
The effect of composition, structural state, excess phase precipitation, and manufacturing technology parameters on service property indices of high-strength, low-carbon steel of a main bimetal layer is studied in detail. For the low-carbon, high-strength steels developed primary importance is attached to strengthening mechanisms, connected with formation of different size carbonitride precipitates with different fineness, and secondary importance applies to the presence of strong structural components. A simultaneous improvement in strength properties and preparation of good steel weldability may be achieved by some increase in carbon content using a balanced microalloying system with a reduction in concentration of manganese, chromium, nickel, and copper, and effective alloying with boron. It is shown that the possibility of achieving high strength properties for the low-carbon steel developed with relatively slow cooling rates creates favorable conditions for obtaining a clad rolled product with a good and stable set of mechanical and other service properties, and quality indices.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Creation of new engineering objects in power generation, chemical, petrochemical, oil processing, and a number of other branches of industry, requires use of fundamentally new readily weldable metallic materials, simultaneously exhibiting extremely good combinations of indices for corrosion resistance, strength and ductility, toughness, cold resistance, and other service properties that are difficult to combine. The optimum area for resolving this problems is development of high-strength low-carbon steels, clad with corrosion-resistant steels of austenitic or ferritic classes [1]. However, the rolled products obtained of low-carbon steel [1] with good strength properties (ultimate strength at a level of 850 N/mm2) have some limitations with respect to weldability due to relatively high carbon equivalent values of C e = 0.497%. Some instability of mechanical property indices is also recorded [1]. With the aim of determining the possibility of reducing C e , including by reducing carbon concentration, and also analysis of the contribution of various strengthening mechanisms to a set of strength properties obtained in this work, the effect of chemical composition on these properties is studied.
As results of work in [1, 2] indicate, the main mechanisms providing preparation of good strength properties for rolled product of low-carbon steels are connected:
1) with formation of a specific steel bainitic type structural condition, including acicular ferrite, ferritic-bainite, and martensite-austenite (M/A) structural component;
2) with preparation of a fi ne-grained structure of quasipolygonal or acicular ferrite with high dislocation density and nanosize carbide, carbonitride precipitates, causing dispersion hardening. These precipitates may form during strip cooling both at interphase boundaries with polymorphic transformation due to a sharp reduction in component solubility, and in the ferritic region after winding strip on a coil.
An advantage of the first mechanism consists in the possibility of obtaining a stable set of mechanical properties. Nonetheless, it exhibits a number of disadvantages. Mainly, a high alloying element content is necessary, and this apart from increasing the cost of rolled product leads to an increase in carbon equivalent, and consequently to a reduction in weldability. The requirement for using a fast cooling rate and low strip winding temperature in a coil creates certain difficulties in implementing thermal deformation treatment in a series of continuous broad-strip rolling mills. In addition, formation of a nonequilibrium structure during rolled product cooling leads to an increase in stresses, and this makes it difficult to achieve all of the increasing specifications for rolled product flatness.
In implementing the second mechanism, conditions for forming a fi ne grained structure and a large number of nano size precipitates consist of the following:
-
1)
rolling steel in the finishing group of stands in a temperature range for absence of deformed austenite recrystallization, and product thickness should not exceed final rolled product thickness by a factor of 3.5–5;
-
2)
preparation of the required micro alloying element content in solid solution after the end of rolling ;
-
3)
finish rolling at temperatures close to that for polymorphic transformation; and
-
4)
fast steel cooling rate after strip winding on a coil.
Fulfilment of these conditions requires precise operation of a considerable number parameters, and this is connected with specific difficulties under mass production conditions, and consequently complicates preparation of rolled product with a stable set of properties. Nonetheless, the approach in question has a number of clear advantages, including those connected with the possibility of using significantly more economic alloy systems, simpler for implementation in existing equipment regimes for thermal deformation treatment, which are compatible with the parameters of rolled product cladding layer. Therefore this approach is more promising for development of chemical composition and manufacturing technology for high-strength low-alloy steel used as a basic layer for clad rolled product.
In order to resolve this task, steels were studied with different composition (Table 1) melted under laboratory conditions in an open induction furnace with a capacity of 8 kg beneath a slag layer. The chemical composition of the test steels differed primarily with respect to carbon, molybdenum, and microalloying element (Ti, Nb, V) content, and comparable with the composition of steels studied in [1], lower carbon content, manganese, and chromium content. The extremely low (even for converter melted metal) carbon content for steels of compositions 1 and 3, and also the relatively low niobium content in steels of compositions 2 and 4, should be noted. There is boron within the composition of steel 4, as in previously studied steel [1]. As a result of calculating the carbon equivalent of the steels obtained (see Table 1), it was established that it varies within limits from 0.36 to 0.42, which should provide satisfactory comparability of all welding methods.
Bottoms and tops were removed from the ingots obtained weighing 7 kg and 70 × 87 × 175 mm. Then ingots were rolled to an intermediate thickness of 28 mm by a regime: heating to 1200°C, temperature for the end of rolling not lower than 800°C. Experimental rolling of the material obtained to a fi nal thickness of 6 mm was performed by the following regime: heating temperature ≈1200°C, temperature at the end of rolling ≈730–840°C, strip winding temperature on a coil ≈512–620°C. Processes occurring during coil winding were simulated by placing the rolled product obtained after rolling and accelerated cooling in a furnace corresponding to the corresponding prescribed winding temperature, followed by furnace cooling. Steel cooling rate was also varied to the winding temperature after the end of rolling.
Samples were selected from the strip obtained, and specimens were prepared for mechanical tests and microstructural studies. Mechanical properties were determined in fl at specimens with a size of 6 × 20 × 200 mm with rupture testing in an Instron-1185 machine. Test results and rolling parameters are given in Table 2.
As follows from data in Table 2, an increase in cooling rate from the temperature at the end of rolling to the strip winding temperature on a coil to 100°C/sec for steel with a low temperature for the end of rolling and winding, led not to an increase, but a reduction in strength properties. The result obtained on one hand is quite unexpected from the point of view traditional ideas about steel material science [2], since an increase in metal cooling rate should lead to an increase in the proportion of solid (strong) structural components, and correspondingly to an increase in strength properties. On the other hand, an increase in metal cooling rate creates certain kinetic limitations for formation and growth of carbide and carbonitride precipitates, which also control steel strength properties due to realizing dispersion hardening mechanisms, and also possible grain structure refinement. Thus, results of tests clearly indicate that formation of a system of excess phase precipitates, including nanosize, is a key mechanism for improving steel strength properties of the type in question. It is important that their formation may occur with relative fast cooling rate (15–20°C/sec) for steel (see Table 2), which is in good agreement with results of theoretical and experimental studies [3]. The best strength properties have been obtained for boron-containing steel rolled product, although the steel has a very high carbon content. This situation additionally confirms the assumption made that the comparatively low level of strength properties obtained may be connected with inadequate implementation of a dispersion hardening mechanism due to insufficient dwell time metal in the temperature range for forming carbides precipitates and/or non-optimum nature of the alloy system and steel treatment parameters.
In order to confirm the adequacy of this conclusion, rolled product specimens were given high-temperature tempering (temperature 620°C for 1 h). As a result of the tempering, there should be additional carbonitride precipitate formation from supersaturate solid solution, and correspondingly improved strength properties.
A significant increase was observed in strength properties (see Table 2 and Fig. 1) as a result of tempering experimental rolled product specimens. These data fully prove the key role of excess phase precipitates for achieving a good set of mechanical properties of the steel developed. A very significant increase in them occurs for specimens of rolled product Nos. 2–1, 4–1, and 5–1 of steels with a high carbon content. It should be noted that for boron-containing steel (composition No. 4–1) the best strength properties obtained were both after hot rolling and after tempering. This may be connected with formation of a bainitic type structure and features of occurrence of phase precipitate formation.

Strength properties of rolled specimens of experimental melt steels before and after tempering.
Thus, results obtained point to the effect of dispersion hardening after tempering due to precipitation within a ferritic matrix of niobium and/or vanadium carbide/carbonitride nanosize precipitates, and consequently an additional possibility of improving strength properties for the test steels with an increase in carbon content and rolled rolling regime optimization. Additional confirmation of this is also the higher level of strength properties obtained with a higher strip winding temperature in a coil.
Nonetheless, the required strength level achieved (strength not less than 850 MPa) was not with any treatment regime for experimental laboratory rolled specimens. This may be connected with the difference in thermal deformation treatment regimes for metal under laboratory and industrial conditions. They include; accuracy of reproducing deformation conditions in rolling mill roughing and finish stands, the temperature range for metal on the intermediate table, and also, what may be much more important, with the certain non-optimum nature of the steel compositions studied, including carbon content.
For adequate evaluation of the situation noted, calculations and analysis were carried out for conditions existing in the steel studied of the main phase precipitates of all possible types. It was carried out by means of an original thermodynamic physicochemical model developed in [4, 5] for predicting steel phase composition making it possible to fi nd molar weight and volume fractions of all possible types of excess phase precipitates and their composition in austenite, ferrite, and the twophase (α(δ) + γ)-region. The model is based on contemporary methods and achievements of chemical thermodynamics and physical chemistry. Its basis is resolution of the general problem of thermodynamic modeling of phase composition of steels and alloys, and in fact determination of thermodynamic equilibrium conditions in multicomponent multiphase systems with prescribed temperatures, pressure, chemical composition, or component content. The model makes it possible to determine from all possible collections for a prescribed alloy steel system phase types present in equilibrium, their amount, and composition. Since BCC- or FCC-solid solutions based on iron undoubtedly are the basis of steel, in order to simplify considerably the solution of the problem and increase calculation accuracy, one of these phases was adopted as a basis with which all the rest are in equilibrium. This made it possible to present conditions for thermodynamic equilibrium in the form of a set of equations expressing the quality of component chemical potential with coexisting phases.
Results of calculation by the model described for temperature dependences with molar fractions of different carbonitride precipitates and manganese sulfide are shown in Fig. 2.

Temperature dependence of molar fractions of different carbonitride precipitates and manganese sulfide in test steels: a–e) compositions 1–5, respectively.
Existing carbonitride precipitates are phases of complex composition. The basis of the fi rst type of precipitate (carbonitride 1) is titanium nitride (carbonitride), and general features of the change in composition in relation to temperature are shown on the example of steel composition 3, when the metal titanium concentration corresponds approximately to stoichiometry for the reaction of binding nitrogen solution in nitride (Fig. 3 a). The main proportion of these precipitates, especially at high temperature, is titanium nitride. The degree of presence of carbon increases with a reduction in temperature, whereas for microalloying elements Nb, V, and Mo a more complex relationship is observed. Presence of titanium above the content required for complete nitrogen bonding, and the composition of carbonitride precipitates of this type is considerably complicated (Fig. 3 b). In this case, titanium to a significant or even predominant extent bonds carbon with participation of other microalloying elements.

Established features of the change in composition of carbonitride precipitates of the first range (carbonitride 1), whose basis is titanium nitride (carbonitride) in relation to steel temperature for compositions 3 (a) and 4 (b).
Since formation of titanium nitride (carbonitride) precipitates may occur even within molten steel, and a significant or predominant proportion of it does not dissolve passing into solid solution on heating for rolling, it may be suggested that with thermal deformation treatment of metal there is formation of new carbonitride precipitates with participation of titanium. The amount and composition of them may be evaluated by calculation proceeding from the concentration of elements in FCC-solid solution of a specific steel, minus consumption of elements in forming existing precipitates. Since the maximum heating temperature for steel billets of the type in question for hot rolling as a rule is not more than 1250°C, then in fact it was used in performing calculations. The amount and composition of this type of precipitate (precipitated from 1250°C) (see Fig. 2) is in a complex dependence on steel temperature and composition. This may be illustrated on the example of the dependence of their composition on temperature for steels of compositions 1 and 4 with relatively high titanium content (Fig. 4).

Established features of change in composition of pre-precipitates based on titanium nitride (carbonitride) in relation to temperature for steels of composition 1 (a) and 4 (b).
As is seen from Fig. 4, depending on steel chemical composition the composition of newly formed titanium-containing precipitates during steel hot rolling may vary fundamentally. For steel composition 1, it is a complex titanium and niobium carbide, even with niobium concentration predominance at high temperature. In steel of composition 4, titanium precipitates predominate over the whole temperature range, and apart from niobium there is also a significant presence of vanadium and molybdenum.
The basis of the second type of precipitates (carbonitride 2) is niobium carbide. The greatest typical dependence of its composition on temperature may be illustrated on the example of precipitates within steel of composition 2 (Fig. 5). Finally, the basis of the third type of precipitates (carbonitride 3) is vanadium carbide. The most typical dependence of its composition on temperature may be illustrated on the example of precipitates in steel composition 5 (Fig. 6). Formation of these precipitates occurs at relatively low temperature, and their content increases sharply with a reduction in temperature. However, formation of this type of precipitate is made difficult due to competing with reactions of cementite formation at relatively low temperature.

Established features of change in composition of carbonitride 2 precipitates (whose basis comprises niobium carbide) in relation to temperature for steel composition 2.

Established features of change in composition of carbonitride 3 precipitates (whose basis comprises vanadium carbide) in relation to temperature for steel composition 5.
Comparison of the results obtained for calculating the content of different types of precipitates and a set of mechanical properties indicates that the lowest level of strength properties (see Table 2 and Fig. 1) is recorded for steel compositions 1 and 3 with the lowest carbon content. Steel of composition 1 with a somewhat higher carbon content (0.047 wt.%) is only microalloyed with niobium, whereas within the composition of steel 3 ([C] = 0.037 wt.%) Nb and V are present. Their quite high concentration (see Table 1) leads to a situation that carbon in a quite considerable volume is bonded in carbonitride precipitates during steel hot rolling. This is indicated by the quite insignificant effect of tempering on rolled product strength properties. In all probability, the situation noted is connected with high (for the existing level of carbon concentration) Nb and V content. Practically, these strength properties for steel 1 rolled product point to a significant contribution in the strengthening of steel composition 3 of carbonitride 3 precipitates based on vanadium carbide. It is important that during rolling steel of composition 1 a significant proportion of carbon remains in solid solution, which leads to free separation of carbonitride during tempering, and rolled product strengthening.
Steel of compositions 2, 4, and 5 with approximately identical carbon content differ significantly with respect to Nb and V concentration, which gives rise to a difference in the proportions of different types of carbonitride precipitates present. Rolled product prepared from them has similar strength property indices that increase markedly after high-temperature tempering. The features noted point to the specific effects of carbon content on the composition of carbonitride precipitates obtained within steel and rolled product strength properties. The thermal deformation treatment regime used, outside a dependence on composition, led to retention of a significant carbon concentration and microalloying elements in solid solution, which stimulated preprecipitation of carbonitride during steel tempering.
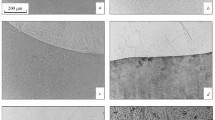
The validity of the conclusions formulated is also confirmed by microstructural studies of rolled product specimens. Their results indicate that within steels of all compositions, apart from composition 4 (with a bainitic type structure), a structure is obtained represented by a mixture of quasipolygonal and acicular ferrite (Fig. 7). The largest grain size is obtained in steels of compositions 1 and 3 with a lower carbon content, which provides lower strength property values; another reason for a reduction may be an inadequate amount of nanosize carbonitride precipitates, causing dispersion hardening. For steels of the compositions studied, the highest strength properties apply to steel of composition 4, most similar to boron-containing steel [1], which has high values of ultimate strength and carbon equivalent. Results obtained clearly point to the predominance of a strengthening mechanism connected with formation within steel of carbonitride precipitates of different fineness, and the secondary role of presence of different strong structural components. In view of this, it is possible to achieve simultaneously an increase in strength properties and preparation of good weldability by increasing carbon content with a reduction in concentration of manganese, chromium, nickel, and copper compared with steel of composition 1 (see Table 1). Steel alloying with boron is also effective. It is worth noting that with an increase in carbon concentration there is an increase in temperature for carbonitride 2 precipitation based on niobium carbide. The temperature for the start of forming these precipitates for the steels studied has quite low values, especially for steel compositions 1 and 2 (see Fig. 2). In fact the amount of carbonitride precipitates present based on NbC may be significantly less than calculated values (see Fig. 2) due to kinetic limitations. An increase in carbon content to 0.08–0.11% makes it possible to overcome this factor, and also to increase the proportion of carbonitride precipitates formed during hot rolling and cooling of wound strip. This makes it possible to implement more effectively the steel strengthening mechanism connected with grain refinement and dispersion hardening, and as a result to obtain a good set of strength properties directly from rolling heating. In order to confirm the assumptions formulated temperature dependences were calculated for molar fractions of different types of carbonitride precipitates in steel of basic composition [1] with a different carbon content (Fig. 8). It is seen that an increase in carbon content leads to a regular displacement of the temperature for the start of forming carbonitride precipitates based on NbC and VC in the region of lower temperature with quite insignificant change in the position of critical points. This indicates that with hot plastic deformation precipitate formation based on NbC will occur sooner, and this leads to more effective grain structure refinement. At the start of forming precipitates based on VC at lower temperature, it is possible to obtain a considerable amount of nanosize precipitates of this class and to achieve considerable strengthening by a dispersion hardening mechanism. The result obtained points to the efficiency of both increasing carbon concentration for steel strengthening, and a requirement for coordination of carbon concentration and microalloying elements in steel.

Microstructure of test steel rolled product of melt compositions 1 (a), 2 (b), and 4 (c); ×500.

Calculated temperature dependences for molar fractions of carbonitride precipitates: carbonitride 1 (TiN), carbonitride 2 (NbC), carbonitride 3 (VC) in steel of basic composition [1] with a different carbon content.
Conclusions. Results of detailed research makes it possible to draw a number of fundamentally important conclusions:
-
1)
for the low-carbon high-strength steel developed, the strengthening mechanisms associated with formation of carbonitride precipitates of different fineness are of paramount importance, and the presence of different stable structural components is of secondary importance;
-
2)
for a simultaneous increase in strength properties and good weldability, it is expedient to increase the carbon content with a reduction in concentration of manganese, chromium, nickel, and copper with effective alloying with boron;
-
3)
an increase in carbon content in the steels developed to 0.08–0.11% with a balanced microalloying system makes it possible to increase the proportion of carbonitride precipitates forming during hot rolling and cooling of wound strip, which provides a good set of rolled product strength properties directly with rolling heating;
-
4)
thermal deformation treatment of the steels developed does not require extremely fast cooling rates (as with quenching) in order to obtain hard, strong structural components, for example, martensite; and
-
5)
achievement of good strength properties for low-carbon high-strength steels with relatively slow cooling rates creates favorable conditions for preparing clad rolled product with good and stable set of mechanical and other service properties, i.e., quality indices.
The work was performed under the agreement on a subsidy (No. 14.576.21.0022 of 06.30.2014). Unique project identifier REMEF157614X0022.
References
A. I. Zaitsev, I. G. Rodionova, A. A. Pavlov, et al., “Development of effective forms of corrosion-resistant clad rolled product based on a new generation of high-strength low-carbon microalloyed steels,” Metallurg, No. 10, 71–76 (2014).
S. Yu. Nastich, Development of Thermomechanical Treatment Technology for Strip and Sheet Rolled Product of Low-Alloy Steel Based on Controlled Formation of a Ferrite-Bainite Structure: Auth. Abstr. Diss. Cand. Techn. Sci., Bardin TsNIIshermet, Moscow (2013).
N. A. Arutyunyan, A. I. Zaistev, and O. N. Baklanova, “Study of principles of creation of steels for preparing highstrength, reliable objects by hot stamping,” Metallurg, No. 11, 55–61 (2014).
N. G. Shaposhnikov, B. M. Mogutnov, S. M. Polonskaya, et al., “Thermodynamic modeling as an instrument for improving steel 12Kh18N10T ingot heating technology for rolling,” Materialovedenie, No. 11, 2–9 (2004).
E. Kh. Shakhpazov, A. I. Zaistev, N. G. Shaposhnikov, and I. G. Rodionova, “Model for controlling steel ladle treatment processes,” Metallurg, No. 6, 30–35 (2008).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 8, pp. 50–58, August, 2015. Original article submitted April 24, 2015.
Rights and permissions
About this article

Cite this article
Zaitsev, A.I., Rodionova, I.G., Pavlov, A.A. et al. Effect of Composition, Structural State, and Manufacturing Technology on Service Properties of High-Strength Low-Carbon Steel Main Bimetal Layer. Metallurgist 59, 684–692 (2015). https://doi.org/10.1007/s11015-015-0159-5
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-015-0159-5