
Abstract
The effect of addition of copper on the sintering of a W powder was systematically investigated by the analysis of dilatometric experiments on W and W-Cu compacts prepared with submicrometric powders. A pure W powder compact and a W-10 wt pct Cu powder compact with the same packing fraction of W particles were first studied, in order to analyze the effect of copper at fixed microstructure of the solid W particle packing. A more systematic set of experiments with different copper contents and W particle sizes was also qualitatively analyzed. A phenomenological model of sintering was developed and fitted in order to extrapolate the effect of copper content on sintering kinetics at fixed microstructure of the W particle skeleton. An interpretation of the sintering mechanisms was then proposed. Sintering of a W-Cu powder compact is the result of solid-state sintering of the W skeleton, enhanced by the capillary forces exerted by copper, with the superimposition of a particle rearrangement step after copper melting.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The W-Cu composite materials combine a hard and refractory W phase having a low thermal expansion coefficient with a ductile Cu phase having high electrical and thermal conductivities. They are used in applications, such as electrical contacts, electroerosion segments, and heat sinks for packaging in microelectronic devices. Functionally graded W-Cu components are also considered for application as first wall assemblies in nuclear fusion experiments.[1–3] These materials are traditionally processed by Cu infiltration of W preforms. Processing high density materials through liquid-phase sintering of W-Cu powder compacts is possible only if the phase size in the powder mixture is submicrometric,[4–12] due to the low solubility of W in solid and liquid Cu.
The classic liquid-phase sintering system consists of a mixture of a refractory phase with a minor metallic binder phase and densifies in three overlapping stages:[13–15] (1) a first stage of particle rearrangement after liquid formation; (2) an intermediate stage of solution precipitation, with corresponding shape accommodation and grain growth; and (3) a final stage of sintering of the solid skeleton. The corresponding mechanisms can already operate in the solid state, below the melting point of the binder phase, for powder mixtures with micrometric or submicrometric particle size of the refractory phase.[16] For the W-Cu system, densification is reduced to a two-stage process, due to the negligible solubility of W in solid and liquid Cu:[17] (1) a first stage of particle rearrangement and (2) a second stage of sintering of the solid W skeleton. The rearrangement stage was analyzed with the help of experiments and simulations.[18–20] It is described as a discontinuous process: the local pore filling by the liquid phase results in a capillary-assisted densification, followed by further repacking and densification of clusters of increasing size. The process amplifies the heterogeneity in pore sizes, first because migration of the liquid phase usually leaves large pores behind and also because capillary forces are lower for clusters with lower packing fraction. The efficiency of particle rearrangement on densification is then strongly dependent on the homogeneity of the initial powder mixture. Another limit of particle rearrangement results from the competition with the solid-state sintering of the W skeleton, since the formation of interparticle bonds increases the skeleton strength. Johnson et al.[17] showed that the ratio of the bonding vs capillary forces exerted on the particles increases with increasing W particle size or decreasing liquid volume fraction. Their experimental results indeed show that the contribution of particle rearrangement vs sintering of the W skeleton increases with decreasing particle size or increasing liquid volume fraction. They have determined a critical particle size and a critical relative density above which the skeleton strength prevents any particle rearrangement. The amplification of packing heterogeneity and the formation of rigid interparticle necks by solid-state sintering both limit the densification by particle rearrangement. The maximum particle packing fraction that can be attained by pure particle rearrangement is then always lower than the value of a random close packing, i.e., about 64 pct for identical spheres. Hence, full densification by this mechanism is never attained for liquid volume fraction below the theoretical limit of 35 vol pct given by Kingery.[13] The nearly full densification that is obtained by free sintering W-Cu submicrometric powder mixtures with less than 35 vol pct Cu necessarily involves the sintering or shape accommodation of W particles. Although a lot of experimental work has been dedicated to processing techniques to obtain such densities, very few studies directly quantify the contribution of solid-state sintering or creep of W on the global compact densification. Panichkina et al.[21] stated that sintering and creep of W occur by grain shape accommodation controlled by the diffusion of W atoms into liquid copper intergranular layers. They have proposed a theoretical expression of the viscosity of the powder compact, which is in agreement with experimental values deduced from the porosity variation at 1473 K (1200 °C), whereas a calculation assuming a grain boundary diffusion mechanism would predict too large viscosities. Their theoretical expression is also in quantitative agreement with experimental measurements of the viscosity of W-Cu submicrometric powder compacts at 1373 K (1100 °C), by dilatometry under sequential loading.[22] The presence of liquid intergranular layers is questionable in a system whose equilibrium value of the dihedral angle is in the range 90 to 110 deg,[23,24] promoting the formation of a solid W skeleton. However, Johnson et al.[17] suggested that rigid bonds are continuously created and broken in such submicrometric particle mixtures below a critical packing density, as long as the bonding forces between particles remain smaller than the capillary forces driving particle rearrangement. Below the critical density, densification may then result from a combination of particle rearrangement, shape accommodation by diffusion into liquid intergranular layers, and solid-state sintering of the W skeleton. Above the critical density, rigid bonds are formed and densification can only occur through solid-state sintering. According to several experimental studies,[21,22,25] the transition takes place around 1373 K to 1473 K (1100 °C to 1200 °C).
The effect of copper is to increase the contribution of particle rearrangement, but its effect on solid-state sintering of the W skeleton has never been addressed. Such effect is expected because the capillary forces also modify the sintering stress exerted on interparticle necks. In the present work, the effect of copper on sintering kinetics is analyzed by dilatometry. The contribution of solid-state and liquid-phase sintering is discussed and the effect of copper content on solid-state sintering of the W skeleton is especially investigated. A pure W powder compact and a W-10 wt pct Cu powder compact are first studied by fixing the initial volume fraction of W in both compacts. The effect of copper is thus analyzed at a fixed microstructure of the initial W particle packing. A more systematic set of experiments with different copper contents and W particle sizes is then qualitatively analyzed. Finally, a phenomenological model of sintering is developed and fitted in order to extrapolate the sintering kinetics of the W skeleton in the presence of the liquid phase, at a fixed volume fraction of W. The microstructure of the W skeleton undergoing sintering being fixed, the direct effect of copper on sintering kinetics of the W skeleton can be deduced. From these results, the sintering mechanisms of W-Cu powder compacts are summarized.
2 Experimental
A CuO powder (Ref.: 24174-1, Aldrich, Saint-Louis, MO) and two W powders (Ref.: AW1106 (F) and AW2110 (C), Eurotungstene Metal Powders, Grenoble, France) were used as raw materials. The finer W powder AW1106 was first jet milled for deagglomeration. The BET surface and equivalent primary particle diameters are given in Table I. BET technique is the most classical method used for measuring the specific surface area of powders. W-CuO powder mixtures, with compositions corresponding to 10, 20, and 30 wt pct Cu after reduction (19, 35, and 48 vol pct Cu, respectively), were prepared. The mixtures were attritor milled in acetone with tungsten carbide balls in a stainless steel container, with a rotating speed of 300 rpm. CuO was first milled for 2 hours and then W powder was introduced for 2 more hours. The powder mixtures were dried at 353 K (80 °C) in a rotating evaporator and then reduced at 623 K (350 °C) in a furnace under He/H2 gas flow. Reduction conditions were analyzed in a previous article.[12] A 2-hour attritor-milled W powder was also prepared in order to compare the sintering of W-Cu powder mixtures with that of a pure W powder with the same characteristics.
The powder mixtures were uniaxially compacted into cylindrical parts (8-mm diameter, about 6-mm height), under 600 MPa, unless specified. The compacts were sintered at 1653 K (1380 °C) under He/H2 gas flow in a SETARAM TMA92 dilatometer. The thermal cycle was optimized in a previous work:[12] the samples were first heated at 5 K/min to 1323 K (1050 °C); held at this temperature for 1 hour to achieve W-oxide reduction; then heated at 2.5 K/min to 1653 K (1380 °C), where they were held for 2 hours; and finally cooled to room temperature at 20 K/min. Special dilatometric tests close to this reference cycle were also designed to fit phenomenological models. They are described in Section III–C.
3 Results and Discussion
3.1 Comparison of Sintering of Pure W with Sintering of W-10 Wt Pct Cu with the Same Volume Fraction of W in the Initial Compact
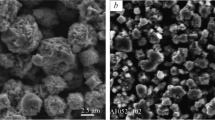
A compact with pure attritor-milled W powder (F) and a compact with the W-10 wt pct Cu powder mixture (10F) were prepared by uniaxial compaction, respectively, at 280 and 600 MPa, to obtain about 45 pct volume fraction of W in both cases. The dilatometric plots are given in Figure 1 and the green density, total shrinkage, and final density are reported in Table II. Microstructures of the final materials are given in Figure 2. The pure W material is still very porous, whereas the W-Cu material is nearly dense, with finely dispersed W particles embedded in a Cu matrix.

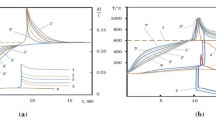
Dilatometric analysis of a pure W compact (F) and a W-10 wt pct Cu compact (10F) having the same initial volume fraction of W: (a) shrinkage and (b) shrinkage rate. Dotted lines in (b) suggest a deconvolution of the two sintering peaks of the 10F compact, by comparison with the peaks of pure W

Fracture surface of two powder compacts sintered for 2 h at 1653 K (1380 °C): (a) W powder compact (F) and (b) W-10 wt pct Cu powder compact (10F)
The first sintering step of the W-Cu compact occurs before copper melting (peak (0) in Figure 1(b)). The second step is associated to particle rearrangement after copper melting at 1356 K (1083 °C) (peak (1) in Figure 1(b)). A sintering step at higher temperature is identified (peak (2) in Figure 1(b)). The deconvolution of the shrinkage rate peaks (1) and (2) suggests that peaks (0) and (2) are already present, but not so intense, on the dilatometric plots of pure W. Peak (0), in fact, is related to the isothermal plateau at 1323 K (1050 °C), since the shrinkage rate naturally decreases during holding at constant temperature. Peaks (0) and (2) probably correspond to the same sintering mechanism, i.e., the solid-state sintering of the W skeleton. Particle rearrangement is possible in a system that has already been consolidated, since the strength of powder compacts with submicrometric particles is not high enough to resist particle rearrangement before significant densification has occurred.[25] Sintering of the W-10 wt pct Cu compacts may then be interpreted as the solid-state sintering of the W skeleton, with the superimposition of a particle rearrangement step after copper melting, as described in previous works.[25] Our results further demonstrate that solid-state sintering of the W skeleton is activated by the presence of copper.
3.2 Sintering Analysis of W-Cu Mixtures with Different Cu Content and W Particle Sizes
The effect of copper content on the sintering was further investigated by comparing dilatometric plots of W-Cu compacts noted 10F, 20F, and 30F, realized with the fine tungsten powder (F) and containing 10, 20, and 30 wt pct Cu, respectively (Figure 3). For practical reasons, the green density of the W skeleton could not be kept constant for the different compositions and the compaction pressure was fixed at 600 MPa. Table III reports the corresponding green density, total shrinkage and final density.

Dilatometric plots of W-Cu compacts with 10, 20, and 30 wt pct Cu (10F, 20F, and 30F): (a) shrinkage and (b) shrinkage rate
Although the different compositions with the fine W powder are nearly fully dense after sintering at 1653 K (1380 °C), the relative importance of the sintering steps defined before depends a lot on the copper content. The shrinkage after particle rearrangement is roughly estimated from the value measured after the corresponding peak of the dilatometric plot (between peaks 1 and 2, Figure 1). It increases with the copper content in the powder compact from 6.2 pct (10F: 19 vol pct Cu) to 11.4 pct (30F: 48 vol pct Cu) (Table IV), in agreement with previous results of the literature.[17,25] Rearrangement is responsible for the largest part of the shrinkage for the 30F sample. Due to their lower initial packing fraction, W particles have more space to move before they come into close contact. The resistance of the compact to rearrangement is also lower as the liquid volume fraction is higher.[25] After rearrangement, the volume fraction of W in the compact, i.e., the solid particle packing fraction, is deduced from the corresponding shrinkage (Table IV). Rearrangement ends for a packing fraction in the range 54 to 58 pct for the 10F and 20F samples, which is typical of a green powder compact with submicronic particles. Sintering or grain shape accommodation of the W skeleton is then limited during particle rearrangement of these compacts with submicrometric particles, in which the capillary forces are high.[25] The packing fraction is even slightly lower for the 30F sample, since rearrangement is probably not so efficient in that case, due to the lower initial packing fraction. A critical packing fraction for the end of particle rearrangement was also deduced from sintering experiments of WC-Co cemented carbides.[26] The value was higher (66 to 69 pct), which was explained by a significant contribution of shape accommodation due to the higher solubility of particles in the liquid in this system. The effect of copper on the solid-state sintering of the W skeleton is more difficult to analyze from the raw dilatometric data, since the samples do not have the same density at corresponding temperatures. This point will be specifically addressed in Section C. Solid-state sintering of the W skeleton may induce exudation of the liquid at high temperature, as observed for the mixture with 30 wt pct Cu (30F).
The effect of W particle size was also analyzed. Figure 4 compares the dilatometric plots of a powder compact 10F with a compact noted 10C realized with the coarse W powder, whereas Figure 5 similarly compares the plots of powder compacts 20F and 20C. Table III reports the corresponding green density, total shrinkage, and final density. The first point to notice is the strong effect of particle size on the green density: particle rearrangement during compaction is easier with coarse W particles, and the compact green density is larger with the coarse mixtures than with the fine mixtures of the same composition. The anticipated shrinkage or densification to reach full density, therefore, is significantly lower with the coarse mixtures. Apart from this effect, the capillary forces exerted by liquid copper as well as the shrinkage rate during solid-state sintering of the W skeleton are expected to be lower with coarser W particles. Therefore, as we start with a smaller green density, the shrinkage kinetics corresponding to particle rearrangement and to solid-state sintering of the W skeleton are much faster with the fine mixtures than with the coarse mixtures of the same composition. In addition, the contribution of particle rearrangement relative to solid-state sintering of the W skeleton is significantly reduced as the particle size increases. This was also observed by Johnson et al.[25] and explained by the dominance of bonding vs capillary forces exerted on the particle skeleton as the particle size increases. Shrinkage proceeds up to higher temperatures for the compacts with coarse particles, since full density is more difficult to achieve for these samples.

Dilatometric plots of W-Cu compacts realized with powder mixtures containing 10 wt pct Cu, with fine (10F) or coarse (10C) W particle size: (a) shrinkage and (b) shrinkage rate

Dilatometric plots of W-Cu compacts realized with powder mixtures containing 20 wt pct Cu, with fine (20F) or coarse (20C) W particle size: (a) shrinkage and (b) shrinkage rate
Except for the case of W and W-10 wt pct Cu at low temperature (Section III–A), experimental investigations of sintering kinetics at a given temperature are conducted on compacts that have neither the same relative density nor the same volume fraction of W in the compact. Even by taking the greatest care to separate the effect of the different parameters in the interpretation of the kinetics, conclusions about the effect of copper content remain essentially qualitative. In Section III–C, a phenomenological model will be developed to extrapolate sintering kinetics for densities and temperatures that are outside the range of experimental investigations. The effect of copper content on the kinetics can thus be analyzed at a constant temperature and constant relative density or volume fraction of W in the compact. The method will be applied to the analysis of solid-state sintering of W-Cu mixtures with the fine W particles (F) after the particle rearrangement step.
3.3 Phenomenological Modeling of the Effect of Copper Content on the Sintering Kinetics of W-Cu Powder Mixtures
A phenomenological approach was used to describe the sintering kinetics of W and W-Cu compacts. Special dilatometric tests were performed aiming to fit the densification rate as a function of the relative density and temperature.
The procedure was defined by Gillia and Bouvard.[27] The densification rate was represented by the following constitutive equation:
where \( \dot{\varepsilon }_{{_{S} }} \) is the densification rate, ρ the relative density, ρ ∞ the extrapolated density after an infinite time at temperature T, Ω(T), and n(T) an empirical function without physical meaning. The model is developed to analyze the kinetics of solid-state sintering of the W skeleton, beyond the rearrangement step following copper melting. Indeed the holding time at 1323 K (1050 °C) and the sudden dimensional variation at the copper melting point (1356 K, i.e., 1083 °C) introduce discontinuities in the shrinkage rate, which cannot be taken into account with simple models, as given by Eq. [1]. Therefore, the model was fitted above 1373 K (1100 °C) only, for three compositions: pure W, W-10 wt pct Cu (10F), and W-20 wt pct Cu (20F). The relatively weak contribution of the solid-state sintering of the W skeleton and the exudation observed at high temperatures for the W-30 wt pct Cu (30F) make it difficult to apply the model for this composition.
3.3.1 Experimental fitting of the model parameters
Experimental kinetics was fitted with a function of temperature and density (Eq. [1]). A special sintering test was applied, including short isothermal sequences close to the reference cycle used in Section III–B (Figure 6, Reference 27). ρ ∞(T) was estimated by prolonging “by hand” the function ln(\( \dot{\varepsilon }_{{_{S} }} \)) as a function of ρ on the isothermal sections. Imprecision in the determination of this quantity is not critical as far as the model is applied in a narrow band of the ρ(T) diagram, close to the curve corresponding to the reference cycle. Ω(T) and n(T) were fitted by plotting ln(\( \dot{\varepsilon }_{s} \) \( \dot{\varepsilon }_{S} \)) as a function of ln(ρ – ρ ∞(T)). Figure 7 illustrates the method for the W powder compacts. ρ ∞, Ω, and n are then fitted as simple polynomial functions of the temperature. The same procedure was applied for the W powder compact F and for the powder compacts 10F and 20F.

Reference sintering cycle and the special sintering cycle, including short isothermal sequences, which were used to determine parameters of the constitutive Eq. [1]

Plots used to fit parameters of the constitutive equation (Eq. [1]) in the case of pure W powder compacts. (a) \( \dot{\varepsilon }_{S} \) = f (ρ) for the determination of ρ ∞ (T). (b) Ln(\( \dot{\varepsilon }_{S} \)) = f (Ln(ρ ∞ – ρ)) for the determination of Ω(T) and n(T)
3.3.2 Validation
Once the densification rate has been modeled for each composition, the density or shrinkage can be obtained by numerical integration during any thermal cycle that does not deviate too much from the special sintering cycle used for the determination of model parameters. Validation of the model is performed by comparing the experimental measurements obtained with the reference cycle to the prediction of the model for the three materials (Figures 8 through 10). The agreement is fairly good.

Experimental dilatometric measurements on W (F) powder compacts processed using the reference cycle, compared with predictions of the model. (a) Densification rate as a function of the relative density. (b) Shrinkage as a function of time

Experimental dilatometric measurements on W-10 wt pct Cu (10F) powder compacts processed using the reference cycle, compared with predictions of the model: (a) densification rate as a function of the relative density and (b) shrinkage as a function of time

Experimental dilatometric measurements on W-20 wt pct Cu (20F) powder compacts processed using the reference cycle, compared with predictions of the model. (a) Densification rate as a function of the relative density. (b) Shrinkage as a function of time
3.3.3 Analysis of the effect of copper content
The densification rate at a given volume fraction v Cu of Cu in the W-Cu mixture and for a given particle size D W of W is a function of the temperature T and of the relative density ρ:
The influence of these parameters on the kinetics can then be investigated separately with the model at each copper content. In fact, the volume fraction of W in the compact ρ W is a more relevant parameter than the relative density, since this parameter controls the microstructure of the W skeleton undergoing sintering. This parameter is simply related to the relative density and to the volume fraction v Cu of Cu in the W-Cu mixture:
The densification rate at fixed v Cu and fixed D W can then be represented as a function of the temperature and of the volume fraction of W in the compact ρ W:
Figure 11 presents the computed densification rate as a function of temperature for different copper contents and volume fractions of W in compacts with the fine W particles. At fixed v Cu and ρ W, an increase of the temperature most often increases the densification rate as expected, since the diffusivity increases with temperature and the driving force is more or less fixed by the microstructure, i.e., by v Cu and ρ W. The decrease of the densification rate observed at high temperature for the higher copper content (20F) cannot be interpreted in the framework of a single sintering mechanism. The relative density is in the range of 85 to 94 pct for this composition, and the entrapped gas after pore closure may then significantly decrease the densification kinetics. A single phenomenological model, as proposed in this work, is probably not suitable to describe the densification kinetics both in the intermediate and in the final stages of sintering. In addition, at fixed v Cu and T, the densification rate decreases as the volume fraction of the W skeleton increases, or as the relative density increases. The decrease of sintering kinetics as the relative density increases is classical for the sintering of a single-phase material but it is not trivial here, since an increase of the volume fraction of the solid skeleton modifies the capillary pressure exerted on this skeleton. Finally, the general trend observed at fixed ρ W and T is an increase of the densification rate with increasing copper fraction. Again, this is not trivial and may be related to an effect of copper on the capillary pressure exerted on the W particle skeleton. However, this general trend is contradicted at high temperature, where the 20F compact has a smaller densification rate than the 10F compact. The particular behavior of the 20 wt pct Cu mixture, already noticed for the effect of temperature, again proves the limits of the phenomenological model in this case. A model for the calculation of the capillary pressure exerted by a liquid-vapor fluid phase on a solid particle skeleton, which undergoes sintering, has been developed and will be published soon. The first results for the W-Cu system show that this capillary pressure actually increases as the liquid content increases (at fixed ρ W).

Predictions of the model for the densification rate as a function of temperature for different copper contents (0, 10, and 20 wt pct Cu) and different volume fractions of W in the compact (55, 58, and 61 pct), corresponding to different relative densities
4 Conclusions
The effect of copper on the sintering kinetics of W-Cu powder compacts was experimentally investigated. The comparison of a pure W compact with a W-10 wt pct Cu compact having the same initial volume fraction of W clearly demonstrates the beneficial effect of Cu on densification. A larger set of experiments was then analyzed, with different particle sizes and copper content. Sintering proceeds through particle rearrangement and solid-state sintering of the W skeleton. The contribution of particle rearrangement relative to solid-state sintering of the W skeleton is significantly reduced as the particle size increases or as the copper volume fraction decreases, as already observed in the literature. The effect of copper on the solid-state sintering of the W skeleton was further investigated. A phenomenological model was developed to separate the effect of the volume fraction of liquid in the W-Cu mixture, of the temperature, and of the volume fraction of W in the compact on the densification kinetics after the particle rearrangement step. The results confirm that the addition of copper enhances the kinetics. This conclusion could not have been drawn from a direct analysis of the experimental results. Sintering of W-Cu powder compacts is then interpreted as the solid-state sintering of the W skeleton, enhanced by the capillary forces exerted by copper, with the superimposition of a particle rearrangement step after copper melting. Work is in progress for modeling the capillary pressure exerted by a liquid-vapor fluid mixture on a solid particle skeleton that undergoes sintering.
References
G. Pintsuk, S.E. Brunings, J.E. Doring, J. Linke, I. Smid, and L. Xue: Fus. Eng. Des., 2003, vol. 8, pp. 237–40.
Y. Ling, X. Bai, and G. Changchun: Mater. Sci. For., 2003, vols. 423–425, pp. 49–54.
R. Mitteau, J.M. Missiaen, P. Brustolin, O. Ozer, A. Durocher, C. Ruset, C.P. Lungu, X. Courtois, C. Dominicy, H. Maier, C. Grisolia, G. Piazza, and P. Chappuis: Fus. Eng. Des., 2007, vol. 82, pp. 1700–05.
J.S. Lee, T.H. Kim, and T.G. Kang: Proc. Powder Metall. World Congr., Les Edition de Physique, Paris, 1994, pp. 1501–04.
J.L. Johnson and R.M. German: Metall. Mater. Trans. B, 1996, vol. 27B, pp. 901–09.
F. Doré, C.H. Allibert, R. Baccino, and F. Lartigue: Proc. 15th Int. Plansee Seminar, Plansee AG, Plansee, Austria, 2001, pp. 81–93.
S.S. Ryu, Y.D. Kim, and I.H. Moon: J. Alloys Compd., 2002, vol. 335, pp. 233–40.
F.A. Da Costa, A.G.P. Da Silva, and U. Umbelino Gomes: Powder Technol., 2003, vol. 134, pp. 123–32.
D.G. Kim, G.S. Kim, M.J. Suk, S.T. Oh, and Y.D. Kim: Scripta Mater., 2004, vol. 51, pp. 677–81.
S.-H. Hong, B.-K. Kim, and Z. Munir: Mater. Sci. Eng. A, 2005, vol. 405, pp. 325–32.
J. Cheng, P. Song, Y. Gong, Y. Cai, and Y. Xia: Mater. Sci. Eng. A, 2008, vol. 488, pp. 453–57.
J.J. Raharijaona and J.M. Missiaen: Int. J. Refractory Metals Hard Mater., 2010, vol. 28, pp. 388–93.
W. D. Kingery: J. Appl. Phys., 1959, vol. 30, pp. 301–06.
R.M. German: Liquid Phase Sintering, Plenum Press, New York, NY, 1985.
R.M. German: Powder Metallurgy Science, Metal Powder Industry Federation, Princeton, NJ, 1994.
J.-M. Missiaen: Mater. Sci. Eng. A, 2008, vol. 475, pp. 2–11.
J. Johnson, J. Brezovsky, and R. German: Metall. Mater. Trans. A, 2005, vol. 36A, pp. 1557–65.
W.J. Huppmann and H. Riegger: Acta Metall. Mater., 1975, vol. 23, pp. 965–71.
W.J. Huppmann, H. Riegger, W.A. Kaysser, V. Smolej, and S. Pejovnik: Z. Metallkd., 1979, vol. 70, pp. 707–13.
S.-M. Lee, J.-M. Chaix, C.L. Martin, C.H. Allibert, and S.-J.L. Kang: Met. Mater., 1999, vol. 5, pp. 197–203.
V.V. Panichkina, M.M. Sirotiuk, and V.V. Skorokhod: Porosh. Met., 1982, vol. 234, p. 27.
F. Doré, C.L. Martin, and C.H. Allibert: Mater. Sci. Eng. A, 2004, vol. 383, pp. 390–98.
E.N. Hodkin, M.G. Nicholas, and D.M. Poole: J. Less-Common Met., 1970, vol. 20, pp. 93–103.
A. Upadhyaya and R.M. German: Metall. Mater. Trans. A, 1998, vol. 29A, pp. 2631–38.
J. Johnson, J. Brezovsky, and R. German: Metall. Mater. Trans. A, 2005, vol. 36A, pp. 2807–14.
V. Bounhoure, J.M. Missiaen, S. Lay, and E. Pauty: J. Am. Cer. Soc., 2009, vol. 92, pp. 1396–1402.
O. Gillia and D. Bouvard: Mater. Sci. Eng. A, 2000, vol. 279, pp. 185–91.
Acknowledgments
This work was carried out with the support of the European Fusion Development Agreement (EFDA) and the European Union under the Association EURATOM/CEA entity. The authors also thank the Eurotungstene Metal Powders–French Company for material supply and technical support.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted September 11, 2010.
Rights and permissions
About this article
Cite this article
Raharijaona, JJ., Missiaen, JM. & Bouvard, D. A Phenomenological Analysis of Sintering Mechanisms of W-Cu from the Effect of Copper Content on Densification Kinetics. Metall Mater Trans A 42, 2411–2419 (2011). https://doi.org/10.1007/s11661-011-0615-1
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-011-0615-1