
A mortar reinforced with long unidirectional alfa and sisal fibers was considered. Laminated mortar specimens with different fiber volume fractions were prepared, and their mechanical properties were investigated. The optimum fiber volume fraction was found to range between 0.8 and 1.1% and depended on curing conditions. In the case of alfa fibers, the flexural strength of mortar specimens increased by about 27%. It is concluded that alfa fibers can be an alternative to synthetic fibers.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1. Introduction
In the last quarter of the last century, the question concerning ecofriendly materials was an insistent problem. Vegetable fibers, having a low cost, acceptable specific mechanical properties, and light weight, are environmentally superior alternatives to a synthetic reinforcement in composites [1, 2]. Vegetable-fiber-reinforced composite structures are used in buildings, motor vehicles, furniture, tools, etc [3]. Cementitious building materials are the most-used materials in the world, with annual global cement production reaching 2.8 billion tons, which is expected to increase by some 4 billion tons yearly [4]. The main characteristic properties of cement-based materials are their high compressive and low tensile strengths [5]. Therefore, cement is usually combined with steel in order to increase its tensile strength. Some studies registered a remarkable contribution of vegetable fibers to the enhancement of mechanical performances of mortar and concrete. Silva et al. [6, 7] demonstrated an amelioration in the tensile behavior of sisal-fiber-reinforced cement composites and their high elastic moduli; the analyses performed indicated that sisal fibers were able to bridge and arrest cracks in the tensile region. Yaoa et al. [8] showed that bamboo fiber improved the flexural strength of reinforced mortar laminates. Kriker et al. [9] insisted on improvement of the post- cracking flexural strength and toughness of concrete reinforced with palm fibers. Pacheco et al. [10] concluded that the reinforcement of concrete structures with bamboo fibers is a promising field. Sedan [11] registered an optimum enhancement in the mechanical performance of cement matrix at 16 vol.% of hemp fibers.
In the majority of studies concerning cementitious composites reinforced with vegetable fibers, they were included in the matrix by mixing. The resulting random distribution of the fibers led to inhomogenity of the composite material, which adversely affected its mechanical properties. Another problem is the rather poor adhesion between the fiber and matrix [12, 13]. Several authors employed chemically treated palm and coir fibers and studied the physicomechanical characteristics of resulting composites [14–16]. Alfa fibers were chemically modified by using maleic anhydride, styrene, acrylic acid, and acetic anhydride [17]. All four treatments technologies improved the mechanical performance of composites, but the styrene treatment was found to be the most efficient one. Some studies were interested in composites with a long unidirectional vegetable reinforcement [6, 7, 18]. They revealed a remarkably improvement in their mechanical performance compared with that of the matrix without fibers.
In Tunisia, a rich variety of plants which contain lingo-cellulosic fibers with promising mechanical and thermal characteristics, e. g., alfa (Stippa tenacissima) [19–21].
The aim of this study is to investigate the effects of alfa and sisal fibers on the properties of mortar composites. Vegetable fibers were extracted manually in order to avoid their possible degradation in chemical extraction. The fibers were long enough to ensure the necessary adherence between them and matrix. They were placed only in the tensile zone and oriented in the tension direction. The effect of curing conditions and composite age on its flexural strength were studied.
2. Materials
2.1. Matrix materials
Portland cement (CPJ-CEMII/A 32.5) (450 g), normalized sand (1350 g.), and distilled water (225 g) were used to manufacture mortar according to the NF EN 196-1 standard.
A mixing machine (controllable) was used according to the regime indicated in Table 1.
2.2. Fiber extraction
Alfa and sisal leafs were collected from the Kasserine region (the middle of Tunisia), then fibers were extracted manually from them in order to avoid any fiber degradation which could happen when using the chemical extraction method. Murali et al. [22] demonstrated that the quality of manually extracted (M) bamboo fiber was higher than that of chemically extracted ones — fiber breaks occur much more rarely. The quality of M bamboo fibers largely depends on the process of scraping of fiber surface. The tensile strength of the fibers decrease with increase in their length [23]. We chose a length of 120 mm for all the fibers used.
2.2.1. Extraction of alfa fibers. The alfa plant is cultivated in the North Africa and the south of Spain [21]. The average length of its leafs is one meter. Nowadays, alfa fibers are widely used in the paper-making industry. Alfa leaves were collected from the Kasserine region (middle of Tunisia). Their middle parts were cut in bundles of length 150 mm. The bundles were cooked in water during 60 min and flattened in order to facilitate the separation of crust. Then the crusts were removed, and the fibers were scraped with a sharp knife to withdraw any foreign matter. At the last stage, the fibers were dried in air and cut to the needed length.
2.2.2. Extraction of sisal fibers. Sisal (Agave sisalana) have sword-shaped leafs about 1.5 m tall. The leafs were separated from the mother plant by cutting and their higher, pointed parts were removed. The remaining parts were cut to the needed length. Fiber bundles with impurities were extracted from recently collected sisal leafs, and any foreign matter was removed from them by scrapping with fingernails. Then, the fibers were dried in air.
2.3. Preparation of specimens
According to standard NF EN 196-1, three specimens with dimensions 40 × 40 × 160 mm were prepared for every mixing operation. A mold with three compartments was used. Two compartments were meant for manufacturing mortar with a two-layer fiber reinforcement placed in the lower part of the composite (Fig. 1). The third compartment was occupied by mortar without fibers. Composite specimens with different volume fractions of alfa (0, 0.56, 0.84, 1.12, and 1.4%) and sisal (0, 0.52, 0.78, and 1.04%) fibers were prepared. The fiber volume fraction is the ratio between the fiber volume and the total volume of the reinforced mortar (40 × 40 × 160 = 256,000 mm3). The fiber volume was calculated by dividing the mass of fibers by their density.

Spatial disposition of vegetable fibers: 1/3 fibers in the top layer and 2/3 in the bottom one.
The manufacture of composite specimens included the following stages.
– Vegetables fibers of length 120 mm were prepared.
– The mold was lubricated and fixed on a vibrating table.
– The first layer of recently mixed mortar of thickness 5 mm was placed in the mold.
– Two thirds of allowed fibers were uniformly and unidirectional distributed over the mortar layer (Fig. 2).

Mold for specimen preparation — top view.
– The second layer of mortar, identical to the first one, was placed over fiber layer.
– The rest of fibers were placed and covered with a mortar layer to half of the mold.
– The reserved compartment was filled with pure mortar to the half of mold volume.
– 60 blows were applied to the mold on the vibrating table in order to consolidate specimens.
– Mortar was placed into the rest empty part of mold compartments.
– 60 blows were applied to the three specimens in the mold on the vibrating table.
– The excess mortar was erased.
2.4. Curing conditions
The specimen were covered in molds and held in laboratory conditions for 24 h before demolding. Then specimens were extracted from molds (Fig. 2) and cured in two different curing conditions: in wet chamber curing conditions (WCCC) and in laboratory conditions ( LCC) at temperatures of 20 and 25°C and relative humidities of 100 and 50%, respectively.
3. Experimental Program
3.1. Tensile tests of fibers
Direct tensile tests were performed on a Shimadzu machine governed by a computer, which registered the tension diagram. The strain rate was assumed to be 5 mm/min. The distance between clips was 100 mm. The tested fibers were not conditioned, and measurements were performed under atmospheric conditions. The average diameters of fibers were determined by a microscope. The fiber length, diameter, and strain level were entered in the computer. Young’s modulus was determined from the tension diagram.
3.2. Three-points bending tests
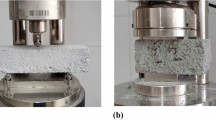
Three-point bending tests were conducted according to the requirements of NF EN 196-1 for the ordinary cement. For each type of composite, the tests were carried out on a flexural test machine (Fig. 3) after 7 and 28 days for the sisalfiber-reinforced mortar specimens and after 7, 28, and 90 days for t he alfa-fiber-reinforced ones.

Three-point bending test machine.
As shown in Fig. 4, the specimen was placed on two supports spaced 100 mm apart, and the loading actuator applied an increasing force to the middle of the specimen until its failure. Using the elementary theory of beams, the flexural strength σ f of the reinforced mortar specimen was calculated from the equation

Three-point bending test of mortar composite.
where F is the maximum applied load, L is the distance between supports (100 mm), b is the width of specimens (40 mm), and h is their thickness (40 mm).
4. Results and Discussion
4.1. Mechanical properties of fibers
In several studies, it was found that a chemical treatment could considerably modify the mechanical properties of vegetables fibers: date palm fibers treated with NaOH showed an enhancement in their mechanical characteristics: Alkalization removed lignin and hemicellulose thus reducing the amount of voids [24] in the fibers. Treatment with hydrochloric acid, in contrary, deteriorated the mechanical properties of the fibers [25]. The alkali treatment of alfa fibers could also remove the waxy layer and impurities from fiber surface [19]. Goulart et al. [15] found that the braking strength of alfa fiber could easily exceed 2 GPa upon their chemical treatment (b y styrene).
Raw fibers, extracted manually, show a higher tensile strength than chemically extracted ones. The specific tensile strength (the tensile strength divided by fiber density) of alfa fibers is close to that of E-glass fibers (Table 2). So, vegetables fibers can present a serious alternative to synthetic ones owing to their good mechanical and environmental performance. The tensile strengths of alfa and sisal fibers are about 1.5 and 0.9 GPa, respectively. Their tension diagrams are shown in Fig. 5.

Tensile stress–strain curves σ-ε of alfa (a) and sisal (b) fibers obtained in the present study.
Vegetable fibers consist of microfibrils made of cellulose chains in an amorphous matrix of lignin and hemicelluloses. Cellulose is considered as the principal component of natural fibers. The tensile strength of natural fibers increases with content of cellulose [26]. The curves shown in Fig. 5 have a knee reflecting the failure of microfibrils and origination of cracks in them before the total failure of the long fibers.
4.2. Effect of fiber volume fraction on the flexural strength of composites
In several studies, cementitious building materials reinforced with shorts vegetables fibers randomly dispersed in a matrix were considered. Kriker et al. [9] studied concrete reinforced with palm fibers of length 15-60 mm and volume fraction of 2-3%. They found that the maximum postcracking flexural load increased when the length and percentage of fiber reinforcement increased. However, the first cracking strength decreased with increasing length and volume fraction of fibers.
Bahloul et al. [13] studied mortar reinforced with short alfa fibers (45-47.5 mm) and fiber volume fractions between 0.5 and 3% in the case of three curing condition (in sea water, ordinary water, and laboratory conditions). They found that the optimum fiber volume fraction was 1%, with a slight enhancement of flexural strength in the case of laboratory curing and a severe decrease in the compressive strength.
In this study, we tried to avoid the problems noted above (short fibers, fiber placement and random distribution and orientation of fibers), therefore vegetable fibers were long enough to assure the necessary adherence between them and matrix. The fibers were intelligently placed in the lower part of the composite (Fig. 1), with their orientation in the tension direction. Figure 6 shows the flexural strength of mortar composites reinforced with long unidirectional alfa and sisal fibers, cured in WCCC, vs. fiber volume fraction. The tensile strength of fiber is more important than the tensile strength of mortar, therefore the flexural strength of the reinforced mortar increased with fiber volume fraction until it reached an optimum value of about 0.8% and then decreased with fiber volume fraction growing from 0.8 to about 1.4%. In fact, an increasing amount of fiber in a reduced space causes their stratification, and the reinforcement will not be completely covered by mortar. In this case, the possibility of sliding between fibers or between fibers and matrix increases, which affects the flexural strength of reinforced mortar. These results indicate that long unidirectional alfa and sisal fibers affect the flexural strength of motrat composites. An improvement of about 27% in the flexural strength for a alfa-fiber-reinforced composite cured in WCCC is illustrated in Fig. 6.

Flexural strength σ f at 28 days of mortar reinforced with alfa (1) and sisal (2) and cured in WCCC vs. the fiber volume fraction v.
4.3. Effect of curing conditions
Cement hydration, the first responsible for the resistance of a cementitious material, needs water to be accomplished. A wet chamber offers humid climate with a necessary quantity of water for hardening the cement, contrary to laboratory conditions, in which water evaporates from the mortar and the hydration process is not accomplished. Kriker et al. [12] confirmed that the evaporation of water from concrete slows down cement hydration processes and leads to the shrinkage of concrete. The high gradient of humidity inside the concrete induces cracks near its surface, which explains the difference in the level of continuity index between water curing and hot-dry environment curing conditions. Another effect of drying is the lateral shrinkage of the vegetable fiber, which debonds the fiber from the matrix. Thus, the percentage of voids increases at the fiber–matrix interface with time. These results were confirmed by the present study — the specimens of mortar with and without vegetable fibers cured in WCCC had a flexural strength higher than those cured in LCC (Fig. 7).

Flexural strength σ f at 28 days of mortar reinforced with alfa (a) and sisal (b) fibers and cured in WCCC (1) and LCC (2) vs. the fiber volume fraction v.
4.4. Durability analysis
The combination of a cementitious matrix and vegetables fibers faces a serious problem — as a result of aggressive attacks on the fibers by the alkaline environment, their adherence to the matrix is poor. Researchers have tried to solve the problem of compatibility between a matrix and the reinforcement in different ways, Thus, Silva et al. [7] utilized a cementitious matrix with cement partially replaced by metakaolin and calcined crushed clay brick waste in order to improve the durability of the composites. Kriker et al. [12] revealed that the male date palm surface fibers (MDPSF) are easily attacked by an alkaline solution under both hot-dry and wet chamber curing conditions. Hence, the durability of the MDPSF-reinforced concrete is poor.
Figure 8 shows that the flexural strength of mortar without fibers increases with aging in WCCC, contrary to aging in LCC, when the flexural resistance at 90 days decreases. These results can be explained by the considerable lose of water in LCC. The reinforcement of mortar with alfa fibers has a negligible effect on the mechanical properties of composite at 90 days in the case of WCCC due to the relatively high resistance of mortar. However, the fibers remarkably enhance the resistance of mortar in the case of WCCC at 7 and 28 days, especially at the optimum fiber volume fraction of 0.84%. Alfa fibers can also improve the resistance of mortar in the case of LCC, especially at the optimum fiber volume fraction (Fig. 8.b). The flexural strength decreases at high fiber volume fractions in both curing conditions.

Flexural strength σ f at 7 (1), 28 (2), and 90 (3) days of mortar reinforced with sisal (a) and alfa (b) fibers and cured in WCCC (a) and LCC (b) vs. the fibers volume fraction v.
5. Conclusions
The following conclusions can be drawn from the present investigation into the tensile behavior of alfa and sisal fibers and on the durability and flexural performance of mortar r einforced with the vegetable fibers.
— The method of extraction of vegetable fibers considerably affects their mechanicals properties — the manual method gives better result than the chemical one.
— The high specific tensile strength and specific modulus, together with environmental advantages, qualify alfa fiber as an alternative to synthetic ones.
— The adherence of vegetable fibers to a cementitious matrix depends on their surface quality and length.
— An adequate placement of reinforcing fibers in a mortar composite allows one to strengthens the tensile layer of mortar and to avoid a decrease in the compressive strength o f the compressed layer.
— The reinforced mortars cured in wet chamber conditions have higher mechanical characteristics than those cured in laboratory conditions
— By using long unidirectional alfa fibers, the flexural strength of mortar could be increases by 27%.
References
S. V. Joshia, L. T. Drzalb, A. K. Mohantyb, and S. Arorac, “Are natural fiber composites environmentally superior to glass fiber reinforced composites?,” Composites: Part A, 35, 371-376 (2004).
P. Wambua, J. Ivens, and I. Verpoest, “Natural fibres: can they replace glass in fibre reinforced plastics?,” Compos. Sci. Technol., 63, 1259-1264 (2003).
I. Miraoui and H. Hassis, “Mechanical model for vegetal-fiber-reinforced composite materials,” Physics Procedia, 25, 130-136 (2012).
M. Schneider, M. Romer, M. Tschudin, and H. Bolio, “Sustainable cement production — present and future,” Cement and Concrete Research, 41, 642-650 (2011).
M. M. Shokrieh, A. Mahmoudi, and H. R. Shadkam, “Hybrid polyvinyl alcohol and cellulose fiber pulp instead of asbestos fibers in cement-based composites,” Mech. Compos. Mater., 51, No. 2, 329-340 (2015).
F. Silva, D. Zhub, B. Mobasherb, C. Soranakomb, and R. Filhoc, “High speed tensile behavior of Sisal fiber cement composites,” Mater. Sci. and Eng., 527, 544-552 (2010).
F. Silva, B. Mobasher, and R. Filho, “Cracking mechanisms in durable sisal-fiber-reinforced cement composites,” Cement and Concrete Composites, 31, 721-730 (2009).
W. Yaoa and Z. Lib, “Flexural behavior of bamboo-fiber-reinforced mortar laminates,” Cement and Concrete Research, 33. 15-19 (2003).
A. Kriker, G. Debicki, A. Bali, M. Khenfer, and M. Chabannet, “Mechanical properties of date palm fibres and concrete reinforced with date palm fibres in hot-dry climate,” Cement and Concrete Composites, 27, 554-564 (2005).
F. Pacheco-Torgal and S. Jalali, “Cementitious building materials reinforced with vegetable fibres: A review,” Construction and Building Materials, 25, 575-581 (2011).
D. Sedan, Etude des interactions physico-chimiques aux interfaces fibres de chanvre/ciment. Influence sur les propriétés mécaniques du composite, Thèse Université de Limoges, No. 63 (2007).
A. Kriker, A. Bali, G. Debicki, M. Bouziane, and M. Chabannet, “Durability of date palm fibres and their use as reinforcement in hot dry climates,” Cement and Concrete Composites, 30, 639-648 (2008).
O. Bahloul, A. Bourzam and A. Bahloul, “Utilisation des fibres végétales dans le renforcement de mortiers de ciment (cas de l’Alfa),” 1st Int. Conf. on Sustainable Built Environment Infrastructures in Developing Countries, Oran, Algeria, October 12-14 (2009).
M. Mominul Haque, M. Hasan, M. Saiful Islam, and M. Ershad Ali, “Physico-mechanical properties of chemically treated palm and coir fiber reinforced polypropylene composites,” Bioresource Technology, 100, 4903-4906 (2009).
S. A. S. Goulart, T. A. Oliveira, A. Teixeira, P. C. Miléo, and D. R. Mulinari, “Mechanical behaviour of polypropylene reinforced palm fiber composites,” Procedia Engineering, 10, 2034-2039 (2011).
D. Bachtiar, S. M. Sapuan, and M. M. Hamdan, “The effect of alkaline treatment on tensile properties of sugar palm fibre reinforced epoxy composites,” Materials and Design, 29, 1285-1290 (2008).
A. Bessadok, S. Roudesli, S. Marais, N. Follain, and L. Lebrun, “Alfa fibres for unsaturated polyester composites reinforcement: Effects of chemical treatments on mechanical and permeation properties,” Composites: Part A, 40, 184-195 (2009).
S. Ben Brahim and R. Ben Cheikh, “Influence of fibre orientation and volume fraction on the tensile properties of unidirectional alfa-polyester composite,” Compos. Sci. Technol., 67, 140-147 (2007).
M. Rokbia, H. Osmania, A. Imadc, and N. Benseddiqd, “Effect of chemical treatment on flexure properties of natural fiber-reinforced polyester composite,” Procedia Engineering, 10, 2092-2097 (2011).
Z. Marrakchi, R. Khiaria, H. Oueslatic, E. Maureta, and F. Mhennib, “Pulping and papermaking properties of Tunisian Alfa stems (Stipa tenacissima) — effects of refining process,” Industrial Crops and Products (2011).
B. Bouiri and M. Amrani, “Elemental chlorine-free bleaching halfa pulp,” J. of Industrial and Engineering Chemistry, 16, 587-592 (2010).
K. Murali Mohan Rao and K. Mohana Rao, “Extraction and tensile properties of natural fibers: vakka, date and bamboo,” Compos. Struct., 77, 288-295 (2007).
M. Guo, T. H. Zhang, B. W. Chen, and L. Cheng, “Tensile strength analysis of palm leaf sheath fiber with Weibull distribution,” Composites: Part A, 62, 45-51 (2014).
M. A. AlMaadeed, R. Kahraman, and A. Khanam Somaya, “Characterization of untreated and treated male and female date palm leaves,” Materials and Design, 43, 526-531 (2013).
A. Alawar, A. M-Hamed, and K. Al-Kaabi, “Characterization of treated date palm tree fiber as composite reinforcement,” Composites: Part B, 40, 601-606 (2009).
A. Komuraiah, N. Shyam Kumar, and B. Durga Prasad, “Chemical composition of natural fibers and its influence on their mechanical properties,” Mech. Compos. Mater., 50, No. 3, 509-528 (2014).
G. Di Bella, V. Fiore, G. Galtieri, C. Borsellino, and A. Valenza, “Effects of natural fibres reinforcement in lime plasters (kenaf and sisal vs. polypropylene),” Construction and Building Materials, 58, 159-165 (2014).
Author information
Authors and Affiliations
Corresponding author
Additional information
Russian translation published in Mekhanika Kompozitnykh Materialov, Vol. 52, No. 4, pp. 773-784 , July-August, 2016.
Rights and permissions
About this article

Cite this article
Miraoui, I., Jaballi, S. & Hassis, H. Analysis of the Mechanical Properties of Mortar Reinforced with Long Unidirectional Alfa Fibers in Different Curing Conditions. Mech Compos Mater 52, 545–554 (2016). https://doi.org/10.1007/s11029-016-9605-0
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11029-016-9605-0