
Abstract
Pyrolysis of municipal solid waste (MSW) is an environmentally friendly waste-to-energy process that allows the production of an ecological bio-oil with a high-energy value. However, the challenge is to obtain the desired products in considerable quantities, of good quality, and at low cost. The present work objective is to select a technically, economically, and ecologically strong pyrolysis technology that can be scaled up in the short to medium term to produce high-energy value biofuel from MSW. Initially, four pyrolysis technologies were selected, including fixed bed, fluidized bed, screw, and rotary kiln reactors. Then, these four technologies were ranked using fuzzy TOPSIS: a numerical multi-criteria decision-making method (FTOPSIS). An appropriate literature review was established to determine technology's relative performance to each criterion. Criteria weights were calculated using two objective methods, Entropy, and CRITIC, which proved comparable. The obtained results allowed the ranking of rotary kiln pyrolysis technology first, followed by the fluidized bed reactor, and then the screw reactor is ranked before the fixed bed reactor. A sensitivity analysis was performed, showing the robustness of the FTOPSIS method for the appropriate choice of rotary kiln reactor.
Graphical Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Statement of Novelty
Municipal waste can be recovered into bio-oil using different pyrolysis technologies. The novelty consists in classifying these technologies by a multi-criteria decision-making method, which allows us to select the most efficient reactor meeting three main criteria: its application on an industrial scale, technically and economically efficient, and respectful to the environment.
Introduction
Globally, municipal solid waste (MSW) generation is increasing more and more due to socio-economic development (population growth, industrial progress). According to the World Bank's 2020 statistics, the generation of MSW will reach a rate of 3.4 trillion tons by 2050 [1]. The basic management of these wastes by landfilling or incineration contributes massively to the release of greenhouse gases and is, therefore, not a sustainable solution. Moreover, the energy sector is another sector that contributes largely to environmental pollution [2]. Also, the gradual depletion of fossil fuel reserves and the rising prices of these energy resources have led the world to an energy crisis [3]. One of the solutions adopted today by developed countries is the energy recovery of MSW through processes such as gasification, pyrolysis, methanization, and composting, to reduce the amount of waste and substitute petroleum-based fuels with biofuels.
In this perspective, efforts are being made in our laboratories to model and optimize energy recovery processes [4,5,6]. The present work is within the framework of a Moroccan-Tunisian cooperation for a 2021 R&D project. The objective is to establish a waste management platform between Morocco and Tunisia and to develop an eco-friendly and energy-efficient process for waste valorization. Indeed, Aboudaoud et al. [7]. stated that both countries have almost the same MSW characterization. Also, they have recently known a continuous increase of controlled landfills and biogas production plants through the methanization and composting of fermentable wastes [7]. In addition, they are also enrolled in projects of non-fermentable fraction valorization, especially by the mechanical–biological treatment centers. These allow shredding, natural drying, and separation of the mixed MSW into fermentable waste, recyclable waste, and refuse-derived fuel (RDF) [8, 9]. The non-fermentable generated fraction, called dry waste, is usually composed of paper, cardboard, plastics, rubber, and textile. This fraction is used as an alternative fuel to fossil fuel in cement plant incinerators [8, 9]. After further processing, this dry mixed waste may also be transformed into an environmentally friendly product (bio-oil, bio-char, and biogas) of high energy and commercial value by the pyrolysis process [10]. Besides, recent research studies proved pyrolysis to be also of good efficiency when processing two or more materials as feedstock, as it can yield products with improved properties [11, 12]. However, there are several pyrolysis technologies; each has its advantages and disadvantages. Their comparison is challenging, as the appropriate choice depends on many criteria that must be considered. This problem can be solved through Multicriteria decision-making (MCDM) methods, as resolved recently for other technologies [13]. Previously, many studies focused on choosing the best waste-to-energy (WtE) technology, particularly between pyrolysis, combustion, gasification, plasma, and anaerobic digestion, using MCDM methods. Afrane et al. [14] assessed the techno-economic feasibility of WtE technologies in Ghana using the Fuzzy TOPSIS method. The latter was used to optimize the choice using ten techno-economic criteria. The final ranking is gasification > anaerobic digestion > pyrolysis > plasma arc gasification. However, Torkayesh et al. [15] have found that SMCDM-BWM (Stratified Best–Worst Method) gives plasma as the first option, followed by gasification and pyrolysis. In contrast, the EDAS method (Distance from Average Solution), ranked pyrolysis as the first option. In addition to the effect of the applied MCDM method, the obtained ranking results also depend on the targeted products. In our case, the preferred product is bio-oil, which can be produced particularly by the pyrolysis process. Bio-oil is a high energy density and an easily transportable biofuel that can satisfy Moroccan and Tunisian needs for liquid fuels. Recently, El Kourdi et al. [15] demonstrated that the Moroccan potential in RDF and its valorization in bio-oil by pyrolysis can cover 45% of the country's demand for fuel oil. Thus, the best pyrolysis technology for this purpose should be chosen. Spreafico et al. [16] wanted to choose the most innovative technology by comparing performances and future trends of different pyrolysis technologies, specifically the fluidized bed, hot balls, microwave, plasma, and laser reactor. These technologies have a great difference in technological maturity. For comparison purposes, the authors considered the following criteria: publication trends, innovation indexes, and operative performances of the different reactors. They have shown that laser reactors may present a more dynamic development in the future than other reactors. In addition, the value of the average innovation index for this reactor is three times higher than the fluidized bed reactor. Mahari et al. [17] tried to find the most energetically efficient pyrolysis technologies, namely the screw, the fixed bed, the fluidized bed reactors, and advanced pyrolysis technologies such as plasma, vacuum, and microwave pyrolysis. Based on various criteria, including the reactor flexibility to different operating parameters, energy efficiency, maintenance, and energy consumption, the authors concluded that the microwave reactor is the most energy-efficient, sustainable, and environmentally friendly technology. Hasan et al. [3] were interested in choosing a pyrolysis reactor that is more flexible to MSW characteristics, especially one that requires less pretreatment and maintenance. The rotary kiln was retained as the most efficient reactor compared to the fixed bed, screw, batch, semi-batch, fluidized bed, plasma, and microwave reactors. Other researchers sought to choose the most appropriate pyrolysis reactor for other feedstocks using MCDM methods; Gao et al.[18] have used the Analytical Hierarchical Process (AHP) to select the efficient reactor for the pyrolysis of sewage sludge characterized by its moderately smaller particle size. They relied on the reactor's technological strength and commercial competitiveness. Therefore, the screw reactor was ranked first, before the rotary kiln, bubbling fluidized bed, circulating fluidized bed, and spouted bed. Zola et al. [19] selected the most efficient kiln pyrolysis technology for biochar production by MCDM methods. The technologies under comparison differ by the type of their construction material, especially clay, masonry, and metal kilns. The selection criteria cover the technical, economic, and ecological aspects, but their study focuses only on biochar production from wood pyrolysis.
The literature review shows that the studies described above do not allow choosing the same reactor to valorize MSW into bioenergy. The laser reactor has not yet shown any real technological development; it’s still in an embryonic stage, and its choice is interesting for long-term research projects. The microwave reactor is unsuitable for large-scale applications, especially for MSW with complicated characterization and high moisture content. The rotary kiln, which is a mature technology compared to the laser and microwave technologies, was selected based only on technical criteria. In our case, the purpose is to choose the most promising and suitable pyrolysis technology for MSW conversion to bio-oil, considering the different technical, ecological, economic, and industrial application aspects. In order to develop a scalable industrial unit in short to medium term. Also, MCDM methods were used to consider all the selection criteria and the difference of their importance.
Methodology and Procedures
To choose the most appropriate pyrolysis reactor needed for bio-oil production from MSW, one of the MCDM methods was followed. In this section, the multi-criteria methodology selected and the procedure followed are presented.
Multi-criteria Methods
The computational MCDM methods are based on a logic inspired by several fields: mathematics, behavioral decision theory, economics, computer science, software engineering, and information systems. MCDM methods help decision-makers choose between alternatives according to several well-determined criteria. The most used MCDM methods in the literature can be classified into methods using pairwise comparison: Analytic Hierarchy Process (AHP) and Analytic Network Process (ANP); scoring based methods: Technique for Order of Preference by Similarity to Ideal Solution (TOPSIS) and Multicriteria Optimization and Compromise Solution (VIKOR); and outranking based methods: Preference Ranking Organization Method for Enrichment Evaluation (PROMETHEE) and Elimination And Choice Translating Reality (ELECTREE) [20]. Figure 1 shows the difference between the performances of these methods with respect to several criteria, through the assignment of colors: green, orange, and red to MCDM methods with high preference, moderate preference, and low preference, respectively, and the gray color in case of unavailability of information. The comparison criteria considered are:
-
The method's ability to handle a large number of criteria or alternatives;
-
The method requirement of a consistency check can be considered unfavorable, as it offers the possibility to manipulate the input scores, which decreases the method's reliability;
-
The simplicity of the calculation process;
-
Need for detailed information from experts, which may be difficult to obtain by comparing the available information in the literature;
-
The selected method must tolerate interdependence between criteria;
-
And the popularity of the method in different fields.

MCDM comparison scheme
Pairwise comparison methods (AHP and ANP) involve comparing each pair of alternatives against each criterion to establish the decision matrix with the help of experts. Although these methods provide a structured decision-making process that allows each criterion to be properly analyzed separately, they impose limitations on the number of criteria and alternatives. In addition, they require more information from experts to compare each pair of alternatives in the beginning, which can make our problem more complex, and the process of justifying pairwise comparisons from the literature can be more time-consuming [21]. Furthermore, these methods require additional control of the performed scoring consistency, which opens the way to manipulate them and sometimes leads to a radical change of scores given at the beginning; this raises a question about the reliability of these methods [22]. As for outranking methods (ELECTRE and PROMETHEE), after establishing the decision matrix, they consist in making a pairwise comparison between alternatives for each criterion [23]. These methods have a very long resolution process and are more complex compared to other pairwise comparison methods and scoring -based methods. In addition, some versions of these methods offer just a partial ranking of alternatives [22]. However, scoring-based methods (TOPSIS and VIKOR) are simpler and require less information from experts [24]. In addition, the TOPSIS method is indifferent to the interdependence between criteria and uses rational and understandable logic. Its calculation process is very simple and fast compared to other methods. The number of steps in the TOPSIS method remains the same despite the increase in criteria number, and it is one of the most widely used methods in different fields [20]. For its various advantages, TOPSIS has been chosen in this work. However, our decision problem is more complex regarding the performance closeness between pyrolysis technologies. Thus, a more sophisticated version of this method is needed.
TOPSIS and FTOPSIS
The TOPSIS method was introduced by Hwang and Yoon [25]. It is based on the principle that the selected alternative must have the shortest geometric distance to the positive ideal solution (PIS) and the longest geometric distance to the negative ideal solution (NIS). The first one (PIS) maximizes benefit criteria (the high value is preferred) and minimizes cost criteria (the small value is preferred). The second (NIS) maximizes cost criteria and minimizes benefit criteria. The TOPSIS method is based on a matrix of numerical (objective/quantitative) values (1$, 2 kg, 90%) and/or linguistic (subjective/qualitative) evaluation (“High”, “Medium” or “Low”) elaborated by one or more experts [26]. In the present study, appropriate information published in the literature is taken as a source of this evaluation with a detailed justification. The attributed values express for each criterion the performance or preference of each alternative over other alternatives. Then, these values are represented in a table called a decision matrix (DM). Moreover, the nature of our problem concerning the choice of the most efficient pyrolysis reactor for MSW valorization, allows expressing the preference scores of alternatives using linguistic values. Since quantitative values presented in the literature for each reactor are very specific and adapted to different case studies. However, to perform the TOPSIS calculations, the DM needs to be expressed in numerical values. Thus, the assigned linguistic values must be converted to numerical ones using a conversion table. In addition, it is more difficult to assign a crisp number to a linguistic term because of the ambiguity that affects human opinion accuracy. The proposed fuzzy sets theory by Zadeh [27] solve this problem via expressing each linguistic value by a victor of numerical numbers (fuzzy number). Hence, the linguistic value can take the lowest, mean, or max value from an interval of values, rather than just one crisp number. Indeed, a triangular fuzzy number \(\tilde{\mathrm{n}}\) is denoted as follows:
where: \({\mathrm{n}}_{1}\) is the minimum value, \({\mathrm{n}}_{2}\) is the average value and \({\mathrm{n}}_{3}\) is the maximum value of the fuzzy number.
The combination of the TOPSIS method and the Fuzzy sets theory gives FTOPSIS method, which is more suitable for a DM expressed in linguistic values. In general, the steps of FTOPSIS are similar to the classical TOPSIS steps; the difference is in the substitution of discrete numbers \({\mathrm{x}}_{\mathrm{ij}}\) of the DM by the fuzzy numbers \(\widetilde{{\mathrm{x}}_{\mathrm{ij}}}\). The fuzzy numbers decision matrix \(\widetilde{\mathrm{M}}\) is expressed as follows:

With:
where: m the number of criteria (\(\widetilde{{C}_{i}})\) and n the number of alternatives (\(\widetilde{{A}_{j}})\).
According to Silva et al.[28], the FTOPSIS steps are the following:
After the establishment of the matrix \(\widetilde{\mathrm{M}}\),the first step is to normalize it to obtain the following equation:
With:
where: \({\mathrm{c}}_{\mathrm{i}}^{*}\)=\({\mathrm{max}}_{\mathrm{j}}({\mathrm{c}}_{\mathrm{ij}})\) in case of beneficial criterion
where: \({\mathrm{a}}_{\mathrm{i}}^{*}\)=\({\mathrm{max}}_{\mathrm{j}}({\mathrm{a}}_{\mathrm{ij}})\) in case of cost criterion.
The second step is to determine the normalized and weighted DM, given by:
With: \({\mathrm{w}}_{\mathrm{i}}\) is the weight of criterion i determined by weighting methods in the following section.
Then, the PIS and the NIS solutions are defined by Eqs. 8 and 9, respectively:
Then, the distance of alternatives to the PIS solution and NIS solution is calculated, respectively, by:
The distance between two fuzzy numbers \(\widetilde{\mathrm{n}}\) and \(\widetilde{\mathrm{m}}\) is calculated by this equation:
The triangular fuzzy numbers \(\widetilde{\mathrm{n}}\) and \(\widetilde{\mathrm{m}}\) are denoted as follows:
The final classification of alternatives \({\mathrm{A}}_{\mathrm{j}}\) with respect to the positive ideal solution \({\mathrm{A}}^{*}\) is obtained by computing the closeness coefficient CCj:
where,
Finally, the best alternative corresponds to the closest \({\mathrm{CC}}_{\mathrm{j}}\) coefficient to 1.
Weighting Methods
The determination of criteria weights can be conducted by different objective weighting methods [22]. Entropy is the most widely used objective method, aiding in calculating criteria weights in the case of lack of expertise or reinforcing expert’s preferences when using subjective weighting methods. Entropy allows criteria weights calculation based on the intensity of contrast between weights of alternatives with respect to each criterion and between all criteria simultaneously [29]. However, the CRITIC method has additional advantages, as it considers both contrast intensity and the conflicting relationship between each pair of criteria [30]. In our case study, both Entropy and CRITIC methods were used. The procedure for calculating weights by each method is described below.
The entropy method uses probability theory to measure the uncertainty of information [28]. The first step involves defuzzification of the matrix \(\widetilde{\mathrm{M}}\) of fuzzy numbers using Eq. 16 to obtain matrix M of discrete numbers \({\mathrm{x}}_{\mathrm{ij}}\):
This step is followed by the matrix M normalization using Eq. 17:
Then the entropy calculation is obtained by:
Finally, the criteria weights are computed using the formula below:
with:
The CRITIC method also allows an objective calculation of each criterion weight. The same calculation method of CRITIC used by Şahin et al. [31] was followed in the present work. The defuzzification of the matrix \(\widetilde{\mathrm{M}}\) of fuzzy numbers is performed using Eq. 16 to obtain matrix M, and its normalization is given by:
Then, the multiplicative aggregation formula is determined using Eq. 22. This quantity quantifies the two concepts of contrast intensity and conflict for each criterion:
where, \({\upsigma }_{\mathrm{i}}\) represents the standard deviation that quantifies the contrast intensity of criterion i calculated from matrix M and \({\uprho }_{\mathrm{ik}}\) is the correlation coefficient between each couple of criteria.
Finally, the criteria weights calculation is carried out using the following equation:
Procedure
The procedure followed in choosing the most efficient technology for the pyrolysis of municipal waste is shown in Fig. 2. First, pyrolysis technologies, also called alternatives, were selected, and the main and sub-criteria were defined. Then, the DM of linguistic notations was established and justified based on a detailed bibliographic study. Then, considering the subjectivity, ambiguity, and imprecision presented by the linguistic terms, the DM of linguistic notations was converted into the fuzzy triangular numbers DM. The objective weighting methods were used, notably the classical Entropy and CRITIC methods, to calculate the criteria weights just from the DM. Then these weights were used in the FTOPSIS calculation method to determine the final ranking of pyrolysis technologies. Moreover, Entropy combined with the FTOPSIS method is widely used in the literature, while the combination of classical CRITIC and FTOPSIS is rarely encountered in the literature, which led us to test this combination performance as well.

Decision process diagram
Criteria and Sub-criteria
The maturity of pyrolysis technologies is an important factor in preselecting the candidate technologies that can be applied on an industrial scale in short to medium term. Thus, the preselected alternatives for the present comparative study are the fixed bed, fluidized bed, rotary kiln, and screw reactors. In order to make an appropriate choice between these reactors by MCDM methods, it was first necessary to determine the main criteria or the general aspects to be taken into account. Then, each main criterion was subdivided into sub-criteria, where pyrolysis technologies have different performances, i.e., if the reactors have the same performances for a given criterion, this last was not taken into account. The main criteria representing the main success pillars of a waste-to-energy process are the techno-economic, ecologic, and industrial application criteria. The techno-economic aspect presents the reactor's technical components that allow obtaining the desired product (bio-oil) and directly impact the process's operating cost. The ecological criterion designates the reactor's susceptibility to have a minimum negative environmental impact. The industrial application criterion compares the reactor's capacity to be implemented on an industrial scale. A detailed description of the considered sub-criteria is presented in the following sections. The main criteria with their corresponding sub-criteria are described in Fig. 3.

Considered criteria and sub criteria, for pyrolysis technology choice
Techno-economic Criteria
According to Bridgwater [32], the production of bio-oil by pyrolysis process requires a reactor with the following technical performances: a high heat transfer rate, a well-controlled pyrolysis temperature (generally 500 °C), a short residence time of vapors (2 s) and biochar in the reactor. In addition, the main elements to consider for the economic evaluation are the operational and capital investments. The latter was not taken into account, as it was considered that the ranked technologies are already conventional and with a proven economic feasibility. Therefore, the capital investment can be recovered for all of them within an acceptable period. However, the mean elements of the operational cost, which can be the subject of comparison between alternatives, were considered, especially: the energy consumption and maintenance [33]. Indeed, MSW decomposition into bio-oil requires a large amount of energy. Therefore, a pyrolysis reactor with good heat transfer performance is the most favorable choice. In addition, MSW components have different sizes and shapes, and their grinding into fine sizes requires a lot of energy. Thus, the pyrolysis reactor must be insensitive to the feedstock particle size. Besides, each type of waste (plastic, paper, wood…) requires a different optimal residence time. Hence, given the MSW heterogeneous character, a good residence time control is necessary to generate the desired product. Also, the reactor that allows optimization of the inert gas flow rate is the most favorable, to allow the quick evacuation of the volatile products and to reduce the energy required by MSW pyrolysis. It is also important to take into account the reactor maintenance requirements since it is always exposed to severe operating conditions: chemical reactions at high temperatures. It is, therefore, essential to consider heat transfer, particle size, residence time control, inert gas flow rate, and maintenance requirements as sub-criteria for techno-economic criterion for the most efficient pyrolysis reactor selection.
Industrial Application
An innovative technology called industrially applicable if its mode of operation and ease of use in industry is evident. In order to evaluate the industrial applicability of different preselected pyrolysis technologies, two sub-criteria are very important to consider in our selection problem: scale-up capacity and feeding mode. Several authors have mentioned or demonstrated the high dependence of the pyrolysis process’s economic feasibility on the production scale (small/moderate/large) [33,34,35]. Fivga and Dimitriou [33] have shown that by increasing production capacity, the production price of bio-oil becomes 2–18.9 times lower compared to other residual fuels. The payback time becomes shorter, up to 1 year, for a capacity of 10,000 kg/h. Among the three feeding modes (continuous, batch, or semi-batch), the reactor capable of continuous operation is more convenient, requires less labor, and contributes to the economy of scale and the reduction of operating costs [36].
Ecological Criteria
Pyrolysis is an endothermic process that requires a lot of thermal energy for its operation [37]. Usually, non-renewable energy sources are employed to cover this need. Indeed, reactor heating to the desired pyrolysis temperature (300–700 °C) is achieved by electrical energy, by-product recycling (biogas and/or biochar), or by the use of fossil fuels [38]. However, solar energy application in pyrolysis reduces energy costs and minimizes greenhouse gas emissions caused by using non-sustainable energy sources. Furthermore, each type of pyrolysis reactor has advantages and disadvantages according to the solar coupling ability criterion. Another essential criterion to consider is the “Emissions of harmful substances” by the pyrolysis process. In fact, the pyrolysis process is considered one of the most environmentally friendly thermochemical conversion processes [22]. However, MSW pyrolysis products often contain non-negligible substances amounts that are harmful to the environment and human health. In particular, harmful gases such as HCN and NH3 are contained in the gas fraction. Also, polycyclic aromatic hydrocarbons (PAH) and dioxins and furans (PCDD/F) contained mainly in pyrolysis bio-oil, as well as heteroatoms (S, Cl, and O) and heavy metals (Cd, Pb, Zn, Cu, and Hg) that can be found mainly in biochar [39, 40].Thus, it is essential to consider the “Solar coupling ability” and “Emissions of harmful substances” as criteria to choose the most efficient reactor for MSW pyrolysis.
Decision Matrix Determination
The DM determination was relied on a literature review to justify the linguistic variables, expressing the difference in performances between pyrolysis reactors. The considered linguistic notations are: very poor (VP); poor (P); medium poor (MP); fair (F); medium good (MG); good (G); and very good (VG).
Matrix of Techno-economic Criteria
Heat Transfer
Depending on the movement nature of feedstock and heat carrier material particles, each reactor has a different heat transfer mechanism. For the fixed bed reactor, heat is mainly transferred by conductivity through the reactor wall to the fixed bed of particles. Carrier gas introduced into the reactor at a very low speed does not allow the entrainment of bed particles. This fixed character of the particles explains the heat transfer difficulty through the fixed bed reactor. In the case of the fluidized bed reactor, the entrainment of carrier gas at high speed promotes the intense fluidization of bed particles. Also, the heat carrier material promotes feedstock fragmentation. It thus helps increase the heat exchange surface between bed particles to ensure a good heat transfer and to make the reactor's internal temperature more uniform [41]; This explains the fluidized bed reactor's high heat transfer coefficient compared to the fixed bed reactor [40]. The intense contact between bed particles and the reactor wall can also be achieved through mechanical movements of pyrolysis reactor parts. Indeed, for rotary kiln, rotary movement of the reactor wall allows the movement of particles in contact with the wall to promote heat transfer by conduction through the bed. This can explain the rotary kiln's moderately low heat transfer coefficient compared to other reactors' performances [42]. For the screw reactor, instead of rotation of the entire reactor body, bed particle movement is promoted by screw rotation. Especially the twin-screw reactors avoid adherent deposits of sticky coal in the heating zone and encourage more mixing and heat transfer in the system [43]. Therefore, the screw reactor is considered more efficient in heat transfer than the rotary kiln reactor, with a moderately high heat transfer coefficient [42]. The reactor with the highest heat transfer performance is the most favorable for the heat transfer sub-criterion. Therefore, linguistic variables can be expressed as follows: the fluidized bed reactor has a “good” rating, the screw reactor has a “medium good” preference, the rotary kiln reactor has a “medium poor” rating, and the fixed bed reactor has a “very poor” score.
Feedstock Particle Size
For some pyrolysis reactors, it is essential to use feedstock with very fine particles to maximize pyrolysis bio-oil production. However, others are indifferent to particle size and have close performances in bio-oil production to other reactor types, which is preferable. Indeed, a large bed particle size generates heavy carbon particles. Thus, for the fluidized bed reactor they cannot be efficiently entrained out of the reactor by the carrier gas [44]. The feedstock supplied to this reactor type must be very fine (0.5-2 mm), so it can float easily in the fluid [45]. Hence, the fluidized bed reactor is very sensitive to feedstock particle size. In contrast, for fixed bed reactors, several researchers have observed the small influence of particle size on bio-oil production from biomass pyrolysis [46,47,48]. Although more studies are needed to investigate this effect for heterogeneous MSW in this reactor type, it can be concluded, at least for solid biomass, that the fixed bed reactor is indifferent to the feedstock particle size compared to the fluidized bed reactor. Most studies performed in the screw reactor have worked on particle sizes ranging from 0.2 mm up to 5 mm [45], because larger particles can easily block the reactor feed section. Hence, the screw reactor is somewhat sensitive to particle size compared to the fluidized bed reactor [49, 50]. However, Antoniou and Zabaniotou [51] showed that the particle size variation does not significantly impact bio-oil production in rotary kiln reactor. For tires containing a considerable percentage of volatile matter, the rotary kiln reactor generally yields comparable bio-oil quantities to the screw reactor and slightly less than the fluidized bed reactor, even for large particle sizes [52]. For alternatives evaluation, the most sensitive reactor to particle size is the less favorable. Therefore, a “very poor” rating was given to the fluidized bed reactor, a “medium poor” preference to the screw reactor, and a “good” rating for rotary kiln and fixed bed reactors.
Biochar Residence Time
The residence time of biochar in a pyrolysis reactor influences the reactor heat, mass transfer, and chemical reactions between the gas and the solids bed [45]. The long residence time of biochar in the reactor decreases the energy efficiency. It favors the cracking of long molecules of volatile products, which minimizes the bio-oil yield [32]. Biochar evacuation in a batch mode fixed bed reactor can be done manually or automatically through a valve or a portal at the base of the reactor after the complete evacuation of volatiles. This reactor type has a long residence time of biochar compared to the fluidized bed reactor [53]. In continuous mode, a fixed bed reactor requires a lot of sensors and detectors to synchronize the biochar evacuation with feedstock feeding [54]. Thus, the residence time of biochar is difficult to control in this reactor type. A high fluidization velocity decreases the solid's residence time in the fluidized bed reactor, which can significantly reduce its overall conversion efficiency [55]. Sometimes it is difficult to control the fluidization velocity, whose optimal value can change instantaneously depending on operating conditions. Therefore, for the fluidized bed reactor, the fine particle's residence time is moderately controllable using the fluidization rate. Solid residence time in a rotary kiln depends on reactor dimensions, operating parameters, and feedstock properties. It can be adjusted by varying the reactor inclination and the rotation speed [56]. For the screw reactor, solids residence time depends on reactor length, the screw pitch, and its rotational speed. Indeed, the reactor screw allows good control of feedstock residence time in the heating zone [57]. It allows, at the same time, the evacuation of biochar and the contact of solid particles with the heating source to guarantee a sufficient reaction time [58]. Therefore, residence time in rotary kiln and screw reactor is easily controlled. For controllability of the biochar residence time sub-criterion, a high rating was assigned to the reactor that is easier to control. Thus, the assignment of linguistic ratings for each reactor is as follows: “very poor” for the fixed bed reactor, “fair” for the fluidized bed reactor, and “good” for both rotary and screw reactors.
Carrier Gas Flow Rate
Increasing carrier gas velocity is essential to ensure the rapid evacuation of volatile products. It reduces volatiles average residence time in the reactor hot zone and minimizes secondary reactions: thermal cracking, depolymerization, and decondensation, to maximize the bio-oil yield [59]. However, the optimization of gas velocity is essential. Since by increasing gas velocity, volatiles are transported rapidly to the condenser before the pyrolysis reactions completion, which minimizes bio-oil production [47]. The fluidized bed reactor requires high carrier gas velocity [43], which helps on suspending the solid particles in the gas stream and ensuring stable fluidization throughout the reactor volume [60]. In addition, the vapor residence time is controlled using the carrier gas flow rate, and it is usually set between 0.5 and 2 s [44]. On the other hand, in the fixed bed reactor, the carrier gas is usually introduced at low velocity to maintain the fixation of bed particles. For the rotary kiln reactor, Acevedo and Barriocanal [61] showed that by increasing carrier gas flow rate, the bio-oil yield increases, and that of heavy oils decreases in favor of light oils. This effect is explained by the secondary reaction's contribution to volatile product cracking, favoring the production of non-condensable gases. However, these reactions help increase the bio-oil calorific value by decreasing its oxygenated components [61]. The use of carrier gas in the case of rotary kiln reactor also allows heat transfer improvement by convection and the rapid escape of volatile products. It does not allow biochar evacuation as in the case of the fluidized bed reactor [62]. Thus, rotary kiln requires a moderately low gas velocity. In the screw reactor, the pyrolysis vapors are often transported along the entire length of the reactor or even through the hot coal, which promotes vapors cracking into less valuable light gases [43]. These conditions minimize bio-oil yield and require installing evacuation devices along the reactor. Thus, carrier gas in screw reactor has the same functionalities as in rotary kiln. Therefore, the required velocity of the screw reactor carrier gas is moderately low. For the assignment of the linguistic values, the reactor requiring a higher carrier gas velocity was considered the least favorite because it consumes a lot of energy. Hence, in this case, the attributed notations are the following: “poor” preference value for the fluidized bed reactor, “good” notation for the fixed bed reactor, and “medium good” rating for rotary and screw reactors.
Maintenance Requirements
In the four preselected reactors, two main anomalies have been the subject of several studies [63,64,65]; especially metal parts wear and particle aggregation inside the reactor. To classify pyrolysis reactors in terms of their maintenance requirements, we also consider their mechanical and functional complexity. Indeed, a reactor that requires several moving mechanical parts needs more lubrication and can encounter alignment problems between the mechanical parts. Moreover, if the control of the operating parameters is difficult, the probability of malfunctions occurrence increases. Internal wall erosion is one of the main problems for the fluidized bed reactor. In fact, under high-temperature conditions, the frequency and intensity of shocks of fluidized particles driven by the carrier gas at high-speed cause wall material degradation, even if it is made of alloyed steel to resist such conditions [66]. In addition, the bed particle agglomeration phenomenon is one of the often-encountered problems by this reactor. Nisamaneenate et al. [63] stated that bed agglomeration leads to plant shutdown, and it is costly concerning maintenance. Regarding functional complexity, this reactor type requires a complex control system to ensure the successful fluidization of bed particles. Therefore, it can be stated that the fluidized bed reactor requires a high level of maintenance [40]. In the case of the screw reactor, frictions between the moving screw and bed particles lead to screw erosion. Also, the screw can be subjected to deformation or blockage in case of ungrounded feedstock or overloading [40, 67]. Besides, the presence of sophisticated moving mechanical parts amplifies the mechanical complexity of this reactor type. Thus, it can require moderately high maintenance [40]. The rotary kiln is also subjected to erosion due to friction between the rotating wall and the bed particles. Also, it is mechanically complex, as it involves several rotating parts: rotation of the entire wall in relation to the toothed and smooth support wheels [68]. But the maturity of this technology allows good control and prevention of anomalies. For example, stirring balls prevent agglomeration of the bed particles [69]. Therefore, the rotary kiln requires moderately low maintenance. Fixed bed reactor operation does not require moving parts or bed particles fluidization that can lead to reactor material erosion. Besides, bed particles agglomeration is not a problem during fixed bed operation. As a result, maintenance requirements for the fixed bed reactor are said to be low. Hence, considering that the reactor requiring higher maintenance is less preferred, the linguistic notations are as follows: “poor” preference for the fluidized bed reactor, “medium poor” score for the screw reactor, “good” rating for the fixed bed reactor and “medium good” preference for rotary kiln reactor. Table 1 shows the DM that summarizes the different preference weights in the form of linguistic values assigned to the techno-economic sub-criteria for each alternative.
Matrix of Industrial Application
Scalability
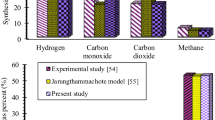
For pyrolysis, to meet the industrial scale operation requirements, the reactor should have the capacity to process different feedstock types, less requirements on feedstock pretreatment (particle size and moisture), low additives requirements, high heat transfer efficiency, and large processing capacity [70]. The rotary kiln reactor is used for MSW pyrolysis up to the capacity of 150,000 tons/year [60]. Fabian et al. [71] showed that by increasing the feedstock flow rate, the reactor length/diameter ratio increases, and thus at a large scale, the rotary kiln reactor becomes thinner. Junqing et al. [72] showed that large-scale production does not greatly influence bio-oil properties compared to small-scale production. Also, the biogas composition (H2, CO, N2, and CH4) remains almost the same for different scales. Besides, a tendency towards small chain hydrocarbons formation was noticed at the large scale due to the cracking reactions. These characteristics make this reactor a good solution for different scales. In Europe, several screw reactor technologies are scaled up from 15 kg/h to 500 kg/h for different feedstock types (forestry waste, plastic, used tires, and industrial sludge….). However, the major drawback of this reactor is its low heat transfer efficiency at large scale [43]. This problem can be addressed by working on multi-reactor installations or by increasing the mass flow rates of the heat carrier material. Nevertheless, these solutions may increase the process investment cost as well as the energy consumption. However, the fluidized bed has a very good scaling-up potential, as it is already scaled up to many commercial units worldwide, with some design improvements [73]. Indeed, a leading Canadian company in circulating fluidized bed technology built eight commercial pyrolysis plants with capacities ranging from 1 to 100 t/day [74]. According to Gholizadeh et al. [60], the fixed bed reactor is hardly used at an industrial scale for MSW pyrolysis. It is generally used in laboratory scale units to evaluate the pyrolysis operating parameters. This literature review allowed us to compare and rank the four preselected reactors regarding their scalability. The fluidized bed reactor was given a “very good” score, followed by the rotary kiln with a “good” score, then the screw reactor with a “fair” preference, and finally, the fixed bed reactor, which is difficult to scale up with a ‘poor” score.
Feeding Mode
In general, MSW pyrolysis can be performed in batch, semi-batch, or continuous mode operation. The later insures larger capacity, lower operating cost, and easy scale up. The fixed bed reactor could be a suitable type for batch/semi-batch operations. However, the main problem during its continuous mode operation is the low heat transfer, especially, for feedstock particles located in the bed central part, resulting in a low bio-oil yield [60]. Feeding mode in the fluidized bed reactor can be continuous or batch. Indeed, during the reactor feeding, the feedstock particles need to be carefully sifted to achieve a narrow particle size distribution. Fine particles must be introduced near the base of the bed. Otherwise, they will be quickly carried out of the bed before pyrolysis completion [44]. However, heterogeneous feedstock with high volatile content (MSW and mixed plastics) is preferably fed near the base of the bed at multiple entry points. So, good initial mixing between carrier gas and feedstock particles is achieved [55]. The simple design of the screw reactor allows its operation in continuous or semi-continuous mode, and the feeding rate varies according to the type of feedstock [43]. Nevertheless, the continuous feeding of the mixed MSW in the screw reactor poses a problem of rapid vaporization of the plastic against the biomass, which remains solid [60]. Rotary kiln reactor is more used in batch or semi-batch mode. The sales manager of Shangqiu Ruixin General Equipment Manufacture Co, Ltd mentioned that continuous rotary kiln reactor is still an immature technology [75]. Continuous operation requires more investment and operation costs compared to batch operation, as it requires rigorous feedstock pretreatment and more control and management points.
According to this comparative study between the four reactors for the feeding mode sub-criterion, the highest score was attributed to the reactor that can operate continuously. Therefore, fluidized bed and screw reactors have a “fair” score since they can operate well in continuous mode, at least for a feedstock with homogeneous characteristics. The rotary reactor was given a “medium poor score” since it has the potential for continuous operation after some ameliorations. A “very poor score” was given to the fixed bed reactor since it can operate only in batch mode. Table 2 shows the DM of linguistic scores already assigned to the four alternatives for the industrial application criteria.
Ecological Criteria
Solar Coupling Ability
Very few studies exist on coupling rotary kiln pyrolysis reactors to solar energy, even at the laboratory scale. Grassman et al. [76] produced biochar by pyrolysis of biomass using a prototype of a solar rotary kiln reactor. However, the system encountered heat transfer problems inside the reactor, which led to an incomplete pyrolysis reaction. The rotary kiln coupling ability with solar energy was tested for other metallurgical and chemical processes. One of the used methods to heat rotary kiln reactor is the direct heating of feedstock mixed with heat transfer material inside the reactor by letting in solar radiations through a well-positioned window [77]. This solar heating technique often encounters problems with lateral temperature distribution (high-temperature gradient) along the reactor. In addition, the window made of transparent materials is subject to thermal shocks that can break it or degrade its transmittance. Besides, solar radiation negatively influences temperature measurements inside the reactor: contact thermocouples can be damaged, and remote temperature measurement methods cannot differentiate between reflected and emitted radiation [77]. Fluidized bed reactor coupling with solar energy has been specially studied for gasification rather than pyrolysis [78,79,80]. Indirect coupling of fluidized bed reactors through a solar wall or heat transfer material heating can overcome the scaling up and temperature homogenization difficulties in direct coupling. Suárez-Almeida et al. [81]] studied solar heating through a solid heat carrier material. They have shown that their model has great potential for short and medium-term scaling. However, this configuration presents challenges in gasification unit design and solids flow control that should be the focus of future investigations.
The fixed-bed solar reactor has been widely studied at the laboratory scale in the pyrolysis process [38, 82,83,84,85]. Considerable variation in bio-oil yield was found between these studies, which may be due to variations in feedstock type, operating parameters, and the use of different pyrolysis technology configurations, designs, and scales. The authors concluded a maximum bio-oil yield of 50%, a reduction of CO2 emissions by 32%, and a considerable reduction in fuel costs [86]. Screw reactor coupling with solar energy is very rare in literature. One of the few applications found was performed by Sohaib [87], who designed a horizontal screw sludge pyrolysis reactor coupled with a solar concentrator. However, the solar coupling is not very clear in this study, and the choice of the screw reactor for this coupling was not well justified. For thermochemical processes, more efforts should be made to explore this configuration's potential in the solar coupling, especially for the pyrolysis process. In conclusion, the reactor with fewer technical difficulties in solar coupling is ranked first for this criterion. Zsembinszki et al. [88] have already compared reactors used for solid–gas and thermochemical decomposition regarding their solar applications, specifically, fixed bed, rotary kiln, and fluidized bed reactors. Among 68 of these reactors reported in the literature, the fixed bed reactor is the one mostly used in solar coupling (50%), followed by the fluidized bed reactor (21%) and then the rotary furnace reactor (15%). Indeed, it is clear that the research in the solar coupling of fixed bed reactors is in a more advanced stage than the other reactors. Moreover, the popularity of a solar-coupled reactor is a sign of its technical maturity in solar coupling. In addition, it is true that the fluidized bed reactor is more efficient in heat transfer between bed particles and has great scale-up potential compared to the fixed bed reactor. However, the latter remains the most mature pyrolysis reactor for solar coupling, and its difficulties in scaling up and heat transfer were already considered in the techno-economic criterion. Therefore, for the solar coupling ability criterion, fixed bed reactor can be given a “very good” score, fluidized bed reactor a “good” score, rotary kiln reactor a “fair” rating, and screw reactor a “very poor” score.
Emissions of Harmful Substances
Harmful substances fraction in pyrolysis products varies considerably depending on the type and composition of the feedstock, the operating conditions, the type and size of the pyrolysis reactor [39]. A very limited number of investigations have been directed toward studying the reactor type influence on the degree of toxicity of pyrolysis products [89,90,91,92,93]. This makes it difficult to draw general conclusions on the ecological performance of the studied reactor types. Mohr et al.[89] showed that the bio-oil produced from MSW pyrolysis in the rotary kiln reactor contains more PCDD/F than biochar and biogas products. In addition, the Toxic Equivalency Factor (TEF) of pyrolysis products from this reactor is three times greater than that of the feedstock. In comparison, batch reactor biochar contains more dioxins, furans, and PCDD/F. Also, the output TEF is 11 times higher than the input TEF. One of the advantages of rotary kiln reactor, compared to other reactors (e.g., fixed bed), is its flexibility in adjusting residence time, which can help to control products composition and thus to improve its environmental performance. In addition, the geometry and operating mode of rotary kiln reactor offer the possibility to use alumina balls to destroy PAH molecules [69], which is a less costly solution for harmful product reduction. Therefore, the rotary kiln reactor can be given a “medium good” score. However, further studies are needed to determine the optimal size of alumina balls to maximize their grinding effect. In addition, feedstock residence time in rotary kiln reactor needs to be optimized to reduce pollutant products while maintaining a high bio-oil yield. Studies in this context still need to be answered for the other reactors. In particular, the fluidized bed reactor has a unique ability to retain heteroatoms, allowing it to have a “fair” preference. The microwave effect applied to the screw reactor can also limit the macromolecules production. However, it remains an expensive option. Thus, the screw reactor was given a “medium poor” rating. The fixed bed reactor is less flexible to less expensive improvements. Therefore, it was given a “poor” score. Table 3 represents the DM of the justified linguistic notations corresponding to ecological criteria.
The linguistic notations synthesized from the literature review (Tables 1, 2, and 3) were converted to fuzzy triangular numbers by applying the same conversion table as Rani et al. [94], allowing us to obtain the matrix \(\widetilde{M}\) of fuzzy values. Table 4 gives the DM of fuzzy values. This matrix shows the preference assigned to each reactor type, considering techno-economical, industrial, and ecological criteria. The DM is used in the next step to classify pyrolysis reactors.
Pyrolysis Reactor Classification
Criteria Weights Calculation
The weight of each sub-criterion was calculated, following the procedure described in the “Weighting Methods” section, using Eqs. (16–20) and (21–23) for Entropy and CRITIC, respectively. These objective methods were calculated based on the matrix \(\widetilde{\mathrm{M}}\) data (Table 4). The obtained results are presented in Fig. 4. This figure shows that with different rankings, both methods assign the highest weights to particle size, heat transfer, and solar coupling criteria. All these criteria directly affect the energy consumption of the pyrolysis unit. Indeed, knowing that the energy consumption is a great deal for pyrolysis technologies, it is more beneficial to give these criteria more importance in our decision-making process. In addition, Entropy gave the lowest weight to the carrier-gas flow rate criterion because the three alternatives: rotating kiln, screw, and fixed bed reactors, have almost the same performance for this criterion. Therefore, the carrier gas flow rate's relative importance for the decision process is low. Furthermore, considering pyrolysis to be an ecological process, the attributed scores to the alternatives for the Emission of harmful substances criterion are comparable, which minimizes the importance of this criterion weight as well. Therefore, the CRITIC and Entropy methods ranked the weight of this criterion as the last one and second to the last, respectively. However, other sub-criteria, such as biochar residence time, maintenance requirements, and feeding mode, were classified differently by the two weighting methods. Indeed, this variation of criteria weights classification obtained by the Entropy and CRITIC methods is due to the calculation procedure. Both methods consider the information expressed by the score’s distribution of alternatives for a single criterion [95]. Using probability theory, Entropy allows criteria weights calculation based on the intensity of contrast between weights of alternatives for each criterion. The more different the scores attributed to alternatives for a criterion, the greater the criterion weight. However, the CRITIC method has additional advantages. It considers both contrast intensity and the conflicting relationship between each pair of criteria. The contrast intensity is quantified using the standard deviation or any other index of score divergence (Entropy or variance). Besides, the conflicting relationship between each pair of criteria is measured by removing the interdependence between them. Accordingly, the CRITIC method can reflect more information about criteria competition rather than the Entropy method [30]. Therefore, different criteria weight values were obtained by the two methods. The Spearman correlation coefficient was used to ascertain the relationship between weights classification given by Entropy and CRITIC methods. The calculation of this coefficient gave a positive value of 0.66, which shows a considerable dependence between the ranking of criteria weights given by the two methods.

Criteria weights obtained from Entropy and CRITIC methods
The final ranking of the pyrolysis reactors was based on the Entropy-FTOPSIS and CRITIC-FTOPSIS methods, using Eqs. (2–15) described in the “TOPSIS and FTOPSIS” section. Indeed, the calculated weights by each weighting method (Entropy, CRITIC) were integrated into the FTOPSIS method. The obtained ranking results are grouped in Table 5, showing that the rotary kiln is ranked first, followed by the fluidized bed reactor, then the screw reactor is ranked before the fixed bed reactor. The two weighting methods (Entropy, CRITIC) combined with FTOPSIS give a perfectly similar ranking of alternatives, so both methods provide satisfactory results for selecting efficient pyrolysis technology. As far as we know, CRITIC-FTOPSIS was scarcely used in the literature compared to Entropy-FTOPSIS for a multi-criteria decision problem. This work demonstrated the credibility of the CRITIC-FTOPSIS combination's results and its reliability for a multi-criteria decision problem. Moreover, the results similarity can be due to the consistency of criteria weights ranking given by the two objective methods, which was proven by the Spearman coefficient. Also, it can be due to the FTOPSIS robustness to the variation of criteria weights. Thus, the FTOPSIS robustness is tested in the next section using sensitivity analysis.
Sensitivity Analysis
Sensitivity analysis consists of giving each sub-criterion the greatest weight 0.5 and sharing the rest, i.e., 0.5 among the eight other criteria, which is 0.0625 for each criterion. This operation was repeated nine times. The objective is to evaluate the FTOPSIS sensitivity to ensure that the reactors ranking is not too sensitive to the sub-criteria weight’s variation. Also, to determine the criteria whose variation influences this solution. Figure 5 presents the results of this sensitivity study. This figure shows that the FTOPSIS method is robust and not sensitive to considerable weight variation, with a percentage of 67%. In 6 out of 9 experiments rotary kiln is the optimal solution. Indeed, this reactor is always ranked first by attributing high weights to the sub-criteria of feedstock particle size, biochar residence time, carrier gas flow rate, maintenance requirements, scalability, and emissions of harmful substances. However, the rotary kiln is not ranked first for heat transfer, feeding mode, and solar coupling criteria. Moreover, efforts are being made to increase heat transfer in this reactor type, mainly by using heat transfer materials (sand, metal balls) [96], catalysts [97], as well as reactor internal geometry improvement [98]. In addition, one of the methods used to enable efficient continuous operation of rotary kilns is the combination of two reactors operating in batch mode. Indeed, alternative unloading and feeding of the two reactors allow for maximizing resource recovery (gas can be shared) to reduce thermal energy costs. In addition, indirect solar heating can overcome the limitations caused by the direct coupling of rotary kilns with solar energy. For example, heating the reactor wall or using an intermediate heat transfer fluid gives more freedom to use a conventional kiln reactor with a good scalability potential [99]. However, more investigations are needed to improve the heat transfer, scalability, and solar coupling ability of rotary kilns for MSW pyrolysis.

Sensitivity analysis results
Conclusion
This work compared four pyrolysis reactors to choose the most suitable one for MSW valorization into bioenergy. Based on the different MCDM methods, a robust decision-making method was selected. Starting with the assignment of linguistic notations, their justification, and conversion into fuzzy values, and concluding with the final ranking of alternatives using Entropy-FTOPSIS and CRITIC-FTOPSIS methods. For criteria selection, all techno-economic, ecologic, and industrialization aspects were considered. The two methods, Entropy-FTOPSIS and CRITIC-FTOPSIS, allowed us to select the rotary kiln as the optimal solution for MSW pyrolysis into high-energy biofuel. The decision-making process was confirmed to be robust by sensitivity studies. Finally, the method used also allowed us to determine the main axes of development in future investigations, especially: the improvement of heat transfer, feeding mode, and solar coupling ability of the rotary kiln pyrolysis reactor.
Data Availability
No further data was used for the research described in the present article.
References
Nanda, S., Berruti, F.: A technical review of bioenergy and resource recovery from municipal solid waste. J. Hazard. Mater. 403, 123970 (2021). https://doi.org/10.1016/j.jhazmat.2020.123970
Sector by sector: where do global greenhouse gas emissions come from?, Our World Data. (n.d.). https://ourworldindata.org/ghg-emissions-by-sector (accessed September 4, 2021).
Hasan, M.M., Rasul, M.G., Khan, M.M.K., Ashwath, N., Jahirul, M.I.: Energy recovery from municipal solid waste using pyrolysis technology: A review on current status and developments. Renew. Sustain. Energy Rev. 145, 111073 (2021). https://doi.org/10.1016/j.rser.2021.111073
Kamzon, M.A., Abderafi, S., Bounahmidi, T.: Multi-objective optimization of the first stage dilute sulfuric acid hydrolysis of Moroccan beet pulp. Biomass Convers. Biorefinery. (2021). https://doi.org/10.1007/s13399-021-01475-0
Tgarguifa, A., Abderafi, S., Bounahmidi, T.: Energetic optimization of Moroccan distillery using simulation and response surface methodology. Renew. Sustain. Energy Rev. 75, 415–425 (2017). https://doi.org/10.1016/j.rser.2016.11.006
Mabrouki, J., Guedri, K., Abbassi, M.A., Omri, A., Jeguirim, M.: Simulation of the fast pyrolysis of Tunisian biomass feedstocks for bio-fuel production. Comptes Rendus Chim. 19, 466–474 (2016). https://doi.org/10.1016/j.crci.2015.09.020
Aboudaoud S, El Kourdi S, Abderafi S, Abbassi MA, (2021) Municipal Solid Waste Generation from Morocco and Tunisia, and their Possible Energetic Valorization, in: 2021 9th Int. Renew. Sustain. Energy Conf. IRSEC, 2021: pp. 1–6. https://doi.org/10.1109/IRSEC53969.2021.9741166
The Climate Chance Observatory team.’Moroccan society’s uneven response to the proliferation of waste’. https://www.climate-chance.org/wp-content/uploads/2020/03/cp-waste_morocco_english.pdf, (n.d.).
Ministère des Affaires Locales et de l’Environnement,’Deuxième Rapport Biennal de laTunisie ’ 2016, (n.d.).
Matsakas, L., Gao, Q., Jansson, S., Rova, U., Christakopoulos, P.: Green conversion of municipal solid wastes into fuels and chemicals. Electron. J. Biotechnol. 26, 69–83 (2017). https://doi.org/10.1016/j.ejbt.2017.01.004
Singh, S., Tagade, A., Verma, A., Sharma, A., Tekade, S.P., Sawarkar, A.N.: Insights into kinetic and thermodynamic analyses of co-pyrolysis of wheat straw and plastic waste via thermogravimetric analysis. Bioresour. Technol. 356, 127332 (2022). https://doi.org/10.1016/j.biortech.2022.127332
Tagade, A., Kirti, N., Sawarkar, A.N.: Pyrolysis of agricultural crop residues: an overview of researches by Indian scientific community. Bioresour. Technol. Rep. 15, 100761 (2021). https://doi.org/10.1016/j.biteb.2021.100761
Ourya, I., Abderafi, S.: Clean technology selection of hydrogen production on an industrial scale in Morocco. Results Eng. 17, 100815 (2023). https://doi.org/10.1016/j.rineng.2022.100815
Afrane, S., Ampah, J.D., Jin, C., Liu, H., Aboagye, E.M.: Techno-economic feasibility of waste-to-energy technologies for investment in Ghana: a multicriteria assessment based on fuzzy TOPSIS approach. J. Clean. Prod. 318, 128515 (2021). https://doi.org/10.1016/j.jclepro.2021.128515
Torkayesh, A.E., Malmir, B., Rajabi Asadabadi, M.: Sustainable waste disposal technology selection: the stratified best-worst multi-criteria decision-making method. Waste Manag. 122, 100–112 (2021). https://doi.org/10.1016/j.wasman.2020.12.040
Spreafico, C., Russo, D., Spreafico, M.: Investigating the evolution of pyrolysis technologies through bibliometric analysis of patents and papers. J. Anal. Appl. Pyrolysis. (2021). https://doi.org/10.1016/j.jaap.2021.105021
Wan Mahari, W.A., Azwar, E., Foong, S.Y., Ahmed, A., Peng, W., Tabatabaei, M., Aghbashlo, M., Park, Y.-K., Sonne, C., Lam, S.S.: Valorization of municipal wastes using co-pyrolysis for green energy production, energy security, and environmental sustainability: a review. Chem. Eng. J. 421, 129749 (2021). https://doi.org/10.1016/j.cej.2021.129749
Gao, N., Kamran, K., Quan, C., Williams, P.T.: Thermochemical conversion of sewage sludge: a critical review. Prog. Energy Combust. Sci. 79, 100843 (2020). https://doi.org/10.1016/j.pecs.2020.100843
Zola, F.C., Colmenero, J.C., Aragão, F.V., Rodrigues, T., Junior, A.B.: Multicriterial model for selecting a charcoal kiln. Energy 190, 116377 (2020). https://doi.org/10.1016/j.energy.2019.116377
Ilbahar, E., Cebi, S., Kahraman, C.: A state-of-the-art review on multi-attribute renewable energy decision making. Energy Strategy Rev. 25, 18–33 (2019). https://doi.org/10.1016/j.esr.2019.04.014
Shahnazari, A., Rafiee, M., Rohani, A., Bhushan Nagar, B., Ebrahiminik, M.A., Aghkhani, M.H.: Identification of effective factors to select energy recovery technologies from municipal solid waste using multi-criteria decision making (MCDM): a review of thermochemical technologies. Sustain. Energy Technol. Assess 40, 100737 (2020). https://doi.org/10.1016/j.seta.2020.100737
Alao, M.A., Ayodele, T.R., Ogunjuyigbe, A.S.O., Popoola, O.M.: Multi-criteria decision based waste to energy technology selection using entropy-weighted TOPSIS technique: the case study of Lagos Nigeria. Energy 201, 117675 (2020). https://doi.org/10.1016/j.energy.2020.117675
Tscheikner-Gratl, F., Egger, P., Rauch, W., Kleidorfer, M.: Comparison of multi-criteria decision support methods for integrated rehabilitation prioritization. Water 9, 68 (2017). https://doi.org/10.3390/w9020068
Noori, A., Bonakdari, H., Morovati, K., B.: Gharabaghi, development of optimal water supply plan using integrated fuzzy delphi and fuzzy ELECTRE III methods—case study of the Gamasiab basin. Expert Syst (2020). https://doi.org/10.1111/exsy.12568
Hwang, C.-L., Yoon, K.: Multiple Attribute Decision Making: Methods and Applications A State-of-the-Art Survey. Springer-Verlag, Berlin Heidelberg (1981)
Behzadian, M., Khanmohammadi Otaghsara, S., Yazdani, M., Ignatius, J.: A state-of the-art survey of TOPSIS applications, expert syst. Appl. 39, 13051–13069 (2012). https://doi.org/10.1016/j.eswa.2012.05.056
Zadeh, L.A.: Fuzzy sets. Inf. Control. 8, 338–353 (1965). https://doi.org/10.1016/S0019-9958(65)90241-X
da Silva, D.J.C., Schaefer, J.L., Baierle, I.C., da Veiga, C.P., Júnior, A.N.: Proposition of the waste management model. Resour. Conserv. Recycl. Adv. 15, 200114 (2022). https://doi.org/10.1016/j.rcradv.2022.200114
Anwar, M., Rasul, M.G., Ashwath, N.: The efficacy of multiple-criteria design matrix for biodiesel feedstock selection. Energy Convers. Manag. 198, 111790 (2019). https://doi.org/10.1016/j.enconman.2019.111790
Li, L., Mo, R.: Production task queue optimization based on multi-attribute evaluation for complex product assembly workshop. PLos One 10, e0134343 (2015). https://doi.org/10.1371/journal.pone.0134343
Şahin, M.: A comprehensive analysis of weighting and multicriteria methods in the context of sustainable energy. Int. J. Environ. Sci. Technol. 18, 1591–1616 (2021). https://doi.org/10.1007/s13762-020-02922-7
Bridgwater, A.V.: Review of fast pyrolysis of biomass and product upgrading. Biomass Bioenerg. 38, 68–94 (2012). https://doi.org/10.1016/j.biombioe.2011.01.048
Fivga, A., Dimitriou, I.: Pyrolysis of plastic waste for production of heavy fuel substitute: a techno-economic assessment. Energy 149, 865–874 (2018). https://doi.org/10.1016/j.energy.2018.02.094
Arbogast, S., Bellman, D., Paynter, J.D., Wykowski, J.: Advanced bio-fuels from pyrolysis oil: the impact of economies of scale and use of existing logistic and processing capabilities. Fuel Process. Technol. 104, 121–127 (2012). https://doi.org/10.1016/j.fuproc.2012.04.036
Ghodrat, M., Abascall Alonso, J., Hagare, D., Yang, R., Samali, B.: Economic feasibility of energy recovery from waste plastic using pyrolysis technology: an Australian perspective. Int. J. Environ. Sci. Technol. 16, 3721–3734 (2019). https://doi.org/10.1007/s13762-019-02293-8
Al-Salem, S.M., Antelava, A., Constantinou, A., Manos, G., Dutta, A.: A review on thermal and catalytic pyrolysis of plastic solid waste (PSW). J. Environ. Manage. 197, 177–198 (2017). https://doi.org/10.1016/j.jenvman.2017.03.084
Ndukwu, M.C., Horsfall, I.T., Ubouh, E.A., Orji, F.N., Ekop, I.E., Ezejiofor, N.R.: Review of solar-biomass pyrolysis systems: focus on the configuration of thermal-solar systems and reactor orientation. J. King Saud Univ. - Eng. Sci. (2020). https://doi.org/10.1016/j.jksues.2020.05.004
Joardder, M.U.H., Halder, P.K., Rahim, M.A., Masud, M.H.: Solar Pyrolysis. In: Clean Energy for Sustainable Development, pp. 213–235. Elsevier, Amsterdam (2017)
Zhou, H., Wu, C., Onwudili, J.A., Meng, A., Zhang, Y., Williams, P.T.: Polycyclic aromatic hydrocarbons (PAH) formation from the pyrolysis of different municipal solid waste fractions. Waste Manag. 36, 136–146 (2015). https://doi.org/10.1016/j.wasman.2014.09.014
Chen, D., Yin, L., Wang, H., He, P.: Reprint of: pyrolysis technologies for municipal solid waste: a review. Waste Manag. 37, 116–136 (2015). https://doi.org/10.1016/j.wasman.2015.01.022
Materazzi, M., Lettieri, P.: Fluidized Beds for the Thermochemical Processing of Waste. In: Reference of Module in Chemical Molecular Science and Chemical Engineering, p. B9780124095472122000. Elsevier, Amsterdam (2017)
Funke, A., Grandl, R., Ernst, M., Dahmen, N.: Modelling and improvement of heat transfer coefficient in auger type reactors for fast pyrolysis application. Chem. Eng. Process. - Process Intensif. 130, 67–75 (2018). https://doi.org/10.1016/j.cep.2018.05.023
Campuzano, F., Brown, R.C., Martínez, J.D.: Auger reactors for pyrolysis of biomass and wastes. Renew. Sustain. Energy Rev. 102, 372–409 (2019). https://doi.org/10.1016/j.rser.2018.12.014
Isahak, W.N.R.W., Hisham, M.W.M., Yarmo, M.A., Yun Hin, T.: A review on bio-oil production from biomass by using pyrolysis method. Renew. Sustain. Energy Rev. 16, 5910–5923 (2012). https://doi.org/10.1016/j.rser.2012.05.039
Brassard, P., Godbout, S., Raghavan, V.: Pyrolysis in auger reactors for biochar and bio-oil production: a review. Biosyst. Eng. 161, 80–92 (2017). https://doi.org/10.1016/j.biosystemseng.2017.06.020
David, E., Kopac, J.: Pyrolysis of rapeseed oil cake in a fixed bed reactor to produce bio-oil. J. Anal. Appl. Pyrolysis. 134, 495–502 (2018). https://doi.org/10.1016/j.jaap.2018.07.016
Garg, R., Anand, N., Kumar, D.: Pyrolysis of babool seeds (Acacia nilotica) in a fixed bed reactor and bio-oil characterization. Renew. Energy 96, 167–171 (2016). https://doi.org/10.1016/j.renene.2016.04.059
Shah, M.A., Khan, N.S., Kumar, V., Qurashi, A.: Pyrolysis of walnut shell residues in a fixed bed reactor: effects of process parameters, chemical and functional properties of bio-oil. J. Environ. Chem. Eng. 9, 105564 (2021). https://doi.org/10.1016/j.jece.2021.105564
Sharifzadeh, M., Sadeqzadeh, M., Guo, M., Borhani, T.N., Murthy Konda, N.V.S.N., Garcia, M.C., Wang, L., Hallett, J., Shah, N.: The multi-scale challenges of biomass fast pyrolysis and bio-oil upgrading: review of the state of art and future research directions. Prog. Energy Combust. Sci. 71, 1–80 (2019). https://doi.org/10.1016/j.pecs.2018.10.006
Garcia-Nunez, J.A., Pelaez-Samaniego, M.R., Garcia-Perez, M.E., Fonts, I., Abrego, J., Westerhof, R.J.M., Garcia-Perez, M.: Historical developments of pyrolysis reactors: a review. Energy Fuels 31, 5751–5775 (2017). https://doi.org/10.1021/acs.energyfuels.7b00641
Antoniou, N., Zabaniotou, A.: Experimental proof of concept for a sustainable End of Life Tyres pyrolysis with energy and porous materials production. J. Clean. Prod. 101, 323–336 (2015). https://doi.org/10.1016/j.jclepro.2015.03.101
Lewandowski, W.M., Januszewicz, K., Kosakowski, W.: Efficiency and proportions of waste tyre pyrolysis products depending on the reactor type—a review. J. Anal. Appl. Pyrolysis. 140, 25–53 (2019). https://doi.org/10.1016/j.jaap.2019.03.018
Amenaghawon, A.N., Anyalewechi, C.L., Okieimen, C.O., Kusuma, H.S.: Biomass pyrolysis technologies for value-added products: a state-of-the-art review. Environ. Dev. Sustain. 23, 14324–14378 (2021). https://doi.org/10.1007/s10668-021-01276-5
Milhé, M., van de Steene, L., Haube, M., Commandré, J.-M., Fassinou, W.-F., Flamant, G.: Autothermal and allothermal pyrolysis in a continuous fixed bed reactor. J. Anal. Appl. Pyrolysis. 103, 102–111 (2013). https://doi.org/10.1016/j.jaap.2013.03.011
Yates, J.G., Lettieri, P.: Fluidized-Bed Reactors: Processes and Operating Conditions. Springer International Publishing, Cham (2016)
Pichler, M., Haddadi, B., Jordan, C., Norouzi, H., Harasek, M.: Influence of particle residence time distribution on the biomass pyrolysis in a rotary kiln. J. Anal. Appl. Pyrolysis. 158, 105171 (2021). https://doi.org/10.1016/j.jaap.2021.105171
Verma, M., Godbout, S., Brar, S.K., Solomatnikova, O., Lemay, S.P., Larouche, J.P.: Biofuels production from biomass by thermochemical conversion technologies. Int. J. Chem. Eng. 2012, 1–18 (2012). https://doi.org/10.1155/2012/542426
Brassard, P., Godbout, S., Pelletier, F., Raghavan, V., Palacios, J.H.: Pyrolysis of switchgrass in an auger reactor for biochar production: a greenhouse gas and energy impacts assessment. Biomass Bioenerg. 116, 99–105 (2018). https://doi.org/10.1016/j.biombioe.2018.06.007
Taleb, D.A., Abd Hamid, H., Deris, R.R., Zulkifli, M., Khalil, N.A.: Yahaya AN Insights into pyrolysis of waste tire in fixed bed reactor: thermal behavior. Mater. Today Proc. 31, 178–186 (2020). https://doi.org/10.1016/j.matpr.2020.01.569
Gholizadeh, M., Li, C., Zhang, S., Wang, Y., Niu, S., Li, Y., Hu, X.: Progress of the development of reactors for pyrolysis of municipal waste, Sustain. Energy Fuels 4, 5885–5915 (2020). https://doi.org/10.1039/D0SE01122C
Acevedo, B., Barriocanal, C.: The influence of the pyrolysis conditions in a rotary oven on the characteristics of the products. Fuel Process. Technol. 131, 109–116 (2015). https://doi.org/10.1016/j.fuproc.2014.11.016
Tan, V., De Girolamo, A., Hosseini, T., Aljariri Alhesan, J., Zhou, Q.Q., Zhang, L.: Secondary reactions of volatiles upon the influences of particle temperature discrepancy and gas environment during the pyrolysis of scrap tyre chips. Fuel 259, 116291 (2020). https://doi.org/10.1016/j.fuel.2019.116291
Nisamaneenate, J., Atong, D., Seemen, A., Sricharoenchaikul, V.: Mitigating bed agglomeration in a fluidized bed gasifier operating on rice straw. Energy Rep. 6, 275–285 (2020). https://doi.org/10.1016/j.egyr.2020.08.050
Li, P., Xu, R., Wang, N., Chang, J., Si, H.: Pneumatic feeding characteristics into dense-phase region of a fluidized bed for biomass pyrolysis. Powder Technol. 387, 421–433 (2021). https://doi.org/10.1016/j.powtec.2021.04.039
Krishnamoorthy, V., Pisupati, S.: A critical review of mineral matter related issues during gasification of coal in fixed fluidized, and entrained flow gasifiers. Energies 8, 10430–10463 (2015). https://doi.org/10.3390/en80910430
Planned Annual Inspections & Maintenance of Bubbling Fluidized Bed Boiler, (n.d.). https://www.theseus.fi/bitstream/handle/10024/141035/Sevtsenko_Leo.pdf?sequence=1 (accessed September 12, 2021).
Daily Maintenance for Screw Conveyor, (n.d.). https://www.pkmachinery.com/faq/daily-maintenance-for-screw-conveyor.html.
J.H. Ross, (2014) Increasing reliability by maintaining kiln stability, in: 2014 IEEE-IASPCA Cem. Ind. Tech. Conf., IEEE, National Harbor, MD, USA, pp. 1–8. https://doi.org/10.1109/CITCon.2014.6820113
Lee, H., Jae, J., Lee, H.W., Park, S., Jeong, J., Lam, S.S., Park, Y.-K.: Production of bio-oil with reduced polycyclic aromatic hydrocarbons via continuous pyrolysis of biobutanol process derived waste lignin. J. Hazard. Mater. 384, 121231 (2020). https://doi.org/10.1016/j.jhazmat.2019.121231
Hu, X., Gholizadeh, M.: Biomass pyrolysis: a review of the process development and challenges from initial researches up to the commercialisation stage. J. Energy Chem. 39, 109–143 (2019). https://doi.org/10.1016/j.jechem.2019.01.024
Proch, F., Bauerbach, K., Grammenoudis, P.: Development of an up-scalable rotary kiln design for the pyrolysis of waste tyres. Chem. Eng. Sci. 238, 116573 (2021). https://doi.org/10.1016/j.ces.2021.116573
Xu, J., Yu, J., He, W., Huang, J., Xu, J., Li, G.: Recovery of carbon black from waste tire in continuous commercial rotary kiln pyrolysis reactor. Sci. Total Environ. 772, 145507 (2021). https://doi.org/10.1016/j.scitotenv.2021.145507
Butler, E., Devlin, G., Meier, D., McDonnell, K.: A review of recent laboratory research and commercial developments in fast pyrolysis and upgrading. Renew. Sustain. Energy Rev. 15, 4171–4186 (2011). https://doi.org/10.1016/j.rser.2011.07.035
Venderbosch, R., Prins, W.: Fast pyrolysis technology development. Biofuels Bioprod. Biorefining. 4, 178–208 (2010). https://doi.org/10.1002/bbb.205
Ann, Comparison between batch(intermittent) and “continuous” rotary pyrolysis system | LinkedIn, (2018). https://www.linkedin.com/pulse/comparison-between-batchintermittent-continuous-rotary-pyrolysis-rui/ (accessed September 14, 2021).
Grassmann, H., Boaro, M., Citossi, M., Cobal, M., Ersettis, E., Kapllaj, E., Pizzariello, A.: Solar biomass pyrolysis with the linear mirror II, smart grid. Renew. Energy 06, 179–186 (2015). https://doi.org/10.4236/sgre.2015.67016
Alonso, E., Gallo, A., Roldán, M.I., Pérez-Rábago, C.A., Fuentealba, E.: Use of rotary kilns for solar thermal applications: Review of developed studies and analysis of their potential. Sol. Energy 144, 90–104 (2017). https://doi.org/10.1016/j.solener.2017.01.004
Kodama, T., Gokon, N., Enomoto, S., Itoh, S., Hatamachi, T.: Coal coke gasification in a windowed solar chemical reactor for beam-down optics. J. Sol. Energy Eng. 132, 041004 (2010). https://doi.org/10.1115/1.4002081
Puig-Arnavat, M., Tora, E.A., Bruno, J.C., Coronas, A.: State of the art on reactor designs for solar gasification of carbonaceous feedstock. Sol. Energy. 97, 67–84 (2013). https://doi.org/10.1016/j.solener.2013.08.001
Gómez-Barea, A., Suárez-Almeida, M., Ghoniem, A.: Analysis of fluidized bed gasification of biomass assisted by solar-heated particles. Biomass Convers. Biorefinery. 11, 143–158 (2021). https://doi.org/10.1007/s13399-020-00865-0
Suárez-Almeida, M., Gómez-Barea, A., Ghoniem, A.F., Pfeifer, C.: Solar gasification of biomass in a dual fluidized bed. Chem. Eng. J. 406, 126665 (2021). https://doi.org/10.1016/j.cej.2020.126665
Zeng, K., Gauthier, D., Soria, J., Mazza, G., Flamant, G.: Solar pyrolysis of carbonaceous feedstocks: a review. Sol. Energy. 156, 73–92 (2017). https://doi.org/10.1016/j.solener.2017.05.033
Chintala, V., Kumar, S., Pandey, J.K., Sharma, A.K., Kumar, S.: Solar thermal pyrolysis of non-edible seeds to biofuels and their feasibility assessment. Energy Convers. Manag. 153, 482–492 (2017). https://doi.org/10.1016/j.enconman.2017.10.029
Rahman, M.A.: Valorizing of weeds algae through the solar assisted pyrolysis: effects of dependable parameters on yields and characterization of products. Renew. Energy. 147, 937–946 (2020). https://doi.org/10.1016/j.renene.2019.09.046
Wang, G., Dai, Y., Yang, H., Xiong, Q., Wang, K., Zhou, J., Li, Y., Wang, S.: A review of recent advances in biomass pyrolysis. Energy Fuels. 34, 15557–15578 (2020). https://doi.org/10.1021/acs.energyfuels.0c03107
Joardder, M.U.H., Halder, P.K., Rahim, A., Paul, N.: Solar assisted fast pyrolysis: a novel approach of renewable energy production. J. Eng. 2014, 1–9 (2014). https://doi.org/10.1155/2014/252848
Sohaib Hasan, Waste-to-Energy: Solar pyrolysis of sludge, as a part of global solid waste issue, to produce oil. Initial Trial to Design a Household Solar Pyrolysis Device, UNIVERSITY OF WAIKATO Faculty of Engineering, n.d.
Zsembinszki, G., Solé, A., Barreneche, C., Prieto, C., Fernández, A., Cabeza, L.: Review of reactors with potential use in thermochemical energy storage in concentrated solar power plants. Energies 11, 2358 (2018). https://doi.org/10.3390/en11092358
Mohr, K., Nonn, Ch., Jager, J.: Behaviour of PCDD/F under pyrolysis conditions. Chemosphere 34, 1053–1064 (1997). https://doi.org/10.1016/S0045-6535(97)00407-4
Buss, W., Graham, M.C., MacKinnon, G., Mašek, O.: Strategies for producing biochars with minimum PAH contamination. J. Anal. Appl. Pyrolysis. 119, 24–30 (2016). https://doi.org/10.1016/j.jaap.2016.04.001
Liu, Y., Ran, C., Siddiqui, A.R., Mao, X., Kang, Q., Fu, J., Deng, Z., Song, Y., Jiang, Z., Zhang, T., Dai, J.: Pyrolysis of textile dyeing sludge in fluidized bed and microwave-assisted auger reactor: comparison and characterization of pyrolysis products. J. Hazard. Mater. 359, 454–464 (2018). https://doi.org/10.1016/j.jhazmat.2018.07.055
Gao, J., Xu, T., Wang, G., Zhang, A., Xu, C.: Reaction behavior of oil sand in fluidized-bed pyrolysis. Pet. Sci. 10, 562–570 (2013). https://doi.org/10.1007/s12182-013-0307-0
J. Lukas, I. Rieth, Chemical plastics recycling potential and development prospects, (2020). https://idw-online.de/de/attachmentdata80362.
Rani, P., Mishra, A.R., Mardani, A., Cavallaro, F., Alrasheedi, M., Alrashidi, A.: A novel approach to extended fuzzy TOPSIS based on new divergence measures for renewable energy sources selection. J. Clean. Prod. 257, 120352 (2020). https://doi.org/10.1016/j.jclepro.2020.120352
Diakoulaki, D., Mavrotas, G., Papayannakis, L.: Determining objective weights in multiple criteria problems: the critic method. Comput. Oper. Res. 22, 763–770 (1995). https://doi.org/10.1016/0305-0548(94)00059-H
Ma, Z., Gao, N., Xie, L., Li, A.: Study of the fast pyrolysis of oilfield sludge with solid heat carrier in a rotary kiln for pyrolytic oil production. J. Anal. Appl. Pyrolysis. 105, 183–190 (2014). https://doi.org/10.1016/j.jaap.2013.11.003
Luo, S., Feng, Y.: The production of fuel oil and combustible gas by catalytic pyrolysis of waste tire using waste heat of blast-furnace slag. Energy Convers. Manag. 136, 27–35 (2017). https://doi.org/10.1016/j.enconman.2016.12.076
Iwan Harsono Hwan, (2009) “Heat Transfer Mechanisms in an Indirectly Heated Rotary Kiln with Lifters and Its Role in Scaling”. Thesis. (n.d.).
Hamilton, J., Seyedmahmoudian, M., Jamei, E., Horan, B., Stojcevski, A.: A systematic review of solar driven waste to fuel pyrolysis technology for the Australian state of Victoria. Energy Rep. 6, 3212–3229 (2020). https://doi.org/10.1016/j.egyr.2020.11.039
Funding
This study was performed within the framework of a research project funded by Ministry of National Education, Vocational Training, Higher Education and Scientific Research (Morocco) / Department of Higher Education and Scientific Research (MENFPESRS/DESRS). The authors would like to thank MENFPESRS/DESRS for the financial support.
Author information
Authors and Affiliations
Contributions
SEK and SA participated equally in this work by: Literature review, Results calculation, Results interpretation, Manuscript writing—review & editing. SA: Supervision, conceptualization, Manuscript revision, Project administration. AC: Final manuscript revision. MAA: Project administration.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Ethical Approval
All procedures followed were in accordance with the ethical standards.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
El Kourdi, S., Aboudaoud, S., Abderafi, S. et al. Pyrolysis Technology Choice to Produce Bio-oil, from Municipal Solid Waste, Using Multi-criteria Decision-making Methods. Waste Biomass Valor 14, 3705–3722 (2023). https://doi.org/10.1007/s12649-023-02076-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-023-02076-w