
The influence of pore structure evolution in compacts sintered from nickel carbonyl powder with an average particle size of 1.4 μm in the temperature range 200–1000°C on local and bulk shrinkage was analyzed. The pore structure of the samples was characterized by the maximum and average diameters of pore channel constrictions determined by the Barus–Bechhold method. To minimize local (incoherent) shrinkage in the sintering of fine nickel powders, a criterion for pore structure homogeneity in compacts, α ≤ 0.03, was selected. The criterion was determined by the difference between the maximum and average diameters of pore channel constrictions. The influence of pore structure evolution on local and bulk shrinkage during sintering of compacts produced from nickel carbonyl powder with an average particle size of 1.4 and 4 μm was experimentally confirmed. The local shrinkage was due to the three-level structure and wide particle size distribution of the nickel carbonyl powders. A method was proposed to determine the average diameter of particles (agglomerates) in nickel carbonyl powders using the Kozeny equation, establishing a relationship between the particle diameter, the maximum diameter of pore channel constrictions, and the porosity of the compacts, varying from 0.25 to 0.45.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The development of advanced, high-quality powder products necessitates the use of effective modern control methods throughout the manufacturing cycle. Sintering is the most critical and complex step in the manufacturing of powder products. To date, the inconsistent reproducibility of microstructural characteristics in sintered products remains a significant issue, resulting from local compaction or zonal segregation (separation), according to Balshin’s terminology [1], during sintering. Variations in local and bulk (coherent) compaction rates primarily arise from the heterogeneity of porous compacts within microvolumes, caused by the heterogeneity of particle size distribution and packing density. Careful control over the particle size of starting powders is crucial in ensuring the reproducibility of microstructure in the sintered products. Researchers mainly employ microscopic analysis and laser diffraction to determine the average particle size and size distribution. The effective average particle size can also be found from the powder specific surface area.
The paper [2] shows that the powder particle size characteristics do not always correlate with the bulk shrinkage during sintering. The specific surface area of reduced nickel powder determined with the Brunauer–Emmett–Teller method was 8.8 ⋅ 102 m–1 and that of nickel carbonyl powder of PNK-1 grade was 3.5 ⋅ 102 m–1. The average particle size was 1.7 μm for the reduced nickel powder and 5.9 μm for the carbonyl powder. However, the bulk shrinkage of nickel carbonyl compacts exceeds that of reduced nickel compacts and begins at lower temperatures, though the reduced nickel powder should undergo more intensive shrinkage as its specific surface area is 2.3 times greater and its average particle size is about 29% that of the nickel carbonyl powder. Sintering of the reduced nickel powder in the 300–700°C range probably involved significant local compaction, with pore channels expanding more than those in the nickel carbonyl powder, and led to smaller bulk shrinkage.
Superfine nickel powders are used, among other applications, to manufacture nickel–cadmium and nickel–hydrogen batteries and multilayer ceramic capacitors. The papers [3, 4] discuss the issues of agglomeration and pore structure instability in nickel powder layers in the manufacture of devices requiring thin, continuous metal films, especially at moderate to high sintering temperatures. In thin nickel layers, local compaction makes the pore structure more heterogeneous. The local compaction begins in individual microvolumes and increases the distance between them, leading to greater pore sizes.
Experiments demonstrated that the presence of agglomerates caused local compaction in the sintering of tungsten powders [5]. The agglomerates contain finer pores, whereas coarser pores are found between the agglomerates. Therefore, the heterogeneous pore mesostructure results from the agglomerates in compacts. In the sintering process, agglomerates with finer pores experience greater compaction than the neighboring volumes with coarser pores, even when heated to the isothermal temperature. Consequently, the growth of the average pore size contributes to the reduction of bulk shrinkage during isothermal holding.
The paper [6] provides a theoretical analysis of mesoscopically disordered structures, which are intermediate between the grain microstructures of consolidated powder bodies and randomly packed powder particles. The compaction of a porous body as an ensemble of powder particles involves fluctuations in the packing of agglomerates. Nikolenko and Kovalchenko define these agglomerates as clusters with a high coordination number of particles, resembling a nucleus surrounded by a shell of particles with a lower coordination number. Given that the average coordination number of particles in the nuclei of mesoelements exceeds that in their shells, the capillary pressure during sintering is higher in the nuclei than in the shells. This difference in capillary pressures fosters denser compaction of the nuclei into particle clusters and promotes increased porosity in the shells of mesoelements, resulting in the development of voids between the clusters. Even extensive sintering periods cannot eliminate this type of defect in sintered products.
In industry, the most common nickel powders are carbonyl ones of PNK grade. The chemical composition and particle size of the PNK nickel carbonyl powders are regulated by GOST 9722-97 (Table 1). Based on chemical composition, the PNK powders are categorized into four groups: U, 0, 1, and 2. The nickel carbonyl powders of groups U and 0 contain at least 99.9% Ni and those of groups 1 and 2 at least 99.7% Ni. The PNK powders are further classified by bulk density. The following groups are distinguished: T (heavy) with subgroups 1, 2, 3, and 4; L (light) with subgroups 5, 6, 7, and 8; and K (coarse) with subgroups 9 and 10.
The particle size of nickel carbonyl powders, as per GOST 9722-97, can be considered a quality characteristic. Bulk density, presented in GOST 9722-97 over a wide range, serves as an indirect indicator of both particle size and powder morphology. Hence, it is difficult to predict the sintering ability of powders using these characteristics. Moreover, the particle size distribution is unstable across different batches of nickel carbonyl powders, resulting in varied sintering activities and affecting the reproducibility of the powder production process. Hence, the powder characteristics indicated in GOST 9722-97 no longer meet the current requirements of precision powder manufacturing.
There are more than 60 analytical methods for examining and analyzing the pore structure of materials. These methods are systematized according to the physical principles used to determine their characteristics, each with its own advantages and disadvantages [7,8,9]. Mercury intrusion porosimetry and liquid displacement porometry (Barus–Bechhold method) are most common methods for determining the pore size. The Barus–Bechhold method offers advantages over mercury porosimeters for examining the evolution of pore structures in powder samples during sintering [10].
The paper focuses on analyzing the influence of pore structure evolution in compacts sintered from nickel carbonyl powders in the 200–1000°C range on the local and bulk shrinkage.
Experimental Procedure and Samples
Nickel carbonyl powders (GOST 9722-97) of two grades were chosen for the experiments: PNK-1L5 (batch 1) and PNK-1L8 (batch 2). The pore structure of the samples was analyzed with the Barus–Bechhold method. Since the pore channels have variable cross-sections, specific pressures are needed to completely expel the liquid from the channels, characterizing the maximum diameter of the narrowest sections of pore channels. The Barus–Bechhold method was used to determine the maximum diameter of pore channel constrictions, D1, at pressures when the first bubble appears on the sample and the average diameter of pore channel constrictions, Dav, when the entire sample is covered with bubbles.
A homogeneous pore structure of the compacts facilitates nearly coherent compaction of the samples from nickel carbonyl powders during sintering. To assess the homogeneity of pore structure in compacts, we introduced a quantitative indicator α with the following equation:
As a criterion for pore structure homogeneity in compacts, we adopted α ≤ 0.03. This value indicates that the difference between the maximum and average sizes of pore channels relative to the maximum size is insignificant.
The average diameter of particles (agglomerates) Dp in the powders was determined with the Kozeny equation according to the method described in [11]:
where D1 is the maximum diameter of pore channel constrictions and Θ0 is the porosity of the compact. The Kozeny equation was derived for an ideal pore environment and applies to compacts with porosities ranging from 0.259 to 0.476.
Local shrinkage of the samples, (ΔV/V)local, was calculated with Skorokhod and Solonin’s equation [12]:
where D0 and Θ0 are the initial pore diameter and initial porosity; D is the final pore diameter after sintering; and ΔV/Vb is the bulk shrinkage. To calculate (ΔV/V)local, experimentally determined maximum diameters of pore channel constrictions for compacts D1 and for sintered samples D were used as pore diameters.
The compaction and evolution of the pore structure were examined using the same sample of nickel carbonyl powder from batch 2, with an initial porosity of 0.36. This involved incremental sintering in a hydrogen atmosphere in the 200–1000°C range, with isothermal holding for 1 h in each 100°C step. After each isothermal holding and cooling session, the pore structure of the sample was analyzed to determine the maximum D1 and average Dav diameters of pore channel constrictions. The sintering procedure was as follows: the sample was heated to 200°C for 1 h and maintained at this temperature for 1 h, allowed to cool down from 200°C to ~25°C for 1 h, loaded into a furnace preheated to the next isothermal holding temperature, heated for ≈5 min, held isothermally for 1 h, and cooled down in a refrigerator for 1 h.
Experimental Results and Discussion
Table 2 summarizes the pore structure characteristics of compacts made from the nickel carbonyl powder of batch 1, including porosity, maximum D1 and average Dav diameters of pore channel constrictions, and number of specific sizes. A comparison between D1 and Dav demonstrates that the uniform pore structure in compacts produced from the nickel carbonyl powder of batch 1 is observed at porosities ranging from 0.16 to 0.37, in compliance with homogeneity criterion α ≤ 0.03. Increase in the compaction pressure improves the pore structure homogeneity in the compacts (Table 2). The relationship between the pore structure homogeneity and porosity is actually influenced by the random packing of particle agglomerates from the initial stage of powder filling into the die up to the porosity values at which random dense packing begins and increases with the coordination number.
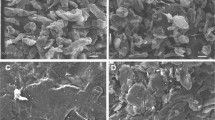
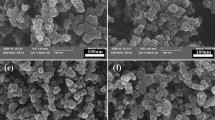
The average particle diameter of nickel carbonyl powders from batches 1 and 2, calculated with the Kozeny equation, was 4.0 and 1.4 μm, respectively. The images of particle size and morphology of the nickel carbonyl powders (Fig. 1) indicate that the particles have sizes close to those determined by the Kozeny equation. The morphology of the nickel carbonyl powders is described by a hierarchical structure consisting of three levels with different scales: grains, particles, and agglomerates. The particles of the nickel carbonyl powder from batch 1 comprise grains varying from 0.1 to 0.4 μm, categorized under the first level of the structural hierarchy. The second level represents spheroidal particles measuring between 2 and 6 μm (Fig. 1a). The particles of the nickel carbonyl powder from batch 2 vary from 0.5 to 4 μm and consist of fine grains approximately 0.1 μm in size (Fig. 1b). At the third level, both batches of the nickel powder feature agglomerates resulting from the fusion of particles.

Morphology of the nickel carbonyl powder from batches 1 (a) and 2 (b)
Consider the pore structure evolution in a sample made from batch 2 (Dp = 1.4 μm, Θ0 = 0.36) during sintering in the 200–1000°C range (Fig. 2). The pore structure homogeneity in dies produced from this powder is notably high, with α = 0.009, as the maximum diameter of pore channel constrictions is D1 = 0.530 μm and slightly differs from the average diameter of pore channel constrictions Dav = 0.525 μm.

Temperature dependences of porosity (1) and maximum diameter of pore channel constriction D1 (2) for the sample from nickel carbonyl powder with an average particle size of 1.4 μm from batch 2 during sintering in the 200–1000°C range
In the 200–300°C range, the maximum diameter of pore channel constriction in the sample, D1 = 0.530 μm, changes insignificantly (Fig. 2), and the local shrinkage is thus negligible (Table 3). When temperature reaches 600°C, D1 increases by a factor of 1.33, and the local shrinkage in the sample achieves a significant value of 0.307, exceeding the bulk shrinkage. At a sintering temperature of 700°C, the size of pore channel constrictions reduces slightly, being indicative of decrease in the contribution of local shrinkage and increase in the bulk shrinkage of the sample. At 800°C, the porosity of the sample becomes 0.098, closed porosity occurs, and the size and number of pore channels reduce drastically. At 900 and 1000°C, the porosity of the sample becomes closed, reaching 0.05 and 0.045, respectively.
Therefore, the compact with porosity Θ0 = 0.36 from the PNK-1L8 nickel carbonyl powder with an average particle size of 1.4 μm exhibits significant localized compaction during sintering, although its pore structure is homogeneous.
The same results were observed in the sintering of the PNK-1L5 nickel carbonyl powder with average particle size Dp = 4.0 μm in [13] (Table 4). The compacts from this powder showed lower pore structure homogeneity: Θ0 = 0.345, D1 = 1.42 μm, Da = 1.275 μm, and α = 0.102.
Conclusions
The influence of pore structure evolution on local and bulk shrinkage during sintering was experimentally confirmed for compacts produced from nickel carbonyl powder with average particle sizes of 1.4 and 4 μm. The local shrinkage was attributed to the three-level structure and wide particle size distribution of the nickel carbonyl powders.
A method was proposed for determining the average diameter of particles (agglomerates) in nickel carbonyl powders using the Kozeny equation, establishing a relationship between the particle diameter, the maximum diameter of pore channel constrictions, and the porosity of compacts, varying from 0.25 to 0.45.
Article-Level Declarations
Conflict of Interest. The author, O.I. Hetman, is a member of the Powder Metallurgy editorial board. The paper was reviewed by another editor and underwent a thorough review process. The author did not participate in the review process or in decision-making related to the manuscript.
The authors declare that they have no potential conflict of interest concerning the research presented in this paper.
Funding. The research was funded from Grant IPM-2022/2 of the National Academy of Sciences of Ukraine. The authors, O.I. Hetman and P.Ya. Radchenko, received scientific support of the National Academy of Sciences of Ukraine.
Contribution of the Authors. O.I. Hetman participated in the data interpretation and in preparation and revision of the paper. P.Ya. Radchenko participated in the experiment and data interpretation. All authors read and approved the final manuscript.
Data Availability. The authors confirm that all data generated or analyzed during the research are included into the published paper.
References
M.Yu. Balshin, Powder Metallurgy [in Russian], Metallurgizdat, Moscow (1948), p. 332.
V.V. Skorokhod, “Pressing and sintering of active nickel powders,” in: Proc. VII All-Union Conf. Powder Metallurgy [in Russian], Erevan (1964), pp. 95–100.
D.I. Baranovskii, A.V. Kuzmov, and M.B. Shtern, “Studying the loss of stability in sintering of multilayer ceramic condensates through agglomeration of nanosized nickel powder,” in: Interuniversity Collection “Scientific Notes” [in Ukrainian], Issue 54, Lutsk (2016), pp. 28–32.
K.S. Weil, E.S. Mast, and V.L. Sprenkle, “Agglomeration behavior of solid nickel on polycrystalline barium titanate,” Mater. Lett., 61, Issue 28, 4993–4996 (2007).
L.A. Vermenko, O.I. Get’man, S.P. Rakitin, and V.V. Skorokhod, “Effect of heat treatment of the densification behavior of porous bodies from fine tungsten powders during sintering,” Powder Metall. Met. Ceram., 20, No. 11, 766–771 (1981).
A.N. Nikolenko and M.S. Koval’chenko, “Analysis of the random packing of identical particles IV. Zonal segregation in powder bodies,” Powder Metall. Met. Ceram., 25, No. 2, 96–99 (1986).
S.V. Belov, Porous Metals in Mechanical Engineering [in Russian], Mashinostroenie, Moscow (1981), 247.
A.S. Berkman and I.G. Melnikov, Porous Permeable Ceramics [in Russian], Stroiizdat, Leningrad (1969), p. 150.
L.I. Heifits and A.V. Neimark, Multiphase Processes in Porous Bodies [in Russian], Khimiya, Moscow (1982), p. 320.
O.I. Get’man, S.P. Rakitin, and V.V. Skorokhod, “Rheological and thermal activation analyses of the sintering kinetics of tungsten powders,” Powder Metall. Met. Ceram., 23, No. 10, 764–768 (1984).
V.V. Skorokhod, O.I. Get’man, A.E. Zuev, and S.P. Rakitin, “Correlation between the particle size, pore size, and porous structure of sintered tungsten,” Powder Metall. Met. Ceram., 27, No. 12, 941–947 (1988).
V.V. Skorokhod and Yu.M. Solonin, “Relationship between integral and local densification in the sintering of porous solids,” Powder Metall. Met. Ceram., 22, No. 12, 985–989 (1983).
O.I. Hetman, O.N. Izunova, A.V. Samelyuk, and L.R. Pokinchereda, “Highly active granular nickel powders for multi-batch production of spongy oxide cathodes,” Powder Metall. Met. Ceram., 60, No. 7–8, 396–402 (2021).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Poroshkova Metallurgiya, Vol. 62, Nos. 9–10 (553), pp. 33–41, 2023.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Radchenko, P.Y., Hetman, O.I. Evolution of Pore Structure in Compacts Produced from Nickel Carbonyl Powders during Sintering. Powder Metall Met Ceram 62, 529–535 (2024). https://doi.org/10.1007/s11106-024-00415-7
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11106-024-00415-7