
Abstract
In the recent past, an increasing interest is mostly observed in using microwave and ultrasonic irradiation to aid the biological conversion of waste materials into value-added products. This study is focused on various individual impacts of microwaves and ultrasonic waves for the treatment of biomass before the synthesis of value-added products. Following, a comprehensive review of the mechanisms governing microwaves and ultrasonication as the treatment methods, their effects on biomass disruption, solubilization of organic matter, modification of the crystalline structure, enzymatic hydrolysis and production of reducing sugars was performed. However, based on the lab-scale experiments evaluated, microwaves and ultrasonication were studied to be economically and energetically ineffective despite their beneficial effects on the waste biomass. This article reviews some of the difficulties associated with using microwaves and ultrasonic irradiation for the efficient processing of waste biomasses and identified some potential directions for future study.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The world has become more dependent on fossil fuels as there is a massive increase in the human population. The ever-increasing human population may equal 8.5 billion in 2030 and 9.7 billion in 2050, according to a United Nations estimate (Wiebe et al. 2019). Food and energy needs are anticipated to increase correspondingly (Kumar Sarangi et al. 2022). In order to lessen our dependence on petroleum products, substantial research has been done over the past few decades to identify renewable energy sources (Singhania et al. 2022b). The International Energy Agency (IEA) defines biorefinery as “the sustainable processing of different biomass to various biomass-based materials such as food, chemicals, feed, and bioenergy such as biofuels and heat.” Carbon sequestration, the production of bioenergy, and the creation of bioproducts are only a few advantages of biomass, a regenerative carbon source. Only when conversion and valorization processes are well thought out and methodical can biomass be used as a viable raw material in a biorefinery. Biorefineries may employ any kind of biomass produced by companies, homes, agriculture, and aquaculture. Although it has a large supply, biomass has a poor energy density. Low calorific value, seasonality, and location are obstacles to the use of biomass (Basu 2018). The different conversion wastes are converted into worthwhile bioproducts using the integrated biorefinery process. The fundamental building block of a biorefinery is the systematic integration of all conversion techniques, which results in the production of sustainable bioproducts like bioenergy, biofuels, biochemicals, and other value-added bioproducts from biomass raw feed like LCB, algae, and other wastes. Although biorefinery is a renewable process for converting biomass using various treatment techniques into value-added products utilizing various technologies, its implementation and utilization mostly depend on its economic value, availability, and other factors. The predominant categories of sustainable sources are lignocellulosic biomass (LCB), marine algal biomass (MAB) (Anto et al. 2020), and starchy food crops (Sidana and Yadav 2022). These resources are used to produce biofuels and other compounds with additional value (Duarah et al. 2022). The advantage of using food crops in this situation is that no substantial preparation is required. However, the rivalry for cultivable land prevents them from being employed for very long (Etim et al. 2020; Pocha et al. 2022). MAB is a promising raw material; however, farming operations need expensive infrastructure for optimal development, harvesting, and drying (Tan et al. 2018).
According to the annual index, there are around 1.3 billion tonnes of LCB produced worldwide each year, with just 3% coming from non-food bioproducts, biobased chemicals, and biobased energy (Baruah et al. 2018). Nevertheless, although it is widely distributed worldwide, LCB generally needs to be pretreated. Organic materials with hydrogen, carbon and oxygen atoms make up biomass resources (Shahni et al. 2021). Different types of lignocellulosic biomass contain a different proportion of cellulose, hemicellulose, and lignin as shown in Table 1.
The current energy-climate change problem may be resolved using biomass-derived energy sources, such as biogases and biofuels, from various organic-based matter types (Santana et al. 2021; Singhania et al. 2008; Yadav et al. 2022). Additionally, since the quantity of CO2 emitted during combustion is equal to the amount of CO2 absorbed by trees and plants during photosynthesis, the production and consumption of biofuels produce no net emissions of the gas (Gambhir and Tavoni 2019). More study of advanced production of bioenergy technology is required to maximize yield, reduce environmental pollution, and enhance energy efficiency (Foong et al. 2021; Joglekar et al. 2019). Interestingly, the pretreatment stage may determine whether the entire bio-refining process is successful or unsuccessful (Shabbirahmed et al. 2022). The high expenses of pretreatment procedures and overpriced hydrolytic enzymes may be the cause of the delay in the development of lignocellulose-based biorefineries in underdeveloped nations (Sreekala et al. 2022). Furthermore, even after significant investments, the established methods might not yield attractive returns. As a result, the pretreatment process plays a crucial role in using LCB as a feedstock. An efficient and hygienic way for the expansion of surface area and improved availability to enzyme-binding sites is provided by biomass pretreatment (Alkarimiah et al. 2022). By disorganizing the lignin, pretreatment has a tendency to break down lignocellulosic biomasses into subcomponents and curb their inherent resistance (Tong 2019). Thus, it makes hemicellulose and cellulose more susceptible to enzymatic hydrolysis for creating simple sugars, which on fermentation produce biofuels (Prasad et al. 2019). Thermal effects are regarded as a critical part of many reactions, and microwave-based technology is thought to make it possible to redefine a vast number of these reactions (Haldar and Purkait 2021). Furthermore, the microwave-based heating technique is a prospective substitute technology for conventional heating due to its effectiveness and simplicity of use. The processing time is ten times faster than that of other heating systems, which results in a reduction in energy consumption (Arpia et al. 2021). It does not produce trash or smoke, nor does it call for the utilization of solvents, separation agents, or other auxiliary chemicals (Aguilar-Reynosa et al. 2017). The use of ultrasonic technology during the pretreatment of biomass has recently emerged as one of the leading technologies among other comparable ones due to its quick reaction time and efficiency in converting biomass (Babadi et al. 2022; Sodhi et al. 2022). When processing biomass, ultrasound in the 20 kHz to 1 MHz range is employed chiefly to create oxidizing radicals that disintegrate the intricate network of lignocellulosic structure (Sasmal and Mohanty 2018). Researchers are keen on microwave-assisted and ultrasonic pretreatment techniques among the approaches for converting lignocellulosic biomass into biofuels.
Additionally, a thorough comprehension of the mechanisms underlying how such environmentally friendly methods interact with biomass will help to increase the effectiveness of the pretreatment process (Uthirakrishnan et al. 2022). Numerous studies on various conventional techniques are examined (Singhania et al. 2015), but only a few articles are available covering emerging pretreatment methods, including greener techniques. Furthermore, to our knowledge, mechanistic data and the parameters influencing these developing technologies are hardly ever examined in any of the prior literature. So, the present review article focuses extensively on the advancements in ultrasonic and microwave procedures to analyze the crucial elements of the process and get insight into the reaction process. The paper concludes with a discussion of the difficulties that regularly arise in lignocellulosic biorefineries and several solutions to these problems. Thus, all the significant elements of the microwave-assisted and ultrasonic pretreatment methods of lignocellulosic biomass for large-scale commercial applications will be covered in one piece for the readers of this article.
Mechanism of microwave and ultrasound processes
Mechanism of microwave process
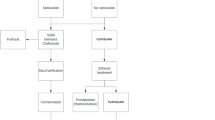
Microwaves are electromagnetic energy waves with frequencies between 0.3 and 300 GHz and wavelengths between 1 and 1 mm (Chaturvedi 2018). Microwaves are converted into appropriate frequencies during transmission so that the heated item may absorb the energy. Dipoles in polar liquids undergo continual realignment and alignment due to changes in electrical fields (Meda et al. 2017). Internal friction is caused by the ongoing fluctuations in dipoles and the transport of ions. The substance is then heated internally due to friction in the form of heat distributed throughout the biomass (Kostas et al. 2017). Instead of producing surface-level heat like in traditional heating, the conversion of energy in microwave irradiation creates volumetric heat inside the target material as shown in Fig. 1 (Foong et al. 2020). Solid-state processes, chemical catalysis, and organic synthesis have all used microwave irradiation models. Models for microwave irradiation usage improve biomass metabolism (Govarthanan et al. 2022). Thus, several studies have explored suitable microwave pretreatment operational parameters to improve the conditions for the pretreatment of biomass with enhanced efficacy. Energy savings have been mentioned frequently by experts as a probable advantage of microwave irradiation (Wei et al. 2019). The walls of heating containers are directly penetrated by microwaves, which efficiently heats the material. At the atomic level, the electromagnetic energy is directly converted into heat thereby producing microwave-induced thermal energy, which evenly dissipates energy throughout the material (Ren et al. 2022). Materials exposed to microwave irradiation have significantly larger temperatures than ambient temperatures (Falciglia et al. 2018). The three types of substances that are employed for microwave heating are conductors, insulators, and absorbers. For instance, transparent sources utilized for microwave heating, such as ceramics and glass, are referred to as insulators; extremely conductive sources, such as metals, are regarded as conductors; and components that can captivate and transform microwave energy into heat are regarded as absorbers (Hassan et al. 2018). The bulk of biomasses are often thought of as low-loss resources, and adding substances like activated carbons, graphite, pyrites, and charcoal can hasten the heating process. The dielectric properties of several biomasses used in the agro- and wood-processing industries were investigated, and low-loss dielectric materials were identified (Salema et al. 2017). Additionally, investigators claimed microwaves effectively break down cell walls and lignin, promoting enzymatic hydrolysis (Isaac et al. 2018). When microwaves align dipoles with the oscillating electric field, they produce thermal stresses that disrupt hydrogen bonds. Cell walls may be destroyed, and cellulose chains may be fractionated due to the breakdown of hydrogen bonds. As an outcome, the crystalline structure of the cellulose is disturbed, thereby facilitating hydrolysis (Haldar and Purkait 2021). Direct biomass heating without utilizing ablative surfaces and hot gases is frequently made possible by selective heating with microwaves in a cool environment as shown in Fig. 2. Additionally, the volumetric heating provided by the microwave approach allows for the circumvention of conventional heat transfer constraints, resulting in significantly higher rates of heating, smaller sizes of processing devices, and greater processing capacity for big particle sizes (Kostas et al. 2017). As there are fewer needs for feedstock materials, apparatus sizes, and hot gas managing and restoration systems, the overall processing system can benefit from volumetric heating (Purkait et al. 2020). Microwave heating has a significant deal of possibility for lowering the running expenses of processing systems and boosting output capacity, despite having energy requirements equivalent to those of traditional processes (Waudby and Zein 2021). Traditional techniques cannot provide these benefits. There are multiple advantages of microwave heating over conventional heating due to advancements in microwave irradiation heating methods.

The system of temperature distribution that is different between traditional and microwave heating (Reproduced permission from Hoang et al. (2021))

The mechanism of microwave heating involved in the pretreatment of lignocellulosic biomass (Reproduced permission from Aguilar-Reynosa et al. (2017))
Mechanism of ultrasonication process
As mechanical waves with a range of frequencies, ultrasound is primarily understood to convert energy into a reaction medium through acoustic cavitation (Sarker et al. 2021). The acoustic phenomenon is the occurrence of microbubbles developing and deflating in a liquid media due to an ultrasonic field (Mondal et al. 2021). The solvent vapor, which likewise changes over time as the acoustic energy moves over the liquid medium, produces several microbubbles. The microbubbles are shown to enlarge to a maximum diameter of 400 mm (Mankar et al. 2021). The dynamics of acoustic oscillations affect the microbubbles’ fundamental characteristics. The microbubbles are shown to periodically expand and contract under the effect of low acoustic energy (Wu et al. 2021). On the other hand, when high-intensity acoustic oscillation is present, microbubbles become unstable. Additionally, the collapsing of microbubbles results in the formation of microjets, which propagate quickly toward solid surfaces at high pressure and temperature (Hasaounia et al. 2022). Furthermore, the abrupt collapse of bubbles results in shockwaves that create pressure of about 103 MPa (Reuter and Mettin 2016). Compared to conventional methods, the circulation of fluid around cavitational bubbles (micro-convection) is superior for transporting liquids and solids because it produces stronger shear forces as shown in Fig. 3 (Hoo et al. 2022). Notably, the localized hotspots are created by the bubbles collapsing suddenly, releasing a pressure of about 50 MPa and a temperature of about 5000 °C (Kerboua et al. 2022). As a result, the crystalline structure of solid particles was destroyed by extremely high pressure and temperature. Additionally, the generation of highly reactive H. and OH. derived from the disintegration of H2O molecules is one of the critical elements of the ultrasound-based cavitational effect. By severing the glycosidic linkages, these radicals accelerate the breakdown of lignocellulosic materials (Wang et al. 2018). When subjected to the impact of ultrasound technology under optimal operating conditions, the whole phenomenon promotes or enhances the biochemical processes of lignocellulosic biomass (Balasundaram et al. 2022). The recalcitrant cellulose of the biomass now displays considerable hydrophobicity in the reaction media due to the abundance of intramolecular and intermolecular hydrogen bonds (Calcio Gaudino et al. 2021; Haldar and Purkait 2021). The resistant character of cellulose necessitates deconstruction with significant activation energy to reduce crystallinity. Additionally, adequate mass transfer is required for pretreatment when dissolving solid biomass in a liquid medium. To comply with such demands, pretreatment must therefore be performed in a system with a relatively large energy input while maintaining mild reaction conditions, including a short residence period. As a result, ultrasonic pretreatment meets all of these requirements while having a minimal impact on the reaction system.

The mechanism of bubble growth and collapse during ultrasonication (Reproduced permission from Bundhoo and Mohee (2018))
Effects of microwave radiation on the pretreatment of biomass
Pretreatment by microwaves breaks down lignocellulosic materials and keeps track of hemicellulose, cellulose, and lignin amounts. Monitoring is done to break down polymers, dissolve the crystalline orientation of cellulose molecules, and solubilize other organic substances such as lipids, carbohydrates, and proteins (Mohan et al. 2018). The impact of microwave irradiation on hydrolysis before biofuel conversion was examined in several follow-up experiments.
Effects of microwave radiation on surface area and particle size
Through raising temperature and pressure, microwave-based pretreatment of biomass triggers the breakdown of cell walls. The structure of the lignocellulosic biomass is fragmented, resulting in smaller particles and more outer surface area (Mohan et al. 2018). After 20 min of 800 W microwave pretreatment, the surface area of MCC (microcrystalline cellulose) increased by 56% (Peng et al. 2014). By using NaOH-assisted microwave irradiation, the surface area was enhanced by an additional 75%. The size of the particle was reduced, and the surface area rose together with higher temperatures and longer microwave pretreatment times in sugarcane bagasse. The structure of the bagasse deteriorated following microwave treatments at different solution temperatures, as seen by the emergence of many fissures on its surface. At 160 °C, the lignocellulosic structure was more significantly disrupted (Hoang et al. 2021). The increased accessibility of cellulose molecules enhances biofuel production after hydrolysis, which tends to rise with surface area.
Effects of microwave radiation on lignin, hemicellulose, and cellulose content
Numerous researchers have discussed how the thermal properties of microwave radiation in numerous resources have caused the lignocellulosic structure to break, leading to delignification (Roy et al. 2020). Other investigations showed post-pretreatment hemicellulose removal from wheat straw and cornstalk. The lignin removal in the biomass was studied concerning the temperature and time of the microwave radiation during the pretreatment of biomass (Louis and Venkatachalam 2020). It was discovered that the delignifying capacity was enhanced with longer pretreatment times and higher temperatures. Microwave-assisted acid pretreatment techniques are more effective than alkaline pretreatment techniques at removing hemicellulose, whereas microwave-assisted alkaline pretreatment techniques extract lignin (Karungi et al. 2020).
Effects of microwave radiation on the crystalline structure and depolymerization of cellulose
Pretreatment of biomass attempts to decrease the crystallinity and polymerization of cellulose (Preethi et al. 2022). By severing hydrogen bonds, the heating properties of microwaves can aid in the depolymerization of cellulose and can further cause the crystalline structure of the cellulose molecules to disintegrate (Zhu et al. 2016). Subsequently, the hemicellulose molecule interacts with the microwave electromagnetic fields. It ensures a high reactivity with the OH groups proximal to the glycosidic linkages of the cellulose, following which the main hydroxyl groups of hemicellulose are most affected during microwave treatment (Bundhoo 2018). The development of “hot spots” and microplasma during microwave treatment, which affects the lignocellulosic biomass, has also been linked to these changes. Furthermore, it is well known that microwave radiation encourages the degradation of the amorphous regions (lignin and hemicellulose) of the biomass, thereby enhancing molecular mobility and improving the ability of amorphous zones to interact with microwave radiation (Romero-Zúñiga et al. 2022). As a result, these interactions influence the structural reorganization of the amorphous molecules, thereby altering the crystalline structure of the biomass. When the microwave power was amplified to 50 W during the processing of cellulose in ionic solutions, it was noticed that polymerization decreased. Researchers also discovered that microwave pretreatment reduced the crystallinity index (CI) by 9.2% (Bundhoo 2018). An intricate parameter for analyzing pretreatment productivity is the CI. Increases in the crystallinity index signify the breakdown of lignin and elevated availability of cellulose, further representing the effectiveness of the pretreatment (Haldar et al. 2022). Decreases in the crystallinity index indicate the disruption of the crystalline arrangement of cellulose and show the effectiveness of the pretreatment (Hoang et al. 2021). Following the microwave-supported alkali-assisted pretreatment of the cassava rhizome maize, the CI rose from 30.92 to 42.72% (Sombatpraiwan et al. 2019). The impact of microwave radiation on the biomass, which is more evident in the amorphous regions than in the crystalline region of cellulose, was found to promote enhanced crystallinity and reduced hemicellulose and lignin content (Sorn et al. 2019). There was a claim that hydrolysis could not only be restricted by crystallinity and was discovered to have a less substantial impact on hydrolysis than the polymerization level (Karungi et al. 2020).
Effects of microwave radiation on solubilization of organic matter
The thermal effects of microwave irradiation disrupt cell membranes and transfer organic particles to the dissoluble phase (Kang et al. 2020). Sludge was the main focus of most investigations on microwave irradiation pretreatment for improved solubilization of organic material (Bozkurt and Apul 2020). Kitchen garbage irradiated using a microwave led to a 40% increase in solubilization (Arpia et al. 2021). Similarly, after microwave pretreatment, the solubilization of waste and the organic component of municipal solid waste improved (Ahmed et al. 2021).
Effects of microwave radiation on hydrolysis and the production of reducing sugar
As previously stated, MW pre-treatment helps to break down the lignocellulosic matrix and increases the amount of cellulose that is available for hydrolysis. Following MW-assisted acid pre-treatment of water hyacinth in 1% H2SO4 solution at 140 °C, researchers obtained a reducing sugar yield of 26.7 g/100 g volatile solids (VS), and this yield grew to 96% of the theoretical value after 72 h of enzymatic hydrolysis (Cheng et al. 2013). Cheng et al. found reducing sugar production of 29.6 g/100 g cassava residues (60% of theoretical yield) with MW-assisted acid pre-treatment, and this rose to 79% of the theoretical reducing sugar yield after enzymatic hydrolysis. Similarly to this, Liu and Cheng discovered that pre-treated corn stover at 700 W for 90 min in 0.2 N H2SO4 increased the content of soluble sugar from 5.2 (control) to 12.3 g/L (Bundhoo 2018). Lin et al. also discovered that raising the MW temperature from 150 to 190 °C caused an increase in the production of reducing sugars from 0.022 to 0.028 g/g VS while raising the MW temperature further to 230 °C caused a reduction in the production of reducing sugars. Similarly, previous investigations have found that increasing MW pre-treatment temperatures increased reducing sugar yields, which then decreased over a particular threshold. The main cause of the decrease in the reducing sugar yields was sugar degradation at high pretreatment temperatures (Purkait and Haldar 2021).
Effects of microwave power
Microwave-aided pretreatment is claimed to yield massive power densities compared to the traditional heating pretreatment approach, thus increasing the production pace and lowering costs (Devi et al. 2021). It was contended that microwave energy enhanced the glucose output from the alkali-assisted pretreatment of wheat straw by 69.7% (Alawad and Ibrahim 2022). However, sugar yield was slightly improved when sugarcane bagasse was pretreated using microwave and acid techniques (Ajala et al. 2021). It was established that during microwave-assisted acid pretreatment, the reduction in sugar yield and the increase in microwave power are inversely associated (Tsegaye et al. 2019). At varied microwave powers, the amounts of decreasing sugar yields fluctuate differently. Additionally, preparation time gets shorter as microwave power rises. The breakdown of lengthy chains of cellulose into short molecular groups lowers the degree of cellulose polymerization (Ling et al. 2019). According to reports, 180 W is the ideal microwave power since it provides enough time for the pretreatment of the biomass while minimizing volumetric losses in the soluble phase (Chen et al. 2021). Comparative investigations in a glass reactor and an in-house manufactured jacketed glass reactor built to avert heating of the sample examined the nonthermal and thermal properties of microwaves. Under test situations, only thermal microwave effects were seen. To boost the bio-solubilization of the biomass components, microwave pretreatment with improved pressure and power density was tested. The solubilization of 33% hemicellulose content significantly impacted the cell walls. The outcomes open the door for commercial uses (Bichot et al. 2018).
Effect of microwave radiation time
The primary variable that impacts the pretreatment process is microwave heating or response time (Shangdiar et al. 2022). Through the improvement of hemicellulose removal and cellulose digestibility, the synergetic effect between reaction time and microwave power significantly impacts biomass digestibility (Abraham et al. 2020). However, speeding up the microwave’s reaction time and power can cause the materials to heat up too much, which will cause the released sugar to decompose. Extrusion-microwave and extrusion pretreatment procedures were used in experimental evaluation on switchgrass and big bluestem pretreatment (Gallego-García et al. 2023). The extrusion-microwave technique enhanced sugar retrieval from switchgrass and big bluestem by 15.2% and 14.2%, respectively, compared to the extrusion pretreatment method. However, the sugar recovery was only slightly impacted by extending the exposure to microwaves by 10 min (Guiao et al. 2022). It was also discovered that a temperature rise could lead to a drop in monomeric sugar yields. Remarkably, the temperature of the reaction was found to be the utmost perilous factor for the liberation of monomeric sugars (Martins et al. 2022). The process of sugar dehydration was also impacted by higher pressure and longer exposure times, which led to lower quantities of galactose/xylose and arabinose as well as higher amounts of levulinic acid, HMF, and furfural. The process of sugar dehydration was also impacted by higher pressure and longer exposure times to the microwaves, which led to lower quantities of galactose/xylose and arabinose as well as higher amounts of levulinic acid, HMF, and furfural. Ma et al. further emphasized how crucial it is to optimise the settings for microwave pretreatment of rice straw in order to achieve a high level of cellulose hydrolysis efficiency. Without optimization, such as when the temperature is too high, simple sugars are converted into byproducts that prevent alcoholic fermentation, such as HMF and furfural, which reduce their quantity.
Effect of microwaves in combination with various reagents
The use of microwave pretreatment has a lot of potential in the field of lignocellulosic biorefinery because the heat produced by the procedure raises the temperature throughout the biomass rather than just on its surface, demonstrating greater energy efficiency than traditional heating methods. The oscillating motion of the dipoles helps to break up the hydrogen bonds particularly placed within the carbohydrate polymers found in the biomass in addition to producing the heating effect. When microwave pretreatment is used in conjunction with the other integrated approaches, the breakdown of lignocellulosic biomass and its conversion into useful products becomes more significant. Three distinct kinds of biomasses, namely maize stover, miscanthus, and switch grass, were subjected to ultrafast microwave-aided pretreatment by Chen et al. utilizing choline chloride: lactic acid as DES (Chen and Wan 2018). For all of the samples that were processed for 45 s at 800 W of microwave radiation, cellulose recovery of 65–67% was seen. When DES is present in the reaction system, significant lignin removal occurs, increasing the recovery of cellulose during the microwave process. In addition to DES, adding acid or alkali to the reaction mixture considerably enhances biomass hydrolysis under the impact of microwave pretreatment. However, the degree of the effect greatly varies from one other type of pretreatment due to the compositional diversity of LCB. Table 2 illustrates the various process requirements for an efficient microwave heating application on various lignocellulosic biomass. The table also demonstrates the impact of microwave pretreatment on a variety of lignocellulosic biomass when combined with other techniques.
Effects of ultrasonic irradiation on the pretreatment process of biomass
It has been used as a stand-alone pretreatment method and in combination with other techniques. For pre-treatment of feedstocks, ultrasonic irradiation is commonly integrated with a chemical such as an alkali, ozone, acid, and ionic liquid, or with a physical approach such as heat, microwave irradiation, and supercritical carbon dioxide. The chemical and physical properties of the biomass, such as surface area and particle size, hemicellulose, cellulose, and lignin content, the extent of polymerization and crystallinity of cellulose, and solubilization of organic matter, among several others, are affected by ultrasonication. The various effects of ultrasonic irradiation both alone and in combination with other pre-treatment technologies on the lignocellulosic biomass are tabulated in Table 3.
Effects of ultrasonic irradiation on surface area and particle size
Through oxidative stress, heat, and shear during cavitation, ultrasonication has reportedly been shown to support cell disruption and disintegration of cellulose (Poddar et al. 2022). As a result, particle size is reduced and the surface area is raised. Smaller sizes of particles and greater surface areas were produced in maize straw, and wheat straw as a result of the cell structures in these materials being broken down by longer sonication periods (Zhou et al. 2021). Similarly, the breakdown of the lignocellulosic matrix caused the particle size of cassava chip slurry to fall by 40 times after ultrasonic irradiation at 8 W/mL, whereas it was found that the particle size of sonicated corn slurry declined by 20 times compared to the control (Wu et al. 2022).
Effects of ultrasonic irradiation on hemicellulose, cellulose, and lignin content
During ultrasound pre-treatment, the delignification of lignocellulosic biomass is believed to have occurred due to the intense temperature and pressure during cavitation in addition to the oxidative stress caused by the radicals that were produced during ultrasonic irradiation (Ong and Wu 2020). As hemicellulose is amorphous rather than having the crystalline phase of cellulose, which makes them more difficult to degrade due to hydrogen bonding in the microfibrils of cellulose, it can be removed or dissolved during pre-treatment (Bundhoo and Mohee 2018). As a consequence, after pre-treatment, there is a strong feasibility for a drop in hemicellulose and lignin content, which causes a subsequent surge in the cellulose content (Ravindran and Jaiswal 2016). During ultrasound-aided alkali or ozone pre-treatment of SB (sugarcane bagasse), it was found that the contents of lignin and hemicellulose had decreased, while the contents of cellulose had increased (Utekar et al. 2021). Likewise, after ultrasonic-aided alkaline pre-treatment of the feedstock, it was observed that 68% of lignin from bonbogori, 65% of lignin from areca nut husk, and 64% of lignin from moj had been removed (Irani et al. 2021). Similarly, due to ultrasound-aided alkaline pre-treatment, the delignification efficacy of 70.4% from groundnut shells, 80.0% from coconut coir, and 78.9% from pistachio shells were reported (Subhedar et al. 2018). Following ultrasonic-assisted acid pre-treatment, Mohapatra et al. observed delignifying effectiveness of 82.1% and 80.4% for Hybrid Napier grass and Denanath grass, respectively. Additionally, the authors noticed that increasing sonication power increased delignification efficiency (Mohapatra et al. 2017).
Effects of ultrasonic irradiation on the crystalline structure of cellulose
Biomass contains both amorphous and crystalline forms of cellulose. The majority of cellulose is attributed to its crystalline structure, whereas a small amount is comprised of amorphous cellulose, which is made up of disorganized cellulosic strands (Seddiqi et al. 2021). The hydrolysis efficiencies of moderately refined cellulose substrates have been believed to be significantly influenced by the crystalline percentage of cellulose. The crystallinity index relies on its evaluation of crystallinity on the proportion of crystalline regions in a structure (De et al. 2021; Haldar and Purkait 2020). In cellulose-based biomasses, high-power ultrasonication reduces the crystallinity and increases their pore size. According to an investigation by Wang et al. when there was an increase in the sonication power from 0 to 200 W, the degree of crystallinity of microcrystalline cellulose (MCC) marginally dropped by 1%. The degree of crystallinity of MCC, however, significantly decreased as the power of ultrasonication was raised from 200 to 700 W. It is observed that despite the degree of crystallinity dropping to 54.6% after 15 min of ultrasonic irradiation at 700 W, the size of the crystal did not alter significantly (Karimi et al. 2014). In a similar investigation, it was discovered that after receiving ultrasonic irradiation of 300 W for 5 min, neither the degree nor the size of crystalline cellulose changed significantly (Hemmati et al. 2019). The amount of time cellulosic materials are exposed to low-power ultrasonic irradiation appears to not affect the crystalline nature of the cellulose (Szymańska-Chargot et al. 2018). In general, there is no linear relationship between treatment time and crystallinity while multiple powers of ultrasonication were used. Though ultrasonic power is an important element in the ultrasonication process, the crystalline nature of cellulose does not linearly decline with an increase in the ultrasonication power (Gielen et al. 2017). This assertion is confirmed by the pertinent sonochemical theory, which states that the intensity of cavitation reaches the highest value at the right power of ultrasonic waves (Wen et al. 2018). The intermolecular hydrogen bonds of lignocellulosic biomass are successfully destroyed by ultrasound-assisted alkali pretreatment, which lowers the crystallinity of cellulose even though the reduction of cellulose crystallinity is possible only with high-power ultrasonication (Sasmal and Mohanty 2018). Under the ultrasound-assisted alkali pretreatment process, crystallinity reduction is achievable even with 80 W of power (Ji et al. 2021). According to an investigation conducted the total crystallinity indices of the cellulose content in sweet sorghum bagasse, as determined by the absorbance ratio, was found to be 0.83 for control samples and 0.70 for samples that had undergone ultrasound-assisted NaOH treatment (Karimi et al. 2014). Ultrasound-assisted alkali pretreatment is the cause of the reduced crystallinity and increased amorphous percentage of cellulose. Due to the weak inter- and intramolecular hydrogen bonds established by the alkali pretreatment, ultrasonic radiations efficiently disrupt the lignocellulosic biomasses. The strength of hydrogen bonds affects the crystallinity of cellulose (Sharma et al. 2022). As a result, the fact that ultrasonicated cellulose has a reduced degree of crystallinity than untreated cellulose indicates that ultrasonic waves have disrupted the hydrogen bonds in the cellulose. This assertion is supported by the finding that ultrasound-induced cavitation can separate molecules in amorphous and crystalline zones, causing the breakdown of cellulose molecules’ orderly packing and a reduction in crystallinity (Lee et al. 2021b). It was observed that the degree of crystallinity decreased significantly when the ultrasonic power was raised to 700 W from 200 W, as the hydrogen bonds were completely disrupted (Li et al. 2019). Likewise, it was observed that the switchgrass samples ultrasonicated at 40 kHz, disrupt the clumps of substance that were initially visible into thin and long strips of cellulose. Thus, it was concluded that the transformation of switchgrass from a highly crystalline structure into a lengthy band of material is substantial and that ultrasonication could modify the structural makeup of switchgrass (Cudjoe et al. 2017).
Effects of ultrasonic irradiation on the degree of polymerization of cellulose
The size and weight of cellulose vary according to their degree of polymerization (DP), hence larger weights and sizes of cellulose molecules are related to a higher degree of polymerization (De Silva and Byrne 2017). It is hypothesized that the length of the glucan chain contributes significantly to the hydrolysis of cellulose (Reiniati et al. 2017). The process of depolymerizing cellulose is influenced by the composition of the lignocellulosic biomass (Zhang et al. 2016). Irrespective of the substrate, it implies that the cellulose DP has “leveled off,” which is connected with the remaining crystalline cellulose’s enhanced recalcitrance (Shi et al. 2017). DP is often assessed using size exclusion chromatography and viscosity. Lower DP can be produced by cavitation collapse, which damages the polymeric structure of cellulose (Madison et al. 2017). During heterogeneous cellulose hydrolysis reactions, a decrease in the polymerization degree is expected. In contrast to low-intensity ultrasonication, an increased level of ultrasonication pretreatment can remarkably accelerate the deterioration of cellulose (Wang et al. 2018). As the intensity of the ultrasonic waves rises over the same time, the DP of pretreated cellulose has a tendency to decrease and its dispersion becomes more restricted (Dilamian and Noroozi 2019). However, it was found that the DP of cellulose could only be moderately altered by ultrasonic irradiation individually (Csiszar et al. 2021). Despite the utilization of a high-power ultrasonication of 200–500 W for 5–20 min, the researchers felt that the power of the ultrasonication procedure was insufficient to disrupt the chemical interactions between cellulose molecules (Koshani and Jafari 2019). It is believed that the energy needed to disrupt the hydrogen and chemical bonds in cellulose molecules are 5–30 kJ/mol and 400–1000 kJ/mol respectively (Kumar et al. 2020). In the investigation by Wang et al. the maximum output energy of the ultrasound device was tuned to 600 kJ, which was able to break only the hydrogen bonds in the cellulose molecules (Hoo et al. 2022). Although cellulose was exposed to ultrasound irradiation after being treated with an alkali or an acid, it appears that the effects of ultrasound on lowering DP are much less than those of alkali or acid pretreatment (SriBala et al. 2016). In a study by Mason and Lorimer, the shear stresses and the hydrodynamic forces produced by the collapsing of bubbles, which is the result of ultrasonic irradiation of polymeric solutions, were investigated (Qiu et al. 2019). A maximum of 30 min of ultrasonic radiation was applied to the test samples, and the extended sonication duration was associated with a further decrease in the molecular weight of the cellulose (Sarwono et al. 2017).
Effects of ultrasonic irradiation on the hydrolysis and reducing sugar production
Ultrasonication aids in cell disruption and the destruction of cellulose molecules, as was already mentioned. Enzymatic hydrolysis and the production of sugars are consequently improved by the increased surface area that is available for enzymatic and microbial attack (Singhania et al. 2022a; Venturin et al. 2019). Numerous studies have documented improved hydrolysis after sonicating invasive weeds (Borah et al. 2016), poplar wood biomass, sugar beet shreds (Ivetić et al. 2017), and cotton cellulose (Szabo and Csiszar 2017). Increased yields of reducing sugars also have been noted in the literature as a result of improved hydrolysis. In comparison to the untreated sample, it was found that the sonicated cassava chip slurry produced 180% more reducing sugars than the control (Bundhoo and Mohee 2018). Similarly, it was also documented that sonicating the de-oiled Jatropha waste, demonstrated a rise in reducing sugar yield by 14% (Mudhoo et al. 2018). After acid hydrolysis of sugarcane bagasse with ultrasonic assistance, Xi et al. observed a 29.5% increase in the yield of sugar (Haldar and Purkait 2021). According to Eblaghi et al. sonicated bagasse at 35 kHz, and 65 C, for 5 min increased sugar output to 5.78 g/L from 3.62 g/L for unprocessed sugarcane bagasse (Eblaghi et al. 2016). Similarly, it was documented that the xylose production from sonicated sample increased to 58% from 22% for the unprocessed palm oil empty fruit bunch (Saeed et al. 2021). Likewise, additional research has found that ultrasonicated biomasses, such as sugarcane bagasse and tops, cassava waste, rice straw, bamboo, ultradispersed wood particles, and cotton cellulose had higher yields of reducing sugars (Bundhoo and Mohee 2018). However, on the contrary, it was reported that ultrasonication did not substantially improve the saccharification of soybean fiber in comparison to the control (Subhedar and Gogate 2016). Similar results were obtained by Moscon et al. on comparing ultrasonic and conventional pretreatments of rice hulls for enzymatic hydrolysis (Moscon et al. 2014).
Combined effects of microwave radiation and ultrasonication on the biomass
Both ultrasonic waves and microwaves are forms of energy that can be utilized to process biomass to increase the availability of cellulose, oligosaccharides, and hemicellulose, and reduce its size, thereby making it easier to process the biomass further for the production of the desired chemicals (Hassan et al. 2018). The biodegradability and hydrolysis of agricultural residues such as olive pomace and grape pomace utilized for the production of biogas were found to be accelerated by microwave and ultrasonication pretreatments. Additionally, it can be concluded that using ultrasonication rather than just microwaves for pretreatment was more successful (Aylin Alagöz et al. 2018). The efficacy of combining microwaves and ultrasonic waves for the processing of biomasses was taken into account in several patents (Vinatoru et al. 2017). The selective degradation of waxes and lignin by such a hybrid method was discovered, and microwave radiations were documented to eliminate the waxlike covering from the surfaces of the biomasses to rise the surface area accessible to enzymatic action (Anu et al. 2020). In the process of hemicellulose degeneration, it was discovered that the use of both microwave and ultrasonication energy offered an additional way to heat up the biomass internally, hastening the hemicellulose hydrolysis (Modupalli et al. 2022). Corncobs pretreated hydrothermally utilizing ultrasonic waves of 20 and 60 kHz frequency for 10 and 20 min, respectively, and microwave irradiation of 400 and 600 w for 100 and 130 min, respectively produced the maximum yield of xylose from the maize hydrolyzate core (Hoang et al. 2021).
Future perspectives
The current condition of the global consumption of energy is undoubtedly of great interest, as the dire circumstances show a persistent reliance on nonrenewable natural resources and point to the unquestionable necessity for a shift towards a more sustainable strategy. The sustainability and depletion of fossil resources, particularly crude oil, are in peril. To support both intergenerational and intragenerational equity for energy security, a policy shift in favour of biomass use as a renewable energy source would be highly welcomed. Lignocellulosic biomass, which has an annual output of 170–200 billion tonnes, may be the fundamental cause of this problem. Despite the amazing advantages of microwave irradiation and ultrasonication, the advancement of commercial microwave heating strategies and the incorporation of microwaves and ultrasonication into the physico-chemical approach for feedstock preparation is relatively inadequate. The research in biorefineries is hopping on the bandwagon to identify the more acceptable and appropriate chemical solvents in combination with microwave and ultrasonication pretreatment processes to minimize potential environmental consequences from processing, in line with the worldwide green environment movement. Numerous solvents that claim to be “green” present an intriguing opportunity for study and education, where often increased levels of biodegradability, lower levels of toxicity, and reduced vapour emissions might be seen (New et al. 2022). In order to fully contribute to the information of the scientific community, the scrutiny of the nature of the electromagnetic interactiveness with lignocellulosic biomass has also rarely ever been stated. To acquire the highest amount of cellulose, operating parameters need also to be optimized. To increase environmental sustainability and overall effectiveness, operating parameter optimization should focus on lowering energy needs and chemical usage. Despite requiring a significant initial investment, microwave pretreatment has a high capital turnover ratio. When producing corrugated paperboard, the cost–benefit of using microwave-assisted drying vs the traditional steam platen process was evaluated. The initial cost of microwave pretreatment was $7000, however, due to the power savings of this technology over the traditional steam platen process, this cost might be offset by $128–380/h. The initial expenditure might be repaid in less than a year if the operation was based on the $6000/h/year estimate. Importantly, the advantages of using a microwave over traditional cooking techniques were also assessed. These advantages included better quality, less waste, and less starch intake. Low maintenance costs in industrial-scale processes are thought to improve the process (Hoang et al. 2021). Although it has been shown that using microwave heating and ultrasonication to support physicochemical approaches has numerous advantages for incorporation into biomass pretreatment, several difficulties still need to be resolved and understood in detail. As a result, difficulties with the pretreatment of lignocellulosic biomass for the industrial and commercial mass manufacturing of biofuels persist and are centered on concerns with capital cost, energy efficiency, and sustainability (Singhania et al. 2021). These difficulties could involve problems with energy usage, a better understanding of the foundations of temperature gradient-induced biomass heating, and the dielectric characteristics of diverse biomasses. Significant research is required to determine the most effective ultrasonication and microwave-based technique for use in biorefineries to accomplish important approaches for the sustainable exploitation of accessible renewable resources, high efficiency, and clean energy. It is crucial to research balancing energy and the manufacture of products that are suitable for the commercial sector. It is necessary to thoroughly explore the transfer of biomass pretreatment techniques from laboratories to industrial and commercial settings. Furthermore, when designing and creating cutting-edge procedures and strategies, energy integration needs to be carefully taken into account. For the synthesis of platform chemicals produced from biomass, such as levulinic acid (LA) and 5-hydroxymethyl furfural (5-HMF), the utilisation of functionalized ILs as a catalyst and solvent augmented with microwaves and ultrasonication in the right reaction pathways and ideal circumstances is important. (Grewal et al. 2022). It is undoubtedly essential for biorefineries to flourish on engaging and comprehensive techno-economic evaluations. As a result, if other commodities from co-products, such as lignin, oils, and proteins are achieved, the economic balance of biorefineries can be enhanced and improved (Singhania et al. 2022c).
Conclusion
The cell wall of cellulosic feedstocks is damaged by both microwaves and ultrasonic irradiation, which enhances the exposure of cellulase enzymes to cellulose fibers. By removing lignin or modifying the recalcitrant biomass components, combining microwave with physical or chemical pretreatment methods increased the yield of fermentable sugars. Optimization of other operating pretreatment parameters, such as biomass loading, microwave intensity, and irradiation time, have an impact on the production of inhibitors, and reducing sugar yields is also crucial. An additional benefit of microwave pretreatment discovered was that the inhibitory chemicals produced during the pretreatment process were insufficient to have any inhibitory effects on the fermentation process. One drawback of the microwave pretreatment process is that the majority of biomass is often regarded as being low-loss materials, therefore it has to be supplemented by materials that provide quick heating, such as graphite, charcoal, activated carbons, and pyrites. It is interesting to note that all of the biomass from the agricultural and wood-based industries had low-loss dielectric characteristics. These materials do not absorb microwaves well during microwave-assisted pyrolysis, at which point the microwave absorption will be noticeably increased. Cellulosic biomass may have its crystallinity reduced and its pore capacity increased by high-power ultrasound. The surface shape of lignocellulose materials can be altered by ultrasound pretreatment, which will increase the amount of sugar produced upon hydrolysis. The intermolecular hydrogen bonds of lignocellulose are successfully destroyed by ultrasonic-assisted alkali pretreatment, which reduces the crystallinity of cellulose. One of the more efficient pretreatments for the enzymatic hydrolysis of bagasse is the combination of an alkali such as NaOH and ultrasonication, which yields more than 90% of the theoretical glucose yield in just 70 h. An essential advantage of exposing the surface of solid substrates to the action of enzymes is provided by mechanical shock produced by the collapse of cavitation bubbles, such as shock waves and micro-jets. The efficiency of pretreatment is normally increased by ultrasound, however, when an organosolv pretreatment is used, the effects of ultrasonic irradiation are reduced. This shows that not all pretreatment or biomass valorization techniques require ultrasound as additional energy. Additionally, not every reactor design will result in the full optimization of the energy utilized during ultrasonication. To ensure a good distribution of cavitational energy, it is essential to optimize the process parameters and reactor design. Economic competitiveness, in addition to energy waste during ultrasonication, is a significant obstacle to the use of ultrasound in industrial production. To achieve the maximum release of glucose, it is necessary to optimize the ultrasonication sonication duration and power. However, even a brief period of ultrasonic irradiation has been acknowledged as a suitable pretreatment for disintegrating the crystalline structure of cellulose for a wide range of substrates and substantially raising the glucose yield.
Abbreviations
- LCB:
-
Lignocellulosic Biomass
- MAB:
-
Marine algal biomass
- CO2 :
-
Carbon dioxide
- kHz:
-
Kilohertz
- MHz:
-
Megahertz
- GHz:
-
Gigahertz
- MCC:
-
Microcrystalline cellulose
- NaOH:
-
Sodium hydroxide
- CI:
-
Crystallinity index
- SB:
-
Sugarcane bagasse
- DP:
-
Degree of polymerization
References
Abraham A, Mathew AK, Park H, Choi O, Sindhu R, Parameswaran B, Pandey A, Park JH, Sang B-I (2020) Pretreatment strategies for enhanced biogas production from lignocellulosic biomass. Bioresour Technol 301:122725. https://doi.org/10.1016/j.biortech.2019.122725
Aguilar-Reynosa A, Romaní A, Ma. Rodríguez-Jasso R, Aguilar CN, Garrote G, Ruiz HA (2017) Microwave heating processing as alternative of pretreatment in second-generation biorefinery: an overview. Energy Convers Manage 136:50–65. https://doi.org/10.1016/j.enconman.2017.01.004
Ahmed B, Tyagi VK, Aboudi K, Naseem A, Álvarez-Gallego CJ, Fernández-Güelfo LA, Kazmi AA, Romero-García LI (2021) Thermally enhanced solubilization and anaerobic digestion of organic fraction of municipal solid waste. Chemosphere 282:131136. https://doi.org/10.1016/j.chemosphere.2021.131136
Ajala EO, Ighalo JO, Ajala MA, Adeniyi AG, Ayanshola AM (2021) Sugarcane bagasse: a biomass sufficiently applied for improving global energy, environment and economic sustainability. Bioresour Bioprocess 8:87. https://doi.org/10.1186/s40643-021-00440-z
Alawad I, Ibrahim H (2022) Pretreatment of agricultural lignocellulosic biomass for fermentable sugar: opportunities, challenges, and future trends. Biomass Convers Biorefin. https://doi.org/10.1007/s13399-022-02981-5
Alkarimiah R, Makhtar MMZ, Aziz HA, Vesilind PA, Wang LK, Hung Y-T (2022) Energy recovery from solid waste. In: Wang LK, Wang M-HS , Hung Y-T (eds) Solid waste engineering and management, 1st edn. Springer International Publishing, Cham, pp 231–297
Allami HA, Tabasizadeh M, Rohani A, Nayebzadeh H, Farzad A (2020) Effect of ultrasonic irradiation on the properties and performance of biodiesel produced from date seed oil used in the diesel engine. Ultrason Sonochem 60:104672. https://doi.org/10.1016/j.ultsonch.2019.104672
Álvarez A, Cachero S, González-Sánchez C, Montejo-Bernardo J, Pizarro C, Bueno JL (2018) Novel method for holocellulose analysis of non-woody biomass wastes. Carbohydr Polym 189:250–256. https://doi.org/10.1016/j.carbpol.2018.02.043
Anita SH, Fitria SNN, Sari FP, Risanto L, Fatriasari W, Hermiati E (2020) Optimization of microwave-assisted oxalic acid pretreatment of oil palm empty fruit bunch for production of fermentable sugars. Waste Biomass Valor 11:2673–2687. https://doi.org/10.1007/s12649-018-00566-w
Anto S, Mukherjee SS, Muthappa R, Mathimani T, Deviram G, Kumar SS, Verma TN, Pugazhendhi A (2020) Algae as green energy reserve: technological outlook on biofuel production. Chemosphere 242:125079. https://doi.org/10.1016/j.chemosphere.2019.125079
Anu KA, Rapoport A, Kunze G, Kumar S, Singh D, Singh B (2020) Multifarious pretreatment strategies for the lignocellulosic substrates for the generation of renewable and sustainable biofuels: a review. Renew Energy 160:1228–1252. https://doi.org/10.1016/j.renene.2020.07.031
Arpia AA, Chen W-H, Lam SS, Rousset P, de Luna MDG (2021) Sustainable biofuel and bioenergy production from biomass waste residues using microwave-assisted heating: a comprehensive review. Chem Eng J 403:126233. https://doi.org/10.1016/j.cej.2020.126233
Awoyale AA, Lokhat D, Eloka-Eboka AC (2021) Experimental characterization of selected Nigerian lignocellulosic biomasses in bioethanol production. Int J Ambient Energy 42:1343–1351. https://doi.org/10.1080/01430750.2019.1594375
Aylin Alagöz B, Yenigün O, Erdinçler A (2018) Ultrasound assisted biogas production from co-digestion of wastewater sludges and agricultural wastes: comparison with microwave pre-treatment. Ultrason Sonochem 40:193–200. https://doi.org/10.1016/j.ultsonch.2017.05.014
Babadi AA, Rahmati S, Fakhlaei R, Barati B, Wang S, Doherty W, Ostrikov K (2022) Emerging technologies for biodiesel production: processes, challenges, and opportunities. Biomass Bioenergy 163:106521. https://doi.org/10.1016/j.biombioe.2022.106521
Baksi S, Ball AK, Sarkar U, Banerjee D, Wentzel A, Preisig HA, Kuniyal JC, Birgen C, Saha S, Wittgens B, Markussen S (2019) Efficacy of a novel sequential enzymatic hydrolysis of lignocellulosic biomass and inhibition characteristics of monosugars. Int J Biol Macromol 129:634–644. https://doi.org/10.1016/j.ijbiomac.2019.01.188
Balasundaram G, Banu R, Varjani S, Kazmi AA, Tyagi VK (2022) Recalcitrant compounds formation, their toxicity, and mitigation: key issues in biomass pretreatment and anaerobic digestion. Chemosphere 291:132930. https://doi.org/10.1016/j.chemosphere.2021.132930
Baruah J, Nath BK, Sharma R, Kumar S, Deka RC, Baruah DC, Kalita E (2018) Recent trends in the pretreatment of lignocellulosic biomass for value-added products. Front Energy Res 610. https://doi.org/10.3389/fenrg.2018.00141
Basu P (2018) Biomass gasification, pyrolysis and torrefaction: practical design and theory. Academic press
Bichot A, Delgenès J-P, Méchin V, Carrère H, Bernet N, García-Bernet D (2018) Understanding biomass recalcitrance in grasses for their efficient utilization as biorefinery feedstock. Rev Environ Sci Biotechnol 17:707–748. https://doi.org/10.1007/s11157-018-9485-y
Borah AJ, Agarwal M, Poudyal M, Goyal A, Moholkar VS (2016) Mechanistic investigation in ultrasound induced enhancement of enzymatic hydrolysis of invasive biomass species. Bioresour Technol 213:342–349. https://doi.org/10.1016/j.biortech.2016.02.024
Bozkurt YC, Apul OG (2020) Critical review for microwave pretreatment of waste-activated sludge prior to anaerobic digestion. Curr Opin Environ Sci Health 14:1–9. https://doi.org/10.1016/j.coesh.2019.10.003
Bundhoo ZMA (2018) Microwave-assisted conversion of biomass and waste materials to biofuels. Renew Sustain Energy Rev 82:1149–1177. https://doi.org/10.1016/j.rser.2017.09.066
Bundhoo ZMA, Mohee R (2018) Ultrasound-assisted biological conversion of biomass and waste materials to biofuels: a review. Ultrason Sonochem 40:298–313. https://doi.org/10.1016/j.ultsonch.2017.07.025
Calcio Gaudino E, Cravotto G, Manzoli M, Tabasso S (2021) Sono- and mechanochemical technologies in the catalytic conversion of biomass. Chem Soc Rev 50:1785–1812. https://doi.org/10.1039/D0CS01152E
Chaturvedi PK (2018) Microwave, radar & RF engineering: With laboratory manual. Springer, Singapore
Chen W-H, Lin B-J, Lin Y-Y, Chu Y-S, Ubando AT, Show PL, Ong HC, Chang J-S, Ho S-H, Culaba AB, Pétrissans A, Pétrissans M (2021) Progress in biomass torrefaction: principles, applications and challenges. Prog Energy Combust Sci 82:100887. https://doi.org/10.1016/j.pecs.2020.100887
Chen Z, Wan C (2018) Ultrafast fractionation of lignocellulosic biomass by microwave-assisted deep eutectic solvent pretreatment. Bioresour Technol 250:532–537. https://doi.org/10.1016/j.biortech.2017.11.066
Cheng J, Xia A, Su H, Song W, Zhou J, Cen K (2013) Promotion of H2 production by microwave-assisted treatment of water hyacinth with dilute H2SO4 through combined dark fermentation and photofermentation. Energy Convers Manage 73:329–334. https://doi.org/10.1016/j.enconman.2013.05.018
Csiszar E, Szabo Z, Balogh O, Fekete E, Koczka K (2021) The role of the particle size reduction and morphological changes of solid substrate in the ultrasound-aided enzymatic hydrolysis of cellulose. Ultrason Sonochem 78:105711. https://doi.org/10.1016/j.ultsonch.2021.105711
Cudjoe E, Hunsen M, Xue Z, Way AE, Barrios E, Olson RA, Hore MJA, Rowan SJ (2017) Miscanthus Giganteus: a commercially viable sustainable source of cellulose nanocrystals. Carbohydr Polym 155:230–241. https://doi.org/10.1016/j.carbpol.2016.08.049
De D, Naga Sai MS, Aniya V, Satyavathi B (2021) Strategic biorefinery platform for green valorization of agro-industrial residues: a sustainable approach towards biodegradable plastics. J Cleaner Prod 290:125184. https://doi.org/10.1016/j.jclepro.2020.125184
de Paula Protásio T, da Costa JS, Scatolino MV, Lima MDR, de Assis MR, da Silva MG, Bufalino L, Dias Junior AF, Trugilho PF (2022) Revealing the influence of chemical compounds on the pyrolysis of lignocellulosic wastes from the Amazonian production chains. Int J Environ Sci Technol 19:4491–4508. https://doi.org/10.1007/s13762-021-03416-w
De Silva R, Byrne N (2017) Utilization of cotton waste for regenerated cellulose fibres: influence of degree of polymerization on mechanical properties. Carbohydr Polym 174:89–94. https://doi.org/10.1016/j.carbpol.2017.06.042
Devi A, Singh A, Bajar S, Pant D, Din ZU (2021) Ethanol from lignocellulosic biomass: an in-depth analysis of pre-treatment methods, fermentation approaches and detoxification processes. J Environ Chem Eng 9:105798. https://doi.org/10.1016/j.jece.2021.105798
Dilamian M, Noroozi B (2019) A combined homogenization-high intensity ultrasonication process for individualizaion of cellulose micro-nano fibers from rice straw. Cellulose 26:5831–5849. https://doi.org/10.1007/s10570-019-02469-y
Din NAS, Lim SJ, Maskat MY, Zaini NAM (2021) Bioconversion of coconut husk fibre through biorefinery process of alkaline pretreatment and enzymatic hydrolysis. Biomass Convers Biorefin 11:815–826. https://doi.org/10.1007/s13399-020-00895-8
Duarah P, Haldar D, Patel AK, Dong C-D, Singhania RR, Purkait MK (2022) A review on global perspectives of sustainable development in bioenergy generation. Bioresour Technol 348:126791. https://doi.org/10.1016/j.biortech.2022.126791
Eblaghi M, Niakousari M, Sarshar M, Mesbahi GR (2016) Combining ultrasound with mild alkaline solutions as an effective pretreatment to boost the release of sugar trapped in sugarcane bagasse for bioethanol production. J Food Process Eng 39:273–282. https://doi.org/10.1111/jfpe.12220
Etim AO, Musonge P, Eloka-Eboka AC (2020) Effectiveness of biogenic waste-derived heterogeneous catalysts and feedstock hybridization techniques in biodiesel production. Biofuels. Bioprod Biorefin 14:620–649. https://doi.org/10.1002/bbb.2094
Fakayode OA, Akpabli-Tsigbe NDK, Wahia H, Tu S, Ren M, Zhou C, Ma H (2021) Integrated bioprocess for bio-ethanol production from watermelon rind biomass: ultrasound-assisted deep eutectic solvent pretreatment, enzymatic hydrolysis and fermentation. Renew Energy 180:258–270. https://doi.org/10.1016/j.renene.2021.08.057
Falciglia PP, Roccaro P, Bonanno L, De Guidi G, Vagliasindi FGA, Romano S (2018) A review on the microwave heating as a sustainable technique for environmental remediation/detoxification applications. Renew Sustain Energy Rev 95:147–170. https://doi.org/10.1016/j.rser.2018.07.031
Foong SY, Liew RK, Yang Y, Cheng YW, Yek PNY, Wan Mahari WA, Lee XY, Han CS, Vo D-VN, Van Le Q, Aghbashlo M, Tabatabaei M, Sonne C, Peng W, Lam SS (2020) Valorization of biomass waste to engineered activated biochar by microwave pyrolysis: progress, challenges, and future directions. Chem Eng J 389:124401. https://doi.org/10.1016/j.cej.2020.124401
Foong SY, Chan YH, Cheah WY, Kamaludin NH, Tengku Ibrahim TNB, Sonne C, Peng W, Show P-L, Lam SS (2021) Progress in waste valorization using advanced pyrolysis techniques for hydrogen and gaseous fuel production. Bioresour Technol 320:124299. https://doi.org/10.1016/j.biortech.2020.124299
Gallego-García M, Moreno AD, Manzanares P, Negro MJ, Duque A (2023) Recent advances on physical technologies for the pretreatment of food waste and lignocellulosic residues. Bioresour Technol 369:128397. https://doi.org/10.1016/j.biortech.2022.128397
Gambhir A, Tavoni M (2019) Direct air carbon capture and sequestration: how it works and how it could contribute to climate-change mitigation. One Earth 1:405–409. https://doi.org/10.1016/j.oneear.2019.11.006
Gielen B, Kusters P, Jordens J, Thomassen LCJ, Van Gerven T, Braeken L (2017) Energy efficient crystallization of paracetamol using pulsed ultrasound. Chem Eng Process 114:55–66. https://doi.org/10.1016/j.cep.2017.01.001
Govarthanan M, Manikandan S, Subbaiya R, Krishnan RY, Srinivasan S, Karmegam N, Kim W (2022) Emerging trends and nanotechnology advances for sustainable biogas production from lignocellulosic waste biomass: a critical review. Fuel 312:122928. https://doi.org/10.1016/j.fuel.2021.122928
Grewal J, Khare SK, Drewniak L, Pranaw K (2022) Recent perspectives on microbial and ionic liquid interactions with implications for biorefineries. J Mol Liq 362:119796. https://doi.org/10.1016/j.molliq.2022.119796
Guiao KS, Gupta A, Tzoganakis C, Mekonnen TH (2022) Reactive extrusion as a sustainable alternative for the processing and valorization of biomass components. J Clean Prod 355:131840. https://doi.org/10.1016/j.jclepro.2022.131840
Hafid HS, Omar FN, Zhu J, Wakisaka M (2021) Enhanced crystallinity and thermal properties of cellulose from rice husk using acid hydrolysis treatment. Carbohydr Polym 260:117789. https://doi.org/10.1016/j.carbpol.2021.117789
Haldar D, Purkait MK (2020) Micro and nanocrystalline cellulose derivatives of lignocellulosic biomass: a review on synthesis, applications and advancements. Carbohydr Polym 250:116937. https://doi.org/10.1016/j.carbpol.2020.116937
Haldar D, Purkait MK (2021) A review on the environment-friendly emerging techniques for pretreatment of lignocellulosic biomass: mechanistic insight and advancements. Chemosphere 264:128523. https://doi.org/10.1016/j.chemosphere.2020.128523
Haldar D, Dey P, Patel AK, Dong C-D, Singhania RR (2022) A critical review on the effect of lignin redeposition on biomass in controlling the process of enzymatic hydrolysis. BioEnergy Res 15:863–874. https://doi.org/10.1007/s12155-021-10374-1
Hasaounia I, Mazouz D, Kerboua K (2022) Chapter 3 - Physical effects and associated energy release. In: Hamdaoui O, Kerboua K (eds) Energy aspects of acoustic cavitation and sonochemistry. Elsevier, pp 35–49
Hassan SS, Williams GA, Jaiswal AK (2018) Emerging technologies for the pretreatment of lignocellulosic biomass. Bioresour Technol 262:310–318. https://doi.org/10.1016/j.biortech.2018.04.099
Hemmati F, Jafari SM, Taheri RA (2019) Optimization of homogenization-sonication technique for the production of cellulose nanocrystals from cotton linter. Int J Biol Macromol 137:374–381. https://doi.org/10.1016/j.ijbiomac.2019.06.241
Hoang AT, Nižetić S, Ong HC, Mofijur M, Ahmed SF, Ashok B, Bui VTV, Chau MQ (2021) Insight into the recent advances of microwave pretreatment technologies for the conversion of lignocellulosic biomass into sustainable biofuel. Chemosphere 281:130878. https://doi.org/10.1016/j.chemosphere.2021.130878
Hoo DY, Low ZL, Low DYS, Tang SY, Manickam S, Tan KW, Ban ZH (2022) Ultrasonic cavitation: an effective cleaner and greener intensification technology in the extraction and surface modification of nanocellulose. Ultrason Sonochem 90:106176. https://doi.org/10.1016/j.ultsonch.2022.106176
Huang Y-F, Chiueh P-T, Lo S-L (2016) A review on microwave pyrolysis of lignocellulosic biomass. Sustain Environ Res 26:103–109. https://doi.org/10.1016/j.serj.2016.04.012
Irani M, Rafati A, Hashemi S-S, Barba FJ, Koubaa M, Roohinejad S (2021) Biomass fractionation using emerging technologies. In: Koubaa M, Barba FJ, Roohinejad S (eds) Fermentation processes: Emerging and conventional technologies, 1st edn. Wiley, pp 145–169
Isaac A, de Paula J, Viana CM, Henriques AB, Malachias A, Montoro LA (2018) From nano- to micrometer scale: the role of microwave-assisted acid and alkali pretreatments in the sugarcane biomass structure. Biotechnol Biofuels 11:73. https://doi.org/10.1186/s13068-018-1071-6
Ivetić DŽ, Omorjan RP, Đorđević TR, Antov MG (2017) The impact of ultrasound pretreatment on the enzymatic hydrolysis of cellulose from sugar beet shreds: modeling of the experimental results. Environ Prog Sustain Energy 36:1164–1172. https://doi.org/10.1002/ep.12544
Ji Q, Yu X, Yagoub AEA, Chen L, Mustapha AT, Zhou C (2021) Enhancement of lignin removal and enzymolysis of sugarcane bagasse by ultrasound-assisted ethanol synergized deep eutectic solvent pretreatment. Renew Energy 172:304–316. https://doi.org/10.1016/j.renene.2021.03.050
Joglekar SN, Pathak PD, Mandavgane SA, Kulkarni BD (2019) Process of fruit peel waste biorefinery: a case study of citrus waste biorefinery, its environmental impacts and recommendations. Environ Sci Pollut Res 26:34713–34722. https://doi.org/10.1007/s11356-019-04196-0
Kang KH, Kim J, Jeon H, Byun I (2020) Energy efficient sludge solubilization by microwave irradiation under carbon nanotube (CNT)-coated condition. J Environ Manage 259:110089. https://doi.org/10.1016/j.jenvman.2020.110089
Karimi M, Jenkins B, Stroeve P (2014) Ultrasound irradiation in the production of ethanol from biomass. Renew Sustain Energy Rev 40:400–421. https://doi.org/10.1016/j.rser.2014.07.151
Karungi A, Pogrebnoi A, Kivevele T (2020) Optimization of microwave-assisted alkali pretreatment followed by acid hydrolysis of sugarcane straw for production of acetone-butanol-ethanol. Energy Sources, Part A: Recov, Util, Environ Eff 1–17. https://doi.org/10.1080/15567036.2020.1760404
Kerboua K, Mazouz D, Hasaounia I (2022) Chapter 1 - Single acoustic cavitation bubble and energy concentration concept. In: Hamdaoui O, Kerboua K (eds) Energy Aspects of Acoustic Cavitation and Sonochemistry. Elsevier, pp 3–23
KleyValladares-Diestra K, de Souza Porto, Vandenberghe L, Ricardo Soccol C (2022) A biorefinery approach for pectin extraction and second-generation bioethanol production from cocoa pod husk. Bioresour Technol 346:126635. https://doi.org/10.1016/j.biortech.2021.126635
Koshani R, Jafari SM (2019) Ultrasound-assisted preparation of different nanocarriers loaded with food bioactive ingredients. Adv Colloid Interface Sci 270:123–146. https://doi.org/10.1016/j.cis.2019.06.005
Kostas ET, Beneroso D, Robinson JP (2017) The application of microwave heating in bioenergy: a review on the microwave pre-treatment and upgrading technologies for biomass. Renew Sustain Energy Rev 77:12–27. https://doi.org/10.1016/j.rser.2017.03.135
Kumar B, Bhardwaj N, Verma P (2019) Pretreatment of rice straw using microwave assisted FeCl3-H3PO4 system for ethanol and oligosaccharides generation. Bioresour Technol Rep 7:100295. https://doi.org/10.1016/j.biteb.2019.100295
Kumar M, Mishra PK, Upadhyay SN (2020) Thermal degradation of rice husk: effect of pre-treatment on kinetic and thermodynamic parameters. Fuel 268:117164. https://doi.org/10.1016/j.fuel.2020.117164
Kumar Sarangi P, Subudhi S, Bhatia L, Saha K, Mudgil D, Prasad Shadangi K, Srivastava RK, Pattnaik B, Arya RK (2022) Utilization of agricultural waste biomass and recycling toward circular bioeconomy. Environ Sci Pollut Res. https://doi.org/10.1007/s11356-022-20669-1
Lee CBTL, Wu TY, Cheng CK, Siow LF, Chew IML (2021a) Nonsevere furfural production using ultrasonicated oil palm fronds and aqueous choline chloride-oxalic acid. Ind Crops Prod 166:113397. https://doi.org/10.1016/j.indcrop.2021.113397
Lee KM, Hong JY, Tey WY (2021b) Combination of ultrasonication and deep eutectic solvent in pretreatment of lignocellulosic biomass for enhanced enzymatic saccharification. Cellulose 28:1513–1526. https://doi.org/10.1007/s10570-020-03598-5
Li Y, Hu A, Zheng J, Wang X (2019) Comparative studies on structure and physiochemical changes of millet starch under microwave and ultrasound at the same power. Int J Biol Macromol 141:76–84. https://doi.org/10.1016/j.ijbiomac.2019.08.218
Ling Z, Wang T, Makarem M, Santiago Cintrón M, Cheng HN, Kang X, Bacher M, Potthast A, Rosenau T, King H, Delhom CD, Nam S, Vincent Edwards J, Kim SH, Xu F, French AD (2019) Effects of ball milling on the structure of cotton cellulose. Cellulose 26:305–328. https://doi.org/10.1007/s10570-018-02230-x
Louis ACF, Venkatachalam S (2020) Energy efficient process for valorization of corn cob as a source for nanocrystalline cellulose and hemicellulose production. Int J Biol Macromol 163:260–269. https://doi.org/10.1016/j.ijbiomac.2020.06.276
Madison MJ, Coward-Kelly G, Liang C, Karim MN, Falls M, Holtzapple MT (2017) Mechanical pretreatment of biomass – part i: acoustic and hydrodynamic cavitation. Biomass Bioenergy 98:135–141. https://doi.org/10.1016/j.biombioe.2017.01.007
Mankar AR, Pandey A, Modak A, Pant KK (2021) Pretreatment of lignocellulosic biomass: a review on recent advances. Bioresour Technol 334:125235. https://doi.org/10.1016/j.biortech.2021.125235
Martins PL, Reis A, Duarte LC, Carvalheiro F (2022) Effective fractionation of microalgae biomass as an initial step for its utilization as a bioenergy feedstock. Energy Convers Manage: X 16:100317. https://doi.org/10.1016/j.ecmx.2022.100317
Meda V, Orsat V, Raghavan V (2017) 2 - Microwave heating and the dielectric properties of foods. In: Regier M, Knoerzer K, Schubert H (eds) The Microwave Processing of Foods (Second Edition). Woodhead Publishing, pp 23–43
Meehnian H, Jana AK (2017) Cotton stalk pretreatment using Daedalea flavida, Phlebia radiata, and Flavodon flavus: lignin degradation, cellulose recovery, and enzymatic saccharification. Appl Biochem Biotechnol 181:1465–1484. https://doi.org/10.1007/s12010-016-2296-0
Mikulski D, Kłosowski G (2020) Microwave-assisted dilute acid pretreatment in bioethanol production from wheat and rye stillages. Biomass Bioenergy 136:105528. https://doi.org/10.1016/j.biombioe.2020.105528
Modupalli N, Krisshnan A, Sunil CK, Chidanand DV, Natarajan V, Koidis A, Rawson A (2022) Effect of novel combination processing technologies on extraction and quality of rice bran oil. Crit Rev Food Sci Nutr 1–23. https://doi.org/10.1080/10408398.2022.2119367
Mohan M, Deshavath NN, Banerjee T, Goud VV, Dasu VV (2018) Ionic liquid and sulfuric acid-based pretreatment of bamboo: biomass delignification and enzymatic hydrolysis for the production of reducing sugars. Ind Eng Chem Res 57:10105–10117. https://doi.org/10.1021/acs.iecr.8b00914
Mohapatra S, Dandapat SJ, Thatoi H (2017) Physicochemical characterization, modelling and optimization of ultrasono-assisted acid pretreatment of two Pennisetum sp. using Taguchi and artificial neural networking for enhanced delignification. J Environ Manage 187:537–549. https://doi.org/10.1016/j.jenvman.2016.09.060
Mondal J, Lakkaraju R, Ghosh P, Ashokkumar M (2021) Acoustic cavitation-induced shear: a mini-review. Biophys Rev 13:1229–1243. https://doi.org/10.1007/s12551-021-00896-5
Moodley P, Gueguim Kana EB (2017) Development of a steam or microwave-assisted sequential salt-alkali pretreatment for lignocellulosic waste: effect on delignification and enzymatic hydrolysis. Energy Convers Manage 148:801–808. https://doi.org/10.1016/j.enconman.2017.06.056
Moscon JM, Priamo WL, Bilibio D, Silva JRF, Souza M, Lunelli F, Foletto EL, Kuhn RC, Cancelier A, Mazutti MA (2014) Comparison of conventional and alternative technologies for the enzymatic hydrolysis of rice hulls to obtain fermentable sugars. Biocatal Agric Biotechnol 3:149–154. https://doi.org/10.1016/j.bcab.2014.07.008
Mudhoo A, Torres-Mayanga PC, Forster-Carneiro T, Sivagurunathan P, Kumar G, Komilis D, Sánchez A (2018) A review of research trends in the enhancement of biomass-to-hydrogen conversion. Waste Manage (Oxford) 79:580–594. https://doi.org/10.1016/j.wasman.2018.08.028
Nakamura Y, Ono Y, Saito T, Isogai A (2019) Characterization of cellulose microfibrils, cellulose molecules, and hemicelluloses in buckwheat and rice husks. Cellulose 26:6529–6541. https://doi.org/10.1007/s10570-019-02560-4
New EK, Tnah SK, Voon KS, Yong KJ, Procentese A, Yee Shak KP, Subramonian W, Cheng CK, Wu TY (2022) The application of green solvent in a biorefinery using lignocellulosic biomass as a feedstock. J Environ Manage 307:114385. https://doi.org/10.1016/j.jenvman.2021.114385
Ong VZ, Wu TY (2020) An application of ultrasonication in lignocellulosic biomass valorisation into bio-energy and bio-based products. Renew Sustain Energy Rev 132:109924. https://doi.org/10.1016/j.rser.2020.109924
Ong VZ, Wu TY, Chu KKL, Sun WY, Shak KPY (2021) A combined pretreatment with ultrasound-assisted alkaline solution and aqueous deep eutectic solvent for enhancing delignification and enzymatic hydrolysis from oil palm fronds. Ind Crops Prod 160:112974. https://doi.org/10.1016/j.indcrop.2020.112974
Papathoti NK, Laemchiab K, Megavath VS, Keshav PK, Numparditsub P, Le Thanh T, Buensanteai N (2021) Augmented ethanol production from alkali-assisted hydrothermal pretreated cassava peel waste. Energy Sources, Part A: Recov, Util, Environ Eff 1–11. https://doi.org/10.1080/15567036.2021.1928338
Peng H, Chen H, Qu Y, Li H, Xu J (2014) Bioconversion of different sizes of microcrystalline cellulose pretreated by microwave irradiation with/without NaOH. Appl Energy 117:142–148. https://doi.org/10.1016/j.apenergy.2013.12.002
Pérez-Rodríguez N, García-Bernet D, Domínguez JM (2017) Extrusion and enzymatic hydrolysis as pretreatments on corn cob for biogas production. Renew Energy 107:597–603. https://doi.org/10.1016/j.renene.2017.02.030
Philippini RR, Martiniano SE, Chandel AK, de Carvalho W, da Silva SS (2019) Pretreatment of sugarcane bagasse from cane hybrids: effects on chemical composition and 2G sugars recovery. Waste Biomass Valor 10:1561–1570. https://doi.org/10.1007/s12649-017-0162-0
Pocha CKR, Chia SR, Chia WY, Koyande AK, Nomanbhay S, Chew KW (2022) Utilization of agricultural lignocellulosic wastes for biofuels and green diesel production. Chemosphere 290:133246. https://doi.org/10.1016/j.chemosphere.2021.133246
Poddar BJ, Nakhate SP, Gupta RK, Chavan AR, Singh AK, Khardenavis AA, Purohit HJ (2022) A comprehensive review on the pretreatment of lignocellulosic wastes for improved biogas production by anaerobic digestion. Int J Environ Sci Technol 19:3429–3456. https://doi.org/10.1007/s13762-021-03248-8
Prasad RK, Chatterjee S, Mazumder PB, Gupta SK, Sharma S, Vairale MG, Datta S, Dwivedi SK, Gupta DK (2019) Bioethanol production from waste lignocelluloses: a review on microbial degradation potential. Chemosphere 231:588–606. https://doi.org/10.1016/j.chemosphere.2019.05.142
Preethi, Banu J R, Varjani S, P S, Tyagi VK, Gunasekaran M (2022) Breakthrough in hydrolysis of waste biomass by physico-chemical pretreatment processes for efficient anaerobic digestion. Chemosphere 294:133617. https://doi.org/10.1016/j.chemosphere.2022.133617
Purkait MK, Singh R, Mondal P, Haldar D (2020) Thermal induced membrane separation processes. Elsevier
Purkait MK, Haldar D (2021) Lignocellulosic biomass to value-added products: fundamental strategies and technological advancements. Elsevier
Qiu W-Y, Cai W-D, Wang M, Yan J-K (2019) Effect of ultrasonic intensity on the conformational changes in citrus pectin under ultrasonic processing. Food Chem 297:125021. https://doi.org/10.1016/j.foodchem.2019.125021
Ravindran R, Jaiswal AK (2016) A comprehensive review on pre-treatment strategy for lignocellulosic food industry waste: challenges and opportunities. Bioresour Technol 199:92–102. https://doi.org/10.1016/j.biortech.2015.07.106
Reiniati I, Hrymak AN, Margaritis A (2017) Recent developments in the production and applications of bacterial cellulose fibers and nanocrystals. Crit Rev Biotechnol 37:510–524. https://doi.org/10.1080/07388551.2016.1189871
Ren X, ShanbGhazani M, Zhu H, Ao W, Zhang H, Moreside E, Zhu J, Yang P, Zhong N, Bi X (2022) Challenges and opportunities in microwave-assisted catalytic pyrolysis of biomass: a review. Appl Energy 315:118970. https://doi.org/10.1016/j.apenergy.2022.118970
Reuter F, Mettin R (2016) Mechanisms of single bubble cleaning. Ultrason Sonochem 29:550–562. https://doi.org/10.1016/j.ultsonch.2015.06.017
Romero-Zúñiga GY, González-Morones P, Sánchez-Valdés S, Yáñez-Macías R, Sifuentes-Nieves I, García-Hernández Z, Hernández-Hernández E (2022) Microwave radiation as alternative to modify natural fibers: recent trends and opportunities – a review. J Nat Fibers 19:7594–7610. https://doi.org/10.1080/15440478.2021.1952140
Roy R, Rahman MS, Raynie DE (2020) Recent advances of greener pretreatment technologies of lignocellulose. Curr Res Green Sustain Chem 3:100035. https://doi.org/10.1016/j.crgsc.2020.100035
Saeed Z, Palamae S, Intharapat P, Khundamri N, Tanrattanakul V, Tirawanichakul Y, Suttinun O (2021) Enhanced ethanol production from lignocellulosic hydrolysate using Meyerozyma caribbica biofilm immobilized on modified epoxy foam. Biomass Bioenergy 154:106267. https://doi.org/10.1016/j.biombioe.2021.106267
Sakdaronnarong C, Jiratanakittiwat K, Tangkitthanasakul T, Laosiripojana N (2017) Ionosolv pretreatment of sugarcane bagasse and rice straw assisted by catalytic hydrothermal and microwave heating for biorefining. Food Bioprod Process 105:104–116. https://doi.org/10.1016/j.fbp.2017.06.005
Salem KS, Naithani V, Jameel H, Lucia L, Pal L (2021) Lignocellulosic fibers from renewable resources using green chemistry for a circular economy. Global Chall 5:2000065. https://doi.org/10.1002/gch2.202000065
Salema AA, Ani FN, Mouris J, Hutcheon R (2017) Microwave dielectric properties of Malaysian palm oil and agricultural industrial biomass and biochar during pyrolysis process. Fuel Process Technol 166:164–173. https://doi.org/10.1016/j.fuproc.2017.06.006
Santana DAR, Scatolino MV, Lima MDR, de Oliveira Barros Junior U, Garcia DP, Andrade CR, de Cássia Oliveira Carneiro A, Trugilho PF, de Paula Protásio T (2021) Pelletizing of lignocellulosic wastes as an environmentally friendly solution for the energy supply: Insights on the properties of pellets from Brazilian biomasses. Environ Sci Pollut Res 28:11598–11617.https://doi.org/10.1007/s11356-020-11401-y
Sarker TR, Pattnaik F, Nanda S, Dalai AK, Meda V, Naik S (2021) Hydrothermal pretreatment technologies for lignocellulosic biomass: a review of steam explosion and subcritical water hydrolysis. Chemosphere 284:131372. https://doi.org/10.1016/j.chemosphere.2021.131372
Sarwono A, Man Z, Muhammad N, Khan AS, Hamzah WSW, Rahim AHA, Ullah Z, Wilfred CD (2017) A new approach of probe sonication assisted ionic liquid conversion of glucose, cellulose and biomass into 5-hydroxymethylfurfural. Ultrason Sonochem 37:310–319. https://doi.org/10.1016/j.ultsonch.2017.01.028
Sasmal S, Mohanty K (2018) Pretreatment of lignocellulosic biomass toward biofuel production. In: Kumar S, Sani RK (eds) Biorefining of biomass to biofuels: opportunities and perception. Springer International Publishing, Cham, pp 203–221
Seddiqi H, Oliaei E, Honarkar H, Jin J, Geonzon LC, Bacabac RG, Klein-Nulend J (2021) Cellulose and its derivatives: towards biomedical applications. Cellulose 28:1893–1931. https://doi.org/10.1007/s10570-020-03674-w
Sewsynker-Sukai Y, Gueguim Kana EB (2018) Microwave-assisted alkalic salt pretreatment of corn cob wastes: process optimization for improved sugar recovery. Ind Crops Prod 125:284–292. https://doi.org/10.1016/j.indcrop.2018.08.086
Shabbirahmed AM, Haldar D, Dey P, Patel AK, Singhania RR, Dong C-D, Purkait MK (2022) Sugarcane bagasse into value-added products: a review. Environ Sci Pollut Res 29:62785–62806. https://doi.org/10.1007/s11356-022-21889-1
Shahni RK, Amjaour H, Krupinsky B, Reagen S, Wang ZD, Wu X, Nkemngong D, Zhao JX, Ugrinov A, Robertson J, Chu QR (2021) Biomass-derived rctt-3,4-di-2-furanyl-1,2-cyclobutanedicarboxylic acid: a polytopic ligand for synthesizing green metal-organic materials. J Coord Chem 74:226–240. https://doi.org/10.1080/00958972.2021.1878500
Shangdiar S, Lin Y-C, Ponnusamy VK, Wu T-Y (2022) Pretreatment of lignocellulosic biomass from sugar bagasse under microwave assisted dilute acid hydrolysis for biobutanol production. Bioresour Technol 361:127724. https://doi.org/10.1016/j.biortech.2022.127724
Sharma S, Pradhan R, Manickavasagan A, Dutta A (2022) Characterization of ultrasonic-treated corn crop biomass using imaging, spectral and thermal techniques: a review. Biomass Convers Biorefin 12:1393–1408. https://doi.org/10.1007/s13399-020-00748-4
Sheng Y, Tan X, Gu Y, Zhou X, Tu M, Xu Y (2021) Effect of ascorbic acid assisted dilute acid pretreatment on lignin removal and enzyme digestibility of agricultural residues. Renew Energy 163:732–739. https://doi.org/10.1016/j.renene.2020.08.135
Shi J, Wu D, Zhang L, Simmons BA, Singh S, Yang B, Wyman CE (2017) Dynamic changes of substrate reactivity and enzyme adsorption on partially hydrolyzed cellulose. Biotechnol Bioeng 114:503–515. https://doi.org/10.1002/bit.26180
Sidana A, Yadav SK (2022) Recent developments in lignocellulosic biomass pretreatment with a focus on eco-friendly, non-conventional methods. J Clean Prod 335:130286. https://doi.org/10.1016/j.jclepro.2021.130286
Singh HK, Patil T, Vineeth SK, Das S, Pramanik A, Mhaske ST (2020) Isolation of microcrystalline cellulose from corn stover with emphasis on its constituents: corn cover and corn cob. Mater Today: Proc 27:589–594. https://doi.org/10.1016/j.matpr.2019.12.065
Singhania RR, Soccol CR, Pandey A (2008) Application of tropical agro-industrial residues as substrate for solid-state fermentation processes. In: Pandey A, Soccol CR , Larroche C (eds) Current developments in solid-state fermentation, 1st edn. Springer, New York, pp 412–442
Singhania RR, Patel AK, Thomas L, Goswami M, Giri BS, Pandey A (2015) Chapter 13 - Industrial enzymes. In: Pandey A, Höfer R, Taherzadeh M, Nampoothiri KM, Larroche C (eds) Industrial Biorefineries & White Biotechnology. Elsevier, Amsterdam, pp 473–497
Singhania RR, Ruiz HA, Awasthi MK, Dong C-D, Chen C-W, Patel AK (2021) Challenges in cellulase bioprocess for biofuel applications. Renew Sustain Energy Rev 151:111622. https://doi.org/10.1016/j.rser.2021.111622
Singhania RR, Patel AK, Raj T, Chen C-W, Ponnusamy VK, Tahir N, Kim S-H, Dong C-D (2022a) Lignin valorisation via enzymes: a sustainable approach. Fuel 311:122608. https://doi.org/10.1016/j.fuel.2021.122608
Singhania RR, Patel AK, Raj T, Tsai M-L, Chen C-W, Dong C-D (2022b) Advances and challenges in biocatalysts application for high solid-loading of biomass for 2nd generation bio-ethanol production. Catalysts 12:615
Singhania RR, Patel AK, Singh A, Haldar D, Soam S, Chen C-W, Tsai M-L, Dong C-D (2022c) Consolidated bioprocessing of lignocellulosic biomass: technological advances and challenges. Bioresour Technol 354:127153. https://doi.org/10.1016/j.biortech.2022.127153
Sodhi AS, Sharma N, Bhatia S, Verma A, Soni S, Batra N (2022) Insights on sustainable approaches for production and applications of value added products. Chemosphere 286:131623. https://doi.org/10.1016/j.chemosphere.2021.131623
Sombatpraiwan S, Junyusen T, Treeamnuk T, Junyusen P (2019) Optimization of microwave-assisted alkali pretreatment of cassava rhizome for enhanced enzymatic hydrolysis glucose yield. Food Energy Secur 8:e00174. https://doi.org/10.1002/fes3.174
Sorn V, Chang K-L, Phitsuwan P, Ratanakhanokchai K, Dong C-D (2019) Effect of microwave-assisted ionic liquid/acidic ionic liquid pretreatment on the morphology, structure, and enhanced delignification of rice straw. Bioresour Technol 293:121929. https://doi.org/10.1016/j.biortech.2019.121929
Sreekala AGV, Ismail MHB, Nathan VK (2022) Biotechnological interventions in food waste treatment for obtaining value-added compounds to combat pollution. Environ Sci Pollut Res 29:62755–62784. https://doi.org/10.1007/s11356-022-21794-7
SriBala G, Chennuru R, Mahapatra S, Vinu R (2016) Effect of alkaline ultrasonic pretreatment on crystalline morphology and enzymatic hydrolysis of cellulose. Cellulose 23:1725–1740. https://doi.org/10.1007/s10570-016-0893-2
Subhedar PB, Gogate PR (2016) Chapter 6 - Use of ultrasound for pretreatment of biomass and subsequent hydrolysis and fermentation. In: Mussatto SI (ed) Biomass fractionation technologies for a lignocellulosic feedstock based biorefinery. Elsevier, Amsterdam, pp 127–149
Subhedar PB, Ray P, Gogate PR (2018) Intensification of delignification and subsequent hydrolysis for the fermentable sugar production from lignocellulosic biomass using ultrasonic irradiation. Ultrason Sonochem 40:140–150. https://doi.org/10.1016/j.ultsonch.2017.01.030
Szabo OE, Csiszar E (2017) Some factors affecting efficiency of the ultrasound-aided enzymatic hydrolysis of cotton cellulose. Carbohydr Polym 156:357–363. https://doi.org/10.1016/j.carbpol.2016.09.039
Szymańska-Chargot M, Cieśla J, Chylińska M, Gdula K, Pieczywek PM, Kozioł A, Cieślak KJ, Zdunek A (2018) Effect of ultrasonication on physicochemical properties of apple based nanocellulose-calcium carbonate composites. Cellulose 25:4603–4621. https://doi.org/10.1007/s10570-018-1900-6
Tan XB, Lam MK, Uemura Y, Lim JW, Wong CY, Lee KT (2018) Cultivation of microalgae for biodiesel production: a review on upstream and downstream processing. Chin J Chem Eng 26:17–30. https://doi.org/10.1016/j.cjche.2017.08.010
Tong C (2019) Biomass for Bioenergy. Introduction to materials for advanced energy systems. Springer International Publishing, Cham, pp 503–586
Tsegaye B, Balomajumder C, Roy P (2019) Optimization of microwave and NaOH pretreatments of wheat straw for enhancing biofuel yield. Energy Convers Manage 186:82–92. https://doi.org/10.1016/j.enconman.2019.02.049
Utekar PG, Kininge MM, Gogate PR (2021) Intensification of delignification and enzymatic hydrolysis of orange peel waste using ultrasound for enhanced fermentable sugar production. Chem Eng Process Process Intensif 168:108556. https://doi.org/10.1016/j.cep.2021.108556
Uthirakrishnan U, GodvinSharmila V, Merrylin J, Adish Kumar S, Dharmadhas JS, Varjani S, Rajesh Banu J (2022) Current advances and future outlook on pretreatment techniques to enhance biosolids disintegration and anaerobic digestion: a critical review. Chemosphere 288:132553. https://doi.org/10.1016/j.chemosphere.2021.132553
Venturin B, Bonatto C, Damaceno FM, Mulinari J, Fongaro G, Treichel H (2019) Physical, chemical, and biological substrate pretreatments to enhance biogas yield. In: Treichel H, Fongaro G (eds) Improving biogas production: technological challenges, alternative sources, future developments. Springer International Publishing, Cham, pp 25–44
Vinatoru M, Mason TJ, Calinescu I (2017) Ultrasonically assisted extraction (UAE) and microwave assisted extraction (MAE) of functional compounds from plant materials. TrAC. Trends Anal Chem 97:159–178. https://doi.org/10.1016/j.trac.2017.09.002
Wang D, Yan L, Ma X, Wang W, Zou M, Zhong J, Ding T, Ye X, Liu D (2018) Ultrasound promotes enzymatic reactions by acting on different targets: enzymes, substrates and enzymatic reaction systems. Int J Biol Macromol 119:453–461. https://doi.org/10.1016/j.ijbiomac.2018.07.133
Waudby H, Zein SH (2021) A circular economy approach for industrial scale biodiesel production from palm oil mill effluent using microwave heating: design, simulation, techno-economic analysis and location comparison. Process Saf Environ Prot 148:1006–1018. https://doi.org/10.1016/j.psep.2021.02.011
Wei W, Shao Z, Zhang Y, Qiao R, Gao J (2019) Fundamentals and applications of microwave energy in rock and concrete processing – a review. Appl Therm Eng 157:113751. https://doi.org/10.1016/j.applthermaleng.2019.113751
Wen C, Zhang J, Zhang H, Dzah CS, Zandile M, Duan Y, Ma H, Luo X (2018) Advances in ultrasound assisted extraction of bioactive compounds from cash crops – a review. Ultrason Sonochem 48:538–549. https://doi.org/10.1016/j.ultsonch.2018.07.018
Wiebe K, Robinson S, Cattaneo A (2019) Chapter 4 - Climate change, agriculture and food security: impacts and the potential for adaptation and mitigation. In: Campanhola C, Pandey S (eds) Sustainable Food and Agriculture. Academic Press, pp 55–74
Wu H, Dai X, Zhou S-L, Gan Y-Y, Xiong Z-Y, Qin Y-H, Ma J, Yang L, Wu Z-K, Wang T-L, Wang W-G, Wang C-W (2017) Ultrasound-assisted alkaline pretreatment for enhancing the enzymatic hydrolysis of rice straw by using the heat energy dissipated from ultrasonication. Bioresour Technol 241:70–74. https://doi.org/10.1016/j.biortech.2017.05.090
Wu H, Zheng H, Li Y, Ohl C-D, Yu H, Li D (2021) Effects of surface tension on the dynamics of a single micro bubble near a rigid wall in an ultrasonic field. Ultrason Sonochem 78:105735. https://doi.org/10.1016/j.ultsonch.2021.105735
Wu Y, Yao S, Narale BA, Shanmugam A, Mettu S, Ashokkumar M (2022) Ultrasonic processing of food waste to generate value-added products. Foods 11:2035
Xu Q-Q, Zhao M-J, Yu Z-Z, Yin J-Z, Li G-M, Zhen M-Y, Zhang Q-Z (2017) Enhancing enzymatic hydrolysis of corn cob, corn stover and sorghum stalk by dilute aqueous ammonia combined with ultrasonic pretreatment. Ind Crops Prod 109:220–226. https://doi.org/10.1016/j.indcrop.2017.08.038
Yadav V, Sarker A, Yadav A, Miftah AO, Bilal M, Iqbal HMN (2022) Integrated biorefinery approach to valorize citrus waste: a sustainable solution for resource recovery and environmental management. Chemosphere 293:133459. https://doi.org/10.1016/j.chemosphere.2021.133459
Yimlamai B, Choorit W, Chisti Y, Prasertsan P (2021) Cellulose from oil palm empty fruit bunch fiber and its conversion to carboxymethylcellulose. J Chem Technol Biotechnol 96:1656–1666. https://doi.org/10.1002/jctb.6689
Yin X, Zhang X, Wan M, Duan X, You Q, Zhang J, Li S (2017) Intensification of biodiesel production using dual-frequency counter-current pulsed ultrasound. Ultrason Sonochem 37:136–143. https://doi.org/10.1016/j.ultsonch.2016.12.036
Zhang M-F, Qin Y-H, Ma J-Y, Yang L, Wu Z-K, Wang T-L, Wang W-G, Wang C-W (2016) Depolymerization of microcrystalline cellulose by the combination of ultrasound and Fenton reagent. Ultrason Sonochem 31:404–408. https://doi.org/10.1016/j.ultsonch.2016.01.027
Zhong C, Jia H, Wei P (2017) Enhanced saccharification of wheat straw with the application of ultrasonic-assisted quaternary ammonium hydroxide pretreatment. Process Biochem 53:180–187. https://doi.org/10.1016/j.procbio.2016.11.004
Zhou Y, Shao Y, Zhou D, Meng Y, Shen D, Long Y (2021) Effect of mechano-chemical pretreatment on valorizing plant waste for 5-hydroxymethylfurfural under microwave hydrothermal treatment. Renew Energy 180:536–543. https://doi.org/10.1016/j.renene.2021.08.095
Zhu Z, Rezende CA, Simister R, McQueen-Mason SJ, Macquarrie DJ, Polikarpov I, Gomez LD (2016) Efficient sugar production from sugarcane bagasse by microwave assisted acid and alkali pretreatment. Biomass Bioenergy 93:269–278. https://doi.org/10.1016/j.biombioe.2016.06.017
Acknowledgements
The authors Asma Musfira Shabbirahmed, Jesse Joel, Anbu Gomez and Dibyajyoti Haldar are thankful to Karunya Institute of Technology and Sciences (Deemed to be University), Coimbatore, India for providing support for this study and to develop knowledge towards subsequent research works.
Author information
Authors and Affiliations
Contributions
All authors contributed to the review paper and design. The idea for the article was conceived by Dibyajyoti Haldar; Asma Musfira Shabbirahmed performed the literature search, data analysis and draft preparation; Jesse Joel and Anbu Gomez were also involved in draft preparation; Anil Kumar Patel was involved in the critical analysis of the paper; Overall, Dibyajyoti Haldar and Reeta Rani Singhania supervised the review work. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Responsible Editor: Ta Yeong Wu
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Shabbirahmed, A.M., Joel, J., Gomez, A. et al. Environment friendly emerging techniques for the treatment of waste biomass: a focus on microwave and ultrasonication processes. Environ Sci Pollut Res 30, 79706–79723 (2023). https://doi.org/10.1007/s11356-023-28271-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-023-28271-9