
The Taguchi method was used to determine the optimum content of a four-parameters cellulose fiber pulp, polyvinyl alcohol (PVA) fibers, a silica fume, and bentonite for cement-based composite sheets. Then cement composite sheets from the hybrid of PVA and the cellulose fiber pulp were manufactured, and their moduli of rapture were determined experimentally. The result obtained showed that cement composites with a hybrid of PVA and cellulose fiber pulp had a higher flexural strength than cellulose-fiber- reinforced cement ones, but this strength was rather similar to that of asbestos-fiber-reinforced cement composites. Also, using the results of flexural tests and an analytical method, the tensile and compressive moduli of the hybrid of PVA and cement sheet were calculated. The hybrid of PVA and cellulose fiber pulp is proposed as an appropriate alternative for substituting asbestos in the Hatschek process.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1. Introduction
One of the main properties of a cement-based material (like concrete) is high compressive and low tensile strengths, i.e., concrete structures and cement-based materials are weak in tension. Therefore, to compensate for this defect, the cement-based materials are reinforced with fibers. In addition, short fibers are used to prevent the propagation of cracks and the brittle failure [1, 2].
Previously, the Hatschek process was used to produce cement-asbestos sheets [3]. In early 1970s, asbestos fibers were recognized as hazardous to human health, and developed countries tried to gradually eliminate asbestos products from industry [4, 5]. There were three barriers to these efforts: the low price and abundance of asbestos fibers, good performance of asbestos fibers in the cement matrix, and the Hatschek process, which is a popular way to product cement sheets and is basically designed for using asbestos fibers [4].
The desirable mechanical properties — the high Young’s modulus and tenacity and the low price of asbestos fibers — lead to the production of cement composite sheets with an appropriate price and good mechanical performance. So far, many synthetic and natural fibers were suggested for use in fiber-reinforced concrete and cement composites as replacements of asbestos fibers [5–11]. Each of these fibers has its negative and positive properties for producing cement composites. As an example, although cellulose fibers have a suitable price, they have a low Young’s modulus and cannot be used as a substitute for asbestos ones. On the other hand, although PVA fibers have an appropriate tensile strength and tenacity, its price is too high to produce economical composites [4]. These problems have led to the use of hybrid systems of fibers in order to employ their advantages and suppress their disadvantages [12, 13].
In this paper, a hybrid of cellulose and PVA are suggested for the production of cement composite sheets. Some specimens were made in order to assess the flexural strength of the composites. For comparison, control cement sheets (CS), hybrid-fiber-reinforced cement sheets (HCS), cellulose-fiber-reinforced cement sheets (CCS), and asbestos-fiber-reinforced cement sheets (ACS) were manufactured and tested.
2. Experimental Program
2.1. Materials
2.1.1. Cement. The cement used in this paper was produced by an Iranian cement company. It was classified as CEMI425R according to EN197-1 and had the following chemical composition in wt.%: C3S – 49.01, C2S – 22.07, C4AF – 9.92, C3A – 9.54, CaO – 6.04, SiO2 – 2.20, Al2O3 – 0.56, Fe2O3 – 0.32, MgO – 0.017, SO3 – 0.015, K2O – 0.085, Na2O – 0.025, Cl – 0.007, insoluble residue – 0.036, and loss on ignition – 0.068.
2.1.2. Silica fume. Silica fume was added to the cement concrete to improve its compressive and bond strengths. The fume had the following chemical composition in wt.%: SiO2 – 85, Al2O3 – 10.5, MgO – 2, CaO – 1.5, and C – 1.
2.1.3. Bentonite. The bentonite used in the cement slurry as a filler also increased the viscosity and water retaining capacity of the slurry [14] and prevented the composite from delamination.
2.1.4. Viscosity modifying agent (VMA). VMAs are generally employed to increase the viscosity of self-consolidating concrete. In this investigation, the VMA was used at low doses to increase the viscosity of the slurry, which was highly flowable. The VMA also prevents cement particles from sedimentation.
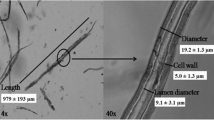
2.1.5. Polyvinyl alcohol (PVA) fibers. Noncircular PVA fibers were used in this laboratory investigation (Fig. 1). They exhibited a high tenacity (1590 MPa) and a high Young’s modulus (40 GPa). The bonding strength between the cement matrix and PVA fibers is high, and the fibers are durable in a highly alkali cement. PVA fibers is an appropriate alternative for asbestos ones, but, owing to their high cost, they cannot be used in high volume fractions.

Sample of a PVA fiber.
2.1.6. Cellulose fiber pulp. Depending on the type of plant and environment, cellulose fibers have different mechanical properties [15]. In the present study, these fibers were obtained from a pulp whose tenacity was 195 MPa and Young’s modulus 4.5 GPa. Cellulose fiber pulp forms a relatively strong bond with a cement matrix and is also cost effective in using as an alternative for asbestos fibers.
2.2. Test apparatus
2.2.1. Apparatus for measuring the flexural strength.Flexural strength tests were carried out by using a three-point bending tester. This apparatus is shown in Fig. 2. The flexural load was increased continuously and gradually. The flexural load applied and the corresponding deflection were measured and depicted in a diagram automatically.

Apparatus for testing the flexural strength.
2.2.2. Apparatus for preparation of test specimens. A steel mold with inner dimensions of 200 × 200 × 30 mm was used to prepare specimens for assessment of their flexural strength. In its upper and lower faces, there were hatches for the drainage and dewatering of slurry. First, a watery slurry was poured into the mold, and its upper face was fixed. The mold was compressed by a force of 200 kgf for 24 h to dewater the slurry by drainage through the hatches. In this way, 75 wt.% of water was removed from the slurry. The final product was a 200 × 200 × 13 mm sheet.
2.3. Design of experiments
In this study, four-level process parameters — the weight fractions of cellulose fiber pulp, PVA fibers, silica fume, and bentonite — were analyzed, as shown in Table 1. Trial experiments were carried out according to the Taguchi method [16] in order to determine the optimum value of each parameter to achieve the maximum modulus of rupture. An L16 orthogonal array was employed. The corresponding values of parameters are indicated in Table 2.
2.4. Preparation of samples
Each mix design had the same slurry with different types of fibers. A laboratory mixer of volume 5 l was used to prepare the mixture. First, half of the mixing water was poured into the mixer, and cement was added. Then, the mixing process was started and continued for 5 min. Next, the remaining water, VMA, silica fume, and bentonite were added to the mixture, and the mixing was continued for another 5 min. Finally, the reinforcing fibers were added to the slurry, and the mixing process was continued for another 10 min. The content of components in each mix design was as follows: water — 150 g, cement— variable, silica fume — variable, bentonite — variable, VMA — 0.5 g, and fibers — variable.
The weight of each mix design was 250 g. The mixture was poured into a mold. After 24 h, the samples were extracted from the mold, cured in water at 22°C for 28 days, and tested in the flexural test apparatus.
3. Test Results and Discussion
3.1. Modulus of rupture (MOR) from Taguchi experiments
The modulus of rupture for each mix design was calculated by the formula
where P, L, b, and d are the maximum flexural load, span length, width, and thickness of cement sheets, respectively.
The values of MOR (MPa) for each mix design indicated in Table 2 were as follows: experiment 1—8.5, 2—14.4, 3—16.2, 4—12.6, 5—11.5, 6—16.0, 7—18.3, 8—16.5, 9—10.0, 10—13.4, 11—16.2, 12—13.5, 13—10.0, 14—13.6, 15—14.6, 16—12.5.
3.2. Signal-to-noise ratio (S/N)
The Taguchi method uses the signal to noise (S/N) ratio to convert experimental results into evaluation characteristics for an optimum analysis [17]. The main characteristic used in this study was MOR. The S/N ratio was analyzed according to the principle of “the larger–the better,” by utilizing the relationship [18]
where n is the number of tests, and T i is the experimental value of an ith quality characteristic [18]. The S/N ratio for each level of mixture parameters was found with the help of the MINITAB statistical software. The mean S/N ratios for each level of mixture parameters are shown in Table 3.
According the plots of the main effect for various S/N ratios shown in Fig. 3, the optimum mixture parameters for a maximum MOR are the content of cellulose fiber pulp at level 2 (4.5%), of PVA fibers at level 3 (3%), of silica fume at level 3 (4%), and bentonite at level 2 (2.5%).

Plots of the main effects for various S/N ratios: a — cellulose fiber pulp; b — PVA fibers; c — silic fume; d — bentonite.
3.3. Confirmation test
After the optimum levels of mixture parameters were determined, the next step was the preparation of samples with the optimum level for each parameter and testing the samples. The difference between the predicted value of MOR, 19.4 MPa, and the experimental one, 19.2 MPa, is less than 1.1%.
3.4. Comparison
Asbestos-fiber-reinforced cement sheets with 12 wt.% fibers, cellulose-fiber-reinforced cement sheets with 8 wt.% fibers, and a control cement sheet with no fibers were prepared in order to compare them with a hybrid of PVA and cellulose fiber pulp cement sheets containing 4.5 wt.% cellulose fiber pulp, 3 wt.% PVA fibers, 4 wt.% silica fume, and 2.5 wt.% bentonite.
3.4.1. Load–deflection curves. In Fig. 4, the average load–deflection curve of a hybrid of PVA and a cellulose fiber pulp cement sheet is shown and compared with those of the cellulose-fiber- and asbestos-fiber-reinforced cement sheets and of the control specimen. Results show a higher flexural strength and Young’s modulus for the hybrid mix design in comparison with those of the cellulose-fiber-reinforced cement sheet. Also, the flexural strength and Young’s modulus of the cellulose-fiberreinforced cement sheet are higher in comparison with those of the control specimen. However, the results also show a lower flexural strength and Young’s modulus for the hybrid mix in comparison with those of the asbestos-fiber-reinforced cement sheet. The control cement sheet showed more brittle fracture than the cellulose-fiber-reinforced cement one. The failure mode of the cellulose-reinforced cement sheets was the rapture of fibers.

Average load–deflection curves F– Δ of hybrid specimen (1), asbestos-fiber-reinforced sheets (2), celulose-fiber-reinforced sheets (3), and control specimen (4).
3.4.2. Modulus of rupture. The modulus of rupture (MOR) for each mix design was calculated and is illustrated in Fig. 5. Results show that the hybrid fiber reinforced cement sheet has a higher MOR than the cellulose-fiber-reinforced cement sheets. Addition of 3 wt.% of PVA fibers and 4.5 wt.% of cellulose fiber pulp to the control mix leads to an increase in the MOR of about 400%. The results show that the MOR of the hybrid fiber reinforced cement sheet is 150% higher than the MOR of cellulose-fiber-reinforced cement sheet and 14% lower than that of the asbestos-fiber-reinforced cement sheet.

MOR of hybrid specimen (1), asbestos-fiber-reinforced cement sheets (2), cellulose-fiberreinforced cement sheets (3), and control specimen (4).
3.4.3. Toughness. The toughness (the area under the load–deflection curve) of each mix design was calculated. Its average value for each mix design is indicated in Fig. 6.

Toughness G c of specimens. Designations as in Fig. 5.
These results show a noticeable growth in toughness on addition of 3 wt.% PVA fibers and 4.5 wt.% cellulose fiber pulp. The toughness of the hybrid-fiber-reinforced cement sheet is about 430% higher than that of the cellulose-fiber-reinforced cement one. The control mix has a very low toughness because of its brittle fracture behavior and low flexural strength. Addition of 3 wt.% PVA fibers and 4.5 wt.% cellulose fiber pulp to the control mix increases its toughness by about 2000%. However, the toughness of the hybrid-fiber-reinforced cement sheet is 6% lower than that of the asbestos-fiber-reinforced cement one.
3.5. Determination of tensile and compressive moduli of the hybrid cement sheet
The compressive and tensile moduli of fiber-reinforced composites are different. Mujika [19] proposed an experimental procedure to determine the tensile E t, compressive E c, and flexural E f moduli by bending tests. The relation between the three moduli can be obtained in a four-point bending test by using two strain gages, mounted on the tension and compression sides of the corresponding relations, can be written as follows [19]:
where m t and m c are the slopes of load–strain curves on the tension and compression sides, respectively, of test specimens.
In the present research, four-point bending tests were carried out on the hybrid of PVA and cellulose-fiber-reinforced cement sheets. The experimental values of m t , m c , and E f and the values of E t and E c calculated by Eqs. (1)-(3), were as follows: m t = 908,332 N/ε, m c = 847,673 N/ε, E f = 2.35 MPa, λ = 1.1482, β = 0.9321, E t = 2.52 MPa, and E c = 2.19 MPa.
4. Conclusions
In this study, by using the Taguchi method, flexural strength tests were carried on hybrid-fiber-reinforced cement sheets, cellulose-fiber-reinforced cement sheets, asbestos-fiber-reinforced cement sheets, and a control mix. The following results were obtained.
-
1.
The optimum content of cellulose fiber pulp, PVA fibers, silica fume, and bentonite were determined.
-
2.
The cellulose-fiber-reinforced cement sheets had a higher modulus of rupture and flexural strength than those of the control cement sheets.
-
3.
Fracture of the sheets with cellulose fibers was more ductile than that of control cement sheets.
-
4.
The MOR, toughness, and Young’s modulus of the sheets produced by using a hybrid of PVA and cellulose fiber pulp were significantly higher than those of the cellulose-fiber-reinforced cement sheets. The values of the MOR of hybridfiber-reinforced cement sheets showed that they could be considered as an appropriate replacement for asbestos-fiber-reinforced cement ones.
-
5.
Performance of the hybrid mix used indicates that it could be successfully employed on the industrial scale.
-
6.
Since cellulose fibers can be extracted from the pulp of waste papers, the hybrid mix seems to be very cost-effective.
-
7.
The ratio between the tensile compressive moduli of the hybrid cement sheet was found to be 1.15.
References
M. Jamshidi and A. A. Ramezanianpour, “Laboratory and industrial investigations of hybrid of acrylic and glass short fibers as an alternative for substituting asbestos in the Hatschek process,” Construction and Building Materials, 25, No. 1, 298–302 (2011).
Andrzej M. Brandt, “Fibre-reinforced cement-based (FRC) composites after over 40 years of development in building and civil engineering,” Composite Structures, 86, No.1, 3–9 (2008).
Pierre Delvaux, Normand Lesmerises, and Luc Desrosiers, “Process for manufacturing a composite material,” U.S. Patent No. 5, 076, 986, 31 Dec. 1991.
S. Ikai, J. R. Reichert, A. R. Vasconcellos, and V. A. Zmapieri, “Asbestos-free technology with new high tenacity PP–polypropylene fibers in air-cured Hatschek process,” 10th Int. Inorganic-bonded Fiber Composites Conf. (Iibcc 2006).
Robert S. P. Coutts, “A review of Australian research into natural fibre cement composites,” Cement and Concrete Composites, 27, No. 5, 518–526 (2005).
Antoine E. Naaman and El-Tawil Sherif, “Comparative flexural behavior of four fiber-reinforced cementitious composites,” Cement and concrete Composites, 30, No. 10, 917–928 (2008).
M. A. Mansur and M. A. Aziz, “A study of jute-fibre-reinforced cement composites,” Int. J. of Cement Composites and Lightweight Concrete, 4, No. 2, 75–82 (1982).
H. Savastano Jr, P. G. Warden, and R. S. P. Coutts, “Brazilian waste fibers as reinforcement for cement-based composites,” Cement and Concrete Composites, 22, No. 5, 379–384 (2000).
D. D. L. Chung, “Cement reinforced with short carbon fibers: a multifunctional material,” Composites Part B: Engineering, 31, No. 6, 511–526 (2000).
Amal J. Majumdar and R. W. Nurse, “Glass fibre reinforced cement,” Materials Science and Engineering, 15, No. 2, 107–127 (1974).
M. A. Mansur and M. A. Aziz, “A study of jute-fibre-reinforced cement composites,” Int. J. of Cement Composites and Lightweight Concrete, 4, No. 2, 75–82 (1982).
ACI. Report on Fiber Reinforced Concrete, 2002: PP 56, 544.1R-96
Banthia, Nandakumar, and N. Nandakumar, “Crack growth resistance of hybrid-fiber-reinforced cement composites,” Cement and Concrete Composites, 25, No. 1, 3–9 (2003).
M. Roger Rixom and Noel P. Mailvaganam, Chemical Admixtures for Concrete, Taylor & Francis, 1999.
M. Khorami and E. Ganjian, “Comparing flexural behavior of fiber-cement composites reinforced bagasse: Wheat and eucalyptus,” Construction and Building Materials, 25, No. 9, 3661–3667 (2011).
R. K. Roy, Primer on the Taguchi Method, 2nd ed., 2010, Society of Manufacturing Engineers.
T. R. Lin, “Experimental design and performance analysis of TiN-coated carbide tool in face milling stainless steel,” J. Mater. Process Technol., 127, 1–7 (2002).
A. K. Lakshminarayanan and V. Balasubramanian, “Process parameters optimization for friction stir welding of RDE-40 aluminum alloy using Taguchi technique,” Trans. Nonferrous Met. Soc. China, 18, 548–554 (2008).
F. Mujika, N. Carbajal, A. Arrese, and I. Mondragon, “Determination of tensile and compressive moduli by flexural tests,” Polymer Testing, 25, 766–771 (2006).
Author information
Authors and Affiliations
Corresponding author
Additional information
Russian translation published in Mekhanika Kompozitnykh Materialov, Vol. 51, No. 2, pp. 329–340 , March-April, 2015.
Rights and permissions
About this article

Cite this article
Shokrieh, M.M., Mahmoudi, A. & Shadkam, H.R. Hybrid Polyvinyl Alcohol and Cellulose Fiber Pulp Instead of Asbestos Fibers in Cement-Based Composites. Mech Compos Mater 51, 231–238 (2015). https://doi.org/10.1007/s11029-015-9494-7
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11029-015-9494-7