chemical treatments, surface topology, thermogravimetric analysis, and its derivative were utilized to explore the relation of the microstructure with the composite performance. Date palm leaflets (DPLs) were treated with sodium hydroxide at various conditions to determine the optimal samples. Morphological analysis was also performed. Results reveal that this treatment improves the tensile strength and modulus of the composites. Moreover, DPL fibers have positive impacts on both tensile and flexural modulus. At 30 wt% of DPL fibers, the fibers scored the highest values. Both TGA and DTG analyses show that DPL fibers can withstand a temperature up to 227 °C. Also, TG-DTG thermograms show that the addition of DPL fibers has enhanced the thermal stability of polypropylene composites. Scanning electron microscope enhanced our understanding of the composite performance trends towards assessing their capabilities for more reliable implementations of more sustainable green products.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Green polymeric composites gained a big concern in many disciplines since they possess characteristics that do not exist in ceramic and metal materials. Such desired characteristics include high specific mechanical properties, lightweight, degradability features, and low cost of processing (AL-Oqla et al. 2018; Alarifi 2021; Rodriguez et al. 2016). Nevertheless, synthetic composites contribute to environmental pollution by releasing a huge amount of carbon dioxide and other toxic substances during their decomposition (Jang et al. 2020; Karan et al. 2019). Consequently, attempts have been made to substitute synthetic polymeric composites with bio-polymeric alternatives, which in turn reduce the adverse outcomes of polymer degradation. Natural fibers based composites have attracted researchers around the world due to the advantages of natural fibers including low cost, lightness, biodegradability, availability, and good thermal and mechanical properties (AL-Oqla et al. 2019; AL-Oqla 2021b; Ates et al. 2020; Fares et al. 2019; Hayajneh et al. 2021; Thakur et al. 2012).
Several lignocellulosic natural fibers, such as kenaf, pineapple leaf, bamboo, banana, cotton, date palm, olive leaves, grape, hay, lemon, reed, rice husk, kenaf, jute, as well as others, are utilized in natural fibers reinforced composites (Asyraf et al. 2021a; Azman et al. 2021). The effects of natural lignocellulosic fibers on mechanical and thermal properties in numerous polymer matrices were investigated in several studies. It was reported that various weight percentages of green olive leaves as fillers were utilized to produce low-density polyethylene (LDPE) composites by using a double-screw mixer machine for mechanical characterization. Both flexural strength and modulus in conjunction with impact rupture were improved up to 40 wt% of the fibers. In addition, (AL-Oqla 2021a) used three weight percentages (20, 30 & 40) of grape fibers to reinforce LDPE. Soaked and dry fibers were employed. The tensile strength and the modulus of elasticity properties were investigated. Both dry and soaked fibers were found capable of improving the tensile strength regardless of the wt% whereas the modulus of elasticity was decreased at 20 wt% and improved at both 30 wt% and 40 wt% of fibers. Furthermore, (AL-Oqla 2021c) utilized various loading (10, 20 & 30 wt%) of lignocellulosic fibers including hay, palm, lemon, and reed to fabricate polypropylene (PP) composites via a single-screw extruder and compression molding. They evaluated tribological and mechanical properties. Their results indicate that the tensile strength values were decreased at all wt% regardless of the type of fibers. However, changes in strength within the same fiber type occurred based on the weight percentage.
Nevertheless, no consistent pattern was observed in the tensile modulus property. A similar trend was noticed in the impact strength property of the composites. Regardless of the type of fibers, the coefficient of friction increased at all weight percent of fibers. On the other hand, Yew et al. (2019) studied the effects of using coir fibers on the thermal properties of the epoxy matrix. The effect of soaking time of 5% sodium hydroxide on thermal stability was also investigated. It was reported that treatment by NaOH can cause better thermal stability and lower resistance of flame retardancy. Additionally, the effects of various wt% of banana fibers on the mechanical and thermal properties of 3 wt% nano-clay-PP were investigated by Biswal et al. (2012) who found that the fibers improve the tensile strength, tensile modulus, flexural strength, flexural modulus, and impact strength except at 40 wt% where these properties decrease, but they are still higher than the values of the virgin matrix. In conjunction with mechanical properties, the fibers also improved thermal stability.
Among the aforementioned natural fibers, date palm (Phoenix dactylifera) fibers preserve some characteristics that distinguish them from other natural fibers. For example, date palm (if particularly compared with coir, sisal, and hemp) has the highest production rate of waste where its annual pruning process produces 4.2 million tons of waste that makes them widely available and renewable. Further, date palm possesses the lowest density, 0.9–1.2 g/cm3, and the lowest cost, 0.05 USD/Kg when compared specifically with coir, hemp, and sisal (AL-Oqla and Sapuan 2014). Moreover, date palms can withstand harsh conditions (El-Juhany 2010). Such properties make parts of date palm tree usable in many applications such as baskets, bags, crates, fans, food covers, mats, trays, furniture, livestock food and decoration beads, shades, fishing boats medical treatment, etc. (Ghori et al. 2018). In addition, date palm fibers as well as others were utilized in composites especially for bio-implantable sensors, photovoltaic applications, and automotive industries like bumpers (Fares et al. 2019; Muthalagu et al. 2021). Nonetheless, hydrophilic date palm fibers, like other natural fibers, have a major drawback of poor bonding with hydrophobic polymers that requires some chemical treatment to overcome this issue (AL-Oqla et al. 2021b; Thakur et al. 2013).
Lignocellulosic fibers contain cellulose, hemicellulose, lignin, and pectin. The existence of amorphous components like lignin and hemicellulose on a fiber surface decreases its ability to properly interact with the polymer matrices. The immersion of such fibers in chemical solutions usually removes the hydroxyl group constituents (hemicellulose, lignin, and pectin) along with the impurities. Therefore, better adhesion between the hydrophilic fibers and the hydrophobic polymer is achieved (Asyraf et al. 2021b; Nurazzi et al. 2021). Since the bonding between fillers and matrices is one of the most factors that affect mechanical and thermal properties, many researchers have chemically treated different fibers to improve their bonding with polymeric matrices. For instance, Zanini et al. (2021) immersed Australian Royal palm residue in a sodium hydroxide (NaOH) of 4% concentration for 1 h. It was revealed that NaOH can make the surface rougher. It can also remove the non-cellulosic substances and increase the possibility of interaction between fibers and matrices. Moreover, Al‐Otaibi et al. (2020) has decreased the number of pull-outs and enhanced the adhesion at the polymer-fiber interface by soaking the date palm fibers in NaOH of 5% concentration for 24 h. Chihaoui et al. (2020) have improved the mechanical properties of the polypropylene matrix by soaking the date palm waste in 5% NaOH for 2 h. In any case, it was found that treated date palm fibers with higher concentrations of NaOH (more than 9%) and long periods (more than 24 h.) can cause damage for fibers leading to bad performance in the composites (Alsaeed et al. 2013a).
Several parts of the date palm tree have been used as fillers in polymer matrices. For example, Alarifi (2021) used leaves, core–shell, and the branch of the date palm tree in epoxy resin. Al‐Otaibi et al. (2020) tried to reinforce the date palm fibers in different types of polypropylene. Moreover, Belgacem et al. (2020) reinforced polypropylene by the waste of the date palm tree (rachis, leaf, and leaflet). Date palm seeds were utilized as a reinforcement for vinyl ester by Nagaraj et al. (2020). Additionally, date palm fronds were exploited as a filler for low-density polyethylene by AlZebdeh et al. (2017). Date palm seeds were also used with epoxy by Tripathy et al. (2016) and Alsaeed et al. (2013a). More details about these studies and their remarks are presented in Table 1.
Polypropylene, on the other hand, can be considered one of the most widely used polymers. It offers many advantages including a low-processing temperature, which enables the use of natural fibers that suffer from low thermal stability. It is also thermally stable and recyclable. PP, in addition, can work under severe conditions (Agarwal et al. 2021). We conclude based on literature data that date palm fibers can improve the mechanical and thermal properties of various polymer matrices. However, the literature lacks any previous work demonstrating the effect of utilizing date palm leaflets of uniform shapes with specific aspect ratios to reinforce polypropylene and to characterize their thermal properties in conjunction with the mechanical ones.
Consequently, the current research is another step aiming to investigate the mechanical properties, thermal stability as well as performing morphological analysis of the date palm leaflets/polypropylene composites. This research was performed by carrying out a series of experimental works to reveal and optimize the effect of various reinforcement and treatment conditions on such composites. The work also aimed to assess the effect of microstructure and surface topology on the mechanical performance trends to develop a better understanding of their capabilities in enhancing the performance and reliability of sustainable green products.
Materials and methods
Materials
Virgin polypropylene matrix in the granules form was obtained from Saudi Arabia (SABIC Company) with a density of 0.9 g/cm3 and thermal conductivity of 0.26 W/m.k. Date palm fibers were extracted from the leaflets only with a specific aspect ratio (10.4) and a density of 0.90 g/cm3. Some of the date palm leaflets were chemically treated by sodium hydroxide (purity > 99%) in various concentrations and at different times as detailed later in the next sections.
Methods
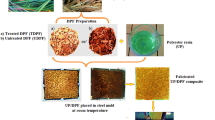
Figure 1 displays a flowchart of the current research starting from the procedure of date palm leaflets preparation, passing through the chemical treatment and composites performing, and it ends with mechanical, thermal, and morphological characterizations.

Flowchart of the current research
Preparation of date palm leaflet fibers
The natural date palm leaflets (Fig. 2a) were obtained as a filler in the PP matrix. The leaflet fibers were prepared by several steps. Initially, the leaflets were extracted and gathered from a local date palm tree (Fig. 2b). Then, they were washed with water to remove the dust and deposits. After that, the leaflets were sliced manually to small long fibers (Fig. 2c). Then, the sliced leaflet fibers were chopped to small lengths (Fig. 2d), in such a way that maintains the aspect ratio at higher than 10 as suggested by Azeredo et al. (2009). Since the dimensions of used fibers affect the properties of the composite (Yaghoobi and Fereidoon 2019), the aspect ratio was ensured by calculating the length and width of DPLs for a selection of 75 leaflet fragments, and their values were 10.4 ± 0.27. This was performed to enhance the overall mechanical performance of the fabricated composites.

DPL fibers preparation: a DPLs, b extracted leaflets, c sliced DPLs, d chopped DPL
Alkaline treatment
To improve the wettability between the fibers and the matrix, an alkali surface treatment was obtained where the chopped fibers were soaked for different periods in different concentrations of sodium hydroxide aqueous solution at a temperature range of (23–27 °C). After the chemical treatment, the fibers were filtered from the aqueous solution, and then they were rinsed many times by distilled water to carry away the remnant of NaOH. Eventually, the treated fibers were dried again for 36 h to reduce the amount of moisture.
To find out the effect of the NaOH concentration and immersion period on the fiber properties, two levels of sodium hydroxide concentrations and soaking periods were examined at DPLs (Table 2). Each combination of the concentration and immersion period was replicated three times. The combination that demonstrated the highest tensile strength and modulus of elasticity was applied for all wt% of DPLs. Some fibers were also left as it is without any chemical processing. The mechanical properties of the treated and untreated fibers were then investigated.
Composite preparation
Three levels of fiber weight percentages (10 wt%, 20 wt%, and 30 wt%) were compounded with a PP matrix (Table 3). The components of the composite were mixed at a temperature of 190 °C by a singular screw extruder and then compressed at room temperature.
Characterization
Tensile test
A Universal Testing Machine UTM (model WDW-20) with 40 KN capacity was utilized to carry out a uniaxial tensile test to evaluate the tensile strength, tensile modulus, and elongation at break. The tests were performed at room temperature according to the ASTM D3039-3039 M standard. The specimen dimensions were set at 80 × 15 × 4.3 mm while the crosshead speed and gauge length were 2 mm/min and 50 mm, respectively.
Flexural test
A three-point bending test was performed on the same Universal Testing Machine that was utilized in the tensile test at room temperature according to ASTM D790 to determine the flexural strength and flexural modulus with a crosshead speed of 5 mm/min and a support span of 70 mm. The specimens were in the form of a rectangle with dimensions of 100 × 10 × 4.3 mm3 (Fig. 3).

Samples before the flexural test
The pull-out test
To ensure the suitability of the date palm fibers with the PP, the interfacial bonding capacity was studied via pull-out technique to determine the maximum applied load that the fibers/polymer adhesive forces can withstand. The pull-out technique can indicate the apparent shear strength at the interface between the fibers and the polymer. It also represents the compatibility of the agricultural waste fibers with polymer materials. The single fiber pull-out tests were performed using a microcomputer-controlled universal testing machine of maximum applied force 22.5 N. Figure 4 shows the schematic diagram of the single fiber pull-out test for the rectangular prism date palm fibers. The Interfacial Shear Strength (IFSS) were calculated (Eq. 1) (Liu et al. 2019)
where F is the maximum force, A is the interfacial area between date palm fibers and polypropylene matrix, t is the thickness of the date palm fibers, P is the width of the date palm fiber, and L is the date palm fiber length embedded in the composite matrix. A crosshead speed of 0.5 mm/min was used. Specimens were prepared with embedded-fiber lengths of 15 mm–20 mm and a free-fiber length of ~ 40 mm.

Schematic representations of the pull-out test as well as fibers under test
Thermogravimetric characterization
The low-processing temperature is one of the most prominent drawbacks of natural fibers. Exposing natural fibers to thermal stresses may cause earlier degradation during the processing of polymeric composite and thus deteriorate the mechanical properties (Oktaee et al. 2017) Therefore, thermogravimetric analysis (TGA) was used to investigate the thermal stability of DPL fibers. Also, TGA was used to investigate the influence of coupling 30 wt% of DPL fibers with PP matrix on thermal behavior. Samples of (25 ± 3 mg) in aluminum pans were scanned from 30 to 600 °C at a heating rate of (10 °C/min) under a nitrogen atmosphere of 20 ml/min as a flow rate. The test was performed concerning dynamic TGA using a TG analyzer (NETZSCH TG 209 F1 Iris).
Scanning electron microscope
The surface morphology and the cross-sectional properties of both treated DPL fibers and untreated DPL were analyzed using a scanning electron microscope (SEM) (Quanta™ 450 FEG SEM) with an acceleration voltage of (10–20) KV. Additionally, the interfacial bonding between the fibers and the matrix, the distribution of the fibers through the matrix, and the type of fracture have also been depicted after the tensile test for the composites. To avoid electrostatic charging, a gold layer of 18 nm was sputtered over the samples surfaces.
Results and discussion
Results of alkaline treatment
The effect of alkaline treatment on the DPL/PP composites was investigated under the considered various concentrations and time durations. According to Fig. 5a and b, it can be noticed that sodium hydroxide positively affected both the tensile strength and modulus of elasticity at all combinations except at the combination of (4NaOH-20Hr) where it decreased marginally. Further, it can be seen from Fig. 5a and b that the combination (4NaOH-10Hr) has touched the highest values where the tensile strength increased about 11% and the modulus of elasticity raised from 711 to 735 MPa. Therefore, the combination (4NaOH-10Hr) can be applied to the whole quantity of DPL fibers. Moreover, it can be observed that the long soaking time, 20 h, has negatively affected the tensile properties regardless of the wt% of NaOH solution. This is due to the over-treating time. A similar conclusion was obtained by Asumani et al. (2012) for kenaf fibers. To facilitate interpreting the increment that happened in tensile strength and modulus at the combination of (4NaOH-10Hr), a morphology comparison of two fibers of untreated and treated DPL was revealed by scanning electron microscope analysis.

The effect of NaOH concentration and soaking time on a tensile strength and b modulus of elasticity
Tensile test
The impact of DPL loading on the neat PP concerning tensile properties is presented in Fig. 6. Reinforcing the polymer with DPL fibers led to a decrease in tensile strength (Fig. 6a). This reduction is due to the low amount of DPL fibers (10 wt% and 20 wt%). Such a small number of fibers causes stress concentrations in the composite and prevents the fibers from playing their key role in resisting the external load. A similar interpretation was obtained by Asim et al. (2021). At 30 wt% of DPL fibers, the strength slightly increased but it stayed below the neat PP. This marginal increment can be attributed to the fact that at 30 wt%, the fibers began to exercise their main function, which is to bear the external forces. Figure 6b shows that the modulus of elasticity is enhanced by adding all wt% of DPL fibers. For instance, 10 wt% of DPL fibers increased the modulus of elasticity from 654 to 735 MPa. At 20 wt% of DPL fibers decreased from 735 to 712 MPa, but it is still higher than of neat PP. By comparison, 30 wt% of DPL fibers improved the modulus from 654 to 722 MPa. The tensile strength and the modulus of elasticity have the same trend. Concerning the elongation to break (EB), as depicted in Fig. 6c, it is noticeable that increasing the wt% of DPL fibers leads to decreasing the EB where 30 wt% of DPL fibers composite have dropped by 73%. This means that DPL fibers reinforcing has enhanced the brittleness of the PP matrix. Such a trend is expected due to the nature of composites.

Tensile properties of DPL-PP composites
Stress–strain curve
Figure 7 shows the tensile stress–strain curve of the 10 wt% DPL-PP. It can be shown that all replicates of the composite experienced a brittle fracture. Such a fracture may refer to the presence of treated brittle fibers. Also, the figure displays some natural differences in the tensile strength, elongation at break but with high constancy in modulus of elasticity.

Stress–Strain Curve of 10DPL-PP
Flexural test
The effects of reinforcing PP matrix with DPL fibers on both flexural strength and flexural modulus are displayed in Fig. 8. It is clear that embedding 10 wt% of DPL fibers reduced the flexural strength by approximately 13%. At 20 wt% of DPL fibers, the flexural strength also reduced by 14%. On the contrary, 30 wt% of DPL fibers made the flexural strength more valuable. However, all wt% of DPL fibers cannot reach the flexural strength of PP. The flexural modulus in Fig. 8b depicts similar behavior, i.e., 10 wt% and 20 wt% of DPL fibers reduced the flexural modulus. However, the 30 wt% case of DPL fibers increased the flexural modulus. The reduction that happened at 10wt% and 20 wt% of DPL fibers is attributed to stress concentrations inside the composite.

Flexural properties of DPL-PP composites
Interfacial shear strength
Figure 9 shows the interfacial shear strengths of treated and untreated date palm fibers with polypropylene. It can be demonstrated that the interfacial shear strength between the untreated fibers and PP was reasonably high. It was 3.5 MPa. However, treated fibers with 4% NaOH for 10 h have the highest interfacial shear strength with PP. This is due to the effect of treatment on the date palm leaflet surface. It was capable of enhancing the surface roughness of the fibers and delaminating the lignin layer causing more pores, and it resulted in better mechanical interlocking with the PP matrix. The same treatment for 20 h has a negative effect on the surface resulting in only 3.4 MPa interfacial shear bonding. The interfacial bonding of date palm fibers with PP has demonstrated a good composite mechanical performance like the tensile strength and modulus, which presents promising opportunities for the date pale fibers to be employed in producing green products for sustainable industries.

The interfacial shear strength of the treated and untreated date palm fibers/PP composites
Thermogravimetric analysis (TGA)
Thermogravimetric analysis of DPL fibers
Figure 10 displays the TGA and its derivative (DTG) curves of DPL fibers. It can be observed from the TGA that initial mass loss (7.5%) occurred in the range from room temperature up to ̴ 125 °C due to moisture evaporation. The DPL fibers have started decomposing at a temperature (Tonset) of 227 °C where the fibers have lost 12% of their mass, which closely matches the findings of Ali et al. (2017) regarding date palm tree surface fibers. When the mass loss has reached (50%), the degradation temperature (T50%) was approximately found to be 342 °C. The degradation ended at a temperature (Tendset) of 354 °C. The mass loss, 54%, happened from Tonset to Tendset referring to the decomposition of hemicellulose and cellulose. The decomposition after 350 was related to the degradation of non-cellulosic substances (Alothman et al. 2021; Dehghani et al. 2013). Based on these results it can be concluded that the DPL fibers were not affected by the processing temperature of PP, i.e. 190 °C, because its initial degradation temperature, 227 °C, is higher than the composite's manufacturing temperature. Also, this test indicates that DPL fibers can resist high temperatures, up to 227 °C. Moreover, the DTG curve presents the maximum degradation temperature (Tmax) which is defined as the temperature at which the mass loss rate hits the maximum value. In the case of DPL fibers, the Tmax reaches 326 °C. Furthermore, from DTG, it can be observed that there are three prominent apexes. The first one (P1) represents the moisture evaporation rate, the second one (P2) displays the degradation rate of cellulosic content while the third one (P3) shows the rate of degradation of non-cellulosic materials.

TG and DTG thermogram of DPL fibers
Thermogravimetric analysis of PP and its composite
Figure 11 demonstrates the TGA and DTG for the PP matrix and 30 wt% DPL/PP composite. As observed from the TGA curve (Fig. 11a), the PP matrix has a higher onset temperature (321 °C) than 30 wt% DPL/PP composite (269 °C) and DPL fibers (227 °C). A similar result was obtained for the PP-bagasse composite by Correa-Aguirre et al. (2020). However, PP has no char residue after 550 °C. In contrast, DPL fibers and their composites have char residues of 27 and 5%, respectively. The presence of char residue at the end of the test in DPL fibers and 30 wt% DPL/PP refers to the lignin, which contains a very thermally stable aromatic phenyl group (Ahmad Saffian et al. 2020). Moreover, the TGA curve presents the final degradation temperature and the temperature at a mass loss of 50% of the 30wt. The percentage of DPL/PP composite was higher than that in the PP matrix. Thus, DPL fibers improve the thermal stability because it works as a heat barrier in the PP matrix leading to an increase in the amount of char residue indicating better flame retardancy of PP (Samal et al. 2009).

Thermogravimetric Analysis for the PP and 30 wt% DPL/PP composite a TGA and b DTG
The neat PP shows single-step degradation whereas the composite, 30wt% DPL/PP displays a two-step degradation as depicted from DTG. The first step represents the degradation of DPL fibers and the second step corresponds to the degradation of PP. A similar pattern was noticed by Gheith et al. (2019) for date palm fibers-epoxy composites. The presence of DPL fibers in virgin PP has shifted the peak of the DTG curve from 410 to 450 °C (Fig. 11b). This means that 30 wt% of DPL fibers has enhanced the thermal stability of PP. The thermal parameters are tabulated in Table 4.
Morphological analysis
The Morphology of treated and untreated DPL fibers
Figure 12 shows a comparison at the same magnification between two DPL fibers before (Fig. 12a) and after (Fig. 12b) the chemical treatment by the combination of (4NaOH-10Hr). It can be observed that the untreated fibers (Fig. 12a) contain a larger number of deposits when compared to treated fibers (Fig. 12b). In addition, the lignin layer is observed before and after the treatment, which means that the combination (4NaOH-10Hr) has an insignificant impact on the lignin layer removal. However, before the treatment, the lignin is visible, and no pores are observed in the micrograph (Fig. 12c). After the treatment, the lignin layer tends to be delaminated, but it is not separated due to little amount of NaOH. In addition, some pits have emerged as a result of chemical treatment (Fig. 12d). This result is in agreement with (Alsaeed et al. 2013b). What happened during the treatment process (i.e., the impurities removal and the presence of some pits) may interpret the small increment of both tensile strength and modulus (Fig. 5). The pits in the lignin layer (due to treatment) make the surface rougher, which enhances the interlocking with PP. Also, these pits expose some parts of cellulose that interact with PP, enhancing mechanical properties (Dehghani et al. 2013).

SEM micrograph of a untreated, b treated DPL fibers, c a magnification for the yellow square in micrograph a, d a magnification for the blue square in micrograph (b)
The SEM micrographs of the cross-sectional view of untreated fibers are presented in Fig. 13. A similar SEM micrograph for DPL fibers was observed by Asim et al. (2020). From Fig. 13a, the lignin layer can be observed easily in untreated fibers as marked by the yellow circle. Moreover, the thickness of the DPL fibers is measured by SEM in the same figure. Also, the structure of DPL fibers is depicted in Fig. 13b. It can be seen that the fibrils have a solid cylindrical shape.

SEM micrograph of a cross-sectional view of untreated DPL fibers, b a magnification for the yellow square in micrograph (a)
Surface morphology after tensile test
Figure 14 shows the morphology of the top surface of the 30DPL-PP composite after the tensile test. It can be noticed that there is a large number of DPL fibers (covering the surface of the composite) and the matrix is almost hidden (Fig. 14a). All presented fibers in the micrograph are broken (Fig. 14a) but they are not separated from the matrix. This can be inferred by the absence of pores in SEM micrographs. The breakage of the fibers instead of pulling out may refer to the good adhesion between PP and DPL fibers. Nevertheless, the nature of breakage (Fig. 14b) in fibers indicates their brittle fracture. Figure 14c shows ductile fracture of the PP matrix.

SEM micrographs of a 30 wt% DPL/PP composite, b a magnification for the yellow square in micrograph (b), while c another micrograph for the same composite to illustrate more details
Conclusions
This work used a new form of DPL fibers to reinforce virgin PP. The morphological analysis was capable of developing a better understanding of the synergy of microstructure and performance trends of such composites. Embedding of DPL fibers has raised both tensile and flexural modulus of the polypropylene matrix. However, DPL fibers have lowered the tensile and flexural strength, especially at the 20 wt% cases. This reduction was attributed to the deficiency of DPL fibers, causing a high number of stress sites inside the composite. However, the 30 wt% DPL case was capable of improving both tensile and flexural properties since the DPL fibers have begun to resist the external load. The chemical treatment, particularly, the 4NaOH-10Hr, enhanced the tensile properties. Aside from mechanical properties, DPL fibers of 30 wt% improved the thermal properties where the mass loss percent decreased, and the maximum degradation temperature increased by 40 °C. Moreover, the mechanical properties, thermal stability, and morphological analysis of the date palm polypropylene composites were assessed and interrelated to the microstructure of the composites. This reveals more reliable capabilities of such composites for better implementations in sustainable green products.
References
Agarwal J, Mohanty S, Nayak SK (2021) Influence of cellulose nanocrystal sisal fiber on the mechanical, thermal, and morphological performance of polypropylene hybrid composites. Polym Bull 78:1609–1635
Ahmad Saffian H, Talib MA, Lee SH, Md Tahir P, Lee CH, Ariffin H, Asa’ari AZM (2020) Mechanical strength, thermal conductivity and electrical breakdown of kenaf Core fiber/lignin/polypropylene biocomposite. Polymers 12:1833
Alarifi IM (2021) Investigation into the morphological and mechanical properties of date palm fiber-reinforced epoxy structural composites. J Vinyl Addit Technol 27:77–88
Ali ME, Alabdulkarem A, Materials B (2017) On thermal characteristics and microstructure of a new insulation material extracted from date palm trees surface fibers. Construction 138:276–284
AL-Oqla FM (2021a) Performance trends and deteriorations of lignocellulosic grape fiber/polyethylene biocomposites under harsh environment for enhanced sustainable bio-materials. Cellulose 28:2203–2213
AL-Oqla FM (2021b) Predictions of the mechanical performance of leaf fiber thermoplastic composites by FEA. Int J Appl Mech. https://doi.org/10.1142/S1758825121500666
AL-Oqla FM (2021c) Effects of intrinsic mechanical characteristics of lignocellulosic fibres on the energy absorption and impact rupture stress of low density polyethylene biocomposites. Int J Sustain Eng 14:2009–2017
AL-Oqla FM, Sapuan SM (2014) Natural fiber reinforced polymer composites in industrial applications: feasibility of date palm fibers for sustainable automotive industry. J Cleaner Prod 66:347–354. https://doi.org/10.1016/j.jclepro.2013.10.050
AL-Oqla FM, Sapuan SM, Fares O (2018) Electrical–based applications of natural fiber vinyl polymer composites. In: Natural fibre reinforced vinyl ester and vinyl polymer composites. Elsevier, pp 349–367
AL-Oqla FM, Hayajneh MT, Fares O (2019) Investigating the mechanical thermal and polymer interfacial characteristics of Jordanian lignocellulosic fibers to demonstrate their capabilities for sustainable green materials. J Clean Prod 241:118256
AL-Oqla FM, Hayajneh MT, Aldhirat A (2021b) Tribological and mechanical fracture performance of Mediterranean lignocellulosic fiber reinforced polypropylene composites. Polym Compos 42:5501–5511
Al-Otaibi MS, Alothman OY, Alrashed MM, Anis A, Naveen J, Jawaid M (2020) Characterization of date palm fiber-reinforced different polypropylene matrices. Polymers 12:597
Alothman OY, Shaikh HM, Alshammari BA, Jawaid M (2021) Structural, morphological and thermal properties of nano filler produced from date palm-based micro fibers (Phoenix Dactylifera L.). J Polym Environ 30:1–9
Alsaeed T, Yousif B, Ku H (2013a) The potential of using date palm fibres as reinforcement for polymeric composites. Mater Des 43:177–184
AlZebdeh K, Nassar M, Al-Hadhrami M, Al-Aamri O, Al-Defaai S, Al-Shuaily S (2017) Characterization of mechanical properties of aligned date palm frond fiber-reinforced low density polyethylene. J Eng Res 14:115–123
Asim M, Jawaid M, Khan A, Asiri AM, Malik MA (2020) Effects of date palm fibres loading on mechanical, and thermal properties of date palm reinforced phenolic composites. J Mater Res Technol 9:3614–3621
Asim M, Jawaid M, Fouad H, Alothman O (2021) Effect of surface modified date palm fibre loading on mechanical, thermal properties of date palm reinforced phenolic composites. Compos Struct 267:113913
Asumani O, Reid R, Paskaramoorthy R (2012) The effects of alkali–silane treatment on the tensile and flexural properties of short fibre non-woven kenaf reinforced polypropylene composites. Compos Part A Appl Sci Manuf 43:1431–1440
Asyraf M et al (2021a) Recent advances of thermal properties of sugar palm lignocellulosic fibre reinforced polymer composites. Int J Biol Macromol 193:1587–1599
Asyraf M, Rafidah M, Azrina A, Razman M (2021b) Dynamic mechanical behaviour of kenaf cellulosic fibre biocomposites: a comprehensive review on chemical treatments. Cellulose 28:1–21
Ates B, Koytepe S, Ulu A, Gurses C, Thakur VK (2020) Chemistry, structures, and advanced applications of nanocomposites from biorenewable resources. Chem Rev 120:9304–9362
Azeredo HM, Mattoso LHC, Wood D, Williams TG, Avena-Bustillos RJ, McHugh TH (2009) Nanocomposite edible films from mango puree reinforced with cellulose nanofibers. J Food Sci 74:N31–N35
Azman M et al (2021) Natural fiber reinforced composite material for product design: a short review. Polymers 13:1917
Belgacem C, Tarres Q, Espinach FX, Mutjé P, Boufi S, Delgado-Aguilar M (2020) High-yield Lignocellulosic fibers from date palm biomass as reinforcement in polypropylene composites: effect of fiber treatment on composite properties. Polymers 12:1423
Biswal M, Mohanty S, Nayak SK (2012) Thermal stability and flammability of banana-fiber-reinforced polypropylene nanocomposites. J Appl Polym Sci 125:E432–E443
Chihaoui B, Serra-Parareda F, Tarrés Q, Espinach FX, Boufi S, Delgado-Aguilar M (2020) Effect of the fiber treatment on the stiffness of date palm fiber reinforced PP composites: macro and micromechanical evaluation of the young’s modulus. Polymers 12:1693
Correa-Aguirre JP, Luna-Vera F, Caicedo C, Vera-Mondragón B, Hidalgo-Salazar MA (2020) The effects of reprocessing and fiber treatments on the properties of polypropylene-sugarcane bagasse biocomposites. Polymers 12:1440
Dehghani A, Ardekani SM, Al-Maadeed MA, Hassan A, Wahit MU, Design, (2013) Mechanical and thermal properties of date palm leaf fiber reinforced recycled poly (ethylene terephthalate) composites. Materials 52:841–848
El-Juhany LI (2010) Degradation of date palm trees and date production in Arab countries: causes and potential rehabilitation. Aust J Basic Appl Sci 4:3998–4010
Fares O, AL-Oqla FM, Hayajneh MT (2019) Dielectric relaxation of Mediterranean lignocellulosic fibers for sustainable functional biomaterials. Mater Chem Phys 229:174–182
Gheith MH, Aziz MA, Ghori W, Saba N, Asim M, Jawaid M, Alothman OY (2019) Flexural, thermal and dynamic mechanical properties of date palm fibres reinforced epoxy composites. J Mater Res Technol 8:853–860
Ghori W, Saba N, Jawaid M, Asim M (2018) A review on date palm (phoenix dactylifera) fibers and its polymer composites. In: IOP conference series: materials science and engineering, IOP Publishing, 1: 012009
Hayajneh MT, AL-Oqla FM, Mu’ayyad M (2021) Hybrid green organic/inorganic filler polypropylene composites: Morphological study and mechanical performance investigations. e-Polymers 21:710–721
Jang Y-C, Lee G, Kwon Y, Lim J-h, Jeong J-h (2020) Recycling and management practices of plastic packaging waste towards a circular economy in South Korea resources. Conserv Recycl 158:104798
Karan H, Funk C, Grabert M, Oey M, Hankamer B (2019) Green bioplastics as part of a circular bioeconomy. Trends Plant Sci 24:237–249
Liu Y, Ma Y, Yu J, Zhuang J, Wu S, Tong J (2019) Development and characterization of alkali treated abaca fiber reinforced friction composites. Compos Interfaces 26:67–82
Mahmoudi N (2013) Use of date palm fibers as reinforcement for thermoplastic-based composites. Mech Ind 14:71–77
Muthalagu R, Murugesan J, Kumar SS, Babu BS (2021) Tensile attributes and material analysis of kevlar and date palm fibers reinforced epoxy composites for automotive bumper applications. Mater Today Proc 46:433–438
Nagaraj N, Balasubramaniam S, Venkataraman V, Manickam R, Nagarajan R, Oluwarotimi IS (2020) Effect of cellulosic filler loading on mechanical and thermal properties of date palm seed/vinyl ester composites. Int J Biol Macromol 147:53–66
Nurazzi N et al (2021) Thermogravimetric analysis properties of cellulosic natural fiber polymer composites: a review on influence of chemical treatments. Polymers 13:2710
Oktaee J, Lautenschläger T, Günther M, Neinhuis C, Wagenführ A, Lindner M, Winkler A (2017) Characterization of willow bast fibers (Salix spp.) from short-rotation plantation as potential reinforcement for polymer composites. BioResources 12:4270–4282
Rodriguez V, Sukumaran J, Schlarb A, De Baets P (2016) Reciprocating sliding wear behaviour of PEEK-based hybrid composites. Wear 362:161–169
Saba N, Alothman OY, Almutairi Z, Jawaid M, Ghori W (2019) Date palm reinforced epoxy composites: tensile, impact and morphological properties. J Mater Res Technol 8:3959–3969
Samal SK, Mohanty S, Nayak SK (2009) Banana/glass fiber-reinforced polypropylene hybrid composites: fabrication and performance evaluation. Polym-Plast Technol Eng 48:397–414
Thakur V, Singha A, Thakur M (2012) Green composites from natural fibers: mechanical and chemical aging properties. Int J Polym Anal Charact 17:401–407
Thakur V, Singha A, Thakur M (2013) Fabrication and physico-chemical properties of high-performance pine needles/green polymer composites. Int J Polym Mater Polym Biomater 62:226–230
Tripathy S, Dehury J, Mishra D (2016) A study on the effect of surface treatment on the physical and mechanical properties of date-palm stem liber embedded epoxy composites. In: IOP conference series: materials science and engineering, IOP Publishing, 1: 012036
Yaghoobi H, Fereidoon A (2019) Thermal analysis, statistical predicting, and optimization of the flexural properties of natural fiber biocomposites using Box-Behnken experimental design. J Nat Fibers 16:987–1005
Yew BS, Muhamad M, Mohamed SB, Wee FH (2019) Effect of alkaline treatment on structural characterisation, thermal degradation and water absorption ability of coir fibre polymer composites. Sain Malays 48:653–659
Zanini NC, Barbosa RF, de Souza AG, Rosa DS, Mulinari DR (2021) Revaluation of Australian palm residues in polypropylene composites: statistical influence of fiber treatment. J Compos Mater 55:813–826
Acknowledgments
This work was supported by a grant from the Deanship of Scientific Research at the Jordan University of Science and Technology (JUST) with grant no. 448/2019.
Funding
This work was supported by a grant from the Deanship of Scientific Research at the Jordan University of Science and Technology (JUST) with grant no. 448/2019.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
All authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
AL-Oqla, F.M., Hayajneh, M.T. & Al-Shrida, M.M. Mechanical performance, thermal stability and morphological analysis of date palm fiber reinforced polypropylene composites toward functional bio-products. Cellulose 29, 3293–3309 (2022). https://doi.org/10.1007/s10570-022-04498-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-022-04498-6