
Abstract
During the machining process of thin-walled parts, machine tool wear and work-piece deformation always co-exist, which make the recognition of machining conditions very difficult. Existing machining condition monitoring approaches usually consider only one single condition, i.e., either tool wear or work-piece deformation. In order to close this gap, a machining condition recognition approach based on multi-sensor fusion and support vector machine (SVM) is proposed. A dynamometer sensor and an acceleration sensor are used to collect cutting force signals and vibration signals respectively. Wavelet decomposition is utilized as a signal processing method for the extraction of signal characteristics including means and variances of a certain degree of the decomposed signals. SVM is used as a condition recognition method by using the means and variances of signals as well as cutting parameters as the input vector. Information fusion theory at the feature level is adopted to assist the machining condition recognition. Experiments are designed to demonstrate and validate the feasibility of the proposed approach. A condition recognition accuracy of about 90 % has been achieved during the experiments.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Numerical control (NC) machining has made great contributions to the improvement of manufacturing efficiency due to its automation characteristics. As the manufacturing requirement of high-valued and high-accuracy parts such as aircraft structural parts and turbine blades, improved intelligence of machine tools is needed. Advanced sensing ability of machining conditions is one of the key aspects of intelligent machining tool factors (Li et al. 1997).
Machining condition monitoring has been extensively researched during the past couple of decades (Teti et al. 2010), where machining tool states, cutting tool conditions, surface integrity, and chatter detection have been the focus in the related research literature. Machining condition monitoring of simple machining processes such as drilling or simple parts has advanced to a relative mature level. However, there are still significant challenges for thin-walled parts with complex machining conditions. During the machining process of these parts, because of their thin-walled structures which are defined as having a large span ratio of height to thickness (Ratchev et al. 2005), the work-pieces are easy to deform, and the deformation may influence the magnitude of cutting force due to cutting depth or width variation. Meanwhile, the deformation has a critical impact on machining accuracy. Tool wear detection is crucial to maximize the lifetime of a cutting tool and reduce machining cost, and it is also very important for thin-walled structural part machining. The cutting tools chosen to machine these parts always bring in deflection under the influence of cutting force, which has an iterative impact on cutting force. In summary, work-piece deformation, tool wear, and tool deflection co-exist in the machining process of thin-walled parts, and these phenomena always occur simultaneously, which impose challenges for machining condition recognition.
Machining condition recognition is a multiple-factor and nonlinear problem. The impacting factors include cutting parameters such as spindle speed, feed-rate speed, cutting depth, and cutting width. The combination of these factors introduces different machining conditions, and the physical signal characteristics of normal or abnormal conditions vary with cutting parameters. Another major challenge of machining condition recognition of thin-walled parts is that the physical signal characteristics of work-piece deformation and tool wear have coupling effects, which can be understood in two aspects: (1) these phenomena are impacted by each other, e.g., tool wear may increase cutting force, and the increasing cutting force may magnify work-piece deformation; (2) physical signal characteristics may be the mutual contribution of these phenomena. Therefore it is difficult to clearly recognize machining conditions with multiple phenomena.
To address these issues, this paper proposes a machining condition recognition approach based on multi-sensor fusion and support vector machine (SVM), where tool wear and work-piece deformation are distinguished by using the proposed multi-sensor fusion method.
A dynamometer sensor and an acceleration sensor are used to collect cutting force signals and vibration signals respectively, and the two kinds of signals provide different perspectives for the recognition of machining conditions. Wavelet decomposition is utilized as the signal processing method for the extraction of signal characteristics including mean and variance in certain decomposition degree of wavelet. The multi-signal processing can be deemed as the decoupling of the multiple machining conditions. SVM is used as a condition recognition method. Information fusion theory at the feature level is adopted to facilitate the machining condition recognition.
In order to implement the proposed sensor fusion approach, the selection of the input vector for SVM is researched in depth, and the sensitive signal characteristics are selected by sets of experiments. In contrast to existing machining condition recognition methods, cutting parameters are also taken into account by the input vector of SVM. The classification of the high dimension input vector is realized by the optimization of the SVM algorithm.
The rest of the paper is organized as follows. Section “Literature review” reviews the related literature. Section “Proposed sensor fusion and SVM based monitoring approach” introduces the proposed multi-sensor fusion and SVM based approach. Section “Implementation and validation of the proposed approach” presents the detailed implementation and validation of the proposed approach. Section “Discussion” provides some discussions. Section “Conclusion and future work” concludes the paper and envisions some future work.
Literature review
Machining condition monitoring plays a critical role in high quality machining, and it is extensively investigated in the last decades. Several comprehensive literature review papers have been published previously. Liang et al. (2004) reviewed the machining process monitoring approaches and control methods, where the complicated machining conditions are deemed as key difficulty. The monitoring of machining operations is extensively reviewed in the aspects of sensors, signal processing methods, decision making algorithms, and monitoring scopes (Teti et al. 2010). Abellan-Nebot and Romero Subirón (2010) presented a generic view of machining monitoring systems based on artificial intelligence (AI) process models, where the review of AI techniques used in machining monitoring is focused, as well as the most frequently used signal characteristics and the extraction methods are introduced. Tool condition monitoring is also widely reviewed. Rehorn et al. (2005) presented a review of the state-of-the-art in sensors and signal processing methodologies used for tool condition monitoring (TCM) systems in industrial machining applications, where conventional cutting operations including drilling, turning, end milling, and face milling are focused. In terms of signal processing, wavelet analysis is an effective approach for cutting tool condition monitoring. Zhu et al. (2009) reviewed the state-of-the-art of wavelet-based analysis for tool condition monitoring, and the superiorities of wavelet analysis to Fourier methods are discussed for TCM.
Recently, advanced monitoring methods including tool wear, machining deformation, machining quality, and roughness that have been developed are:
-
1.
Tool wear monitoring. Nouri et al. (2015) described a method to monitor end milling tool wear in real-time by tracking force model coefficients during the cutting process, where the coefficients are shown to be independent from the cutting conditions and correlated with the wear state of the cutting tool. Castejón et al. (2007) proposed a computer vision and statistical learning system to estimate the wear level in cutting inserts in order to identify the time for its replacement, where “M” level is defined for tool replacement based on cluster analysis. Ghani et al. (2011) developed an online tool wear measurement and monitoring system for turning, where a two-channel strain gauge is used to collect cutting force signals, which is effective to detect the progression of flank wear width during machining. Shi et al. (2007) developed an online tool wear monitoring system for broaching process, where short-time Fourier transform (STFT) and statistical process control are adopted to extract the features of tool malfunctions and construct the thresholds of malfunction-free zones. Liu et al. (2010) presented an approach for on-line monitoring of boring tools, where back-propagation neural networks (BPNs) and adaptive neuro-fuzzy inference systems (ANFIS) were used for on-line classification and measurement of tool wear. Tamizharasan et al. (2012) presented a flank wear monitoring method for turning by using audible acoustic emission signals, and a simulated annealing algorithm is adopted to analyze the collected signals.
-
2.
Machining deformation monitoring. Möhring et al. (2010) developed a process monitoring method by integrating a sensing fixture and an adaptive sensory milling spindle, the process and work-piece behavior such as deformation can be observed from both sides of the process. Yoshioka et al. (2014) presented a direct monitoring method by using evanescent light which can detect the distance between a diamond tool edge and the work-piece surface, and the work-piece deformation can be monitored according to the distance variation. Li et al. (2015) developed an integrated feature-based dynamic control system for on-line machining, inspection and monitoring, where work-piece deformation is detected by using vibration signals.
-
3.
Machining quality monitoring. Yu et al. (2008) developed a hybrid learning-based model for on-line intelligent monitoring and diagnosis of the manufacturing processes, where the integration of a knowledge-based artificial neural network and a genetic algorithm (GA)-based rule is constructed to recognize faulty quality categories of the products being produced. Wuest et al. (2014) reported a system by applying a combination of Cluster Analysis and Supervised Machine Learning on product state data along the manufacturing program, which is able to cope with the fast increasing complexity and high-dimensionality of modern manufacturing programs and generate applicable results with reasonable effort. Jiang et al. (2014) developed a real-time quality monitoring and predicting model based on error propagation networks for MMPs, where the mapping relationship among machining errors of quality attributes is described.
-
4.
Roughness monitoring. Quintana et al. (2011) developed a surface roughness monitoring method based on an artificial neural network approach for vertical high speed milling operations, where geometrical cutting factors, dynamic factors, part geometries, lubricants, materials and machine tools are taken into account as impacting factors to analyze the surface roughness. Brecher et al. (2011) developed an application based on the information contained in the numerical control (NC) kernel for surface roughness monitoring of the part in process, where artificial neural networks are used for surface roughness average parameter (Ra) predictions. Gadelmawla (2011) reported a surface roughness estimation method based on a vision system, where the texture features of the grey-level co-occurrence matrix are utilized to estimate surface roughness of specimens machined by turning operations.
The multi-sensor fusion method has been extensively adopted in the literature to obtain a robust monitoring result (Zhang et al. 2013). Denkena et al. (2008) developed an algorithm for optimal multi-sensor configuration, and the sensor fusion concept was also introduced. Niu and Yang (2010) proposed a condition monitoring and prognostics system in condition-based maintenance architecture based on data-fusion strategy. The neural network is used for feature-level fusion and the prediction is performed using multi-nonlinear regression models. Aliustaoglu et al. (2009) presented a sensor fusion method for cutting tool condition monitoring, where statistical parameters derived from thrust force, machine sound and vibration signals were used as inputs to fuzzy process, and then to assess the machining condition. Paul and Varadarajan (2012) presented an attempt to fuse cutting force, cutting temperature and displacement of tool vibration, along with cutting velocity, feed and depth of cut, to predict tool wear during turning, where a regression model and an artificial neural network model were developed to fuse the cutting force, cutting temperature and displacement of tool vibration signals to predict tool flank wear.
The literature review shows that the existing research efforts only focus on mono-condition monitoring, or non-relative multi-condition monitoring. Significant efforts are still required to bridge the gap of multi-condition monitoring with coupling effects, especially for the NC machining of thin-walled parts, where cutting tool wear and work-piece deformation always occur simultaneously. This paper addresses these issues.
Proposed sensor fusion and SVM based monitoring approach
In this paper, tool wear and work-piece deformation are taken into account as abnormal machining conditions for recognition. Techniques including information fusion, wavelet decomposition, and SVM are adopted to recognize these abnormal machining conditions. Information fusion and wavelet decomposition are the basis for the implementation of SVM. The fundamental of the proposed approach is described in the following sub-sections.
Information fusion at feature level
Information fusion can improve the reliability and robustness of a decision system (Snidaro et al. 2015). There are three different fusion levels according to the representation of data: data level, feature level, and decision level. For the recognition of tool wear and work-piece deformation, information fusion is achieved at the feature level. Signal characteristics of different sensors are extracted respectively, i.e., a dynamometer sensor and an acceleration sensor, and then the signal characteristics of different sensors are combined into one characteristic vector, which is used as the input vector of the SVM.
In order to recognize the multiple machining conditions, the selection of sensitive signal characteristics is very important. In this paper, the means and variances of the approximation and detail of the discrete wavelet transformation (DWT) of both cutting force and vibration signals are selected as sensitive characteristics by sets of experiments. A critical point that should be considered is that the monitoring signals change with different cutting parameters, so it is also very important to take the cutting parameters into account in the input vector for machining condition recognition, while it has been ignored by existing research efforts.
Signal processing based on wavelet decomposition
DWT is adopted as the signal processing method in this paper. The DWT has a good solution simultaneously in both frequency and time domains so that it can extract information in the time domain at different frequency bands (Li et al. 1999). Wavelet decomposition was successfully used for chatter detection by cutting force signals (Tangjitsitcharoen et al. 2015). In comparison with continuous wavelet transformation (CWT), the DWT has the advantage of without redundant information (Peng and Chu 2004; Zhu et al. 2009). The DWT is derived from the CWT which is defined as follows:
where a is defined as the scaling parameter and b the position parameter.
According to the definition of the CWT, let:
\(b=\frac{k}{2^{j}},a=\frac{1}{2^{j}};j,k\in Z,\) and then,
The DWT is defined as follows:
Wavelet and scaling functions at different scales are generated from a single scaling function \(\phi \left( t \right) \) with two-scale difference equations (Mallat 1999):
The h(k) and g(k) are viewed as filter coefficients of low-pass and high-pass filters, and l is the filter length.\(\phi \left( t \right) \) and \(\psi (t)\) are scaling and wavelet functions at scale j \(=\) 1, respectively.
Scaling and wavelet coefficients at different scales and translations are expressed as follows:
where \(c_{j,k}, d_{j,k}\) are scaling and wavelet coefficients derived from the projection of the signal on to the space of scaling \(\phi _{j,k} \left( t \right) \) and wavelet functions \(\psi _{j,k} \left( t \right) \), respectively.
\(c_{j,k}\) and \(d_{j,k}\) are very important properties of the wavelet, and their means and variances are used as signal characteristics for monitoring in this paper.

Experiment environment
SVM based machining condition recognition
SVM is a computational learning method based on the statistical learning theory and can serve as an expert system (Widodo and Yang 2007). The SVM can solve the learning problem with a small number of samples, and it has high accuracy and good generalization for a small number of samples.
The category of SVM is realized by a discriminant plane, which is called a hyper plane. Suppose pattern set \(\mathbf{X} = \{x_{i}, i=1,\ldots ,N\}\) is linearly separable, and the discriminant plane is represented as follows:
where w and b represents the parameters of the discriminant, and w is a vector with the same dimensions as x. The distance between the hyper plane and the samples is minimized by using an optimization method. In this paper, Lagrangian Algorithm is adopted as the optimization method. Finally, the optimal category function can be obtained (Zhu et al. 2009) as follows:
where \(\alpha _i^{*}\) is the optimal solution of the Lagrange multiplier corresponding to the samples which are chosen as support vectors, \(b^{*}\) is the optimal solution of b corresponding to the samples which are chosen as support vectors, \(y_i \) is the value of the category which the support vector \(\mathbf{x}_i \) belongs to, \(y_i \) is set with 1 in this situation, otherwise it is set with \(-1\). \((\mathbf{x}_i \cdot \mathbf{x})\) is the kernel function, and Gaussian function is used as the kernel function. N is the number of the samples chosen for the supporting vector.
By using the category function, a pattern can be recognized for a binary classification.
In this paper, the issue addressed is a multi-classification problem, so multi-class SVMs are used. The method adopted for multiple classifications is a one-against-all method, which means that k SVM models are constructed, where k is the number of classifications. Each classification is recognized against all the other categories by a SVM model.
Since the high dimension of the characteristic vector imposes significant difficulty for the machining condition recognition by SVM, some strategies such as normalization are adopted.
Implementation and validation of the proposed approach
This section describes the detailed implementation of the proposed approach. Experiments to obtain the supporting data for SVM are designed. In this paper, the machining process of milling is focused and the experiments are designed with one of the typical milling, i.e., flank milling. The signals are collected during the machining experiments and then the signals are analyzed using wavelet decomposition to get signal characteristics. The discriminants of different machining conditions are obtained by training the SVM using the signal characteristics. Finally, the proposed approach is validated by an additional set of experiments.
Implementation of the proposed approach
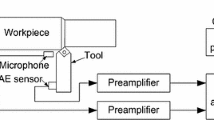
Some experiments are designed to obtain supporting data to analyze the characteristics of different machining conditions. The experiment environment is shown in Fig. 1. The category 1050 of Aluminum alloy is used as the experiment material, and the cutting tools are cemented carbide end milling cutters. The cutting forces are collected by a Kisler\(^\mathrm{TM}\) dynamometer, and the vibration is monitored by an acceleration sensor. Two cutting tools are selected: one is a new cutting tool, and another one is worn. A part with two kinds of typical sidewalls is designed to carry out the experiments for different machining conditions. The thickness of the first one is 5 mm, which will not deform during machining process. The thickness of the second one is 2 mm, which is easy to deform during machining process. Four kinds of machining conditions are defined: normal (N), cutting tool wear without work-piece deformation (W), work-piece deformation without cutting tool wear (D), and cutting tool wear with work-piece deformation (W&D). In the experiments, the cutting tool wear value is 0.10 mm, and the work-piece deformation value is 0.12 mm measured by displacement sensor. These values are selected according to experiments, while the machining conditions can be reflected by the monitoring signals. Each machining condition experiment is conducted over 8 times with different cutting parameters, i.e., spindle speed (s), feedrate speed (f), cutting depth (ap) and cutting width (ae). The design of different cutting parameters is useful for the validation of the proposed approach. The cutting parameters of the experiment samples are shown in Table 1. Please note that, in the “No.” column of Table 1, for the first digital, 1 stands for the machining condition “N”, 2 stands for the machining condition “W”, 3 stands for the machining condition “D”, and 4 stands for the machining condition “W&D”. The representations are used from Tables 1, 2, 3, 4, 5 and 6.
The collected cutting force signals and vibration signals are analyzed by fast Fourier transformation to get the sensitive frequencies of the machining conditions, and then the sensitive frequencies are selected as object frequencies for wavelet decomposition, i.e., the original signals are decomposed into a certain degree to take insight of the details of the specified frequencies. The cutting force signals and vibration signals are analyzed separately and the characteristic parameters are extracted.
Firstly, the characteristics of the cutting force of normal machining conditions are analyzed. A period of cutting force signals of different machining conditions is taken for demonstration, as shown in Fig. 2 (only two sets of experiments of each machining condition is shown, due to the page limit), where 1-1-Fx and 1-2-Fx are cutting force signals of normal machining conditions, 2-1-Fx and 2-2-Fx are cutting force signals of machining conditions of tool wear, 3-1-Fx and 3-2-Fx are cutting force signals of machining conditions of work-piece deformation, and 4-1-Fx and 4-2-Fx are cutting force signals of machining conditions of tool wear with work-piece deformation. In the machining process of sidewall, the cutting force is focused on Fx direction, so only the cutting force of Fx direction is taken for analysis. The selected period of cutting force is taken for Fourier transformation analysis, as shown in Fig. 3. The results show that the obviously changing frequencies of different machining conditions are focusing on about 500 and 1000 Hz. Therefore, 500 and 1000 Hz can be used as sensitive frequency. The sampling frequency of the collected cutting force is 7000 Hz. 500 and 1000 Hz are in the range of 1/8 of 7000 Hz, so the third degree wavelet decomposition is adopted to reveal the details of the specialized frequency band.

Collected cutting force of different machining conditions

Fourier transformation of cutting force signals

Approximation component of cutting force signal wavelet decomposition of normal machining condition

Detail component of cutting force signal wavelet decomposition of normal machining condition
The signals are decomposed into approximation component and detail component, which represent low frequency and high frequency respectively. In this paper, both approximation and detail component are chosen as analysis objects, where approximation component can reflect the information of 500 HZ, and detail component can reflect the information of 1000 Hz. Db5 is used as the mother wavelet. After decomposition, the approximation and detail component of the fifth degree is reconstructed, as shown in Figs. 4 and 5 (only the wavelet decomposition of normal machining condition is shown). The means (\({am}_{f}\)) and variances (\({av}_{f}\)) of each approximation component and the means (\({dm}_{f}\)) and variances (\({dv}_{f}\)) of each detail component are calculated by the tool package of Matlab\(^\mathrm{TM}\), as shown in Table 2. The statistical results are evaluated based on the absolute values of collected signals.

Collected vibration signals of different machining conditions

Fourier transformation of vibration signals of different machining conditions

Approximation component of vibration signal wavelet decomposition of normal machining condition

Detail component of vibration signal wavelet decomposition of normal machining condition
The vibration signals of the same time interval with the analyzed cutting force are taken for analysis, as shown in Fig. 6. The sample frequency of vibration signal collection is 8000 Hz, which is determined according to spindle speeds. Fourier transformation of each signal is made, as shown in Fig. 7, and the results show that the sensitive frequencies are about 700 and 1400 Hz. Therefore, the second degree of wavelet decomposition is made for detail signal information and the characteristics of the signals during sensitive frequencies can be reflected, as shown in Figs. 8 and 9. Then the mean (\({am}_{v}\)) and variance (\({av}_{v}\)) of approximation component, and the mean (\({dm}_{v}\)) and variance (\({dv}_{v}\)) of detail component are calculated, as shown in Table 3.
After the signal characteristics are extracted, the characteristic vectors for training SVM are constructed. Cutting parameters and signal characteristics are fused in each characteristic vector, and the characteristic vector (cv) can be represented as the following:
Four SVMs are trained for recognition of different machining conditions separately, i.e., the recognition of each machining condition is realized by one SVM. When training for the SVM of a certain machining condition, the pattern identification of the samples belonging to this machining condition is valued as 1, and that of other machining conditions is valued as \(-1\), represented as the following:
where i represents the ith machining condition, \(cv^{k}_{j}\) represents the characteristic vector of jth sample of kth machining condition, and y represents the mode identification in SVM.
Each of the SVM is trained by the collected 32 sets of samples, and a normalization processing for the collected data is adopted to avoid distortion of the output results, shown as the following:
where \(x^{k}\) represents the kth input parameter, \(x_{\min }^k \) represents the minimum value of the kth input parameters in the training samples, \(x_{\max }^k \) represents the maximum value of the kth input parameters in the training samples, \(y^{k}\) represents the input parameter after unitary processing.
The parameters of different machining conditions after SVM training are obtained as follows:
The SVM parameters for normal machining condition recognition:
The SVM parameters for machining condition recognition of tool wear:
The SVM parameters for machining condition recognition of work-piece deformation:
The SVM parameters for machining condition recognition of tool wear and work-piece deformation:
Take the value of w and b into the formula (10), and then the discriminants of different machining conditions are obtained.
Validation of the proposed approach
In order to validate the feasibility of the proposed approach, additional experiments are executed. The machining experiments with different cutting parameters are performed for SVM training. Each of the four machining conditions, i.e., normal, tool wear, work-piece deflection, and tool wear with work-piece deflection, is designed by two sets of experiments, tool wear is realized by a pre-wear cutting tool, and the work-piece deflection is realized by designing thin-walled work-piece. Besides, the work-piece deflection is monitored by a displacement sensor during machining. The signal characteristics are extracted for analysis, and the analysis results are compared with real machining conditions. The experiments are designed with different cutting parameters, as shown in Table 4.
The wavelet decomposition of cutting force signals and vibration signals is made similar to that of the experiments mentioned in section “Implementation of the proposed approach”, a statistical analysis is conducted, as shown in Tables 5 and 6. Characteristic vectors are constructed according to the cutting parameters and the statistical analysis results based on the wavelet decomposition of the monitoring cutting force and vibration signals during the machining process. Taking the characteristic vectors into the obtained discriminants one by one, until every characteristic vector is calculated as the value 1 by a certain discriminant, which means the vector belongs to the machining condition that the discriminant represents. The machining condition recognition results are shown in Table 7.
After using the discriminants obtained by SVM training, each of the eight machining conditions is recognized. The results show that only one of the machining conditions in the eight cases is falsely recognized. It can be found that the input vectors of the validation experiments are very different from the training experiments, which indicates that the SVM approach has a good generalization capability, and the proposed approach is validated to be feasible. It is expected that other milling processes with different cutting parameters of the four kinds of machining conditions can also be recognized.
Discussion
Complex machining conditions are recognized by taking advantages of sensor fusion and SVM based pattern recognition techniques. When the proposed approach is deployed in real machining, the following issues should be taken into account for better effectiveness:
-
1.
The peak of cutting force in a specified period can be extracted in addition to variance and means to assist the recognition of cutting tool deflection and work-piece deformation, as cutting tool deflection will also exist for small diameter of cutting tools. A threshold of the peak of cutting force can be preset according to theoretical analyses or experiments.
-
2.
In this paper, the time period for analysis is set as 0.5 s. In real machining, it can be set according to the machining accuracy requirement and machining speed. The higher of machining accuracy and the faster of machining speed, the shorter analysis time period should be set.
-
3.
In the experiments of this research, the change of the cutting tool path is relatively simple, so the machining speed is relatively stable in the machining process. Therefore, the machining speed in the characteristic vectors can be set as nominal value. While in real machining, the machining speed is always changing with the tool path. Thus for more reliable recognition results, the machining speed should be obtained in real time from the CNC controller. Besides, the cutting width is also always changing with the tool path. The real cutting width can be calculated off-line according to geometric relationship between the machined part and the tool path. In terms of spindle speed and cutting depth, they are relatively stable in machining processes, so the value in the characteristic vector can be set as nominal value.
-
4.
In this paper, the machining feature chosen for experiments is a pocket, and the cutting force is dominated in Fx direction, so the cutting force of Fx direction is chosen for analysis. In real machining, the direction of cutting force should be chosen according to machining features and machining operations. Similarly, vibration can also be detected in multiple directions, which is expected to achieve highly robust recognition results.
Basically, the approach adopted in this paper is a data driven approach. Compared with physical modeling method, the unexpected factors which are difficult to be modeled (Arrazola et al. 2013) can be avoided by taking advantage of real time monitoring. In contrast to the existing methods for machining condition monitoring, the advantage of the proposed approach is that it can recognize multiple machining conditions simultaneously, which benefits from wavelet decomposition of signal characteristics from multiple sensors, and a good pattern recognition algorithm, i.e., SVM.
To the best of our knowledge, existing research only focused on the machining condition recognition of the same cutting parameters for a single machining condition. While this paper focuses on multiple machining conditions recognition, a single sensor cannot reflect the characteristics of the multiple machining conditions. If cutting parameters are not considered, the SVM model cannot reflect the characteristics of machining conditions with different cutting parameters.
Conclusion and future work
This paper presents a complex machining condition monitoring approach based on multi-sensor fusion and SVM, in order to address the issues of pattern recognition of machining conditions with coupling effects especially in the machining process of thin-walled parts. The realization of the proposed approach benefits from the following techniques: (1) multiple sensors provide complementary information to the analysis of coupling machining conditions; (2) information fusion theory provides methodology for the fusion of signal characteristics, and cutting parameters are used as important information for machining condition recognition; (3) Fourier transformation method makes it practicable to get the sensitive frequencies of different machining conditions; (4) wavelet decomposition method facilitates the insight of detailed information of signals; (5) the pattern recognition method SVM which is optimized by normalization method helps to achieve a good generalized recognition result.
The main contribution of this paper is the recognition of machining conditions with coupling effects, with the focus on cutting tool wear and work-piece deformation. The target application of this paper is milling, but the proposed approach can be applied to other machining processes. The discussion in this paper provides some useful suggestions for the deployment of the proposed approach in real machining processes.
The basic form of SVM is adopted in this paper, and a much better result is expected if the penalty coefficient of SVM is taken into account. On the other hand, since there are many other kernel functions for SVM, the authors will try more kernel functions to get a better recognition result. Therefore, our future work will focus on the optimization of the SVM algorithm. In this paper, cutting tool wear and work-piece deformation are considered for machining condition recognition, some other machining conditions such as roughness will also be taken into account in our future work. Besides, prognosis will also be investigated in our future work for better machining condition detection. Furthermore, we will investigate the proposed approach in more complicated machining processes.
References
Abellan-Nebot, J. V., & Romero Subirón, F. (2010). A review of machining monitoring systems based on artificial intelligence process models. The International Journal of Advanced Manufacturing Technology, 47(1), 237–257. doi:10.1007/s00170-009-2191-8.
Aliustaoglu, C., Ertunc, H. M., & Ocak, H. (2009). Tool wear condition monitoring using a sensor fusion model based on fuzzy inference system. Mechanical Systems and Signal Processing, 23(2), 539–546. doi:10.1016/j.ymssp.2008.02.010.
Arrazola, P. J., Özel, T., Umbrello, D., Davies, M., & Jawahir, I. S. (2013). Recent advances in modelling of metal machining processes. CIRP Annals-Manufacturing Technology, 62(2), 695–718. doi:10.1016/j.cirp.2013.05.006.
Brecher, C., Quintana, G., Rudolf, T., & Ciurana, J. (2011). Use of NC kernel data for surface roughness monitoring in milling operations. The International Journal of Advanced Manufacturing Technology, 53(9), 953–962. doi:10.1007/s00170-010-2904-z.
Castejón, M., Alegre, E., Barreiro, J., & Hernández, L. K. (2007). On-line tool wear monitoring using geometric descriptors from digital images. International Journal of Machine Tools and Manufacture, 47(12), 1847–1853. doi:10.1016/j.ijmachtools.2007.04.001.
Denkena, B., Möhring, H. C., & Litwinski, K. M. (2008). Design of dynamic multi sensor systems. Production Engineering, 2(3), 327–331. doi:10.1007/s11740-008-0102-8.
Gadelmawla, E. S. (2011). Estimation of surface roughness for turning operations using image texture features. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 225(8), 1281–1292. doi:10.1177/2041297510393643.
Ghani, J. A., Rizal, M., Nuawi, M. Z., Ghazali, M. J., & Haron, C. H. C. (2011). Monitoring online cutting tool wear using low-cost technique and user-friendly GUI. Wear, 271(9), 2619–2624. doi:10.1016/j.wear.2011.01.038.
Jiang, P., Jia, F., & Wang, Y. (2014). Real-time quality monitoring and predicting model based on error propagation networks for multistage machining processes. Journal of Intelligent Manufacturing, 25(3), 521–538. doi:10.1007/s10845-012-0703-0.
Li, X., Yao, Y., & Yuan, Z. (1997). On-line tool condition monitoring system with wavelet fuzzy neural network. Journal of Intelligent Manufacturing, 8(4), 271–276. doi:10.1023/A:1018585527465.
Li, X., Dong, S., & Yuan, Z. (1999). Discrete wavelet transform for tool breakage monitoring. International Journal of Machine Tools and Manufacture, 39(12), 1935–1944. doi:10.1016/S0890-6955(99)00021-8.
Li, Y., Liu, C., & Gao, J. X. (2015). An integrated feature-based dynamic control system for on-line machining, inspection and monitoring. Integrated Computer-Aided Engineering, 22(2), 187–200. doi:10.3233/ICA-150483.
Liang, S. Y., Hecker, R. L., & Landers, R. G. (2004). Machining process monitoring and control: The state-of-the-art. Journal of Manufacturing Science and Engineering, Transaction of the ASME, 126(2), 297–310. doi:10.1115/1.1707035.
Liu, T. I., Kumagai, A., Wang, Y. C., Song, S. D., Fu, Z., & Lee, J. (2010). On-line monitoring of boring tools for control of boring operations. Robotics and Computer Integrated Manufacturing, 26(3), 230–239. doi:10.1016/j.rcim.2009.11.002.
Mallat, S. G. (1999). A wavelet tour of signal processing (2nd ed.). New York: Academic Press.
Möhring, H. C., Litwinski, K. M., & Gümmer, O. (2010). Process monitoring with sensory machine tool components. CIRP Annals-Manufacturing Technology, 59(1), 383–386. doi:10.1016/j.cirp.2010.03.087.
Niu, G., & Yang, B. S. (2010). Intelligent condition monitoring and prognostics system based on data-fusion strategy. Expert Systems with Applications, 37(12), 8831–8840. doi:10.1016/j.eswa.2010.06.014.
Nouri, M., Fussell, B. K., & Ziniti, B. L. (2015). Real-time tool wear monitoring in milling using a cutting condition independent method. International Journal of Machine Tools and Manufacture, 89, 1–13. doi:10.1016/j.ijmachtools.2014.10.011.
Paul, P. S., & Varadarajan, A. S. (2012). A multi-sensor fusion model based on artificial neural network to predict tool wear during hard turning. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 226(5), 853–860. doi:10.1177/0954405411432381.
Peng, Z. K., & Chu, F. L. (2004). Application of the wavelet transform in machine condition monitoring and fault diagnostics: A review with bibliography. Mechanical Systems and Signal Processing, 18(2), 199–221. doi:10.1016/S0888-3270(03)00075-X.
Quintana, G., Garcia-Romeu, M. L., & Ciurana, J. (2011). Surface roughness monitoring application based on artificial neural networks for ball-end milling operations. Journal of Intelligent Manufacturing, 22(4), 607–617. doi:10.1007/s10845-009-0323-5.
Ratchev, S., Liu, S., & Becker, A. A. (2005). Error compensation strategy in milling flexible thin-wall parts. Journal of Materials Processing Technology, 162–163(15), 673–681. doi:10.1016/j.jmatprotec.2005.02.192.
Rehorn, A. G., Jiang, J., & Orban, P. E. (2005). State-of-the-art methods and results in tool condition monitoring: A review. The International Journal of Advanced Manufacturing Technology, 26(7), 693–710. doi:10.1007/s00170-004-2038-2.
Shi, D., Axinte, D. A., & Gindy, N. N. (2007). Development of an online machining process monitoring system: A case study of the broaching process. The International Journal of Advanced Manufacturing Technology, 34(1), 34–46. doi:10.1007/s00170-006-0588-1.
Snidaro, L., García, J., & Llinas, J. (2015). Context-based information fusion: A survey and discussion. Information Fusion, 25, 16–31. doi:10.1016/j.inffus.2015.01.002.
Tamizharasan, T., Barnabas, J. K., & Pakkirisamy, V. (2012). Optimization of turning parameters by using design of experiments and simulated annealing algorithm based on audible acoustic emission signals. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 226(7), 1159–1173. doi:10.1177/0954405412442779.
Tangjitsitcharoen, S., Saksri, T., & Ratanakuakangwan, S. (2015). Advance in chatter detection in ball end milling process by utilizing wavelet transform. Journal of Intelligent Manufacturing, 26(3), 485–499. doi:10.1007/s10845-013-0805-3.
Teti, R., Jemielniak, K., O’Donnell, G., & Dornfeld, D. (2010). Advanced monitoring of machining operations. CIRP Annals-Manufacturing Technology, 59(2), 717–739. doi:10.1016/j.cirp.2010.05.010.
Widodo, A., & Yang, B. S. (2007). Support vector machine in machine condition monitoring and fault diagnosis. Mechanical Systems and Signal Processing, 21(6), 2560–2574. doi:10.1016/j.ymssp.2006.12.007.
Wuest, T., Irgens, C., & Thoben, K. (2014). An approach to monitoring quality in manufacturing using supervised machine learning on product state data. Journal of Intelligent Manufacturing, 25(5), 1167–1180. doi:10.1007/s10845-013-0761-y.
Yoshioka, H., Shinno, H., & Sawano, H. (2014). Monitoring of distance between diamond tool edge and workpiece surface in ultraprecision cutting using evanescent light. CIRP Annals-Manufacturing Technology, 63(1), 341–344. doi:10.1016/j.cirp.2014.03.129.
Yu, J., Xi, L., & Zhou, X. (2008). Intelligent monitoring and diagnosis of manufacturing processes using an integrated approach of KBANN and GA. Computers in Industry, 59(5), 489–501. doi:10.1016/j.compind.2007.12.005.
Zhang, Y., Zhang, H., & Nasrabadi, N. M. (2013). Multi-metric learning for multi-sensor fusion based classification. Information Fusion, 14(4), 431–440. doi:10.1016/j.inffus.2012.05.002.
Zhu, K., Wong, Y. S., & Hong, G. S. (2009). Wavelet analysis of sensor signals for tool condition monitoring: A review and some new results. International Journal of Machine Tools and Manufacture, 49(7), 537–553. doi:10.1016/j.ijmachtools.2009.02.003.
Acknowledgments
The research work presented in this paper was primarily supported by the National Natural Science Foundation of China (Ref: 51375239, U1537209), and New Century Excellent Talents Supporting Plan of the Education Ministry (Ref: NCEP-13-0856).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Liu, C., Li, Y., Zhou, G. et al. A sensor fusion and support vector machine based approach for recognition of complex machining conditions. J Intell Manuf 29, 1739–1752 (2018). https://doi.org/10.1007/s10845-016-1209-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10845-016-1209-y