
Abstract
Besides optimization of conditions of colour extraction from dried anar peel, effect of different single and double mordants, dyeing process variables and UV protective action of anar peels (pomegranate rind i.e. Punica granatum L.) as a natural colourant is studied in this work. Mordants used are potash alum, aluminium sulphate and stannous chloride (as metallic salt mordant) and harda (i.e., myrobolan as natural mordant) from natural source. Relevant results indicate that 50:50 ratio of harda plus potash aluminium sulphate at overall 15% application level offers maximum K/S value and overall good colour fastness than any other combination. After finalizing the mordants, dyeing process variables were studied for standardization of conditions for dyeing cotton khadi fabric with aqueous extract of pomegranate rind. The results indicate that standardized conditions for dyeing are (a) dyeing time : 60 min, (b) dyeing temperature: 80 °C, (c) dye bath MLR : 1:30, (d) dye bath pH : 9.0, (e) max dye concentration : 20% and (f) common salt : 3%. Studies of FTIR, UV scan, Atomic Absorption Spectrophotometry (AAS) and UV Protection Factor (UPF) characters show a medium to good level of ultraviolet protection. Corresponding reaction mechanism amongst mordant/fibre and dye forming giant complex is also reported.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Cotton Khadi is a special type of fabric made from hand-spun cotton yarns and woven in handlooms. In the present market, there is a specific demand for Khadi cotton fabrics for its special look and surface character as well as eco consideration (free from industrial contaminants and other pollutants). This helps in generating huge employment in this sector. The value of this fabric may further be enhanced, if it is dyed with such natural colorant (replacing synthetic dye) which has some colour component as well as UV protection property. Anar peel (pomegranate rind i.e., Punica granatum L.) is identified in the present work as a natural colorant.
For successful ready commercial use of natural dyes (like application of synthetic dyes), dyers need to have an appropriate and standardized recipe and conditions of dyeing for application of that natural colorant to cotton for a particular fibre-natural dye system. Hence study of dyeing process variables using aqueous extract of anar peel has been studied in the present work.
The special biological properties of extracts of pomegranate rind for its use in antioxidant, anticancer, anti-inflammatory medicinal properties besides its use as a UV protective compound and also as a natural colorant, which has been reported in earlier literature [1]. The anar peels containing poly-phenols (flavonoids and tannins) and unique complex of polysaccharides have been detected and characterized to indicate that it works not only acts as natural textile dyestuff [2] but also as a natural binder/mordant due to its tannin contents. It also works as a UV blocker compound for its high preferential UV absorption nature and the said UV protection property of anar peel extract for its application as sunscreen material (used in Australia) is reported [3]. It has antimicrobial effect also [4].
Dyeing with various natural dyes available in India has been described in a book entitled ‘Natural Dyeing Processes of India' [5]. Dyes used in the Scottish Highlands are reviewed [6] with a detailed account of dye plants such as alkanet, annatto, chamomile, coreopsis, madder, safflower, indigo, and so on with conventional methods for dyeing of different textiles with these natural colorants. Later, scientific information on methods of extraction and dyeing of jute and cotton fabric with extract of jack fruit wood using double mordants with myrobolan (harda) as mordanting assistant and study of dyeing process variables are mentioned in earlier research [7]. Application of variety of natural dyes for different textiles applied in different ways have been reviewed [8,9,10,11,12] up to 2011 in a review of recent past. Plenty of information about different sources of natural dyes and their application procedure etc. are now available [13]. But very little work has been reported on either standardization of natural dye extraction and standardization of dyeing process variables and on UV protective properties of some natural dyes. Moreover, there are lack of scientific study and information on standardization of dyeing process conditions for a particular natural fibre-mordant-natural dye system.
Some studies on dyeing process variables and standardization of dyeing conditions for applying various natural dyes on jute, cotton, wool and silk [7, 9, 11, 14,15,16,17,18,19] have been reported. But no integrated study is available with a natural dye which has UV protective action. It was also thought that the use of double mordants for assuring better colour yield and better colour fastness properties.
With this back ground information, it is thought to apply extract of anar peel (aqueous extract of dry pomegranate rind powder), on cotton khadi fabrics with proper selection of mordant and standardized procedure of dyeing to obtain better result and avoid problems generally arises on non-reproducibility with colour variations in batch to batch production. So, in the present work, effects of different single and combined double mordanting on its dyeability and colour fastness properties for dyeing cotton khadi fabric with aqueous extract of anar peel as natural dye have been studied. Study on dyeing process variables includes variation in dyeing time, temperature, MLR, pH, mordant concentration, dye concentration and salt concentration for dyeing of cotton khadi fabric with a standardized double mordanting system finally also to obtain a soothing shade of natural colorant with good level colour fastness and UV protection too by this fully eco-friendly process.
Experimental Method
Materials
3% H2O2 (30%) bleached, plain weave khadi cotton fabric (73 Nm warp, 70 Nm weft, 76 ends per inch, 53 picks per inch, 73.5 gsm fabric area density and 0.075 mm fabric thickness) obtained from Gram Sewa Mandal, Gopuri, Wardha was used for this study.
Besides common laboratory chemicals (mordant and salts) which were procured from Maharastra Scientific Emporium, Wardha, Green-zyme DSZL (Enzymatic desizing agent), Green Scour RW (low foaming rewetting agent), Green Scour FC (Conc. Scouring agent), Pero-stab S.F (phosphate based non-silicate peroxide stabilizer) and Green-zyme POK (Enzymatic peroxide killer) obtained from Greentex Chemicals, Mumbai have been used in this work. A natural bio-mordanting assistant known as myrobolan (harda, botanically known as Terminalia chebula) powder and anar peel extract containing good amount of colour component in it have also been used. Some tannic acid residue (which acts as one of the bio-mordant or mordant assistant) as well as anar peel extract which has UV absorber property in it have been used in this research work.
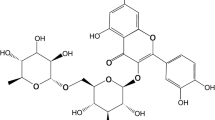
A natural dye cum mordanting assistant which also acts as a natural UV absorber for obtaining light yellow to brownish yellow colour shade on cotton fabric, fresh and dried peels of anar was used in the present study. Chemical structure of the main colour components of anar peel extract is available in literature and the main colour component available is granatonine [20]. Pomegranate rind also contains a considerable amount of tannin, which is about 19% pelletierine [2]. Both granatonine and pelletierine (Fig. 1) present in extract of anar peel acts as natural colorant, as a natural bio-mordanting assistant and also act as a bio-UV-absorber. Thus simultaneous natural dyeing and finishing of cotton with anar peel extract is thought to be attractive for development of fully eco-friendly single step process (Fig. 2).

Chemical structure of granatonine and tannin of pomegranate rind as colouring compounds

Colour development on Cotton Khadi by application of Anar peel
Methods
Extraction of Colour Component and Optimization of Extract Conditions
Dry and crushed pomegranate rind powder, was taken in hot water for extraction of its colour component under varying conditions, such as MLR::1:30–1:80, pH 4–10, time period 15–90 min and temperature 60–90 °C in order to optimise/standardize the conditions of aqueous extraction of colour component from anar peel. Absorbance (optical density) at a particular maximum absorbance–wavelength (λmax. 540 nm) for the aqueous extract of the pomegranate was estimated using Shimadzu–UV 2450 UV–vis absorbance spectrophotometer. The wavelength scan of UV–vis spectrum of aqueous extract of pomegranate rind indicates the characterized peaks at 410 nm in visible region at 400–700 nm and two sharper peaks at 278 and 216 nm at UV region at 200–400 nm (Fig. 3, UV-scan curve-a), showing high UV absorption potential responsible for UV cut off causing UV protective action on Anar peel treated/dyed cotton fabric. Figure 3, UV Scan curves–b, c, and d show that with increase in percent anar peel concentration in extracted solution, the UV absorption starts increasing and 40% extract show highest UV absorption peak heights. The usual pH of aqueous extract of pomegranate rind is found to be 5; which, as per necessity, was either acidified with acetic acid or alkalified with caustic soda solution for altering or varying the pH for study of optimization of extraction conditions. The selection of initial time, temperature and pH range for study of extraction variables is done on the basis of earlier work [7].

UV vis Scan of different percentage of aqueous extract of pomegranate rind. a 20% extract, b 30% extract, c 40% extract and d 50% extract
Mordanting of Cotton Khadi Fabric with Harda (Myrobolan) as Natural Bio-mordant/Mordanting Assistant
Harda, i.e., myrobolan powder was soaked in water (1:10 volume) for overnight (12 h) at room temperature to obtain the swollen myrobolan gel. This harda gel was then mixed with a known volume of water and heated at 80 °C for 30 min. The solution was then cooled and filtered in a 60 mesh nylon cloth and the filtrate was used as final mordanting solution (10–40%)—as an additional mordanting assistant (one of the natural mordant) using MLR of 1:20. Use of natural harda as one of the bio-mordanting assistant is earlier used for other natural dye applied on cotton and jute [7].
Pre-wetted conventional H2O2 bleached khadi cotton fabric was treated with the myrobolan (harda) gel solution in separate bath initially at 40–50 °C and then temperature was raised to 80 °C [10]. The mordanting was continued for 30 min. After the harda mordanting, fabric samples were dried in air without washing to keep it ready for either subsequent dyeing or for subsequent second mordanting.
Mordanting of Cotton Khadi Fabric with Metallic Salts
H2O2 bleached khadi cotton fabric was pre-mordanted prior to dyeing using 5–20% aqueous solution of aluminium sulphate [Al2(SO4)3], potash alum [KAl(SO4)2], and stannous chloride [SnCl2] separately at 60 °C for 30 min using MLR of 1:20. After mordanting, the fabric samples are finally dried in air without washing to make them ready for subsequent dyeing. All single mordanted [Harda, Al2(SO4)3, KAl(SO4)2 and SnCl2] and all combination of sequential double mordanted [Al2(SO4)3 + KAl(SO4)2, Al2(SO4)3 + SnCl2, Al2(SO4)3 + Harda, KAl(SO4)2 + SnCl2, KAl(SO4)2 + Harda, SnCl2 + Harda] cotton khadi samples are used for further study of dyeing with aqueous extract of rind of pomegranate.
Testing of Tensile, Bending and Elongation Properties of Untreated and Treated (Mordanted) Cotton Khadi Fabric
Warp-way breaking tenacity (cN/tex) and breaking extension (%) values of the selective mordanted fabrics are comparatively measured (after prior conditioning of the samples at 65 ± 2% RH and 27 ± 2 °C temperature for 48 h as per the IS: 6359-1971) according to ASTM: D 5035-11,2015 cut strip method of tensile strength testing [18], using Paramount Digi strength (Model no. 16509 2004T) tester with a traverse speed of 100 ± 10 mm/min and a pre-tension of 0.050 N/mm. The final gauge length of the fabric sample mounted between the two jaws was 25 mm × 125 mm [21].
Measurement of Fabric Stiffness
Stiffness of the selective mordanted fabric, as expressed by the warp-way bending length, was measured as per IS: 6490-1971 (Cantilever test) method [22], using Paramount fabric stiffness tester for the fabric samples of the size 200 mm × 25 mm.
Dyeing of Pre-mordanted Khadi Cotton Fabrics
Bleached and differently pre-mordanted (single and double) khadi cotton fabrics are dyed using the aqueous extract of pomegranate rind either at specific or varying conditions of mordanting and dyeing process variables. In first phase, a preliminary study is carried out with varying concentrations (5–20%)of single mordants and then with overall 15% combination of varying ratio of double mordants and finally with 15% of Harda + KAl(SO4)2 combination (50:50 ratio) which are dyed with specific dye-liquor conc. (20% on the weight of dye source material) of aqueous extract of pomegranate rind, MLR 1:20; common salt 5%; pH 5; dyeing temperature 60 °C and dyeing time 60 min unless otherwise mentioned until it is optimized.
In the second phase, to study the effects of dyeing process variables on colour yield and colour fastness results for optimizing the dyeing conditions (dyeing process variables/parameters) are varied taking dyeing time 15–120 min, dyeing temperature 50–95 °C, material to liquor ratio 1:10–1:50, conc. of aqueous extract of pomegranate rind (as natural dye) 10–50%, common salt conc, 3–15% and pH 3–13 (when any one parameter is varied, the other parameters are kept constant). The standardized mordant system finally selected and used for the study of dyeing process variables is a double pre-mordanting process with overall 15% by combined weight of harda (as first mordant) + KAl(SO4)2 (as second mordant) at 50: 50 ratio, applied in sequence on khadi cotton fabric. After the dyeing is over, the dyed khadi cotton fabric samples were repeatedly (thrice) washed with hot and cold water and then dried in air. Finally the dyed samples were subjected to soaping with 2 gpl neutral soap solution at 60 °C for 15 min, followed by repeated water wash (thrice) followed by drying under sun. Unless otherwise stated, after optimization of the dyeing process variables, all other experiments of dyeing with pomegranate rind extract were carried out at optimum dyeing conditions observed.
From our trial preliminary lab study (not shown in this paper) and also from reference of earlier work [7] of other natural dyes, the choice the above said ranges of variation for time, temp and pH etc. for study of dyeing process variables are finalised.
Measurement of Surface Colour Strength, Dyeing Uniformity and Other Colour Interaction Parameters
K/S values of mordanted/undyed and dyed khadi cotton fabrics are determined by measuring surface reflectance of the fabric samples using X-rite (Gretag Macbeth) portable spectrophotometer, following Kubelka–Munk [23], equation with the help of relevant computer aided colour measurement software for calculating the K/S value.
The total colour difference (∆E), chroma, (psychometric chroma), CIE 1976 metric Hue-Difference (∆H) and General Metamerism Index (MI) values are measured by using the computer-aided reflectance spectrophotometer along with associated Colour-Lab plus software employing following CIE-Lab equations as per CIE standard-1976. Brightness Index (BI) was measured using ISO-2470 method [24].
Determination of Colour Difference Index (CDI) Value
After application of selective natural dyes, the magnitudes of respective ∆E, ∆C, ∆H and MI values irrespective of their sign and direction, may be utilized to obtain a single index called as CDI values by the following empirical relationship [8].
Evaluation of Wash, Light, Rubbing and Perspiration Fastness
The wash fastness of dyed cotton khadi fabrics is evaluated according to IS: 3361-1979 method [24]. The light fastness of the bleached and dyed cotton khadi fabrics is evaluated as per IS: 2454-1985 method [17]: RA 2013 method. Dry and wet rubbing fastness of the dyed cotton khadi fabric was evaluated as per IS: M766-1988 method [22]. Perspiration fastness tests for dyed cotton khadi fabric samples are carried out as per IS: 971-1983: RA2009 method [22] at two different pH levels i.e., pH 5.5 and pH 8 using freshly prepared perspiration liquor as per standard recipe and method (as Human Perspiration may be acidic or alkaline in nature depending on one’s metabolism).
FTIR Analysis
Fourier Transform Infrared Spectroscopy (FTIR) of pre mordanted and dyed cotton khadi fabric samples were examined in a FTIR spectrophotometer (model—Perkin Elmer spectrum version 10.03.09) using the KBr disc technique. Before sample preparation each of the samples was washed in methanol and dried.
Testing for UV Protection Factor
Cotton khadi fabric (control fabric) and control fabric mordanted &dyed with pomegranate rind at various percentages is tested for UV protection factor by following AATCC: 183:2010 methods. Before sample preparation, each of the samples was washed in methanol and dried.
Results and Discussion
Optimization of Extraction Process Variables for Aqueous Extraction of Pomegranate Rind
Before using aqueous extract of pomegranate rind, the best conditions for aqueous extraction of the colour components from dried pomegranate rind have been optimised. Sun-dried rind of pomegranate was ground to a powdered form. Colour was extracted from this powder under differently varying aqueous conditions of MLR 1:30–1:80, pH 4–10, time period 15–90 min and temperature 50–90 °C in order to optimise the conditions of aqueous extraction of colour components (granatonine) from pomegranate rind. The optical densities or absorbance value of the filtered aqueous extracts of the pomegranate rind are estimated at maximum absorbance–wavelength λmax of 410 nm (at visible region) using Shimadzu–UV 2450 UV–Vis absorbance spectrophotometer. The data for optical density of aqueous extraction of colour component extracted from pomegranate rind have been shown in Table 1. The maximum values of optical density at observed maximum absorbance are identified and marked in bold letters (for corresponding maximum colour yield) in Table 1 as optimum or best extraction conditions. This may be mention worthy here that during experimental study for standardization of the process of aqueous extraction of colour component to be obtained from pomegranate rind, when any one parameter is varied, other parameters are kept constant.
It may be noted from the results tabulated in Table 1, that the aqueous extraction of colour components from the pomegranate rind gives maximum colour yield when extraction is done under MLR at 1:50. pH at 6–7, temperature at 80 °C and time for 45 min.
Effects of Selective Single Pre-mordanting for Dyeing of Cotton Khadi with Pomegranate Rind
Relevant results are shown in Table 2 indicating the effects of varying percentage (5–20%) of aqueous solution of different single mordants i.e. aluminium sulphate [Al2(SO4)3], potash alum [KAl(SO4)2], stannous chloride [SnCl2] and harda separately applied at 80 °C for 30 min using material-to-liquor ratio of 1:20 (keeping other dyeing variable constant). It is evident from data in Table 2, that there is a reasonable increase in the K/S values of the dyed sample when mordanted with 10–20% potash alum separately or 10–20% harda separately as single mordant as compared to same percent application of [Al2(SO4)3] and stannous chloride [SnCl2] on the same fabric at comparable and same conditions of treatment. Application of the mordant with concentrations above 15% either do not increases the K/S values significantly and also reduces the tenacity value of the mordanted fabrics to a noticeable extent. Hence, considering an overall balance in all the factors including costs etc., pre-mordanting with 15% potash alum or harda may render good results than other single mordants used.
Complex formation for specific fibre-mordant-dye system generally depends on particular stoichiometric ratio depending on their chemical structure, molecular weight and no. of coordinated groups available etc. So, in this case, probably 15% mordant concentrations for potash alum or even harda perhaps satisfies the required stoichiometric ratio and gives good result in terms of the surface color strength of the pomegranate rind dyed sample. Considering reasonable cost, lower mordant concentration is recommended, but considering K/S (surface color strength) value, higher mordant concentration is better and hence 15% (on weight of fabric) mordant concentration may be a better option.
Cotton being a purely cellulosic fibre, has no free anionic and cationic end-groups as such in it, but have numerous hydroxyl groups (primary alcohol and secondary alcohol) in the cellulose chain. However on immersion in water, cotton cellulose acquires −ve charges, which need to be neutralised before anionic or mordantable natural dyes are absorbed on celluloses. Hence pre-treatment with metallic cationic salts (like alum or aluminium salts) may be advantageous and perhaps essential requirement besides its need for mordanting. Harda (myrobolan) that are anionizable having lot of chebullinic acid groups in it, may act as a mordanting assistant to form bigger complex with metal salts to remain better anchored on cellulose surface, which subsequently helps in better absorption of more anionizable natural dye like pomegranate rind. Hence, it is thought useful to pre-treat cotton celluloses with both harda and metallic mordantsin sequence by double pre-mordanting of the cotton fabrics to make more cationic sites available on mordanted cotton for more absoption of anionizable natural dye. However, such double mordanting with other combination cannot be precluded and hence all combinations of double mordants have been tried in the present work for cotton khadi fabric, which are subsequently to be dyed with aqueous extract of pomegranate rind.
Effects of Selective Double Pre-mordanting Applied in Sequence for Dyeing of Cotton Khadi with Anar Peel as Natural Dye
Table 3 shows the effect of different double mordants on surface colour depth and other colour interaction parameters of cotton khadi fabric dyed with 20% (on solid source material weight)aqueous extract of pomegranate rind. Double pre-mordanting with 15% overall combination of any two mordant concentrations applied in sequence with varying ratio (0:100, 25:75, 50:50, 75:25 and 100:0) for all combination of sequential double mordanting with Al2(SO4)3 + KAl(SO4)2, Al2(SO4)3 + SnCl2, Harda + Al2(SO4)3, KAl(SO4)2 + SnCl2, Harda + KAl(SO4)2 and Harda + SnCl2 applied on cotton khadi samples were further studied and subsequently dyed with aqueous extract of pomegranate rind at comparable conditions of dyeing with pomegranate rind extract.
Among all the double pre-mordanting done, combination of 15% overall application of harda and potash alum (50:50 ratio) perhaps satisfies the most desirable required stoichiometric ratio for effective complex showing maximum surface color depth (K/S value) than using either of the above said single pre-mordants or other double pre-mordants applied on bleached cotton khadi fabric for dyeing with pomegranate rind. This may be a fact that myrobolan (harda) acts as assistants/additives by helping substantial mordanting when used in conjunction with metallic salts as told earlier. Myrobolan, containing chebulinic acid/tannic acid (having mordantable –COOH/–OH groups) is useful for higher color yield. When myrobolan is used along with the metal salts as second mordant, it forms insoluble metal tannates (for tannic acids) or metal poly carboxylates (for chebulinic acid) to fix well on the cellulosic or lingo cellulosic fibres [7]. Inspite of this fibre still having enough free adjacent hydroxyl/carboxylic acid groups to form mordant-dye complex to fix the anionizable/mordantable natural dyes like pomegranate rind on the said double pre-mordanted cotton fibre. However, that is why, single application of these polycarboxylic acids are not found to be a good mordanting agent for these natural dyes, which however when applied with combination of metallic salts together, give such an encouraging result on subsequent dyeing with pomegranate rind as natural dye.
After dyeing of differently pre-mordanted cotton fabric with pomegranate rind extract, harda alone as a single mordant or mordanting assistant renders a light khaki tone with a bit dull shade, whereas potash alum and aluminium sulphate as single mordant give bright shades varying colour ranging from light yellowish brown to dark yellowish brown; while double pre-mordanting with harda and aluminium sulphate (7.5% each) show ocher brown (for dyeing concentration 20%) and harda followed by potash alum (15% overall application with 50:50 ratio respectively) double pre-mordanting gives overall balanced results with bright khaki shade.
Effect of Different Single and Double Mordants on Colour Fastness Properties of Pomegranate Rind Dyed Cotton Fabric
Data on fastness properties of dyed cotton khadi fabric samples pre-mordanted with varying type of single mordant and different ratio of double pre-mordanted samples (with overall 15% mordant application) subsequently dyed with pomegranate rind extract has also been reported in Table 3.
It is evident from the data that higher mordant concentration shows better or higher colour fastness to wash, but steady to light exposure. Fastness to dry (crocking fastness) of the dyed samples remains high whereas fastness to wet (crocking) becomes bit lower irrespective of the concentration of potash alum (mordant) used for pre-mordanting the said samples.
Moreover, there is little difference in colour fastness to washing, light and rubbing for the different single mordants used, but, there are some clear differences on colour fastness ratings when the double mordanting system is used. Amongst different combinations of double mordanting systems used, 15% overall application of harda followed by potash alum (in 50:50 ratio) shows better colour fastness rating amongst all combinations tried. This may be viewed as a synergistic effect of the combination of potash alum with harda as a mordant and mordanting assistant both acting together. Harda has additional coordinating power for its chebulinic acid content for which it can act as mordanting assistant [7] which perhaps facilitates more number of strong complex formation amongst the said fibre-mordants-dye system in presence of both myrobolan (harda containing chebulinic acid residue) and potash alum also in combination.
For use of single mordant, Perspiration fastness with respect to the loss in depth of shade for the Khadi Cotton fabric samples dyed with Pomegranate rind extract is good for both acidic and alkaline perspiration for use of potash alum as mordant, while the same is poorer for use of only harda or only SnCl2 as single mordant. Perspiration fastness with respect to loss of depth is extremely good for the dyed samples for 15% overall application of harda followed by potash alum (in 50:50 ratio) that anchors the colour components (Granatonine, tannin and pelletierine) from Pomegranate rind extract to the khadi cotton fabric strongly. This further confirms more dye-fibre complex formed resisting the natural colourants of pomegranate to leach out both under acidic and alkaline conditions of testing and the effect shows best performance for 15% overall application of harda followed by potash alum (in 50:50 ratio) mordanting that anchors the natural dye components from pomegranate rind extract to the khadi cotton fabric firmly.
Effects of Dyeing Process Variables on Colour Yield and Colour Fastness Properties
Dyeing process variables are varied one by one keeping other constant and observed results are compared and standardized.
Effect of different dyeing process variables have been studied to optimize the dyeing conditions for maximum and uniform colour yield (in terms of K/S value) for 15% Harda + KAl2(SO4)2 (50:50) mordanted and dyed khadi cotton fabric. The effects of dyeing process variables on colour yield are shown in Graphs (i) to (iii) in Fig. 4 and corresponding data are given in Table 4 along with colour interaction parameters and corresponding colour fastness properties are shown in Table 5.

Effect of dyeing process variables [(i) to (iii)] on color yield
It is observed that on increase of the dyeing temperature (50–95 °C), keeping other variables constant, the surface colour strength (K/S values) is found to show a slow decrease to a small extent from 50 ºC to 65 °C and then almost increases up to 80 °C after which there is a further decrease of the same at around 95 °C, as shown in Graph–(ii) in Fig. 4. It is found that when all other variables are kept fixed, increase in temperature of dyeing inevitably supplies more energy for transportation of dye molecule thus facilitating the higher rate of dye sorption and diffusion up to 80 °C and this rate does not alter much even after increasing temperature up to 90 °C, beyond which at around 95 °C, the desorption starts at relatively high temperature (95 °C) and K/S value decreases noticeably. While comparison of corresponding colour fastness data in Table 5, it is observed that overall colour fastness data for different types/agency show a better balance for dyeing temperature at 80 °C than those obtained for 50 ºC or 65 °C as dyeing temperature. Hence, considering K/S value and also colour fastness properties, 80 °C temperature may be considered as better choice for fixing optimum dyeing temperature for this fibe-mordant and pomegranate dye system for hot conditions dyeing for better colour fastness. However, dyeing of cotton with Pomegranate rind at warm conditions i.e. at 65 °C cannot be excluded fully for decentralised sector for energy saving purpose.
Figure 4, shows almost similar level of dye up take in terms of surface colour strength (K/S value) with the variation of pH (keeping other variables constant) from 3 to 5. While for pH from 9 to 11, the surface colour strength (K/S value) values starts reducing and it is further show an increase at pH 13. Thus, pH may be considered as critical variables as it gives maximum dispersion of CDI value showing highest differences of maximum CDI and minimum CDI amongst varying pH of dye bath. Considering, colour fastness data, as shown in Table 5, it is further understood that pH 9 render batter balance of overall all types of colour fastness results even better than that obtained at pH 13. So, pH 9 may be considered as optimum value in this case of fibre-mordant–dye (Pomegranate rind) system. It may be presumed that at higher pH i.e. at pH 9, there are higher chances of ionization of phenoxy hydroxyl of colour component of pomegranate (Granatonine, tannin & pelletierine) and hence better chances of complex formation with mordants forming higher anchoring of fibre–mordant-dye system in this case.
As said above, it was shown that harda (myrobolan) and potash alum applied in sequence as double mordant for 15% overall total application taking two or the said double mordants together, renders an overall balanced results for cotton dyeing with pomegranate rind extract. However, in the same and comparable conditions of dyeing, varying percentage of selected double mordants i.e. harda and potash aluminium sulphate applied in sequence with 50:50 ratio were applied and results of subsequent dyeing were studied for optimizing the dosages of mordants. Graph (i) in Fig. 4 shows an increase in K/S value with the increase in mordant concentrations for overall varying percentages of application of harda and potash alum in sequence keeping total concentrations of these two mordants/mordant assistant in between overall 10–20%. Though the K/S value is increasing with increase in mordant concentration from 10 to 20% while 10 and 20% overall concentration of these said two mordants, assumes higher dye non-uniformity showing high value of CV% of K/S in between 6.60 and 9.40 for mordant concentrations of 10 and 20% respectively. Considering corresponding colour fastness properties (Table 5), it may be said that both 10 and 20% overall concentration of two mordants (harda and potash alum in 50:50 ratio) applied in sequence, show overall balanced all types of colour fastness properties studied. But as 20% mordant also reduces the tensile strength at higher extent and is not recommended. Thus considering all the above facts, the optimum concentration of the mordant is selected as 15% overall application of Harda and potash alum (applied in sequence with 50:50 ratio).
Keeping other variables constant, with the variation in material-to-liquor ratio (MLR) from 1:10 to 1:50 as shown in Graph (iii) in Fig. 4, initially the K/S value show an increase up to MLR of 1:20 and then there is a slow decrease at MLR 1:30, after which the K/S value further starts increasing for MLR from 1:30 to 1:50.Though MLR 1:50 shows highest K/S value as compared to any other MLR used, but MLR 1:30 gives more uniformity of colour in terms of CV% of K/S values. Hence the optimum MLR may be considered to be either 1:50 or 1:30. Comparing corresponding colour fastness data in Table 5, it is observed that except wash fastness results in MLR 1:30, all other MLR used show medium to good overall all types colour fastness data tested. Overall colour fastness data for all type of colour fastness properties are more or less found to be acceptable for MLR 1:10, 1:30 and 1:40. Thus, considering both colour yield and colour fastness data MLR 1:30 gives a better balance having more uniform dyeing and may be considered as optimum dyeing conditions.
Results of K/S value and other colour parameters for varying degree of dye concentration (based on oven dry weight of source dye materials) for varying selective dye concentrations from 10 to 50% (keeping other variables constant), are shown in Graph (i) in Fig. 4. There is an increase in K/S value with increase in dye conc., from 10 to 20% (on the basis of weight % of dry pomegranate rind) and then it drops down continuously with the increase in dye concentration from 30 to 50%. Hence 20% dye conc., may be considered as the optimum value for dye concentrations as one of the important dyeing process variables.
The addition of an electrolyte (common salt) to the dyeing liquor expectedly increases the exhaustion of the dye. Common salt is dissolved completely in the aqueous dye liquor at different temperature of dyeing and increases the force of repulsion between the dye molecules and water, so that the dye molecules are more attracted towards the cellulosic fibres. But the higher amount of salt above a certain limit causes retardation effect in the dye absorption vis-a-vis colour yield and renders lower colour strength. Corresponding colour fastness results are depicted in Table 5.
From the Graph (i) in Fig. 4, it is observed that with the increase in salt/electrolyte concentration from 0 to 15%, keeping other variables constant, the colour yield in terms of K/S value increases for use of 0–3% salt concentration and starts decreasing for use of 5% salt concentration and then steadily increases up to 15% salt concentration. However comparing over all colour fastness properties for corresponding part, the overall all round colour fastness properties are found best for 3% salt concentrations. Considering all the above matter, optimum concentration of common salt for pomegranate dyed cotton khadi fabric is selected to be 3%, as the K/S values are found to be maximum at this 3% salt concentration and good all round colour fastness properties. Corresponding colour fastness results are depicted in Table 5.
It is found that when all other variables are kept fixed, with the increase in time of dyeing (15–120 min), as shown in Graph–(ii) in Fig. 4, K/S value initially increases up to 60 min dyeing time and then starts decreasing on further increase in dyeing time and 60–120 min dyeing time there is minor change of K/S value from that obtained in 60 min, which is lesser than 15 min dyeing time. This may be explained by the possibility of achieving dyeing equilibrium at faster rate within 60 min, depending on the rate of dye diffusion (being slowest step among transportation, absorption, diffusion and fixation of colourant molecule from pomegranate rind extract). There may be some desorption/breaking of dye–fiber–mordant complex at higher dyeing time which leads to the dropping trend above 60 min of dyeing time. Comparing colour fastness properties (Table 5), it is observed that 60 min dyeing time also render the dyed fabric over all better balanced colour fastness to wash, light, rubbing and perspirations for dyeing at 15 or 30 min and dyeing time higher than 60 min offers lesser or at par colour fastness grade for wash, light, rubbing and perspiration fastness. So, 60 min dyeing time may be considered as optimum out all experiments of varying dyeing time done in the present work.
From this study, it may be summarized that the observed optimum conditions of dyeing of the said double pre-mordanted (with overall 15% concentration of harda and potash alum in 50:50 ratio in sequence) bleached cotton khadi fabric with aqueous pomegranate rind extract are: dyeing time 60 min, dyeing temperature 65 °C, MLR 1:30, pH 9, mordant concentration 15% (harda + potash alum in 50:50 ratio), dye concentration 20%, (on weight percentage of dried colour source material) and common salt concentration is 3%, considered as optimum.
Besides wash fastness, wet and dry rubbing fastness rating of bleached and pre-mordanted cotton khadi fabric dyed with pomegranate rind extract in different conditions of dyeing are found to be good for cotton khadi fabrics being rated as 4 for dry rubbing and 3/4 for wet rubbing (except a few odd cases) as shown in Table 5 and may need no further after treatment. This good rubbing fastness (fastness to crocking) property confirms that almost no superficial loosely held dyes are attached at the fibre surface after thorough washing and soaping at 50 °C for 15 min. Also the light fastness properties of pomegranate dyed cotton fabrics being rated as 4 and above 4, vide Table 5.
For better understanding, a Swatch of undyed and dyed cotton khadi fabric is shown earlier to understand the colour developed by anar peel dyeing of cotton. In Fig. 2—L to R, grey cotton khadi fabric, bleached cotton khadi fabric, mordanted (15% Harda + KAl2(SO4)2 in 50:50 ratio) cotton khadi fabric and cotton khadi fabric dyed with 20% anar peels can be observed which is self explanatory.
Reaction Scheme and FTIR Analysis
Reaction Scheme showing Complex formation amongst potash alum mordanted cotton, tannin present in pelletierine of anar peel and colour component present in granatonine present in anar peel (pomegranate rind) applied on pre mordanted cotton, is shown in Fig. 5 showing anchoring of the colour component from anar peel extract being fixed on cotton material.

Reaction scheme showing complex formation amongst potash alum mordanted cotton, tannin and granatonine present in pomegranate rind applied on pre mordanted cotton
Figure 6 indicates FTIR spectra for bleached, mordanted, mordanted and dyed cotton fabric and also for anar peel dye powder. The doublet observed at 2900–2929 cm−1 for spectra (a), (b) & (d) and 2898 cm−1 for spectra (c) which are attributed to –CH2 asymmetric vibration. The border absorption bands at 3278–3333 cm−1 are attributed to –OH stretching vibration forming hydrogen bond in the cellulose molecule in each spectrum. This common absorption band for cellulosic/cotton substrate [25, 26] is composed of two small vibrations located at 3285 cm−1 (attributed to inter molecular hydrogen bond) and 3335 cm−1 (attributed to intra molecular hydrogen bonds). The peak at 3278 cm−1 in spectrum (d) is attributed to presence of moisture in the dry natural dye powder of pomegranate rind. The vibration observed at 1709–1750 cm−1 in spectra (a), (c) and (d) is attributed to –C=O stretching vibration which is absent in spectra (b). The broad peak of 1589 cm−1 in (b) is indicating and confirming the formation of coordinated complex amongst colour component of pomegranate rind (A- granatonine and B - tannin based residue present in pomegranate rind as a natural dye) and metallic aluminium from KAl(SO4)2 with or without presence of chebulinic acid residue of harda attached to cotton fibres by pre-mordanting, thus confirms the reaction Fig. 2 given above. The peak at 1709 cm−1 for spectrum (d) is attributed to ketone group (R–C=O) and peak at 1609 cm−1 is attributed to presence of amines in pomegranate rind powder (having –NCH3 group in colour component A- i.e. granatonine). A peak at 1750 cm−1 in spectrum (a) indicates presence of ketone (R–C=O) group which after reacting with potash aluminium sulphate converts to phenolic group (Octa hydroxyl Anthraquinone) as shown in FTIR spectrum (c) in Fig. 6.

FTIR spectra of—a bleached cotton khadi control fabric, b cotton Khadi fabric mordanted with 15% harda + potash alum (50:50) and dyed with 20% Pomegranate rind, c cotton khadi fabric mordanted with 15% harda + potash alum (50:50) and d pomegranate rind powder
Study of Elemental Analysis by AAS
Further results of Elemental analysis of untreated and treated cotton fabric by atomic absorption spectrophotometry (Table 6) also confirms presence of aluminium in dyed fabrics confirming complex formation amongst fibre–aluminium (along with presence of Zn and sulphur to some extent) and functional element present in pomegranate dye powder, confirming reaction scheme as shown above in Fig. 5. Thus, both FTIR and AAS study confirms presence of aluminium in dyed fabrics confirming complex formation amongst fibre–aluminium and pomegranate dye powder along with presence of Zn and sulphur to some extent.
Analysis of Colour Differences and Related Colour Interaction Parameters for Application of Pomegranate Rind Extract Under Different Dyeing Conditions
As described earlier, Fig. 4 shows the effects of different process variables on K/S values and Table 4 shows corresponding data along with other colour interaction parameters, including total colour difference (ΔE), change in hue (ΔH), change in chroma (ΔC), general Metamerism index (MI), Brightness index (BI) and colour difference index (CDI) values. It is interesting to observe that among the dyeing conditions (time, temperature, pH, MLR, Mordant, dye concentration, and salt concentration,) varied, the most important and predominating variables are identified as pH of the dye bath, dyeing time and dye concentration as indicated by wide dispersion of CDI values (higher value of differences of CDI maximum and CDI minimum i.e. the ranges of CDI values are varying from 3.00 to 7.60 (For varying mordant concentration it is found as 2.80, for pH—it is 7.60 and for salt concentration it is 4.92), while for all other dyeing process variables studied here, the range of dispersion of CDI is ≤6.00. The order of increasing CDI values (vide CDI data in Table 4) therefore appears to be as follows:
Mordant concentration < Salt concentration < Time ≪ Dye concentration ≪ MLR ⋘ Temperature ⋘ pH
Therefore, for uniform dyeing using pomegranate rind extract for cotton khadi fabric, special care are to be taken for control of pH, dyeing temperature, MLR.
The other colour parameter data for ∆E, ∆L, ∆a and ∆b indicate the differences in colour yield or surface colour strength for varying dyeing condition in each case, as compared to standard undyed pre-mordantedcontrol cotton khadi fabric.
Changes in hue for more cases are found to be negative (Table 4) and in very few cases it is positive, indicating that there is minor change in predominating hue. However, the maximum ∆H value is observed in case of the variation in pH from 3 to 13 which further indicates the high sensitivity of colour yield for this particular natural dye for pH of dyeing. The rind of pomegranate contains a considerable amount of tannin, about 19% with pelletierine. The main colouring agent in the pomegranate peel is granatonine, which is probably pH sensitive for co-ordinated complex formation process with mordants and mordanting assistants.
Brightness index of dyed products depends on reflectance value of dye and its orientation along the fibre axis after fixation. Appreciable reduction in brightness index is observed for pomegranate dyed cotton khadi fabric after dyeing, irrespective of dyeing conditions used which is also reported earlier [8]. However, interestingly it may be noted that at lower MLR of 1:10–1:50, lower concentration of mordant (10–20%) and lower concentration of dye (10–50%), the reduction in brightness index is much lower than that observed in other conditions. Expectedly the reduction in brightness index is found to be higher when the application of dye & mordant concentration and MLR are higher, due to disorientation of dye molecules in case of higher concentration of dye or higher MLR, if used.
The general metamerism index indicates the metameric effect on the pomegranate dyed cotton khadi fabric for different conditions of dyeing. In all these cases the MI varies from 0.09 to 0.33 (Table 4) and data are not much widely dispersed within a particular condition being varied, but varies to a noticeable degree from one condition to other, indicating its potent metameric nature from one condition to other. Therefore, use of standardization of conditions of dyeing is must to minimize metamerism for achieving least metameric dyed products for this fibre-mordant–dye system.
Study of UV Protection of Pomegranate Rind Natural Dyed Cotton Fabrics
The cotton khadi fabric dyed with pomegranate rind with various dye (extract of anar peel) concentration was tested for its UV protection factor too and corresponding results are shown in Table 7. It is observed that UPF results found after dyeing with pomegranate rind extract after mordanting with overall 15% application of potash alum plus harda (50:50) showed some encouraging results rendering the pomegranate rind dyed fabric showing UV protection factor of 15–20, vide relevant data in Table 7.
The UV vis spectra scan of 20% aqueous extract of pomegranate (Fig. 3, UV scan–a) clearly reveals that it has well distinguished indicative two dominant peaks at UV region showing its UV absorbency nature at 216 nm and at 278 nm, showing good preferential absorbency of UV light by the dye itself protecting the textile materials from UV degradation and enhancing UPF up to 15 from UPF 5 for un-dyed cotton same fabric. However, it is interesting to note that on further insight to the Fig. 3; UV scan (b), (c) and (d) as compared to UV scan (a), it is clearly revealed that the wavelength scan of aqueous extract of 20, 30, 40 and 50% anar peel extracted solution show distinct differences in their quantitative UV absorption pattern at the UV Zone, which can be well correlated with UPF value observed (Table 7) for application of different percentages of aqueous extract of anar peel as a natural colorant cum UV protective finishing in a single step application process applied on cotton khadi fabric. 20 and 30% aqueous extract of anar peel applied on cotton gives a same level of UPF value (15 UPF, vide UV Scan–a and b) from normal UPF value of 5 is obtained for untreated cotton fabric. While, 40% extract of anar peel when is applied on same cotton fabric, it show highest UV absorption–showing 20 UPF value [vide UV scan–c in Fig. 3]. But, above 40% or near 50% extract of anar peel application on cotton fabric for both coloration and UV protective finish by a single compound in single bath UV absorption further goes down, due to saturation of UV absorption above 40% extract of anar peel. A particular stoichiometric ratio may be responsible for this for the same for working best and above and below of which may not therefore be that effective.
Conclusions
The optimized conditions for aqueous extraction of colour component from pomegranate rind are extraction time 45 min, temperature 80 °C, MLR 1:50 and pH 6–7.
The observed optimum conditions of dyeing of the double pre-mordanted with overall 15% overall concentration of harda and potash alum in 50:50 ratio in sequence for bleached cotton khadi fabric with aqueous pomegranate extract are as follows:
Dyeing time 60 min, dyeing temperature 80 °C, MLR 1:30, pH 9, mordant concentration 15%, dye concentration 20% (on weight percentage of dried colour source material) and common salt concentration 3%. Interpretation from colour difference index values clearly reveals that pH of dye bath; MLR and dyeing temperature are the three most critical dyeing process variables amongst all other parameters of dyeing process variables in this case.
UPF of pomegranate rind dyed cotton khadi fabrics after pre-mordanting with overall 15% application of potash alum plus harda (50:50) showed some encouraging results rendering UPF up to 15–20 from UPF 5.00 for untreated control cotton khadi fabric.
References
M.G. Miguel, M.A. Neves, M.D. Antunes, Pomegranate (Punicagranatum L.): a medicinal plant with myriad biological properties—a short review. J. Med. Plants Res. 4(25), 2836–2847 (2010)
S. Adeel, S. Ali, I.A. Bhatti, F. Zsila, Dyeing of cotton fabric using pomegranate (Punicagranatum) aqueous extract. Asian J. Chem. 21(5), 3493–3499 (2009)
P. Weerakkody, J. Jobling, M.M.V. Infnte, G. Rogers, The effect of maturity, sunburn and the application of sunscreens on the internal and external qualities of pomegranate fruit grown in Australia. Sci. Hortic. 124(1), 57–61 (2010)
A.A. Tayel, W.F. El-Tras, Anticandidal activity of pomegranate peel extract aerosol as an applicable sanitizing method. Mycoses 53, 117–122 (2009)
B.C. Mohanty, K.V. Chandranouli, N.D. Nayak, Natural Dyeing Processes of India (Calico Museum of textiles, Ahmedabad, 1984), pp. 298–325
S. Grierson, D.G. Duff, R.S. Sinclair, Natural dyes of the scottish highlands. Text. Hist. 16(1), 23–43 (1985)
A.K. Samanta, P. Agarwal, S. Datta, Dyeing of jute and cotton fabrics using Jackfruit wood extract: part I—effect of mordanting and dying process variables on colour yield and colour fastness properties Indian. J. Fibre Text. Res. 32, 466–476 (2007)
A.K. Samanta, P. Agarwal, D. Singhee, S. Datta, Application of single and mixtures ofred sandalwood and other natural dyes for dyeing of jute fabric: studies on colour parameters/colour fastness and compatibility. J. Text. Inst. 100, 565–587 (2009)
A.K. Samanta, A. Konar, S. Datta, Dyeing of jute fabric with tesu extract: part II—thermodynamic parameter and kinetics of dyeing Indian. J. Fibre Text. Res. 37, 172–177 (2012)
A.K. Samanta, A. Konar, S. Chakroborty, S. Datta, Dyeing of jute fabric with tesu extract: part 1—effect of different mordants and dyeing process variables. Indian J. Fibre Text. Res. 36, 63–73 (2011)
A.K. Samanta, P. Agarwal, Application of natural dyes on textiles, Indian. J. Fibre Text. Res. 34, 384–399 (2009)
A.K. Samanta, A. Konar, Book chapter in Natural Dyes ed. by E Perrin Akcakoca Kumbassar (In-Tech International Publisher, Croatia, China, 2011), (ISBN-978-953-307-783-3), pp. 29–56
R. Siva, Status of natural dyes and dye-yielding plants in India. Curr. Sci. 92(7), 916–925 (2007)
M.L. Gulrajni, D. Gupta, Natural Dyes and Their Application to Textiles (Department of Textile Technology, IIT, Delhi, 1992), pp. 25–26
D. Saravanan, UV protection textile materials. AUTEX Res. J. 7(1), 53–62 (2007)
V.G. Dev, J. Venugopal, S. Sudha, G. Deepika, S. Ramakrishna, Dyeing and antimicrobial characteristics of chitosan treated wool fabrics with henna dye. Carbohyd. Polym. 75(4), 646–650 (2009)
P.S. Vankar, R. Shanker, S. Wijayapala, Dyeing of cotton, wool and silk with extract of Allium cepa. Pigm. Resin Technol. 38(4), 242–247 (2009)
S. Adeel, S. Ali, I.A. Bhatti, F. Zsila, Dyeing of cotton fabric using pomegranate (Punica granatum) aqueous extract. Asian J. Chem. 21(5), 3493–3499 (2009)
M.R. Katti, R. Kaur, N. Shrihari, Dyeing of silk with mixture of natural dyes. Colourage 43(12), 37–39 (1996)
H. Goodarzian, E. Ekrami, Extraction of dye from madder plant (Rubiatinctorum L.) and dyeing of wool. World Appl. Sci. J. 9(4), 434–436 (2010)
ASTM D5035-11, in Standard Test Method for Breaking Force & Elongation of textile Fabrics (Strip method) (American Society for Testing & Material, Philadelpia, USA, 2015), pp. 8–9
ISI (BIS), in Hand Book of Textile Testing, 1st ed.(SP-15-1981) (BIS, New Delhi, India 1981) pp. 221, 229,255,280, 587
H.S. Shah, R.S. Gandhi, Instrumental Colour Measurements and Computer Aided Colour Matching for Textiles (Mahajan Brothers, Ahemdabad, 1990), pp. 76–116
ISO 2469 & 2470, International Organisation For Standardization Geneva, (1977), pp. 1–2
I.G. Vasi, P.R. Shah, Spectroscopic Datta Tables (Mahajan Brothers, Ahemdabad, 1980), pp. 4–11
Cross A D, in An introduction to Practical InfraRed Spectroscopy (Butterworth Scientific Publication, London, 1960), pp. 66–72
Acknowledgements
Authors are thankful to Director, Mahatma Gandhi Institute for Rural Industrialization, Wardha for encouragement and all administrative support to carry out the major part of R&D work at MGIRI. Thanks are also due to Govt. of India for the relevant R&D project grant-in-aid to carry out this project on standardization of process of dyeing cotton khadi fabric with anar peel as a natural dye cum good UV protective agent.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Sinnur, H.D., Samanta, A.K., Verma, D.K. et al. Studies on Coloration and UV Protective Action of Anar Peel (Pomegranate Rind) as an Effective Natural Colorant for Cotton Khadi Fabric. J. Inst. Eng. India Ser. E 99, 9–26 (2018). https://doi.org/10.1007/s40034-017-0106-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40034-017-0106-z