
Abstract
To develop transparent flame-retardant epoxy resin (EP) having good mechanical properties, a 9,10-dihydro-9-oxa-10-phosphaphenanthrene-10-oxide (DOPO) derived flame retardant (PAHDOPO) was prepared by a neutralization reaction between 10-hydroxy-9, 10-dihydro-9-oxa-10-phosphaphenanthrene-10-oxide (DOPO-OH) and piperazine. When 7% PAHDOPO was added to EP, the obtained flame-retardant EP (EP7) can pass the UL-94 V-0 rating test and exhibit a high limiting oxygen index (LOI) value of 35.8%. Microscale combustion calorimetry investigation results proved that, compared with EP, the peak heat release rate (PHRR) and heat release capacity (HRC) of EP7 decreased by 34.6% and 33.6%, respectively. The observation of the char residue morphology indicated that the addition of PAHDOPO can lead to the formation of the continuous and dense char residue layer, which can improve EP flame retardancy. Meanwhile, compared with EP, EP7 exhibited similar transparency with less than 8% reduction in the average transmittance. Moreover, the mechanical properties of EP7 hardly decreased in comparison with EP. All these results indicated that PAHDOPO can be applied as a high-performance flame retardant of EP with good mechanical properties, transparency, and flame retardancy simultaneously.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
As a widely used polymer material, epoxy resin (EP) can be applied in adhesives, laminates, composites, and coatings because of its excellent thermal stability, chemical stability, and dimensional stability [1, 2]. At present, the application of EP is restricted in some fields because of its flammability. Thus, developing EP with high flame retardancy is gradually forming a hot research topic nowadays [3,4,5]. Traditional halogen flame retardants can be applied to improve flame retardancy. Nevertheless, the application of halogen flame retardants is limited because of the harmful gases released during the burning process, which can threaten the ecological environment and human health [6, 7]. Therefore, developing halogen-free flame retardants has become an inevitable choice [8, 9].
Due to the excellent flame retardancy, flame retardants, which contain phosphorus element, have been developed and successfully applied [10, 11]. Among the developed phosphorus-containing flame retardants, DOPO and DOPO derivatives showed promising flame retardant [12,13,14]. However, when DOPO was used in EP alone, the volatilization of DOPO during combustion can decrease the flame retardancy of DOPO, and the reaction of DOPO with EP can reduce the crosslinking degree of cured EP, resulting in the decrease of EP mechanical properties [15,16,17]. To overcome the shortcomings of DOPO, a lot of DOPO derivatives with good flame retardancy were synthesized. Gangireddy et al. [18] prepared a DOPO-derived flame retardant (DOPO-TPMP, TPMP means tri(1-oxo-2,6,7-trioxa-1-phosphabicy clo[2.2.2]octanemethyl) phosphate) for EP. The 36.1% LOI value can be obtained when the content of DOPO-TMPM in EP reached 10%. Phenethyl-bridged DOPO derivative (DiDOPO) also showed good flame retardancy. When the addition of DiDOPO in EP reached 10%, the obtained flame-retardant material achieved a 38.0% LOI value [19].
With the application of DOPO derivatives, two problems were exposed. One problem is that the presence of DOPO derivatives in EP can reduce the mechanical properties of EP. Enough amount of DOPO derivatives must be added to ensure the flame retardant level of EPs, leading to the reduction of mechanical properties [20, 21]. Developing DOPO-modified particles is a feasible path to solve this problem. When silicon oxide, [22] graphene, [23] and carbon nanotube [24] were modified by DOPO, the obtained DOPO-modified particle can increase the mechanical properties and flame retardancy of polymer materials simultaneously. Another problem exposed during the application of DOPO derivatives is that the presence of DOPO derivatives in EP can decrease the transparency of EP. However, sometimes in the field of coatings and decorative materials, epoxy resin is required to be not only flame retardant, but also transparent. [25]. Because most DOPO derivatives are white particles, the addition of these DOPO derivatives generates opaque EP materials [26]. As an important category of DOPO derivative, DOPO-derived curing agent was developed to solve this problem. During the curing process of EP, the DOPO-derived curing agent entered into the molecular structure of EP, leading to the high transparency of the prepared EP material [27, 28]. However, some EP material prepared with DOPO derivatives as curing agents showed relatively low mechanical properties [29]. Although the above-mentioned two problems can be solved by developing DOPO-modified particle and DOPO-derived curing agents, respectively, the preparation of these DOPO derivatives is difficult and the two problems cannot be solved simultaneously. Thus, developing DOPO derivatives that can improve the transparency and mechanical properties of flame-retardant EP is important for EP.
DOPO-derived salt is a kind of DOPO derivative with a simple preparation method and excellent flame retardancy. Shen et al. [30] prepared a DOPO-derived salt melamine dibenzo[c,e][1,2]oxaphosphate (MDOP) for EP via neutralization of 10-hydroxy-9,10-dihydro-9-oxa-10-phosphaphenanthrene-10-oxide (DOPO-OH) with melamine, which can be added in EP and pass the UL-94 V-0 rating when the MDOP content was approximately 5%. However, the mechanical properties of the prepared flame-retardant material decreased clearly with the addition of MDOP. Although DOPO-derived salt exhibited high flame retardancy in EP, the transparency and mechanical properties of flame-retardant EP decreased to varying degrees. Recently, piperazine-derived phosphorus-containing flame retardant has drawn a lot of attention because piperazine derivatives such as piperazine pyrophosphate (PAPP), 1,4-bis (diethylmethylenephosphonate) piperazine (BDEMPP), and piperazine-modified ammonium polyphosphate (PAz-APP) exhibited good charring ability and high flame retardancy during the burning of the polymer materials [8, 31, 32]. In addition, when BDEMPP was added to EP, the mechanical properties of the prepared flame-retardant material increased. Therefore, using piperazine to prepare high-efficiency flame retardants is a promising way, and it can be predicted that DOPO-piperazine-derived salt could be a high-performance flame retardant for EP.
In the present work, a phosphorus-containing flame retardant PAHDOPO salt was synthesized by a simple neutralization reaction between piperazine and DOPO-OH, which can be obtained by the oxidization of DOPO with hydrogen peroxide. After the structure examination of the prepared PAHDOPO by Fourier transform infrared spectra (FTIR), transparent flame-retardant EPs containing different PAHDOPO content were prepared. The thermal stability and flammability of these EPs were compared. Furthermore, the effect of the PAHDOPO addition on the mechanical properties of flame-retardant EP was explored.
Experimental
Materials
Diglycidyl ether of bisphenol A (E-51) was bought from Nantong Xingchen Material Co., Ltd., China. DOPO, hydrogen peroxide (H2O2, 30%), and ethanol were bought from Shanghai Aladdin Reagent Co., Ltd., China. Piperazine and 4,4’-Diaminodiphenylmethane (DDM) were bought from Shanghai Macklin Biochemical Co., Ltd., China.
Synthesis of PAHDOPO
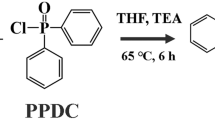
PAHDOPO was prepared by a two-step reaction process. The synthesis route is shown in Scheme 1. Firstly, DOPO-OH was prepared according to the reported literatures [33, 34]. 0.2 mol DOPO and 300 mL ethanol were stirred in a three-neck flask until the complete dissolution of DOPO. Then, 240 mL H2O2 was added to the solution dropwise. When H2O2 was completely added, the solution was heated up to 80 °C and reacted at this temperature for 8 h. After the reaction, the obtained mixture was cooled down to room temperature and DOPO-OH was separated by filtration. The obtained DOPO-OH was washed by ethanol and dried at 80 °C in a vacuum oven for 12 h. Secondly, PAHDOPO was prepared by the neutralization between DOPO-OH and piperazine. 0.2 mol DOPO-OH and 300 mL ethanol were stirred in a three-neck flask. Then, piperazine (8.2 g, 0.1 mol) was added and stirred constantly until the reaction mixture became neutral. The white PAHDOPO salt was separated by filtration. After being washed by distilled water and vacuum drying at 80 °C for 12 h, the final PAHDOPO product was obtained.

The synthesis route of PAHDOPO
Preparation of flame-retardant EP
Firstly, PAHDOPO was blended vigorously with E51 at 80 °C for 1 h. The obtained homogeneous liquid was ultrasonically treated by an ultrasonic cell pulverizer (KS-250SDN, China) for 20 min. The melted DDM curing agent was immediately added and mixed with the treated liquid. After mixed completely, the obtained mixture was degassed under reduced pressure for 10 min to eliminate bubbles in the mixture. The degassed mixture was poured rapidly into a preheated Teflon mold, which was successively cured at 120 °C for 3 h and 150 °C for 2 h. The obtained flame-retardant EP was named as EPX, where the X indicates the weight percentage of PAHDOPO in EP. For instance, the flame-retardant EP with the 7% PAHDOPO was named as EP7. Formulation of flame-retardant EPs is shown in Table 1.
Characterization
FTIR test was carried out with an IR-prestige 21 infrared spectrometer, using the KBr pellet method. Vertical burning (UL-94) test was performed on a BKSSOD vertical burning tester according to the ASTM D3801 standard. The limiting oxygen index (LOI) value was tested using a YZS-75A oxygen index meter according to the ASTM D2863-97 standard with the sample dimension of 130 × 6.5 × 3.2 mm3. A FAA-PCFC microscale combustion calorimeter was applied to examine the flammability behavior of flame-retardant EP. Thermal gravimetric analysis (TGA) was applied on a Q50 thermal analyzer under the air from 50 °C to 700 °C. A Phenom ProX scanning electronic microscope was conducted to observe the char residue morphology after the UL-94 test. This instrument was also used to determine the sample elemental composition because of the energy-dispersive X-ray spectrometer (EDS) fitted on it. The transmittance of EP specimens with a thickness of 3.2 mm was examined by a JC-UT2000 UV–vis spectrophotometer in the range from 600 to 800 nm. According to the GB/T 1040.2–2006 standard, tensile strength of flame-retardant EPs was recorded by a TCS-2000 universal testing machine. According to the GB/T 1843–2008 standard, the Izod unnotched impact strength was measured on a JJ-20 pendulum impact testing machine.
Results and discussion
Characterization of PAHDOPO
Figure 1 presents the FTIR spectra of PAHDOPO, DOPO-OH, piperazine, and DOPO. The peaks at 1595 cm−1 and 2436 cm−1 in Fig. 1a come from the stretching vibration of P-Ph and P–H of DOPO, respectively [24, 35]. In Fig. 1b, the peak at 2436 cm−1 disappeared, and a new peak appeared at 925 cm−1, which comes from the stretching vibration of P-OH in DOPO-OH [36]. This result demonstrates that, after DOPO was oxidized by H2O2, DOPO-OH was synthesized. In the spectrum of piperazine Fig. 1c, the peak at 3207 cm−1 and 1068 cm−1 can be ascribed to the stretching vibration of N–H and C-N of piperazine, respectively [37, 38]. Compared with Fig. 1c, it can be found that the peak of N–H stretching vibration at 3207 cm−1 in Fig. 1c disappeared, and a new peak at 1477 cm−1 appeared, indicating the existence of the bending vibration of -NH2+ [39]. These results proved the formation of PAHDOPO.

FTIR spectra of a DOPO, b DOPO-OH, c piperazine and d PAHDOPO
LOI and UL-94
To characterize the flammability of the prepared samples, the LOI and UL-94 tests were carried out and the testing results are summarized in Table 1. The UL-94 test result of pure EP is no rating and the LOI value of pure EP is only 23.9%, exhibiting the relatively high flammability of EP. When PAHDOPO was added to EP, the flame retardancy of EP was improved. Compared with EP, when 2%, 4% and 6% PAHDOPO was added, the LOI value of EP2, EP4 and EP6 increases to 30.3%, 32.0% and 34.5%, respectively. Meanwhile, the UL-94 test of EP6 almost passed the V-0 rating because the sum of the t1 and t2 of EP6 is 10.5 s, which is only 0.5 s higher than the V-0 rating standard. Flame retardancy of prepared samples increases with the increase of the PAHDOPO content. When the content of PAHDOPO is increased to 7%, the LOI value of EP7 achieved 35.8%, and EP7 easily obtained the UL-94 V-0 rating. With the further increase of the content of PAHDOPO, EP8 also exhibits high flame retardancy because its LOI value is 36.4% and the UL-94 test result is V-0 rating. To demonstrate the difference in combustion phenomenon between flame-retardant EPs and pure EP, the burning photos of the EP and EP7 samples during UL-94 tests are provided in Fig. 2. EP is easy to ignite, and after the first ignition, the ignition time of EP lasted more than 50 s. With the addition of 7% PAHDOPO in EP, the EP7 sample can self-extinguish rapidly after ignition. The flame retardancy of pure EP is greatly improved with the addition of PAHDOPO according to the above two test results. Since EP6, EP7, and EP8 showed relatively better performance in the LOI and UL-94 tests, these three samples were used in the following experiments.

The digital photos of the burning a EP and b EP7 samples during UL-94 tests
Thermal stability analysis of PAHDOPO, pure EP and flame-retardant EPs
TG and DTG curves of PAHDOPO, pure EP, and flame-retardant EPs are illustrated in Fig. 3. The detailed thermal analysis data are shown in Table 2. In Fig. 3a, the initial thermal degradation temperature of PAHDOPO is about 335 °C, which can be identified by the temperature at the 5% weight loss (T5%). Two degradation stages can be seen in the TG curve of PAHDOPO. The first stage between 280 °C and 500 °C with a weight loss of approximately 86.1% is caused by the thermal decomposition of the C-N heterocycle and DOPO group [40, 41]. The second stage above 500 °C with a weight loss of 6.8% can be attributed to the degradation of phosphorus-containing derivatives formed in the first thermal degradation stage [42]. When the temperature reached 700 °C, the char residue of PAHDOPO is 7.1%. As reported in the literature, pure EP exhibits two weight loss stages below 700 °C with the T5% of 388.1 °C and 2.0% char residue at the thermal decomposition temperature of 700 °C [43]. The difference in thermal degradation behavior between PAHDOPO and EP can greatly affect the thermal decomposition process of flame-retardant EPs. Compared with EP, with the addition of PAHDOPO, the T5% and Tmax of flame-retardant EPs are all lower than those of EP, while the residue at 700 °C of flame-retardant EPs is higher than that of EP. When the content of PAHDOPO increased from 6 to 8%, the T5% of flame-retardant EPs decreased from 346.1 °C to 337.9 °C and the char residue at 700 °C increased from 4.2% to 6.2%. With the addition of PAHDOPO, the resultant relative low T5% and high char residue at 700 °C are good for improving the flame retardancy of EPs [44].

a TG and b DTG curves of PAHDOPO, EP, and flame retardant EPs under air atmosphere
MCC measurement of flame-retardant EPs
To accurately and rapidly demonstrate the flame retardancy of polymers, microscale combustion calorimetry (MCC) is always used [45]. Figure 4 shows the obtained heat release rate (HRR) curves of flame-retardant EPs and pure EP. The detailed combustion data are presented in Table 3. All the HRR curves in Fig. 4 show one sharp peak. However, the addition of PAHDOPO greatly affects the combustion data. The HRC of EP is 554.3 J g−1 K−1, while the HRC of EP6, EP7, and EP8 decreased to 400.5, 388.8, and 368.3 J g−1 K−1, respectively. Since HRC reflects the amount of substances that can promote combustion in materials, the lower HRC means the better flame retardancy [46]. Thus, the decrease of HRC of EP6, EP7, and EP8 indicates the high flame retardancy of the prepared flame-retardant EPs. As for PHRR, the PHRR of EP is 537.7 W g−1. When the content of PAHDOPO is 6%, the PHRR of EP6 decreases to 384.5 W g−1. With the content of PAHDOPO increasing to 8%, the PHRR of EP8 decreased to 351.4 W g−1. This indicates that PAHDOPO can efficiently prevent the combustion and thermal decomposition of EP, resulting in the improvement of the flame retardancy of pure EP [47]. The THR of EP and flame-retardant EPs also shows a similar trend as PHRR. The THR of EP was 29.4 kJ g−1. When PAHDOPO was added to EP, the THR of flame-retardant EPs decreased. The THR of EP6, EP7, and EP8 are 26.2, 25.7, and 25.6 kJ g−1, respectively, which are lower than the 29.4 kJ g−1 of pure EP. This investigation result indicates that the addition of PAHDOPO can restrain the EP decomposition and enhance the flame retardancy of EP [48]. Moreover, the TPHRR of the prepared flame-retardant EPs shifts to low temperatures compared with pure EP. It can be observed from Table 3 that the TPHRR of EP6, EP7, and EP8 decreased from 384.5 °C to 348.1 °C, 343.5 °C, and 337.8 °C, respectively. This phenomenon demonstrates that the prepared flame-retardant EPs have lower thermal stability than that of pure EP, which is in accordance with the above TGA result. Therefore, the MCC results confirmed the improvement of the flame retardancy of pure EP caused by the addition of PAHDOPO.

HRR curves of EP and flame-retardant EPs
Char residue analysis
The elemental composition and morphology of the char residues were measured by EDS and SEM, and the results are presented in Fig. 5. As depicted in Fig. 5a, the char residue surface of EP shows the loose hole-and-crack morphology. The diameter of the holes is about 50 μm, and the width of the cracks is around 30 μm. This loose hole-and-crack structure can neither prevent the propagation of flame nor the contact between oxygen and the EP matrix. Therefore, without the presence of PAHDOPO, the complete combustion of EP happens. On the contrary, the char residue surface morphology of EP6, EP7, and EP8 is becoming more and more continuous and denser. It can be observed from Fig. 5b that the gaps or holes became smaller than EP on the surface of EP6 char residue. Although there are a little small gaps on the char residue surface of EP7 and EP8 (Fig. 5c, d), the main body of the char residue became continuous and dense. Thus, the continuous and dense char residue layer formed during the combustion of EP7 and EP8 can be responsible for the oxygen isolation, heat insulation, and internal EP protection, which provides the higher flame retardancy compared to the char residue formed during the combustion of EP [49]. Usually, DOPO derivatives always achieve high flame retardancy by eliminating the free radicals formed in the gas phase during the burring of polymers [50]. Nevertheless, some DOPO derivatives can act on the gas and condensed phase simultaneously [51]. To illustrate whether PAHDOPO can act on the condensed phase, the elemental compositions of the char residue layers of pure EP, EP6, EP7, and EP8 were examined by EDS. Table 4 and Fig. 5 present the related results. The main elements that were found in the char residues of EP6, EP7, and EP8 are C, P, N and O. The proportion of the C, O, and N elements are 49.13%, 32.78%, and 18.09%, respectively, in the EP char residue and no P element can be found. Compared with the elemental composition of EP char residue, P element can be detected in the char residue of EP6, EP7, and EP8. The content of P element increased from 2.85% in EP6 to 3.47% in EP8. The detection of P element in the char residues of EP6, EP7, and EP8 indicates that the thermal decomposition products from the P element can act on the condensed phase and lead to the formation of the continuous and dense char layer [52]. Thus, EDS results demonstrate that the PAHDOPO can act on the condensed phase to promote the flame retardancy of EP during the combustion process.

SEM and EDS results of char residues from a EP, b EP6, c EP7, and d EP8 after the UL-94 test
Proposed possible flame-retardant mechanism
Based on the above investigation results, a possible flame-retardant mechanism of PAHDOPO was proposed as shown in Scheme 2. This mechanism mainly involves two aspects. On the one hand, PAHDOPO can act on the gas phase. During the burning process, with the decomposition of the DOPO group in PAHDOPO, PO2·and PO· radicals were produced in the gas phase, which can quench the HO· and H· free radicals to terminate the combustion process of EP [53]. Simultaneously, incombustible gases such as NH3 and H2O produced by the decomposition of the piperazine group in PAHDOPO can dilute the concentration of combustible volatiles and O2 to achieve the high performance of PAHDOPO [54]. On the other hand, PAHDOPO can act on the condensed phase. The phosphoric acid derivatives generated during the decomposition of PAHDOPO can catalyze EP to form a continuous and dense char layer containing the C-O-P structure in the condensed phase [20, 55]. Moreover, with the decomposition of the piperazine group in PAHDOPO, some special bonds such as P-N–C and C = C can be generated, which also helps to form a continuous and dense layer [8]. Thus, the ultimately formed continuous and dense char residue layer can retard the thermal and mass exchange between the combustion region and EP matrix to protect EP from combustion. Therefore, PAHDOPO shows good flame retardancy performance.

Schematic diagram of the proposed flame-retardant mechanism
Transparency of flame-retardant EPs
The digital photographs of the specimens are shown in Fig. 6 to reveal the good transparency of the prepared specimens in the visible light region. The appearance of EP is light yellow and transparent. When PAHDOPO was added, the color of flame-retardant EPs gradually deepened, but their transparency changes little. It can be observed from Fig. 6a that although the color of EP8 becomes chrome yellow, the text under EP specimens is still clearly visible. To quantitatively demonstrate that the addition of PAHDOPO had little influence on the EP transparency, the transmittances of specimens were examined. The average transmittance of EP, EP6, EP7, and EP8 in the wavelength range from 600 to 800 nm is 72.1%, 71.5%, 66.4%, and 64.9%, respectively. Compared with EP, the average transmittance of EP8 decreases by less than 8%, demonstrating that the addition of PAHDOPO can hardly affect the transparency of EP.

a Digital photos of EP, EP6, EP7, and EP8 specimens, b transmittances of EP and flame-retardant EPs
Comparison of the mechanical properties
Investigation on the effect of the addition of PAHDOPO on the mechanical properties of EP was further carried out. Mechanical properties data, including the tensile strength and Izod unnotched impact strength, are shown in Table 5. With the addition of PAHDOPO, the mechanical properties of EP did not decrease significantly. According to the experimental result, tensile strength increased clearly when the PAHDOPO content increased. Compared with the 72.1 MPa tensile strength of EP, the tensile strength of EP6, EP7, and EP8 increases to 74.2 MPa, 82.5 MPa, and 87.3 MPa, respectively. As to the impact strength, EP and flame-retardant EPs exhibited similar properties. The respective impact strength of EP, EP6, EP7 and EP8 is 30.0 kJ m−2, 28.9 kJ m−2, 29.2 kJ m−2, and 29.6 kJ m−2. The difference in impact strength between EP and the flame-retardant EPs is less than 3%. It has been reported that there are some interactions between the DOPO group and EP, and these interactions, including the π-π interaction and hydrogen bond caused by the DOPO group, can improve the dispersion of DOPO derivatives in EP [56, 57]. Therefore, the good dispersibility and compatibility of PAHDOPO in EP leads to the good mechanical properties of the prepared flame-retardant EPs.
Developing EP with excellent transparency, flame retardancy, and mechanical properties is an important work in the field of EP materials in recent years. Table 6 presents some recent research work related to the additive-type flame retardant (FR) used for the preparation of EP composite with good transparency, flame retardancy, and mechanical properties. Due to the variety of EPs, Table 6 can only roughly reflect the performance of different FRs. All these FRs showed good transparency, flame retardancy, and mechanical properties. All the prepared flame-retardant EPs passed the UL-94 V1 rating when the content of FR was lower than 10%. The flame-retardant EP with the addition of PAHDOPO showed relatively high tensile strength of 83 MPa. In terms of transparency, PAHDOPO and PDB showed similar performance. When PAHDOPO and PDB were added, the prepared flame-retardant EPs have the similar transparency at 600 nm of higher than 60%. Thus, PAHDOPO exhibited similar performance on the aspects of transparency, flame retardancy, and mechanical properties as reported FRs.
Conclusion
A DOPO-derived salt (PAHDOPO) was prepared by the reaction between DOPO-OH and piperazine in this work. The addition of PAHDOPO can improve significantly the flame retardancy of pure EP. Flame-retardant EP containing 7% PAHDOPO can not only pass the V-0 rating in the UL-94 test but also obtain a 35.8% LOI value. MCC test results indicated that the THR, HRC, and PHRR of flame-retardant EPs were reduced obviously. The high performance of PAHDOPO was assigned to the fact that PAHDOPO can positively act on the gas phase and the condensed phase simultaneously during combustion. In addition, adding PAHDOPO to EP has little influence on EP transparency. When 8% PAHDOPO was added to pure EP, the average transmittance of the prepared flame-retardant EPs decreased by less than 8%. In the mechanical property testing, compared with EP, the addition of PAHDOPO cannot lead to the decrease of the mechanical properties of the prepared EP samples. The good mechanical properties of the PAHDOPO-containing EPs are caused by the good compatibility and dispersibility of PAHDOPO in EP. Thus, this work used DOPO and piperazine as reagents to synthesize a high-performance flame retardant, PAHDOPO, which can be applied in the preparation of the transparent flame-retardant EP with good mechanical properties.
Data availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
References
Miao XP, Meng Y, Li XY (2015) A novel all-purpose epoxy-terminated hyperbranched polyether sulphone toughener for an epoxy/amine system. Polymer 60:88–95. https://doi.org/10.1016/j.polymer.2015.01.034
Sharifi M, Jang C, Abrams CF, Palmese GR (2015) Epoxy polymer networks with improved thermal and mechanical properties via controlled dispersion of reactive toughening agents. Macromolecules 48(20):7495–7502. https://doi.org/10.1021/acs.macromol.5b00677
Jiang J, Cheng YB, Liu Y, Wang Q, He YS, Wang BW (2015) Intergrowth charring for flame-retardant glass fabric-reinforced epoxy resin composites. J Mater Chem A 3(8):4284–4290. https://doi.org/10.1039/c4ta06486k
Luo WH, Li DS, Chen MF, Su LP, Zhong W, Lan JS, Zheng BT, Zhang HG (2022) A novel polyaromatic ring phosphor-nitrogen imidazole derivative endowing epoxy resin with remarkable flame retardancy and mechanical properties. J Polym Res 29(7):306. https://doi.org/10.1007/s10965-022-03161-9
Ma TT, Guo CG (2017) Synergistic effect between melamine cyanurate and a novel flame retardant curing agent containing a caged bicyclic phosphate on flame retardancy and thermal behavior of epoxy resins. J Anal Appl Pyrolysis 124:239–246. https://doi.org/10.1016/j.jaap.2017.02.001
Chen HX, Xia W, Wang S (2022) Biodiesel production from waste cooking oil using a waste diaper derived heterogeneous magnetic catalyst. Braz J Chem Eng. https://doi.org/10.1007/s43153-022-00257-z
Zheng ZH, Xia YR, Liao CC, Liu YH, Chai WH, Niu EC, Hu ZQ (2021) Fabrication of starch-based multi-source integrated halogen-free flame retardant in improving the fire safety of polypropylene. J Polym Res 28(11):445. https://doi.org/10.1007/s10965-021-02804-7
Tan Y, Shao ZB, Yu LX, Long JW, Qi M, Chen L, Wang YZ (2016) Piperazine-modified ammonium polyphosphate as monocomponent flame-retardant hardener for epoxy resin: flame retardance, curing behavior and mechanical property. Polym Chem 7(17):3003–3012. https://doi.org/10.1039/c6py00434b
Liu RJ, Xia W, Otitoju TA, Wu WD, Wang S, Li SX, Zhang AL, Chen XC, Tang T, Liu J (2021) Effect of oleic acid on improving flame retardancy of brucite in low-density polyethylene composite. J Appl Polym Sci 139(13):e51862. https://doi.org/10.1002/app.51862
Chen HX, Xia W, Wang N, Liu Y, Fan PH, Wang S, Liu J, Tang T, Zhang AL (2022) Flame retardancy of biodegradable polylactic acid with piperazine pyrophosphate and melamine cyanurate as flame retardant. J Fire Sci 40(4):254–273. https://doi.org/10.1177/07349041221093546
Yang G, Wu WH, Wang YH, Jiao YH, Lu LY, Qu HQ, Qin XY (2019) Synthesis of a novel phosphazene-based flame retardant with active amine groups and its application in reducing the fire hazard of Epoxy Resin. J Hazard Mater 366:78–87. https://doi.org/10.1016/j.jhazmat.2018.11.093
Qian X, Jin J, Lu L, Shao G, Jiang S (2017) Preparation of poly(methyl methacrylate)/silicon particle composites and the study of the properties improvement. J Polym Res 24(3):45. https://doi.org/10.1007/s10965-017-1211-x
Wang S, Wu WD, Chen Q, Ding Z, Li SX, Zhang AL, Tang T, Liu J, Okoye PU (2022) Preparation of DOPO-derived magnesium phosphate whisker and its synergistic effect with ammonium polyphosphate on the flame retardancy and mechanical property of epoxy resin. J Appl Polym Sci e53430. https://doi.org/10.1002/app.53430
Shen MY, Kuan CF, Kuan HC, Ke CY, Chiang CL (2020) Study on preparation and properties of agricultural waste bagasse eco-type bio-flame-retardant/epoxy composites. J Therm Anal Calorim 144(2):525–538. https://doi.org/10.1007/s10973-020-10368-9
Gao J, Huang W, He W, Long L, Qin S (2021) Superior flame retardancy of glass fiber-reinforced polyamide 6T composites by synergism between DOPO-based derivative and carbon nanotube. J Therm Anal Calorim 147(2):1265–1274. https://doi.org/10.1007/s10973-020-10500-9
Zhang JJ, Duan HJ, Cao JF, Zou JH, Ma HR (2020) A high-efficiency DOPO-based reactive flame retardant with bi-hydroxyl for low-flammability epoxy resin. J Appl Polym Sci 138(14):e50165. https://doi.org/10.1002/app.50165
Peng W, Nie SB, Xu YX, Yang W (2021) A tetra-DOPO derivative as highly efficient flame retardant for epoxy resins. Polym Degrad Stab 193:109715. https://doi.org/10.1016/j.polymdegradstab.2021.109715
Gangireddy CSR, Wang X, Kan YC, Song L, Hu Y (2019) Synthesis of a novel DOPO-based polyphosphoramide with high char yield and its application in flame-retardant epoxy resins. Polym Int 68(5):936–945. https://doi.org/10.1002/pi.5784
Yan W, Yu J, Zhang MQ, Wang T, Wen CZ, Qin SH, Huang WJ (2018) Effect of multiwalled carbon nanotubes and phenethyl-bridged DOPO derivative on flame retardancy of epoxy resin. J Polym Res 25(3):72. https://doi.org/10.1007/s10965-018-1472-z
Chen R, Hu KX, Tang H, Wang JJ, Zhu FS, Zhou H (2019) A novel flame retardant derived from DOPO and piperazine and its application in epoxy resin: flame retardance, thermal stability and pyrolysis behavior. Polym Degrad Stabil 166:334–343. https://doi.org/10.1016/j.polymdegradstab.2019.06.011
Chen L, Zhao D, Wang XL, Wang YZ (2022) Durable macromolecular firefighting for unsaturated polyester via integrating synergistic charring and hydrogen bond. Chem Eng J 443:136365. https://doi.org/10.1016/j.cej.2022.136365
Peng C, Wu ZJ, Li JL, Wang Z, Wang HY, Zhao M (2015) Synthesis, thermal and mechanical behavior of a silicon/phosphorus containing epoxy resin. J Appl Polym Sci 132(46):42788. https://doi.org/10.1002/app.42788
Guo WW, Yu B, Yuan Y, Song L, Hu Y (2017) In situ preparation of reduced graphene oxide/DOPO-based phosphonamidate hybrids towards high-performance epoxy nanocomposites. Compos Pt B-Eng 123:154–164. https://doi.org/10.1016/j.compositesb.2017.05.024
Gu LQ, Qiu JH, Yao YW, Sakai E, Yang LT (2018) Functionalized MWCNTs modified flame retardant PLA nanocomposites and cold rolling process for improving mechanical properties. Compos Sci Technol 161:39–49. https://doi.org/10.1016/j.compscitech.2018.03.033
Dai SS, Yu XJ, Chen R, Zhou H, Pan ZQ (2020) Transparent epoxy resin material with excellent fire retardancy enabled by a P/N/S containing flame retardant. J Appl Polym Sci 138(16):e50263. https://doi.org/10.1002/app.50263
Luo QQ, Yuan YC, Dong CL, Liu SM, Zhao JQ (2015) Intumescent flame retardancy of a DGEBA epoxy resin based on 5,10-dihydro-phenophosphazine-10-oxide. RSC Adv 5(84):68476–68484. https://doi.org/10.1039/c5ra11847f
Zhong L, Zhao Y, Tang QL, Zhang KX, Deng WH, Zhang LW, Wang R, Chen J, Deng JJ, Liao W, Wang QW, Chen MJ, Liu ZG (2021) Highly efficient flame-retardant and transparent epoxy resin. Polym Adv Technol 32(8):2940–2952. https://doi.org/10.1002/pat.5306
Li L, Cai ZS (2020) Flame-retardant performance of transparent and tensile-strength-enhanced epoxy resins. Polymers 12(2):317. https://doi.org/10.3390/polym12020317
Wang PL, Fu XL, Kan YC, Wang X, Hu Y (2019) Two high-efficient DOPO-based phosphonamidate flame retardants for transparent epoxy resin. High Perform Polym 31(3):249–260. https://doi.org/10.1177/0954008318762037
Shen D, Xu YJ, Long JW, Shi XH, Chen L, Wang YZ (2017) Epoxy resin flame-retarded via a novel melamine-organophosphinic acid salt: thermal stability, flame retardance and pyrolysis behavior. J Anal Appl Pyrolysis 128:54–63. https://doi.org/10.1016/j.jaap.2017.10.025
Xu MJ, Xia SY, Liu C, Li B (2018) Preparation of poly(phosphoric acid piperazine) and its application as an effective flame retardant for epoxy resin. Chin J Polym Sci 36(5):655–664. https://doi.org/10.1007/s10118-018-2036-8
Li DS, Zhang ZY, Wang SQ, Xu MJ, Li B (2022) A monomolecular intumescent flame retardant for improvement simultaneously of fire safety, smoke suppression, and mechanical properties of epoxy resin. J Appl Polym Sci 139(19):e52104. https://doi.org/10.1002/app.52104
Lee WL, Liu LC, Chen CM, Lin JS (2014) Syntheses and flame retarding properties of DOPO polymers, melamine polymers, and DOPO-melamine copolymers. Polym Adv Technol 25(1):36–40. https://doi.org/10.1002/pat.3201
Goedderz D, Schafer T, Klitsch J, Weber L, Weber B, Fuhr O, Buntkowsky G, Schonberger F (2020) Doring M (2022) Coordination compounds of 9,10-Dihydro-9-oxa-10-phosphaphenanthrene-10-Oxide (DOPO) ligands: extremely high thermostability and ligand oxidation in the solid state. Eur J Inorg Chem 25:2444–2456. https://doi.org/10.1002/ejic.202000269
Yan H, Zhao ZL, Wang YH, Jin Q, Zhang XY (2017) Structural modification of ammonium polyphosphate by DOPO to achieve high water resistance and hydrophobicity. Powder Technol 320:14–21. https://doi.org/10.1016/j.powtec.2017.07.029
Wang QZ, Liu C, Xu YJ, Liu Y, Zhu P, Wang YZ (2021) Highly efficient flame retardation of polyester fabrics via novel DOPO-modified sol-gel coatings. Polymer 226:123761. https://doi.org/10.1016/j.polymer.2021.123761
Yang SJ, Zhang B, Liu MR, Yang YD, Liu XL, Chen DP, Wang BB, Tang G, Liu XY (2021) Fire performance of piperazine phytate modified rigid polyurethane foam composites. Polym Adv Technol 32(11):4531–4546. https://doi.org/10.1002/pat.5454
Zhu ZM, Wang LX, Dong LP (2019) Influence of a novel P/N-containing oligomer on flame retardancy and thermal degradation of intumescent flame-retardant epoxy resin. Polym Degrad Stabil 162:129–137. https://doi.org/10.1016/j.polymdegradstab.2019.02.021
Gao YY, Deng C, Du YY, Huang SC, Wang YZ (2019) A novel bio-based flame retardant for polypropylene from phytic acid. Polym Degrad Stabil 161:298–308. https://doi.org/10.1016/j.polymdegradstab.2019.02.005
Lee S, Morgan AB, Schiraldi DA, Maia J (2019) Improving the flame retardancy of polypropylene foam with piperazine pyrophosphate via multilayering coextrusion of film/foam composites. J Appl Polym Sci 137(15):48552. https://doi.org/10.1002/app.48552
He XD, Zhang WC, Yang RJ (2017) The characterization of DOPO/MMT nanocompound and its effect on flame retardancy of epoxy resin. Compos Pt A-Appl Sci Manuf 98:124–135. https://doi.org/10.1016/j.compositesa.2017.03.020
Liu L, Wang ZZ, Xu XY (2017) Melamine amino trimethylene phosphate as a novel flame retardant for rigid polyurethane foams with improved flame retardant, mechanical and thermal properties. J Appl Polym Sci 134(39):45234. https://doi.org/10.1002/app.45234
Zhou LS, Zhang GC, Yang SS, Yang LB, Cao JP, Yang KW (2019) The synthesis, curing kinetics, thermal properties and flame rertardancy of cyclotriphosphazene-containing multifunctional epoxy resin. Thermochim Acta 680:178348. https://doi.org/10.1016/j.tca.2019.178348
Huang ZY, Wang ZZ (2021) Synthesis of a bio-based piperazine phytate flame retardant for epoxy resin with improved flame retardancy and smoke suppression. Polymer Adv Technol 32(11):4282–4295. https://doi.org/10.1002/pat.5429
Zhao B, Liu PW, Xiong KK, Liu HH, Zhao PH, Liu YQ (2019) Impacts of multi-element flame retardants on flame retardancy, thermal stability, and pyrolysis behavior of epoxy resin. Polym Degrad Stabil 167:217–227. https://doi.org/10.1016/j.polymdegradstab.2019.07.004
Schartel B, Pawlowski KH, Lyon RE (2007) Pyrolysis combustion flow calorimeter: A tool to assess flame retarded PC/ABS materials? Thermochim Acta 462:1–14. https://doi.org/10.1016/j.tca.2007.05.021
Bai ZM, Jiang SD, Tang G, Hu Y, Song L, Yuen RKK (2014) Enhanced thermal properties and flame retardancy of unsaturated polyester-based hybrid materials containing phosphorus and silicon. Polym Adv Technol 25(2):223–232. https://doi.org/10.1002/pat.3227
Wang X, Hu Y, Song L, Xing WY, Lu HD (2012) Preparation, flame retardancy, and thermal degradation of epoxy thermosets modified with phosphorous/nitrogen-containing glycidyl derivative. Polym Adv Technol 23(2):190–197. https://doi.org/10.1002/pat.1851
Liu DY, Cui YH, Zhang TL, Zhao WH, Ji PF (2021) Improving the flame retardancy and smoke suppression of epoxy resins by introducing of DOPO derivative functionalized ZIF-8. Polym Degrad Stabil 194:109749. https://doi.org/10.1016/j.polymdegradstab.2021.109749
Yang S, Wang J, Huo SQ, Wang M, Wang JP (2015) Preparation and flame retardancy of a compounded epoxy resin system composed of phosphorus/nitrogen-containing active compounds. Polym Degrad Stabil 121:398–406. https://doi.org/10.1016/j.polymdegradstab.2015.10.006
Li SN, Zhao XJ, Liu XH, Yang X, Yu R, Zhang Y, Huang W, Deng KW (2019) Cage-ladder-structure, phosphorus-containing polyhedral oligomeric silsesquinoxanes as promising reactive-type flame retardants for epoxy resin. J Appl Polym Sci 136(23):47607. https://doi.org/10.1002/app.47607
Yang S, Hu YF, Zhang QX (2018) Synthesis of a phosphorus–nitrogen-containing flame retardant and its application in epoxy resin. High Perform Polym 31(2):186–196. https://doi.org/10.1177/0954008318756496
Zhao PF, Zeng W, Yang ZW, Yang YX, Li J, Shi JP, Wen N, Li HT, Guan J, Lei ZQ, Chen DL (2021) Preparation of a novel functionalized magnesium-based curing agent as an intrinsic flame retardant for epoxy resin. Chemosphere 273:129658. https://doi.org/10.1016/j.chemosphere.2021.129658
Zhang Z, Dong CH, Liu J, Kong DZ, Sun L, Lu Z (2019) Preparation of a synergistic reactive flame retardant based on silicon, phosphorus and nitrogen and its application to cotton fabrics. Cellulose 27(3):1799–1815. https://doi.org/10.1007/s10570-019-02900-4
Chen YS, Duan HJ, Ji S, Ma HR (2020) Novel phosphorus/nitrogen/boron-containing carboxylic acid as co-curing agent for fire safety of epoxy resin with enhanced mechanical properties. J Hazard Mater 402:123769. https://doi.org/10.1016/j.jhazmat.2020.123769
Pang FQ, Liu XD, Zheng XT, Lin YC, Jian RK (2021) An intrinsic flame retardant epoxy resin with high transparency and strengthened mechanical property. J Appl Polym Sci 138(42):e51230. https://doi.org/10.1002/app.51230
Ai YF, Xia L, Pang FQ, Xu YL, Zhao HB, Jian RK (2020) Mechanically strong and flame-retardant epoxy resins with anti-corrosion performance. Compos Pt B-Eng 193:108019. https://doi.org/10.1016/j.compositesb.2020.108019
Zeng BR, Zhou RR, Zheng XH, Ye JY, Chen JM, Xu YT, Yuan CH, Dai LZ (2021) Polyhedral oligomeric silsesquioxane hybrided with DOPO and phenylboronic acid for flame-retarded epoxy resin. Polym Adv Technol 32(6):2339–2351. https://doi.org/10.1002/pat.5262
Yang YX, Xiao D (2022) Fabrication of two multifunctional phosphorus-nitrogen flame retardants toward improving the fire safety of epoxy resin. e-Polymers 22(1):430–444. https://doi.org/10.1515/epoly-2022-0042
He L, Chen T, Zhang Y, Hu LR, Wang T, Han R, He JL, Luo W, Liu ZG, Deng JN, Chen MJ (2021) Imide-DOPO derivative endows epoxy resin with excellent flame retardancy and fluorescence without losing glass transition temperature. Compos Pt B-Eng 230:109553. https://doi.org/10.1016/j.compositesb.2021.109553
Acknowledgements
The authors acknowledge financial support from the General Project Fund of the Liaoning Education Department (No. LJGD2019014).
Author information
Authors and Affiliations
Contributions
Conceptualization: Song Wang; Methodology: Song Wang, Sanxi Li; Formal analysis and investigation: Qi Chen; Writing—original draft preparation: Qi Chen, Song Wang; Writing—review and editing: Qi Chen, Song Wang; Funding acquisition: Sanxi Li; Resources: Song Wang, Ailing Zhang; Supervision: Song Wang.
Corresponding author
Ethics declarations
All authors certify that they have no affiliations with or involvement in any organization or entity with any financial interest or non-financial interest in the subject matter or materials discussed in this manuscript.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Chen, Q., Wang, S., Li, S. et al. Highly efficient phosphorous-containing flame retardant for transparent epoxy resin with good mechanical properties. J Polym Res 30, 32 (2023). https://doi.org/10.1007/s10965-022-03398-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-022-03398-4