
On the basis of physicochemical prediction of the effect of component content on the phase and structural transformations, it is shown that in order to prepare a favourable ferrite-pearlite microstructure and to ensure the key capacity of round rolled product for cold upsetting, it is preferable to obtain in special alloy steels 40Х, 38KhGNM, 35KhGSA, 30G1R, and 12KhN an element content close to the lower grade limit. A study of the microstructure and hardness of round-rolled specimens from steels 35KhGSA, 38KhGNM, and 40Х establishes that isothermal annealing at 20–50°C below the А1 temperature and nonisothermal annealing at 1–30°C below the А1 temperature are the optimum for spheroidizing heat treatment. In this case, a different fraction of globular pearlite is obtained in the metal microstructure depending on the steel grade: 35KhGSA about 90%, 38KhGNM and 40Х about 30%, and in all cases there are favorable results for cold upsetting tests. The defining effect of surface defects and rolled product structural state on cold upsetting capacity is demonstrated.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
The most critical area for use of round rolled product of special alloy steels is manufacture by cold bulk forging (CBF) of high-strength fastening and other efficient objects for automobile building, engineering, and construction, etc. [1]. Since during CBF there is significant (up to 80–88%) cold deformation of metal, rigid specifications are laid down for the original hot-rolled product with respect to mechanical and production properties, and mainly capacity for cold upsetting, i.e., deformation along a specimen axis of round rolled product up to 1/3 of the original height without the occurrence of metal defects. Research results [1,2,3,4] indicate that the property in question is mainly determined by the presence of surface defects and also steel structural state. In particular, the presence in the metal microstructure of hard (strong) structural components, i.e., martensite, bainite, coarse lamellar cementite precipitates, during testing for cold upsetting leads to unfavorable results. During preparation of articles, original round hot-rolled product is subjected to sizing and heat treatment. It has been established that the optimum structure, including after heat treatment, is a ferrite-pearlite microstructure with a proportion of globular (granular) pearlite more than 60% with grain size No. 5–7 according to GOST 5639–82 in order to ensure deformation and reduction of tool wear during forging of objects with an output of finished product up to 97–98% [1,2,3,4]. The most complex problem is preparation of the metal microstructure indicated. Therefore, the task of the present work was a study of the effect of composition, treatment regime for structural state, capacity for cold upsetting of round rolled product of special alloy steels.
The objects studied were the most widespread and in demand steels 40Х, 38KhGNM, 35KhGSA, 30G1R, and 12KhN, representing the two main groups of special alloy steels with relatively low (<0.15 wt.%) and medium (0.3–0.5 wt.%) carbon content (Table 1).
Using methods of physicochemical prediction and calculation [5], the effect was studied of steel composition on phase stability conditions and structural state. It was established that over the whole range of grade composition all the test steels have a good level of austenite stabilization, which facilitates structural transformation into bainite and/or martensite. Values of critical cooling rate for test steel containing components at the upper and lower limits of the grade composition for forming a ferrite-pearlite mixture, and also the temperature for the start (A 1) and finish of austenite formation (A 3) obtained by calculation are given in Table 2.
As follows from Table 2, normally completion of rolling for special alloy steels (850–950°C) occurs in a region of austenite stability. Consequently, in order to obtain a favorable ferrite-pearlite microstructure, providing rolled product capacity for cold upsetting, it is preferable that the steel chemical composition approaches the lower limit of the grade composition. In this case, it is possible to use faster steel cooling rates without preparing areas with an unfavorable (bainitic and/or martensitic) metal structure.
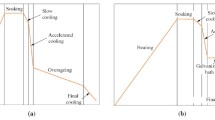
Due to the high tendency of special alloy steels for hardening, formation of these zones occurs in a number of cases not only during rolling, but also in surface areas of a continuously-cast billet (Fig. 1) subjected to accelerated cooling with supply of water to the secondary and subsequent cooling zones. In contemporary metallurgical technology (satisfying specifications for high productivity, and reduction in expenditure), quite slow cooling rates are used. A special production method is used in order to reduce cooling rate, i.e., bundles of rolled product are placed in a thermostat, i.e., a box.

Microstructure of CBC steel 35KhGSA metal surface.
It should be noted that in order to increase the productivity of drawing, sizing, cold upsetting during manufacture of fastener and other critical components, and also in order to reduce metal waste as a result of reducing the amount of cut-offs under industrial conditions, processing of rolled product is performed in reels weighing up to 2 tons. As noted, an important condition for increasing the adaptability capacity for metal for cold upsetting is the presence of a uniform ferrite-pearlite structure and level of mechanical properties throughout a semifinished reel cross section. However, the metal cooling rate for reels at the surface of a reel of steel 40Kh round semiproduct 23 mm in diameter of is 0.8 to 1.2 °C/sec, and for central coils it is 0.1–0.17 °C/sec. There are also differences in conditions for accelerated cooling of rolled product over the cross section. This leads to the formation of a nonuniform structure throughout a reel cross section. Consequently, an increase in steel critical cooling rate is favorable for obtaining a uniform ferrite-pearlite microstructure. This makes it possible in principle to improve quality and finished product output. As a rule, preparation of the required strength properties is provided with a significant reserve, and the limiting important indices with respect to elongation and especially reduction of area [1,2,3,4] depend to a certain extent on steel microstructure.
Round rolled product of special alloy steels during manufacture of fasteners and other critical components is normally subject to sizing and component annealing in order to obtain a globular ferrite-pearlite structure [1]. Therefore, in this work optimum conditions were studied for carrying out special (spheroidizing) heat treatment performed before testing round hot-rolled product of special alloy steels for cold upsetting capacity. These studies were conducted on steels whose chemical composition is provided in Table 3. Round rolled product 15 mm in diameter of steels 38KhGNM and 35KhGSA was produced in a 170 mill; and 16 mm in diameter of steel 40Kh, in a MMK 370 mill. The temperature at the start of rolling in the 170 mill was 1100–1140°C, and before in the finishing group of stands metal was cooled to 900–950°C. After emergence from the finishing groups of stands, rolled product of steels 38KhGNM and 35KhGSA was cooled to 820–840°C. The temperature for the start of rolling in the 370 mill was ~1130–1170°C, cooling after rolling in the finishing group of stands before coiling on to a reel was accomplished by a scheme: cooling to 950–1000°C → temperature measurement → cooling to 900–940°C. Coiled reels were placed in a special box and cooled at a minimum rate.
Results of metallographic study and hardness determination showed that specimens of round rolled product of steels 38KhGNM and 35KhGSA have a ferrite-pearlite structure with sorbite-like pearlite with a 50:50 ratio of ferrite to pearlite, in which individual areas of bainite and/or martensite are present. Hardness is 20.0 and 23.4 MPa, respectively. Within the microstructure of steel 40Kh rolled product, the ratio of ferrite and sorbite-like pearlite contents was 35:65 and hardness was 20.1 MPa. The highest hardness applied to rolled product of steel 35KhGSA whose microstructure had the greatest proportion of bainite and/or martensite. Specimens of the test steel rolled product obtained were tested for cold upsetting by group 66 in accordance with GOST 8817–82 without prior heat treatment. Unfavorable results were obtained for all specimens. The external appearance of metal defects formed during testing pointed to the unfavorable type of its microstructure (Fig. 2).

External appearance of rolled product specimens of steels 35KhGSA (a) and 40Kh (b) after testing for cold upsetting by group 66.
In order to determine optimum heat treatment regimes (spheroidizing annealing) of steels 38KhGNM, 35KhGSA, and 40Kh, rolled product using thermodynamic prediction methods for steel phase composition [5] values of critical A 1 and A 3 temperatures were calculated that were 731, 761, 740 and 776, 807, 775°C, respectively.
Since currently there is no reliable information about the optimum spheroidizing annealing parameters [6, 7], schemes 1–11 were studied for rolled product heat treatment both in the supercritical (at temperatures above A 1) and subcritical (below A 1) regions (Tables 4 and 5).
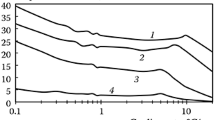
After heat treatment (spheroidizing annealing), the hardness and proportion of globular pearlite were studied in the rolled product specimen microstructure. Hardness measurements were made at 20 points in a KhPO-250 instrument with a load of 10 kgf, and holding time under load 10 sec. The proportion of globular pearlite in the microstructure was determined
by a standard scale of the ratio of granular and lamellar pearlite in accordance with GOST 8233–56. The average data obtained were used to plot graphical dependences for hardness and proportion of granular pearlite on heat treatment scheme (Fig. 3). It is seen that the optimum spheroidizing annealing regimes are schemes Nos. 4 and 11. They correspond to isothermal annealing at a temperature 20–50°C above the A 1 temperature and to nonisothermal annealing at a temperature 1–30°C below the A 1 temperature. Nonetheless, in specimens of rolled product of steels 40Kh and 38KhGNM the required proportion (not less than 60%) of globular pearlite was not achieved. At the same time, within the microstructure of rolled product of steel 35KhGSA the proportion of globular pearlite was about 90%. To all appearances, this is connected with the fact that rolled product of this steel before spheroidizing annealing had the greatest content of bainite and/or martensite, which facilitated acceleration of transformation (see Fig. 3).

Effect of heat treatment scheme on hardness (a) and proportion of granular pearlite (b) in test steel round rolled product microstructure.
After performing experimental studies, rolled product specimens were tested for cold upsetting by group 66T in accordance with GOST 8817–82. In spite of the fact that within the microstructure of rolled product specimens of steel 35KhGSA, the proportion of globular pearlite was about 90%, but for steels 38KhGNM and 40Kh it was 30%, in all cases unfavorable results were obtained for tests due to the presence of surface defects. This is impressive confirmation of the suggestion in [2] that a key factor governing capacity for round rolled product of special alloys steels for cold upsetting is surface defects. In order to confirm its validity additional cold upsetting tests were conducted on of previously treated (mechanical removal of a surface layer 1 mm thick) for specimens of original rolled product. For specimens of steels 40Kh and 38KhGNM, favorable test results were obtained, which confirms the defining effect of surface defects on rolled product capacity for cold upsetting. Since hot-rolled product of steel 35KhGSA contained a greater amount of unfavorable structural components (bainite and/or martensite), then even with a complete lack of surface defects test results were unfavorable.
After mechanical removal of defects from the surface of round rolled product specimens heat-treated by schemes Nos. 4 and 11, favorable results were obtained for cold upsetting for all steels. Therefore, optimum regimes have been established for spheroidizing annealing steels 40Kh, 38KhGNM, and 35KhGSA. It has been shown that the intensity of occurrence of spheroidizing annealing affects the steel original microstructure. In order to accelerate pearlite spheroidization on completion of hot rolling, it is expedient to use accelerated cooling (up to 5–10°C/sec) in order to obtain a specific fraction of finely dispersed bainite component in rolled product metal. Results of tests for cold upsetting by group 66T indicate that even with a favorable microstructure of hot-rolled metal positive results are not confirmed for tests with the presence of rolled product surface defects. With an unfavorable structure, even with total absence of surface defects, formation of defects is possible during cold deformation.
Conclusion. From research results of studying the effect of element content on phase and structural transformations, it has been shown that in order to obtain a favorable ferrite-pearlite microstructure providing a key feature of special alloy steels round rolled product for cold upsetting, it is preferable to maintain a content of elements approaching the lower limit of the grade composition.
It has been established by experiment that the optimum regimes for spheroidizing heat-treated round rolled product of special alloys steels 35KhGSA, 38KhGNM, and 40Kh is isothermal annealing at a temperature 20–50°C below the A 1 temperature and nonisothermal heating at a temperature 1–30°C below the A 1 temperature. In this case, the proportion of globular pearlite within the rolled product microstructure depends on steel grade and for steel 35KhGSA it is about 90%, and for steels 38KhGNM and 40Kh it is about 30%. The structural state in all cases for metal is favorable for obtaining positive results in testing rolled product for cold upsetting. More complete transformation of lamellar sorbite-like pearlite into globular within the microstructure of steel 35KhGSA is connected with the greatest content of bainitic and/or martensitic structural component, accelerating transformation. The defining effect has been shown of the presence of surface defects on the capacity of round rolled product for cold upsetting. An unfavorable microstructure, even complete absence of surface defects, may lead to unfavorable test results for rolled product cold upsetting.
This work was carried out under Subsidy Agreement No. 14.625.21.0032 of 10.27.2015. Unique project identifier is REMEFI62515X0032.
References
A. A. Filippov, G. V. Pachurin, and S. V. Chinenkov, Formation of Structural and Mechanical Properties of Steel Workpieces for Strengthened Bolts, N. Novgorod State Tekhn. Univ. (2012).
A. B. Stepanov, N. A. Arutyunyan, Yu. I. Ivin, and A. I. Zaitsev, “Effect of microstructure and surface defects on the capacity of special alloy steel round bar for cold upsetting,” Metallurgist, 60, No. 7, 713–720 (2016).
A. A. Filippov, G. V. Pachurin, and N. A. Kuz’min, “Analysis of rolled product quality for cold upsetting of fastening components,” Mezhdunar. Prikl. Fund. Issled., No. 8, 111–115 (2014).
E. A. Pudov, “Ways of improving the quality of 20G2R rolled product for cold bulk forging,” Proizv. Prokata, No. 3, 17–19 (2001).
A. I. Zaitsev, I. G. Rodionova, A. A. Pavlov, et al., “Effect of composition, structural state, and manufacturing technology on service properties of high-strength Low-carbon steel main bimetal layer,” Metallurgist, 59, No. 7, 684–692 (2015).
J. M. O’Brien and W. F. Hosford, “Spheroidization cycles for medium carbon steels,” Metallurg. Mater. Trans. A, 33, No. 4, 1255–1261 (2002).
J. C. Mun and C. G. Kang, “Cold forgeability improvement of SNCM220 steel through heat treatment,” Int. J. Prec. Eng. Manuf., 16, No. 7, 1299–1304 (2015).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 7, pp. 66–71, July, 2017.
Rights and permissions
About this article

Cite this article
Zaitsev, A.I., Koldaev, A.V. & Stepanov, A.B. Effect of Composition and Heat Treatment Regime on Structural State and Capacity of Special Alloy Steel Round Rolled Product for Cold Upsetting. Metallurgist 61, 579–584 (2017). https://doi.org/10.1007/s11015-017-0536-3
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-017-0536-3