
Using contemporary physicochemical approaches for predicting phase precipitate stability conditions for laboratory melted metal by optical, scanning, and transmission electron microscopy, local X-ray spectral analysis, testing mechanical characteristics, and determining the content of interstitial elements in solid metal a detailed study is made of the structural state and properties of titanium stabilized IF steels of three compositions. Based on the results obtained, the main requirements for hot-rolled steels are formulated, and the principles and conditions for obtaining good ductility and formability indices are determined for cold-rolled product subjected to recrystallization annealing by a continuous hot-dip galvanizing unit (HDGU) regime.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Rapid development of automobile construction, high-speed railway transport, engineering, and the building industry require a marked improvement ductility and forgeability of ultralow carbon IF-steels in view of a requirement for preparing forged objects of especially complex shape. These properties are superimposed in all stages of production of cold-rolled product including during coating.
The Aim of the Work is establishment of features of the effect of hot-rolling regimes, structural state, and mechanical properties of hot-rolled product on ductility indices, and forgeability of a final cold-rolled product, including coated material.
Traditionally within world practice in order to improve ductility and forgeability indices during manufacture of cold-rolled and galvanized rolled product from IF- and IF-HS-steels there is an attempt towards a reduction in the interstitial element content, primarily carbon. Among the Japanese, South Korean, and German producers of IF-steels occupying a leading position in the world there is stable achievement of a standard carbon and nitrogen content at the level of not more than 0.002 wt.%. The practice of a number of Japanese IF-steel producers comes down to achieving a carbon content of less than 0.001 wt.% and absence of a requirement for adding microalloying elements. However, this approach requires use of special equipment and is connected with significant expenditure for vacuum decarburizing and nitrogen removal.
On the other hand, to all appearances the same result may be achieved with a higher interstitial element content, providing a certain form of existence. Among preliminary research results, conducted using methods for determining impurity content by internal friction, thermodynamic, physicochemical prediction of the steel phase composition [1,2,3,4], it has been shown that the best set of rolled product properties may be achieved with stabilization of nitrogen and carbon in the form of titanium nitride and carbosulfide. Formation of both of these types of phase precipitates occurs in steel hot rolling and crystallization stages. Therefore, conditions and production regimes for hot-rolled product (semifinished rolled product) may have a defining effect on the properties of cold-rolled and galvanized product obtained. In addition, control of both steel chemical composition and temperate and deformation treatment parameters for metal control formation of these key types of phase precipitates.
In accordance with the situations noted with the aim of minimizing the volume of unnecessary experimental research for resolving the stated problem steels of three chemical compositions were selected with a carbon content of 0.004–0.007 wt.%, with a reserve exceeding its content in steel of domestic product and a different titanium content in order to check and substantiate its optimum level, including with respect to a reduction in expenditure. The generally accepted hot rolling regime for the test steels proposed is temperatures for the end of rolling and strip winding on a coil equal to 920 ± 20 °C and 720 ± 20 °C respectively. Therefore the significance of degree and effect of these parameters, as also strip metal cooling rate after rolling, were varied within the limits approximately according to those of the optimum range. In this case establishment of continuous annealing parameters for cold-rolled product by the most complex regime of continuous hot galvanizing units (CHGU) were kept unchanged in order to obtain comparable data.
Melting was performed in vacuum induction furnaces with a crucible capacity for steel of 7–8 kg followed by vacuum pouring into one ingot. For charging of melts Nos. 1 and 2 (Table 1) iron grade 005ZhR was used with a carbon content of 0.005 wt.% and for melt No. 3 it was rolled product for steel grade 01YuT with a carbon content of 0.003 wt.%. In order to adjust the steel to the required chemical composition primary aluminum A98, manganese metal MR0, and iodide titanium TI-1 were used. After cooling the bottom and head parts of ingots were removed. Therefore, steel was obtained whose chemical composition results were determined by spectral analysis (according to GOST 18895-9) using an OBLF QSN 750 emission spectrometer and they are provided in Table 1.
Ingots were heated to Th in a resistance furnace and rolled in a DUO-300 laboratory reversing hot-rolling mill with reduction in the last pass of 12–14% into strip 3 mm thick. After the end of rolling at different temperatures Ter strip was cooled in an air stream at rate of 10–15 °C/sec to the strip winding temperature on a coil (Tw), then placed in a furnace heated to this temperature, held for 30 min, followed by furnace cooling, which simulated cooling of strip wound on a coil. Temperature and deformation treatment parameters are provided in Table 2.
Specimens were selected from hot-rolled strip in order to study the structure and to test mechanical properties. Subsequently they were pickled and rolled in a DUO-KVARTO cold rolling mill with a reduction of 75% to strip 0.7 mm thick. The cold-rolled product obtained was subjected to recrystallization annealing by a regime simulating annealing in an HDGU with a strip movement rate of 100 m/min [1]. Annealing was conducted in a cylindrical furnace prepared from optical quartz glass over whose contour six infra-red heaters (lamps) were placed making it possible to heat at a rate up to 100 °C/sec and obtain the rolled product specimen temperature with a size up to 200 × 20 × 2 mm. Within the inner cavity of the furnace it is possible to create any protective atmosphere and also to cool specimens at a rate up to 20 °C/sec in an inert gas stream. The furnace is fitted with an automatic supply and temperature maintenance system. This makes it possible with high precision (± 1–3 °C) to prescribe any temperature and time regime for heating, isothermal soaking, and specimen cooling by prescribed parameters. The main temperature parameters for recrystallization annealing: heating to 810–830 °C, slow cooling to 690 °C, accelerated cooling to 475 °C, accelerated cooling after the galvanizing bath to 200 °C. After annealing strip was temper rolled with a relative elongation of 0.08%.
Specimens selected from the rolled product obtained in order to study metal structure and properties. Results of studying the microstructure and mechanical property tests for hot-rolled steels (in accordance with GOST 1497-84) by means of a HECKERT FP-10/1 rupture machine are provided in Tables 3 and 4.
It is seen from Table 3 that a somewhat larger grain size (average) is obtained in a perpendicular direction for rolled product of steel melt No. 1, prepared using the lower temperature for the end of rolling and high strip winding temperature on a coil. This may be connected with the slower cooling for strip after the end of rolling.
For rolled products of steel melts Nos. 1 and 3 higher values of yield strength were obtained compared with melt No. 2 (see Table 4). Results of carbon content determination in solid solution by internal friction [1] indicate that within metal of melts Nos. 1 and 3 there are 5–6 and 6–7 ppm carbon respectively, whereas in metal of melt No. 2 there is no carbon in solid solution. Calculation by the generally accepted relationship [p2] for values of solid solution strengthening of steel caused by presence in solid solution of 5–7 ppm of carbon, showed that it is 22.3–31.2 MPa. Consequently, the main reason for increased values of rolled product of steel melt Nos. 1 and 3 yield strength is solid solution strengthening as a result of the presence of free carbon.
Results of studying the microstructure and mechanical properties of cold-rolled product after recrystallization annealing by an HDGU regime are presented in Tables 5 and 6.
It is seen from Table 5 that the difference in grain size (variation coefficient n) in rolled product of steel of melt No. 1, prepared using the lower temperature for the end of hot rolling and higher temperature for strip winding on a coil, is greater. The best ductility and forgeability indices are obtained for rolled product of steel melt No. 2, not containing carbon in solid solution for hot rolled product.
In order to evaluate texture (inverse pole figures) measurements were conducted for the intensity of α-Fe diffraction lines in reflection from planes parallel to the rolling plane, perpendicular to the rolling direction, and from planes perpendicular to them. Recording was performed in an X-ray diffractometer (Rikagu, Japan) using MoK α radiation. The values of intensity obtained were adjusted taking account of atomic scattering factors, repetition, polarization, recording geometry, and the Debye–Waller factor, and standardized for average value of intensity for all specimens. On the basis of results obtained values were calculated for textural index H, i.e., the ratio of the sum of reflection intensities, corresponding to orientations favorable for forging (211) + (222) + (321), to the sum corresponding to the unfavorable orientations (200) + (220) + (310), which for rolled product of steel melts Nos. 1, 2, and 3 comprised 2.95, 7.57, and 3.17. It is well known that the higher the forgeability indices correspond to higher values of textural index H. It is seen from calculated results that the markedly higher values of H were obtained for rolled of steel melt No. 2 having a high value for the end of rolling, i.e., 920 °C, and recrystallization annealing, i.e., 830 °C.
With the aim of effective interpretation of the results obtained using the procedures and approaches developed in [3, 4] conditions were calculated for phase precipitate stability in the test steels (Fig. 1), and also a study of their characteristics by scanning and transmission microscopy methods in a JSM-6610LV (JEOL) equipped with an INCA EnergyFeature XT energy dispersion microanalysis system with an INCA Wave 500 and JEM200CX wave dispersion spectrometer.

Test steel phase precipitate stability conditions: (a) melt No. 2; (b) melt No. 1; (c) melt No. 3.
It is seen from Fig. 1 that an increase in carbon content with a change-over from Melt No. 1 to No. 2 leads to a marked increase in the proportion of TiC precipitates. In steel of both melts during heating for rolling TiS precipitates are present. It is apparent that subsequent precipitation during hot rolling of Ti4C2S2 may proceed to a significant extent As a result of transformation of TiS and Ti4C2S2 precipitates that stimulates a favorable increase in their size. If this transformation does not occur, then there is an increase in the proportion of TiC precipitates and formation of MnS becomes possible, which is indicated by broken lines in Fig. 1. In steel of melt No. 3 due to a low sulfur content during heating for rolling TiS hardly forms. Therefore, during hot rolling Ti4C2S2 precipitates form especially and have a significantly smaller size than for precipitates during TiS formation, especially considering that within the metal of his melt the temperature for the start of Ti4C2S2 precipitation is lower by 10–30 °C than for melts Nos. 1 and 2. In addition, for steel of melt No. 3 there is greater probability of incomplete Ti4C2S2 precipitation, and retention of a considerable amount of carbon in solid solution after the end of rolling. This is confirmed in the results provided above for determining the carbon content in solid solution by internal friction and leads to an unfavorable increase in the amount of nano-size TiC precipitates, formed during recrystallization annealing, and having an unfavorable effect on ductility.
The conclusions following analysis of the conditions of phase precipitate stability in the test steels are confirmed by results of studying their properties in semifinished product and cold-rolled product by optical, scanning, and transmission electron microscopy methods. A study of phase precipitates from the area of a transverse cross section of more than 0.03 μm2 by optical microscopy using the NEXYS procedure (Image Expert Pro 3.5), a scanning electron microscope and local microanalysis in hot-rolled product specimens led to the following conclusion. Basically within the structure Ti4C2S2 precipitates are present, and sometimes with addition of TiN and MnS. With a change-over to rolled product of metal of melts No. 1 to No 2 and correspondingly an increase in the temperature for the end of rolling from 890 to 920 °C. The amount of Ti4C2S2 precipitates decreases, but there is an increase in average size. In addition, in spite of the greater amount of titanium carbide and carbonitride precipitates in solid solution of melt No. 1 free carbon is retained. To all appearances this is due to kinetic reasons and is confirmation of the results of plotting PTT diagrams of induced deformation of Ti4C2S2 precipitates with Ti stabilization of IF-steel close to the test steel (wt.%): 0.0043 С, 0.02 Si, 0.27 Mn, 0.006 P, 0.014 S, 0.09Ti, 0.04 Al; 0.0042 N.
It has been established that the “nose” of the C-shaped curve corresponding to an extreme combination of action of thermodynamic ad kinetic stimuli for precipitate formation is at the level of ≈ 940 °C [5]. This is significantly lower than the temperature for the end of rolling and presence in of sulfur within the composition of steel melt No. 1 leads to significant thermodynamic stimulus for generation of Ti4C2S2 precipitates with kinetic complication for their growth, which leads to a markedly better situation.
For the reasons provided above in rolled product of steel melt No. 3 as a result of a low sulfur content there is formation of Ti4C2S2 precipitates of even smaller dimensions. Carbon present in solid solution is not entirely bonded into titanium carbide/carbonitride.
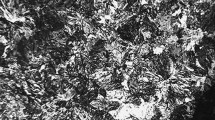
The features noted are confirmed in results of studies by transmission electron microscopy. The Ti4C2S2 precipitates recorded have a typical equiaxed shape with irregular edges (Fig. 2), whose size reach4es 0.3 and rarely 0.4 μm in hot-rolled product of steel melt No. 1, and 0.4 μm in the case of melt No. 2. In hot-rolled steel of melt No. 3 a comparable amount of Ti4C2S2 precipitates has been recorded, although the size (0.1–0.15 μm) and volume fraction are considerably less, which points to a significantly lower degree of carbon bonding into titanium carbosulfide. In this case there is an increase in the proportion of nano-size TiC precipitates, which form during annealing and have an unfavorable effect on ductility.

Typical form of Ti4C2S2 precipitates in melt No. 2 hot-rolled steel (light-field image, × 150,000).
The titanium carbide/carbonitride precipitates recorded may be separated into two forms. The first concerns precipitates of considerable size, mainly 50–80, 20–50, and 20–25 nm in hot-rolled steel of melts Nos. 1, 2, and 3 respectively (Fig. 3). An established feature of this change in size to all appearances is connected with the lower strip winding temperature for steel of melt No. 2 on a coil and the low carbon content in steel melt No. 3 compared with metal of melt No. 1.

Typical form of first type of carbide precipitates on hot-rolled steel melt No. 3 (light-field image, × 30,000).
The second form of titanium carbide/carbonitride precipitates is represented by an extended shape, arranged in the form of chains on dislocations, their sizes in transverse and longitudinal directions is from 3–4 to ≈ 15 nm; от 5–6 to ≈ 20–25 nm; from 5–6 to ≈ 20–25 for steel of melts Nos. 1, 2, and 3 respectively (Fig. 4).

Typical form of second type of carbide precipitates on hot-rolled steel melt No. 1 (light-field image, × 30,000).
In addition, within metal of melt No. 3 presence of Ti carbide/carbonitride precipitates is detected over grain boundaries with size up to 6–8 nm in a transverse direction and up to 30 nm in the longitudinal direction. This last situation, and also the smaller size of carbide/carbonitride precipitates of both forms in hot-rolled steel of melt No. 1 to all appearances additionally gives rise to obtaining lower values of yield strength for hot-rolled product of steel melt No. 2 compared with steel of other melts. Nonetheless, during recrystallization annealing of cold-rolled product the amount and morphology of phase precipitates, especially nano-size, may change considerably, which has a defining effect on properties.
In order to explain this situation a study was made transmission electron microscopy methods of cold-rolled product after recrystallization annealing and temper rolling. It has been established that the morphology and size of Ti4C2S2 precipitates in cold-rolled product is almost equivalent to the indices established for hot-rolled steel. The typical size of precipitates for steel melts Nos. 1, 2, and 3 is 0.4 × 0.5; 0.4 × 0.6 μm and less by a factor of ≈ 2–4 respectively (Fig. 5). The feature noted is apparent since there is marked dissolution of Ti4C2S2 precipitates at rolled product recrystallization temperatures, and this agrees with results of the calculations conducted, and it should not proceed.

Typical form of Ti4C2S2 precipitates in melt No. 1 cold-rolled steel (light-field image, × 150,000).
Titanium carbide/carbonitride precipitates recorded in steels of melts Nos. 1, 2, and 3 of the first type have a size of 20–50, 20–50, ad 15–30 nm respectively. In addition, within rolled product in a number of cases (to a greater extent in steel melt No. 3) chains of precipitates are observed with a size of 25–60 nm, which to all appearances were present at gran boundaries within hot-rolled product. On the whole, the morphology of the carbide/carbonitride precipitates considered in hot- and cold-rolled products is similar (see Fig. 3). Several smaller size precipitates are recorded in cold-rolled product of steel melt No. 3 that may point to their formation during recrystallization annealing. This may lead to retardation of recrystallization, formation of an equal size structure, and reduced ductility (see Table 6). Titanium carbide/carbonitride precipitates of the second form of small size in cold-rolled steels were not recorded, which points to coalescence during recrystallization annealing.
In contrast to hot-rolled steels, in cold-rolled material presence of complex sulfide precipitates of Ti and Mn have been detected with a size of 30–150 nm, which are especially represented in metal of melt No. 3.
Their formation apparently occurs in the high temperature stage of annealing in the case of incomplete transformation of titanium sulfide and carbosulfide (see Fig. 1), which is especially typical for steel melt No. 3, distinguished by the lowest sulfur content. Formation of these precipitates may have an unfavorable effect on rolled product ductility and forgeability indices.
Conclusion
Based on results of a detailed studying the structural state and properties three IF-steel compositions it is possible to formulate the main reasons and conditions for obtaining good ductility and forgeability indices for cold-rolled product, subjected to recrystallization annealing by an HDGU regime.
Use of high temperature for the end of hot rolling ≈ 920 °C, being within the region for austenite stability, provides complete bonding of carbon and nitrogen, predominantly into TiN and Ti4C2S, in spite of a very low value excess titanium coefficient, i.e., 1.09 and a high carbon content, i.e., 0.007 wt.%.
In order to form favorable Ti4C2S2 precipitates of relatively large sizes the sulfur in steel should be at the level of 0.007–0.008 wt.%. Its reduction to 0.004 wt.% leads to incomplete bonding of carbon from solid solution predominantly into titanium carbide/carbonitride precipitates. A reduction in temperature for the end of rolling to 890 °C leads to this effect. Presence of carbon in solid solution leads to formation of TiC precipitates during annealing retarding recrystallization, and reducing rolled product ductility.
Complete removal of carbon from hot-rolled product cold solution, providing formation of Ti carbide/carbonitride precipitates of relatively small size due to optimizing the steel hot rolling regime leads to a favorable reduction in the yield strength, an increase in adaptability for hot-rolled product, an increase in ductility and forgeability of finished cold-rolled product.
A lack of completeness for transformation of sulfide into titanium carbosulfide during steel hot rolling makes it possible to form complex Ti and Mn sulfide precipitates with a size of 30–150 nm during recrystallization annealing of cold-rolled product, which may lead to a reduction in ductility and forgeability.
Therefore, production of high quality cold-rolled product and galvanized product of IF-steels with fundamentally improved ductility and forgeability indices may be provided with a relatively low carbon content of 0.004–0.007 wt.% with conditions for optimizing parameters for composition and temperature and deformation treatment.
Work was conducted within the scope of an agreement for supply of a subsidy of 11.26.2018 No. 075-11- 2018-170. Unique PNIÉR identifier (project) RFMEF162418X0050.
References
A. I. Zaitsev, I. G. Rodionova, E. S. Klyueva, et al., “Study of the content of interstitial impurities in IF-steels by internal; friction,” Probl. Chern. Met. Materialoved., No. 3, 78–85 (2019).
V. M. Prikhod’ko, Metal Physics Bases of Developing Strengthening Technology [in Russian], Mashinostroenie, Moscow (2003).
N. G. Shaposhnikov, B. M. Mogutnov, S. M. Polonskaya, A. P. Kolesnichenko, and P. B. Belyavskii, “Thermodynamic modeling as a tool for improving heating technology for ingots of steel 12Kh18N10T for rolling,” Materialovedenie, No. 11, 2–9 (2004).
A. I. Zaitsev, I. G. Rodionova, A. A. Pavlov, N. G. Shaposhnikov, and A. V. Grishin, “Effect of composition, structural state, and manufacturing technology on service properties of high-strength low-carbon steel main bimetal layer,” Metallurgist, 59, No. 7, 684–692 (2015).
F. Dong, F. Xue, L. Du, and X. Liu, “Promoting Ti4C2S2 strain induced precipitation during asymmetrical hot rolling to improve the value and advantaged texture in Ti stabilized IF steel,” J. Alloys Comp., 620, 240–248 (2015).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, Vol. 64, No. 2, pp. 49–55, February, 2020.
Rights and permissions
About this article

Cite this article
Zaitsev, A.I., Rodionova, I.G., Koldaev, A.V. et al. Effect of Hot Rolling Regimes on Solid Solution Structure, State and Properties of Titanium-Stabilized if-Steel Hot-Rolled and Cold-Rolled Product. Metallurgist 64, 136–144 (2020). https://doi.org/10.1007/s11015-020-00975-0
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-020-00975-0