
Abstract
Lignocellulosic biomass resources include agri-waste and agri-biomass which are utilized as a suitable feedstock for bioenergy production. The recalcitrant nature of these biomass can be reduced by the application of various pretreatment methods to access the cellulosic content. This study depicts the evaluation and ranking of different pretreatment methods, and selecting the rank 1 as the best pretreatment method using multiple attribute decision-making approach to facilitate the increased biogas yield. The evaluation was done using technique for order preference by similarity to ideal solution (TOPSIS) and integrated design of experiments (DoE)–TOPSIS. Seven alternatives with five relevant attributes were adopted for this study. Based on the above decision-making framework, alkaline pretreatment (Ca(OH)2 (8%)) option was ranked first for both the techniques. The second and third options were NaOH and NH3.H2O (10%) pretreatment, respectively. The integrated DoE–TOPSIS method has reduced the uncertainty in results by considering different weight sets and replications. The model results and experimental results were in good agreement and portray the best pretreatment method to be employed in the anaerobic digestion, thus, minimizing the series of digestion test during the downstream process of pretreatment aided anaerobic digestion.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Nowadays, conventional fossil fuels are replaced by renewable energy sources due to several drawbacks such as emissions that cause global warming, fuel depletion, and other severe environmental impacts. In response to the rise in global energy demand, Biogas Technology (BT) has widely attracted the attention of researchers abided by green energy sources. Lignocellulosic biomass mainly agricultural residues, energy crops, and other municipal wastes can be utilized as a substrate for the most significant energy conversion using anaerobic digestion process (Liew et al. 2011). Moreover, its renewability and ample availability in low cost account these wastes to be a potential raw material for the energy generation. In this context, an increase of 2.5% in the biomass supply for energy has been estimated yearly since 2010. According to the current studies, REN21 (Renewables 2017 global status report 2017) reported that India holds a biogas capacity of 300 MW and many industrial processes follow waste to the energy concept to produce biomethane to tackle waste disposal problems. The use of biomass energy was in two forms: (1) traditional uses and (2) modern uses. Burning of biomass on fire for heating and cooking belongs to traditional uses, whereas the production of bioethanol, biogas, and other biofuels from biomass belongs to the modern use.
Anaerobic digestion (AD) process is the breakdown of the organic matter to produce biogas with the aid of a diverse group of microorganisms. Biogas has a composition of methane, CO2, and traces of other gases. It is the microbial consortium that carries out different activity starting from the hydrolysis phase to methanogenesis phase during the biogas conversion. Anaerobic digestion completes in a series of four metabolic phases: (I) hydrolysis, (II) acidogenesis, (III) acetogenesis, and (IV) methanogenesis. In phase I, the complex organic matter disintegrates into simpler monomers by hydrolysis and microorganism starts their microbial activity after this stage. In phase II, volatile fatty acids (VFA) were formed from the monomer units by fermentative bacteria and called acidogenesis stage. Later, in phase III of acetogenesis, VFAs are converted to acetic acid, H2, and CO2 by acetogens. Finally, in phase IV of the methanogenesis stage, conversion to methane and CO2 takes place through the action of methanogens. This method scores the best option out of all other methods for the environmental balance (Vasco-correa et al. 2018).
1.1 Lignocellulosic biomass: a substrate for biogas production
Plant biomass residues obtained as a by-product from agricultural and industrial processes serve as a sustainable carbon pool for bioenergy production. Plant biomass mainly consists of polymers such as cellulose (40–50%), hemicellulose (20–30%), lignin (10–25%), and traces of extractives (Kim and Dale 2004). Cellulose forms the inner core, and hemicellulose and lignin act as the encrusting material (Anwar et al. 2014; Saini et al. 2015). After hydrolysis, the sugar components such as cellulose and hemicellulose are easily fermentable, which makes them a better feedstock for the biogas production. Cellulose is a polysaccharide polymer of glucose disaccharides, strongly linked with β-1, 4 glycosidic bond and attached with hydroxyl groups forming a linear structure. Within the structure, they differ their orientation leading to different crystallinity levels. At high crystallinity level, the degradation rate of the cellulose reduces (Dulermo et al. 2016). Hemicellulose is a branched and amorphous kind of substance which is readily susceptible to thermal, chemical, and biological hydrolyses. Lignin is the most complex, hydrophobic, aromatic, and amorphous heteropolymers found in biomass. It is made up of sinapyl and coniferyl alcohols forming a firm 3-D structure of cell wall (Guo et al. 2014; Zheng et al. 2014). The lignin hinders the hydrolysis process accounting for the rate-limiting step in the anaerobic digestion process. This hindrance necessitates the application of pretreatment for the lignocellulosic biomass before the AD. The pretreatment causes the lignin degradation and uncovers the hemicellulose and cellulose for the microbial attack to increase the biogas yield. Softwood contains higher lignin content than hardwood and agricultural residues. So, the softwood resists the bioenergy conversion even after pretreatment (Olusola and Omojola 2013).
1.2 Pretreatment methods of lignocellulosic biomass
The application of pretreatment such as physical, chemical, biological, enzymatic, thermal, and their combination on various lignocellulosic biomass helps them to overcome the recalcitrance through structural and chemical changes during hydrolysis.
Physical pretreatment comprises of mechanical (milling and grinding), hydrothermal (liquid or gaseous), irradiation, and extrusion processes (Amin et al. 2017). The hydrothermal treatment (liquid hot water) of sugar beet pulp at 160 °C yielded four times more free glucose than at 120 °C. This glucose yield entailed an increase in the methane yield by 76% when compared with the raw sugar beet pulp (Zieminski et al. 2014). Chemical pretreatment method is a promising and effective method of degrading complex organic substrates using different chemicals with different nature. They can be roughly grouped into alkaline, dilute acid, organosolv (Mancini et al. 2018), oxidizing agents, etc. The reagents involved are sodium hydroxide (NaOH), sodium carbonate (Na2CO3), sodium bicarbonate (NaHCO3), calcium hydroxide, sulphuric acid (H2SO4), acetic acid, citric acid, hydrogen peroxide (H2O2), acetone, ethanol, ammonia, etc. Other inorganic salts such as sodium chloride (NaCl), and calcium chloride (CaCl2). are also used in chemical pretreatments of lignocellulosic biomass (Achkar et al. 2018; Kaur and Phutela 2016a; Pellera and Gidarakos 2017).
Biological pretreatment includes the bacterial and fungal action to rupture the rigid lignocellulosic cell wall. This method accounts to be low cost, inhibition free and environmental friendly with no chemical input, only if an appropriate selection of the microbes (bacterial strain) is done. The only drawback is that it consumes time when compared to other treatment methods (Barua et al. 2018). The recent introduction of the advanced oxidation process in the pretreatment of biomass along with the aid of UV irradiation has glorified the new chances for its combined applications. The studies have revealed that the oxidative fractionation of lignin takes place during the pretreatment and the by-products formed do not cause any inhibitions to the anaerobic digestion process (Alvarado-Morales et al. 2016). Researchers are now more interested in the combination of various pretreatments, i.e., physicochemical, thermochemical, etc. (Alexandropoulou et al. 2016; Ethaib et al. 2018; Kaur and Phutela 2016a). An extensive study on the enhancement of digestibility by enzymatic, ultrasounds, and their combinations by Pérez-Rodríguez, García-Bernet, and Domínguez (2016) have shown some impressive results. They found that ultrasound pretreatment showed a detrimental effect on methane production, whereas the enzymatic hydrolysis showed a beneficial rise in methane production. The relocation of lignin forms a shield over the substrate thereby blocking the biodegradability, which was the prime reason for their detrimental effect. The prior application of ultrasound to the enzymatic hydrolysis did not have much rise in methane generation potential.
1.3 Efficacy of pretreatment method and its issues
The effective pretreatment of biomass involve many key features. The pretreatment option adopted should be a low cost both in capital as well as operational aspects. It should be applicable in wide range and have to be effective in the recovery of most of the biomass components in an amenable form. It should not produce any inhibitory compounds that inhibit the fermentative microorganism growth or the hydrolytic enzymes action and should be energy efficient (Hendriks and Zeeman 2009). The efficacy of pretreatment also depends on the feedstock characteristics (e.g., Lignocellulosic biomass) and in addition to that lignocellulosic biomass in a bulk quantity requires a severe pretreatment (alkali, acidic, thermal, and thermochemical) method (Amin et al. 2017; Costa et al. 2014; Ward-Doria et al. 2016). However, improper implementations of these pretreatments can show negative influence on anaerobic digestion. Nowadays, combined bioethanol–biogas production process is gaining attraction as they contribute to energy-intensive bio refinery platform in near future. Various pretreatment methods have both advantages and disadvantages but process cost and consumption of energy plays a crucial role in selection for process upscaling application. Thus, economic feasibility with the derived benefits in form of waste minimization, biogas production, and digestate as bio fertilizers should be the watchword for the selection of pretreatment method (Noonari et al. 2017). Research on the pretreatment methods are still going on and these parameters considered should balance against the entire cost involved and steps in the down streaming process. It is complicated to evaluate and compare various pretreatment methods as they include total processing (upstream and downstream) cost, initial investment, recycle of chemicals, and treatment systems for wastes. This calls the need for a decision-making in the pretreatment method selection for the given feedstock from the various methods available so that methane yield can be maximized.
1.4 Preliminaries
Multi-attribute decision-making (MADM) is one among the divisions of multi-criteria decision-making (MCDM). MADM helps in making the best possible decisions for various alternatives based on attributes which can be quantitative or qualitative in nature. Several methods were employed in this decision-making model which are outranking, priority, distance, and mixed methods. The methods adopted can be of fuzzy, deterministic, or stochastic in nature or even a combination of the above. Each method differed in its characteristics and systematized into a single decision-making method or a grouped one. In the MADM model, the alternatives were customized from a particular pool of objective functions rather than taking it explicitly. These alternatives were assessed against the set of attributes, and the best from the various alternatives were chosen with respect to the attributes (Pohekar and Ramachandran 2004).
The primary available techniques in MADM modelling is simple additive weight (SAW) method, weighted product method (WPM), compromise and goal programming (CP and GP), technique for order preference by similarity to ideal solution (TOPSIS), Analytical Hierarchical Process (AHP), Elimination and Choice Translation Reality (ELECTRE), Preference Ranking Organisation Method for Enrichment evaluation (PROMETHEE) (Ameri et al. 2018; Dhanisetty et al. 2017; Mousavi-nasab and Sotoudeh-Anvari 2018; Zaman et al. 2018), and Multiple Attribute Utility Theory (MAUT) (Pohekar and Ramachandran 2004). Among the different approaches, TOPSIS and AHP were extensively used for logical decision-making. MADM model has found applications in every field of science and technology for the selection of the best choice from many alternatives. This modelling makes the subtle task of selection to more easier and simpler (Ashby 2000). Rao and Davim (2008) assessed the selection of material by evaluating and ranking the various materials using TOPSIS and AHP techniques of MADM model.
TOPSIS approach is based on the selection of alternatives which has least Euclidean distance from an ideal solution. In the given database, the ideal solution can be hypothetically best or hypothetically worst from the attribute value, assimilating maximum and minimum values, respectively. The choice of alternatives was close enough to hypothetical best and far enough to hypothetical worst. In a decision-making process, tangible and intangible attributes were considered by prioritizing those attributes by comparing one by one. Now, AHP plays a crucial role in the comparison by reducing the difficulty level and making the decision process flexible and helps in forming the relative importance of each parameter (Tan et al. 2013). Expert’s choice of weights played a significant role in the decision-making process and the weights can be given by a single expert or a group of experts. In the real-time application of MADM, uniqueness in the expert's preferences makes them reluctant to assign the specific numerical values for the relative importance matrix. In this regard, the results from MADM techniques were meant to be sensitive to this relative importance (dominance weights) of each attribute. Hence, it is necessary to ascertain a set of unique weights which is very important to make the decision-making process accurate.
The primary intent of this research is to predetermine the best pretreatment method for biogas generation prior to the anaerobic digestion. The study includes the integration of Design of Experiments (DoE) with the TOPSIS approach to tackle the difficulty in assigning weights during the selection process. A comparison in the ranks between integrated DoE–TOPSIS and TOPSIS was accomplished along with this research. According to the previous studies, the DoE–TOPSIS features a set of weights which makes them less sensitive to frame the relative importance or dominance of weights (Sabaghi et al. 2015; Tansel 2012; Yusuf 2014; Wang et al. 2013). The selection of the best pretreatment method was done based on the prioritization results from both the techniques. The direct selection of the pretreatment method can be employed without performing the actual set of AD experiments. Thus, limiting the digesters count to one single digester without compromising the maximum biogas yield.
2 Materials and methods
2.1 Attributes involved in pretreatment and AD process
The varied and complex chemical structure of biomass resists the degradation process. The optimization of the pretreatment method depends on the type of lignocellulosic material. The compositional and structural properties include lignin content, hemicellulose content, silica content, crystallinity index, surface area, the degree of acetylation, and degree of polymerization of cellulose (Zheng et al. 2014). The attributes can be classified as general, physical, and chemical attributes. The physical attributes include Colour, odour, temperature, moisture content, total solids, and volatile solids. Similarly, chemical attributes include pH, alkalinity, volatile fatty acids (VFA), carbon/nitrogen ratio (C/N), chemical oxygen demand, biochemical oxygen demand, sulphates, phosphates, lignin content, silica content, dissolved carbohydrates, lignin/cellulose ratio, uronic acids, heavy metals, inhibitory by-products (such as hydroxymethylfurfural (HMF), furfural, etc.), Ammonia, etc. Other general attributes comprise of the nature of the feedstock, its source, price, seasonal availability and production rate, the age of feedstock, biogas productivity, methane composition, and mode of transport. In the attributes as mentioned earlier, most of them are interdependent. Any variation in one attribute affects the other (Cioabla et al. 2012). These attributes are critical in the case of pretreated lignocellulosic materials for the anaerobic digestion.
The attributes can be mentioned in two ways, i.e., either quantitative or qualitative. Quantitative measurements of attributes are value based, whereas the qualitative measurements are some characteristics such as very poor, poor, average, good, excellent. The conversion of these qualities into some values was done by using a set of scales ranging from 1 to 9 (Rao and Baral 2011).
2.2 TOPSIS approach
TOPSIS method is a widely accepted technique known for its simplicity and user friendly approach for ranking the alternatives according to the ranking score obtained. It is also well known for its easy computational practice, and they can be grouped with other MADM approaches solving the complex problems in structured and easy manner. The advantage of TOPSIS over other methods is that interpreted data can be given directly as input by not considering the past mathematical calculations (Tansel and Ergun 2011; Yusuf 2014). In this study, the methodology was used for the evaluation and ranking of the pretreatment method for the lignocellulosic biomass with due emphasis on attributes. The methodology is as follows: (1) selection of pertinent attribute, (2) TOPSIS analysis, and (3) selection from the priority list (Bhangale et al. 2004; Kumar and Agrawal 2009).
2.2.1 Phase 1: Selection of pertinent attribute
The application-specific attributes were selected from the pool of attributes considered for the pretreated substrate anaerobic digestion. The irrelevant attributes were eliminated.
2.2.2 Phase 2: TOPSIS analysis
The analysis using TOPSIS was done as explained below in steps 1–8.
Step 1: Decision matrix (DM) development:
The decision matrix contains the attribute values corresponding to the alternatives. The attributes were arranged in a column, whereas the alternatives were arranged along the row to form a matrix as given in Eq. 1:
where, i = 1, 2, 3… m and j = 1, 2, 3… n; m is the number of attributes, n is the number of alternatives.
Step 2: normalized decision matrix (NDM) development.
The computationally efficient and symmetric vector normalization of the decision matrix values brings all attribute values to the same dimensionality (Vafaei et al. 2015; Yang et al. 2017). This transformation process helps in comparing the input data in a common scale and are done using Eq. 2:
The rij matrix denotes the normalized decision matrix.
Step 3: relative importance matrix (RIM) development.
The field experts frame the RIM by judging the importance of one attribute to another attribute concerning the problem statement. The scale of judgment was based on the Analytical Hierarchical Process (AHP) by Saaty (2008).
Step 4: formation of Eigenvalues.
The Eigenvalues calculation and the weights associated with each attribute were obtained using MATLAB code. The procedure to find the weights for each criterion was developed by Saaty (2008)and represented as a matrix wij. The determination of consistency index (CI) and consistency ratio (CR) were checked inorder to check the consistency of the judgement. If the CR value is lesser or equal to 0.1, the considered judgemental matrix is consistent in nature (Alonso and Lamata 2006; Kolios et al. 2016).
Step 5: development of a weighted normalized matrix (WNM).
These weights were incorporated into the normalized decision matrix to obtain the weighted normalized matrix. Thus, the values attained for each attribute can be structured to a comparable form and denoted as given in Eq. 3:
Step 6: estimation of ideal best and ideal worst solution.
Let I+ and I− be the ideal best and ideal worst solution for the given attributes. The ideal best and the ideal worst solutions were found by considering maximum and minimum values from the alternatives for each attribute. If the jth attribute is a beneficial factor, it follows as mentioned in Eqs. 4 and 5:
If the attribute is non-beneficial, consider Eqs. 6 and 7:
Step 7: calculation of separation measures.
The distance between each attribute and its corresponding ideal positive solution (I+) is called a positive separation measures (PSM). Similarly, the distance between the attributes and the ideal negative solution (I−) is called a negative separation measure (NSM). The PSM and NSM calculations for each alternative are given as mentioned below:
Step 8: calculation of TOPSIS score or relative closeness of a particular alternative.
The TOPSIS score or relative closeness of each alternative to its ideal solution is found using Eq. 10:
2.2.3 Phase 3: Selection from the priority list
According to the decreasing order of the TOPSIS scores, a ranking list of the alternatives was provided. The alternatives having the same TOPSIS scores have assigned the same rank. The first rank alternative was selected as the best alternative or the best pretreatment method.
2.3 Integrated TOPSIS-DOE approach
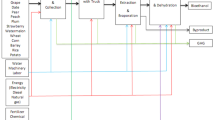
Design of experiments (DoE) is a statistical method applied to evaluate the effect of various factors simultaneously. The changes in the input variables (independent variables) are made intentionally to determine their effects on the output variable (dependent variables). In this study, full factorial design (2k) is used to illustrate the variation in the TOPSIS scores with the attributes. The ‘k’ denotes the number of attributes considered in the model. The upper and lower levels of attributes selected for the factorial design is the maximum and minimum values that an attribute can accept. Generally, in the DoE, the critical attributes are determined by fitting the data related to the problem statement to a polynomial in a multiple linear regression analysis (Yusuf 2014). In this design, we try to examine the linear effects of attributes on TOPSIS scores. Figure 1 shows the steps in the integrated TOPSIS–DoE approach.

Application steps of the integrated TOPSIS–DoE approach
3 Results and discussion
The data for the analysis of model and to select the best pretreatment method to yield maximum biogas (Song et al. 2014) can be referred from Table 1 along with their notations. They have examined the effect of seven pretreatment methods in biogas production under batch mode and on the mesophilic condition. The pretreatments applied were H2SO4 (2%), HCl (2%), CH3COOH (4%), H2O2 (3%), NaOH (8%), Ca(OH)2 (8%), and NH3.H2O (10%).
3.1 TOPSIS model
3.1.1 Phase 1: Selection of pertinent attribute.
As the main aim of the present decision-making is to maximize the biogas generation, attributes that are highly influencing the methane generation can be considered. Pretreatment option mainly facilitate the reduction in recalcitrance and enhances the methane production. The pretreatment helps in reduction of lignin content can increase the accessibility to cellulose and hemicellulose. From the various attributes considered for pretreatment options, some are interdependent in nature. For example, any reduction in the cellulose, hemicellulose, and lignin content forms the degradation compounds which are inhibitory in nature. Moreover, lignin content shows a negative correlation with the methane production as studied by Monlau et al. (2012). So, cellulose hemicellulose and lignin content can be considered as an important attribute responsible for methane production. The analysis of total carbon and C/N ratio affirmed that on pretreatment the TC decreases and C/N ratio drops down to a range of 20–30 which is crucial for an efficient anaerobic digester performance (Song et al. 2014). Hence, the selected pertinent attributes for the present study was cellulose, hemicellulose, lignin content, total carbon (TC), and C/N ratio. The database for the study was obtained from the batch mode digestion study done by (Song et al. 2014) on corn stalks. The importance is given for the selection of attributes as beneficial and non-beneficial attributes (Bhangale et al. 2004). In this research, the attribute values were considered after pretreatment with cellulose, hemicellulose, total carbon, and C/N ratio as the beneficial attributes and lignin content as the non-beneficial attribute. The selection of the pertinent attributes from the list of attributes primarily depends on the designer's choice by considering economic feasibility, technical difficulty, field conditions, and viability (Rao and Baral 2011).
3.1.2 Phase 2: TOPSIS analysis.
The explanation for the analysis of TOPSIS is given below.
Step 1: decision matrix (DM) development:
The matrix contains the attribute values (column-wise) corresponding to the alternatives (row-wise). The attributes were denoted as ‘A’ and alternatives as ‘P’. In this illustrative example, it forms a 7 × 5 decision matrix and the decision matrix (D) is shown in Eq. 11:
Step 2: normalized decision matrix (NDM) development.
Vector normalization was done and have made into single dimensionality with values less than 1. The NDM was developed as shown in Eq. 12:
Step 3: relative importance matrix development.
The group of experts decides the relative importance matrix (RIM) by scaling the judgment from 1 to 9 (Saaty 2008) and is depicted as shown in Eq. 13:
Step 4: determination of weights.
The Eigenvalues for the weight determination was calculated from the Eigenvectors of relative importance matrix Eigenvalues using MATLAB code. The procedure to find the weights for each criterion was developed by Saaty (2008). The weights for each attribute is shown as given in Eq. 14. The CI and CR values for the judgement set was calculated as 0.077 and 0.068, respectively, which is less than 0.1 shows a better consistency and reliability.
Step 5: development of a weighted normalized matrix (WNM).
The normalized decision matrix multiplied to the attribute weight matrix gives a weighted normalized matrix as detailed in Eq. 15:
Step 6: estimation of ideal best and ideal worst solution.
The maximum and minimum values of attributes account for the ideal best and the ideal worst solution. The ideal best and worst solution for cellulose, hemicellulose, lignin content, total carbon (TC), and C/N ratio are tabulated in Table 2.
Step 7: Separation measure determinations.
The Euclidean distance between the alternative and its particular ideal solution gives the separation measure for each alternative. The positive separation measure and negative separation measure for each alternative are shown in Table 3.
Step 8: calculation of TOPSIS score or relative closeness of a particular alternative.
The TOPSIS scores calculated as per Eq. 10 are given in Table 3.
3.1.3 Phase 3: Selection from the priority list.
The ranking of alternatives was in accordance with the decrease in the suitability index value. The alternative with the highest TOPSIS score has chosen as the best pretreatment method. The ranking for each alternative is shown in Table 3 along with separation measures and TOPSIS scores.
3.2 Integrated TOPSIS-DoE method
Step 1: factor level determination.
As per Table 1, cellulose (A1) with maximum level of 49.3 and minimum level of 30.4, hemicellulose (A2) with maximum level of 28.8 and minimum level of 14.3, lignin (A3) with maximum level of 7.5 and a minimum level of 4.6, TC (A4) with maximum level of 42.3 and a minimum level of 25.1, and C/N ratio (A5) with maximum level of 51.4 and a minimum level of 30.6 were determined as the levels of factors affecting the selection of best pretreatment method.
Step 2: decision matrix development.
The independent attribute variables (A1, A2, A3, A4, and A5) along with their factor levels were used as an input to obtain the TOPSIS scores which forms the dependent output variables in the TOPSIS model. A 25 full factorial design with 32 combinations were studied. Only minimum and maximum levels of each attribute were considered to perform the data collection using TOPSIS models.
Step 3: TOPSIS model replications.
The replications were carried out by taking random weight sets which follows independency for the set of combinations. In this study, 3 replications performed accounts for 32 combinations using 3 sets of independent random attribute weights. The weights were determined using the 9 point scale (Sen and Yang 1998) and incorporated into the decision matrix. The 25 full factorial design was based on five attributes, two levels, and three replications as given in Table 4.
Step 4: regression model determination.
The evaluation of experimental results can be done using ANOVA table which summarizes the main effects and the interactions. The ANOVA (Analysis of Variance) with a five-factor interaction (5FI) effect helps to analyse the DoE layout using the Design expert 10 software. The ANOVA results are shown in Table 5. The Fischer (F value) of 4.33 for the model shows that the model was significant. The terms corresponding to p value < 0.05 indicates their significance with 95% of confidence. The significance of the attributes and their interactions can be studied using ANOVA.
From Table 5, it is clear that lignin content and C/N ratio interactions were significant model terms (p value < 0.05), whereas their two-factor, three-factor, four-factor, and five-factor interactions were non-significant terms (p value > 0.05). So, the regression equation has only statistically significant terms as coded factors.
The TOPSIS score obtained for the above model is represented as follows:
Equation 16 represents the linear regression relation between C/N ratio, lignin content, and the TOPSIS scores since no any significant interactions among the attributes. The positive coefficient term indicates direct proportional whereas, negative coefficient indicates inversely proportion to the response. Thus, we can confirm the negative correlation of the lignin and a positive correlation of C/N ratio with the considered response. The coefficient of determination (R2) value of 0.95 shows that the significant factors model the response well.
Step 5: Prioritizing of alternatives.
Now, the regression can be used to find the TOPSIS scores for various alternatives. The decision makers were able to rank the alternatives according to the decreasing TOPSIS scores. Table 6 shows the ranking of the alternatives obtained.
The selection of the best pretreatment method has been made by analysing the attributes using TOPSIS and integrated TOPSIS–DoE approaches. Seven pretreatment methods were taken into consideration in this study. The decreasing value of TOPSIS score portrays the ranking of each alternative as given in Table 6. From the above studies, it was observed that alkaline pretreatment have a higher rank than the acidic pretreatment. As per the experimental study was done by Song et al. (2014), the highest methane yield was obtained for Ca(OH)2 and H2O2 pretreatment followed by NaOH pretreatment. With due consideration with the cost, alkaline pretreatment was found to be efficient for the biogas production. As per our statistical study, the results obtained matches well with the results of an experimental study done by Song et al. (2014). The results from TOPSIS and TOPSIS–DoE analysis have a close resemblance and can be adopted for decision-making in terms of selection of the best pretreatment method for biogas production.
Anaerobic digestion process is complex in view with the operational conditions, its maintenance, biogas quality and quantity, feedstock characteristics and its pretreatment, performance time, and digestate quality which is evident from Tables 7, 8, and 9 in appendix. So, the evaluation and selection of pretreatment method for a particular feedstock is a must in order to ease the further down streaming process. Thus, direct selection of the pretreatment can be done without actually performing the anaerobic digestion experiment for the entire digestion period which in turn saves time and energy. The proposed methodology helps the biogas unit operators to select the best pretreatment option for the particular feedstock based on the cellulose, hemicellulose, and lignin content in order to maximize energy yield. This makes the process economically feasible.
4 Conclusion
The selection of the best pretreatment method for enhanced biogas production from the lignocellulosic substrate is always a chaotic task. Pretreatment is essential in the case of lignocellulosic substrates as the lignin content cause hindrance to the anaerobic digestion. The prioritization of the pretreatment method was done using MADM technique to figure out the best out of all.
There were many attributes concerned with the pretreatment aided anaerobic digestion. The selection of pertinent attributes can minimize the time taken for decision-making. However, the increase in the number of pertinent attributes can raise the accuracy of the TOPSIS scores. The relative importance matrix varies with respect to the attributes and problem statement. The ideal best and worst solutions were calculated based on the attribute data for various alternatives. The ranking done for each alternative from the suitability index value gives the priority list. The weight sets reduce the sensitivity of the weights, and the regression equation was obtained using DoE. Further, the calculated TOPSIS scores from the regression equation were used for the ranking.
The best option obtained was the alkaline pretreatment both in terms of efficiency and economy. Similarly, the worst option was acidic pretreatment methods. The confirmation of the best pretreatment method obtained from the two techniques can be done using the experimental findings by the source. It was clear that alkaline pretreatment aided a rise in methane potential and it can be concluded that the model works well in prioritizing the pretreatment method for the sustainable conversion of lignocellulosic biomass to biogas.
References
Alexandropoulou M, Antonopoulou G, Fragkou E, Ntaikou I, Lyberatos G (2016) Fungal pretreatment of willow sawdust and its combination with alkaline treatment for enhancing biogas production. J Environ Manage 203(2):704–713. https://doi.org/10.1016/j.jenvman.2016.04.006
Alonso JA, Lamata T (2006) Consistency in the analytic hierarchy process: a new approach. Int J Uncertainty 14(4):445–459
Alvarado-morales M, Tsapekos P, Awais M, Gulfraz M, Angelidaki I (2016) TiO2/UV based photocatalytic pretreatment of wheat straw for biosgas production. Anaerobe 46(8):155–161. https://doi.org/10.1016/j.anaerobe.2016.11.002
Ameri AA, Pourghasemi HR, Cerda A (2018) Erodibility prioritization of sub-watersheds using morphometric parameters analysis and its mapping: a comparison among TOPSIS, VIKOR, SAW, and CF multi-criteria decision making models. Sci Total Environ 613–614:1385–1400. https://doi.org/10.1016/j.scitotenv.2017.09.210
Amin FR, Khalid H, Zhang H, Rahman SU, Zhang R, Liu G, Chen C (2017) Pretreatment methods of lignocellulosic biomass for anaerobic digestion. AMB Express 7(72):1–12. https://doi.org/10.1186/s13568-017-0375-4
Anwar Z, Gulfraz M, Irshad M (2014) Agro-industrial lignocellulosic biomass a key to unlock the future bio-energy: a brief review. J Radiat Res Appl Sci 7(2):163–173. https://doi.org/10.1016/j.jrras.2014.02.003
Ashby MF (2000) Multi-objective optimization in material design and selection. Acta Mater 48:359–369
Barua VB, Goud VV, Kalamdhad AS (2018) Microbial pretreatment of water hyacinth for enhanced hydrolysis followed by biogas production. Renew Energy 126(10):21–29. https://doi.org/10.1016/j.renene.2018.03.028
Baruah J, Nath BK, Sharma R, Kumar S, Deka RC, Baruah DC, Kalita E (2018) Recent trends in the pretreatment of lignocellulosic biomass for value-added products. Front Energy Res 6:1–19. https://doi.org/10.3389/fenrg.2018.00141
Bhangale PP, Agrawal VP, Saha SK (2004) Attribute based specification, comparison and selection of a robot. Mech Mach Theory 39:1345–1366. https://doi.org/10.1016/j.mechmachtheory.2004.05.020
Borand MN, Karaosmanoğlu F (2018) Effects of organosolv pretreatment conditions for lignocellulosic biomass in biorefinery applications: a review. J Renew Sustain Energy 10:033104. https://doi.org/10.1063/1.5025876
Choong YY, Chou KW, Norli I (2018) Strategies for improving biogas production of palm oil mill effluent (POME) anaerobic digestion: a critical review. Renew Sustain Energy Rev 82(1):2993–3006. https://doi.org/10.1016/j.rser.2017.10.036
Cioabla AE, Ionel I, Dumitrel G-A, Popescu F (2012) Comparative study on factors affecting anaerobic digestion of agricultural vegetal residues. Biotechnol Biofuels 5(39):1–9. https://doi.org/10.1186/1754-6834-5-39
Costa AG, Pinheiro GC, Pinheiro FGC, Dos Santos AB, Santaella ST, Leitão RC (2014) The use of thermochemical pretreatments to improve the anaerobic biodegradability and biochemical methane potential of the sugarcane bagasse. Chem Eng J 248:363–372. https://doi.org/10.1016/j.cej.2014.03.060
Croce S, Wei Q, D’Imporzano G, Dong R, Adani F (2016) Anaerobic digestion of straw and corn stover: the effect of biological process optimization and pre-treatment on total bio-methane yield and energy performance. Biotechnol Adv 34(8):1289–1304. https://doi.org/10.1016/j.biotechadv.2016.09.004
Dhanisetty VSV, Verhagen WJC, Curran R (2017) Multi-criteria weighted decision making for operational maintenance processes. J Air Transp Manage 68(5):152–164. https://doi.org/10.1016/j.jairtraman.2017.09.005
Dulermo T, Coze F, Virolle M, Méchin V, Baumberger S, Froissard M (2016) Bioconversion of agricultural lignocellulosic residues into branched-chain fatty acids using Streptomyces lividans. Oilseeds Fats Crops Lipids 23(2):A202
Dutra ED, Santos FA, Alencar BRA, Reis ALS, de Fatima Rodrigues de Souza R, da Silva Aquino KA, et al (2018) Alkaline hydrogen peroxide pretreatment of lignocellulosic biomass: status and perspectives. Biomass Convers Biorefin 8(1):225–234. https://doi.org/10.1007/s13399-017-0277-3
El Achkar JH, Lendormi T, Salameh D, Louka N, Maroun RG, Lanoisellé J, Hobaika Z (2018) Influence of pretreatment conditions on lignocellulosic fractions and methane production from grape pomace. Biores Technol 247:881–889. https://doi.org/10.1016/j.biortech.2017.09.182
Elliott A, Mahmood T (2007) Pretreatment technologies for advancing anaerobic digestion of pulp and paper biotreatment residues. Water Res 41(19):4273–4286. https://doi.org/10.1016/j.watres.2007.06.017
Ethaib S, Omar R, Kamal SMM, Radiah D (2018) Microwave-assisted pretreatment of lignocellulosic biomass: a review. J Eng Sci Technol 10:97–109
Guo J, Wang W, Liu X, Lian S, Zheng L (2014) Effects of thermal pre-treatment on anaerobic co-digestion of municipal biowastes at high organic loading rate. Chemosphere 101:66–70. https://doi.org/10.1016/j.chemosphere.2013.12.007
Hendriks ATWM, Zeeman G (2009) Pretreatments to enhance the digestibility of lignocellulosic biomass. Biores Technol 100:10–18. https://doi.org/10.1016/j.biortech.2008.05.027
Hu Y, Hao X, Wang J, Cao Y (2016) Enhancing anaerobic digestion of lignocellulosic materials in excess sludge by bioaugmentation and pre-treatment. Waste Manage 49:55–63. https://doi.org/10.1016/j.wasman.2015.12.006
Jain S, Jain S, Wolf IT, Lee J, Tong YW (2015) A comprehensive review on operating parameters and different pretreatment methodologies for anaerobic digestion of municipal solid waste. Renew Sustain Energy Rev 52:142–154. https://doi.org/10.1016/j.rser.2015.07.091
Jiao J, Gai QY, Fu Y-J, Zu Y-G, Luo M, Wang W et al (2012) Application of white-rot fungi treated Fructus forsythiae shell residue as a low-cost biosorbent to enrich forsythiaside and phillygenin. Chem Eng Sci 74:244–255. https://doi.org/10.1016/j.ces.2012.02.057
Kaur K, Phutela UG (2016a) Sodium carbonate pretreatment: an approach towards desilication of paddy straw and enhancement in biogas production. Paddy Water Environ 14:113–121. https://doi.org/10.1007/s10333-015-0483-1
Kaur K, Phutela UG (2016b) Enhancement of paddy straw digestibility and biogas production by sodium hydroxide-microwave pretreatment. Renew Energy 92:178–184. https://doi.org/10.1016/j.renene.2016.01.083
Kim S, Dale BE (2004) Global potential bioethanol production from wasted crops and crop residues. Biomass Bioenergy 26:361–375. https://doi.org/10.1016/j.biombioe.2003.08.002
Kim D, Kim J, Lee C (2018) Effect of mild-temperature thermo-alkaline pretreatment on the solubilization and anaerobic digestion of spent coffee grounds. Energies 11(865):1–14. https://doi.org/10.3390/en11040865
Kolios A, Mytilinou V, Lozano-minguez E, Konstantinos S (2016) A comparative study of multiple-criteria decision-making methods under stochastic inputs. Energies 9(566):1–21. https://doi.org/10.3390/en9070566
Krishania M, Vijay VK, Chandra R (2013) Methane fermentation and kinetics of wheat straw pretreated substrates co-digested with cattle manure in batch assay. Energy 57(08):359–367. https://doi.org/10.1016/j.energy.2013.05.028
Kumar A, Agrawal VP (2009) Attribute based specification, comparison and selection of electroplating system using MADM approach. Expert Syst Appl 36(8):10815–10827. https://doi.org/10.1016/j.eswa.2008.06.141
Laghari SM, Isa MH, Laghari AJ (2016) Delignification of palm fiber by microwave assisted chemical pretreatment for improving energy efficiency. Malaysian J Sci 35(1):8–14
Liew LN, Shi J, Li Y (2011) Enhancing the solid-state anaerobic digestion of fallen leaves through simultaneous alkaline treatment. Biores Technol 102:8828–8834. https://doi.org/10.1016/j.biortech.2011.07.005
Mancini G, Papirio S, Lens PNL, Esposito G (2018) Increased biogas production from wheat straw by chemical pretreatments. Renew Energy 119:608–614. https://doi.org/10.1016/j.renene.2017.12.045
Matsakas L, Gao Q, Jansson S, Rova U, Christakopoulos P (2017) Green conversion of municipal solid wastes into fuels and chemicals. Electron J Biotechnol 26:69–83. https://doi.org/10.1016/j.ejbt.2017.01.004
Monlau F, Barakat A, Steyer JP, Carrere H (2012) Comparison of seven types of thermo-chemical pretreatments on the structural features and anaerobic digestion of sunflower stalks. Biores Technol 120:241–247. https://doi.org/10.1016/j.biortech.2012.06.040
Mousavi-nasab SH, Sotoudeh-anvari A (2018) A new multi-criteria decision making approach for sustainable. J Clean Prod 182:466–484. https://doi.org/10.1016/j.jclepro.2018.02.062
Noonari AA, Mahar RB, Sahito AR, Brohi KM (2017) Optimization of methane production from rice straw and buffalo dung by H2O2 and Ca(OH)2: pretreatments and its kinetics. Waste Biomass Valoriz 10(4):899–908. https://doi.org/10.1007/s12649-017-0102-z
Olusola OI, Omojola A (2013) Comparative study of the effects of sawdust from two species of hard wood and soft wood as seeding materials on biogas production. Am J Eng Res (AJER) 02(01):16–21
Patowary D, Baruah DC (2018) Effect of combined chemical and thermal pretreatments on biogas production from lignocellulosic biomasses. Ind Crops Prod 124:735–746. https://doi.org/10.1016/j.indcrop.2018.08.055
Pellera F, Gidarakos E (2017) Chemical pretreatment of lignocellulosic agroindustrial waste for methane production. Waste Manage 71(1):689–703. https://doi.org/10.1016/j.wasman.2017.04.038
Perendeci NA, Gökgöl S, Orhon D (2018) Impact of alkaline H2O2 pretreatment on methane generation potential of greenhouse crop waste under anaerobic conditions. Molecules 23(1794):1–17. https://doi.org/10.3390/molecules23071794
Pérez-rodríguez N, García-bernet D, Domínguez JM (2016) Effects of enzymatic hydrolysis and ultrasounds pretreatments on corn cob and vine trimming shoots for biogas production. Biores Technol 221:130–138. https://doi.org/10.1016/j.biortech.2016.09.013
Pohekar SD, Ramachandran M (2004) Application of multi-criteria decision making to sustainable energy planning—a review. Renew Sustain Energy Rev 8:365–381. https://doi.org/10.1016/j.rser.2003.12.007
Rao PV, Baral SS (2011) Attribute based specification, comparison and selection of feed stock for anaerobic digestion using MADM approach. J Hazard Mater 186:2009–2016. https://doi.org/10.1016/j.jhazmat.2010.12.108
Rao RV, Davim JP (2008) A decision-making framework model for material selection using a combined multiple attribute decision-making method. Int J Adv Manuf Technol 35:751–760. https://doi.org/10.1007/s00170-006-0752-7
Rekha BN, Pandit AB (2013) Performance enhancement of batch anaerobic digestion of napier grass by alkali pre-treatment. Int J ChemTech Res 5(2):558–564
Renewables 2017 Global Status Report (2017) Global status report 2017.
Saaty TL (2008) Decision making with the analytic hierarchy process. Int J Serv Sci 1(1):83–98
Sabaghi M, Mascle C, Baptiste P (2015) Application of DOE-TOPSIS technique in decision-making problems. Int Fed Autom Control (IFAC) 48–43:773–777
Saini JK, Saini R, Tewari L (2015) Lignocellulosic agriculture wastes as biomass feedstocks for second-generation bioethanol production: concepts sand recent developments. 3 Biotech 5:337–353. https://doi.org/10.1007/s13205-014-0246-5
Sen P, Yang J-B (1998) MCDM and the nature of decision making in design. In Multiple criteria decision support in engineering design. Springer, London pp. 13–20
Song Z, Yang G, Liu X, Yan Z, Yuan Y, Liao Y (2014) Comparison of seven chemical pretreatments of corn straw for improving methane yield by anaerobic digestion. PLoS ONE 9(4):1–8. https://doi.org/10.1371/journal.pone.0093801
Tan RR, Aviso KB, Huelgas AP, Promentilla MAB (2013) Fuzzy AHP approach to selection problems in process engineering involving quantitative and qualitative aspects. Process Saf Environ Prot 92(5):467–475. https://doi.org/10.1016/j.psep.2013.11.005
Tansel Y (2012) An experimental design approach using TOPSIS method for the selection of computer-integrated manufacturing technologies. Robot Comput Integr Manuf 28(2):245–256. https://doi.org/10.1016/j.rcim.2011.09.005
Tansel Y, Ergun E (2011) A multi-criteria approach for determination of investment regions : Turkish case. Ind Manage Data Syst 111(6):890–909. https://doi.org/10.1108/02635571111144964
Tsapekos P, Kougias PG, Frison A, Raga R, Angelidaki I (2016) Improving methane production from digested manure biofibers by mechanical and thermal alkaline pretreatment. Biores Technol 216(9):545–552. https://doi.org/10.1016/j.biortech.2016.05.117
Vafaei N, Ribeiro RA, Camarinha-matos LM (2015) Importance of data normalization in decision making: case study with TOPSIS method. In: ICDSST 2015 proceedings—the 1st International conference on decision support systems technologies; An ewg-dss conference, pp. 1–5
Vasco-correa J, Khanal S, Manandhar A, Shah A (2018) Anaerobic digestion for bioenergy production: global status, environmental and techno-economic implications, and government policies. Biores Technol 247:1015–1026. https://doi.org/10.1016/j.biortech.2017.09.004
Vasmara C, Cianchetta S, Marchetti R, Galletti S (2017) Biogas production from wheat straw pre-treated with hydrolytic enzymes or sodium hydroxide. Environ Eng Manage J 16(8):1827–1835
Veluchamy C, Kalamdhad AS (2017) Influence of pretreatment techniques on anaerobic digestion of pulp and paper mill sludge: a review. Biores Technol 245(6):1206–1219. https://doi.org/10.1016/j.biortech.2017.08.179
Venturin B, Frumi Camargo A, Scapini T, Mulinari J, Bonatto C, Bazoti S et al (2018) Effect of pretreatments on corn stalk chemical properties for biogas production purposes. Biores Technol 266:116–124. https://doi.org/10.1016/j.biortech.2018.06.069
Wang P, Meng P, Zhai J, Zhu Z (2013) A hybrid method using experiment design and grey relational analysis for multiple criteria decision making problems. Knowl-Based Syst 53:100–107
Ward-Doria M, Arzuaga-Garrido J, Ojeda KA, Sánchez E (2016) Production of biogas from acid and alkaline pretreated cocoa pod husk (Theobroma cacao L.). Int J ChemTech Res 9(11):252–260
Yang Q, Du P, Wang Y, Liang B (2017) A rough set approach for determining weights of decision makers in group decision making. PLoS ONE 12(2):1–16. https://doi.org/10.1371/journal.pone.0172679
Yunqin L, Dehan W, Shaoquan W, Chunmin W (2010) Alkali pretreatment enhances biogas production in the anaerobic digestion of pulp and paper sludge. Waste Manage Res 170:366–373. https://doi.org/10.1177/0734242X09358734
Yusuf T (2014) A TOPSIS based design of experiment approach to assess company ranking. Appl Math Comput 227:630–647. https://doi.org/10.1016/j.amc.2013.11.043
Zaman UKU, Rivette M, Siadat A, Mousavi SM (2018) Integrated product-process design: material and manufacturing process selection for additive manufacturing using multi-criteria decision making. Robotics Comput-Integr Manuf 51:169–180. https://doi.org/10.1016/j.rcim.2017.12.005
Zhen G, Lu X, Wang B, Zhao Y, Chai X, Niu D et al (2012) Synergetic pretreatment of waste activated sludge by Fe(II)-activated persulfate oxidation under mild temperature for enhanced dewaterability. Biores Technol 124:29–36. https://doi.org/10.1016/j.biortech.2012.08.039
Zheng Y, Zhao J, Xu F, Li Y (2014) Pretreatment of lignocellulosic biomass for enhanced biogas production. Prog Energy Combust Sci 42(6):35–53. https://doi.org/10.1016/j.pecs.2014.01.001
Zieminski K, Romanowska I, Kowalska-wentel M, Cyran M (2014) Effects of hydrothermal pretreatment of sugar beet pulp for methane production. Biores Technol 166:187–193. https://doi.org/10.1016/j.biortech.2014.05.021
Acknowledgements
The authors are thankful to the Ministry of Human Resources Development, Govt. of India for providing fellowship to Ms. Adhirashree Vannarath to pursue her research studies at NITK Surathkal.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
All authors declare that they have no conflict of interest.
Ethical approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Informed consent
Informed consent was obtained from all individual participants included in the study.
Appendix
Appendix
Rights and permissions
About this article

Cite this article
Vannarath, A., Thalla, A.K. Evaluation, ranking, and selection of pretreatment methods for the conversion of biomass to biogas using multi-criteria decision-making approach. Environ Syst Decis 40, 510–525 (2020). https://doi.org/10.1007/s10669-019-09749-9
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10669-019-09749-9