
Publications devoted to theoretical analysis of powder compact sintering are reviewed taking account of particle packing inhomogeneity within it. The methods used for resolving the problem are conditionally divided into analytical and numerical. It is shown that in order to obtain results agreeing with experimental observations more extensive possibilities may be realized using numerical methods in combination with computer modeling of particle packing. Examples are provided of implementing the method applied to oxide ceramic material sintering.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Numerical Methods Within the Scope of a Physical Model of Sintering
The basis of sintering physical theory is the idea of diffusion mass transfer in an assembly of particles in contact. This mass transfer gives rise to an attempt of a collection of powder compact particles in contact to reduce their surface energy. As the main analytical relationships it is normal to use equations describing mass transfer within the vicinity of two particles in contact (Fig. 16). The form of these equations was proposed by founders of the theory Ya. I. Frenkel’ [27] and G. C. Kuczinski [28]. The dependence of contact neck radius x on sintering time t has the form [28]

Diagram of mass transfer in the vicinity of two particles in contact [29].
where γ is surface energy; δ is atom size (lattice spacing); D is volumetric diffusion coefficient of migrating atoms; r is particle radius.
Since the first publication these equations have undergone significant changes, connected only with the geometry of diffusion mass transfer [29]. As a rule in these models statistical configuration of these particles of regular shape is considered entirely, normally described by analytical curves. Use of numerical approximation for describing the shape of particles in contact makes it possible to extend this analysis to a configuration of particles with arbitrary shape. This approach has been used in [30]. A geometric model of an object, and a scheme for approximating its shape and results of calculations are shown in Fig. 17. A sintered object (see Fig. 17a ) is two equal diameter particles of cylindrical shape in contact. The contour of the active mass transfer region is a neck between particles, approximated by linear elements (see Fig. 17b ). Movement normal to the contour at it local points is controlled by grain-boundary and surface diffusion. As basic equations describing contour movement, equations are used containing physical constants and geometric properties of an object. For grain-boundary mass transfer

Sintering of two particles of arbitrary shape: a) object geometric model; b ) approximation of linear element neck contour; c) transformation of neck shape between particles during sintering [30].
where D gb is grain-boundary diffusion coefficient; δ in boundary thickness between particles; in boundary thickness between particles; γ gb in boundary thickness between particles; is boundary specific energy; Ω is migrating atom volume; r is particle radius.
For surface mass transfer an equation is used for contour movement in a form
where D s is surface diffusion coefficient; a is migrating atom size; γ s is specific surface energy.
Results of calculation for a model [30] are given in Fig. 17c . It is seen that during sintering there is continuous growth of the extent of the boundary between particles. The initially strongly curved shape of the neck contour gradually “straightens out”, taking a final form close to rectilinear. The latter does not agree very well with known ideas, which for retention of minimum surface energy after particle joining into a single shape, this particle should tend towards cylindrical, i.e., they should be curved.
In publication [30], and others devoted to analyzing sintering, drawing on a physical model definitive equations of types (9) and (10) are used in which it is obligatory to contain radius or diameter of particles in question. In order to analyze particle sintering of arbitrary shape this characteristic has an uncertain meaning. Correspondingly, use of Eqs. (9) and (10) with rigid boundaries for geometric particle shape for analyzing arbitrarily shaped particle sintering is problematic. A more general model is presented in [31], having prospects for implementation with use of numerical methods.
Geometric model of an object and numerical discretization of particle shape. For simplicity and clarity we consider the simplest configuration of two touching particles with shape close to cylindrical in a plane arrangement (Fig. 18). Particle boundaries are a collection of successively joined elements. For approximation of particle shape functions are used that are often applied, for example in the boundary element method [32]:

Example of boundary breakdown for two particles into elements: figures are node numbers; θ is dihedral angle.
where x 0, y 0, x 1, y 1 are coordinates of the initial (0) and final (1) nodes of an element; dx 0, dy 0, dx 1, dy 1 are arbitrary coordinates at nodes 0 and 1; f 0, df 0, f 1, df 1 are shape functions and their derivatives. In approximation relationships (12) cubic functions of the form are used
in which ξ is local coordinate of a point in an element.
Functions with derivatives (slopes) at nodes (12) and cubic functions of form (13) are not selected by chance. They make it possible to observe continuity of curvature at inner nodes of boundaries and provide a value of equilibrium dihedral angle θ at contact points of three boundaries, i.e., junctions.
Model basic equations. The most significant diffusion mass transfer mechanisms during sintering are: 1) grain boundary mass transfer, controlled by diffusion over a grain boundary; 2) mass transfer over a particle free surface, controlled by surface diffusion; 3) mass transfer within particles in contact, controlled by volumetric diffusion. As a result of analysis performed in [31] using diffusion mass transfer equations, relationships have been obtained describing contour movement for particles in contact for the three main mechanisms listed above. For mass transfer, controlled by volumetric diffusion, velocity modulus V v of normal movement of a local point of a boundary is represented by an expression
where D v is volumetric diffusion coefficient; Ω is volume of a unit of mass carrier (vacancy); ∇P is pressure gradient at a point of a particle body.
For mass transfer, controlled by surface diffusion along a free particle boundary
where D s is surface diffusion coefficient; γ s is boundary specific surface energy; K is its curvature at a local point in question.
An equation similar in structure is obtained for the modulus of normal movement velocity of a local point of a boundary between particles V gb :
where γ gb is intergranular boundary specific surface energy; D gb is grain boundary diffusion coefficient.
A solution is obtained in a series of successive steps, using a boundary element method combined with basic Eqs. (14) – (16). Solution for a step is a collection of nodal displacement velocity vectors, normal to the boundary contour surface. The scheme for obtaining the solution in step consists of the following sequences.
Determination of powder particle packing geometry, i.e., nodal slopes for function (12) approximating element geometry. For volumetric mass transfer these values are determined by resolving a set of linear equations composed from conditions for providing particle contour smoothness at internal nodes of a boundary and the required value of dihedral angle θ at junctions 0 and 2 (see Fig. 18). For processes controlling grain boundary and surface diffusion, displacements at nodes are calculated directly by Eqs. (15) and (16). Movement of nodes to new positions is accomplished in accordance with the displacement velocities obtained with subsequent repetition of a time step. In the course of time-dependent (stepwise) shape change there is a change in overall particle volume. In each step it is necessary to correct a solution in accordance with the apparent condition, i.e., the overall volume (area) of particles equals their original overall volume.
The model makes it possible to consider individually situations where mass transfer is accomplished solely by volumetric diffusion, solely by surface diffusion mechanisms, and with their combined action. The term “surface” here is treated as common for both mechanisms, i.e., surface and grain-boundary diffusion. Rough calculations for these versions have shown that sintering rate (rate of approach of the geometric centers of particles) solely for volumetric diffusion is about six order of magnitude slower than with action of surface mechanism alone. The contribution of volumetric diffusion to particle shape change compared with surface diffusion is negligibly small. In view of this subsequently results are provided for action of surface mass transfer mechanisms alone. An example is shown in Fig. 19 of shape change with sintering of a pair of Al2O3 particles of arbitrary shape in contact at 1600°C. The diffusion coefficients used for calculations are D v = 4.5 × 10−7m2/sec, δ s D s = 1.29 × 10−16m2/sec, δ gb D gb = 1.0 × 10−15m2/sec [33], and also a value of free energy at an intergranular boundary [34]. The value of the dihedral and = 110° [35].

Sintering of two arbitrarily shaped particles.
The “virtual” process proceeds similar to that observed experimentally (see for example [36]). In the contact area there is formation and growth of an intergranular boundary, curved in the direction of the smallest size particle. The shape of particles is gradually “smoothed out”. Then the intergranular boundary reaches a size comparable with the size of the small particle, movement of this boundary becomes marked in the direction of the center of its curvature with absorption of the smaller particle, i.e., recrystallization proceeds within the system. Final absorption of the small particle occurs when the boundary energy becomes adequate for a jumpwise conformity of the crystal planes in contact (by rotation of them within the overall volume of the small particle). A criterion for particle merging in a model (for isotropic material) is adopted as the ratio of their volumes. The larger particle absorbs the smaller. Total merging occurs when the ratio of their volumes (area) reaches 100:1. After absorption there is further “rounding” of the single particle shape.
The numerical method described above (applied to a pair of particles) is not limited for extension to analyzing sintering of multiparticle configurations. In particular, it may be used for theoretical description of sintering of highly coordinated pores. Previously (in the analytical methods section) from the position of thermodynamics it is shown analytically that there is a limiting value of pore coordination number, and when exceeded pore shrinkage becomes energetically unfavorable. An example is shown in Fig. 20 of transformation of packing of an original configuration to equilibrium for 3- and 16-coordinated pores obtained by calculation [37]. Whereas for a for a 3-coordination pore sintering is completed logically by filling the space between particles (pore disappearance), for pores of 16 particles the shrinkage process ceases when a pore is still not closed. There is a limiting value of coordination number (threshold coordination number) on a achieving which a pore reaches an equilibrium condition and its shrinkage ceases. The value of this threshold coordination number is sensitive to the ratio of free energy and intergranular boundary, i.e., to the value of dihedral angle. With an increase in dihedral angle (with an increase intergranular boundary energy) the threshold coordination number increases (Fig. 21).

Transformation of regular particle configuration forming pores with coordination number 3 (a) and 16 (b ) [37].

Value of threshold coordination number as a function of dihedral angle θ.
Analysis of specific local particle configurations gives valuable information about the role of particle packing imperfection during sintering. However, use of these dependences in analyzing sintering occurring within a full-size compact is clearly inadequate. In this plan greater possibilities are opened up by using a full-size particle packing model. Before moving to analyzing sintering drawing on this model we dwell in more detail on methods for model packing construction and properties.
Particle packing is an object of interest for prominent scientists. In a monograph [38], within which the history of this question is considered well-known names of Newton, Kepler, Hals, Buffon, Koekster, and Gilbert are mentioned. Results obtained in studying this problem are used successfully in crystallography, soil mechanics, biology, oil chemistry, nuclear power generation, and many other sections of science and technology. Particle packing is an object of very different design. There is particle packing of regular and random shape. Packing (as a translation of elementary correct configuration), and packing constructed by a random algorithm,are correct. They differ according to method of bond formation between particles, etc. Algorithms used for constructing packing in an assembly of particles vary. Choice of a specific algorithm is predicted by convenience of numerical implementation or a process of powder compact structure formation observed in practice. A so-called “ballistic” algorithm [39] is most popular in constructing packing. This scheme models “dropping” particles into a container followed by rolling under the force of gravity before packing. In this algorithm there is no consideration of elastic reaction particle on impact of a “falling” particle and those already located within packing. There is a marked contribution of the degree of powder agglomeration in powder compact pore structure formation. In [40] results are provided for modelling packing containing multiparticle formations, i.e., agglomerates. In the first stage of an agglomerate is assembled, i.e., a cluster of individual particles. In the next stage the agglomerate obtained is packed in a container by the same ballistic algorithm as is used in generating packing of individual particles. The “ballistic” algorithm may also be used for generation of packing containing a mixture of agglomerates and individual particles. Some packing is shown in Fig. 22.

Fragments of model packing: a) packing of monodispersed particles; b ) packing of agglomerates; c) packing of a binary agglomerate— particle mixture.
Model packing together with the numerical methods used are a good tool for more complete study of powder compact sintering formed from a large number of random particle configurations. Attempts to implement this approach are presented in [41–43]. The authors of the article in [41] analyze the initial sintering stage using two-dimensional particle packing. The authors studied sintering in two forms of packing, which were conditionally separated into “loose” (Fig. 23a ) and “dense” (Fig. 23b ). A network of cells was applied to packing, formed by links, connecting centers of particles in contact (Fig. 24). In order to describe the rate of change in link size an empirical relationship was proposed

Transformation of “dense” (a) and “loose” (b ) particle packing in the initial sintering stage: overall volumetric shrinkage is shown beneath drawings, % [41].

Network for analyzing movement of particles in contact [41].
where L is distance between aprticle centers; a, b, and c are constants.
Movement of the center of each particle in a network was calculated as the sum of movements, determined by relationship (17) for a collection of particles surrounding the selected particle. No consideration was given to shape change of the particles themselves. The process ended with high values of their convergence and packing shrinkage as a whole. Thus, the model presented describes a very short initial stage of sintering. Comparison of average shrinkage of pairs of individual particles and the integral amount of shrinkage for the whole assembly showed a marked difference in behavior of this value for a “densely” packed compact and a “loose” compact (Fig. 25). Whereas for a “dense” compact kinetics of integral compaction differ little from that for a pair of individual particles in accordance with relationship (17), shrinkage of a “loose” compact is markedly delayed due to shrinkage of individual particles. Once more these data point to the doubtfulness of transferring results in analyzing sintering of a local specific particle configuration to a multiparticle assembly representing a model of an actual powder compact.

Comparison of shrinkage of individual particles (−) and compacts with different original density [41].
In [41–43], performed by the procedure described above, model packing of cylindrical or spherical particles, as a rule of one size (monodispersed particle assemblies) was used. Analysis was only carried out for the initial sintering stage since no consideration was given to shape change of the particles themselves and consequently a configuration of a “seeded” packing does not correspond to analysis used for describing an original configuration. This imposes serious limitations on the possibility of extending the model to the whole time range of sintering from the initial stage to the concluding stage. In addition, these models cannot describe fundamentally structural changes in a powder compact, in fact grain growth, which a priori accompanies sintering. Solutions are given below for some of these problems using a numerical method for analyzing sintering in full-size particle packing that has been used above for analyzing sintering of a pair of arbitrarily shaped particles and highly coordinated pores.
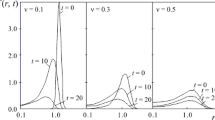
Results are given below for calculating shape change of packing of arbitrarily shaped particles as an example of employing the model described. The original packing (Fig. 26, t = 0) was constructed by a ballistic algorithm from randomly shaped particles with a logarithmically normal size distribution. Its properties are as follows the average equivalent (in future “equivalent” is omitted from the text) size of particles is 1 μm, the width of particle size distribution of 22%, and the average particle coordination number is 3.7, average pore size 0.5 μm, pore distribution width 32%, average pore coordination number 4, porosity 18.5% (it should be noted that subsequently particle (pore) size distribution characteristic relate not to the calculated distribution, but the volumetrically weighted distribution), particle material Al2O3, and sintering temperature 1600°C. In order to determine rates at nodal points of boundaries a diffusion coefficient is used derived previously in analyzing sintering of a two-particle configuration. The step interval for the procedure is 30 sec. The process ceases after closing of the last packing pore.

Shape change of random shape particle packing during sintering.
A visual picture of packing shape change during sintering, shown in Fig. 26, makes it possible to give a qualitative description of the process observed. In the initial sintering stage there is formation of contact boundaries between particles and “smoothing out” of particle shape. Simultaneously there is active shrinkage of small pores with a low coordination number. Pores with a high coordination number (5) during compaction increase in size on a background of overall packing densification. As selective recrystallization develops pores begin to reduce their coordination. At first this is observed for low coordination pores with a number of three, which by transforming into two-coordination pores are actively compressed and “collapse”. In principle recrystallization (if it is treated as redistribution of particle mass due to movement of intergranular boundaries) starts immediately at the instant of absorption of the first grain by a neighbour, i.e., the start of selective recrystallization. Then the time for first absorption of particle is treated as the time for start of selective recrystallization t r. For the representative packing t r = 9.6 min. If the value of this is compared with the time for the end of sintering (time for closing of the last pore t c = 115 min) then it may be noted that for packing with these properties selective recrystallization commences in the early stage of compaction. Attention should be drawn to the fact that during pore shape change there is a possibility of movement within packing, i.e., this process is observed in actual materials, described for example in publication [3]. This is especially significant for pores with high coordination. In these pores the boundary concave towards the center of a pore moves towards the center reducing its volume, but conversely the convex boundary moves from the center expanding pore space. The overall collection of movements of convex and concave boundaries leads to pore displacement as a whole. This illustrative example may be observed in Fig. 26: a 7-coordination large pore located in the right-hand bottom part of packing moves towards the boundary, and finally reaching it loses its isolated status, transforming into a series of “open” pores. Since this pore is the last, the process is complete.
Curves are shown in Fig. 27 for the change in relative density and specific surface of packing as a function of sintering time. Dependences do not have any features. Their nature is similar to that observed by experiment. Active increase in density (reduction in specific surface) gives way to flat section of the curve in the concluding stage. Changes are shown in Fig. 28 of some packing characteristics during sintering. Over the extent of the whole sintering period a continuous increase is noted in average particle and pore size (see Fig. 28a ). Simultaneously there is an increase in scatter of particles and pores with respect to size (see Fig. 28b ). In the initial active section of sintering there is a marked improvement in structural homogeneity (reduction on width of particle and pore size distribution). However, with completion of the phase of intense compaction active selective recrystallization commences, leading to a uniform increase in particle size (see Fig. 28a ) and structural inhomogeneity (see Fig. 28b ); pore space geometry changes (see Fig. 28c ). In the initial sintering section, i.e., in the active compaction period, the proportion of pores with high coordination number increases actively, i.e., there is “collapse” of low coordination pores. After a reaching density close to 100% recrystallization enters a stage when particles start to combine at a pore boundary, thereby reducing their coordination. Thus, simultaneously there is participation of two parallel processes in structure formation: pore shrinkage and recrystallization. The contribution of shrinkage and recrystallization depends markedly on pore space geometry and is directly determined by the index of its inhomogeneity. This is conveniently demonstrated by the results of virtual sintering of packing of particles with different distribution width (Fig. 29) [44].

Dependence of relative density (a) and specific packing surface (b ) as a function of sintering time.

Change in packing characteristics as a function of time: a) particle and pore average size; b ) particle and pore width distribution; c) particle and pore coordination number.

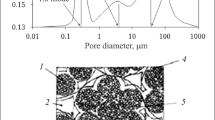
Results of virtual sintering of powder packing with a different distribution width; original packing in the upper row, corresponding “sintered” packing in the lower row [44].
A package of Al2O3 powder with identical average particle size, but with different width of size distribution, i.e., 0, 16.5 and 38.2% (see Fig. 29, upper row) was sintered at 1600°C. Whereas particle packing inhomogeneity is associated with the width of their pore size distribution, an increase in particle scatter with respect to size gives rise to a uniform increase in the criterion of pore space inhomogeneity in forming them from a compact, i.e., pore distribution with 4.2, 22.0, and 42.3%. An increase in original workpiece inhomogeneity also has an unfavorable effect on compaction kinetics and sintered material structure. Some characteristics of sintered packages are shown in Fig. 30 as a function of compact structure inhomogeneity index, i.e., width of pore distribution. Together with an increase in original packing inhomogeneity there is an increase in duration for achieving its total densification (time for “collapse” of the last pore, see Fig. 30a ). The contribution of parallel shrinkage and recrystallization processes may be estimated qualitatively from the proportion of time to the start of selective recrystallization t r to the overall sintering time range t d (see Fig. 30b ). This value specifies quantitatively the delay time for the start of selective recrystallization. An increase in particle distribution width (pore structure inhomogeneity) leads to earlier activation of selective recrystallization. For packing with the maximum broad scatter of pore size (σ = 42.3%) selective recrystallization starts almost together with the start of densification. As expected, this leads to rapid grain growth (see Fig. 30c) and formation within material of an inhomogeneous coarse grained structure (see Fig. 29, packing with σ = 304%). In contrast to this in material with uniform maximum dense packing of monodispersed particles (see Fig. 29, packing with σ = 4.2%) recrystallization commences with the maximum delay and towards the instant of achieving total densification it does not manage to develop completely before this stage so that there is intense coarsening of the structure.

Sintering time to complete density (a), time-dependent delay of the start of recrystallization (b ), and average grain size (c) as a function of pore width distribution in an original powder compact.
The example given above for analyzing sintering and structure formation of sintered material has demonstrated the promise of using a numerical model [31] drawing on packing of particles for prediction of sintering results. This is particularly significant for agglomerated powders with submicron particle size, whose use in contemporary technology for structural ceramics occupies an important place. Indeed, analysis within the framework of a two-dimensional model has its own limitations. However, extension of this approach to a three-dimensional case does not have any fundamental obstacles. By means of this procedure it is possible to analyze sintering in packages consisting of agglomerated particles. A method for constructing these packages is described in [40]. There is also a possibility of using this approach for optimizing firing regimes by considering the temperature dependence for physical parameters in the basic Eqs. (14)-(16) of the model. All of these possibilities may be implemented not only in a plan for studying sintering features taking account of powder compact structure, but also in the practice of technology by creating on the basis of a model software for planning and optimizing technology.
References
Ya. I. Frenkel’, “Viscous flow of a crystalline body under action of surface tension,” Fiz. Zh., 9, 385 – 391 (1945).
G. C. Kuczinski, “Self-diffusion in sintering of metallic particles,” Trans. Amer. Inst. Mining. Met. Eng., 185, 169 – 178 (1949).
M. F. Ashby, “A first report on sintering diagrams,” Acta Metall., 22, 278 – 279 (1974).
P. Bross and H. E. Exner,” Computer simulation method of sintering processes,” Acta Metall., 27(8), 1013 – 1020 (1979).
A. V. Galakhov, “Numerical method for simulating sintering,” Refract. Industr. Ceram., 50(3), 191 – 197 (2009).
N. Brebbia and S. Warner, Use of Boundary Element Method [Russian translation], Mir, Moscow (1982).
J. M. Dynys, R. V. Coble, and W. S. Coblenz, “Mechanisms of atom transport during initial stage sintering of Al2O3,” Mater. Sci. Res., 13, 391 – 404 (1979).
P. Nicolopoulus, “Surface, grain-boundary and interfacial energies in Al2O3 and Al2O3–Sn, Al2O3–Co Systems,” Mater. Sci. Res., 20, 3993 – 4000 (1985).
C. A. Handwerker, J.M. Dynys, R. M. Cannon, and R. L. Coble, “Dihedral angles in magnesia and alumina,” J. Amer. Ceram. Soc., 73, 1371 – 1377 (1990).
K. E. Easterling, “Electron microscopy study of stresses at contacts between sintered aluminum Particles,” Int. J. Powd. Met., 7, 29 – 37 (1971).
A. V. Galakhov, “Coordination number of pores and sintering,” Novye Ogneupory, No. 3, 22 – 27 (2010).
D. J. Chamberland, R. J. Graffold, “The packing of particles,” in: Handbook of Powders Technology, Elsevier, N. Y. (1987).
E. M. Tory, N. A. Cochrane, and S. R. Waddell, “Anisotropy in simulated random packing of equal spheres,” Nature, 220, 1023 – 1024 (1968).
A. V. Galakhov, E. V. Tsibailo, G. A. Fomina, and B. S. Mitin, “Analysis of agglomerated packing,” Ogneupory, No. 4, 14 – 17 (1995).
J.W. Ross,W. A. Miller, and G. C.Weatherly, “Computer simulation of sintering in powder compacts,” Acta Metallurgica, 30, 203 – 212 (1982).
H. J. Leu, T. Hare, and R. O. Scattergood, “A computer simulation method for particle sintering,” Acta Metallurgica, 36, No. 8, 1977 – 1987 (1988).
A. Jagota and P. R. Dawson, “Micromechanical modeling of powder compacts—II. Truss formulation of discrete packings,” Acta Metallurgica, 36, No. 9, 2563 – 2573 (1988).
A. V. Galakhov, “Size distribution of particles and sintering,” Ross. Nanotekhnologii, No. 1 – 2, 117 – 125 (2012).
Author information
Authors and Affiliations
Corresponding author
Additional information
*Part 1 of the article published in Novye Ogneupory No. 5 of 2014, Part 2 in No. 6 of 2014, and beginning of Part 3 in No. 9 of 2014.
Translated from Novye Ogneupory, No. 10, pp. 83 – 92, October 2014.
Rights and permissions
About this article

Cite this article
Galakhov, A.V. Powder Compact Structure. Part 3. Theoretical Analysis of Sintering in Powder Compacts with Inhomogeneous Porosity*. Refract Ind Ceram 55, 456–464 (2015). https://doi.org/10.1007/s11148-015-9744-1
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-015-9744-1