
Abstract
Sensors are the main equipment of the data-based enterprises for diagnosis of the health of system. Offering time- or frequency-dependent systemic information provides prognosis with the help of early-warning system using intelligent signal processing systems. Therefore, a chain of data-based information improves the efficiency especially focusing on the determination of remaining useful life of a machine or tool. A broad utilization of sensors in machining processes and artificial intelligence–supported data analysis and signal processing systems are prominent technological tools in the way of Industry 4.0. Therefore, this paper outlines the state of the art of the mentioned systems encountered in the open literature. As a result, existing studies using sensor systems including signal processing facilities in machining processes provide important contribution for error minimization and productivity maximization. However, there is a need for improved adaptive control systems for faster convergence and physical intervention in case of possible problems and failures. On the other hand, sensor fusion is an innovative new technology that makes decisions using multi-sensor information to determine tool status and predict system stability. It is currently not a fully accepted and practiced method. In a nutshell, despite their numerous advantages in terms of efficiency, time saving, and cost, the current situation of sensors used in the industry is not a sufficient level due to the investment cost and its increase with additional signal acquisition hardware and software equipment. Therefore, more studies that can contribute to the literature are needed.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
In general saying, sensors are devices which detect changes in physical environment and convey the measured data in different forms [1]. While the input is a kind of energy such as movement, temperature, or sound, sensors produce signals as the output. The outcome calculated in unit time or frequency is transferred over some specialized transmitters to a computer or machine eventually. In today’s rapidly emerging technologies, sensors become an essential element in daily life especially for the applications of robotics, automotive, and aerospace [2, 3]. In the scope of this paper, sensors, signal acquisition, and signal processing applications in machining operations are comprehensively investigated in the light of state-of-the-art technology.
As being the final operation of a part produced, machining processes require to be supported from external sources to control the system for taking precautions and observing the momentary alterations [4, 5]. Therefore, an improved final part quality can be achieved by preserving the pre-determined conditions between tool and workpiece and desired chip shape [6]. Depending on the mechanics of the machining system, the type of materials and expectations, several types of sensors are needed to be integrated for different purposes [7]. For example, chatter is a challenging issue during internal turning or boring which shows the necessity of keeping under control the mechanical vibrations [8]. Or, hard materials are difficult to deform and in turn produce excessive heat and cutting force during machining which explain the vitality of dynamometer and temperature sensor [9,10,11]. Also, in green manufacturing, minimum time and energy consumption are expected for environmental and health concerns which demonstrates the importance of measurement of cutting power [12,13,14,15,16,17]. However, using multiple sensors within the frame of the opportunities of a research or application may provide extra information for confirmation of the collected data which constitutes the basis of sensor fusion technique [18,19,20,21,22]. Sensors are extensively utilized in the machining operations that belong to several areas for different objectives which are listed in Table 1.
Machining systems cover a great deal of process parameters extending from tool and workpiece specifications to machine tool and cutting parameters [50, 51]. These factors have an important role separately on machining variables such as tool wear, surface roughness, cutting forces, tool vibrations, cutting temperatures, and components surface morphology and dimensional accuracy [52,53,54,55]. Since numerical modeling is a difficult problem due to the high number of parameters and complexity of tool wear mechanisms, sensor-based systems are preferred in the machining industries for tens of years [56, 57]. The expectation from the sensors is to being a connection between human and computer-controlled machine tools. Specific features of sensors provide to sense the changes in the mechanical systems. Besides, it is aimed from the sensors to replace the human beings not only for the mechanical systems, i.e., machine tools, but also being capable of monitoring any environmental variations for the purpose of unmanned companies. In this way, industries want to develop effective systems for zero error, being capable of preventing unexpected interruptions, prolonged tool life [58]. By this way, it is possible to prevent waste of resources and deforms on workpiece material.
In the way of Industry 4.0, one of the main requirements from the machining systems is to develop cyber-physical systems integrated into machine tools [59]. These systems are defined as transformation tools for fully controlled manufacturing area which can be performed by managing mechanical assets and software facilities [60]. Actually, the main purpose in these systems is to rule the numerous data obtained, also known as big data [61, 62]. On the other hand, these systems pave the way for a concept, named digital twin which is directly related with Industry 4.0 [63]. In here, it is aimed to create a digital object reflecting the behavior of actual object. The technology can be successfully applied in prediction, decision-making, reconfiguration, etc. [64]. Cost, resource, and time savings bring many critical advantages with the improvement of efficiency. Integration of these types of systems opens new doors in productivity and makes easier to reach the Industry 4.0 target [65, 66]. Also, internet of things helps for this development which is supported mostly by sensorial data [61, 62]. Industry 4.0 on the other hand, is accepted as the future of industrial revolution includes the integration of industry and technology [67, 68]. It is actually a strategic plan for the companies all over the world applying new-generation software and hardware systems [69, 70]. Increasing competition in the world and globalization requires fast and précised manufacturing with minimum error and costs [71].
As outlined, sensors express a particular energy condition and its time-dependent change on mechanical machining processes. It is aimed to procure the most accurate information from sensor signals which entails following signal processing procedure. While signal acquisition is an important part of the sensor applications, signal conditioning has as much as importance for better recognition of the complications [72]. Signal preprocessing covers the regulation of the collected sensor signals by amplifying, normalizing, and decomposing methods which works as classifiers for separating the unwanted sensor signals [73]. Signal processing enables to extract and select the useful features for better understanding the relationship between sensor signal and process behavior [7]. The whole procedure deals with the acquisition of signals from physical surrounding to digitize for managing with different ways. Figure 1 represents the mechanical machining processes handled in this study.

Mechanical machining processes handled in this study
This study presents a state of the art on sensors and signal processing systems utilized in turning, milling, drilling, and grinding operations. The mechanisms in the conventional machining operations are explained in detail at first. Then, sensors preferred in the previous studies belong to specific areas such as tool condition monitoring, tool health monitoring [74], determination of remaining useful lifetime, condition-based maintenance system, prognostic health management [75], and sensor fusion are summarized. Lastly, signal preprocessing and processing methods are outlined conceiving mostly preferred and effective ones in the open literature. In a nutshell, this work is the first attempt incorporating the emerging technologies for sensors and signal-processing methods.
1.1 Significance of the study
Sensor systems and their applications are included in a multi-disciplinary research field concerning mechanical, electrical, and computer engineering. Nevertheless, it is inevitable to exclude from the sensors in estimating the process condition in terms of healthiness and also improve the quality indicators. In the field of machining, the most referred machine tool/operation types such as turning, milling, grinding, and drilling are handled and discussed about their preference in the open literature. The state-of-the-art sensor systems for measuring of force, vibration, temperature, power, etc. in machining are outlined systematically in the light of tool condition monitoring, tool health monitoring, remaining useful lifetime, condition-based maintenance, prognostic health management, and sensor fusion approaches. An important compilation of different types of sensor signals for this purpose is selected and highlighted from the past studies. Signal preprocessing and signal processing methods utilized in machining operation are summarized including their applications and models. This paper is the first of its kind in overviewing the mentioned systems in detail. It is believed that it will be useful for the young researchers to plot a route and for colleagues and industry to use the paper as a source in the field.
2 Machining systems utilized from sensors
The complexity of machining systems arises from events occurring in a small area where the tool and workpiece are in contact. High pressure and temperature composing at this area produce three deformation zones which define the mechanisms between chip, workpiece, and cutting tool surfaces [76]. Ultimately, after finishing operation, wear patterns compose on the cutting tool surfaces, a workpiece surface emerges, and certain shaped removed chips occur [77]. Primarily, it is aimed to monitor the progressive tool wear, to prevent the tool failure, and to obtain desired surface roughness and workpiece dimensions [78]. Utilization from sensor systems is generally about improving the workpiece quality and examining the tool condition [79]. However, interaction between the process parameters and the system variables make the sensorial components significant in order to understand the underlying mechanism of machining. Therefore, it becomes important to discuss the process mechanism of machining systems for understanding the behavior of the sensor signals during metal removing processes. The most attempted four basic machining operations will be handled here considering the applicability of sensors with the light of the state-of-the-art studies on sensor systems.
2.1 Turning
Lathe machines operate the process with rotating the workpiece and feeding the cutting tool which enables to settle the sensors around the carriage. As a result of the turning process, chips are formed and because of the continuous contact between tool and workpiece, chip breaking becomes important to avoid the long and tangled shaped metals. These types of chips already lead to high mechanical and thermal loads on the cutting tool and produce excessive wear and poor surface [80]. However, at the sensor-based monitoring, the possibility of the chip tangling as a result of continuous chips may lead to be damaged of a sensor especially for the ones which placed as close to the cutting area. In addition, this situation may cause large defects on surface integrity of the workpiece after tool failure. The process is convenient to machine the cylindrical-shaped parts which help manufacturers to evaluate for higher quality especially for fabrication of this type of components [81]. Theoretically, the mentioned mechanism generates constant signals which allow observing the abnormal conditions with instantly increasing signal amplitudes.
2.2 Milling
Milling mechanism depends on the metal removing with multi-toothed cutter from a plane surface material which fastened to the platform [4]. The intermittent cutting due to the consecutive entry and out of the cutting tool leads to hammering effect and creates fatigue cycle. This phenomenon produces mechanical and thermal load which affect the residual stress on the workpiece and growing tool wear types on cutting tool surfaces. The fixation of the various sensors is much more suitable on the carriage or on the workpiece directly if possible. However, non-contact sensors can be easily adapted to milling head [35]. As being a different way to deform the material from turning, milling produces discontinuous signals required to investigate in parts by eliminating the times which contact is over between tool and workpiece. In the recent past of the sensor applications in machining, milling has been in the second place after turning, but it is increasingly preferred in the last years. For machining of the plane parts, milling is the first choice which requires being further researched with intelligent systems for supporting the industrial enterprises used this type of parts.
2.3 Drilling
In drilling, drill bits are utilized to form the circular cross-section in the material using helical spline or more commonly known as twist-drill tools. The operation starts with the one point contact between tool and workpiece at the beginning and continues with two helical cutters to the end. Therefore, it differs from the other cutting mechanisms which appear challenges in monitoring with sensor systems [82]. Crushing or breaking of chips in the flute may cause inadequate chip evacuation and unbalanced force distribution and further tool breakage. In addition, since the drill tip is responsible for crushing of the material, instant failure can be possible in the condition of excessive mechanical loads. All of these events give rise to poor hole quality and discarded part. Because of the mentioned reasons, monitoring of drilling with sensorial signals shows great importance to maintain the operation with safety. Drilling is an attractive and frequently appealed operation but rarely encountered in the open literature about sensor-based monitoring.
2.4 Grinding
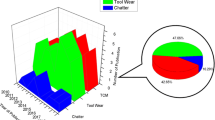
Grinding is a micro-scale multiple and continuous contact machining operation depending on the abrasive wear performed with the help of hard grains placed on the tool. According to the grain size and hardness, the cracking mechanism induced by abrasive wear shows different characteristics and leads to change in scraping effect [28]. High compressive stress on the workpiece and residual stress located in the subsurface produce hard and good-shaped surface and material structure. Grinding is also preferred for the last operation in precision manufacturing and it is different from other operations particularly in mechanism of chip generating [83]. Because of the similarity of continuous contact between tool and workpiece, the signal pattern is similar to turning. On the other hand, deformations on the grinding wheel show itself in micro-scale and hard to detect compared to other types of cutting inserts. It is more convenient to settle a sensor around the workpiece; however, this situation becomes difficult in cylindrical grinding. Apparently, grinding is the least applied machining operation among the handled quart in this paper. In Fig. 2, frequencies of the application of operations based on sensor usage are demonstrated.

Frequency of the application of operations based on sensor usage
3 Sensors and its types
The reason of the existence of a sensor may be widened due to the prospect in obtaining favorable surface finish, longer tool life, stable cutting conditions, well-formed chips, minimized vibration, and less power consumption in any conventional machining operation. In this perspective, a variety of sensors powered by developed signal processing algorithms have been implemented into both CNC and conventional machine tools in the past. As outlined in Table 1, tool wear–based studies are the most preferred due to the benefits of the tool changing at the proper time which further provide cost saving can increase up to 40% [84]. In addition, 20% of the machine tool downtime and losses from this reason such as time and cost can be conserved with monitoring of the cutting tool [85].
One of the significant efficiency factors is the localization of the sensors as it influences the capability of catching the minor changes of the objective variable. In addition to the expertise of the operator or researcher in the field and specifications of the utilized sensors, proximity and positioning of the sensing element have direct impact on the success of the measurement. Therefore, each sensor needs to be analyzed in detail according to the manufacturer’s recommendations considering its operating conditions such as temperature, humidity, and impact. Also, the response time of the sensor and auxiliary equipment are the determinative factors to interfere the operation in advanced applications [86]. In Fig. 3, an example of sensor locations including acoustic emission, temperature, dynamometer, and accelerometer can be seen in turning operation. Here, it is important to adapt the sensors into the system for catching the changes with increased reliability and also minimum loss.

Some sensors utilized in a turning operation
A handful of sensors have been integrated into the mechanical machining systems in the recent past. They contain mainly the measurement of released energy from the machine tool such as vibration, heat, cutting force, sound, and acoustic emissions. In this direction, a great deal of sensors designed which enclose more than one type to answer someone’s purpose. Here, it is aimed to address each of them with their advantages, drawbacks, and reason for preference by exemplifying from the literature. It is noteworthy to mention that different types of sensors serve as measuring the same magnitudes are handled in here such as cutting force (strain gauge or piezoelectric) or temperature (infrared temperature sensor or pyrometer). To separate their specifications for clear understanding of utilization provides an outline for the future works as it is listed in Table 2. Accordingly, each type of sensor has been integrated into different machine tools. Besides, stereotyped sensors in the market have been used several times which pave the way for novel material applications. Figure 4 lists the sensors with numbers utilized in machining operations.

Some sensors with numbers utilized in machining operations
3.1 Strain gauge–based force sensor
Dynamometer is the most known cutting force measurement device including different techniques in machining. One of the force measuring methods is strain gauge depending on the deformation of spring element. Strain gauges placed on the spring element are connected by Wheatstone bridge and calculate the cutting force. Strain gauges show elongation and shortening behavior as a result of force applying with changing their resistance. The output voltage fed to the bridge is proportional to cutting force [119, 120]. Basically, cutting force signals are identified with N, demonstrating increasing trend in time, mostly because of the progressive tool wear. By means of the high sensitivity, they can provide enormous data which enables reflecting the cutting condition. The drawback of this method tends to be affected from low stiffness and their low-frequency bandwidth [121]. In Fig. 5, raw dynamometer signals are depicted in different axis and according to wear condition. That is why they have been widely preferred for tracking tool wear in machining operations.

Cutting force signals in grinding operation [91] (Copyrights reserved)
3.2 Piezoelectric force sensor
Cutting forces can be calculated or measured directly or indirectly with several ways such as theoretical models, capacitive, optoelectronic, strain gage, and motor currency methods [122]. Piezoelectric measurement utilizes from special crystals for converting the mechanical pressure into electrical energy in theory. Compared to other techniques, piezoelectric force sensor provides good accuracy, sensitivity, and high stiffness which make this method prominent [121]. In Fig. 6, schematic and exploded view of the triaxial sensor and its integration into tool holder system is demonstrated. The negative side during application of piezoelectric force sensor is necessary to design the tool holding components again for robust and sensitive measurement. However, fragmental design leads to vacancies reducing stiffness which may cause chatter vibrations in time.

(a) Schematic view of the piezoelectric force sensor and (b) view of operation [121] (Copyrights reserved)
3.3 Acoustic emission sensor
Acoustic emission describes the stress wave propagation when a material is exposed to external load and plastic deformation occurs in the material structure [44]. However, plastic deformation is only a description to express the deformation, because some events such as friction on the contact surfaces, tool wear, tool breakage, chipping, chip formation, chip collision, and chip breakage lead to acoustic emission as well [123]. To demonstrate acoustic emission sources schematically, a representative grinding operation is shown in Fig. 7. As a result, there are two types of acoustic emission signals that occurs which can be separated for better definition of the developing events, burst or transient type and continuous type. Figure 8 demonstrates the transient and continuous types of acoustic emission signals. Some events referred to major deformations, namely breakage compose burst type, while friction or wear produces continuous type. Acoustic emission can be measured and presented according to data acquisition technique and the evaluation method can be in the form of volt (V) and frequency (kHz). As demonstrated in Fig. 4, acoustic emission has been consulted many times recently because of the sensing capability of both deformation mechanisms and breakage event during metal cutting.

Some acoustic emission sources in grinding operation

Transient and continuous acoustic emission signals [32] (Copyrights reserved)
3.4 Accelerometer
Vibration is not desired in the machining environment because of its negative effect on the life of the part, reducing the surface quality, damaging the tool geometry, and causing failures. Measurement of vibration can be performed via accelerometer sensors which are capable of determining dynamic acceleration on the tool as voltage. The main advantage of accelerometer is linearity over a wide range of frequency which provides to identify the condition of cutting operation. The drawback of this sensor is lower sensitivity and data loss at high frequency levels. Vibration acceleration can be measured as the gravity (g), acceleration (m/s2), and frequency (Hz). Acceleration signals according to time and frequency are represented in Fig. 9. According to frequency graph, the amplitude of the signal gives information about the severity of the vibration while time graph provides displacement from the balance point. Machining operations need this sensor due to its detection capability of tool wear and surface roughness [33]. It is demonstrated in Fig. 10 that with increasing vibration, flank wear increases gradually in time. In general, two types of accelerometer can be preferred, namely single axis and triaxial. Lateral, transverse, and orthogonal axis can be determined by triaxial accelerometers which can provide to compose 3d vector of the acceleration. Accelerometers use piezoelectric method for measuring vibration acceleration and can be mounted mechanically, magnetically, and adhesively to the mechanical process.

Acceleration signals during machining in time and frequency [124] (Copyrights reserved)

Vibration signals with different flank wear developments [27] (Copyrights reserved)
3.5 Ampere meter
During metal cutting, machine tools draw current to transmit the required energy into the spindle. According to the machine tool specifications, operation type, and cutting parameters, required power is determined by current draw. Current can be measured by the main current cables feeding the spindles of machine tool. Current sensor, ampere meter, or ammeter is a special designed device to measure the current as it is demonstrated in Fig. 11. Herein, a Hall Effect principle–based sensor covers the cable and the magnetic field around the cable produces voltage. The measurement of the voltage gives indirectly the current. One of the main advantages of the ammeter is that it allows researchers to calculate the cutting power with the help of measured current. By this way, consumed energy and environmental effects of the operation can be calculated. In fact, major changes appear at the cutting zone and close-by which pushes the manufacturers to place the sensors around this area. The distinct disadvantage of ampere meter is that the location exists inevitably away from the cutting area. This situation causes loss of sensitivity and reliability and reduced reaction time in the situation of adaptive control. In the past, it was compared with the accelerometer and acoustic emission for the detection of tool breakage and the results showed that current sensor becomes the last in reaction time and severity (Fig. 12). On the other hand, it was reported that ampere meter provides clear advantage in the way of sustainable manufacturing [125].

Current sensor integration [18] (Copyrights reserved)

Reaction of accelerometer, acoustic emission, and current at the time of tool breakage [18] (Copyrights reserved)
3.6 Power meter
There are several contributors to consumed energy from machine tool and surroundings during idle and in-process durations. From main spindles to cooling units, from tool magazines to sub-spindles, many components consume energy during operations which is determinative on ecological effects of machining [126,127,128]. Basically, power meter utilizes use of current measurement and transforms the obtained data to consumed power [129]. The expected outputs from the power meter produce similar results to the ampere meter as it places far away from the cutting operation. In addition to previous explanations, it is noteworthy to mention that easy connection provides without spoiling the tooling and fixtures in the application of power and current sensors. Also, after implementation, there is no hazard for the sensor that depends on the high temperatures, chip collision, etc. as being away from the cutting area. Cutting power can be calculated and compared with the measurement of cutting forces in the future for testing the reliability of this method. In Fig. 13, including current transformers, power lines, and converter, power meter placement at the machine tool can be observed.

Power meter connection to the machine tool [129] (Copyrights reserved)
3.7 Microphone
In the very first applications of machining, operators trusted machining sound to decide about the condition. Over the years, sensor-based approaches substitute ear-based observation. Microphone and acoustic emission sensors are similar in some way, but they represent different range of sound. The main differences between acoustic emission and microphone are the sensor placement and frequency ranges. The range of acoustic emission sensor is about 10 kHz to 10 MHz and the range of a microphone is about from Hertz to 100 kHz. On the other hand, acoustic emission sensor needs to be mounted around the cutting area while microphone is placed away from this area [44, 130]. With the increase of cutting tool wear, material deformation becomes hard due to high cutting forces and changing tool geometry may cause chatter vibrations. All of these events lead to higher cutting sound in addition of the effect of high cutting speed and pressure. This phenomenon provides an opportunity to monitor the cutting tool’s condition with a microphone.
3.8 Infrared temperature sensor
Infrared temperature sensor uses thermographic or thermal camera to detect the radial heat from cutting tool and workpiece for determination of the temperature. To compensate the errors, calibration of the emissivity of cutting tool and workpiece needs to be done [131]. It is theoretically/experimentally proved that most of the heat transferred to chip during metal cutting which make it easier to prevent the tool and workpiece from excessive temperatures that lead to poor surface integrity [132]. Therefore, some idealized approaches asserted purposes to control the heat dissipation and conduction between the materials [133]. An example for monitoring the cutting zone with infrared sensor during drilling operation shows heat generation and dissipation around this area. In this technique, remote sensing brings important advantage but requires high sampling rate to catch the minor changes. If the emissivity, transmittance, and reflections keep constant during measurement, relative differences can be compensated in true temperature [134]. In Fig. 14, experimental setup of infrared temperature sensor and measurement moment can be seen.

(a) Experimental setup and (b) measurement area during drilling [105] (Copyrights reserved)
3.9 Pyrometer
Pyrometer is a device designed for non-contact temperature measurement from the surface of the body [94]. Pyrometer uses the technique of radiation to determine the dissipated heat from the body and to detect the temperature. There can be optical and infrared types of pyrometers which use current and heat respectively for determining the temperature. One of the advantages of the pyrometer is that there is no need for integration into the cutting process, which is different from other types of sensors in mechanical machining systems. This method is safe for measuring the temperature without physical contact which is especially important for high-degree temperatures. The fast response of the sensor provides continuous use even at high temperatures in manufacturing area. The main disadvantage of the method is determining the appropriate emissivity value of the material which may affect the sensitivity [135, 136].
3.10 Thermocouples
Due to the considerable effect on tool wear and occurring phenomena afterwards, the cutting temperature is an important and challenging subject because of the unknown behavior of hard-to-cut and new-generation materials, heat generation, and dissipation mechanism at different phases during machining [137]. There are three methods for temperature monitoring mentioned in this paper and thermocouples offer physical contacted way different from others. Thermocouples are versatile sensors that placed cutting tool and can be modified according to the design preparations. They are sensitive to measure the temperatures at interfaces between cutting tool and workpiece [138]. Mainly, owing to easy application and changeability, they are feasible to widely use especially thinking of the narrow area at metal cutting operations. However, small structure produces low volts which are hard to detect due to the noise if good isolation is not obtained. Recently, thin-film thermocouples are preferred to place at the cutting tool which needs distinct cleaning, rigorous preparation for reliable temperature measurement [139].
3.11 Voltmeter
Voltmeter conducts the similar strategy with current sensor which comes from the equation that consumed energy depends on motor current and voltage. By this way, the measurement can be converted into power easily [140] which makes this method preferable. On the other hand, voltmeter is used for the determination of temperature for the sensors’ work on the principle of non-contacted, infrared, or radial techniques [141].
3.12 Sensor fusion
Above mentioned sensors have great importance and application area in manufacturing processes which belongs to machining process. In addition, these sensors also find implementing area on the machine tools, which are not mentioned here. However, due to the complexity of the machining processes which intensify with unexpected tool wear developments, it leads to wrong or delayed statements from the obtained sensorial signals. This can be stem from the abrupt increase in cutting force or momentary alteration in vibration as well. These developments make hard to define the tool condition especially for machining with new cutting tool or workpiece materials. Therefore, to prevent the catastrophic failures, it is needed to verify different sensor signals simultaneously to be sure with the tool condition. Sensor fusion technique recommends utilizing the different featured signals such as vibration and cutting force, acoustic emission, and temperature for making decision about the surface quality, tool wear, or oncoming tool breakage. The procedure aims to validate the sensor data for the decision. There have been many works in the recent past focusing the sensor fusion approach [18, 20, 34, 37, 38, 44, 46, 48, 142,143,144,145] which shows the increasing importance of the method.
3.13 Summary of the sensors
When it is outlined, there are total six main sensor signals that have been collected from sensors according to the reviewed literature. Accordingly, Table 3 represents the general view of the capabilities of sensors in adaptability, cost, and signal accuracy with application areas. Herein, several machining mechanisms are referred to indicate the availability of the use of each sensor. Therefore, it can be said that there is a reverse ratio between adaptability and signal accuracy. The difficulty of adaptability explains cause change the structural integrity of machine tool which makes easier the collection of signals because the sensor became a part of the machine tool. It is noteworthy to mention that high investment cost indicates the accuracy of the sensor signal.
4 Signal preprocessing in machining
All of the signal preprocessing steps need expertise for the purpose of the application area, capable of setting the connection between mechanical and electrical systems for better experimental analysis. This comes from the reality that hardware and software systems have different natures and signal conditioning needs to be arranged considering the cutting mechanism. Four steps of the signal preprocessing are outlined in the following.
4.1 Amplification
Increasing the voltage of the signal enables the digitization process which needs to be determined at a level for data acquisition device. By this way, the equipment can be calibrated according to the signal easily. Amplification is performed with devices called amplifier and collect the signals from power supply. As being the first layer of the signal conditioning, a variety of amplifiers has been applied to signals such as current, voltage, and resistance. In addition, amplifier covers many specifications such as gain, band width, linearity, and noise. [146, 147].
4.2 Filtering
Signal filtering provides to reduce and smoothen the high-frequency noise which brings clear identification for post processing of the signal. For example, low pass, high pass, and band pass types of filters are utilized according to the frequency band of the investigated signal and sometimes they are placed in order [148, 149]. Also, with respect to the application area, filtering classifications can be implemented based on linearity, time-dependency, etc. The main aim is to remove the undesired sensor features partially or completely according to the condition and expectations from the sensor signal. Another alternative is suppression of some parts of the band for further analysis.
4.3 Normalization
Normalization transforms the signals into a logical level with keeping their amplitude in a same ratio. This procedure is applied after amplification and filtering to normalize their scale for the identification process. Basically, the method includes raw data before normalization and it applied some coefficients of equations to reduce their value down to a determined level. After this organizing approach, disambiguation can be eliminated and existing data become ready for further processing step. Figure 15 shows the signal conditions after normalization process which can be seen that the resolution of the signals looks high and available for further analysis.

Signals for cutting force (a), (b) normal force and (c), (d) normalized amplitude [150] (Copyrights reserved)
4.4 Denoising
Denoising refers to the elimination of the noise in the signal as benefits the name. In other words, the process aims to remove unwanted or unnecessary information for clear description. Thresholding is the most known denoising method based on the determination of a signal amplitude level which provides the minimum probability from the observed data. By this way, errors occurring due to the external factors such as noise can be eliminated [151, 152]. In Fig. 16, the contamination and ambient noise on the signals, and then de-noised vibration signals are demonstrated. After the procedure, signals can be identified more clearly.

Raw and after de-noising process of the vibration signals [153] (Copyrights reserved)
5 Signal processing in machining
Basically, signal processing methods use algorithms within the form of equations to decompose the signals first, and then select the most suitable samples including the useful information for the investigated feature. For this purpose, several approaches have been developed for machining data. Since there are many types of sensor data, large amount of signal processing method can be adapted. Therefore, in here, the most popular signal processing methods are briefly explained with the application of sensor signals in the literature [123, 154]. Table 4 represents and outlines the signal processing methods with application area and utilized sensors.
5.1 Statistical moments
The mean, variance, skewness, and kurtosis are the main components of statistical moments [161, 162]. These factors provide remarkable information about the data and its distribution according to time or frequency domain. Mean defines the central tendency of the distribution according to averaged data. Variance defines the deviation from the mean value which is applied in machining as analysis in statistical methods. Skewness explains the asymmetric tendency of the data which can be left or right. Lastly, kurtosis identifies the fatness and peakedness at the same time for the distributed data. The explanations that belong to these moments are identified. In Fig. 17, prominent statistical moments are depicted schematically to demonstrate their forms in the statistical language.

Statistical moments such as (a) skewness, (b) kurtosis, (c) variance, and (d) mean
5.2 Fourier analysis
Fourier analysis uses transform of the equations for decomposition of the functions based on spatial or temporal frequencies. The main aim in here is to obtain the frequency space of the signals using the Fourier transformation equations. In Fig. 16, an example from cutting forces is showed and time-dependent signals are transformed into frequency-based form. It is the widely referred method in machining analysis especially for the vibration, cutting forces, and acoustic emission signals [163, 164].
5.3 Wavelet analysis
There is need to select the main or more commonly known as key function for decomposing of the signal into the packets in the form of the scaled and shifted in wavelet analysis [48]. Wavelet analysis is capable of showing the signals in both time and frequency representation. Wavelet defines an oscillated wave in the form of increasing and decreasing curve which is performed for obtaining the useful properties from this transition [165]. The characteristic wavelet forms are demonstrated in Fig. 18 with showing the scale of the signal.

Typical wavelets and scale of the wavelet [165] (Copyrights reserved)
5.4 Time series modeling
Timer series modeling is a data processing approach also utilized in pattern recognition, statistics, and many fields in engineering. The main approach in here is to collect data in determined and equal spaced in time and presenting them as discrete time. It is a model at the same which enables to predict the unknown points on the time graph. Especially for the big data units, time series analysis provides easy and applicable approach. In machining, for example, surface roughness is hard to detect for accepting according to standard when the target surface is wide. To determine the surface roughness value at these situations, time series shows capability to predict the averaged and boundary values. In addition, sensors used in machining may produce thousands of data during short times. Therefore, this technique can be successful in application of many sensor signals in machining operations [158, 159, 166].
5.5 Automatic feature extraction
For making specific observations and evaluate data in some way, it is needed to determine useful features to define the sensor signal in the best way. This makes it easier to analyze the measured sensor and reflect the desired outcomes for better presentation. There are several features embedded in the sensor signals. By this method, new features can be produced by combining and some features transform to another one. The most important contribution of the method is the capability of reducing the amount of unnecessary data without eliminating the important ones [160, 167]. Automatic feature extraction needs to be supported with artificial intelligence–based algorithms for using in pattern recognition and image processing applications.
5.6 Representation learning
Representation learning or feature learning presents a method for engineering the features to discover the features and classify them [168, 169]. This method requires implementing the artificial intelligence techniques to automatically operate the machine to find new features and use them for specific targets. The prominent specification of this method is its capability to reproduce new features; however, this procedure can be handled without machine learning instead performing with discovering the features.
6 Discussions
In this paper, it is purposed to highlight the sensors and signal processing systems in machining applications considering the state-of-the-art technology. For this purpose, popular condition–based systems including the sensors and signal processing systems are handled and a hierarchy is developed for understandable summarization. For better presentation of the state-of-the-art work, papers published in the last 5 years are considered mostly. Main topics of the study are discussed below:
-
There are many challenges in the machining field specialized according to the operation type and selected materials. The complexity of these operations prevents to generate mathematical models. This comes highly from the unexpected situations such as excessive wear, instant tool breakage, and developments triggered by the non-homogeneity in material structure. Therefore, prognostic sensor-based techniques need to be integrated into mechanical machining systems.
-
Turning and milling are the popular operations compared to drilling and grinding as serving to wider application area in engineering. In addition, since their chip removal capabilities are more than the others, they are employed more in total. Also, the complexity of the operation originated from the relative motion between tool and workpiece leads to hard-to-control chip removing, rapidly changing surface roughness due to tool condition. All of the mentioned reasons make turning and milling attractive in this field.
-
Grinding and drilling are often situated at the end of the manufacturing chain performing the final shaping on the workpiece part. Therefore, they have potential to bring burden the manufacturing cost considering the prior operations if any accidents appear during the processes. It may raise catastrophic failures in terms of the produced part and waste in retrospective labor and time. In this manner, it is considerable to integrate the sensor systems into these machine tools for complete achievement of manufacturing chain.
-
Dynamometer, accelerometer, and acoustic emission sensors are generally the most preferred ones. Cutting forces have significant effect on tool wear and they can be detected due to the location allows to directly measure the displacement of the cutting tool. Vibrations become effective when the stability of the cutting is lost and causes damages on tool and workpiece which push the researchers to utilize the accelerometers in machining. Acoustic emission detects wide range of changes and abnormalities all in one, namely chip breakage, chip collision, tool wear, tool breakage, which make the sensor preferable in the machining.
-
Other types of sensors may contribute to several monitoring areas for various purposes. For example, cutting power provides an important part of the consumed energy to measure the environmental factors. Motor current can be converted into cutting power and evaluate for the same purposes. Also, temperature at the cutting area informs about the wear condition of cutting tool. Sensor fusion is an emerging method that combines the information from different sensors and provides reliable and robust decision-making system.
-
Sensor integration into machine tools requires understanding both mechanical system and working principles of the sensors. Therefore, this field demands an embedded expertise for fully accepted application specialized for the machine tool and signal processing. The literature review presents a comprehensive argument for the researchers allowing the monitoring of process steps to implement sensor integration, signal preprocessing, and processing software. Signal preprocessing and signal processing are required to be applied for organizing, preparing, and conditioning of the handled data for clear understanding and analysis. Sensor signals have been exposed to preprocessing procedure for eliminating from noise and to get rid of contamination at first. At this stage, amplification, filtering, and normalization processes have been applied to signals. After that, more complex approaches, i.e., wavelet, Fourier, and amplitude analyses, have been implemented according to the type of signal and system requirements.
-
Each sensor has unique properties for reflecting the developments in the machining area. It has been concluded that there are many initiatives for using a certain sensor for many different purposes. This situation brings diversity in sensor usage for different types of machine tools and process variables. With the wider application of signal processing systems, the implications made from the data obtained has become more important and understandable. Proper integration of accurate sensor systems and signal processing methods is of paramount importance in the field.
-
Statistical moments, time series modeling, Fourier analysis, wavelet analysis, automatic feature extraction, and representation learning are the most popular and preferred methods for signal processing. They are available for the application to data collected from many different types of sensors. This provides multiplicity and great advantage for the different trials. In addition, there is a significant potential in machining systems in order to reach to upper level in condition monitoring with the inexperienced sensor-processing method pairs.
7 Conclusion and future works
The present paper gave information about the state of the art on sensors and signal processing systems. In the following, the conclusions and future prospects in the perspective of the authors are summarized.
-
Despite their numerous advantages in terms of efficiency, time saving, and cost, the current situation of sensors used in the industry is not a sufficient level mostly due to the investment cost and its increase with additional signal acquisition hardware and software equipment.
-
Sensor-based systems may provide reliable information to decrease time with optimum cutting conditions. It is also beneficial to obtain comprehensive data using these systems to maximize productivity on machine tools during machining operations on the one hand, and to reduce energy consumption and protect operator health, on the other. Moreover, as being tool health monitoring systems, they protect the tool from failures and the workpiece from undesirable damages.
-
Sensor systems present an infrastructure for intelligent, digital, and smart manufacturing that appeared as the important parts of Industry 4.0. Basically, robotics equipment need sensor systems for their communications and telerobotics applications which are widened recently in the machining industry. Therefore, it can be concluded that these systems are inevitable for the future of machining.
-
Current studies using sensor systems including signal processing facilities in machining processes provide important contribution for error minimization and productivity maximization. Adaptive control is a more complex, effective, and robust approach to upgrade the system capabilities. However, it is needed to learn and describe signal behaviors and how to manipulate operation conditions for next step to obtain optimum parameters for the applicability. In a nutshell, there is a need for improved adaptive control systems for faster convergence and physical intervention in case of possible problems and failures.
-
Sensor fusion is an innovative new technology that makes decisions using multi-sensor information to determine tool status and predict system stability. However, it is currently not a fully accepted and practiced method. For better definition of the system condition and prognostics of health management, different types of sensorial data need to be composed. Useful information can be extracted and compared for final decision about the system condition by this technique. There is a need for more study for developed software to define better the sensor fusion.
-
In the way of Industry 4.0, many technological approaches have been introduced to the industrial companies including tool condition monitoring, sensor fusion and predictive maintenance, digital twins, and internet of things. Each provides significant contribution to the field for the improved productivity, reducing costs, wastage, and time. Sensor systems can be integrated into these technological tools easily and provide important quality. Especially for the sustainable manufacturing route, sensor-based systems explained are the primary building stone.
-
Despite there have been many sensors utilized in the field, some of them remain in the background as it can be seen when the comparative tables are investigated in the current work. The controversial situation between difficulty of adaptability and investment cost causes less application of these types of sensors. It would be much more useful to balance these specifications for each sensor in order to increase applicability.
-
Automated manufacturing is an important part of the future’s industrial infrastructure. For faster recognition and intervention with developed robotic systems supported manufacturing area, there will be a need for sophisticated sensor innovations must be introduced in the engineering field. New sensors can be developed with common knowledge of mechanical, computer, and electrical engineering, applying new materials and state of art software systems. With the improvement of artificial intelligence methods, establishing the product quality has become a reasonable task for the manufacturers. Therefore, it is highly recommended to utilize these systems irrespective of capital costs since machining fundamentals carry a fortune for the industrial companies.
References
Kuntoğlu M, Aslan A, Sağlam H, Pimenov DY, Giasin K, Mikolajczyk T (2020) Optimization and analysis of surface roughness, flank wear and 5 different sensorial data via tool condition monitoring system in turning of AISI 5140. Sensors 20(16):4377. https://doi.org/10.3390/s20164377
Duan Z, Wu T, Guo S, Shao T, Malekian R, Li Z (2018) Development and trend of condition monitoring and fault diagnosis of multi-sensors information fusion for rolling bearings: a review. Int J Adv Manuf Technol 96(1):803–819
Tlusty J, Andrews G (1983) A critical review of sensors for unmanned machining. CIRP Ann 32(2):563–572
Zhou Y, Xue W (2018) Review of tool condition monitoring methods in milling processes. Int J Adv Manuf Technol 96(5):2509–2523
Wu Y, Du R (1996) Feature extraction and assessment using wavelet packets for monitoring of machining processes. Mech Syst Signal Process 10(1):29–53
Bustillo A, Pimenov DY, Mia M, Kapłonek W (2020) Machine-learning for automatic prediction of flatness deviation considering the wear of the face mill teeth. J Intell Manuf:1–18
Mohanraj T, Shankar S, Rajasekar R, Sakthivel N, Pramanik A (2020) Tool condition monitoring techniques in milling process—a review. J Mater Res Technol 9(1):1032–1042
Fallah M, Moetakef-Imani B (2019) Adaptive inverse control of chatter vibrations in internal turning operations. Mech Syst Signal Process 129:91–111
Kumar P, Chauhan SR, Pruncu CI, Gupta MK, Pimenov DY, Mia M, Gill HS (2019) Influence of different grades of CBN inserts on cutting force and surface roughness of AISI H13 die tool steel during hard turning operation. Materials 12(1):177
Brunete A, Gambao E, Koskinen J, Heikkilä T, Kaldestad KB, Tyapin I, Hovland G, Surdilovic D, Hernando M, Bottero A (2018) Hard material small-batch industrial machining robot. Robot Comput Integr Manuf 54:185–199
Das A, Pradhan O, Patel SK, Das SR, Biswal BB (2019) Performance appraisal of various nanofluids during hard machining of AISI 4340 steel. J Manuf Process 46:248–270
Pimenov DY, Mia M, Gupta MK et al (2021) Improvement of machinability of Ti and its alloys using cooling-lubrication techniques: a review and future prospect. J Mater Res Technol 11:719–753. https://doi.org/10.1016/j.jmrt.2021.01.031
Deif AM (2011) A system model for green manufacturing. J Clean Prod 19(14):1553–1559
Salem A, Hegab H, Kishawy HA (2021) An integrated approach for sustainable machining processes: assessment, performance analysis, and optimization. Sustainable Production and Consumption 25:450–470
Wickramasinghe K, Sasahara H, Abd Rahim E, Perera G (2020) Green Metalworking Fluids for sustainable machining applications: a review. J Clean Prod 257:120552
Gupta MK, Song Q, Liu Z, Sarikaya M, Jamil M, Mia M, Singla AK, Khan AM, Khanna N, Pimenov DY (2021) Environment and economic burden of sustainable cooling/lubrication methods in machining of Inconel-800. J Clean Prod 287:125074
Jamil M, Zhao W, He N, Gupta MK, Sarikaya M, Khan AM, Siengchin S, Pimenov DY (2021) Sustainable milling of Ti–6Al–4V: a trade-off between energy efficiency, carbon emissions and machining characteristics under MQL and cryogenic environment. J Clean Prod 281:125374
Kuntoğlu M, Sağlam H (2021) Investigation of signal behaviors for sensor fusion with tool condition monitoring system in turning. Measurement 173:108582
Mouli KC, Prasad BS, Sridhar A, Alanka S (2020) A review on multi sensor data fusion technique in CNC machining of tailor-made nanocomposites. SN Applied Sciences 2(5):1–12
Jovic S, Anicic O, Jovanovic M (2017) Adaptive neuro-fuzzy fusion of multi-sensor data for monitoring of CNC machining. Sens Rev
Monka PP, Monkova K, Majstorovic VD, Božić Ž, Andrej A (2020) Optimal cutting parameter specification of newly designed milling tools based on the frequency monitoring. Int J Adv Manuf Technol:1–18
Teti R (2015) Advanced IT methods of signal processing and decision making for zero defect manufacturing in machining. Procedia CIRP 28:3–15
Ratava J, Lohtander M, Varis J (2017) Tool condition monitoring in interrupted cutting with acceleration sensors. Robot Comput Integr Manuf 47:70–75
Ranjan J, Patra K, Szalay T, Mia M, Gupta MK, Song Q, Krolczyk G, Chudy R, Pashnyov VA, Pimenov DY (2020) Artificial intelligence-based hole quality prediction in micro-drilling using multiple sensors. Sensors 20(3):885
K-f Z, H-q Y, Nie P (2015) A method for tool condition monitoring based on sensor fusion. J Intell Manuf 26(5):1011–1026
Li N, Chen Y, Kong D, Tan S (2017) Force-based tool condition monitoring for turning process using v-support vector regression. Int J Adv Manuf Technol 91(1-4):351–361
Yang B, Guo K, Liu J, Sun J, Song G, Zhu S, Sun C, Jiang Z (2020) Vibration singularity analysis for milling tool condition monitoring. Int J Mech Sci 166:105254
Alexandre FA, Lopes WN, Dotto FRL, Ferreira FI, Aguiar PR, Bianchi EC, Lopes JC (2018) Tool condition monitoring of aluminum oxide grinding wheel using AE and fuzzy model. Int J Adv Manuf Technol 96(1):67–79
Moia D, Thomazella I, Aguiar P, Bianchi E, Martins C, Marchi M (2015) Tool condition monitoring of aluminum oxide grinding wheel in dressing operation using acoustic emission and neural networks. J Braz Soc Mech Sci Eng 37(2):627–640
Uekita M, Takaya Y (2017) Tool condition monitoring technique for deep-hole drilling of large components based on chatter identification in time–frequency domain. Measurement 103:199–207
Patra K, Jha A, Szalay T, Ranjan J, Monostori L (2017) Artificial neural network based tool condition monitoring in micro mechanical peck drilling using thrust force signals. Precis Eng 48:279–291
Bhuiyan M, Choudhury IA, Dahari M, Nukman Y, Dawal S (2016) Application of acoustic emission sensor to investigate the frequency of tool wear and plastic deformation in tool condition monitoring. Measurement 92:208–217
Kuntoğlu M, Aslan A, Pimenov DY, Giasin K, Mikolajczyk T, Sharma S (2020) Modeling of cutting parameters and tool geometry for multi-criteria optimization of surface roughness and vibration via response surface methodology in turning of AISI 5140 steel. Materials 13(19):4242
Caggiano A (2018) Tool wear prediction in Ti-6Al-4V machining through multiple sensor monitoring and PCA features pattern recognition. Sensors 18(3):823
Xie Z, Li J, Lu Y (2019) Feature selection and a method to improve the performance of tool condition monitoring. Int J Adv Manuf Technol 100(9):3197–3206
Azmi A (2015) Monitoring of tool wear using measured machining forces and neuro-fuzzy modelling approaches during machining of GFRP composites. Adv Eng Softw 82:53–64
Kene AP, Choudhury SK (2019) Analytical modeling of tool health monitoring system using multiple sensor data fusion approach in hard machining. Measurement 145:118–129
Mehta P, Werner A, Mears L (2015) Condition based maintenance-systems integration and intelligence using Bayesian classification and sensor fusion. J Intell Manuf 26(2):331–346
Liu C, Zhang L, Niu J, Yao R, Wu C (2020) Intelligent prognostics of machining tools based on adaptive variational mode decomposition and deep learning method with attention mechanism. Neurocomputing 417:239–254
Liang Y, Li W, Lu X, Wang S (2019) Fog computing and convolutional neural network enabled prognosis for machining process optimization. J Manuf Syst 52:32–42
Benkedjouh T, Medjaher K, Zerhouni N, Rechak S (2015) Health assessment and life prediction of cutting tools based on support vector regression. J Intell Manuf 26(2):213–223
Yu J (2018) Tool condition prognostics using logistic regression with penalization and manifold regularization. Appl Soft Comput 64:454–467
Wu J, Su Y, Cheng Y, Shao X, Deng C, Liu C (2018) Multi-sensor information fusion for remaining useful life prediction of machining tools by adaptive network based fuzzy inference system. Appl Soft Comput 68:13–23
Duro JA, Padget JA, Bowen CR, Kim HA, Nassehi A (2016) Multi-sensor data fusion framework for CNC machining monitoring. Mech Syst Signal Process 66:505–520
Albertelli P, Goletti M, Torta M, Salehi M, Monno M (2016) Model-based broadband estimation of cutting forces and tool vibration in milling through in-process indirect multiple-sensors measurements. Int J Adv Manuf Technol 82(5-8):779–796
Liu C, Li Y, Zhou G, Shen W (2018) A sensor fusion and support vector machine based approach for recognition of complex machining conditions. J Intell Manuf 29(8):1739–1752
Zhou Y, Xue W (2018) A multisensor fusion method for tool condition monitoring in milling. Sensors 18(11):3866
Garcia Plaza E, Nunez Lopez P, Beamud Gonzalez E (2018) Multi-sensor data fusion for real-time surface quality control in automated machining systems. Sensors 18(12):4381
Zhang C, Yao X, Zhang J, Jin H (2016) Tool condition monitoring and remaining useful life prognostic based on a wireless sensor in dry milling operations. Sensors 16(6):795
Gupta MK, Song Q, Liu Z, Sarikaya M, Mia M, Jamil M, Singla AK, Bansal A, Pimenov DY, Kuntoğlu M (2021) Tribological performance based machinability investigations in cryogenic cooling assisted turning of α-β titanium alloy. Tribol Int:107032
Gupta MK, Song Q, Liu Z, Sarikaya M, Jamil M, Mia M, Khanna N, Krolczyk GM (2021) Experimental characterisation of the performance of hybrid cryo-lubrication assisted turning of Ti–6Al–4V alloy. Tribol Int 153:106582
Kumar J, Verma RK (2021) A novel methodology of Combined Compromise Solution and Principal Component Analysis (CoCoSo-PCA) for machinability investigation of graphene nanocomposites. CIRP J Manuf Sci Technol 33:143–157
Lyu Y, Jamil M, He N, Gupta MK, Pimenov DY (2021) Development and testing of a high-frequency dynamometer for high-speed milling process. Machines 9(1):11
Pimenov DY, Hassui A, Wojciechowski S, Mia M, Magri A, Suyama DI, Bustillo A, Krolczyk G, Gupta MK (2019) Effect of the relative position of the face milling tool towards the workpiece on machined surface roughness and milling dynamics. Appl Sci 9(5):842
Kapłonek W, Mikolajczyk T, Pimenov DY, Gupta MK, Mia M, Sharma S, Patra K, Sutowska M (2020) High-accuracy 3D optical profilometry for analysis of surface condition of modern circulated coins. Materials 13(23):5371
Şap E, Usca UA, Gupta MK, Kuntoğlu M (2021) Tool wear and machinability investigations in dry turning of Cu/Mo-SiC p hybrid composites. Int J Adv Manuf Technol 114(1):379–396
Şap E, Usca ÜA, Gupta MK, Kuntoğlu M, Sarıkaya M, Pimenov DY, Mia M (2021) Parametric optimization for improving the machining process of Cu/Mo-SiCP composites produced by powder metallurgy. Materials 14(8):1921
Bazaz SM, Lohtander M, Varis J (2020) The prediction method of tool life on small lot turning process–development of Digital Twin for production. Procedia Manuf 51:288–295
Lee J, Bagheri B, Kao H-A (2015) A cyber-physical systems architecture for industry 4.0-based manufacturing systems. Manuf Lett 3:18–23
Baheti R, Gill H (2011) The impact of control technology: cyber-physical systems. IEEE Control Systems Society:1–6
Shi J, Wan J, Yan H, Suo H A (2011) survey of cyber-physical systems. In: 2011 international conference on wireless communications and signal processing (WCSP). IEEE, pp 1–6
Lee J, Porretta DL (2013) Enhancing the motor skills of children with autism spectrum disorders: a pool-based approach. Journal of Physical Education, Recreation & Dance 84(1):41–45
Bazaz SM, Lohtander M, Varis J (2019) 5-dimensional definition for a manufacturing digital twin. Procedia Manuf 38:1705–1712
Botkina D, Hedlind M, Olsson B, Henser J, Lundholm T (2018) Digital twin of a cutting tool. Procedia Cirp 72:215–218
Rosen R, Von Wichert G, Lo G, Bettenhausen KD (2015) About the importance of autonomy and digital twins for the future of manufacturing. IFAC-PapersOnLine 48(3):567–572
Vachálek J, Bartalský L, Rovný O, Šišmišová D, Morháč M, Lokšík M (2017) The digital twin of an industrial production line within the industry 4.0 concept. In: 2017 21st international conference on process control (PC). IEEE, pp 258-262
Rüßmann M, Lorenz M, Gerbert P, Waldner M, Justus J, Engel P, Harnisch M (2015) Industry 4.0: the future of productivity and growth in manufacturing industries. Boston Consulting Group 9(1):54–89
Bazaz SM, Lohtander M, Varis J (2020) Availability of manufacturing data resources in Digital Twin. Procedia Manuf 51:1125–1131
Vaidya S, Ambad P, Bhosle S (2018) Industry 4.0–a glimpse. Procedia Manuf 20:233–238
Lasi H, Fettke P, Kemper H-G, Feld T, Hoffmann M (2014) Industry 4.0. Bus Inf Syst Eng 6(4):239–242
Bi Z, Da Xu L, Wang C (2014) Internet of things for enterprise systems of modern manufacturing. IEEE Trans Industr Inform 10(2):1537–1546
Kuntoğlu M, Aslan A, Pimenov DY, Usca ÜA, Salur E, Gupta MK, Mikolajczyk T, Giasin K, Kapłonek W, Sharma S (2020) A review of indirect tool condition monitoring systems and decision-making methods in turning: critical analysis and trends. Sensors 21(1):108
Oborski P (2014) Developments in integration of advanced monitoring systems. Int J Adv Manuf Technol 75(9-12):1613–1632
Serin G, Sener B, Ozbayoglu A, Unver H (2020) Review of tool condition monitoring in machining and opportunities for deep learning. Int J Adv Manuf Technol:1–22
Baur M, Albertelli P, Monno M (2020) A review of prognostics and health management of machine tools. Int J Adv Manuf Technol 107(5):2843–2863
Uzun M, Usca UA (2018) Effect of Cr particulate reinforcements in different ratios on wear performance and mechanical properties of Cu matrix composites. J Braz Soc Mech Sci Eng 40(4):197
Mikołajczyk T, Nowicki K, Bustillo A, Pimenov DY (2018) Predicting tool life in turning operations using neural networks and image processing. Mech Syst Signal Process 104:503–513
Mikołajczyk T, Nowicki K, Kłodowski A, Pimenov DY (2017) Neural network approach for automatic image analysis of cutting edge wear. Mech Syst Signal Process 88:100–110
Pimenov DY, Bustillo A, Mikolajczyk T (2018) Artificial intelligence for automatic prediction of required surface roughness by monitoring wear on face mill teeth. J Intell Manuf 29(5):1045–1061
Kuntoğlu M, Sağlam H (2019) Investigation of progressive tool wear for determining of optimized machining parameters in turning. Measurement 140:427–436
Laghari RA, Li J, Mia M (2020) Effects of turning parameters and parametric optimization of the cutting forces in machining SiCp/Al 45 wt% composite. Metals 10(6):840
Karimi NZ, Minak G, Kianfar P (2015) Analysis of damage mechanisms in drilling of composite materials by acoustic emission. Compos Struct 131:107–114
Chen J, Chen H, Xu J, Wang J, Zhang X, Chen X (2018) Acoustic signal-based tool condition monitoring in belt grinding of nickel-based superalloys using RF classifier and MLR algorithm. Int J Adv Manuf Technol 98(1):859–872
Stavropoulos P, Papacharalampopoulos A, Vasiliadis E, Chryssolouris G (2016) Tool wear predictability estimation in milling based on multi-sensorial data. Int J Adv Manuf Technol 82(1-4):509–521
Kurada S, Bradley C (1997) A review of machine vision sensors for tool condition monitoring. Comput Ind 34(1):55–72
Altintas Y, Aslan D (2017) Integration of virtual and on-line machining process control and monitoring. CIRP Ann 66(1):349–352
Gomez M, Schmitz T (2020) Low-cost, constrained-motion dynamometer for milling force measurement. Manuf Lett 25:34–39
Bhuiyan M, Choudhury I, Dahari M (2014) Monitoring the tool wear, surface roughness and chip formation occurrences using multiple sensors in turning. J Manuf Syst 33(4):476–487
Wang H, Hu Y, Cong W, Hu Z (2019) A mechanistic model on feeding-directional cutting force in surface grinding of CFRP composites using rotary ultrasonic machining with horizontal ultrasonic vibration. Int J Mech Sci 155:450–460
Sivalingam V, Zhao Y, Thulasiram R, Sun J, Thangapandian N (2021) Machining behaviour, surface integrity and tool wear analysis in environment friendly turning of Inconel 718 alloy. Measurement:109028
Pandiyan V, Caesarendra W, Tjahjowidodo T, Tan HH (2018) In-process tool condition monitoring in compliant abrasive belt grinding process using support vector machine and genetic algorithm. J Manuf Process 31:199–213
Luo M, Chong Z, Liu D (2018) Cutting forces measurement for milling process by using working tables with integrated PVDF thin-film sensors. Sensors 18(11):4031
Xiao X, Zheng K, Liao W, Meng H (2016) Study on cutting force model in ultrasonic vibration assisted side grinding of zirconia ceramics. Int J Mach Tools Manuf 104:58–67
Díaz-Álvarez J, Tapetado A, Vázquez C, Miguélez H (2017) Temperature measurement and numerical prediction in machining inconel 718. Sensors 17(7):1531
Liu S, Chen T, Wu C (2017) Rotary ultrasonic face grinding of carbon fiber reinforced plastic (CFRP): a study on cutting force model. Int J Adv Manuf Technol 89(1-4):847–856
Ahmed YS, Arif A, Veldhuis SC (2020) Application of the wavelet transform to acoustic emission signals for built-up edge monitoring in stainless steel machining. Measurement 154:107478
Wang B, Liu Z (2017) Acoustic emission signal analysis during chip formation process in high speed machining of 7050-T7451 aluminum alloy and Inconel 718 superalloy. J Manuf Process 27:114–125
Chethan Y, Ravindra H, Krishnegowda Y (2019) Optimization of machining parameters in turning Nimonic-75 using machine vision and acoustic emission signals by Taguchi technique. Measurement 144:144–154
Ahmed YS, Alam MS, Arif A, Veldhuis S (2019) Use of acoustic emission and cutting force signals to monitor built-up edge formation in stainless steel turning. Int J Adv Manuf Technol 103(5):2257–2276
Griffin JM, Diaz F, Geerling E, Clasing M, Ponce V, Taylor C, Turner S, Michael EA, Mena FP, Bronfman L (2017) Control of deviations and prediction of surface roughness from micro machining of THz waveguides using acoustic emission signals. Mech Syst Signal Process 85:1020–1034
Yao Q, Luo M, Zhang D, Wu B (2018) Identification of cutting force coefficients in machining process considering cutter vibration. Mech Syst Signal Process 103:39–59
Salur E, Aslan A, Kuntoglu M, Gunes A, Sahin OS (2019) Experimental study and analysis of machinability characteristics of metal matrix composites during drilling. Compos Part B 166:401–413
Filippov A, Nikonov AY, Rubtsov V, Dmitriev A, Tarasov SY (2017) Vibration and acoustic emission monitoring the stability of peakless tool turning: experiment and modeling. J Mater Process Technol 246:224–234
Neslušan M, Mičieta B, Mičietová A, Čilliková M, Mrkvica I (2015) Detection of tool breakage during hard turning through acoustic emission at low removal rates. Measurement 70:1–13
Geng D, Lu Z, Yao G, Liu J, Li Z, Zhang D (2017) Cutting temperature and resulting influence on machining performance in rotary ultrasonic elliptical machining of thick CFRP. Int J Mach Tools Manuf 123:160–170
Prasad BS, Babu MP (2017) Correlation between vibration amplitude and tool wear in turning: numerical and experimental analysis. Eng Sci Technol Int J 20(1):197–211
Suárez A, Veiga F, de Lacalle LL, Polvorosa R, Wretland A (2019) An investigation of cutting forces and tool wear in turning of Haynes 282. J Manuf Process 37:529–540
Ning F, Cong W, Wang H, Hu Y, Hu Z, Pei Z (2017) Surface grinding of CFRP composites with rotary ultrasonic machining: a mechanistic model on cutting force in the feed direction. Int J Adv Manuf Technol 92(1):1217–1229
Qiu X, Li P, Niu Q, Chen A, Ouyang P, Li C, Ko TJ (2018) Influence of machining parameters and tool structure on cutting force and hole wall damage in drilling CFRP with stepped drills. Int J Adv Manuf Technol 97(1):857–865
Kara F, Aslantaş K, Cicek A (2016) Prediction of cutting temperature in orthogonal machining of AISI 316L using artificial neural network. Appl Soft Comput 38:64–74
Wang C, Ming W, Chen M (2016) Milling tool’s flank wear prediction by temperature dependent wear mechanism determination when machining Inconel 182 overlays. Tribol Int 104:140–156
Cui D, Zhang D, Wu B, Luo M (2017) An investigation of tool temperature in end milling considering the flank wear effect. Int J Mech Sci 131:613–624
Abainia S, Ouelaa N (2015) Experimental study of the combined influence of the tool geometry parameters on the cutting forces and tool vibrations. Int J Adv Manuf Technol 79(5-8):1127–1138
Balaji M, Rao KV, Rao NM, Murthy B (2018) Optimization of drilling parameters for drilling of TI-6Al-4V based on surface roughness, flank wear and drill vibration. Measurement 114:332–339
Gopal P, Prakash KS (2018) Minimization of cutting force, temperature and surface roughness through GRA, TOPSIS and Taguchi techniques in end milling of Mg hybrid MMC. Measurement 116:178–192
Yi S, Li J, Zhu J, Wang X, Mo J, Ding S (2020) Investigation of machining Ti-6Al-4V with graphene oxide nanofluids: tool wear, cutting forces and cutting vibration. J Manuf Process 49:35–49
Karabulut Ş (2015) Optimization of surface roughness and cutting force during AA7039/Al2O3 metal matrix composites milling using neural networks and Taguchi method. Measurement 66:139–149
Chen Y, Sun R, Gao Y, Leopold J (2017) A nested-ANN prediction model for surface roughness considering the effects of cutting forces and tool vibrations. Measurement 98:25–34
Soylu A (2007) Investigation of thrust force and torque couple of tool-workpiece (HSS-Ç1040) by the design and manufacturing of drilling dynamometer. Master Degree Thesis, Selcuk University Institute of Natural Science and Technology
Sağlam H (2000) Tool condition monitoring, based on multi-component force measurements using artificial neural network in milling. Phd Thesis, Selçuk University, institute of science
Totis G, Sortino M (2011) Development of a modular dynamometer for triaxial cutting force measurement in turning. Int J Mach Tools Manuf 51(1):34–42
Liang Q, Zhang D, Wu W, Zou K (2016) Methods and research for multi-component cutting force sensing devices and approaches in machining. Sensors 16(11):1926
Kishawy H, Hegab H, Umer U, Mohany A (2018) Application of acoustic emissions in machining processes: analysis and critical review. Int J Adv Manuf Technol 98(5):1391–1407
Gierlak P, Burghardt A, Szybicki D, Szuster M, Muszyńska M (2017) On-line manipulator tool condition monitoring based on vibration analysis. Mech Syst Signal Process 89:14–26
Tamang S, Chandrasekaran M, Sahoo A (2018) Sustainable machining: an experimental investigation and optimization of machining Inconel 825 with dry and MQL approach. J Braz Soc Mech Sci Eng 40(8):1–18
Moradnazhad M, Unver HO (2017) Energy consumption characteristics of turn-mill machining. Int J Adv Manuf Technol 91(5):1991–2016
Khan AM, Jamil M, Mia M, He N, Zhao W, Gong L (2020) Sustainability-based performance evaluation of hybrid nanofluid assisted machining. J Clean Prod 257:120541
Balogun VA, Edem IF, Adekunle AA, Mativenga PT (2016) Specific energy based evaluation of machining efficiency. J Clean Prod 116:187–197
Arriaza OV, Kim D-W, Lee DY, Suhaimi MA (2017) Trade-off analysis between machining time and energy consumption in impeller NC machining. Robot Comput Integr Manuf 43:164–170
Zhou Y, Orban P, Nikumb S (1995) Sensors for intelligent machining-a research and application survey. In: 1995 IEEE International Conference on Systems, Man and Cybernetics. Intelligent Systems for the 21st Century. IEEE, pp 1005-1010
Sheikh-Ahmad J, Almaskari F, Hafeez F (2019) Thermal aspects in machining CFRPs: effect of cutter type and cutting parameters. Int J Adv Manuf Technol 100(9):2569–2582
Coromant S (1994) Modern metal cutting: a practical handbook. Sandvik Coromant
Shang Z, Liao Z, Sarasua JA, Billingham J, Axinte D (2019) On modelling of laser assisted machining: forward and inverse problems for heat placement control. Int J Mach Tools Manuf 138:36–50
Heigel JC, Whitenton E, Lane B, Donmez MA, Madhavan V, Moscoso-Kingsley W (2017) Infrared measurement of the temperature at the tool–chip interface while machining Ti–6Al–4V. J Mater Process Technol 243:123–130
Núñez-Cascajero A, Tapetado A, Vargas S, Vázquez C (2021) Optical fiber pyrometer designs for temperature measurements depending on object size. Sensors 21(2):646
Vázquez C, Pérez-Prieto S, López-Cardona JD, Tapetado A, Blanco E, Moreno-López J, Montero DS, Lallana PC (2018) Fiber-optic pyrometer with optically powered switch for temperature measurements. Sensors 18(2):483
Li T, Shi T, Tang Z, Liao G, Han J, Duan J (2020) Temperature monitoring of the tool-chip interface for PCBN tools using built-in thin-film thermocouples in turning of titanium alloy. J Mater Process Technol 275:116376
Santhanakrishnan M, Sivasakthivel P, Sudhakaran R (2017) Modeling of geometrical and machining parameters on temperature rise while machining Al 6351 using response surface methodology and genetic algorithm. J Braz Soc Mech Sci Eng 39(2):487–496
Li J, Tao B, Huang S, Yin Z (2018) Built-in thin film thermocouples in surface textures of cemented carbide tools for cutting temperature measurement. Sensors Actuators A Phys 279:663–670
Abbas AT, Benyahia F, El Rayes MM, Pruncu C, Taha MA, Hegab H (2019) Towards optimization of machining performance and sustainability aspects when turning AISI 1045 steel under different cooling and lubrication strategies. Materials 12(18):3023
Mia M, Gupta MK, Pruncu CI, Sen B, Khan AM, Jamil M, Faraz S, Asef F, Imran GS, Rahman MA (2020) Six sigma optimization of multiple machining characteristics in hard turning under dry, flood, MQL and solid lubrication. Journal of Production Systems and Manufacturing Science 1(1):6–6
Caggiano A, Segreto T, Teti R (2016) Cloud manufacturing framework for smart monitoring of machining. Procedia Cirp 55:248–253
Lu Z, Wang M, Dai W, Sun J (2019) In-process complex machining condition monitoring based on deep forest and process information fusion. Int J Adv Manuf Technol 104(5):1953–1966
Salehi M, Albertelli P, Goletti M, Ripamonti F, Tomasini G, Monno M (2015) Indirect model based estimation of cutting force and tool tip vibrational behavior in milling machines by sensor fusion. Procedia CIRP 33:239–244
Seiti H, Hafezalkotob A (2018) Developing pessimistic–optimistic risk-based methods for multi-sensor fusion: an interval-valued evidence theory approach. Appl Soft Comput 72:609–623
Teti R, Jemielniak K, O’Donnell G, Dornfeld D (2010) Advanced monitoring of machining operations. CIRP Ann 59(2):717–739
Abellan-Nebot JV, Subirón FR (2010) A review of machining monitoring systems based on artificial intelligence process models. Int J Adv Manuf Technol 47(1):237–257
Lauro C, Brandão L, Baldo D, Reis R, Davim J (2014) Monitoring and processing signal applied in machining processes–a review. Measurement 58:73–86
Dai W, Sun J, Chi Y, Lu Z, Xu D, Jiang N (2019) Review of machining equipment reliability analysis methods based on condition monitoring technology. Appl Sci 9(14):2786
Slamani M, Chatelain J-F (2019) Assessment of the suitability of industrial robots for the machining of carbon-fiber reinforced polymers (CFRPs). J Manuf Process 37:177–195
Zhu K, Hong G, Wong Y, Wang W (2008) Cutting force denoising in micro-milling tool condition monitoring. Int J Prod Res 46(16):4391–4408
He G, Wang H, Sang Y, Lv Y (2020) An improved decomposition algorithm of surface topography of machining. Mach Sci Technol 24(5):781–809
Bonda AGY, Nanda BK, Jonnalagadda S (2020) Vibration signature based stability studies in internal turning with a wavelet denoising preprocessor. Measurement 154:107520
Kim D-H, Kim TJ, Wang X, Kim M, Quan Y-J, Oh JW, Min S-H, Kim H, Bhandari B, Yang I (2018) Smart machining process using machine learning: A review and perspective on machining industry. International Journal of Precision Engineering and Manufacturing-Green Technology 5(4):555–568
Haber RE, Jiménez JE, Peres CR, Alique JR (2004) An investigation of tool-wear monitoring in a high-speed machining process. Sensors Actuators A Phys 116(3):539–545
Dong J, Subrahmanyam K, San Wong Y, Hong GS, Mohanty A (2006) Bayesian-inference-based neural networks for tool wear estimation. Int J Adv Manuf Technol 30(9-10):797–807
Al-Habaibeh A, Gindy N (2000) A new approach for systematic design of condition monitoring systems for milling processes. J Mater Process Technol 107(1-3):243–251
Pour M (2018) Determining surface roughness of machining process types using a hybrid algorithm based on time series analysis and wavelet transform. Int J Adv Manuf Technol 97(5):2603–2619
Ghosh AK, Ullah A, Kubo A, Akamatsu T, D’Addona DM (2020) Machining phenomenon twin construction for industry 4.0: a case of surface roughness. Journal of Manufacturing and Materials Processing 4(1):11
Fu Y, Zhang Y, Gao H, Mao T, Zhou H, Sun R, Li D (2019) Automatic feature constructing from vibration signals for machining state monitoring. J Intell Manuf 30(3):995–1008
Mu X, Sun Q, Xu J, Chai Z, Sun W, Zhao B (2019) Feasibility analysis of the replacement of the actual machining surface by a 3D numerical simulation rough surface. Int J Mech Sci 150:135–144
Rohit VS, Gopal AV, Krishna LR (2020) A new approach in establishing stable machining parameters using frame statistics and kurtosis. In: Advances in applied mechanical engineering. Springer, pp 1159-1167
Mejri S, Gagnol V, Le T-P, Sabourin L, Ray P, Paultre P (2016) Dynamic characterization of machining robot and stability analysis. Int J Adv Manuf Technol 82(1-4):351–359
Muhammad BB, Wan M, Feng J, Zhang W-H (2017) Dynamic damping of machining vibration: a review. Int J Adv Manuf Technol 89(9-12):2935–2952
Zhu K, San Wong Y, Hong GS (2009) Wavelet analysis of sensor signals for tool condition monitoring: a review and some new results. Int J Mach Tools Manuf 49(7-8):537–553
Zuo B, Li J, Sun C, Zhou X (2019) A new statistical method for detecting trend turning. Theor Appl Climatol 138(1):201–213
LeCun Y, Bengio Y, Hinton G (2015) Deep learning. Nature 521(7553):436–444
Yu J, Zheng X, Wang S (2019) A deep autoencoder feature learning method for process pattern recognition. J Process Control 79:1–15
Yu J, Liu G (2020) Knowledge-based deep belief network for machining roughness prediction and knowledge discovery. Comput Ind 121:103262
Availability of data and materials
Not applicable
Author information
Authors and Affiliations
Contributions
All authors contribute equally.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Consent for publication
The consent to submit this paper has been received explicitly from all co-authors.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kuntoğlu, M., Salur, E., Gupta, M.K. et al. A state-of-the-art review on sensors and signal processing systems in mechanical machining processes. Int J Adv Manuf Technol 116, 2711–2735 (2021). https://doi.org/10.1007/s00170-021-07425-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-07425-4