
Abstract
The performance of phenol degradation by Rhodococcus UKMP-5M in different modes of bioreactor operation, batch, and continuous, was studied. The effects of agitation and aeration on the growth and phenol degradation by Rhodococcus UKMP-5M were first studied in batch cultivation using a 2 L stirred tank bioreactor. Continuous bioreactor operation was design based on batch cultivation data and was operated at different dilution rates, ranging from 0.05 to 0.20 h−1. The highest cell growth (0.262 g/L), phenol degradation time (12 h), and phenol hydroxylase enzyme (32.3 U/mL) in batch cultivation were obtained at the agitation speed of 160 rpm, DOT of 80 % saturation, and airflow rate of 1.5 vvm. In continuous operation, the highest steady-state cell concentration (0.03 g cell/L) and phenol degradation rate (0.082 g phenol/L/h) were achieved at the dilution rate of 0.18 h−1. The efficiency of phenol degradation rate was about 3.28 times higher obtained in continuous cultivation (0.082 g phenol/L/h) than in batch cultivation (0.025 g phenol/L/h).
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Phenol is a common waste in many processing industries. It is classified by US Environmental Protection Agency (EPA) as a priority pollutant (Collins and Daugulis 1997; Saravanan et al. 2008; Zhao et al. 2009). The main source of phenol is from industrial effluents of coal gasification, polymeric resin production, cooking plants, and oil refining (Lob and Tar 2000). Phenol causes various hazards and exposures to it by any route can produce systemic poisoning. It is corrosive and causes chemical burns at the contact site (Basha et al. 2010). Elimination of phenol is highly required to maintain the environment and health quality. Activated carbon adsorption, ion exchange, solvent extraction, and chemical oxidation are treatment alternatives for removing phenol. However, those methods have some serious drawbacks, including expensive cost (El-Naas et al. 2010) and formation of hazardous by products that cause secondary pollution (Shen et al. 2009).
Biological treatment is an efficient method for the removal of phenol from wastewater (Ahmad et al. 2012). Among the phenol degrading microorganisms reported in the literature, Rhodococcus sp. and Pseudomonas sp. seem to have the highest potential for phenol degradation. Therefore, a large number of studies related to phenol degradation by these bacteria have been carried out (Marrot et al. 2006; Norazah et al. 2015). Although many bacterial groups capable in phenol degradation have been reported, the suitable types of bioreactor for phenol degradation have not been studied in details. Stirred tank bioreactor was reported as the commonly used reactor in phenol degradation (Kim et al. 2002; Prieto et al. 2002a). The conditions in stirred tank reactor can be easily controlled at the desired levels, and process scale-up is also simple (Daugulis 2001). Beside the use of stirred tank bioreactor, the other types of bioreactor that commonly involved in phenol degradation is spouted bed bioreactor (El-Naas et al. 2010), fluidized bed reactor (Mayer et al. 2008), packed bed reactor (Kim et al. 2002; Prieto et al. 2002b; Paca et al. 2005; Tziotzios et al. 2007), airlift bioreactor (Jia et al. 2006), and immersed membrane bioreactor (Marrot et al. 2006). The enzyme productivity in a bioreactor is normally influenced by agitation rate, dissolved oxygen tension (DOT), and aeration rate (Petruccioli et al. 1995; Zhang et al. 2010; D’Annibale et al. 2006; Techapun et al. 2003). However, the optimal conditions are varied for each microbial strain and parameters employed in the process.
Interactions of chemical compounds with the diversity of microbial species involved in a biodegradation process are distinct in batch or continuous systems. In the closed culture system, the relatively high substrate concentration at the beginning of the batch process could inhibit the cellular growth, thus affecting the substrate biodegradation rate (Alcocer et al. 2007). Even though batch cultivation is widely used in phenol degradation experiment (Daugulis 2001; Santos et al. 2009; Sharma et al. 2009; Paisio et al. 2012), a process that can be used for a long-term continuous degradation of phenol in wastewater has been the focus of many researchers (Varma and Gaikwad 2010; Pai et al. 1995). Continuous culture is a system in which a well-mixed culture is continuously supplied with fresh nutrients, and the volume of the culture is kept constant by continuous removal of the culture liquid at the same flow rate as the feeding rate of fresh nutrient. Hence, it offers a continuation of growth for a long period of time. Provided that the medium has been designed, such that growth is substrate limited, and not toxin limited, exponential growth will proceed until the additional substrate is exhausted. The main advantage of these systems is that they maintain a very high biomass density, allowing high and stable process efficiency even under variations in hydraulic load, toxicity, concentration, and temperature (Soares et al. 2006).
The higher productivity is the main advantage of continuous culture. However, contaminations are still the limiting factor of this cultivation technique. The maximum dilution rate that can be achieved in continuous culture is also limited by the need to prevent cell washout (Mordocco et al. 1999; Sokol and Migiro 1996).
Various kinetics models were used in describing the growth kinetics of the microorganism (Arif et al. 2012; Ibrahim et al. 2016; Othman et al. 2013; Ahmad et al. 2014). Growth kinetic of Rhodococcus AQ5NOL2 has been studied using the Haldane model, which indicated that the growth has good tolerance towards high phenol concentrations. Similar observations have also been reported for other several phenol degrading microorganisms (Pseudomonas putida, Pseudomonas aeruginosa, Acinetobacter calcoaceticus, Camamonas testosteroni, Alcaligenes TW1, and Ochrobactrum sp.) (Bai et al. 2007; Dutta et al. 2009; Liu et al. 2012; Geng et al. 2006; Futumata and Harayama 2001; Essam et al. 2010; Chen et al. 2012). Even though one of the most suitable mathematical expressions is the Monod model, the limited study on this model was found in phenol degradation. The Monod model is expressing the growth rate as a function of the limiting substrate used based on the use of a single bacterium (Annadurai and Lee 2007). Due to a very limited number of studies on Rhodococcus sp. for phenol degradation and its kinetic model in stirred tank bioreactor, the objective of this study was to evaluate the performance of Rhodococcus UKMP-5M in degrading phenol during cultivation in 2 L stirred tank bioreactor, which was operated as batch and continuous modes. The relationship between the activity of phenol hydroxylase enzyme and phenol degradation during the cultivation of Rhodococcus UKMP-5M in different modes of bioreactor operation was also evaluated, considering substrate inhibition Monod-type kinetics for phenol degradation. The novelty of this work is improving the phenol degradation time using Rhodococcus UKMP-5M. Rhodococcus was used, because based on the unique characteristic of cell-wall structure of Rhodococcus strain, this bacterium is suitable for industrial, biotransformation, and for the degradation of organic substances beside to capitalize our novel strain.
2 Materials and methods
2.1 Microorganism and inoculum preparation
The bacterium, Rhodococcus UKMP-5M, was used throughout this study. This bacterium was isolated from a petroleum-contaminated soil at an oil refinery in Malacca, Malaysia and maintained at the Universiti Selangor Culture Collection Centre, Selangor, Malaysia. The bacterium from the stock culture was grown in nutrient broth (Merck, Germany). The flasks were incubated at 30 °C in an incubator shaker (Jeio Tech SI-600R, Korea) agitated at 160 rpm for 24 h prior to inoculation into the bioreactor for biodegradation experiments.
2.2 Medium
The minimal salt medium (MSM), consisted of (g/L) K2HPO4, 0.4; KH2PO4, 0.2; NaCl, 0.1; MgSO4 0.1; MnSO4 0.01; FeSO4H2O, 0.01; Na2MoO4·2H2O, 0.01; and (NH4)2SO4, 0.3, was used as the basal medium in all cultivation and phenol degradation experiments (Ahmad et al. 2011). The initial pH of the medium was adjusted to 7.5 using 30 % NaOH before autoclaving. Phenol, 0.5 g/L, was filter-sterilised using 0.2 µm regenerated cellulose membrane filter and added into MSM for use in experiments. The optimized temperature and NH4SO4 concentration used were 36 °C and 0.3 g/L, respectively.
2.3 Stirred tank bioreactor
The stirred tank bioreactor (Biostat B-plus, Sartorius Stedim, Germany) was used in this study for all cultivation experiments. The bioreactor consisted of a 2 L glass vessel with a working volume of 1.5 L. Two six-bladed turbine impellers with a diameter (D) of 52 mm mounted on the agitator shaft were used for agitation. The bioreactor was equipped with temperature and dissolved oxygen control systems. During the cultivation, agitation speed (N) was fixed at 600 rev/min (impeller tip speed πND = 1.64 m/s). This vessel has internal concave bottom with outer thermostat jacket. Dissolved oxygen tension (DOT) level in the culture was determined using polarographic electrode which was calibrated by culture saturated with the air (100 % saturation) and water saturated with nitrogen (0 % saturation). The DOT in culture was controlled at a required level via a sequential cascade control of airflow rate and agitation speed. The maximum and minimum set points of permitted airflow rates were 1.5 and 0.6 L/min, respectively.
2.4 Batch cultivation
Batch cultivations of Rhodococcus UKMP-5M for phenol degradation were carried out at different agitation speeds and airflow rates. In the experiment to investigate the effect of different agitation speeds (10, 50, 160, 300, and 600 rpm) on the growth of Rhodococcus UKMP-5M and phenol degradation, airflow rate was fixed at 1.5 vvm. In experiment to investigate the effect of different airflow rates (0.42, 0.6, 1.0, 1.25, and 1.50 vvm), the agitation speed was fixed at 160 rpm. In both the experiments, DOT was not controlled, but was monitored throughout the cultivation. The effect of different dissolved oxygen tension (DOT) levels (0, 20, 50, and 80 % air saturation) was also carried. In this experiment, DOT was controlled via a sequential cascade control of airflow rate and agitation speed.
Batch cultivation was started by inoculating the bioreactor containing 1.5 L of medium with 10 % (v/v) of inoculum. Phenol concentration of 0.5 g/L was used in this study. Throughout the cultivation, temperature was set at 36 °C and the initial pH was set at 7.5. During the cultivation period, 10 mL of sample was withdrawn at time intervals for analysis. All cultivations were performed in triplicate, and the results were presented in average value. Statistical analysis was performed using the SPSS 16.0 software. Dynamic gassing out technique was used to estimate the specific oxygen uptake rate (OUR) and volumetric oxygen transfer rate (K L a) (Rao 2005; Lopez et al. 2006) during batch cultivation. The measurement of K L a using Fermentative Dynamic Gassing out technique is described by dC L/dt = K L a (C E − C L) − QO2 X, where C L is dissolve oxygen concentration, C E is maximum dissolve oxygen concentration, X is the concentration of biomass, and QO2 is the specific respiration rate.
2.5 Continuous cultivation
Continuous cultivations were started with the initial batch of 1.5 L medium inoculated with 10 % (v/v) of inoculum. The feeding for continuous cultivation was started when phenol concentration in the culture was exhausted. The preparation and the composition of feed medium were similar to the minimal basal medium (MSM) with the addition of 0.5 g/L phenol. The feed medium in the reservoir was kept stirred with hot plate to ensure the well-mixing condition during feeding into the bioreactor. During continuous cultivation, DOT was controlled at the required level by variation in airflow rate (0.42, 0.6, 1.0, 1.25, and 1.5 vvm), and agitation was fixed at 180 rpm. The temperature was maintained at 36 °C.
The culture volume in the bioreactor was kept constant at 1.5 L using an overflow tube set to a constant height within the bioreactor vessel. Therefore, as the fresh medium was pumped into the bioreactor, an equal volume of cultures enters the overflow tube and passes to the effluent tank. The effluent was transferred out the bioreactor using peristaltic pump, which was operated continuously at the slightly higher rate than the feed rate. Experiments were performed under different dilution rates (0.5, 0.1, 0.15, and 0.18 h−1) without achieving maximum specific growth rate (μ max), 0.22 h−1. The flow rates of the influent and effluent were adjusted according to the dilution rate.
Steady state was assumed when the concentration of cell and phenol in the culture were remained almost constant with time. During the cultivation, 10 mL of culture sample was withdrawn at time intervals for the analysis. All cultivations were performed in triplicate, and the results were presented as average values. The statistical analysis was performed using the SPSS 16.0 software.
2.6 Analytical methods
The optical density of the culture was measured at 680 nm using a spectrophotometer (BioMate 3 UV–Vis Spectrophotometer, Thermoscientific, USA). Cell concentration, in terms of dry cell weight, was determined by the filtration and oven-dried method (Ariff et al. 1996). The known volume of culture sample was filtered through a known weight of dried membrane filter with the pore size of 0.25 μm using vacuum pump (FB70155, Fisher brand, USA). The membrane filters with the bacterial cells were at 80 °C for at least 24 h until a constant weight was achieved.
Phenol concentration in the culture was determined by a colorimetric method based on rapid condensation with 4-aminoantipyrene (4-AAP), followed by oxidation with potassium ferricyanide under alkaline conditions to give a red-coloured product (APHA 1998). To perform the analysis, 1 mL of supernatant (adjusted to pH 10 using ammonium solution) was mixed with 100 µL of potassium ferric cynide K3Fe(CN)6. The mixture was mixed with 100 µL of 4-aminoantipyrine. The absorbance of the resulting solution after incubation for 15 min (red in colour) was measured at 500 nm using a spectrophotometer.
Cell disruption was done using the glass bead disruption method (Ramanan et al. 2010). Phenol hydroxylase enzyme was measured by the oxidation of NADH in the presence of phenol. Absorbance was monitored at 340 nm. 3 mL reaction mixtures containing 50 mm KH2PO4:K2HPO4 buffer pH 7.2, 100 μmol of NADH, and 100 μmol of phenol were added before the addition of the cell extract (100 μL). One unit of activity is defined as the amount of enzyme catalysing the oxidation of 1 μmol NADH min−1 (Ali et al. 1998).
3 Results and discussion
A typical time course of batch cultivation of Rhodococcus UKMP-5M in medium containing phenol is shown in Fig. 1. The cultivation experienced the initial exponential growth phase during the first 5 h, where the majority of the phenol in the culture was efficiently consumed. In comparison, Acinetobacter sp. and Acinetobacter AQ5NOL1 required more than 30 h and up to 6 days to completely degrade phenol presence in the culture, respectively (Adav et al. 2007; Ahmad et al. 2011). On the other hand, Candida tropicalis required 50 h to degrade 0.5 g/L phenol during the cultivation (Yan et al. 2006). Bacillus cereus required more than 60 h to degrade 60 % of 0.5 g/L phenol presence in the culture (Banerjee and Ghoshal 2010). A longer time (7 days) was required by Rhodococcus NO14-1 and NO20-3 to degrade 0.47 g/L phenol (Margesin et al. 2005). Rhodococcus ruber SD3 and Rhodococcus pyrinidivorans were able to degrade 1.0 and 0.5 g/L phenol within 72 and 110 h, respectively (Peng et al. 2013; Kumari et al. 2013).

Time course of batch phenol degradation by Rhodococcus UKMP-5M in 2 L stirred tank bioreactor at (agitation rate = 160 rpm; DOT was not controlled) and phenol 0.5 g/L. Symbols represent (solid square) cell concentration, (solid circle) phenol concentration, (solid triangle) pH, and (circle) DOT. Error bars represent the standard error between three determinations. Statistically significant differences (P < 0.05) were observed
The cell reached a stationary growth phase after about 15 h cultured, and cell death was observed after the exhaustion of phenol in the culture. The effect of agitation speed on the growth of Rhodococcus UKMP-5M and phenol degradation in batch cultivation using 2 L stirred tank bioreactor is summarised in Table 1. The final cell concentration (0.338–g/L) obtained at 600 rpm was about 30 % higher than the cell concentration (0.237 g/L) obtained at 10 rpm. The highest cell yield (0.676 g/g) was obtained at the highest agitation speed (600 rpm). The degree of agitation greatly influenced phenol degradation by Rhodococcus UKMP-5M. Phenol degradation was increased with an increasing agitation speed up to 160 rpm. Decreased in phenol degradation rate was observed at agitation speed higher than 160 rpm. At optimal agitation speed (160 rpm), the degradation time of 0.5 g/L phenol was 12 h, while the time take for 10, 50, 300, and 600 rpm was more than 15 h. Although the fastest phenol degradation time (12 h) was obtained at 160 rpm, the highest specific degradation rate (0.193 h−1) was observed at 50 rpm. The highest activity of phenol hydroxylase (26.1 U/mL) was also obtained at 160 rpm, and it is corresponding well to the higher rate of phenol degradation (0.496 g/L)”. Substantial reduction in phenol hydroxylase activity was observed at high agitation speeds (300 and 600 rpm). High agitation speed may cause cell rupture and inhibit the phenol hydroxylase activity. A very low phenol hydroxylase activity (3.2 U/mL) was detected at a very low agitation speed (10 rpm).
In all agitation speeds tested, the culture pH was reduced from the initial value of pH 7.5 to the range of 6–7 at the end of the cultivation. The results of our earlier study indicated that neutral pH was optimal for phenol degradation by Rhodococcus UKMP-5M, where the optimum activity of phenol hydroxylase enzyme was also obtained at neutral pH region (Suhaila et al. 2013). In cultivation at low agitation speed (10 and 50 rpm), the DOT level dropped to 0 % saturation after 10–18 h of cultivation, indicating that oxygen became limited. Oxygen limitation was not observed at high agitation speeds (300 and 600 rpm). Results from this study have demonstrated that oxygen limited condition was required to enhance phenol consumption by Rhodococcus UKMP-5M. Mixing was very crucial for the improvement of productivity in microbial cultivation and it could be achieved by means of aeration and agitation (Potumarthi et al. 2007). Agitation not only improves oxygen transfer rate, but also created turbulence and shear, which may cause a significant influence on growth rate, morphology, and product formation (Hoq et al. 1994).
The effect of airflow on cell growth and phenol degradation is summarised in Table 2. The maximum cell concentration increased with an increasing airflow rate. Similar to cell growth, the degradation of phenol was also increased with an increasing airflow rate. The highest percentage of phenol degradation (99.4 %) was obtained in cultivation with airflow rate controlled at 1.25 and 1.5 vvm. However, the maximum specific growth rate (0.068 h−1) and specific phenol degradation rate (0.152 h−1) obtained at the airflow rate of 1.5 vvm were higher than those obtained at 1.25 vvm (0.012 and 0.142 h−1, respectively). In cultivation with air flow rate controlled at 1.5 vvm, a very short phenol degradation time (12 h) was obtained which gave the overall productivity of 0.025 g/L/h. Substantial increased in phenol degradation time was observed at low airflow rates. The phenol degradation time for cultivation at air flow rate of 1 vvm was significantly increased to 24 h, though a high percentage of phenol degradation (99.2 %) was maintained. The phenol degradation time was drastically increased to 72 h for cultivation with low airflow rates (0.42 and 0.6 vvm). A very low percentage of phenol degradation (23.8 %) was also observed at low airflow rates (0.42 and 0.6 vvm).
The profiles of the specific oxygen uptake rate (qO2) and volumetric oxygen transfer rate (K L a) in the cultivation of Rhodococcus UKMP-5M with different airflow rates (0.42–1.5 vvm) are shown in Fig. 2. In cultivation, where the airflow rate was controlled at 1.5 vvm, qO2 estimated during the log phase was about 42 % higher than the value measured during lag growth phase. The average value of qO2 during lag, log, deceleration, and stationary growth phase of Rhodococcus UKMP-5M cultivation was 88.97, 153.24, 223.3, and 193 mg O2/g cell−1 h−1, respectively. This result indicates that the highest requirement of oxygen by Rhodococcus UKMP-5M occurred during deceleration growth phase, which was about 31 % higher than that required during the log phase. The qO2 for Rhodococcus erythropolis cultivation with cell concentration of 1 g/L was ranged from 5 to 7 × 10−4 mol O2 m−3 s−1(Garcia-Ochoaa et al. 2010). On the other hand, qO2 for exopolysaccharide production exopolysaccharide production by Entrobacter was 0.042 mg/min/L (Mineta et al. 2011). The highest K L a (26.02 h−1) in Rhodococcus UKMP-5M for phenol degradation was observed during lag growth phase and reduced to 15.23 and 4.91 h−1 during log and deceleration phase, respectively. Reduced in K L a during log and deceleration phase may be due to the increase in the number of cell, which is corresponding to higher qO2 by Rhodococcus cell.

Profile of a specific oxygen uptake rate (qO2) and b specific oxygen transfer rate (K L a) during phenol degradation. Air flow rate was controlled at (solid diamond) 0.42 vvm, (solid square) 0.60 vvm, (solid triangle) 1.0 vvm, (solid circle) 1.25 vvm, and (circle) 1.5 vvm (agitation rate = 160 rpm; DOT was not controlled)
A decrease in qO2 was investigated with a decrease in airflow rate throughout the degradation experiment. As the airflow rate was reduced from 1.5 to 1.25 vvm, qO2 was reduced by about 40 %. qO2 during the lag growth in cultivation with the airflow rate of 1.25 vvm was 54.2 mg O2/g cell−1 h−1. qO2 was increased to 137.5 and 198.4 mg O2/g cell−1 h−1 during log and deceleration phase, respectively. This increase is due to the increase in total cell before, it was reduced to 56.2 mg O2/g cell−1 h−1 during stationary growth phase. High substrate consumption rate took place during the exponential growth phase, which corresponded with higher OUR. Subsequently, decrease in metabolic activity of the cells resulted to a decrease in OUR. DOT was drastically decreased in the early stages of cultivation process due to the high specific oxygen demand by the actively growing cells. Then, DOT was gradually increased as growth approached to a stationary growth phase. Similar observation has been reported by many researchers (Gomez et al. 2006a; Santos et al. 2006).
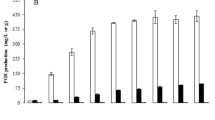
A significant decrease in qO2 was observed when the airflow rate was reduced from 1.5 vvm to lower airflow rates (1.0, 0.6, and 0.42 vvm). However, the patterns of DOT at different growth phases were almost similar at the different airflow rates. The decrease in airflow rate also caused reduction in K L a value. It is well known that K L a is the function of the agitation and aeration rate, where KLa and OTR are normally increased with increasing agitation and aeration rates (Gomez et al. 2006b). The lowest qO2 was detected during cultivation at the air flow rate of 0.42 vvm, where the qO2 value was only 49.9 mg O2/g cell−1 h−1 during lag phase and increased to 124.03 mg O2/g cell−1 h−1 during log phase. High cell concentration (160 mg/L) obtained in cultivation with higher airflow rate may be attributed to the higher OUR. Phenol hydroxylase activity (32.3 U/mL) was enhanced in cultivation with high airflow rate (1.5 vvm) (Table 2). The highest degradation of phenol, 0.497 g/L at 1.5 vvm, also enhances the production of enzyme to 32.3 U/mL.
The lowest activity of phenol hydroxylase (12.9 U/mL) was detected in the cultivation of Rhodococcus UKMP-5M with the lowest airflow rate (0.42 vvm) tested in this study. Improved in oxygen supply to the culture using high airflow rate greatly improved the synthesis of phenol hydroxlase which enhanced phenol degradation (Santos et al. 2006; Giavasis et al. 2006). The productivity of any bioprocesses is an important parameter for the assessment of the effectiveness of a system (Hoq et al. 1994).
The effect of DOT on kinetic and the cultivation performance of Rhodococcus UKMP-5M and phenol degradation are shown in Table 3. High cell concentration (0.266–0.274 g/L) was obtained in cultivation, where the DOT was controlled at high level (65–80 % saturation). Reduced cell concentration was observed with reduction in DOT level. A high percentage of phenol degradation (54.8 %) also corresponded well with high cell concentration and high activity of phenol hydroxylase (25.8 U/mL) obtained at high DOT level (80 % saturation). The percentage of phenol degradation was reduced to 36.2 % when the DOT level was reduced to 20 %, where a very low phenol hydroxylase activity (3.2 U/mL) was detected. Phenol degradation was totally inhibited in cultivation without oxygen supply. The influence of aeration rate on the oxygen transfer process is very complex, but it is generally considered that the increase in aeration rate results in an increase of OTR (Jennifer and Andrew 2009; Vogelaar et al. 2000). From the results of this study, it can be concluded that high DOT level shall be maintained during the cultivation of Rhodococcus UKMP-5M to enhance the synthesis of phenol hydroxylase, which in turn, increased the phenol degradation rate. Therefore, it can be suggested that the enzymatic action of phenol degradation takes place under aerobic degradation pathway. This result is in agreement with Paca et al. (2007) who claimed that the phenol hydroxylation was dependent on the presence of oxygen, and the activity was decreased under anaerobic condition.
The typical time course of continuous cultivation of Rhodococcus UKMP-5M for biodegradation of phenol is shown in Fig. 3. Continuous cultivation was initiated with the feeding of fresh medium containing 0.5 g/L phenol when the initial batch cultivation was completed at 12 h, where growth reached a high cell concentration (0.245 g/L) and phenol in the culture was exhausted. For continuous cultivation operated at D of 0.18 h−1, steady state was achieved after 30 h (equivalent to about five generation times). The cell and phenol concentration at steady state was 0.178 and 0.043 g/L, respectively. During continuous cultivation, the culture pH reached a steady-state value after 30 h, while the steady-state DOT level was not achieved. High cell yield coefficient (Y x/s) of 0.389 g cell dry weight g−1 phenol) was observed in this study as compared to the value (0.16–0.275 g cell dry weight g−1 phenol) reported by Yoong et al. (1997) for cultivation with the initial phenol concentrations of 1–1.5 g/L. This result indicated that phenol was degraded efficiently by Rhodococcus UKMP-5M.

Time course of phenol degradation by Rhodococcus UKMP-5M in continuous culture at D = 0.18 h−1. Symbols represent (solid square) cell concentration, (solid diamond) DOT, (solid circle) phenol influent, (circle) phenol concentration, and (solid triangles) pH. Error bars represent the standard error between three determinations. Statistically significant differences (P < 0.05) were observed
The kinetics and performance of phenol degradation at different dilution rates are summarised in Table 4. The optimized parameters for batch cultivation were also used in continuous cultivation. The concentration of cell at steady state was increased with increasing D up to 0.18 h−1, and the cell concentration was drastically dropped to 0.098 g/L at D of 0.2 h−1. Although the optimum D to get the highest steady-state cell concentration (0.178 g/L) was 0.18 h−1, the percentage of phenol degradation was significantly increased at D ranged from 0.05 to 0.18 h−1, as shown by low concentrations of phenol (0.01–0.043 g/L) in the culture at steady state. The percentage of phenol degradation at this range of D was above 90 %. At D of 0.2 h−1, the percentage of phenol degradation was drastically reduced to 69.4 %. Even though the steady-state phenol concentration was higher at high dilution rate, no toxicity effect was observed as Rhodococcus sp. was able to grow at phenol concentration up to 2.8 g/L (Straube et al. 1990).
In continuous cultivation, cell production rate was significantly increased from 0.08 to 0.030 g/L/h with increasing dilution rate from 0.05 to 0.18 h−1. A drastic decreased in cell production rate (0.016 g/L/h) was observed at very high D (0.2 h−1). Subsequently, phenol degradation rate was significantly increased with increasing D. Phenol degradation rate was increased from 0.025 to 0.082 g/L/h with increasing D from 0.05 to 0.18 h−1. Phenol degradation rate was drastically reduced (0.069 g/L/h) at high D (0.2 h−1). Degradation rate is an indication of cell numbers on the basis of the relationship between substrate consumption and cell numbers. It could be said that total population size in the reactions increased in direct proportion to the increase in dilution rate (Mordocco et al. 1999). Similar pattern was also observed for cell yield. A high yield coefficient of Y x/s = 0.389 g cell dry weight g−1 phenol was obtained at D of 0.18 h−1. The highest rate of phenol degradation by Bacillus thermoleovorans using 660 mg/L phenol, as a substrate was obtained at D of 0.5 h−1(Feitkenhauer et al. 2003) and D of 0.15 h−1 for Pseudomonas CF600 using 200 mg/L phenol as a substrate (Moharikar and Purohit 2003).
Dilution rate is the key factor in all continuous cultivations. Disturbances in operating variables, particularly changes in dilution rate or substrate concentration in the feed, may cause washout of the biomass from the bioreactor or transient increase in the substrate concentration by perturbing operation from the steady-state point (Sokol and Migiro 1996). Due to this reason, the dilution rates need to be adjusted to prevent washout. Washout is a condition where all cells are equal to zero and it will happen if the dilution rate exceeds the maximum specific growth rate of the cultivated microorganism. The maximum specific growth rate of Rhodococcus UKMP-5M was 0.22 h−1, as evaluated from the result of this study.
The steady-state values calculated according to the continuous kinetic models for different dilution rates ranging from 0.05 to 0.2 h−1 fitted well to the continuous experimental data (Fig. 4). Only a slight deviation of the calculated data from the experimental data of steady-state cell concentration was observed at D of 0.18 and 0.2 h−1. From the ANOVA analysis, the deviations between the experimental data and the calculated data were significant at a significant probability of 5 %. Meanwhile, phenol concentration at all dilution rates fitted well to the pattern of the calculated data of the proposed continuous model. These results suggested that the proposed model was sufficient to describe the growth of Rhodococcus UKMP-5M and phenol biodegradation in continuous cultivation.

Fitness of the models (solid line) to the experimental data during phenol degradation by Rhodococcus UKMP-5M in continuous cultivation. Symbols represent (solid diamond) cell concentration (experimental data), (solid circle) phenol concentration (experimental data), (triangle) phenol degradation rate, and (square) cell production rate. Error bars represent the standard error between three determinations. Statistically significant differences (P < 0.05) were observed
The comparison of kinetic parameter values and the performance of phenol degradation in optimal batch and continuous cultivation are given in Table 5. The final cell concentration (0.255 g/L) obtained in batch cultivation, and the cell growth rate was observed to be high when the experiment was carried out using continuous culture. Similar observation was also made in terms of cell efficiency, where continuous culture showed nearly 24 % increase in cell efficiency as compared to batch cultivation. Even though batch cultivation showed a better phenol degradation, which was 99.2 % as compared to 91.4 % in continuous cultivation, the phenol degradation rate in continuous culture was 70 % higher than that obtained in batch cultivation.
Phenol degradation can be achieved in either batch or continuous mode (Mordocco et al. 1999), and in both cases, the major determinant of the rate of degradation is cell number. In continuous culture, the influent phenol concentration and dilution rate can control the cell number. Interactions of chemical compounds involved in a biodegradation process are different in batch and continuous systems. In a closed system cultivation (batch cultivation), higher substrate concentration at the beginning of the batch process could inhibit the cellular growth, therefore, affecting the substrate biodegradation rate (Narang et al. 1997). Meanwhile, in an open system (continuous system), low substrate levels are maintained in the reaction mixture, therefore, lowering the growth-inhibiting effect and catabolic repression than in batch culture to simultaneously degrade substrates (Kovar and Egli 1998). Since increased biomass leads to an increase of phenol degradation, recommendation for the future to apply immobilized cell can support higher biomass for phenol degradation.
4 Conclusion
In batch cultivation, the performance of phenol degradation by Rhodococcus UKMP-5M was greatly influenced by the DOT level. High cell concentration (0.262 g/L) and higher phenol degradation (0,497 g/L) which correspond with high phenol hydroxylase activity (32.3 U/mL) were obtained in cultivation, where the DOT level was not controlled, which was achieved at the agitation speed of 160 rpm and the air flow rate of 1.5 vvm. Under this optimal batch cultivation, 0.5 g/L phenol was completely degraded after 12 h cultivation. Continuous cultivation of Rhodococcus UKMP-5M can also be used in phenol degradation, where the performance was greatly influenced by the dilution rate (D). The highest phenol degradation rate in continuous cultivation (0.082 g phenol/L/h) was obtained at D of 0.18 h−1, and this value was higher as compared to that obtained in batch cultivation (0.025 g phenol/L/h). Therefore, continuous culture was useful due to higher productivity as demonstrated in this study.
References
Adav SS, Chen MY, Lee DJ et al (2007) Degradation of phenol by Acinetobacter strain isolated from aerobic granules. Chemosphere 67:1566–1572
Ahmad SA, Syed MA, Arif NM et al (2011) Isolation, identification and characterization of elevayed phenol degrading Acinetobacter sp. strain AQ5NOL 1. Aus J Basic Appl Sci 5:1035–1045
Ahmad SA, Shamaan NA, Arif NM et al (2012) Enhanced phenol degradation by immobilized Acinetobacter sp. strain AQ5NOL 1. World J Microbial Biotech 28:347–352
Ahmad SA, Ahamad KNEK, Johari WLW et al (2014) Kinetic of diesel degradtion by an acrylamide degrading bacterium. Rend Fis Acc 25:505–512
Alcocer AS, Ruiz-Ordaz N, Ramirez CJ et al (2007) Continuous biodegradation of single and mixed chlorophenols by a mixed microbial culture constituted by Burkholderia sp., Microbacterium phyllosphaerae, and Candida tropicalis. Biochem Eng J 37:201–211
Ali S, Lafuente RF, Cowan DA (1998) Meta-pathway degradation of phenolics by thermophilic Bacilli. Enzyme Microbial Technol 823:462–468
Annadurai G, Lee JF (2007) Application of artificial neural network model for the development of optimized complex medium degradation using Pseudomonas pictorum (NICM 2074). Biodegradation 18:383–392
APHA (1998) Standard methods for the examination of water and wastewater, 20th edn. American Public Health Association, Washington
Arif NM, Ahmad SA, Syed MA et al (2012) Isolation and characterization of a phenol-degrading Rhodococcus sp. strain AQ5NOL KCTC 11961BP. J Basic Microbiol 52:1–10
Ariff A, Salleh MS, Ghani B et al (1996) Aeration and yeast extract requirements for kojic acid production by Aspergillus flavus link. Enzyme Microb Technol 19:545–550
Bai J, Wen JP, Li HM et al (2007) Kinetic modeling of growth and biodegradation of phenol and m-cresol using Alcaligenes faecalis. Proc Biochem 42:510–517
Banerjee A, Ghoshal AK (2010) Phenol degradation by Bacillus cereus: pathway and kinetic modelling. Bioresource Technol 101:5501–5507
Basha KM, Rajendran A, Thangavelu V (2010) Recent advances in the biodegradation of phenol: a review. Asian J Exp Biol Sci 1:219–234
Chen XH, Wei G, Liu SY et al (2012) Growth kinetics and phenol degradation of highly efficient phenol-degrading Ochrobactrum sp. CH10. Environ Sci 33:3956–3961
Collins LD, Daugulis AJ (1997) Biodegradation of phenol at high initial concentrations in two-phase partitioning batch and fed-batch bioreactors. Biotechnol Bioeng 55:155–162
D’Annibale A, Quaratino D, Federici F et al (2006) Effect of agitation and aeration on the reduction of pollutant load of olive mill wastewater by the white-rot fungus Panus tigrinus. Biochem Eng J 29:243–249
Daugulis AJ (2001) Two-phase partitioning bioreactors: a new technology platform for destroying xenobiotics. Trends Biotechnol 19:457–462
Dutta S, Chowdhury R, Bhattacharya P (2009) Stability and response analyses of phenol degrading biochemical systems. Indian J Chem Technol 16:7–16
El-Naas MH, Al-Zuhair S, Makhlouf S (2010) Batch degradation of phenol in a spouted bed bioreactor system. J Ind Eng Chem 16:267–272
Essam T, Amin MA, Tayeb OE et al (2010) Kinetic and metabolic versatility of highly tolerant phenol degrading Alcaligenes strain TW1. J Hazard Mater 175:783–788
Feitkenhauer H, Schnicke S, Muller R et al (2003) Kinetic parameters of continuous cultures of Bacillusthermoleovorans sp. A2 degrading phenol at 65 °C. J Biotechnol 103:129–135
Futumata H, Harayama S (2001) Diversity in kinetics of trichloroethylene degrading activities exhibited by phenol-degrading bacteria. Appl Microbiol Biotechnol 55:248–253
Garcia-Ochoaa F, Gomeza E, Santosa VE et al (2010) Oxygen uptake rate in microbial processes: an overview. Biochem Eng J 49:289–307
Geng A, Soh AEW, Lim CJ et al (2006) Isolation and characterization of a phenol-degrading bacterium from an industrial activated sludge. Appl J Microbiol Biotechnol 71:728–735
Giavasis I, Harvey LM, McNeil B (2006) The effect of agitation and aeration on the synthesis and molecular weight of gellan in batch cultures of Sphingomonas paucimobilis. Enzyme Microb Technol 38:101–108
Gomez E, Santos VE, Alcon A et al (2006a) Oxygen transport rate on Rhodococcus erythropolis cultures: effect on growth and BDS capability. Chem Eng Sci 61:4595–4604
Gomez E, Santos VE, Alcon A et al (2006b) Oxygen uptake and mass transfer rates on growth of Pseudomonas putida CECT5279: influence on biodesulfurization (BDS) capability. Energy Fuels 20:1565–1571
Hoq MM, Hempel C, Deckwer DW (1994) Cellulase-free xylanase by Thermomyces lanuginosus RT9: effect of agitation, aeration, and medium components on production. J Biotechnol 37:49–58
Ibrahim S, Shukor MY, Syed MA et al (2016) Characterisation and growth kinetics studies of caffeine-degrading bacterium Leifsonia sp. strain SIU. Ann Microbiol 66:289–298
Jennifer VL, Andrew JD (2009) Oxygen mass transfer and hydrodynamics in multi-phase airlift bioscrubber system. Chem Eng Sci 64:4171–4177
Jia X, Wen J, Jiang Y et al (2006) Modeling of batch phenol biodegradation in internal loop airlift bioreactor with gas recirculation by Candida tropicalis. Chem Eng Sci 61:3463–3475
Kim JH, Oh KK, Lee ST et al (2002) Biodegradation of phenol and chlorophenols with defined mixed culture in shake-flasks and a packed bed reactor. Proc Biochem 37:1367–1373
Kovar KK, Egli T (1998) Growth kinetics of suspended microbial cells: from single-substrate-controlled growth to mixed-substrate kinetics. Microb Mol Biol Rev 62:646–666
Kumari S, Chetty D, Ramdhani N et al (2013) Phenol degrading ability of Rhodococcus pyrinidivorans and Pseudomonas aeruginosa isolated from activated sludge plants in South Africa. J Environ Sci Health 48:947–953
Liu Y, Wei G, Chen X (2012) Isolation, identification and characteristics of a phenol-degrading bacterium. J Beijing Univ Chem Technol 39:58–62
Lob KC, Tar CPP (2000) Effect of additional carbon sources on biodegradation of phenol. Bull Environ Contam Toxicol 64:756–763
Lopez JLC, Porcel EMR, Alberola IO et al (2006) Simultaneous determination of oxygen consumption rate and volumetric oxygen transfer coefficient in pneumatically agitated bioreactors. Ind Eng Chem Res 4:1167–1171
Margesin R, Fonteyne PA, Redl B (2005) Low-temperature biodegradation of high amounts of phenol by Rhodococcus sp. and Basidiomycetous yeasts. Research in Microbiology 156:68–75
Marrot B, Martinez AB, Moulin P et al (2006) Biodegradation of high phenol concentration by activated sludge in an immersed membrane bioreactor. Biochem Eng J 30:174–183
Mayer JG, Gallegos JR, Ordaz NR et al (2008) Phenol and 4-chlorophenol biodegradation by yeast Candida tropicalisin a fluidized bed reactor. Biochem Eng J 38:147–157
Mineta R, Salehia Z, Yoshikawab H et al (2011) Oxygen transfer during aerobic biodegradation of pollutants in a dense activated sludge slurry bubble column: actual volumetric oxygen transfer coefficient and oxygen uptake rate in p-nitrophenol degradation by acclimated waste activated sludge. Biochem Eng J 53:266–274
Moharikar A, Purohit HJ (2003) Specific ratio and survival of Pseudomonas CF600 as co-culture for phenol degradation in continuous cultivation. Int Biodeterior Biodegr 52:255–260
Mordocco A, Kuek C, Jenk R (1999) Continuous degradation of phenol at low concentration using immobilized Pseudomonas putida. Enzyme Microb Technol 25:530–536
Narang A, Konopka A, Ramkrishna D (1997) The dynamics of microbial growth on mixtures of substrates in batch reactors. J Theor Biol 184:301–317
Norazah MN, Jayasree N, Ahmad SA et al (2015) Disrupting Rhodococcus sp: a competent method for genomics and proteomics. J Chem Pharm Sci 8:336–341
Othman AR, Bakar NA, Halmi MIE et al (2013) Kinetics of molybdenum reduction to molybdenum blue by Bacillus sp. strain A.rzi. Biomed Res Int. doi:10.1155/2013/371058
Paca J Jr, Paca J, Kosteckova A et al (2005) Continuous aerobic phenol degradation by defined mixed immobilized culture in packed bed reactors. Folia Microbiol 50:301–308
Paca J Jr, Kremlackov V, Turek M et al (2007) Isolation and partial characterization of cytoplasmic NADPH dependent phenol hydroxylase oxidizing phenol to catechol in Candida tropicalisyeast. Enzyme Microb Technol 40:919–926
Pai SP, Hsu YL, Chong NM et al (1995) Continuous degradation of phenol by Rhodococcus sp. immobilized on granular activated carbon and in calcium alginate. Bioresour Technol 51:37–42
Paisio CE, Talano MA, Gonzalez PS et al (2012) Isolation and characterization of a Rhodococcus strain with phenol-degrading ability and its potential use for tannery effluent biotreatment. Environ Sci Pollut Res 19:3430–3439
Peng R, Yang G, Wang Q (2013) Isolation and mutagenesis of a novel phenol-degrading strain. Adv Mater Res 647:588–594
Petruccioli M, Fenice M, Piccioni P et al (1995) Effect of stirrer speed and buffering agents on the production of glucose oxidase and catalase by Penicilliumvariabile (P16) in benchtop bioreactor. Enzyme Microb Technol 17:336–339
Potumarthi R, Subhakar C, Jetty A (2007) Alkaline protease production by submerged fermentation in stirred tank reactor using Bacillus licheniformisNCIM-2042: effect of aeration and agitation regimes. Biochem Eng J 34:185–192
Prieto MB, Hidalgo A, Rodriguez-Fernandez C et al (2002a) Biodegradation of phenol in systhetic and industrial wastewater by Rhodococcus erythropolis UPV-1 immobilized in an air-stirred reactor with clarifier. Appl Microbiol Biotechnol 58:853–859
Prieto MB, Hidalgo AC, Serra JL et al (2002b) Degradation of phenol by Rhodococcus erythropolis UPV-1 immobilized on biolite in a packed-bed reactor. J Biotechnol 97:1–11
Ramanan RN, Tan JS, Mohd Shamzi M et al (2010) Optimization of osmotic shock process variables for enhancement of the release of periplasmic interferon-a2b from Escherichia coli using response surface method. Proc Biochem 45:196–202
Rao DG (ed) (2005) Rheology and mixing in fermentation broths, In: Introduction to biochemical engineering, 1st edn. Tata-McGraw Hill Publishing Company Limited, New Delhi
Santos VE, Galdeano C, Gomez E et al (2006) Oxygen uptake rate measurements both by the dynamic method and during the process growth of Rhodococcus erythropolis IGTS8: modelling and difference in results. Biochem Eng J 32:198–204
Santos VLCD, Monteiro ADS, Braga DBT et al (2009) Phenol degradation by Aureobasidium pullulans FE13 isolated from industrial effluents. J Hazard Mater 161:1413–1420
Saravanan P, Pakshirajan K, Saha P (2008) Growth kinetics of an indigenous mixed microbial consortium during phenol degradation in a batch reactor. Bioresour Technol 99:205–209
Sharma S, Malik A, Satya S (2009) Application of response surface methodology (RSM) for optimization of nutrient supplementation for Cr(VI) removal by Aspergillus lentulus AML05. J Hazard Mater 164:1198–1204
Shen J, He R, Wang L et al (2009) Biodegradation kinetics of picric acid by Rhodococcus sp. NJUST16 in batch reactors. J Hazard Mater 167:193–198
Soares A, Murto M, Guieysse B et al (2006) Biodegradation of nonylphenol in a continuous bioreactor at low temperatures and effects on the microbial population. Appl Microbiol Biotechnol 69:597–606
Sokol W, Migiro CLC (1996) Controlling a continuous stirred-tank bioreactor degrading phenol in the stability range. Chem Eng J 62:67–72
Straube G, Hensel J, Niedan C et al (1990) Kinetic studies of phenol degradation by Rhodococcus sp. P1 batch cultivation. Antonie Van Leeuwenhoek 57:29–32
Suhaila YN, Rosfarizan M, Ahmad SA et al (2013) Nutrients and culture conditions requirements for the degradation of phenol by Rhodococcus UKMP-5M. J Environ Biol 33:635–643
Techapun C, Poosaran N, Watanabe M et al (2003) Optimization of aeration and agitation rates to improve cellulase-free xylanase production by thermotolerant Streptomyces sp. Ab 106 and repeated fed-batch cultivation using agricultural waste. J Biosci Bioeng 95:298–301
Tziotzios G, Economou CHN, Lyberatos G et al (2007) Effect of the specific surface area and operating mode on biological phenol removal using packed bed reactors. Desalination 211:128–137
Varma RJ, Gaikwad BG (2010) Continuous phenol biodegradation in a simple packed bed bioreactor of calcium alginate-immobilized Candida tropicalis (NCIM 3556). World J Microb Biotechnol 26:805–809
Vogelaar JCT, Klapwijk A, Van Lier JB et al (2000) Temperature effects on the oxygen transfer rate between 20 and 55 °C. Water Resour 34:1037–1041
Yan J, Jian PW, Jing B et al (2006) Phenol biodegradation by the yeast Candida tropicalis in the presence of m-cresol. Biochem Eng J 29:227–234
Yoong ET, Lant PA, Greenfield PF (1997) The influence of high phenol concentration on microbial growth. Water Sci Technol 36:75–79
Zhang X, Duan XJ, Tan WS (2010) Mechanism for the effect of agitation on the molecular weight of hyaluronic acid produced by Streptococcus zooepidemicus. Food Chem 119:1643–1646
Zhao G, Zhou L, Li Y et al (2009) Enhancement of phenol degradation using immobilized microorganisms and organic modified montmorillonite in a two-phase partitioning bioreactor. J Hazard Mater 169:402–410
Acknowledgments
Thank you to Ministry of Science, Technology and Innovation (MOSTI), Malaysia [Grant No: 3090104000(G)] for the support of this project.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Yaacob, N.S., Mohamad, R., Ahmad, S.A. et al. The influence of different modes of bioreactor operation on the efficiency of phenol degradation by Rhodococcus UKMP-5M. Rend. Fis. Acc. Lincei 27, 749–760 (2016). https://doi.org/10.1007/s12210-016-0567-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12210-016-0567-x